
ロール及びその製造方法
【課題】広幅ウエブの生産に対応可能な、高温雰囲気でも静フレが小さく、熱間研磨による精度出し、及びロール内部の温度調整機構を必要としない小径かつ長尺(高L/D)のロールを提供する
【解決手段】ウェブ処理又はウェブ搬送に用いられるロールにおいて、ロールの面長と直径との比(L/D)が15以上であり、室温での静フレが0.1mm以下、かつ100℃〜200℃での静フレが0.3mm以下である。炭素繊維強化プラスチック製筒状体の外周に金属スリーブを圧入し、研磨することにより製造される。
【解決手段】ウェブ処理又はウェブ搬送に用いられるロールにおいて、ロールの面長と直径との比(L/D)が15以上であり、室温での静フレが0.1mm以下、かつ100℃〜200℃での静フレが0.3mm以下である。炭素繊維強化プラスチック製筒状体の外周に金属スリーブを圧入し、研磨することにより製造される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主にプラスチックスフィルムや金属箔を製造する工程や、それらの基材にコーティング、蒸着等の表面処理やラミネーティングを施す工程において、高温雰囲気の処理炉や乾燥炉等に設けられるロールと、その製造方法に関するものである。
【背景技術】
【0002】
種々のプラスチックフィルムや金属箔(以後、総称してウエブと記載する)の製造工程(以後、ウエブ製造工程と記載する)や、それらの基材にコーティング、蒸着等の表面処理やラミネーティングを施す工程(以後、ウエブ処理工程と記載する)で用いられる高温雰囲気の処理炉や乾燥炉内には一般的にウエブ処理用ロールや搬送用ロールが設置されている。
【0003】
従来、合成樹脂フィルム等の製造や印刷等の設備にはスチール、アルミ等の金属ロールが用いられて来た。しかし近年、生産スピードの高速化、製品の薄肉化、高精度化にともない、重い金属製ロールでは問題になる分野が生じてきた。例えば、ビデオ用等の薄い合成樹脂フィルムを搬送する場合、フィルム巻取りの起動時、停止時のようにライン速度が変わる場合には、フィルムのテンション、ロール周速等が非定常状態になるので、厚みムラやスリキズの原因になる。
【0004】
また、アルミ製ロールは比較的軽量であるが、フィルムしわ発生等の問題でたわみの制限が厳しい場合には弾性率の点で採用が難しい。このため、金属に比べて弾性率が高く、密度の低い、即ち比弾性率の大きい炭素繊維を用いた炭素繊維強化プラスチック製ロールが提案された。
【0005】
例えば、炭素繊維強化プラスチック製ロールに硬質クロムメッキを施したものが特開昭61−194197号公報(特許文献1)に記載されている。
【0006】
また、円筒軸方向の見掛け弾性率が18000kg/mm2 以上の繊維強化プラスチック製の筒状体に、該筒状体より内径の小さい金属スリーブを圧入し、密着一体化した金属被覆繊維強化プラスチック製ロール、より好ましくは、該筒状体が、円筒断面の真円度0.05mm以内に加工されたものであり、かつ該金属スリーブが該筒状体より0.02mm以下の範囲で内径が小さいものである金属被覆繊維強化プラスチック製ロールが特許第3221124号(特開平6−210797)に記載されている。
【0007】
ところで、ロールの性能を表す重要な指標の一つに「静フレ」(JIS B 0021に定義される円周振れ公差の略語)がある。この値は測定対象となるロールの軸を支持し、ロール面にダイアルゲージ等の検出器を接触させた状態でロールをゆっくりと回転させ検出器の目盛りの変化を読み取る方法により測定される。静フレが大きくなる原因としては、ロールに曲がりが生じていることや、ロールの真円度が低いことが上げられる。静フレが大きいロールを用いると、ウエブ製造やウエブ処理にそのロールを基準としてのウエブ処理ムラ(例えばコーティング厚みの不均一)の原因となったり、搬送されるウエブの搬送トラブル(例えば蛇行やしわ発生、張力ムラによる部分的な伸び)の原因となったりする。そのため、静フレの小さいロールが望れている。
【0008】
従来のロールは、室温での静フレは小さくても、高温になると静フレが大きくなってしまい、前記のウエブ処理や搬送トラブルが起こることがよく知られている。この高温時の静フレ増加の原因の一つとして、ロールシェルの偏肉(厚みムラ)によるロールシェルの不均一な熱膨張によりロールに曲がりが発生することが挙げられる。それを防ぐ為に、ロール径を大きくしてロールの断面二次モーメントを上げ、剛性を上げることが考えられるが、ロール間のパスラインが増大したり、またロール径増大に伴い慣性モーメントが大きくなり、搬送されるウエブに与えるストレスが大きくなってしまう。
【0009】
そこで、高温下における静フレが小さいロールを製造する為に、実際に使用する高温度でロール表面を研磨して使用温度での静フレを小さくする熱間研磨によるロール製造方法(例えば特許文献3)や、ロール構造物内の厳密な温度管理によって曲がりを防止する方法(例えば特許文献4)も提案されているが、熱間研磨は作業効率が低い。また、特許文献4の方法では、ロールの構造が複雑になると共に、温度制御に著しく手間がかかる。
【0010】
前記特許3221124には、フィルムの製造や印刷の分野において、ラインスピードの高速化や擦り傷等の欠陥の抑制を図ることができる金属被覆炭素繊維強化プラスチックス製ロールが記載されている。しかしながら、本発明者らの調査、研究によると、同号特許の実施例をトレースして製造した金属被覆ロールは、室温での静フレは0.04mmと小さいものの、140℃の高温雰囲気で静フレを測定すると0.5mmと著しく大きいことがわかった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭61−194197
【特許文献2】特許3221124
【特許文献3】特開平9−277145
【特許文献4】特開2000−192133
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の目的は、広幅ウエブの生産に対応可能な、高温雰囲気でも静フレが小さく、熱間研磨による精度出し、及びロール内部の温度調整機構を必要としない小径かつ長尺(高L/D)のロールを提供することにある。
【課題を解決するための手段】
【0013】
請求項1のロールは、ウェブ処理又はウェブ搬送に用いられるロールにおいて、ロールの面長と直径との比(L/D)が15以上であり、室温での静フレが0.1mm以下、かつ100℃〜200℃での静フレが0.3mm以下であることを特徴とするものである。
【0014】
請求項2のロールは、請求項1において、ロールの直径と面長の比(L/D)が20〜50であり、100℃〜200℃での静フレが0.2mm以下であることを特徴とするものである。
【0015】
請求項3のロールは、請求項1又は2において、炭素繊維強化プラスチック製の筒状体よりなることを特徴とするものである。
【0016】
請求項4のロールは、請求項3において、前記炭素繊維強化プラスチックのヤング率が120GPa以上であることを特徴とするものである。
【0017】
請求項5のロールは、請求項1又は2において、炭素繊維強化プラスチック製の円筒体の外側を金属スリーブで被覆し、該金属スリーブの外周面を研磨仕上げしたロールであって、該金属スリーブを研磨仕上げした後の金属スリーブの厚みムラ(周方向における金属スリーブの厚みの最大値と最小値との差の平均値)が、金属スリーブの平均厚みの10%以下であることを特徴とするものである。
【0018】
請求項6のロールの製造方法は、請求項5に記載のロールを製造する方法であって、前記炭素繊維強化プラスチック製の円筒体を成形する工程と、該円筒体の外側に金属スリーブを圧入して装着する工程と、該金属スリーブの外周面を研磨する工程とを有し、該研磨工程にあっては、金属スリーブの任意の一断面における外周円と内周円の芯ずれ値から、アンバランス管理値を求め、研磨工程終了時のアンバランス量がその管理値以下になるように研磨することを特徴とするものである。
【発明の効果】
【0019】
本発明者らは上記課題を解決すべく、高温炉内雰囲気でもロールの静フレを精度良く測定することが出来る装置を使用して室温から高温になった際のロールの静フレ増大の原因を鋭意検討した結果、静フレの増大の主原因の一つは、ロールシェル(筒状外皮)の熱膨張のアンバランスによるロールの曲がり発生であることを見出した。
【0020】
本発明は、かかる知見に基づくものである。本発明のロールは、ロールの直径と面長の比(L/D)が15以上であっても、室温での静フレが0.1mm以下、100℃〜200℃での静フレが0.3mm以下である。このロールは、製造に際して熱間研磨による精度出しが不要であり、またロール内部の温度調整機構を必要としない。
【図面の簡単な説明】
【0021】
【図1】芯ずれがない場合のロールの模式的な端面図である。
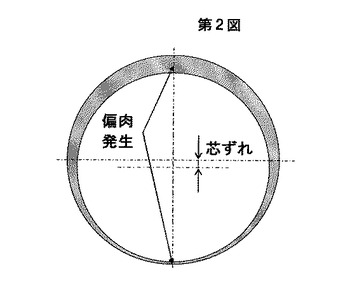
【図2】芯ずれがある場合のロールの模式的な端面図である。
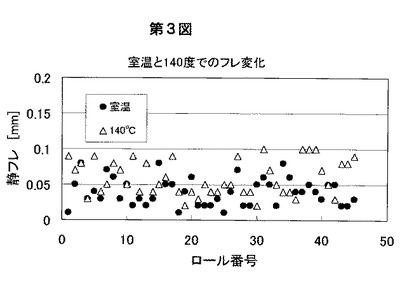
【図3】実施例7の結果を示すグラフである。
【発明を実施するための形態】
【0022】
本発明のロールは、ロールの面長と直径との比(L/D)が15以上であり、室温での静フレが0.1mm以下、かつ100℃〜200℃での静フレが0.3mm以下であるL/Dは15〜60特に20〜50程度が好ましい。Lは1500mm以上例えば1800〜6000mm程度が好適であり、Dは30〜400mm特に80〜200mm程度が好適である。静フレの測定方法は、背景技術にて記載した通りである。
【0023】
本発明のロールは、繊維強化プラスチック特に炭素繊維強化プラスチック(CFRP)の筒状体よりなるものであってもよく、この筒状体の外周面に金属メッキを施したものであってもよく、前記特許3221124のようにこの筒状体の外周に金属スリーブを圧入したものであってもよい。ただし、最も好適なものは、特許3221124のように炭素繊維強化プラスチック製筒状体の外周に金属スリーブを圧入したものである。
【0024】
そこで、まず、この炭素繊維強化プラスチック製筒状体に金属スリーブを圧入したロールの好適例について説明する。
【0025】
この筒状体の材料としては、繊維強化プラスチック、中でも炭素繊維強化プラスチックを用いることが好ましく、特に120GPa以上とりわけ180GPa以上のヤング率を有する炭素繊維強化プラスチックを用いるのが好ましい。ヤング率の上限は500GPa程度であるが、これは一般的に市販されている補強材の炭素繊維のヤング率の上限から決定される数字である。
【0026】
炭素繊維強化プラスチックの熱膨張係数は、−2.0〜2.0×10−6/℃という非常に小さい値である。このほとんど0(ゼロ)に近い熱膨張係数を持つ素材を筒状体の基材に採用することによって、熱膨張のアンバランスに起因する曲がりが極めて小さく、室温と高温での静フレの差が小さい、すなわち高温雰囲気でも静フレが小さいロールを製造することが出来る。
【0027】
また、180GPa以上のヤング率を有する炭素繊維強化プラスチックを使用した場合は、ロールの剛性が高くなる為に、わずかに発生する熱膨張のアンバランスに起因する曲げ応力に対する耐性が上がり、ロール曲がりの程度をより小さくすることが出来、高温雰囲気での静フレを小さくすることができる。
【0028】
マトリクスとなるプラスチックとしては、公知の種々の樹脂が使用できるが、炭素繊維とマトリクスの接着性のよいものが好ましく、具体的にはエポキシ樹脂、フェノール樹脂等の熱硬化性樹脂、PEEK(ポリエーテルエーテルケトン)、ポリアミド、ポリカーボネイト等の熱可塑性樹脂である。
【0029】
強化繊維の含有量は、使用する繊維の種類により異なるが、強化繊維が炭素繊維である場合には、硬化後の繊維強化プラスチック中において45〜65体積%の範囲が好ましい。この範囲より少ないと、所望の円筒軸方向の見掛け弾性率を得るために、高価な超高弾性の炭素繊維を使用せざるを得ず不利であり、また逆に多すぎると分散不良等により、添加した繊維強度が十分に利用できなくなりやすい。
【0030】
繊維強化プラスチック製の筒状体は、金属スリーブを均一に圧入、密着一体化するために研削される。研削後の繊維強化プラスチック製筒状体の円筒径方向の真円度及び円筒度の誤差を0.02mm以下特に0.01mm以下の高精度にすることが好ましい。真円度及び円筒度の誤差が0.02mmよりも大きくなると、圧入する金属スリーブの材質によっては圧入が困難になりやすく、また得られる金属被覆繊維強化プラスチック製ロールの精度が低いものになりやすい。真円度の測定方法は特に限定されないが、実用的には同一円周上のロールの直径をxy方向について計って比べる直径法が用いられる。直径法に関しては、「機械工学便覧」1989年9月30日新版第3刷B2−203ページに詳しく記載されている。そして真直度については、径によっても異なるため限定はされないが、誤差を1m当り0.1mm以下にすることが好ましい。真直度がこの値を超えると、やはり圧入が困難になりやすく、また得られる金属被覆繊維強化プラスチック製ロールの精度が低いものになりやすい。
【0031】
研削の方法は特に限定されないが、一般に市販されている金属用の研削機械で行うのが、安価で好ましい。研削される繊維強化プラスチック製の筒状体が、その円筒軸方向の見掛け弾性率が180GPa以上という高弾性のものである場合、研削速度を通常の金属、具体的にはスチールと同等にすることができる。
【0032】
こうして得た高精度の繊維強化プラスチック製の筒状体の外周に金属スリーブを圧入し、密着一体化させ、金属被覆繊維強化プラスチック製ロールを得る。
【0033】
なお、金属スリ−ブの種類は特に限定されず、使用目的によって選定されればよい。耐腐食性を考慮するとステンレスやチタンが好ましく、熱膨張係数の小ささを考慮すると鉄やチタンが好ましく、重量を考慮するとアルミニウムが望ましい。金属スリーブ表面に梨地処理を施してウエブとの摩擦を調整してもよく、溝切り加工を施してしわ伸ばし効果を付与したり、巻き込み空気を逃がしたりするようにしてもよく、また、めっき処理して耐摩耗性向上を図るようにしてもよい。
【0034】
圧入される金属スリーブは、その内径が該研削後の繊維強化プラスチック製の筒状体の外径より若干(例えば筒状体の外径の0.005%〜0.5%好ましくは0.01%〜0.2%程度)小さいことが必要である。当然ながらこの条件を満たさなければ圧入すること自体ができない。圧入する金属スリーブの真円度、円筒度、真直度に関しては、圧入される際に金属スリーブは変形するので、該研削後の繊維強化プラスチック製の筒状体程の高精度は必要ではないが、該金属スリーブの内径はそのどの部分で計測しても、該研削後の繊維強化プラスチック製の筒状体の外径より小さいことが密着性を高める上で好ましい。
【0035】
圧入、密着一体化に関しては、CFRPの弾性率が金属なみであるので、通常行われている公知の条件で行えばよい。こうして製造された金属被覆繊維強化プラスチック製ロールは、表面の研磨を行い、軸芯を取り付けたりすることにより、製品ロールとされる。
【0036】
次に、この研磨について詳細に説明する。
【0037】
前述の通り、特許3221124(特許文献2)の実施例に従って製造した金属被覆炭素繊維強化プラスチック製ロールは高温時の静フレが大きくなってしまう。
【0038】
この原因について検討した結果、金属被覆炭素繊維強化プラスチック製ロールの高温時の静フレ増大は、炭素繊維強化プラスチックス製筒状体の外周に被覆した金属スリーブの極わずかな厚みムラ(偏肉)に起因して発生する熱膨張のアンバランスによるロール曲がりが原因であることを見出した。そして、金属スリーブのロール研磨仕上げ後の厚みムラが、金属スリーブの平均厚みの10%以下、好ましくは5%以下になるように研磨加工することにより、高温時の静フレの増大を抑えることが出来ることを見出した。ここで、厚みムラは、軸方向に5等分以上に切断した金属スリーブについて、各切断ピースについて90°おきに周方向4カ所の肉厚を測定し、その周方向での最大値と最小値との差を平均して求めた値である。
【0039】
実生産においては金属スリーブを引き抜くことが出来ない為に、非破壊での管理指標が求められる。発明者らは実験データと数計算を比較しながら検討を進めた結果、ロールの静バランスに着目した。ロールを商品化する際は、一般的に、ロールを研磨加工して仕上げた後に静バランスを測定して、バランスがほぼ0(ゼロ)に近い規格値に入るようにカウンターバランスを付けるか、もしくは孔を開ける等の軽量化を施してバランス修正(バランス取り)を行う。発明者らはこの静バランスが、金属スリーブ偏肉の一つの指標になると考えた。なぜならば、ロールの筒状体の基材である炭素繊維強化プラスチックスは、比重が1.6〜1.9と小さい為に、その上に金属スリーブをかぶせた金属被覆炭素繊維強化プラスチックス製ロールのアンバランスは、最外周の比重の高い金属スリーブに大きく依存するためである。
【0040】
そこで本発明のロール製造方法では、研磨加工終了後にバランスを取るのではなく、ロール研磨加工中に頻繁に静バランスを測定して、静バランスがほぼゼロとなるように研磨加工することによって、金属スリーブの偏肉を防ぐ。具体的には、金属スリーブの偏肉に起因するアンバランス量は、図2に示すように金属スリーブの任意の一断面を想定して、その外周円と内周円の芯ずれ値から計算されるアンバランス量で管理するのが好ましい。なお、金属スリーブの偏肉量=芯ずれ量×2である。このアンバランス量は、ロールの断面を上下二つに分ける中心線を想定し、その上下で、それぞれの金属スリーブの断面積に金属スリーブの長さと金属スリーブの比重を乗じて得られる重量の差から求める。
【0041】
例えば、スリーブ外径φ100mm、内径φ99mm、肉厚0.5mm、長さ2600mmの場合、鉄製スリーブの偏肉を肉厚0.5mmの10%である0.05mm以下に抑える為には、芯ずれ量を0.025mm(=0.05mm÷2)とするために、アンバランス量管理値は下記のように計算される。
【0042】
鉄製スリーブ比重: 7.9(=7.9×10−3g/mm3)
上半分: 面積80.6mm2×長さ2600mm×7.9×10−3g/mm3=
1656g
上半分: 面積75.7mm2×長さ2600mm×7.9×10−3g/mm3=
1555g
アンバランス量管理値: 1656−1555=101g以下
アンバランス量がこの管理値を満たすものとなるように研磨を行うために、研磨機の調整には注意を払う必要がある。研磨機としては、円筒研磨機やセンタレス研磨機、バーチカル研磨機等を用いることができる。研磨加工は室温で行えばよい。
【0043】
高温雰囲気のウエブ製造工程やウエブ処理工程で使用されるロールに要求される静フレは0.3mm以下、好ましくは0.2mm以下である、さらに好ましくは0.1mm以下である。それを達成する為の室温でのロールの静フレは0.1mm以下であることが望ましい。熱間研磨を行ったロールでは、使用温度で研磨を行う為に室温での静フレは高温での静フレよりも大きくなることがあるが、本発明により製造されるロールについては、高温での静フレを抑える為には室温での静フレも小さくする必要がある。
【0044】
本発明のロールは、上記の通り、炭素繊維強化プラスチック製筒状体の外周に金属スリーブを圧入により装着したものが好適である。なお、金属スリーブの外周に金属メッキを施してもよい。ただし、本発明のロールは、炭素繊維強化プラスチック製筒状体のみから成ってもよく、その外周に金属メッキを施したものであってもよい。炭素繊維強化プラスチック製ロールの構成材料の好適例は上記金属スリーブを有したロールの場合と同様である。この場合、炭素繊維強化プラスチック製ロールの外周を研磨して静フレが規定値となるようにする。このように研磨した炭素繊維強化プラスチック製ロールの外周に金属メッキを施してもよい。
【0045】
金属メッキとしてはクロム、ニッケル、銅などが好適である。
【0046】
本発明のロールは、静フレが小さいので、これを用いることにより、ウェブの処理ムラやウェブの搬送トラブルを防止することができる。
【実施例】
【0047】
[実施例1〜4]
三菱樹脂製の炭素繊維プリプレグHyEJ34M65PDHX1、HyEJ17HX1、HyEJ25HX1(マトリックス樹脂はエポキシ樹脂)を使用して、シートワインディング法にて炭素繊維強化プラスチック製パイプを製造した。この炭素繊維強化プラスチック製パイプとして、ヤング率がそれぞれ120GPa(実施例1)、180GPa(実施例2)、210GPa(実施例3)、240GPa(実施例4)である4種類のものを製造した。炭素繊維は周方向及び軸方向に配向させた。
【0048】
これらのパイプについて長さ決めを行い、その両端にSUS304製のジャーナルを接着した後に、炭素繊維強化プラスチック製パイプ表面を研磨加工して、炭素繊維強化プラスチック製ロールを製造した。ロールの寸法は外径100mm×面長2500mmであり、面長とロール直径との比L/Dは25であった。その室温における静フレと高温雰囲気の各温度における静フレを測定した結果を表1に示す。室温での静フレはいずれも0.03mmと小さく、最高温度150℃でも静フレは0.06〜0.10mmの範囲に収まっていた。
【0049】
[実施例5]
三菱樹脂製の炭素繊維プリプレグHyEJ34M65PD/38、HyEJ14/C938H(マトリックス樹脂はエポキシ樹脂)を使用して、実施例1〜4と同様にシートワインディング法にて炭素繊維強化プラスチックスパイプを製造した。炭素繊維強化プラスチックスパイプのヤング率は210GPaであった。
【0050】
このパイプについて長さ決めを行い、その両端にSUS304製のジャーナルを接着した後に、炭素繊維強化プラスチック製パイプ表面を研磨加工して、炭素繊維強化プラスチック製ロールを製造した。ロールの寸法は外径100mm×面長2500mmであり、L/Dは25であった。
【0051】
このロールの室温における静フレと高温雰囲気の各温度における静フレを測定した結果を表1に示す。室温での静フレは0.03mmと小さく、最高温度180℃でも静フレは0.08mmと小さいものであった。
【0052】
[比較例1]
フィルム製造ライン中、140℃の乾燥炉内で使用されているφ120×1700のアルミニウム製ロールについて、実施例1と同様に、室温における静フレと高温雰囲気の各温度における静フレを測定した。結果を表1に示すが、高温雰囲気下では非常に大きなフレを示した。
【0053】
【表1】

【0054】
[実施例6]
三菱樹脂製の炭素繊維プリプレグHyEJ34M65PDHX1、HyEJ17HX1、HyEJ25HX1を使用して、シートワインディング法にて炭素繊維強化プラスチック製パイプを製造した。炭素繊維強化プラスチック製パイプのヤング率は210GPaであった。このパイプについて長さ決めを行い、その両端にSUS304製のジャーナルを接着した後に、炭素繊維強化プラスチック製パイプ表面を研磨加工して、炭素繊維強化プラスチック製ロールを製造した。ロールの寸法は外径99mm×面長2600mmであった。
【0055】
次に、この炭素繊維強化プラスチック製ロールの外周に肉厚0.7mmのSUS304製スリーブを圧入により装着した後に、ロールのアンバランスが出ないように特段の注意を払って、SUS304スリーブの表面を研磨加工してSUS304被覆炭素繊維強化プラスチック製ロールを製造した。その後、SUS304スリーブ表面にクロムめっき処理を施してから最終仕上げ研磨を行った。完成したロールの寸法は外径100mm×面長2600mmであり、L/Dは26であった。
【0056】
このロールの室温における静フレと140℃における静フレを測定した結果、及びバランスを取る前の静バランス量を表2に示す。
【0057】
また、各温度での静フレを測定後、完成したロールからSUS304スリーブを抜き取り、それを長さ方向に7等分に切断し、各切断ピースについて90°おきに周方向4カ所の肉厚を測定してSUS304スリーブの研磨仕上げ後の厚みムラを測定した。平均厚みと、厚みムラ(周方向での肉厚の最大値と最小値との差の平均値)を測定した結果を表2に併せて示す。
【0058】
[比較例2]
実施例6と同様にして、外径100mm×面長2600mmでL/Dが26の表面にクロムめっきを施したSUS304被覆炭素繊維強化プラスチック製ロールを製造した。ただし、研磨加工時にロールのアンバランスには特段に注意は払わなかった。
【0059】
このロールの室温における静フレと140℃における静フレを測定した結果、及びバランスを取る前の静バランス量を表2に示す。各温度での静フレを測定後、実施例6と同様にしてSUS304スリーブの研磨仕上げ後の厚みムラを測定した。平均厚みと、厚みムラ(周方向での肉厚の最大値と最小値との差の平均値)を測定した結果を表2に併せて示す。
【0060】
【表2】
【0061】
[実施例7]
実施例6と全く同様にして、外径100mm×面長2600mm、L/D=26の表面にクロムめっきを施したSUS304被覆炭素繊維強化プラスチック製ロールを45本製造した。製造の際のアンバランス管理値は40g以下とした。これは偏肉量が肉厚の4%以下となるようにすべく以下の計算で設定した値である。
【0062】
SUS304製スリーブ比重: 7.9(=7.9×10−3g/mm3)
上半分: 面積79.14mm2×長さ2600mm×7.9×10−3g/mm3= 1625g
上半分: 面積77.18mm2×長さ2600mm×7.9×10−3g/mm3= 1585g
アンバランス量管理値: 1625−1585=40g以下
完成したロールの室温における静フレと140℃における静フレを測定した結果を図3に示す。図3の通り、45本のロール全てにおいて室温、かつ高温雰囲気で優れた静フレ性能を示した。
【技術分野】
【0001】
本発明は、主にプラスチックスフィルムや金属箔を製造する工程や、それらの基材にコーティング、蒸着等の表面処理やラミネーティングを施す工程において、高温雰囲気の処理炉や乾燥炉等に設けられるロールと、その製造方法に関するものである。
【背景技術】
【0002】
種々のプラスチックフィルムや金属箔(以後、総称してウエブと記載する)の製造工程(以後、ウエブ製造工程と記載する)や、それらの基材にコーティング、蒸着等の表面処理やラミネーティングを施す工程(以後、ウエブ処理工程と記載する)で用いられる高温雰囲気の処理炉や乾燥炉内には一般的にウエブ処理用ロールや搬送用ロールが設置されている。
【0003】
従来、合成樹脂フィルム等の製造や印刷等の設備にはスチール、アルミ等の金属ロールが用いられて来た。しかし近年、生産スピードの高速化、製品の薄肉化、高精度化にともない、重い金属製ロールでは問題になる分野が生じてきた。例えば、ビデオ用等の薄い合成樹脂フィルムを搬送する場合、フィルム巻取りの起動時、停止時のようにライン速度が変わる場合には、フィルムのテンション、ロール周速等が非定常状態になるので、厚みムラやスリキズの原因になる。
【0004】
また、アルミ製ロールは比較的軽量であるが、フィルムしわ発生等の問題でたわみの制限が厳しい場合には弾性率の点で採用が難しい。このため、金属に比べて弾性率が高く、密度の低い、即ち比弾性率の大きい炭素繊維を用いた炭素繊維強化プラスチック製ロールが提案された。
【0005】
例えば、炭素繊維強化プラスチック製ロールに硬質クロムメッキを施したものが特開昭61−194197号公報(特許文献1)に記載されている。
【0006】
また、円筒軸方向の見掛け弾性率が18000kg/mm2 以上の繊維強化プラスチック製の筒状体に、該筒状体より内径の小さい金属スリーブを圧入し、密着一体化した金属被覆繊維強化プラスチック製ロール、より好ましくは、該筒状体が、円筒断面の真円度0.05mm以内に加工されたものであり、かつ該金属スリーブが該筒状体より0.02mm以下の範囲で内径が小さいものである金属被覆繊維強化プラスチック製ロールが特許第3221124号(特開平6−210797)に記載されている。
【0007】
ところで、ロールの性能を表す重要な指標の一つに「静フレ」(JIS B 0021に定義される円周振れ公差の略語)がある。この値は測定対象となるロールの軸を支持し、ロール面にダイアルゲージ等の検出器を接触させた状態でロールをゆっくりと回転させ検出器の目盛りの変化を読み取る方法により測定される。静フレが大きくなる原因としては、ロールに曲がりが生じていることや、ロールの真円度が低いことが上げられる。静フレが大きいロールを用いると、ウエブ製造やウエブ処理にそのロールを基準としてのウエブ処理ムラ(例えばコーティング厚みの不均一)の原因となったり、搬送されるウエブの搬送トラブル(例えば蛇行やしわ発生、張力ムラによる部分的な伸び)の原因となったりする。そのため、静フレの小さいロールが望れている。
【0008】
従来のロールは、室温での静フレは小さくても、高温になると静フレが大きくなってしまい、前記のウエブ処理や搬送トラブルが起こることがよく知られている。この高温時の静フレ増加の原因の一つとして、ロールシェルの偏肉(厚みムラ)によるロールシェルの不均一な熱膨張によりロールに曲がりが発生することが挙げられる。それを防ぐ為に、ロール径を大きくしてロールの断面二次モーメントを上げ、剛性を上げることが考えられるが、ロール間のパスラインが増大したり、またロール径増大に伴い慣性モーメントが大きくなり、搬送されるウエブに与えるストレスが大きくなってしまう。
【0009】
そこで、高温下における静フレが小さいロールを製造する為に、実際に使用する高温度でロール表面を研磨して使用温度での静フレを小さくする熱間研磨によるロール製造方法(例えば特許文献3)や、ロール構造物内の厳密な温度管理によって曲がりを防止する方法(例えば特許文献4)も提案されているが、熱間研磨は作業効率が低い。また、特許文献4の方法では、ロールの構造が複雑になると共に、温度制御に著しく手間がかかる。
【0010】
前記特許3221124には、フィルムの製造や印刷の分野において、ラインスピードの高速化や擦り傷等の欠陥の抑制を図ることができる金属被覆炭素繊維強化プラスチックス製ロールが記載されている。しかしながら、本発明者らの調査、研究によると、同号特許の実施例をトレースして製造した金属被覆ロールは、室温での静フレは0.04mmと小さいものの、140℃の高温雰囲気で静フレを測定すると0.5mmと著しく大きいことがわかった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭61−194197
【特許文献2】特許3221124
【特許文献3】特開平9−277145
【特許文献4】特開2000−192133
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の目的は、広幅ウエブの生産に対応可能な、高温雰囲気でも静フレが小さく、熱間研磨による精度出し、及びロール内部の温度調整機構を必要としない小径かつ長尺(高L/D)のロールを提供することにある。
【課題を解決するための手段】
【0013】
請求項1のロールは、ウェブ処理又はウェブ搬送に用いられるロールにおいて、ロールの面長と直径との比(L/D)が15以上であり、室温での静フレが0.1mm以下、かつ100℃〜200℃での静フレが0.3mm以下であることを特徴とするものである。
【0014】
請求項2のロールは、請求項1において、ロールの直径と面長の比(L/D)が20〜50であり、100℃〜200℃での静フレが0.2mm以下であることを特徴とするものである。
【0015】
請求項3のロールは、請求項1又は2において、炭素繊維強化プラスチック製の筒状体よりなることを特徴とするものである。
【0016】
請求項4のロールは、請求項3において、前記炭素繊維強化プラスチックのヤング率が120GPa以上であることを特徴とするものである。
【0017】
請求項5のロールは、請求項1又は2において、炭素繊維強化プラスチック製の円筒体の外側を金属スリーブで被覆し、該金属スリーブの外周面を研磨仕上げしたロールであって、該金属スリーブを研磨仕上げした後の金属スリーブの厚みムラ(周方向における金属スリーブの厚みの最大値と最小値との差の平均値)が、金属スリーブの平均厚みの10%以下であることを特徴とするものである。
【0018】
請求項6のロールの製造方法は、請求項5に記載のロールを製造する方法であって、前記炭素繊維強化プラスチック製の円筒体を成形する工程と、該円筒体の外側に金属スリーブを圧入して装着する工程と、該金属スリーブの外周面を研磨する工程とを有し、該研磨工程にあっては、金属スリーブの任意の一断面における外周円と内周円の芯ずれ値から、アンバランス管理値を求め、研磨工程終了時のアンバランス量がその管理値以下になるように研磨することを特徴とするものである。
【発明の効果】
【0019】
本発明者らは上記課題を解決すべく、高温炉内雰囲気でもロールの静フレを精度良く測定することが出来る装置を使用して室温から高温になった際のロールの静フレ増大の原因を鋭意検討した結果、静フレの増大の主原因の一つは、ロールシェル(筒状外皮)の熱膨張のアンバランスによるロールの曲がり発生であることを見出した。
【0020】
本発明は、かかる知見に基づくものである。本発明のロールは、ロールの直径と面長の比(L/D)が15以上であっても、室温での静フレが0.1mm以下、100℃〜200℃での静フレが0.3mm以下である。このロールは、製造に際して熱間研磨による精度出しが不要であり、またロール内部の温度調整機構を必要としない。
【図面の簡単な説明】
【0021】
【図1】芯ずれがない場合のロールの模式的な端面図である。
【図2】芯ずれがある場合のロールの模式的な端面図である。
【図3】実施例7の結果を示すグラフである。
【発明を実施するための形態】
【0022】
本発明のロールは、ロールの面長と直径との比(L/D)が15以上であり、室温での静フレが0.1mm以下、かつ100℃〜200℃での静フレが0.3mm以下であるL/Dは15〜60特に20〜50程度が好ましい。Lは1500mm以上例えば1800〜6000mm程度が好適であり、Dは30〜400mm特に80〜200mm程度が好適である。静フレの測定方法は、背景技術にて記載した通りである。
【0023】
本発明のロールは、繊維強化プラスチック特に炭素繊維強化プラスチック(CFRP)の筒状体よりなるものであってもよく、この筒状体の外周面に金属メッキを施したものであってもよく、前記特許3221124のようにこの筒状体の外周に金属スリーブを圧入したものであってもよい。ただし、最も好適なものは、特許3221124のように炭素繊維強化プラスチック製筒状体の外周に金属スリーブを圧入したものである。
【0024】
そこで、まず、この炭素繊維強化プラスチック製筒状体に金属スリーブを圧入したロールの好適例について説明する。
【0025】
この筒状体の材料としては、繊維強化プラスチック、中でも炭素繊維強化プラスチックを用いることが好ましく、特に120GPa以上とりわけ180GPa以上のヤング率を有する炭素繊維強化プラスチックを用いるのが好ましい。ヤング率の上限は500GPa程度であるが、これは一般的に市販されている補強材の炭素繊維のヤング率の上限から決定される数字である。
【0026】
炭素繊維強化プラスチックの熱膨張係数は、−2.0〜2.0×10−6/℃という非常に小さい値である。このほとんど0(ゼロ)に近い熱膨張係数を持つ素材を筒状体の基材に採用することによって、熱膨張のアンバランスに起因する曲がりが極めて小さく、室温と高温での静フレの差が小さい、すなわち高温雰囲気でも静フレが小さいロールを製造することが出来る。
【0027】
また、180GPa以上のヤング率を有する炭素繊維強化プラスチックを使用した場合は、ロールの剛性が高くなる為に、わずかに発生する熱膨張のアンバランスに起因する曲げ応力に対する耐性が上がり、ロール曲がりの程度をより小さくすることが出来、高温雰囲気での静フレを小さくすることができる。
【0028】
マトリクスとなるプラスチックとしては、公知の種々の樹脂が使用できるが、炭素繊維とマトリクスの接着性のよいものが好ましく、具体的にはエポキシ樹脂、フェノール樹脂等の熱硬化性樹脂、PEEK(ポリエーテルエーテルケトン)、ポリアミド、ポリカーボネイト等の熱可塑性樹脂である。
【0029】
強化繊維の含有量は、使用する繊維の種類により異なるが、強化繊維が炭素繊維である場合には、硬化後の繊維強化プラスチック中において45〜65体積%の範囲が好ましい。この範囲より少ないと、所望の円筒軸方向の見掛け弾性率を得るために、高価な超高弾性の炭素繊維を使用せざるを得ず不利であり、また逆に多すぎると分散不良等により、添加した繊維強度が十分に利用できなくなりやすい。
【0030】
繊維強化プラスチック製の筒状体は、金属スリーブを均一に圧入、密着一体化するために研削される。研削後の繊維強化プラスチック製筒状体の円筒径方向の真円度及び円筒度の誤差を0.02mm以下特に0.01mm以下の高精度にすることが好ましい。真円度及び円筒度の誤差が0.02mmよりも大きくなると、圧入する金属スリーブの材質によっては圧入が困難になりやすく、また得られる金属被覆繊維強化プラスチック製ロールの精度が低いものになりやすい。真円度の測定方法は特に限定されないが、実用的には同一円周上のロールの直径をxy方向について計って比べる直径法が用いられる。直径法に関しては、「機械工学便覧」1989年9月30日新版第3刷B2−203ページに詳しく記載されている。そして真直度については、径によっても異なるため限定はされないが、誤差を1m当り0.1mm以下にすることが好ましい。真直度がこの値を超えると、やはり圧入が困難になりやすく、また得られる金属被覆繊維強化プラスチック製ロールの精度が低いものになりやすい。
【0031】
研削の方法は特に限定されないが、一般に市販されている金属用の研削機械で行うのが、安価で好ましい。研削される繊維強化プラスチック製の筒状体が、その円筒軸方向の見掛け弾性率が180GPa以上という高弾性のものである場合、研削速度を通常の金属、具体的にはスチールと同等にすることができる。
【0032】
こうして得た高精度の繊維強化プラスチック製の筒状体の外周に金属スリーブを圧入し、密着一体化させ、金属被覆繊維強化プラスチック製ロールを得る。
【0033】
なお、金属スリ−ブの種類は特に限定されず、使用目的によって選定されればよい。耐腐食性を考慮するとステンレスやチタンが好ましく、熱膨張係数の小ささを考慮すると鉄やチタンが好ましく、重量を考慮するとアルミニウムが望ましい。金属スリーブ表面に梨地処理を施してウエブとの摩擦を調整してもよく、溝切り加工を施してしわ伸ばし効果を付与したり、巻き込み空気を逃がしたりするようにしてもよく、また、めっき処理して耐摩耗性向上を図るようにしてもよい。
【0034】
圧入される金属スリーブは、その内径が該研削後の繊維強化プラスチック製の筒状体の外径より若干(例えば筒状体の外径の0.005%〜0.5%好ましくは0.01%〜0.2%程度)小さいことが必要である。当然ながらこの条件を満たさなければ圧入すること自体ができない。圧入する金属スリーブの真円度、円筒度、真直度に関しては、圧入される際に金属スリーブは変形するので、該研削後の繊維強化プラスチック製の筒状体程の高精度は必要ではないが、該金属スリーブの内径はそのどの部分で計測しても、該研削後の繊維強化プラスチック製の筒状体の外径より小さいことが密着性を高める上で好ましい。
【0035】
圧入、密着一体化に関しては、CFRPの弾性率が金属なみであるので、通常行われている公知の条件で行えばよい。こうして製造された金属被覆繊維強化プラスチック製ロールは、表面の研磨を行い、軸芯を取り付けたりすることにより、製品ロールとされる。
【0036】
次に、この研磨について詳細に説明する。
【0037】
前述の通り、特許3221124(特許文献2)の実施例に従って製造した金属被覆炭素繊維強化プラスチック製ロールは高温時の静フレが大きくなってしまう。
【0038】
この原因について検討した結果、金属被覆炭素繊維強化プラスチック製ロールの高温時の静フレ増大は、炭素繊維強化プラスチックス製筒状体の外周に被覆した金属スリーブの極わずかな厚みムラ(偏肉)に起因して発生する熱膨張のアンバランスによるロール曲がりが原因であることを見出した。そして、金属スリーブのロール研磨仕上げ後の厚みムラが、金属スリーブの平均厚みの10%以下、好ましくは5%以下になるように研磨加工することにより、高温時の静フレの増大を抑えることが出来ることを見出した。ここで、厚みムラは、軸方向に5等分以上に切断した金属スリーブについて、各切断ピースについて90°おきに周方向4カ所の肉厚を測定し、その周方向での最大値と最小値との差を平均して求めた値である。
【0039】
実生産においては金属スリーブを引き抜くことが出来ない為に、非破壊での管理指標が求められる。発明者らは実験データと数計算を比較しながら検討を進めた結果、ロールの静バランスに着目した。ロールを商品化する際は、一般的に、ロールを研磨加工して仕上げた後に静バランスを測定して、バランスがほぼ0(ゼロ)に近い規格値に入るようにカウンターバランスを付けるか、もしくは孔を開ける等の軽量化を施してバランス修正(バランス取り)を行う。発明者らはこの静バランスが、金属スリーブ偏肉の一つの指標になると考えた。なぜならば、ロールの筒状体の基材である炭素繊維強化プラスチックスは、比重が1.6〜1.9と小さい為に、その上に金属スリーブをかぶせた金属被覆炭素繊維強化プラスチックス製ロールのアンバランスは、最外周の比重の高い金属スリーブに大きく依存するためである。
【0040】
そこで本発明のロール製造方法では、研磨加工終了後にバランスを取るのではなく、ロール研磨加工中に頻繁に静バランスを測定して、静バランスがほぼゼロとなるように研磨加工することによって、金属スリーブの偏肉を防ぐ。具体的には、金属スリーブの偏肉に起因するアンバランス量は、図2に示すように金属スリーブの任意の一断面を想定して、その外周円と内周円の芯ずれ値から計算されるアンバランス量で管理するのが好ましい。なお、金属スリーブの偏肉量=芯ずれ量×2である。このアンバランス量は、ロールの断面を上下二つに分ける中心線を想定し、その上下で、それぞれの金属スリーブの断面積に金属スリーブの長さと金属スリーブの比重を乗じて得られる重量の差から求める。
【0041】
例えば、スリーブ外径φ100mm、内径φ99mm、肉厚0.5mm、長さ2600mmの場合、鉄製スリーブの偏肉を肉厚0.5mmの10%である0.05mm以下に抑える為には、芯ずれ量を0.025mm(=0.05mm÷2)とするために、アンバランス量管理値は下記のように計算される。
【0042】
鉄製スリーブ比重: 7.9(=7.9×10−3g/mm3)
上半分: 面積80.6mm2×長さ2600mm×7.9×10−3g/mm3=
1656g
上半分: 面積75.7mm2×長さ2600mm×7.9×10−3g/mm3=
1555g
アンバランス量管理値: 1656−1555=101g以下
アンバランス量がこの管理値を満たすものとなるように研磨を行うために、研磨機の調整には注意を払う必要がある。研磨機としては、円筒研磨機やセンタレス研磨機、バーチカル研磨機等を用いることができる。研磨加工は室温で行えばよい。
【0043】
高温雰囲気のウエブ製造工程やウエブ処理工程で使用されるロールに要求される静フレは0.3mm以下、好ましくは0.2mm以下である、さらに好ましくは0.1mm以下である。それを達成する為の室温でのロールの静フレは0.1mm以下であることが望ましい。熱間研磨を行ったロールでは、使用温度で研磨を行う為に室温での静フレは高温での静フレよりも大きくなることがあるが、本発明により製造されるロールについては、高温での静フレを抑える為には室温での静フレも小さくする必要がある。
【0044】
本発明のロールは、上記の通り、炭素繊維強化プラスチック製筒状体の外周に金属スリーブを圧入により装着したものが好適である。なお、金属スリーブの外周に金属メッキを施してもよい。ただし、本発明のロールは、炭素繊維強化プラスチック製筒状体のみから成ってもよく、その外周に金属メッキを施したものであってもよい。炭素繊維強化プラスチック製ロールの構成材料の好適例は上記金属スリーブを有したロールの場合と同様である。この場合、炭素繊維強化プラスチック製ロールの外周を研磨して静フレが規定値となるようにする。このように研磨した炭素繊維強化プラスチック製ロールの外周に金属メッキを施してもよい。
【0045】
金属メッキとしてはクロム、ニッケル、銅などが好適である。
【0046】
本発明のロールは、静フレが小さいので、これを用いることにより、ウェブの処理ムラやウェブの搬送トラブルを防止することができる。
【実施例】
【0047】
[実施例1〜4]
三菱樹脂製の炭素繊維プリプレグHyEJ34M65PDHX1、HyEJ17HX1、HyEJ25HX1(マトリックス樹脂はエポキシ樹脂)を使用して、シートワインディング法にて炭素繊維強化プラスチック製パイプを製造した。この炭素繊維強化プラスチック製パイプとして、ヤング率がそれぞれ120GPa(実施例1)、180GPa(実施例2)、210GPa(実施例3)、240GPa(実施例4)である4種類のものを製造した。炭素繊維は周方向及び軸方向に配向させた。
【0048】
これらのパイプについて長さ決めを行い、その両端にSUS304製のジャーナルを接着した後に、炭素繊維強化プラスチック製パイプ表面を研磨加工して、炭素繊維強化プラスチック製ロールを製造した。ロールの寸法は外径100mm×面長2500mmであり、面長とロール直径との比L/Dは25であった。その室温における静フレと高温雰囲気の各温度における静フレを測定した結果を表1に示す。室温での静フレはいずれも0.03mmと小さく、最高温度150℃でも静フレは0.06〜0.10mmの範囲に収まっていた。
【0049】
[実施例5]
三菱樹脂製の炭素繊維プリプレグHyEJ34M65PD/38、HyEJ14/C938H(マトリックス樹脂はエポキシ樹脂)を使用して、実施例1〜4と同様にシートワインディング法にて炭素繊維強化プラスチックスパイプを製造した。炭素繊維強化プラスチックスパイプのヤング率は210GPaであった。
【0050】
このパイプについて長さ決めを行い、その両端にSUS304製のジャーナルを接着した後に、炭素繊維強化プラスチック製パイプ表面を研磨加工して、炭素繊維強化プラスチック製ロールを製造した。ロールの寸法は外径100mm×面長2500mmであり、L/Dは25であった。
【0051】
このロールの室温における静フレと高温雰囲気の各温度における静フレを測定した結果を表1に示す。室温での静フレは0.03mmと小さく、最高温度180℃でも静フレは0.08mmと小さいものであった。
【0052】
[比較例1]
フィルム製造ライン中、140℃の乾燥炉内で使用されているφ120×1700のアルミニウム製ロールについて、実施例1と同様に、室温における静フレと高温雰囲気の各温度における静フレを測定した。結果を表1に示すが、高温雰囲気下では非常に大きなフレを示した。
【0053】
【表1】
【0054】
[実施例6]
三菱樹脂製の炭素繊維プリプレグHyEJ34M65PDHX1、HyEJ17HX1、HyEJ25HX1を使用して、シートワインディング法にて炭素繊維強化プラスチック製パイプを製造した。炭素繊維強化プラスチック製パイプのヤング率は210GPaであった。このパイプについて長さ決めを行い、その両端にSUS304製のジャーナルを接着した後に、炭素繊維強化プラスチック製パイプ表面を研磨加工して、炭素繊維強化プラスチック製ロールを製造した。ロールの寸法は外径99mm×面長2600mmであった。
【0055】
次に、この炭素繊維強化プラスチック製ロールの外周に肉厚0.7mmのSUS304製スリーブを圧入により装着した後に、ロールのアンバランスが出ないように特段の注意を払って、SUS304スリーブの表面を研磨加工してSUS304被覆炭素繊維強化プラスチック製ロールを製造した。その後、SUS304スリーブ表面にクロムめっき処理を施してから最終仕上げ研磨を行った。完成したロールの寸法は外径100mm×面長2600mmであり、L/Dは26であった。
【0056】
このロールの室温における静フレと140℃における静フレを測定した結果、及びバランスを取る前の静バランス量を表2に示す。
【0057】
また、各温度での静フレを測定後、完成したロールからSUS304スリーブを抜き取り、それを長さ方向に7等分に切断し、各切断ピースについて90°おきに周方向4カ所の肉厚を測定してSUS304スリーブの研磨仕上げ後の厚みムラを測定した。平均厚みと、厚みムラ(周方向での肉厚の最大値と最小値との差の平均値)を測定した結果を表2に併せて示す。
【0058】
[比較例2]
実施例6と同様にして、外径100mm×面長2600mmでL/Dが26の表面にクロムめっきを施したSUS304被覆炭素繊維強化プラスチック製ロールを製造した。ただし、研磨加工時にロールのアンバランスには特段に注意は払わなかった。
【0059】
このロールの室温における静フレと140℃における静フレを測定した結果、及びバランスを取る前の静バランス量を表2に示す。各温度での静フレを測定後、実施例6と同様にしてSUS304スリーブの研磨仕上げ後の厚みムラを測定した。平均厚みと、厚みムラ(周方向での肉厚の最大値と最小値との差の平均値)を測定した結果を表2に併せて示す。
【0060】
【表2】
【0061】
[実施例7]
実施例6と全く同様にして、外径100mm×面長2600mm、L/D=26の表面にクロムめっきを施したSUS304被覆炭素繊維強化プラスチック製ロールを45本製造した。製造の際のアンバランス管理値は40g以下とした。これは偏肉量が肉厚の4%以下となるようにすべく以下の計算で設定した値である。
【0062】
SUS304製スリーブ比重: 7.9(=7.9×10−3g/mm3)
上半分: 面積79.14mm2×長さ2600mm×7.9×10−3g/mm3= 1625g
上半分: 面積77.18mm2×長さ2600mm×7.9×10−3g/mm3= 1585g
アンバランス量管理値: 1625−1585=40g以下
完成したロールの室温における静フレと140℃における静フレを測定した結果を図3に示す。図3の通り、45本のロール全てにおいて室温、かつ高温雰囲気で優れた静フレ性能を示した。
【特許請求の範囲】
【請求項1】
ウェブ処理又はウェブ搬送に用いられるロールにおいて、
ロールの面長と直径との比(L/D)が15以上であり、室温での静フレが0.1mm以下、かつ100℃〜200℃での静フレが0.3mm以下であることを特徴とするロール。
【請求項2】
請求項1において、ロールの直径と面長の比(L/D)が20〜50であり、100℃〜200℃での静フレが0.2mm以下であることを特徴とするロール。
【請求項3】
請求項1又は2において、炭素繊維強化プラスチック製の円筒体よりなることを特徴とするロール。
【請求項4】
請求項3において、前記炭素繊維強化プラスチックのヤング率が120GPa以上であることを特徴とするロール。
【請求項5】
請求項1又は2において、炭素繊維強化プラスチック製の円筒体の外側を金属スリーブで被覆し、該金属スリーブの外周面を研磨仕上げしたロールであって、
該金属スリーブを研磨仕上げした後の金属スリーブの厚みムラ(周方向における金属スリーブの厚みの最大値と最小値との差の平均値)が、金属スリーブの平均厚みの10%以下であることを特徴とするロール。
【請求項6】
請求項5に記載のロールを製造する方法であって、
前記炭素繊維強化プラスチック製の円筒体を成形する工程と、
該円筒体の外側に金属スリーブを圧入して装着する工程と、
該金属スリーブの外周面を研磨する工程とを有し、該研磨工程にあっては、金属スリーブの任意の一断面における外周円と内周円の芯ずれ値から、アンバランス管理値を求め、研磨工程終了時のアンバランス量がその管理値以下になるように研磨することを特徴とするロールの製造方法。
【請求項1】
ウェブ処理又はウェブ搬送に用いられるロールにおいて、
ロールの面長と直径との比(L/D)が15以上であり、室温での静フレが0.1mm以下、かつ100℃〜200℃での静フレが0.3mm以下であることを特徴とするロール。
【請求項2】
請求項1において、ロールの直径と面長の比(L/D)が20〜50であり、100℃〜200℃での静フレが0.2mm以下であることを特徴とするロール。
【請求項3】
請求項1又は2において、炭素繊維強化プラスチック製の円筒体よりなることを特徴とするロール。
【請求項4】
請求項3において、前記炭素繊維強化プラスチックのヤング率が120GPa以上であることを特徴とするロール。
【請求項5】
請求項1又は2において、炭素繊維強化プラスチック製の円筒体の外側を金属スリーブで被覆し、該金属スリーブの外周面を研磨仕上げしたロールであって、
該金属スリーブを研磨仕上げした後の金属スリーブの厚みムラ(周方向における金属スリーブの厚みの最大値と最小値との差の平均値)が、金属スリーブの平均厚みの10%以下であることを特徴とするロール。
【請求項6】
請求項5に記載のロールを製造する方法であって、
前記炭素繊維強化プラスチック製の円筒体を成形する工程と、
該円筒体の外側に金属スリーブを圧入して装着する工程と、
該金属スリーブの外周面を研磨する工程とを有し、該研磨工程にあっては、金属スリーブの任意の一断面における外周円と内周円の芯ずれ値から、アンバランス管理値を求め、研磨工程終了時のアンバランス量がその管理値以下になるように研磨することを特徴とするロールの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−173830(P2010−173830A)
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願番号】特願2009−20116(P2009−20116)
【出願日】平成21年1月30日(2009.1.30)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【出願人】(500108688)サンレイ工機株式会社 (1)
【Fターム(参考)】
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願日】平成21年1月30日(2009.1.30)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【出願人】(500108688)サンレイ工機株式会社 (1)
【Fターム(参考)】
[ Back to top ]