
ロールモジュール及びロール
【課題】耐薬品性、耐油性に優れると共に、長期間に亘りロールが変形しないロールモジュール、及びそのロールモジュールを装着したロールを、安価にて提供する。
【解決手段】鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する為のロール1の台座5に装着されるロールモジュール3において、前記ロールモジュール3は、積層された複数のロール片4が接合されてあり、前記ロール片4は少なくとも2種類以上の融点の異なる繊維18a、18bを有する不織布21にて形成されてあるものである。
【解決手段】鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する為のロール1の台座5に装着されるロールモジュール3において、前記ロールモジュール3は、積層された複数のロール片4が接合されてあり、前記ロール片4は少なくとも2種類以上の融点の異なる繊維18a、18bを有する不織布21にて形成されてあるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する為のロールの台座に装着されるロールモジュール、及びそのロールモジュールを装着したロールに関するものである。
【背景技術】
【0002】
従来のこの種のロールモジュール、あるいはロールに関しては、不織布シートのディスク状物を多数枚重畳させてなるロールにおいて、該ロールが、低融点ポリマー繊維、高融点ポリマー繊維および低融点ポリマー成分と高融点ポリマー成分からなる複合繊維とで構成されていることを特徴とする不織布ロール(例えば、特許文献1参照)がある。
【0003】
また、繊維で補強されたポーラスなゴム弾性体シートをディスク状に打ち抜きロール本体に積層して積層ロールを製作し、この積層ロールをゴム弾性体の溶剤、又はこの溶剤にゴム弾性体若しくは該ゴム弾性体に親和性のある物質の溶剤又は両者の混合溶液に含浸させ、その後、積層ロールに含浸されている前記溶剤を除去することにより繊維で補強されたポーラスなゴム弾性体シートで構成する一体化されたポーラスなロール(例えば、特許文献2参照)が考案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−2694号公報
【特許文献2】特公平7−14629号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の不織布ロールは、不織布シートをディスク状に形成したディスク状物を多数枚重畳させた構成である。その為、ディスク状物の圧縮が弱い、すなわちロールの硬度が低いとロールの回転中にディスク状物が回転軸からずれ、ロールの表面が変形するという問題があった。また、ロールの不織布層を新たに整備する際、ロールごと整備工場に返送する必要があり、輸送コストが嵩むという課題も有していた。
【0006】
特許文献2のロールは、ロールをゴム弾性体の溶剤等に含浸し、ディスク状のゴム弾性体シートを一体化していることから、低硬度のロールであっても、ロールの回転中にゴム弾性体シートがロール本体よりずれ、ロール表面が変形することはない。また、ロールを整備する際、一体化されたゴム弾性体を生産現場に送り、生産現場でゴム弾性体を交換し、整備すればよいので、輸送コストを削減することができ、上記特許文献1の課題を解決することが可能となった。
【0007】
しかしながら、ゴム弾性体は、一般的に強酸や強アルカリ等の水溶液にたいする耐薬品性、鉱物油等の非極性溶剤やグリコール等の極性溶剤にたいする耐油性に劣り、前記の液体によりロールが変形し、ロールの耐用年数が短くなるという課題を有していた。
【0008】
また、ゴム弾性体の溶剤やゴム弾性体と親和性のある溶剤等は高価であることから、ロールの生産コストが嵩むという問題もあった。
【0009】
本発明は、上記従来の課題を解決するもので、耐薬品性、耐油性に優れると共に、長期間に亘りロールが変形しないロールモジュール、及びそのロールモジュールを装着したロールを、安価にて提供することを目的としている。
【課題を解決するための手段】
【0010】
前記従来の課題を解決する為に、請求項1の発明のロールモジュールは、鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する為のロールの台座に装着されるロールモジュールにおいて、前記ロールモジュールは、積層された複数のロール片が接合されてあり、前記ロール片は少なくとも2種類以上の融点の異なる繊維を有する不織布にて形成されてあるもので、ロールモジュールは積層されたロール片が一体化して形成されている。その為、ロールの回転中にロール片が台座の外周からずれ、ロールが物理的な作用により変形することがないので、長期間に亘り、安定して被洗浄面から液体が除去される。
【0011】
なお、融点の異なる繊維の内、高融点の繊維としてはPPS(ポリフェニレンサルファイド)、PBO(ポリパラフェニレンベンゾビスオキサゾール)、PTFE(ポリテトラフルオロエチレン)等が挙げられ、低融点の繊維としてはPE(ポリエチレン)、PP(ポリプロピレン)、PU(ポリウレタン)等が挙げられる。
【0012】
ロール片は耐薬品性や耐油性に劣るゴム弾性体が用いられていない不織布にて形成されている。その為、強酸や強アルカリ等の水溶液、溶剤等によりロールが化学的な作用により変形することがないので、長期間に亘り、安定して被洗浄面から液体が除去される。
【0013】
また、ロールモジュールを形成する際、積層されたロール片に熱を加え、融点の最も低い繊維を溶融し、その後、冷却して一体化させればよい。高価な溶剤等を用いる必要がないので、安価にてロールモジュールを提供することができる。
【0014】
請求項2の発明のロールモジュールは、特に、請求項1のロールモジュールにおいて、不織布は融点の異なる複数の樹脂から形成された繊維を有するもので、ロールモジュールを形成する際、加熱して融点の最も低い繊維を溶融するが、本発明においては、融点の低い繊維全体を溶かすのではなく、融点の異なる複数の樹脂から形成された繊維、すなわち複合繊維の内、低融点の樹脂のみを溶かせばよい。その為、前記複合繊維の内、高融点の樹脂は溶融されずに繊維としての形態を保っているので、ロールモジュールとなっても繊維の本数は、ロールモジュールとなる前と変わらない。従って、吸液に必要な繊維の本数が溶融によって減らないので、優れた吸液性能を発揮することができる。
【0015】
請求項3の発明のロールモジュールは、特に、請求項2のロールモジュールにおいて、融点の異なる複数の樹脂から形成された繊維は、前記繊維の断面が芯部と外周部で融点の異なる樹脂からなり、前記外周部を構成する樹脂は前記芯部を構成する樹脂より融点が小であるもので、ロールモジュールを形成する際、融点の異なる複数の樹脂から形成された繊維、すなわち複合繊維の内、外周部を構成する樹脂のみを溶融すればよい。従って、請求項2の発明のロールモジュールに比べて、溶融箇所が特定されていることから、樹脂を溶融しやすく、より短い時間での加熱でロールモジュールを形成することができるので、生産性が向上する。
【0016】
なお、上記複合繊維の芯部と外周部の樹脂の組み合わせとしては、芯部がポリプロピレンで外周部がポリエチレンの繊維、芯部がポリエステルで外周部がビニロンの繊維、芯部が高融点ポリエステルで外周部が低融点ポリエステルの繊維等が挙げられる。
【0017】
請求項4の発明のロールは、請求項1から3のいずれか1項に記載のロールモジュールと、台座を有し、少なくとも1つ以上の前記ロールモジュールが、前記台座の外周にたいして着脱可能に装着されてあるもので、ロールを整備する際、積層されたロール片が一体化されたロールモジュールを生産現場に送り、生産現場でロールモジュールを交換し、整備すればよいことから、輸送コストを削減することができる。その為、安価にてロールを提供することができる。
【発明の効果】
【0018】
請求項1の発明のロールモジュールは、物理的、及び化学的な作用により変形することなく、安価にて提供することができる。
【0019】
請求項2の発明のロールモジュールは、吸液に必要な繊維の本数が溶融によって減らないので、優れた吸液性能を発揮することができる。
【0020】
請求項3の発明のロールモジュールは、繊維の溶融箇所が特定されていることから、樹脂を溶融しやすく、より短い時間での加熱でロールモジュールを形成することができるので、生産性が向上する。
【0021】
請求項4の発明のロールは、整備の際の輸送コストを削減することができるので、安価にて提供することができる。
【図面の簡単な説明】
【0022】
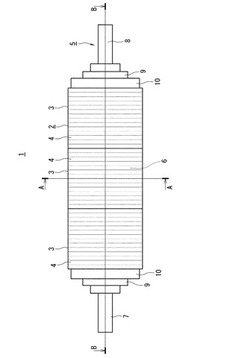
【図1】本発明のロールの正面図である。
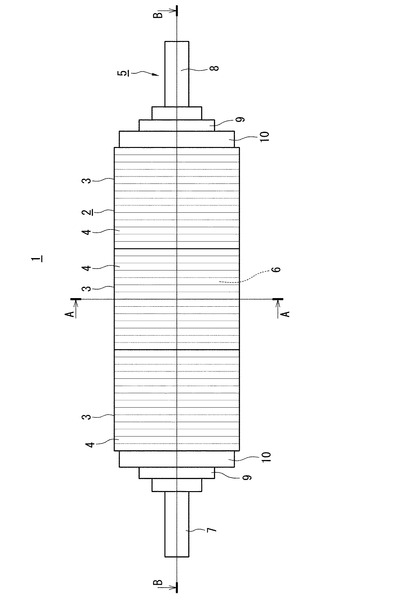
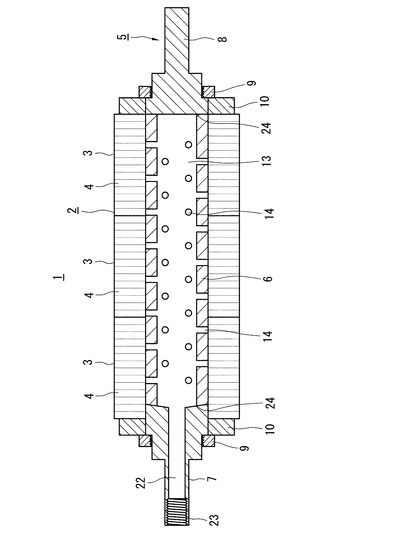
【図2】図1のB−B断面図である。
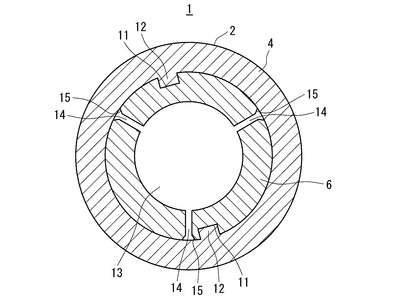
【図3】図1のA−A断面図である。
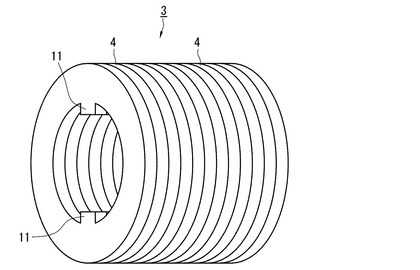
【図4】本発明のロールモジュールを前面側から見た斜視図である。
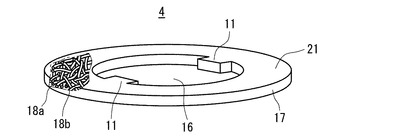
【図5】ロール片を前面側から見た斜視図である。
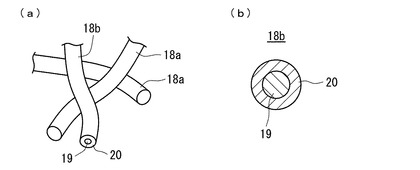
【図6】(a)不織布を構成する繊維の拡大図、(b)融点の異なる樹脂から形成された繊維の断面図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施の形態について図面を参照しながら説明する。なお、この実施の形態により本発明が限定されるものではない。
【0024】
図1から図6を用いて、本発明のロールモジュール、及びロールについて説明する。
【0025】
図1、図2、及び図3において、ロール1は、台座5、止め金具9、プレート10、及び複数のロール片4が積層された3つのロールモジュール3からなるロール部2より構成されている。台座5は、鉄、SUS、アルミニウム等の金属材料からなり、外周に3つのロールモジュール3からなるロール部2が形成されてあると共に、開口部13を有する本体部6、及び本体部6の一方の端部に連接され中空部22を有する継ぎ手部A7、及び本体部6の他方の端部に連接される中実状の継ぎ手部B8から形成されている。ロール部2は、複数のロール片4が積層された3つのロールモジュール3が台座5を構成する本体部6の外周に積層されると共に、重ね合わされて形成されてあり、両側から止め金具9、及びプレート10にて挟み付けられて形成されてある。止め金具9は、ネジ止めのロックナットが使用されている。
【0026】
図2、及び図3において、本体部6の外周には、等分2箇所に凹状の溝部12が形成されてあると共に、複数の円形の孔部14が千鳥状に開設されている。孔部14は、本体部6の有する開口部13に連通すると共に、ロール片4側の端部には流体導入部15が漏斗状に形成されてある。また、ロール片4の内周等分2箇所には凸部11が形成され、溝部12に嵌合挿入されている。
【0027】
継ぎ手部A7は、中空部22が設けられてあり、一方の端部には、ロータリージョイント(図示せず)が接続されるネジ部23が形成されてあり、中空部22が開口部13に連通すると共に、他方の端部は本体部6の端部に、溶接による接合部24を介して連接されている。継ぎ手部B8は中実状で、一方の端部が本体部6の端部に、溶接による接合部24を介して連接されている。
【0028】
継ぎ手部A7の一方の端部に設けられたネジ部23にロータリージョイントを接続すると共に、配管を介し、真空ポンプ等の液体の吸引装置に繋ぐと、ロール部2に吸収された液体は、ロール部2に負圧が発生することから、吸引力により、漏斗状の流体導入部15から効率よく確実に孔部14に流入し、その後、開口部13に流れ込み、継ぎ手部A7に設けられた中空部22を通り、ロール1の外部に排出される。その為、ロール1の吸液飽和状態が解消され、ロール1は長期間に亘り、被洗浄面から液体を除去することができる。
【0029】
図4において、ロールモジュール3は、複数のロール片4が接合されると共に、接着されてあり、内周等分2箇所にロール片4の有する凸部11が長手方向に連なった略円筒形状にて形成されている。ロール1は、台座5を構成する本体部6の外周に、ロールモジュール3が3つ挿入され、形成されてある。なお、ロールモジュール3の内周等分2箇所の長手方向に連なっている凸部11は、本体部6の外周等分2箇所に形成された溝部12に嵌合挿入され、ロール1が回転する際の回り止めとなる。また、特に図示しないが、ロール片4の内周に凹状の溝を形成すると共に、台座3を構成する本体部6の長手方向の外周に凸状のキーを装着して、前記凹状の溝を凸状のキーに嵌合挿入することにより、ロール片4を、本体部6の外周に積層することでロールモジュール3を形成してもよい。
【0030】
図5において、ロール片4は、中心部に穴部16、外周に側縁部17、内周等分2箇所に凸部11が形成された概円環状の不織布21からなる。不織布21は、図5、及び図6(a)の如く、2種類の繊維18a、18bが絡合されて形成されている。繊維18aは、耐薬品性、耐油性、及び耐熱性に優れたPPS(ポリフェニレンサルファイド)で、繊度は2.2dTx(デシテックス)、融点は260℃である。一方、繊維18bは、融点の異なる2種類の樹脂から形成された複合繊維で、図6(b)の如く、芯部19にはPP(ポリプロピレン)樹脂、外周部20にはPE(ポリエチレン)樹脂が用いられている。繊維18bの繊度は2.2dTxで、融点は芯部19のPP樹脂が160℃、外周部20のPE樹脂が130℃であり、外周部20を構成するPE樹脂は芯部19を構成するPP樹脂よりも融点が低い構成となっている。繊維18a、18bの繊度は、特に限定されるものではなく、ロール1の使用される環境、コスト等を考慮して、適宜、決定されるものである。なお、1dTxとは、10000mで1gとなる繊維のことである。
【0031】
また、不織布21の繊維18aと繊維18bの重量比における配合割合は、繊維18aが70%、繊維18bが30%である。繊維18aと繊維18bの割合は、90:10〜50:50にて配合されるのが望ましい。繊維18bの配合割合が10%よりも小さいと、加熱した際、外周部20に配された融点の最も低いPE樹脂の量が少ないことから樹脂の溶融量が少なく、ロールモジュール3が形成されにくくなる。一方、繊維18bの配合割合が50%を超えると、耐薬品性は良好であるものの、耐油性、耐熱性が著しく劣ることになる。
【0032】
次に、ロールモジュール3、及びロール1の製作方法について説明する。
【0033】
最初に、平板状の不織布21を用意する。不織布21は、2種類の繊維18a、18bに特殊な針を突き刺して、立体的に絡合し、繊維18a、18b間を化学的に結合するケミカルバインダーが用いられていないノーバインダー不織布である。前記の製造方法は、一般的には、ニードルパンチングと呼ばれている。不織布21はトムソン型、あるいはレーザーカッター等を用いて、穴部16、側縁部17、及び内周等分2箇所に凸部11を有する概円環状のロール片4に打ち抜かれる。
【0034】
次に、外周に溝部が形成された軸体(図示せず)を用意し、ロール片4の凸部11を軸体の外周の溝部に挿入しながら複数枚重ね合わせると共に、圧縮し、仮ロールモジュールを形成する。次いで、仮ロールモジュールを恒温槽に入れ、150℃程度に加熱することで、繊維18bの外周部20のPE樹脂を溶融し、PE樹脂は繊維18aと接合されると共に、隣り合うロール片4を接着させ、軸体から抜き取り、ロールモジュール3が形成される。ロールモジュール3は、前記の手順を踏まえ、ロール1を形成するのに必要な数量だけ用意する。なお、仮ロールモジュールにたいする加熱方法は、前記に示した乾式のほか、温水中に仮ロールモジュールを入れたり、スチーム等で加熱する湿式であってもよい。
【0035】
次に、外周に複数の孔部14が開設されると共に、長手方向に亘って溝部12が形成され、開口部13を有する略円筒形状の本体部6を用意する。次いで、中空部22、及びネジ部23を有する中空状の継ぎ手部A7、及び中実状の継ぎ手部B8を、本体部6の両方の端部に挿入し、圧入、あるいは焼きバメすると共に、溶接による接合部24を介して本体部6と継ぎ手部A7、及び継ぎ手部B8を一体化し、台座5を形成する。本体部6と継ぎ手部A7、及び継ぎ手部B8の連接方法は、台座5の強度が保持されるのであれば、ネジ止め、ボルト締め等の方法であっても構わない。
【0036】
ロールモジュール3、及び台座5が用意されたなら、穴部16を台座5の外周に貫通させる。その際、ロールモジュール3の内周に形成された凸部11を、本体部6の外周に形成された溝部12に嵌合挿入する。3つのロールモジュール3が、本体部6の外周に挿入されたら、本体部6の両端に止め金具9、及びプレート10を挿入し、ロールモジュール3を固定する。次に、側縁部17を切削加工及び研磨加工し、台座5を構成する本体部6の外周にロール部2を形成してロール1が製作される。
【0037】
なお、本発明の主旨を逸脱しない範囲で様々な実施形態をとることができることは言うまでもない。例えば、上記実施例では、ロール部2は複数のロールモジュール3で構成されているが、1つのロールモジュール3でロール部2を構成してもよい。また、ロール1の使用方法により、ロールモジュール3と単体のロール片4を組み合わせた構成としてもよく、これらの実施形態も本発明に含まれるものである。
【0038】
上記の如く構成されたロールモジュール3、及びロール1の動作、作用は下記の通りである。
【0039】
ロールモジュール3は、積層された複数のロール片4が接合されてあり、ロール片4は2種類の融点の異なる繊維18a、18bを有する不織布21にて形成されてあり、ロールモジュール3は積層されたロール片4が一体化して形成されている。その為、ロール1の回転中にロール片4が台座5の外周からずれ、ロール1が物理的な作用により変形することがないので、長期間に亘り、安定して被洗浄面から液体が除去される。
【0040】
ロール片4は耐薬品性や耐油性に劣るゴム弾性体が用いられていないノーバインダーの不織布21にて形成されている。その為、強酸や強アルカリ等の水溶液、溶剤等によりロール1が化学的な作用により変形することがないので、長期間に亘り、安定して被洗浄面から液体が除去される。
【0041】
ロールモジュール3を形成する際、積層されたロール片4に熱を加え、融点の低い繊維18bの外周部20を溶融し、その後、冷却して一体化させればよい。高価な溶剤等を用いる必要がないので、安価にてロールモジュール3を提供することができる。
【0042】
ロールモジュール3を形成する際、融点の低い繊維18b全体を溶かすのではなく、融点の異なる複数の樹脂から形成された繊維18b、すなわち複合繊維の内、低融点のPE樹脂のみを溶かせばよい。その為、前記複合繊維の内、高融点のPP樹脂は溶融されずに繊維18bとしての形態を保っているので、ロールモジュール3となっても繊維18a、18bの本数は、ロールモジュール3となる前と変わらない。従って、吸液に必要な繊維18a、18bの本数が溶融によって減らないので、優れた吸液性能を発揮することができる。
【0043】
ロールモジュール3を形成する際、融点の異なる複数の樹脂から形成された繊維18b、すなわち複合繊維の内、外周部20を構成するPE樹脂のみを溶融すればよい。従って、溶融箇所が特定されていることから、PE樹脂を溶融しやすく、より短い時間での加熱でロールモジュール3を形成することができるので、生産性が向上する。
【0044】
ロール1は、ロールモジュール3と、台座5を有し、3つのロールモジュール3が、台座5を構成する本体部6の外周にたいして着脱可能に装着されていることから、ロール1を整備する際、積層されたロール片4が一体化されたロールモジュール3を生産現場に送り、生産現場でロールモジュール3のみを交換し、整備すればよいので、輸送コストを削減することができる。その為、安価にてロール1を提供することができる。
【産業上の利用可能性】
【0045】
本発明のロールは、主に、鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する目的以外にも、長期間に亘り、高温下で優れた液体の除去性能を必要とするロールとしても、広く好適に使用することができる。
【符号の説明】
【0046】
1 ロール
2 ロール部
3 ロールモジュール
4 ロール片
5 台座
6 本体部
7 継ぎ手部A
8 継ぎ手部B
9 止め金具
10 プレート
11 凸部
12 溝部
13 開口部
14 孔部
15 流体導入部
16 穴部
17 側縁部
18a、18b 繊維
19 芯部
20 外周部
21 不織布
22 中空部
23 ネジ部
24 接合部
【技術分野】
【0001】
本発明は、鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する為のロールの台座に装着されるロールモジュール、及びそのロールモジュールを装着したロールに関するものである。
【背景技術】
【0002】
従来のこの種のロールモジュール、あるいはロールに関しては、不織布シートのディスク状物を多数枚重畳させてなるロールにおいて、該ロールが、低融点ポリマー繊維、高融点ポリマー繊維および低融点ポリマー成分と高融点ポリマー成分からなる複合繊維とで構成されていることを特徴とする不織布ロール(例えば、特許文献1参照)がある。
【0003】
また、繊維で補強されたポーラスなゴム弾性体シートをディスク状に打ち抜きロール本体に積層して積層ロールを製作し、この積層ロールをゴム弾性体の溶剤、又はこの溶剤にゴム弾性体若しくは該ゴム弾性体に親和性のある物質の溶剤又は両者の混合溶液に含浸させ、その後、積層ロールに含浸されている前記溶剤を除去することにより繊維で補強されたポーラスなゴム弾性体シートで構成する一体化されたポーラスなロール(例えば、特許文献2参照)が考案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−2694号公報
【特許文献2】特公平7−14629号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の不織布ロールは、不織布シートをディスク状に形成したディスク状物を多数枚重畳させた構成である。その為、ディスク状物の圧縮が弱い、すなわちロールの硬度が低いとロールの回転中にディスク状物が回転軸からずれ、ロールの表面が変形するという問題があった。また、ロールの不織布層を新たに整備する際、ロールごと整備工場に返送する必要があり、輸送コストが嵩むという課題も有していた。
【0006】
特許文献2のロールは、ロールをゴム弾性体の溶剤等に含浸し、ディスク状のゴム弾性体シートを一体化していることから、低硬度のロールであっても、ロールの回転中にゴム弾性体シートがロール本体よりずれ、ロール表面が変形することはない。また、ロールを整備する際、一体化されたゴム弾性体を生産現場に送り、生産現場でゴム弾性体を交換し、整備すればよいので、輸送コストを削減することができ、上記特許文献1の課題を解決することが可能となった。
【0007】
しかしながら、ゴム弾性体は、一般的に強酸や強アルカリ等の水溶液にたいする耐薬品性、鉱物油等の非極性溶剤やグリコール等の極性溶剤にたいする耐油性に劣り、前記の液体によりロールが変形し、ロールの耐用年数が短くなるという課題を有していた。
【0008】
また、ゴム弾性体の溶剤やゴム弾性体と親和性のある溶剤等は高価であることから、ロールの生産コストが嵩むという問題もあった。
【0009】
本発明は、上記従来の課題を解決するもので、耐薬品性、耐油性に優れると共に、長期間に亘りロールが変形しないロールモジュール、及びそのロールモジュールを装着したロールを、安価にて提供することを目的としている。
【課題を解決するための手段】
【0010】
前記従来の課題を解決する為に、請求項1の発明のロールモジュールは、鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する為のロールの台座に装着されるロールモジュールにおいて、前記ロールモジュールは、積層された複数のロール片が接合されてあり、前記ロール片は少なくとも2種類以上の融点の異なる繊維を有する不織布にて形成されてあるもので、ロールモジュールは積層されたロール片が一体化して形成されている。その為、ロールの回転中にロール片が台座の外周からずれ、ロールが物理的な作用により変形することがないので、長期間に亘り、安定して被洗浄面から液体が除去される。
【0011】
なお、融点の異なる繊維の内、高融点の繊維としてはPPS(ポリフェニレンサルファイド)、PBO(ポリパラフェニレンベンゾビスオキサゾール)、PTFE(ポリテトラフルオロエチレン)等が挙げられ、低融点の繊維としてはPE(ポリエチレン)、PP(ポリプロピレン)、PU(ポリウレタン)等が挙げられる。
【0012】
ロール片は耐薬品性や耐油性に劣るゴム弾性体が用いられていない不織布にて形成されている。その為、強酸や強アルカリ等の水溶液、溶剤等によりロールが化学的な作用により変形することがないので、長期間に亘り、安定して被洗浄面から液体が除去される。
【0013】
また、ロールモジュールを形成する際、積層されたロール片に熱を加え、融点の最も低い繊維を溶融し、その後、冷却して一体化させればよい。高価な溶剤等を用いる必要がないので、安価にてロールモジュールを提供することができる。
【0014】
請求項2の発明のロールモジュールは、特に、請求項1のロールモジュールにおいて、不織布は融点の異なる複数の樹脂から形成された繊維を有するもので、ロールモジュールを形成する際、加熱して融点の最も低い繊維を溶融するが、本発明においては、融点の低い繊維全体を溶かすのではなく、融点の異なる複数の樹脂から形成された繊維、すなわち複合繊維の内、低融点の樹脂のみを溶かせばよい。その為、前記複合繊維の内、高融点の樹脂は溶融されずに繊維としての形態を保っているので、ロールモジュールとなっても繊維の本数は、ロールモジュールとなる前と変わらない。従って、吸液に必要な繊維の本数が溶融によって減らないので、優れた吸液性能を発揮することができる。
【0015】
請求項3の発明のロールモジュールは、特に、請求項2のロールモジュールにおいて、融点の異なる複数の樹脂から形成された繊維は、前記繊維の断面が芯部と外周部で融点の異なる樹脂からなり、前記外周部を構成する樹脂は前記芯部を構成する樹脂より融点が小であるもので、ロールモジュールを形成する際、融点の異なる複数の樹脂から形成された繊維、すなわち複合繊維の内、外周部を構成する樹脂のみを溶融すればよい。従って、請求項2の発明のロールモジュールに比べて、溶融箇所が特定されていることから、樹脂を溶融しやすく、より短い時間での加熱でロールモジュールを形成することができるので、生産性が向上する。
【0016】
なお、上記複合繊維の芯部と外周部の樹脂の組み合わせとしては、芯部がポリプロピレンで外周部がポリエチレンの繊維、芯部がポリエステルで外周部がビニロンの繊維、芯部が高融点ポリエステルで外周部が低融点ポリエステルの繊維等が挙げられる。
【0017】
請求項4の発明のロールは、請求項1から3のいずれか1項に記載のロールモジュールと、台座を有し、少なくとも1つ以上の前記ロールモジュールが、前記台座の外周にたいして着脱可能に装着されてあるもので、ロールを整備する際、積層されたロール片が一体化されたロールモジュールを生産現場に送り、生産現場でロールモジュールを交換し、整備すればよいことから、輸送コストを削減することができる。その為、安価にてロールを提供することができる。
【発明の効果】
【0018】
請求項1の発明のロールモジュールは、物理的、及び化学的な作用により変形することなく、安価にて提供することができる。
【0019】
請求項2の発明のロールモジュールは、吸液に必要な繊維の本数が溶融によって減らないので、優れた吸液性能を発揮することができる。
【0020】
請求項3の発明のロールモジュールは、繊維の溶融箇所が特定されていることから、樹脂を溶融しやすく、より短い時間での加熱でロールモジュールを形成することができるので、生産性が向上する。
【0021】
請求項4の発明のロールは、整備の際の輸送コストを削減することができるので、安価にて提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明のロールの正面図である。
【図2】図1のB−B断面図である。
【図3】図1のA−A断面図である。
【図4】本発明のロールモジュールを前面側から見た斜視図である。
【図5】ロール片を前面側から見た斜視図である。
【図6】(a)不織布を構成する繊維の拡大図、(b)融点の異なる樹脂から形成された繊維の断面図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施の形態について図面を参照しながら説明する。なお、この実施の形態により本発明が限定されるものではない。
【0024】
図1から図6を用いて、本発明のロールモジュール、及びロールについて説明する。
【0025】
図1、図2、及び図3において、ロール1は、台座5、止め金具9、プレート10、及び複数のロール片4が積層された3つのロールモジュール3からなるロール部2より構成されている。台座5は、鉄、SUS、アルミニウム等の金属材料からなり、外周に3つのロールモジュール3からなるロール部2が形成されてあると共に、開口部13を有する本体部6、及び本体部6の一方の端部に連接され中空部22を有する継ぎ手部A7、及び本体部6の他方の端部に連接される中実状の継ぎ手部B8から形成されている。ロール部2は、複数のロール片4が積層された3つのロールモジュール3が台座5を構成する本体部6の外周に積層されると共に、重ね合わされて形成されてあり、両側から止め金具9、及びプレート10にて挟み付けられて形成されてある。止め金具9は、ネジ止めのロックナットが使用されている。
【0026】
図2、及び図3において、本体部6の外周には、等分2箇所に凹状の溝部12が形成されてあると共に、複数の円形の孔部14が千鳥状に開設されている。孔部14は、本体部6の有する開口部13に連通すると共に、ロール片4側の端部には流体導入部15が漏斗状に形成されてある。また、ロール片4の内周等分2箇所には凸部11が形成され、溝部12に嵌合挿入されている。
【0027】
継ぎ手部A7は、中空部22が設けられてあり、一方の端部には、ロータリージョイント(図示せず)が接続されるネジ部23が形成されてあり、中空部22が開口部13に連通すると共に、他方の端部は本体部6の端部に、溶接による接合部24を介して連接されている。継ぎ手部B8は中実状で、一方の端部が本体部6の端部に、溶接による接合部24を介して連接されている。
【0028】
継ぎ手部A7の一方の端部に設けられたネジ部23にロータリージョイントを接続すると共に、配管を介し、真空ポンプ等の液体の吸引装置に繋ぐと、ロール部2に吸収された液体は、ロール部2に負圧が発生することから、吸引力により、漏斗状の流体導入部15から効率よく確実に孔部14に流入し、その後、開口部13に流れ込み、継ぎ手部A7に設けられた中空部22を通り、ロール1の外部に排出される。その為、ロール1の吸液飽和状態が解消され、ロール1は長期間に亘り、被洗浄面から液体を除去することができる。
【0029】
図4において、ロールモジュール3は、複数のロール片4が接合されると共に、接着されてあり、内周等分2箇所にロール片4の有する凸部11が長手方向に連なった略円筒形状にて形成されている。ロール1は、台座5を構成する本体部6の外周に、ロールモジュール3が3つ挿入され、形成されてある。なお、ロールモジュール3の内周等分2箇所の長手方向に連なっている凸部11は、本体部6の外周等分2箇所に形成された溝部12に嵌合挿入され、ロール1が回転する際の回り止めとなる。また、特に図示しないが、ロール片4の内周に凹状の溝を形成すると共に、台座3を構成する本体部6の長手方向の外周に凸状のキーを装着して、前記凹状の溝を凸状のキーに嵌合挿入することにより、ロール片4を、本体部6の外周に積層することでロールモジュール3を形成してもよい。
【0030】
図5において、ロール片4は、中心部に穴部16、外周に側縁部17、内周等分2箇所に凸部11が形成された概円環状の不織布21からなる。不織布21は、図5、及び図6(a)の如く、2種類の繊維18a、18bが絡合されて形成されている。繊維18aは、耐薬品性、耐油性、及び耐熱性に優れたPPS(ポリフェニレンサルファイド)で、繊度は2.2dTx(デシテックス)、融点は260℃である。一方、繊維18bは、融点の異なる2種類の樹脂から形成された複合繊維で、図6(b)の如く、芯部19にはPP(ポリプロピレン)樹脂、外周部20にはPE(ポリエチレン)樹脂が用いられている。繊維18bの繊度は2.2dTxで、融点は芯部19のPP樹脂が160℃、外周部20のPE樹脂が130℃であり、外周部20を構成するPE樹脂は芯部19を構成するPP樹脂よりも融点が低い構成となっている。繊維18a、18bの繊度は、特に限定されるものではなく、ロール1の使用される環境、コスト等を考慮して、適宜、決定されるものである。なお、1dTxとは、10000mで1gとなる繊維のことである。
【0031】
また、不織布21の繊維18aと繊維18bの重量比における配合割合は、繊維18aが70%、繊維18bが30%である。繊維18aと繊維18bの割合は、90:10〜50:50にて配合されるのが望ましい。繊維18bの配合割合が10%よりも小さいと、加熱した際、外周部20に配された融点の最も低いPE樹脂の量が少ないことから樹脂の溶融量が少なく、ロールモジュール3が形成されにくくなる。一方、繊維18bの配合割合が50%を超えると、耐薬品性は良好であるものの、耐油性、耐熱性が著しく劣ることになる。
【0032】
次に、ロールモジュール3、及びロール1の製作方法について説明する。
【0033】
最初に、平板状の不織布21を用意する。不織布21は、2種類の繊維18a、18bに特殊な針を突き刺して、立体的に絡合し、繊維18a、18b間を化学的に結合するケミカルバインダーが用いられていないノーバインダー不織布である。前記の製造方法は、一般的には、ニードルパンチングと呼ばれている。不織布21はトムソン型、あるいはレーザーカッター等を用いて、穴部16、側縁部17、及び内周等分2箇所に凸部11を有する概円環状のロール片4に打ち抜かれる。
【0034】
次に、外周に溝部が形成された軸体(図示せず)を用意し、ロール片4の凸部11を軸体の外周の溝部に挿入しながら複数枚重ね合わせると共に、圧縮し、仮ロールモジュールを形成する。次いで、仮ロールモジュールを恒温槽に入れ、150℃程度に加熱することで、繊維18bの外周部20のPE樹脂を溶融し、PE樹脂は繊維18aと接合されると共に、隣り合うロール片4を接着させ、軸体から抜き取り、ロールモジュール3が形成される。ロールモジュール3は、前記の手順を踏まえ、ロール1を形成するのに必要な数量だけ用意する。なお、仮ロールモジュールにたいする加熱方法は、前記に示した乾式のほか、温水中に仮ロールモジュールを入れたり、スチーム等で加熱する湿式であってもよい。
【0035】
次に、外周に複数の孔部14が開設されると共に、長手方向に亘って溝部12が形成され、開口部13を有する略円筒形状の本体部6を用意する。次いで、中空部22、及びネジ部23を有する中空状の継ぎ手部A7、及び中実状の継ぎ手部B8を、本体部6の両方の端部に挿入し、圧入、あるいは焼きバメすると共に、溶接による接合部24を介して本体部6と継ぎ手部A7、及び継ぎ手部B8を一体化し、台座5を形成する。本体部6と継ぎ手部A7、及び継ぎ手部B8の連接方法は、台座5の強度が保持されるのであれば、ネジ止め、ボルト締め等の方法であっても構わない。
【0036】
ロールモジュール3、及び台座5が用意されたなら、穴部16を台座5の外周に貫通させる。その際、ロールモジュール3の内周に形成された凸部11を、本体部6の外周に形成された溝部12に嵌合挿入する。3つのロールモジュール3が、本体部6の外周に挿入されたら、本体部6の両端に止め金具9、及びプレート10を挿入し、ロールモジュール3を固定する。次に、側縁部17を切削加工及び研磨加工し、台座5を構成する本体部6の外周にロール部2を形成してロール1が製作される。
【0037】
なお、本発明の主旨を逸脱しない範囲で様々な実施形態をとることができることは言うまでもない。例えば、上記実施例では、ロール部2は複数のロールモジュール3で構成されているが、1つのロールモジュール3でロール部2を構成してもよい。また、ロール1の使用方法により、ロールモジュール3と単体のロール片4を組み合わせた構成としてもよく、これらの実施形態も本発明に含まれるものである。
【0038】
上記の如く構成されたロールモジュール3、及びロール1の動作、作用は下記の通りである。
【0039】
ロールモジュール3は、積層された複数のロール片4が接合されてあり、ロール片4は2種類の融点の異なる繊維18a、18bを有する不織布21にて形成されてあり、ロールモジュール3は積層されたロール片4が一体化して形成されている。その為、ロール1の回転中にロール片4が台座5の外周からずれ、ロール1が物理的な作用により変形することがないので、長期間に亘り、安定して被洗浄面から液体が除去される。
【0040】
ロール片4は耐薬品性や耐油性に劣るゴム弾性体が用いられていないノーバインダーの不織布21にて形成されている。その為、強酸や強アルカリ等の水溶液、溶剤等によりロール1が化学的な作用により変形することがないので、長期間に亘り、安定して被洗浄面から液体が除去される。
【0041】
ロールモジュール3を形成する際、積層されたロール片4に熱を加え、融点の低い繊維18bの外周部20を溶融し、その後、冷却して一体化させればよい。高価な溶剤等を用いる必要がないので、安価にてロールモジュール3を提供することができる。
【0042】
ロールモジュール3を形成する際、融点の低い繊維18b全体を溶かすのではなく、融点の異なる複数の樹脂から形成された繊維18b、すなわち複合繊維の内、低融点のPE樹脂のみを溶かせばよい。その為、前記複合繊維の内、高融点のPP樹脂は溶融されずに繊維18bとしての形態を保っているので、ロールモジュール3となっても繊維18a、18bの本数は、ロールモジュール3となる前と変わらない。従って、吸液に必要な繊維18a、18bの本数が溶融によって減らないので、優れた吸液性能を発揮することができる。
【0043】
ロールモジュール3を形成する際、融点の異なる複数の樹脂から形成された繊維18b、すなわち複合繊維の内、外周部20を構成するPE樹脂のみを溶融すればよい。従って、溶融箇所が特定されていることから、PE樹脂を溶融しやすく、より短い時間での加熱でロールモジュール3を形成することができるので、生産性が向上する。
【0044】
ロール1は、ロールモジュール3と、台座5を有し、3つのロールモジュール3が、台座5を構成する本体部6の外周にたいして着脱可能に装着されていることから、ロール1を整備する際、積層されたロール片4が一体化されたロールモジュール3を生産現場に送り、生産現場でロールモジュール3のみを交換し、整備すればよいので、輸送コストを削減することができる。その為、安価にてロール1を提供することができる。
【産業上の利用可能性】
【0045】
本発明のロールは、主に、鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する目的以外にも、長期間に亘り、高温下で優れた液体の除去性能を必要とするロールとしても、広く好適に使用することができる。
【符号の説明】
【0046】
1 ロール
2 ロール部
3 ロールモジュール
4 ロール片
5 台座
6 本体部
7 継ぎ手部A
8 継ぎ手部B
9 止め金具
10 プレート
11 凸部
12 溝部
13 開口部
14 孔部
15 流体導入部
16 穴部
17 側縁部
18a、18b 繊維
19 芯部
20 外周部
21 不織布
22 中空部
23 ネジ部
24 接合部
【特許請求の範囲】
【請求項1】
鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する為のロールの台座に装着されるロールモジュールにおいて、前記ロールモジュールは、積層された複数のロール片が接合されてあり、前記ロール片は少なくとも2種類以上の融点の異なる繊維を有する不織布にて形成されてあることを特徴とするロールモジュール。
【請求項2】
請求項1記載の構成よりなるロールモジュールにおいて、不織布は融点の異なる複数の樹脂から形成された繊維を有することを特徴とするロールモジュール。
【請求項3】
請求項2記載の構成よりなるロールモジュールにおいて、融点の異なる複数の樹脂から形成された繊維は、前記繊維の断面が芯部と外周部で融点の異なる樹脂からなり、前記外周部を構成する樹脂は前記芯部を構成する樹脂より融点が小であることを特徴とするロールモジュール。
【請求項4】
請求項1から3のいずれか1項に記載のロールモジュールと、台座を有し、少なくとも1つ以上の前記ロールモジュールが、前記台座の外周にたいして着脱可能に装着されてあることを特徴とするロール。
【請求項1】
鋼板、非鉄金属板、樹脂板、あるいはフィルム状の被洗浄面に付着した水分、油分、あるいは薬品成分等の液体を除去、搾取、洗浄する為のロールの台座に装着されるロールモジュールにおいて、前記ロールモジュールは、積層された複数のロール片が接合されてあり、前記ロール片は少なくとも2種類以上の融点の異なる繊維を有する不織布にて形成されてあることを特徴とするロールモジュール。
【請求項2】
請求項1記載の構成よりなるロールモジュールにおいて、不織布は融点の異なる複数の樹脂から形成された繊維を有することを特徴とするロールモジュール。
【請求項3】
請求項2記載の構成よりなるロールモジュールにおいて、融点の異なる複数の樹脂から形成された繊維は、前記繊維の断面が芯部と外周部で融点の異なる樹脂からなり、前記外周部を構成する樹脂は前記芯部を構成する樹脂より融点が小であることを特徴とするロールモジュール。
【請求項4】
請求項1から3のいずれか1項に記載のロールモジュールと、台座を有し、少なくとも1つ以上の前記ロールモジュールが、前記台座の外周にたいして着脱可能に装着されてあることを特徴とするロール。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−86134(P2012−86134A)
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2010−234129(P2010−234129)
【出願日】平成22年10月19日(2010.10.19)
【出願人】(391044797)株式会社コーワ (283)
【Fターム(参考)】
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成22年10月19日(2010.10.19)
【出願人】(391044797)株式会社コーワ (283)
【Fターム(参考)】
[ Back to top ]