
ロール成形装置
【課題】高い生産性を維持しつつ、凹凸模様その他の生産条件の管理について制約を受けにくくして、賦形性及び離型性を向上させることができるロール成形装置を提供する。
【解決手段】外周面に凹凸模様1を有するロール型2を備えて形成され、前記ロール型2を回転させてグリーンシート3の表面を押圧することによって前記表面に凹凸模様4を形成するようにしたロール成形装置に関する。前記ロール型2が中空状に形成され、前記ロール型2の外周面に前記ロール型2の内外に連通する無数の微細穴5が設けられている。前記ロール型2の外周面のうち前記グリーンシート3に接触している部分の微細穴5を通じて吸気した後に排気するように制御可能に形成されている。
【解決手段】外周面に凹凸模様1を有するロール型2を備えて形成され、前記ロール型2を回転させてグリーンシート3の表面を押圧することによって前記表面に凹凸模様4を形成するようにしたロール成形装置に関する。前記ロール型2が中空状に形成され、前記ロール型2の外周面に前記ロール型2の内外に連通する無数の微細穴5が設けられている。前記ロール型2の外周面のうち前記グリーンシート3に接触している部分の微細穴5を通じて吸気した後に排気するように制御可能に形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、グリーンシートの表面に凹凸模様を形成するのに用いられるロール成形装置に関するものである。
【背景技術】
【0002】
従来、外装材等に用いられる無機質板は、まず窯業系成形材料を用いてグリーンシートを作製し、次にこのグリーンシートの表面にプレス成形装置を用いて凹凸模様を形成した後、これを養生硬化させることによって製造されている。
【0003】
しかし、通常、プレス成形装置による凹凸模様の成形は断続的に行われるので成形タクトが長くなり生産性が低くなるという問題がある。
【0004】
そこで、ロール型を備えて形成されたロール成形装置を用い、長尺状のグリーンシートを長手方向に搬送しながら、ロール型を回転させてグリーンシートの表面を押圧し、この表面に凹凸模様を連続的に形成することが行われている(例えば、特許文献1参照)。ところで、グリーンシートを作製するための窯業系成形材料には、ロール型の凹凸模様の凹凸に沿って主として材料が流動することにより凹凸模様を形成するもの、ロール型の凹凸模様の凹凸に沿って主として材料が圧縮変形することにより凹凸模様を形成するもの、ロール型の凹凸模様の凹凸に沿って材料の流動及び圧縮変形が併せて生じることにより凹凸模様を形成するものなど様々なものが考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−175807号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来のロール成形装置では、凹凸模様として凹部の深さが深く凹部の幅が狭いものを形成しようとすると、柄欠けや柄ボケが発生し、十分な賦形性が得られないという問題がある。この場合、グリーンシートの搬送速度やロール型の回転速度を遅くして成形時間を長く取れば、上記のような凹凸模様を形成することができる場合がある反面、ロール成形装置の利点である生産性が犠牲になる。そのため、従来のロール成形装置の使用は、凹部の深さが浅く凹部の幅が広い凹凸模様を形成する場合に限定されてしまう。
【0007】
また、従来のロール成形装置では、離型性を確保するためにロール型の外周面に離型剤を散布しているが、これだけでは十分な離型性が得られないという問題がある。すなわち、離型性は、ロール型の材質やその凹凸模様、グリーンシートの含水率等の性状、雰囲気温湿度等の条件にも左右され、その条件の管理が難しい。しかもこの場合、凹凸模様は、窯業系成形材料が残留しにくいシボ柄等の単純な模様に限定されてしまう。
【0008】
本発明は上記の点に鑑みてなされたものであり、高い生産性を維持しつつ、凹凸模様その他の生産条件の管理について制約を受けにくくして、賦形性及び離型性を向上させることができるロール成形装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明に係るロール成形装置は、外周面に凹凸模様を有するロール型を備えて形成され、前記ロール型を回転させてグリーンシートの表面を押圧することによって前記表面に凹凸模様を形成するようにしたロール成形装置において、前記ロール型が中空状に形成され、前記ロール型の外周面に前記ロール型の内外に連通する無数の微細穴が設けられていると共に、前記ロール型の外周面のうち前記グリーンシートに接触している部分の微細穴を通じて吸気した後に排気するように制御可能に形成されていることを特徴とするものである。
【0010】
前記ロール成形装置において、前記ロール型の回転軸を中心として放射状に前記ロール型の内部が複数の小室に区画されていると共に、各小室を個別に吸気状態又は排気状態とするように制御可能に形成されていることが好ましい。
【0011】
前記ロール成形装置において、前記ロール型の側面に前記小室毎に各小室の内外に連通する配管接続部が設けられ、前記各配管接続部が配管を介して減圧ポンプ又は加圧ポンプに接続されていることが好ましい。
【0012】
前記ロール成形装置において、前記配管接続部が前記ロール型の外周面に近接して設けられていると共に、前記配管にストレーナが設けられていることが好ましい。
【0013】
前記ロール成形装置において、前記グリーンシートに接触し始める小室を吸気状態とし、前記グリーンシートから離間し始める小室を排気状態とするように制御可能に形成されていることが好ましい。
【0014】
前記ロール成形装置において、前記グリーンシートから離間した後の小室をさらに強い排気状態とするように制御可能に形成されていると共に、前記小室に対向してカス受け部が設けられていることが好ましい。
【発明の効果】
【0015】
本発明によれば、ロール型の外周面のうちグリーンシートに接触している部分の微細穴を通じて吸気した後に排気することによって、賦形性及び離型性を向上させることができるものであり、これにより高い生産性を維持しつつ、凹凸模様その他の生産条件の管理について制約を受けにくくすることができるものである。
【図面の簡単な説明】
【0016】
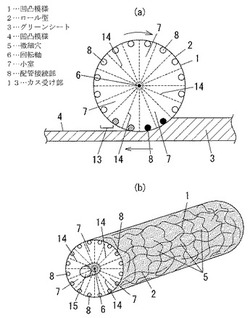
【図1】本発明に係るロール成形装置の一例を示すものであり、(a)は概略側面図、(b)はロール型の概略斜視図である。
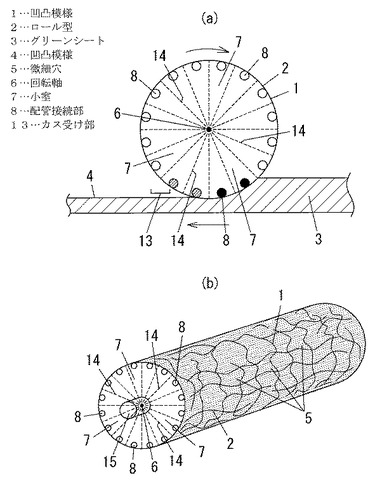
【図2】本発明に係るロール成形装置の一例の一部を示すものであり、(a)は概略正面図、(b)は(a)の一部を示す正面の概略断面図である。
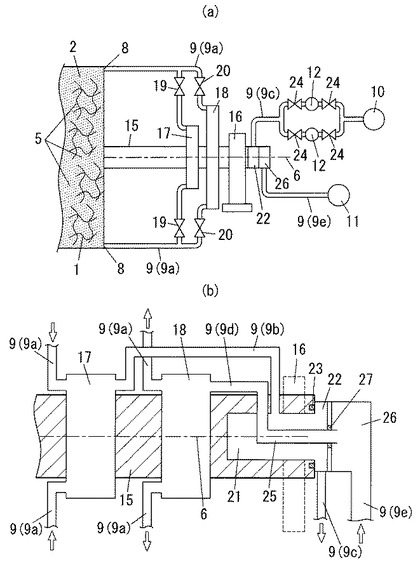
【図3】本発明に係るロール成形装置の他の一例を示すものであり、(a)は側面の概略断面図、(b)は概略正面図(一部破断)である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態を説明する。
【0018】
図1は本発明に係るロール成形装置の一例を示すものであり、このロール成形装置は、円筒状のロール型2を備えて形成されている。ロール型2は、中空状に形成されていて、外周面に凹凸模様1を有している。この凹凸模様1は、後述するグリーンシート3に形成される凹凸模様4の凹凸が反転したものである。そしてロール型2の材質、特に外周面の材質は、金属、樹脂、硬質ゴムなど押圧時に変形しにくいものであればよく、特に限定されるものではない。凹凸模様1の種類も特に限定されるものではなく、例えば、凹部の深さが浅く凹部の幅が広いものだけではなく、凹部の深さが深く凹部の幅が狭いもの等も適宜選択することができる。このように、ロール型2の凹凸模様1の選択肢が増えることによって、付加価値の高い商品として無機質板を製造することができる。さらにロール型2の外周面には無数の微細穴5が均一に設けられており、これらの微細穴5はロール型2の内外に連通している。微細穴5の穴径は、特に限定されるものではないが、0.1〜1.0mmであることが好ましく、また微細穴5は1〜20mmピッチで格子状に設けられていることが好ましい。
【0019】
またロール型2の内部は、図1に示すようにロール型2の回転軸6を中心として隔壁14によって放射状に複数の小室7に均等に区画されている。図1に示すロール型2の小室7の数は16であるが、これに限定されるものではなく、ロール型2の直径、グリーンシート3の厚さ、後述する減圧ポンプ10や加圧ポンプ11の能力等により最適数に変更することができる。
【0020】
またロール型2の側面には、図1に示すように小室7毎に配管接続部8が設けられており、これらの配管接続部8は各小室7の内外に連通している。各配管接続部8は、図1に示すようにロール型2の側面においてロール型2の外周面に近接して設けられていることが好ましい。
【0021】
また各配管接続部8は、図2(a)に示すように配管9を介して減圧ポンプ10又は加圧ポンプ11に接続されている。以下では、各配管接続部8と減圧ポンプ10とを接続する配管9の経路を吸気経路といい、各配管接続部8と加圧ポンプ11とを接続する配管9の経路を排気経路という。なお、便宜上、図2では一部の配管接続部8に接続されている配管9のみを図示している。
【0022】
ここで、吸気経路及び排気経路について具体的に説明する。図2に示すようにロール型2の側面の中心から回転軸6と同軸上にロール軸15が延設され、ロール型2及びロール軸15が一体となって自由に回転できるようにロール軸15の端部がベアリング16で軸支されている。ロール軸15においてロール型2とベアリング16との間には負圧タンク17及び正圧タンク18が設けられている。負圧タンク17及び正圧タンク18はロール軸15に固定され、ロール軸15と共に回転できるようになっている。そして各配管接続部8から第一配管9aが延設され、途中で分岐して負圧タンク17及び正圧タンク18にそれぞれ接続されている。分岐点から負圧タンク17までの第一配管9aには吸気経路バルブ19が設けられ、分岐点から正圧タンク18までの第一配管9aには排気経路バルブ20が設けられている。
【0023】
以下では、吸気経路と排気経路とを分けて説明する。
【0024】
まず吸気経路について説明する。図2(b)に示すように負圧タンク17から第二配管9b(図2(a)では図示省略)が延設され、ロール軸15の端部に設けられた凹所21に接続されている。この凹所21は、ロール軸15の端面において開口し、ロール軸15の中心である回転軸6を含むようにロール軸15の長手方向に沿って形成されている。そしてこの凹所21の開口を塞ぐように負圧室22が設けられている。この負圧室22は、回転させずに固定するようにしているので、ロール軸15の端面と負圧室22とが接触する箇所にはシール材23を設けて密閉性を確保している。さらに図2(a)に示すように負圧室22から第三配管9cが延設され、途中で複数に分岐及び合流して、真空ポンプ等の減圧ポンプ10に接続されている。分岐点から合流点までの第三配管9cにはそれぞれストレーナ12が設けられ、各ストレーナ12の両側には交換用バルブ24が設けられている。
【0025】
次に排気経路について説明する。図2(b)に示すように正圧タンク18から第四配管9d(図2(a)では図示省略)が延設され、ロール軸15の端部に設けられた筒体25の一端に接続されている。この筒体25は、凹所21内においてロール軸15の中心である回転軸6を含むようにロール軸15の長手方向に沿って設けられている。そしてこの筒体25の他端は負圧室22の内部から外部に突出しており、筒体25の他端を塞ぐように正圧室26が設けられている。筒体25はロール軸15と共に回転するが、正圧室26は、負圧室22と同様に回転させずに固定するようにしているので、筒体25、負圧室22及び正圧室26が接触する箇所にはシール材27を設けて密閉性を確保している。さらに図2(a)に示すように正圧室26から第五配管9eが延設され、加圧ポンプ11に接続されている。
【0026】
そして、吸気経路バルブ19を開き、排気経路バルブ20を閉じ、交換用バルブ24を開いて、第一配管9a、負圧タンク17、第二配管9b、凹所21、負圧室22、第三配管9cを連通させ、この状態で減圧ポンプ10を作動させることによって、第一配管9aと接続されている小室7を吸気状態(負圧状態)とすることができる。このような小室7をグリーンシート3に接触させると、この小室7の微細穴5を通じてグリーンシート3を吸引することによって、この小室7に対応するロール型2の外周面にグリーンシート3を吸着させることができ、さらにこのグリーンシート3を構成する窯業系成形材料を上記のロール型2の凹凸模様1の凹凸に沿って強制的に流動や圧縮変形させることができるものである。このようにして賦形性を向上させることができる。このときの負圧の強さは特に限定されるものではないが、0.01〜0.099MPaであることが好ましい。
【0027】
また、吸気経路バルブ19を閉じ、排気経路バルブ20を開いて、第一配管9a、正圧タンク18、第四配管9d、筒体25、正圧室26、第五配管9eを連通させ、この状態で加圧ポンプ11を作動させることによって、第一配管9aと接続されている小室7を排気状態(正圧状態)とすることができる。このような小室7にグリーンシート3が接触していた場合、上記のように排気状態となった小室7の微細穴5を通じてエアーを吹き出すことによって、この小室7に対応するロール型2の外周面からグリーンシート3を脱型することができるものである。このようにして離型性を向上させることができる。このときの正圧の強さは特に限定されるものではないが、0.3〜0.6MPaであることが好ましい。
【0028】
また、吸気経路バルブ19及び排気経路バルブ20を閉じることによって、第一配管9aと接続されている小室7を常圧状態(大気圧状態)とすることができる。
【0029】
上記のようにして各小室7を個別に吸気状態、排気状態又は常圧状態とするようにコンピュータ等の制御装置(図示省略)を用いて制御可能にロール成形装置を形成することが好ましい。
【0030】
次に上記のようなロール成形装置を用いて凹凸模様4を形成するのに適したグリーンシート3について説明する。
【0031】
まずグリーンシート3の作製に用いられる窯業系成形材料について説明する。窯業系成形材料は、水硬性材料、油性物質、軽量骨材及び水を含有するものが好ましい。
【0032】
水硬性材料としては、ポルトランドセメント、フライアッシュセメント、高炉セメント、アルミナセメント、ハイアルミナセメント、シリカフュームセメント等のセメントや、高炉スラグ等を用いることができる。このような水硬性材料は1種のみを用いたり、複数種を混合して用いたりすることができる。
【0033】
油性物質は、水と共に逆エマルション(W/Oエマルション)を形成する。油性物質としては、通常は疎水性の液状物質が用いられる。油性物質の具体例としては、トルエン、キシレン、灯油、スチレン、ジビニルベンゼン、メチルメタクリレート、トリメチロールプロパントリメタクリレート、不飽和ポリエステル樹脂等が挙げられる。このような油性物質は1種のみを用いたり、複数種を混合して用いたりすることができる。油性物質の含有量は、窯業系成形材料の全量に対して5〜10体積%であることが好ましい。
【0034】
軽量骨材としては、非球状の無機骨材、球状の無機骨材、球状の有機骨材及びこれら以外のものを用いることができる。
【0035】
非球状の無機骨材としては、パーライト等を用いることができる。非球状の無機骨材の真球度は0.80以下であることが好ましい。なお、真球度は、粒子の顕微鏡撮影画像に基づいて得られる、粒子の投影断面の面積及びこの断面の周囲長に基づき、〔粒子投影断面の面積と同じ面積の真円の円周長〕/〔粒子投影断面の周囲長の測定値〕の式で算出される値であるが、任意の50個の粒子についてそれぞれ算出された値の平均値とする。
【0036】
球状の無機骨材としては、フライアッシュバルーン等を用いることができる。球状の無機骨材の真球度は0.95以上であることが好ましい。
【0037】
球状の有機骨材としては、中空な樹脂製の粒子等を用いることができる。具体例としては、フェノール樹脂マイクロバルーン、塩化ビニリデン樹脂マイクロバルーン、ユリア樹脂マイクロバルーン等の有機系マイクロバルーンが挙げられる。球状の有機骨材の真球度は0.97以上であることが好ましい。
【0038】
軽量骨材の含有量は、軽量骨材の密度等に応じて、窯業系成形材料から得られる無機質板の十分な軽量化が可能なように適宜調整される。非球状又は球状の無機骨材を含有する窯業系成形材料については、水硬性材料100質量部に対して非球状又は球状の無機骨材は5〜80質量部であることが好ましい。また、球状の有機骨材を含有する窯業系成形材料については、水硬性材料100質量部に対して球状の有機骨材は0.1〜1.3質量部であることが好ましい。
【0039】
窯業系成形材料は、安定な逆エマルション構造の形成に貢献する乳化剤をさらに含有することが好ましい。乳化剤の具体例としては、ソルビタンセスキオール、グリセロールモノステアレート、ソルビタンモノオレート、ジエチレングリコールモノステアレート、ソルビタンモノステアレート、ジグリセロールモノオレート等の非イオン界面活性剤、各種アニオン系界面活性剤、カチオン系界面活性剤等が挙げられる。乳化剤の含有量は、窯業系成形材料の全量に対して1〜3体積%であることが好ましい。
【0040】
窯業系成形材料には、各種の補強材や添加剤が含有されていてもよい。補強材の具体例としては、砂利、ガラス粉、アルミナシリケート等の骨材、ポリプロピレン繊維、アクリル繊維、ビニロン繊維、アラミド繊維等の合成繊維や、炭素繊維、ガラス繊維、パルプ等の補強繊維が挙げられる。
【0041】
窯業系成形材料の含水率は、窯業系成形材料中の固形分量に対して、例えば25〜60質量%である。
【0042】
窯業系成形材料の具体的な調製方法の一例を示す。まず、乳化剤(例えばヤシ油やオレイン酸系乳化剤等)、スチレンモノマー、水、トリメチロールプロパントリメタクリレート等の架橋剤、t−ヘキシルパーオキシ−2−エチルヘキサルエート等の重合開始剤を混合することによって、逆エマルション混合物を調製する。次に、逆エマルション混合物、水硬性材料、軽量骨材及び補強繊維を混合し、含水量を調整することによって、窯業系成形材料を調製することができる。逆エマルション混合物とその他の成分とは、例えば強制攪拌機や連続混合機等を用いて混合することができる。
【0043】
そして、上記のようにして調製した窯業系成形材料を押出機を用いてシート状に押出成形することによって、グリーンシート3を作製することができる。
【0044】
次に、上記のロール成形装置を用いてグリーンシート3の表面に凹凸模様4を形成する方法について説明する。図1(a)に示すように長尺状に作製されたグリーンシート3を搬送装置(図示省略)を用いて長手方向に搬送しながら、ロール型2を回転させてグリーンシート3の表面を押圧することによって、この表面に凹凸模様4を連続的に形成することができる。このとき、ロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気した後に排気するようにしている。図1(a)では、このように制御可能に形成されたロール成形装置のロール型2の複数の小室7のうち、吸気状態となっている小室7の配管接続部8を黒く塗りつぶし、排気状態となっている小室7の配管接続部8には斜線を施している。その他の小室7は常圧状態となっている。すなわち、ロール成形装置は、グリーンシート3に接触し始める小室7を吸気状態とし、グリーンシート3から離間し始める小室7を排気状態とし、グリーンシート3から離間し終えた小室7を常圧状態とするように制御可能に形成されていることが好ましい。このように、グリーンシート3に接触し始めてからグリーンシート3から離間し終えるまでの小室7を吸気状態から排気状態に切り替えることによって、賦形及び離型をスムーズに行うことができるものである。さらに、ロール型2の内部は複数の小室7に区画されているので、所望の小室7だけ吸気状態又は排気状態とすることができ、ロール型2の内部全体を吸気状態又は排気状態とする必要がなく、エネルギーの消費を低減することができるものである。
【0045】
そして、図1及び図2に示すロール成形装置によれば、ロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気すると、たとえロール型2の凹凸模様1が複雑なものであっても、窯業系成形材料をロール型2の凹凸模様1の凹凸に沿って強制的に流動や圧縮変形させることができ、賦形性を向上させることができるものである。そして吸気した後に排気すると、たとえ窯業系成形材料がロール型2の凹凸模様1の凹部の奥深くに入り込んでいても、柄欠けや柄ボケを発生させることなく脱型することができ、離型性を向上させることができるものである。これにより成形タクトを短縮することができ、高い生産性を維持しつつ、凹凸模様1その他の生産条件の管理について制約を受けにくくすることができるものである。
【0046】
ところで、図1(a)に示すようにロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気すると、グリーンシート3のカスが微細穴5から小室7内に入り込んで溜まるおそれがある。このような場合、図1に示すように配管接続部8がロール型2の外周面に近接して設けられていると、小室7内に入り込んだカスを直ちに配管接続部8に誘導することができ、そのままこの配管接続部8から第一配管9a内に排出することができるものである。そして、このカスは、図2に示す吸気経路を通って、第三配管9cのストレーナ12で捕捉することができるものである。ある程度カスがストレーナ12で捕捉されたら、このストレーナ12の両側の交換用バルブ24を閉じてストレーナ12を取り外し、新しいストレーナ12又はカスを洗い落としたストレーナ12に交換した後、再度交換用バルブ24を開くようにすればよい。図2(a)に示すように第三配管9cが分岐していると、減圧ポンプ10を停止させずにロール成形を継続して行いながら、ストレーナ12を1つずつ交換することができる。
【0047】
また、グリーンシート3のカスが微細穴5に詰まるおそれもある。これを抑制するためには、図1(a)に示すようにグリーンシート3から離間した後の小室7に対向してカス受け部13を設けておき、上記の小室7を通常の排気状態よりもさらに強い排気状態とすればよい。このように制御可能に形成されたロール成形装置であれば、微細穴5が詰まるのを抑制することができると共に、微細穴5に詰まっていたカスを高圧のエアーで吹き飛ばしてカス受け部13で捕捉し、カスが成形後のグリーンシート3上に付着するのを抑制することができるものである。なお、この場合の正圧の強さは特に限定されるものではないが、0.3〜0.6MPaであることが好ましい。
【0048】
図3は本発明に係るロール成形装置の他の一例を示すものであり、このロール成形装置も、円筒状のロール型2を備えて形成されている。ロール型2は、中空状に形成されていて、外周面に凹凸模様1を有している。さらにロール型2の外周面には無数の微細穴5が均一に設けられており、これらの微細穴5はロール型2の内外に連通している。なお、ロール型2の材質、凹凸模様1の種類、微細穴5の穴径等については既述の通りである。
【0049】
また、図3(b)に示すようにロール型2の側面の中心から回転軸6と同軸上にロール軸15が延設され、ロール型2及びロール軸15が一体となって自由に回転できるようにロール軸15の端部がベアリング16で軸支されている。また、ロール軸15の内部には回転軸6と同軸上に内筒28が設けられている。この内筒28は、回転しないように固定されていると共に、長手方向に沿って吸気用配管29と排気用配管30とに分割されている。
【0050】
またロール型2の内部には、図3(a)に示すように吸気室31及び排気室32が隣接して設けられている。吸気室31及び排気室32は、それぞれ内筒28の吸気用配管29及び排気用配管30と連通しており、いずれも回転しないように固定されている。また吸気室31及び排気室32は、ロール型2の内面に沿うような円弧面33,34を有しており、この円弧面33,34には貫通穴(図示省略)が均一に多数設けられている。これらの貫通穴はそれぞれ吸気室31及び排気室32の内外に連通している。貫通穴の穴径は、特に限定されるものではないが、0.2〜2.0mmであることが好ましく、また貫通穴は1〜20mmピッチで格子状に設けられていることが好ましい。特に排気室32の貫通穴の穴径はロール型2の微細穴5の穴径よりも大きいことが好ましい。その理由は、排気室32の内部から貫通穴を通って外部に排気されるエアーの全部が、排気室32の円弧面34に対向する微細穴5からそのまま排気されないおそれがあり、一部のエアーが、排気室32の円弧面34とロール型2の内面とのクリアランスを通ってロール型2の内部を移動し、排気室32の円弧面34に対向しない微細穴5から排気されるおそれがあるからである。これを抑制するため、吸気室31の円弧面33の周囲、排気室32の円弧面34の周囲、吸気室31と排気室32との境界にはそれぞれロール型2の内面に弾接するように、シート状やブラシ状のシール材35が設けられている。なお、吸気室31及び排気室32の円弧面33,34とロール型2の内面とのクリアランスは、特に限定されるものではないが、0.5〜2.0mmであることが好ましい。
【0051】
また、図3(b)に示すように、ロール軸15の端面から延設された内筒28のうち吸気用配管29は、途中で複数に分岐及び合流して、真空ポンプ等の減圧ポンプ10に接続されている。分岐点から合流点までの吸気用配管29にはそれぞれストレーナ12が設けられ、各ストレーナ12の両側には交換用バルブ24が設けられている。そして、交換用バルブ24を開いた状態で減圧ポンプ10を作動させることによって、吸気室31を吸気状態(負圧状態)とすることができ、ロール型2の微細穴5及び吸気室31の貫通穴を通じて吸気することができるものであり、ロール成形中は常に吸気している。このときの負圧は既述の通りである。
【0052】
他方、ロール軸15の端面から延設された内筒28のうち排気用配管30は、加圧ポンプ11に接続されている。そして、加圧ポンプ11を作動させることによって、排気室32を排気状態(正圧状態)とすることができるものであり、ロール成形中は常に排気している。このときの正圧の強さは既述の通りである。
【0053】
次に、上記のロール成形装置を用いてグリーンシート3の表面に凹凸模様4を形成する方法について説明するが、グリーンシート3の作製に用いられる窯業系成形材料については既述の通りである。図3(a)に示すように長尺状に作製されたグリーンシート3を搬送装置(図示省略)を用いて長手方向に搬送しながら、ロール型2を回転させてグリーンシート3の表面を押圧することによって、この表面に凹凸模様4を連続的に形成することができる。このとき、ロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気した後に排気するようにしている。このような吸気及び排気は、ロール型2の外周面のうちグリーンシート3に接触している部分に相当する箇所に吸気室31及び排気室32の円弧面33,34が位置するように、あらかじめ吸気室31及び排気室32を固定しておくことによって行うことができる。このように、ロール型2が回転しても位置が変化しない吸気室31及び排気室32はそれぞれ常に吸気状態及び排気状態であるので、賦形及び離型をスムーズに行うことができるものである。さらに、吸気室31及び排気室32だけをそれぞれ吸気状態及び排気状態とすることができ、ロール型2の内部全体を吸気状態又は排気状態とする必要がなく、エネルギーの消費を低減することができるものである。
【0054】
そして、図3に示すロール成形装置によれば、図1及び図2に示すロール成形装置と同様に、ロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気すると、たとえグリーンシート3が非圧縮性の窯業系成形材料で作製されていたり、またロール型2の凹凸模様1が複雑であったりしても、窯業系成形材料をロール型2の凹凸模様1の凹凸に沿って強制的に流動させることができ、賦形性を向上させることができるものである。そして吸気した後に排気すると、たとえ窯業系成形材料がロール型2の凹凸模様1の凹部の奥深くに入り込んでいても、柄欠けや柄ボケを発生させることなく脱型することができ、離型性を向上させることができるものである。これにより成形タクトを短縮することができ、高い生産性を維持しつつ、凹凸模様1その他の生産条件の管理について制約を受けにくくすることができるものである。
【符号の説明】
【0055】
1 凹凸模様
2 ロール型
3 グリーンシート
4 凹凸模様
5 微細穴
6 回転軸
7 小室
8 配管接続部
9 配管
10 減圧ポンプ
11 加圧ポンプ
12 ストレーナ
13 カス受け部
【技術分野】
【0001】
本発明は、グリーンシートの表面に凹凸模様を形成するのに用いられるロール成形装置に関するものである。
【背景技術】
【0002】
従来、外装材等に用いられる無機質板は、まず窯業系成形材料を用いてグリーンシートを作製し、次にこのグリーンシートの表面にプレス成形装置を用いて凹凸模様を形成した後、これを養生硬化させることによって製造されている。
【0003】
しかし、通常、プレス成形装置による凹凸模様の成形は断続的に行われるので成形タクトが長くなり生産性が低くなるという問題がある。
【0004】
そこで、ロール型を備えて形成されたロール成形装置を用い、長尺状のグリーンシートを長手方向に搬送しながら、ロール型を回転させてグリーンシートの表面を押圧し、この表面に凹凸模様を連続的に形成することが行われている(例えば、特許文献1参照)。ところで、グリーンシートを作製するための窯業系成形材料には、ロール型の凹凸模様の凹凸に沿って主として材料が流動することにより凹凸模様を形成するもの、ロール型の凹凸模様の凹凸に沿って主として材料が圧縮変形することにより凹凸模様を形成するもの、ロール型の凹凸模様の凹凸に沿って材料の流動及び圧縮変形が併せて生じることにより凹凸模様を形成するものなど様々なものが考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−175807号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来のロール成形装置では、凹凸模様として凹部の深さが深く凹部の幅が狭いものを形成しようとすると、柄欠けや柄ボケが発生し、十分な賦形性が得られないという問題がある。この場合、グリーンシートの搬送速度やロール型の回転速度を遅くして成形時間を長く取れば、上記のような凹凸模様を形成することができる場合がある反面、ロール成形装置の利点である生産性が犠牲になる。そのため、従来のロール成形装置の使用は、凹部の深さが浅く凹部の幅が広い凹凸模様を形成する場合に限定されてしまう。
【0007】
また、従来のロール成形装置では、離型性を確保するためにロール型の外周面に離型剤を散布しているが、これだけでは十分な離型性が得られないという問題がある。すなわち、離型性は、ロール型の材質やその凹凸模様、グリーンシートの含水率等の性状、雰囲気温湿度等の条件にも左右され、その条件の管理が難しい。しかもこの場合、凹凸模様は、窯業系成形材料が残留しにくいシボ柄等の単純な模様に限定されてしまう。
【0008】
本発明は上記の点に鑑みてなされたものであり、高い生産性を維持しつつ、凹凸模様その他の生産条件の管理について制約を受けにくくして、賦形性及び離型性を向上させることができるロール成形装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明に係るロール成形装置は、外周面に凹凸模様を有するロール型を備えて形成され、前記ロール型を回転させてグリーンシートの表面を押圧することによって前記表面に凹凸模様を形成するようにしたロール成形装置において、前記ロール型が中空状に形成され、前記ロール型の外周面に前記ロール型の内外に連通する無数の微細穴が設けられていると共に、前記ロール型の外周面のうち前記グリーンシートに接触している部分の微細穴を通じて吸気した後に排気するように制御可能に形成されていることを特徴とするものである。
【0010】
前記ロール成形装置において、前記ロール型の回転軸を中心として放射状に前記ロール型の内部が複数の小室に区画されていると共に、各小室を個別に吸気状態又は排気状態とするように制御可能に形成されていることが好ましい。
【0011】
前記ロール成形装置において、前記ロール型の側面に前記小室毎に各小室の内外に連通する配管接続部が設けられ、前記各配管接続部が配管を介して減圧ポンプ又は加圧ポンプに接続されていることが好ましい。
【0012】
前記ロール成形装置において、前記配管接続部が前記ロール型の外周面に近接して設けられていると共に、前記配管にストレーナが設けられていることが好ましい。
【0013】
前記ロール成形装置において、前記グリーンシートに接触し始める小室を吸気状態とし、前記グリーンシートから離間し始める小室を排気状態とするように制御可能に形成されていることが好ましい。
【0014】
前記ロール成形装置において、前記グリーンシートから離間した後の小室をさらに強い排気状態とするように制御可能に形成されていると共に、前記小室に対向してカス受け部が設けられていることが好ましい。
【発明の効果】
【0015】
本発明によれば、ロール型の外周面のうちグリーンシートに接触している部分の微細穴を通じて吸気した後に排気することによって、賦形性及び離型性を向上させることができるものであり、これにより高い生産性を維持しつつ、凹凸模様その他の生産条件の管理について制約を受けにくくすることができるものである。
【図面の簡単な説明】
【0016】
【図1】本発明に係るロール成形装置の一例を示すものであり、(a)は概略側面図、(b)はロール型の概略斜視図である。
【図2】本発明に係るロール成形装置の一例の一部を示すものであり、(a)は概略正面図、(b)は(a)の一部を示す正面の概略断面図である。
【図3】本発明に係るロール成形装置の他の一例を示すものであり、(a)は側面の概略断面図、(b)は概略正面図(一部破断)である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態を説明する。
【0018】
図1は本発明に係るロール成形装置の一例を示すものであり、このロール成形装置は、円筒状のロール型2を備えて形成されている。ロール型2は、中空状に形成されていて、外周面に凹凸模様1を有している。この凹凸模様1は、後述するグリーンシート3に形成される凹凸模様4の凹凸が反転したものである。そしてロール型2の材質、特に外周面の材質は、金属、樹脂、硬質ゴムなど押圧時に変形しにくいものであればよく、特に限定されるものではない。凹凸模様1の種類も特に限定されるものではなく、例えば、凹部の深さが浅く凹部の幅が広いものだけではなく、凹部の深さが深く凹部の幅が狭いもの等も適宜選択することができる。このように、ロール型2の凹凸模様1の選択肢が増えることによって、付加価値の高い商品として無機質板を製造することができる。さらにロール型2の外周面には無数の微細穴5が均一に設けられており、これらの微細穴5はロール型2の内外に連通している。微細穴5の穴径は、特に限定されるものではないが、0.1〜1.0mmであることが好ましく、また微細穴5は1〜20mmピッチで格子状に設けられていることが好ましい。
【0019】
またロール型2の内部は、図1に示すようにロール型2の回転軸6を中心として隔壁14によって放射状に複数の小室7に均等に区画されている。図1に示すロール型2の小室7の数は16であるが、これに限定されるものではなく、ロール型2の直径、グリーンシート3の厚さ、後述する減圧ポンプ10や加圧ポンプ11の能力等により最適数に変更することができる。
【0020】
またロール型2の側面には、図1に示すように小室7毎に配管接続部8が設けられており、これらの配管接続部8は各小室7の内外に連通している。各配管接続部8は、図1に示すようにロール型2の側面においてロール型2の外周面に近接して設けられていることが好ましい。
【0021】
また各配管接続部8は、図2(a)に示すように配管9を介して減圧ポンプ10又は加圧ポンプ11に接続されている。以下では、各配管接続部8と減圧ポンプ10とを接続する配管9の経路を吸気経路といい、各配管接続部8と加圧ポンプ11とを接続する配管9の経路を排気経路という。なお、便宜上、図2では一部の配管接続部8に接続されている配管9のみを図示している。
【0022】
ここで、吸気経路及び排気経路について具体的に説明する。図2に示すようにロール型2の側面の中心から回転軸6と同軸上にロール軸15が延設され、ロール型2及びロール軸15が一体となって自由に回転できるようにロール軸15の端部がベアリング16で軸支されている。ロール軸15においてロール型2とベアリング16との間には負圧タンク17及び正圧タンク18が設けられている。負圧タンク17及び正圧タンク18はロール軸15に固定され、ロール軸15と共に回転できるようになっている。そして各配管接続部8から第一配管9aが延設され、途中で分岐して負圧タンク17及び正圧タンク18にそれぞれ接続されている。分岐点から負圧タンク17までの第一配管9aには吸気経路バルブ19が設けられ、分岐点から正圧タンク18までの第一配管9aには排気経路バルブ20が設けられている。
【0023】
以下では、吸気経路と排気経路とを分けて説明する。
【0024】
まず吸気経路について説明する。図2(b)に示すように負圧タンク17から第二配管9b(図2(a)では図示省略)が延設され、ロール軸15の端部に設けられた凹所21に接続されている。この凹所21は、ロール軸15の端面において開口し、ロール軸15の中心である回転軸6を含むようにロール軸15の長手方向に沿って形成されている。そしてこの凹所21の開口を塞ぐように負圧室22が設けられている。この負圧室22は、回転させずに固定するようにしているので、ロール軸15の端面と負圧室22とが接触する箇所にはシール材23を設けて密閉性を確保している。さらに図2(a)に示すように負圧室22から第三配管9cが延設され、途中で複数に分岐及び合流して、真空ポンプ等の減圧ポンプ10に接続されている。分岐点から合流点までの第三配管9cにはそれぞれストレーナ12が設けられ、各ストレーナ12の両側には交換用バルブ24が設けられている。
【0025】
次に排気経路について説明する。図2(b)に示すように正圧タンク18から第四配管9d(図2(a)では図示省略)が延設され、ロール軸15の端部に設けられた筒体25の一端に接続されている。この筒体25は、凹所21内においてロール軸15の中心である回転軸6を含むようにロール軸15の長手方向に沿って設けられている。そしてこの筒体25の他端は負圧室22の内部から外部に突出しており、筒体25の他端を塞ぐように正圧室26が設けられている。筒体25はロール軸15と共に回転するが、正圧室26は、負圧室22と同様に回転させずに固定するようにしているので、筒体25、負圧室22及び正圧室26が接触する箇所にはシール材27を設けて密閉性を確保している。さらに図2(a)に示すように正圧室26から第五配管9eが延設され、加圧ポンプ11に接続されている。
【0026】
そして、吸気経路バルブ19を開き、排気経路バルブ20を閉じ、交換用バルブ24を開いて、第一配管9a、負圧タンク17、第二配管9b、凹所21、負圧室22、第三配管9cを連通させ、この状態で減圧ポンプ10を作動させることによって、第一配管9aと接続されている小室7を吸気状態(負圧状態)とすることができる。このような小室7をグリーンシート3に接触させると、この小室7の微細穴5を通じてグリーンシート3を吸引することによって、この小室7に対応するロール型2の外周面にグリーンシート3を吸着させることができ、さらにこのグリーンシート3を構成する窯業系成形材料を上記のロール型2の凹凸模様1の凹凸に沿って強制的に流動や圧縮変形させることができるものである。このようにして賦形性を向上させることができる。このときの負圧の強さは特に限定されるものではないが、0.01〜0.099MPaであることが好ましい。
【0027】
また、吸気経路バルブ19を閉じ、排気経路バルブ20を開いて、第一配管9a、正圧タンク18、第四配管9d、筒体25、正圧室26、第五配管9eを連通させ、この状態で加圧ポンプ11を作動させることによって、第一配管9aと接続されている小室7を排気状態(正圧状態)とすることができる。このような小室7にグリーンシート3が接触していた場合、上記のように排気状態となった小室7の微細穴5を通じてエアーを吹き出すことによって、この小室7に対応するロール型2の外周面からグリーンシート3を脱型することができるものである。このようにして離型性を向上させることができる。このときの正圧の強さは特に限定されるものではないが、0.3〜0.6MPaであることが好ましい。
【0028】
また、吸気経路バルブ19及び排気経路バルブ20を閉じることによって、第一配管9aと接続されている小室7を常圧状態(大気圧状態)とすることができる。
【0029】
上記のようにして各小室7を個別に吸気状態、排気状態又は常圧状態とするようにコンピュータ等の制御装置(図示省略)を用いて制御可能にロール成形装置を形成することが好ましい。
【0030】
次に上記のようなロール成形装置を用いて凹凸模様4を形成するのに適したグリーンシート3について説明する。
【0031】
まずグリーンシート3の作製に用いられる窯業系成形材料について説明する。窯業系成形材料は、水硬性材料、油性物質、軽量骨材及び水を含有するものが好ましい。
【0032】
水硬性材料としては、ポルトランドセメント、フライアッシュセメント、高炉セメント、アルミナセメント、ハイアルミナセメント、シリカフュームセメント等のセメントや、高炉スラグ等を用いることができる。このような水硬性材料は1種のみを用いたり、複数種を混合して用いたりすることができる。
【0033】
油性物質は、水と共に逆エマルション(W/Oエマルション)を形成する。油性物質としては、通常は疎水性の液状物質が用いられる。油性物質の具体例としては、トルエン、キシレン、灯油、スチレン、ジビニルベンゼン、メチルメタクリレート、トリメチロールプロパントリメタクリレート、不飽和ポリエステル樹脂等が挙げられる。このような油性物質は1種のみを用いたり、複数種を混合して用いたりすることができる。油性物質の含有量は、窯業系成形材料の全量に対して5〜10体積%であることが好ましい。
【0034】
軽量骨材としては、非球状の無機骨材、球状の無機骨材、球状の有機骨材及びこれら以外のものを用いることができる。
【0035】
非球状の無機骨材としては、パーライト等を用いることができる。非球状の無機骨材の真球度は0.80以下であることが好ましい。なお、真球度は、粒子の顕微鏡撮影画像に基づいて得られる、粒子の投影断面の面積及びこの断面の周囲長に基づき、〔粒子投影断面の面積と同じ面積の真円の円周長〕/〔粒子投影断面の周囲長の測定値〕の式で算出される値であるが、任意の50個の粒子についてそれぞれ算出された値の平均値とする。
【0036】
球状の無機骨材としては、フライアッシュバルーン等を用いることができる。球状の無機骨材の真球度は0.95以上であることが好ましい。
【0037】
球状の有機骨材としては、中空な樹脂製の粒子等を用いることができる。具体例としては、フェノール樹脂マイクロバルーン、塩化ビニリデン樹脂マイクロバルーン、ユリア樹脂マイクロバルーン等の有機系マイクロバルーンが挙げられる。球状の有機骨材の真球度は0.97以上であることが好ましい。
【0038】
軽量骨材の含有量は、軽量骨材の密度等に応じて、窯業系成形材料から得られる無機質板の十分な軽量化が可能なように適宜調整される。非球状又は球状の無機骨材を含有する窯業系成形材料については、水硬性材料100質量部に対して非球状又は球状の無機骨材は5〜80質量部であることが好ましい。また、球状の有機骨材を含有する窯業系成形材料については、水硬性材料100質量部に対して球状の有機骨材は0.1〜1.3質量部であることが好ましい。
【0039】
窯業系成形材料は、安定な逆エマルション構造の形成に貢献する乳化剤をさらに含有することが好ましい。乳化剤の具体例としては、ソルビタンセスキオール、グリセロールモノステアレート、ソルビタンモノオレート、ジエチレングリコールモノステアレート、ソルビタンモノステアレート、ジグリセロールモノオレート等の非イオン界面活性剤、各種アニオン系界面活性剤、カチオン系界面活性剤等が挙げられる。乳化剤の含有量は、窯業系成形材料の全量に対して1〜3体積%であることが好ましい。
【0040】
窯業系成形材料には、各種の補強材や添加剤が含有されていてもよい。補強材の具体例としては、砂利、ガラス粉、アルミナシリケート等の骨材、ポリプロピレン繊維、アクリル繊維、ビニロン繊維、アラミド繊維等の合成繊維や、炭素繊維、ガラス繊維、パルプ等の補強繊維が挙げられる。
【0041】
窯業系成形材料の含水率は、窯業系成形材料中の固形分量に対して、例えば25〜60質量%である。
【0042】
窯業系成形材料の具体的な調製方法の一例を示す。まず、乳化剤(例えばヤシ油やオレイン酸系乳化剤等)、スチレンモノマー、水、トリメチロールプロパントリメタクリレート等の架橋剤、t−ヘキシルパーオキシ−2−エチルヘキサルエート等の重合開始剤を混合することによって、逆エマルション混合物を調製する。次に、逆エマルション混合物、水硬性材料、軽量骨材及び補強繊維を混合し、含水量を調整することによって、窯業系成形材料を調製することができる。逆エマルション混合物とその他の成分とは、例えば強制攪拌機や連続混合機等を用いて混合することができる。
【0043】
そして、上記のようにして調製した窯業系成形材料を押出機を用いてシート状に押出成形することによって、グリーンシート3を作製することができる。
【0044】
次に、上記のロール成形装置を用いてグリーンシート3の表面に凹凸模様4を形成する方法について説明する。図1(a)に示すように長尺状に作製されたグリーンシート3を搬送装置(図示省略)を用いて長手方向に搬送しながら、ロール型2を回転させてグリーンシート3の表面を押圧することによって、この表面に凹凸模様4を連続的に形成することができる。このとき、ロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気した後に排気するようにしている。図1(a)では、このように制御可能に形成されたロール成形装置のロール型2の複数の小室7のうち、吸気状態となっている小室7の配管接続部8を黒く塗りつぶし、排気状態となっている小室7の配管接続部8には斜線を施している。その他の小室7は常圧状態となっている。すなわち、ロール成形装置は、グリーンシート3に接触し始める小室7を吸気状態とし、グリーンシート3から離間し始める小室7を排気状態とし、グリーンシート3から離間し終えた小室7を常圧状態とするように制御可能に形成されていることが好ましい。このように、グリーンシート3に接触し始めてからグリーンシート3から離間し終えるまでの小室7を吸気状態から排気状態に切り替えることによって、賦形及び離型をスムーズに行うことができるものである。さらに、ロール型2の内部は複数の小室7に区画されているので、所望の小室7だけ吸気状態又は排気状態とすることができ、ロール型2の内部全体を吸気状態又は排気状態とする必要がなく、エネルギーの消費を低減することができるものである。
【0045】
そして、図1及び図2に示すロール成形装置によれば、ロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気すると、たとえロール型2の凹凸模様1が複雑なものであっても、窯業系成形材料をロール型2の凹凸模様1の凹凸に沿って強制的に流動や圧縮変形させることができ、賦形性を向上させることができるものである。そして吸気した後に排気すると、たとえ窯業系成形材料がロール型2の凹凸模様1の凹部の奥深くに入り込んでいても、柄欠けや柄ボケを発生させることなく脱型することができ、離型性を向上させることができるものである。これにより成形タクトを短縮することができ、高い生産性を維持しつつ、凹凸模様1その他の生産条件の管理について制約を受けにくくすることができるものである。
【0046】
ところで、図1(a)に示すようにロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気すると、グリーンシート3のカスが微細穴5から小室7内に入り込んで溜まるおそれがある。このような場合、図1に示すように配管接続部8がロール型2の外周面に近接して設けられていると、小室7内に入り込んだカスを直ちに配管接続部8に誘導することができ、そのままこの配管接続部8から第一配管9a内に排出することができるものである。そして、このカスは、図2に示す吸気経路を通って、第三配管9cのストレーナ12で捕捉することができるものである。ある程度カスがストレーナ12で捕捉されたら、このストレーナ12の両側の交換用バルブ24を閉じてストレーナ12を取り外し、新しいストレーナ12又はカスを洗い落としたストレーナ12に交換した後、再度交換用バルブ24を開くようにすればよい。図2(a)に示すように第三配管9cが分岐していると、減圧ポンプ10を停止させずにロール成形を継続して行いながら、ストレーナ12を1つずつ交換することができる。
【0047】
また、グリーンシート3のカスが微細穴5に詰まるおそれもある。これを抑制するためには、図1(a)に示すようにグリーンシート3から離間した後の小室7に対向してカス受け部13を設けておき、上記の小室7を通常の排気状態よりもさらに強い排気状態とすればよい。このように制御可能に形成されたロール成形装置であれば、微細穴5が詰まるのを抑制することができると共に、微細穴5に詰まっていたカスを高圧のエアーで吹き飛ばしてカス受け部13で捕捉し、カスが成形後のグリーンシート3上に付着するのを抑制することができるものである。なお、この場合の正圧の強さは特に限定されるものではないが、0.3〜0.6MPaであることが好ましい。
【0048】
図3は本発明に係るロール成形装置の他の一例を示すものであり、このロール成形装置も、円筒状のロール型2を備えて形成されている。ロール型2は、中空状に形成されていて、外周面に凹凸模様1を有している。さらにロール型2の外周面には無数の微細穴5が均一に設けられており、これらの微細穴5はロール型2の内外に連通している。なお、ロール型2の材質、凹凸模様1の種類、微細穴5の穴径等については既述の通りである。
【0049】
また、図3(b)に示すようにロール型2の側面の中心から回転軸6と同軸上にロール軸15が延設され、ロール型2及びロール軸15が一体となって自由に回転できるようにロール軸15の端部がベアリング16で軸支されている。また、ロール軸15の内部には回転軸6と同軸上に内筒28が設けられている。この内筒28は、回転しないように固定されていると共に、長手方向に沿って吸気用配管29と排気用配管30とに分割されている。
【0050】
またロール型2の内部には、図3(a)に示すように吸気室31及び排気室32が隣接して設けられている。吸気室31及び排気室32は、それぞれ内筒28の吸気用配管29及び排気用配管30と連通しており、いずれも回転しないように固定されている。また吸気室31及び排気室32は、ロール型2の内面に沿うような円弧面33,34を有しており、この円弧面33,34には貫通穴(図示省略)が均一に多数設けられている。これらの貫通穴はそれぞれ吸気室31及び排気室32の内外に連通している。貫通穴の穴径は、特に限定されるものではないが、0.2〜2.0mmであることが好ましく、また貫通穴は1〜20mmピッチで格子状に設けられていることが好ましい。特に排気室32の貫通穴の穴径はロール型2の微細穴5の穴径よりも大きいことが好ましい。その理由は、排気室32の内部から貫通穴を通って外部に排気されるエアーの全部が、排気室32の円弧面34に対向する微細穴5からそのまま排気されないおそれがあり、一部のエアーが、排気室32の円弧面34とロール型2の内面とのクリアランスを通ってロール型2の内部を移動し、排気室32の円弧面34に対向しない微細穴5から排気されるおそれがあるからである。これを抑制するため、吸気室31の円弧面33の周囲、排気室32の円弧面34の周囲、吸気室31と排気室32との境界にはそれぞれロール型2の内面に弾接するように、シート状やブラシ状のシール材35が設けられている。なお、吸気室31及び排気室32の円弧面33,34とロール型2の内面とのクリアランスは、特に限定されるものではないが、0.5〜2.0mmであることが好ましい。
【0051】
また、図3(b)に示すように、ロール軸15の端面から延設された内筒28のうち吸気用配管29は、途中で複数に分岐及び合流して、真空ポンプ等の減圧ポンプ10に接続されている。分岐点から合流点までの吸気用配管29にはそれぞれストレーナ12が設けられ、各ストレーナ12の両側には交換用バルブ24が設けられている。そして、交換用バルブ24を開いた状態で減圧ポンプ10を作動させることによって、吸気室31を吸気状態(負圧状態)とすることができ、ロール型2の微細穴5及び吸気室31の貫通穴を通じて吸気することができるものであり、ロール成形中は常に吸気している。このときの負圧は既述の通りである。
【0052】
他方、ロール軸15の端面から延設された内筒28のうち排気用配管30は、加圧ポンプ11に接続されている。そして、加圧ポンプ11を作動させることによって、排気室32を排気状態(正圧状態)とすることができるものであり、ロール成形中は常に排気している。このときの正圧の強さは既述の通りである。
【0053】
次に、上記のロール成形装置を用いてグリーンシート3の表面に凹凸模様4を形成する方法について説明するが、グリーンシート3の作製に用いられる窯業系成形材料については既述の通りである。図3(a)に示すように長尺状に作製されたグリーンシート3を搬送装置(図示省略)を用いて長手方向に搬送しながら、ロール型2を回転させてグリーンシート3の表面を押圧することによって、この表面に凹凸模様4を連続的に形成することができる。このとき、ロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気した後に排気するようにしている。このような吸気及び排気は、ロール型2の外周面のうちグリーンシート3に接触している部分に相当する箇所に吸気室31及び排気室32の円弧面33,34が位置するように、あらかじめ吸気室31及び排気室32を固定しておくことによって行うことができる。このように、ロール型2が回転しても位置が変化しない吸気室31及び排気室32はそれぞれ常に吸気状態及び排気状態であるので、賦形及び離型をスムーズに行うことができるものである。さらに、吸気室31及び排気室32だけをそれぞれ吸気状態及び排気状態とすることができ、ロール型2の内部全体を吸気状態又は排気状態とする必要がなく、エネルギーの消費を低減することができるものである。
【0054】
そして、図3に示すロール成形装置によれば、図1及び図2に示すロール成形装置と同様に、ロール型2の外周面のうちグリーンシート3に接触している部分の微細穴5を通じて吸気すると、たとえグリーンシート3が非圧縮性の窯業系成形材料で作製されていたり、またロール型2の凹凸模様1が複雑であったりしても、窯業系成形材料をロール型2の凹凸模様1の凹凸に沿って強制的に流動させることができ、賦形性を向上させることができるものである。そして吸気した後に排気すると、たとえ窯業系成形材料がロール型2の凹凸模様1の凹部の奥深くに入り込んでいても、柄欠けや柄ボケを発生させることなく脱型することができ、離型性を向上させることができるものである。これにより成形タクトを短縮することができ、高い生産性を維持しつつ、凹凸模様1その他の生産条件の管理について制約を受けにくくすることができるものである。
【符号の説明】
【0055】
1 凹凸模様
2 ロール型
3 グリーンシート
4 凹凸模様
5 微細穴
6 回転軸
7 小室
8 配管接続部
9 配管
10 減圧ポンプ
11 加圧ポンプ
12 ストレーナ
13 カス受け部
【特許請求の範囲】
【請求項1】
外周面に凹凸模様を有するロール型を備えて形成され、前記ロール型を回転させてグリーンシートの表面を押圧することによって前記表面に凹凸模様を形成するようにしたロール成形装置において、前記ロール型が中空状に形成され、前記ロール型の外周面に前記ロール型の内外に連通する無数の微細穴が設けられていると共に、前記ロール型の外周面のうち前記グリーンシートに接触している部分の微細穴を通じて吸気した後に排気するように制御可能に形成されていることを特徴とするロール成形装置。
【請求項2】
前記ロール型の回転軸を中心として放射状に前記ロール型の内部が複数の小室に区画されていると共に、各小室を個別に吸気状態又は排気状態とするように制御可能に形成されていることを特徴とする請求項1に記載のロール成形装置。
【請求項3】
前記ロール型の側面に前記小室毎に各小室の内外に連通する配管接続部が設けられ、前記配管接続部が配管を介して減圧ポンプ又は加圧ポンプに接続されていることを特徴とする請求項2に記載のロール成形装置。
【請求項4】
前記配管接続部が前記ロール型の外周面に近接して設けられていると共に、前記配管にストレーナが設けられていることを特徴とする請求項3に記載のロール成形装置。
【請求項5】
前記グリーンシートに接触し始める小室を吸気状態とし、前記グリーンシートから離間し始める小室を排気状態とするように制御可能に形成されていることを特徴とする請求項2乃至4のいずれか1項に記載のロール成形装置。
【請求項6】
前記グリーンシートから離間した後の小室をさらに強い排気状態とするように制御可能に形成されていると共に、前記小室に対向してカス受け部が設けられていることを特徴とする請求項1乃至5のいずれか1項に記載のロール成形装置。
【請求項1】
外周面に凹凸模様を有するロール型を備えて形成され、前記ロール型を回転させてグリーンシートの表面を押圧することによって前記表面に凹凸模様を形成するようにしたロール成形装置において、前記ロール型が中空状に形成され、前記ロール型の外周面に前記ロール型の内外に連通する無数の微細穴が設けられていると共に、前記ロール型の外周面のうち前記グリーンシートに接触している部分の微細穴を通じて吸気した後に排気するように制御可能に形成されていることを特徴とするロール成形装置。
【請求項2】
前記ロール型の回転軸を中心として放射状に前記ロール型の内部が複数の小室に区画されていると共に、各小室を個別に吸気状態又は排気状態とするように制御可能に形成されていることを特徴とする請求項1に記載のロール成形装置。
【請求項3】
前記ロール型の側面に前記小室毎に各小室の内外に連通する配管接続部が設けられ、前記配管接続部が配管を介して減圧ポンプ又は加圧ポンプに接続されていることを特徴とする請求項2に記載のロール成形装置。
【請求項4】
前記配管接続部が前記ロール型の外周面に近接して設けられていると共に、前記配管にストレーナが設けられていることを特徴とする請求項3に記載のロール成形装置。
【請求項5】
前記グリーンシートに接触し始める小室を吸気状態とし、前記グリーンシートから離間し始める小室を排気状態とするように制御可能に形成されていることを特徴とする請求項2乃至4のいずれか1項に記載のロール成形装置。
【請求項6】
前記グリーンシートから離間した後の小室をさらに強い排気状態とするように制御可能に形成されていると共に、前記小室に対向してカス受け部が設けられていることを特徴とする請求項1乃至5のいずれか1項に記載のロール成形装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−116117(P2012−116117A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−268496(P2010−268496)
【出願日】平成22年12月1日(2010.12.1)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年12月1日(2010.12.1)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
[ Back to top ]