
ロール組立体のフィルム包装装置およびフィルム包装方法
【課題】ロール組立体の包装を能率よく行え、かつチリやゴミの混入を防止できるフィルム包装装置およびフィルム包装方法を提供する。
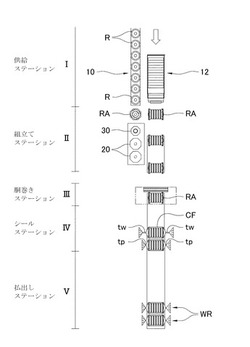
【解決手段】巻取ロールRを個別に順次、コンベヤ10で搬送する供給ステーションIと、中芯1に巻取ロールを複数個挿入し、かつ複数個の巻取ロールRの両端を保護する保護シート2a,2bと、複数個の巻取ロールの間に挿入されるスペーサー3とを挿入してロール組立体RAに組立てる組立てステーションIIと、ロール組立体RAの外周をフィルムで筒状に包み込み包装用の筒状フィルム体CFを形成する胴巻きステーションIIIと、筒状フィルム体CFの両端部をねじり、テープ止めして包装済みロール製品WRを作るシールステーションIVと、包装済みロール製品WRを払い出す払い出しステーションVとからなる。上記順次工程を進めることで自動的にロール組立体RAを包装できるので、人手をかけることなく、防じん処置が行える。
【解決手段】巻取ロールRを個別に順次、コンベヤ10で搬送する供給ステーションIと、中芯1に巻取ロールを複数個挿入し、かつ複数個の巻取ロールRの両端を保護する保護シート2a,2bと、複数個の巻取ロールの間に挿入されるスペーサー3とを挿入してロール組立体RAに組立てる組立てステーションIIと、ロール組立体RAの外周をフィルムで筒状に包み込み包装用の筒状フィルム体CFを形成する胴巻きステーションIIIと、筒状フィルム体CFの両端部をねじり、テープ止めして包装済みロール製品WRを作るシールステーションIVと、包装済みロール製品WRを払い出す払い出しステーションVとからなる。上記順次工程を進めることで自動的にロール組立体RAを包装できるので、人手をかけることなく、防じん処置が行える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ロール組立体のフィルム包装装置およびフィルム包装方法に関する。さらに詳しくは、中芯に巻取ロールを複数個挿入して1セットに組付けたロール組立体を防じん等を目的としてフィルム包装するフィルム包装装置およびフィルム包装方法に関する。
【背景技術】
【0002】
帯状のフィルムを工業的に使用する際、巻取ロールに巻き取っておくと、後工程で連続的に繰り出せるので量産工程で非常に便利である。この帯状フィルムが半製品として後工程に搬送され、あるいは別工場に輸送され、そこで完成品に組込まれる際に、チリやゴミの混入が完成品の品質を左右する場合は、半製品としての巻取ロールをフィルム包装して、チリやゴミの混入の防止する必要がある。
【0003】
このフィルム包装に際しては、輸送効率や包装工程を効率化するため、巻取ロールの複数個を同じ中芯に挿入して一つのロール組立体とし、このロール組立体を防じん性を有するフィルムで包装するようにしていた。このようなフィルム包装技術に関する従来例としては、つぎの特許文献1,2が挙げられる。
【0004】
特許文献1には、両端面(円形面)に製品巻き直径よりも大きい円形保護板を配したロール組立体を、軸心方向が鉛直となるようにしてパレット上に複数個同心状に積み重ねた後、その外周全体にストレッチフィルムを巻き付け、これと一体に被覆、包装する方法が記載されている。しかし、ロール組立体にストレッチフィルムを巻き付けるための包装装置は開示していない。
特許文献2には、テープを円筒状のコア材に巻回してなる複数個のロールに、中芯を通して1本のロール組立体とし、このロール組立体の外周を遮光性シートで覆う包装方法が記載されている。しかし、この特許文献2も、ロール組立体を遮光性シートで覆う包装装置は開示していない。
【0005】
以上のように、従来は、適当な包装装置が無かったため、中芯に複数個の巻取ロールを組付ける作業も手作業で行い、組付けられたロール組立体をフィルム包装する作業も手作業で行うしかなかった。
しかし、これらの方法は非常に効率が悪く、しかも作業者の頭髪や衣服に付着していたチリ等を混入させる危険を内包するものであった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−255107号公報
【特許文献2】特開2005−186971号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記事情に鑑み、ロール組立体の包装を能率よく行え、かつチリやゴミの混入を防止できるフィルム包装装置およびフィルム包装方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
第1発明のフィルム包装装置は、巻取ロールを個別に順次、コンベヤで搬送する供給ステーションと、中芯に前記巻取ロールを複数個挿入し、かつ該複数個の巻取ロールの両端を保護する保護シートと、前記複数個の巻取ロールの間に挿入されるスペーサーとを挿入してロール組立体に組立てる組立てステーションと、前記ロール組立体の外周をフィルムで筒状に包み込み包装用の筒状フィルム体を形成する胴巻きステーションと、前記筒状フィルム体の両端部をシールして包装済みロール製品を作るシールステーションと、前記包装済みロール製品を払い出す払い出しステーションとからなることを特徴とする。
第2発明のフィルム包装装置は、第1発明において、前記組立てステーションは、前記中芯を貯えておき、中芯を1本づつ送り出す中芯ストッカーと、前記保護シートを貯えておく保護シートストッカーと、前記スペーサーを貯えておくスペーサーストッカーとを付設しており、前記中芯ストッカーから送り出された中芯を保持し、該中芯を立てておく中芯支持機構と、立てられた状態の中芯に、前記供給ステーションの末端に送られてきた前記巻取ロールと、前記保護シートストッカーの保護シートと前記スペーサーストッカーのスペーサーを個別に保持して挿入していくハンド機構と、組立てられたロール組立体を前記胴巻きステーションに送り込む送り出し機構とを備えていることを特徴とする。
第3発明のフィルム包装装置は、第1発明において、前記胴巻きステーションは、原反ロールから包装フィルムを繰り出し展張する展張機構と、展張された状態の包装フィルムにロール組立体を押し込み、前記ロール組立体の外周を円筒状に近い状態に包ませる押込み機構と、前記円筒状に近い状態の包装フィルムを完全な円筒形になるように閉じ合わせる閉じ合せ機構と、前記包装フィルムの閉じ合わされた部分の近傍をヒートシールし、更にその近傍でカットして筒状フィルム体に形成するシールカット機構とを備えていることを特徴とする。
第4発明のフィルム包装装置は、第1発明において、前記シールステーションは、前記ロール組立体の外周に形成されている筒状フィルム体の両端部を把持してねじりを加えるねじり機構と、ねじられた前記両端部に接着テープを貼ってねじりが戻らないように固定するテープ貼り機構とからなることを特徴とする。
第5発明のフィルム包装方法は、巻取ロールを個別に順次、コンベヤで搬送する供給工程と、中芯に前記巻取ロールを複数個挿入し、かつ該複数個の巻取ロールの両端を保護する保護シートと、前記複数個の巻取ロールの間に挿入されるスペーサーとを挿入してロール組立体に組立てる組立て工程と、前記ロール組立体の外周をフィルムで筒状に包み込み包装用の筒状フィルム体を形成する胴巻き工程と、前記筒状フィルム体の両端部をシールして包装済みロール製品を作るシール工程と、前記包装済みロール製品を払い出す払い出し工程とからなることを特徴とする。
【発明の効果】
【0009】
第1発明によれば、供給ステーションで巻取ロールを順次送り込んでおけば、組立てステーションで中芯に巻取ロールを複数個とスペーサーと保護シートを組付けてロール組立体にすることができ、胴巻きステーションでロール組立体の外周を包装フィルムで筒状に包む筒状フィルム体を形成でき、シールステーションで筒状フィルム体の両端部をシールして包装済みロール製品を作り、払い出しステーションで包装済み製品を順次払い出せる。このように順次工程を進めることで自動的にロール組立体を包装できるので、人手をかけることなく、防じん処置が行える。
第2発明によれば、中芯支持機構が中芯ストッカーから送り出された中芯を保持して立てておくと、これにハンド機構が保護シートを挿入し、ついて巻取ロールとスペーサーを交互に挿入し、最後の保護シートを挿入することにより、個々の巻取ロールを傷めないようにセットとして組付けることができる。そして、送り出し機構により次工程の胴巻きステーションにロール組立体を送ることができる。このため、複数個の巻取ロールをセットとして包装する準備が自動的に行えるので、包装工程全体の能率が高くなる。
第3発明によれば、包装フィルムを展張機構で展張しておき、その状態の包装フィルムにロール組立体を押し込み機構で押し込めばロール組立体の外周を円筒状に近い状態に胴巻きできる。つぎに、閉じ合せ機構で包装フィルムを円筒形に閉じ合わせると、シールカット機構で閉じ合せ部分の近傍をヒートシールしてカットする。このような工程を順次経ることで包装フィルムは筒状フィルム体となってロール組立体の胴部外周面を包み込むまで工程を自動的に進めることができる。
第4発明によれば、ねじり機構で筒状フィルム体の両端部をねじれば内部のロール組立体を密封でき、そのうえでねじり部にテープ貼り機構でテープを貼れば、ねじりが戻らないように確実に固定できるので、包装フィルムによるロール組立体の密封が完全となる。このようにして得られた包装済みロール製品は外部環境からの保護が充分で、巻取ロールへのチリやゴミの混入を良く防止しうる。
第5発明によれば、供給工程で巻取ロールを順次送り込んでおけば、組立て工程で中芯に巻取ロールを複数個とスペーサーと保護シートを組付けてロール組立体にすることができ、胴巻き工程でロール組立体の外周を包装フィルムで筒状に包む筒状フィルム体を形成でき、シール工程で筒状フィルム体の両端部をシールして包装済みロール製品を作り、払い出し工程で包装済み製品を順次払い出せる。このように順次工程を進めることで自動的にロール組立体を包装できるので、人手をかけることなく、防じん処置が行える。
【図面の簡単な説明】
【0010】
【図1】本発明のフィルム包装装置の基本構成を示す説明図である。
【図2】本発明のフィルム包装方法における前半工程の工程図である。
【図3】本発明のフィルム包装方法における後半工程の工程図である。
【図4】本発明の一実施形態に係るフィルム包装装置の平面図である。
【図5】図4の組立てステーションIIにおける中芯ストッカー12と送り出し機構60の側面図である。
【図6】図4の組立てステーションIIにおける中芯支持機構40とハンド機構50の側面図である。
【図7】図4の胴巻きステーションIIIにおける展張機構70と押し込み機構80を示す側面図である。
【図8】図4のシールステーションIVにおけるシールカット機構90の動作説明図である。
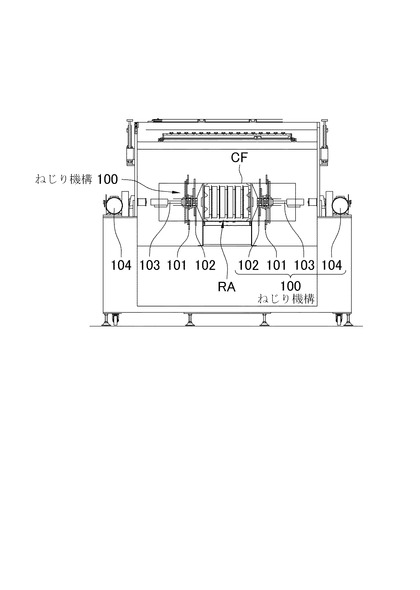
【図9】図4のシールステーションIVにおけるねじり機構100の正面図である。
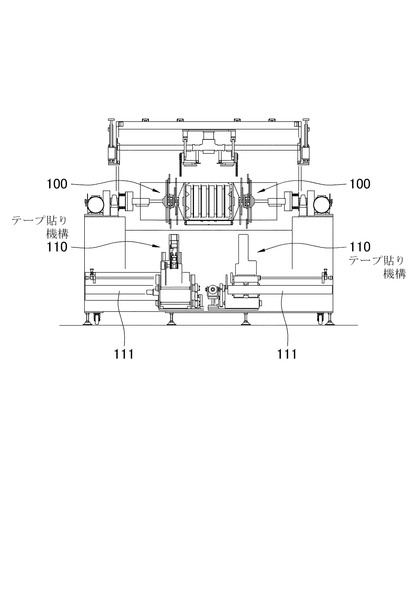
【図10】図4のシールステーションIVにおけるテープ貼り機構110の正面図である。
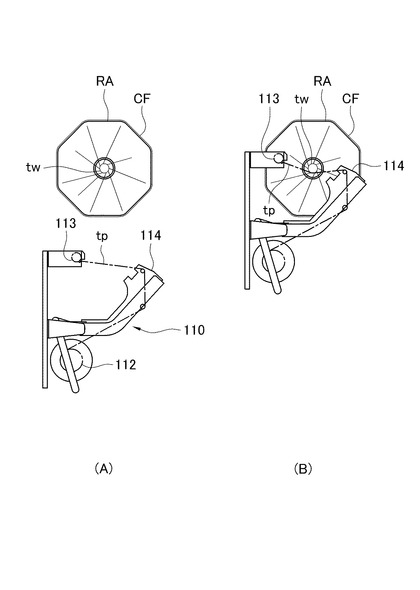
【図11】テープ貼り機構110によるテープ貼り作業(A)、(B)の説明図である。
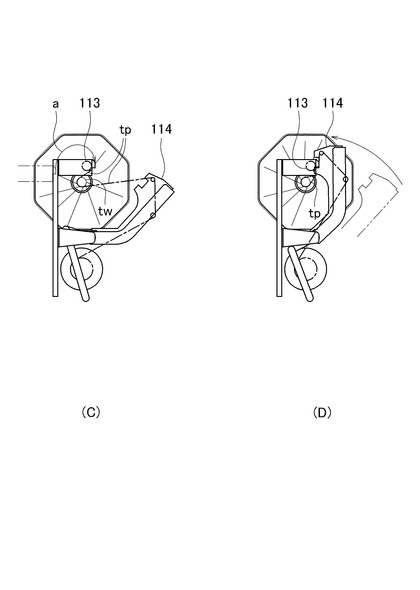
【図12】テープ貼り機構110によるテープ貼り作業(C)、(D)の説明図である。
【発明を実施するための形態】
【0011】
つぎに、本発明の実施形態を図面に基づき説明する。
以下に示す巻取ロールRは、電池のセパレータなどに用いられる帯状のフィルムを巻芯のまわりに巻回したものであるが、これに限られることなく種々の巻取ロールに本発明を適用することができる。
【0012】
まず、図1および図2〜3に基づき、本発明の包装装置の基本構成と包装方法の基本手順を説明する。
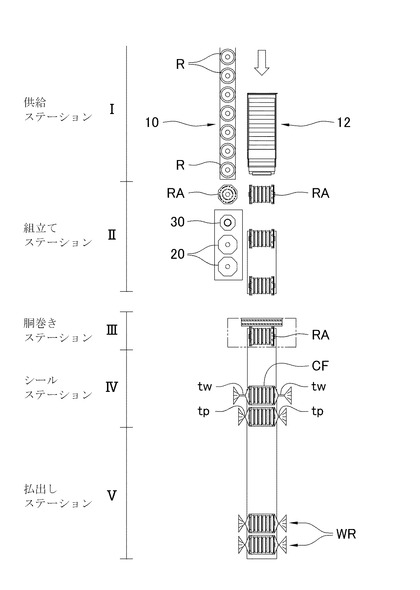
図1の符号Iは供給ステーションを示し、図2の符号Imは供給工程を示している。供給ステーションIはコンベヤ10で構成されており、巻取ロールRを1個づつ順次にコンベヤ10の末端まで搬送し、組立てステーションIIに巻取ロールRを供給する供給工程Imを実行する。
【0013】
図1の符号IIは組立てステーションを示し、図2の符号IImは組立て工程を示している。組立てステーションIIには、中芯ストッカー12と保護シートストッカー20とスペーサーストッカー30が付設されている。この組立てステーションIIでは、中芯1の一端に保護シート2a、巻取ロールRとスペーサー3を交互に数個、そして他端にもう一つの保護シート2bを挿入してロール組立体RAに組立てる組立て工程IImが実行される。
【0014】
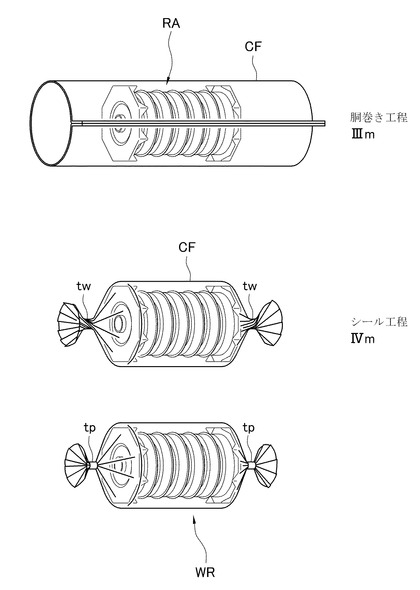
図1の符号IIIは胴巻きステーションを示し、図3の符号IIImは胴巻き工程を示している。胴巻きステーションIIIではロール組立体RAの外周を包装フィルムで筒状に包み込む胴巻き工程IIImが実行される。この工程でロール組立体RAの胴部外周面は包装フィルムで円筒状に巻かれ、かつ円筒状になった包装フィルムの長手方向はシールされて、両端のみ開放されている筒状フィルム体CFに形成される。
【0015】
図1の符号IVはシールステーションを示し、図3の符号IVmはシール工程を示している。シールステーションIVでは、筒状フィルムCFの両端をねじってねじり部twを作り、さらにテープtpを貼って、ねじりを固定するシール工程IVmが実行される。
図1の符号Vは払い出しステーションを示しており、公知のコンベヤで構成されている。このコンベヤで、包装を完了した包装済みロール製品WRが払い出される。
【0016】
本発明の包装装置および包装方法によれば、上記の手順で巻取ロールRをロール組立体RAに組立て、ついでこれを包装フィルムで密封して包装済みロール製品WRにするフィルム包装作業が自動的に行える。
【0017】
つぎに、本発明の一実施形態に係るフィルム包装装置Zを詳細に説明する。
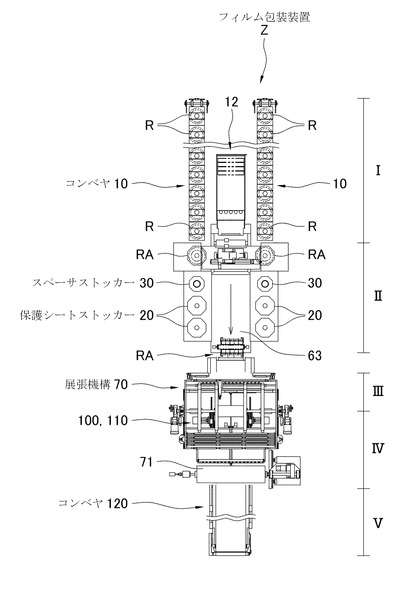
図4に示すように、本実施形態のフィルム包装装置Zは、2本のコンベヤ10を並列に設置し、2本のコンベヤで供給ステーションIを構成している。このように供給ラインを2本にすると能率が向上するが、このことは本発明の必須要件ではなく、1本でもよく、さらに3本以上のコンベヤで供給ステーションIを構成してもよい。
コンベヤ10は、巻取ロールRを個別に順次に搬送することができればよく、搬送板式やベルト式、ローラ式などどのような構成のものを用いてもよい。
【0018】
組立てステーションIIに付設される中芯ストッカー12は、図4に示すように、2本のコンベヤ10,10の間に設置されている。
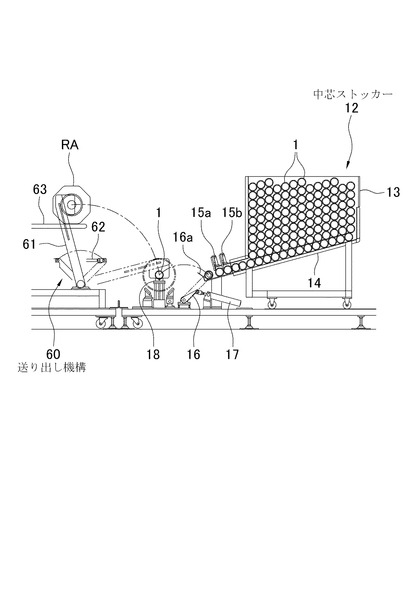
この中芯ストッカー12は、図5に示すように、箱形の収納部13の底に斜めに傾斜したシュート14を設け、シュート14の先端に2個の可動ストッパ15a,15bを直列に並べて取付けたものである。収納部13内には多数の中芯1が収納されており、何本かの中芯1は並列に揃えられた状態でシュート14を降りてくる。そして、2個の可動ストッパ15a,15bを交互に上げ下げすると、中芯1を1本づつ切り出すことができる。なお、中芯1を貯蔵しておき、1本づつ切り出すことができるなら、図示以外の構造の中芯ストッカーを用いてもよい。
【0019】
前記シュート14の先端近傍の床には受渡しレバー16がエアシリンダ17で揺動するように取付けられており、この受渡しレバー16の受け部16aに1本の中芯1をのせ、図中左方に移動させると組台18上に中芯1をのせ替えることができる。この組台18には図示しないプッシュ機構が設けられており、このプッシュ機構により後述する中芯支持機構40に中芯1を装着できるようになっている。
【0020】
図4には組立てステーションIIに付設される保護シートストッカー20とスペーサーストッカー30が示されている。各ストッカー20,30ともコンベヤ10に対応させて2列づつ設けられている。なお、コンベヤ10を3列以上設けた場合は、これに対応させて、各ストッカー20,30の配置数を増やすとよい。
【0021】
図6に示すように、保護シートストッカー20は2個20A,20Bが対となっており、一方のストッカー20Aは組立て時に下側となる保護シート2a用(図2参照)であり、他方のストッカー20Bは組立て時に上側となる保護シート2b用(図2参照)である。いずれのストッカー20A,20Bも、支持棒21を立てておき、これに多数枚の保護シート2a,2bを挿入している。なお、ストッカー20A,20Bには、後述するハンド機構で保護シート2a,2bを保持しやすくするよう、保有枚数の減少につれて支持棒21の上端まで保護シート2a,2bを上昇させ、保有枚数が増えると下降させる昇降機構を付設しておくとよい。
本発明における保護シートストッカー20は、保護シート2a,2bを貯蔵し取り出すことができればよく、そのような機能を果すことができるなら、図示以外の構造を用いてもよい。
【0022】
スペーサーストッカー30は、保持棒31を有し、これに多数枚のスペーサー3を積み重ね状態で挿入して収納しておくストッカーである。このストッカー30も適宜の昇降機構を取付けて、最上段のスペーサー3のみを後述するハンド機構50でつかみやすくするのが好ましい。
このスペーサーストッカー30も、スペーサー3を収納し取り出すことができればよく、このような機能を果すことができるなら、図示以外の構造を用いてもよい。
【0023】
つぎに、組立てステーションIIを構成する中芯支持機構40、ハンド機構50、送り出し機構60を順に説明する。
図6に示すように中芯支持機構40は、垂直な支持ピン41が水平に設けられた揺動軸42に取付けられており、揺動軸42はエアシリンダ等の任意の動力で揺動するようになっている。図6では支持ピン41は垂直に立っているが、揺動軸42を回転させると支持ピン41は水平に(紙面の奥に向かって)倒れる。支持ピン41を水平に倒すと、図5に示す組台18の上面に位置するので、この状態で組台18上に予め置かれた中芯1を図示しないプッシュ機構で押すと、支持ピン41に中芯1を外挿することができる。その後で支持ピン41を立てると、図6に示すように、中芯1が直立した支持ピン41で保持されて垂直に立った状態となる。
そして、この状態で、後述するように中芯1に巻取ロールRや保護シート2a,2b、スペーサー3が組付けられる。
本発明において中芯支持機構40は、中芯1に巻取ロールRや保護シート2a,2b、スペーサー3を組付けることができればよく、そのような機能を果すことができるなら図示以外の機構を用いてもよい。
【0024】
上記した巻取ロールR等を組付けるのが図6に示すハンド機構50である。このハンド機構50は、垂直に伸縮するエアシリンダ51と、このエアシリンダ51を横行させるスライド機構52とを備えている。スライド機構52はサーボモータでネジ棒を回転させて横行させる機構が横行位置を正確に制御できるので好ましい。また、エアシリンダ51のロッドの先端にはチャック53が取付けられている。このチャック53は、巻取ロールRや保護シート2a,2b、スペーサー3を把持できるものであればよく、吸着したり爪で把持するものなど、種々のタイプを用いることができる。
【0025】
上記のハンド機構50を用い、最初に下側用の保護シート2aをチャック53でつかみ中芯1上に搬送してチャック53を開放すると、保護シート2aを中芯1の下部に挿入できる。同様に、巻取ロールRとスペーサー3を交互につかんで搬送し、中芯1に挿入する。これを数回繰返し、最後に上側用の保護シート2bをつかんで搬送し中芯1上に挿入すると、図6に示すように5個の巻取ロールを1セットとしたロール組立体RAが組付けられる。
【0026】
図6では、ハンド機構50は1基のみ図示しているが、2台を装備して、1台を巻取ロールR用とし、他の1台を保護シート2a、2bおよびスペーサー3用とすると、より高能率でロール組立体RAを組付けることができる。
【0027】
図5に基づき送り出し機構60を説明する。この送り出し機構60は、揺動レバー61とそれを駆動するエアシリンダ62(ロッド部分のみ図示)からなり、揺動レバー61にはロール組立体RAをつかむ把持機構が付いている。ロール組立体RAを図6に示すように上向きで組付けられている状態から横向きに倒すと(紙面の奥に向って)、前記揺動レバー61でつかむことができ、この揺動レバー61を図中左方に動かすと、ロール組立体RAを送り台63上にのせるよう送り出すことができる。なお、ロール組立体RAを次工程側に送り出すことができるなら、図示以外の機構で送り出し機構60を構成してもよい。
【0028】
つぎに、胴巻きステーションIIIを図7および図8に基づき説明する。この胴巻きステーションIIIは、展張機構70と押し込み機構80とシールカット機構90とからなる。
展張機構70は、主として、ステーション上段に設けられている包装フィルムFの原反ロールFrを支持するロール装置71およびフィルムFの巻出し量を貯えておくアキュムレータ72とステーション下段に設けられているフィルム巻取り用の駆動ロール73とからなる。なお、フィルム繰出し経路の各所にはガイドロール74が設けられてフィルムFの繰り出しが案内されるようになっている。
【0029】
この展張機構70では、ロール装置71で原反ロールFrから包装フィルムFを巻き出すとアキュムレータ72に1回包装分のフィルムFが貯えられる。また、アキュムレータ72から延びるフィルムFは、前回の包装工程で後述する胴巻き空間83の開口面に沿って上方から下方に向けて展張されている。前記アキュムレータ72は、後述するように胴巻き空間83内に包装フィルムFを押し込むときに張力を一定に保つように機能する。
この展張機構70によるフィルム展張は、後述する胴巻き工程の準備のために行うので、胴巻き工程の準備が行えるなら、図示以外の機構を用いて展張機構70を構成してもよい。
【0030】
胴巻きステーションIIIに設けられる押込み機構80は、プッシャー81とその駆動装置(図示せず)、胴巻きステーションIIIの内部に設けられた胴巻き空間83とその底部のテーブル84およびフィルムFの押込みバー85で構成される。胴巻き空間83は図中右側、つまり組立てステーションII側が開口している。押込みバー85は胴巻き空間83の前方から奥へ移動可能に設けられたバーで、フィルムFの両端位置において、上下に離して配置されている。移動手段はエアシリンダ等の任意のアクチュエータが用いられる。図7において実線図示の状態は、フィルムFを胴巻き空間83の前面に位置する状態であり、図8において実線図示の状態は胴巻き空間83内にフィルムFが押し込まれた状態であり、この状態ではフィルムFはロール組立体RAを包み込めるようになっている。
【0031】
図7に示すように、フィルムFを胴巻き空間83内に押し込んだ後、組立てステーションIIの送り台63上にのせられているロール組立体RAをプッシャー81で図中左側へ押し込むと、胴巻きステーションIII内のテーブル84上にロール組立体RAを押し込むことができる。この押込み機構80は、ロール組立体RAを胴巻き空間に押し込むことができるなら、どのような機構を用いてもよい。
【0032】
上記の状態以降に行われる胴巻き方法を図8に基づき説明する。
図8(A)に示すように、押し込みバー85で押し込まれた状態の包装フィルムFは胴巻き空間83の開口面上下に設けたガイドロール86,86によって位置規制されていることから、包装フィルムFはロール組立体RAの胴部の上面、奥面、下面に当たる外表面を覆った状態となっている。
【0033】
図8(B)に示すように、シールカット機構90は、胴巻き空間83の開口部における上下部に設けられた、上シーラー91と下シーラー92とからなる。上シーラー91も下シーラー92も、前後両サイドのヒートシール部94と中央に設けたカッター95を有している。上シーラー91と下シーラー92は共に上下に昇降自在であるが、上シーラー91を昇降自在とし、下シーラー92を固定としてもよく、上シーラー91を固定し、下シーラー92を昇降自在としてもよい。なお、各ヒートシール部94の外側には、発熱しない押え部材を配置し、フィルムを閉じ合わせる間に熱でフィルムを溶かさないようにしてもよい。
【0034】
図8(A)の状態から同図(B)に示すように、上シーラー91を下降させ下シーラー92を上昇させると、ロール組立体RAの前面で2枚の包装フィルムFを閉じ合わせ、上下シーラー91,92が合わさったとき、左右2カ所のシール部94,94で包装フィルムFが互いにヒートシールされ、かつそれらの間がカッター95で切断される。
すると、図8(C)に示すように、ヒートシール部がS1,S2の2カ所でき、ヒートシール部S1はロール組立体RAを胴巻きした包装フィルムFを筒状フィルム体CFに仕上げる。この状態でロール組立体RAの胴部外周は包装フィルムFで円筒状に胴巻きされた状態となり、両端部のみあいている。
【0035】
一方、ヒートシール部S2は、上下の包装フィルムF,Fをつなぎ合わせるので、既述した駆動ロール73(図7参照)で包装フィルムFを下方に引っ張れば、包装フィルムFを再度展張することができる。しかもヒートシール部S2は胴巻き空間83より下方に位置するので、次回の包装も接続部のないフィルムFでロール組立体RAを包装することができる。
【0036】
本発明におけるシールカット機構90は展張したフィルムから胴巻きされたフィルムをカットしてシールし、かつカットされたフィルムを再び展張できるようにシールすることができれば、どのような機構であってもよい。
【0037】
図9〜図12に基づき、シールステーションIVを説明する。シールステーションIVは、ねじり機構100とテープ貼り機構110を備えている。
ねじり機構100は、図9に示すように、筒状フィルム体CFの両端部に左右一対が配置されている。各ねじり機構100は、筒状フィルム体CFの最外端をつかむチャック101と、最外端より内側の部分を回転可能に保持するホルダー102を備えている。ホルダー102は2本ないし数本の爪でねじり部が振れ回らないように軽く拘束し、開いている状態の端部を閉じる機能を有していればよい。チャック101は閉じられた筒状フィルム体CFの端部をしっかりとつかみ回転させる部材である。このためチャック101には、回転軸103と駆動源であるモータ104が接続されている。
【0038】
図9に示す左右両方のホルダー102で筒状フィルム体CFの両端を軽くホールドし、ついでチャック101で両端をつかみ回転させると、図3(IVm)に示すように、筒状フィルム体CFの両端をねじったねじり部twを作ることができる。
このねじり機構100は、筒状フィルム体CFの両端をねじることができれば、どのような機構であってもよい。
【0039】
テープ貼り機構110は、図10に示すように、左右のねじり機構100の下方において左右一対に設けられている。この左右一対のテープ貼り機構110は、モータ付ねじ棒111で幅方向(図10の左右方向)に移動させ、筒状フィルムCFの両端に合わせて位置調整できるようにしてもよく、手動で移動させて位置調整できるようにしてもよい。また、移動不能で位置調整できないものであってもよい。
【0040】
つぎに、テープ貼り機構110によるテープ貼り作業を説明する。
図11(A)はテープ貼り機構110の主要部を側面視しており、各テープ貼り機構110は、主として、接着テープtpの原反ロール取付部112と接着テープtpの端末保持部113と、接着テープtpの繰出し経路に配置された揺動ガイド114とを有している。
図11(A)はテープ貼り機構110の非作業位置を示しており、ねじり機構100で支持されている筒状フィル体CFより下方に位置している。この図示位置から原反ロール取付部112、端末保持部113および揺動ガイド114は適宜の昇降機構で上昇可能であり、かつ図11の右側やや上方(図10の奥側)へ揺動可能となっている。しかも、揺動ガイド114は適宜のリンク機構で反時計方向に揺動可能となっている。
また、これらが動作する間、テープtpは原反ロール取付部112から繰り出されるようになっている。
【0041】
テープ貼り機構110は作業時には、図11(B)に示すように前記非作業位置から上昇して、端末保持部113と揺動ガイド114の間の接着テープtpが筒状フィルム体CFのねじり部twに接触する。ついで、図12(C)に示すように、テープ貼り機構110全体が、矢印aで示すように、右やや上方へ移動すると、接着テープtpはねじり部twの半周分位に巻き付く。そして、同図(D)に示すように揺動ガイド114が反時計方向に揺動すると、揺動ガイド114と端末保持部113との間の接着テープtpが完全にねじり部twに巻き付く。このようにして、接着テープtpがねじり部twの外周で一周以上巻き付いて接着すると揺動ガイド114の先端凹所に内蔵したカッター(図示せず)でカットして、新しいテープ端末を前記端末保持部113に保持させる。
【0042】
上記のテープ貼り機構110は、ねじり部twにテープを貼り付けることができれば、どのような機構のものを用いてもよい。
また、筒状フィルム体CFの両端は密封でき、簡単にほどけなければよいので、ねじり部twを作ることなく平たい状態でヒートシールしてもよい。この場合、ねじり機構は必要なく、テープ貼り機構の代りに筒状フィルム体CFの両端を挟んで熱溶着するヒートシール機構を用いるとよい。
【0043】
図3(IVm)には、テープ貼りされた筒状フィルム体CFが示されている。このようにねじり部twにテープtpが貼られるとねじりが固定され、元に戻ることはなく、筒状フィルム体CFの端部が開くこともない。
【0044】
図4において、120はコンベヤであり、払い出しステーションVを構成している。このコンベヤ120は、包装済みロール製品を払い出すことができればよく、どのような型式のコンベヤであってもよい。
【0045】
(他の実施形態)
上記実施形態は、中芯支持機構40、ハンド機構50、送り出し機構60、展張機構70、押込み機構80、シールカット機構90、ねじり機構100、テープ貼り機構110を主たる構成要素としており、その一例を上記に説明した。
しかし、上記各構成要素については、同一の機能を果すことができればよく、同一機能を果す限り別の機構を用いてもよいものである。
【産業上の利用可能性】
【0046】
上記実施形態では、電池セパレータ用フィルムの巻取ロールRを包装するものであったが、本発明は、これに限ることなく液晶用フィルムなどの巻取ロールの包装にも適用できる。
【符号の説明】
【0047】
1 中芯
10 コンベヤ
20 保護シートストッカー
30 スペーサーストッカー
40 中芯支持機構
50 ハンド機構
60 送り出し機構
70 展張機構
80 押込み機構
90 シールカット機構
100 ねじり機構
110 テープ貼り機構
120 コンベヤ
I 供給ステーション
II 組立てステーション
III 胴巻きステーション
IV シールステーション
V 払い出しステーション
【技術分野】
【0001】
本発明は、ロール組立体のフィルム包装装置およびフィルム包装方法に関する。さらに詳しくは、中芯に巻取ロールを複数個挿入して1セットに組付けたロール組立体を防じん等を目的としてフィルム包装するフィルム包装装置およびフィルム包装方法に関する。
【背景技術】
【0002】
帯状のフィルムを工業的に使用する際、巻取ロールに巻き取っておくと、後工程で連続的に繰り出せるので量産工程で非常に便利である。この帯状フィルムが半製品として後工程に搬送され、あるいは別工場に輸送され、そこで完成品に組込まれる際に、チリやゴミの混入が完成品の品質を左右する場合は、半製品としての巻取ロールをフィルム包装して、チリやゴミの混入の防止する必要がある。
【0003】
このフィルム包装に際しては、輸送効率や包装工程を効率化するため、巻取ロールの複数個を同じ中芯に挿入して一つのロール組立体とし、このロール組立体を防じん性を有するフィルムで包装するようにしていた。このようなフィルム包装技術に関する従来例としては、つぎの特許文献1,2が挙げられる。
【0004】
特許文献1には、両端面(円形面)に製品巻き直径よりも大きい円形保護板を配したロール組立体を、軸心方向が鉛直となるようにしてパレット上に複数個同心状に積み重ねた後、その外周全体にストレッチフィルムを巻き付け、これと一体に被覆、包装する方法が記載されている。しかし、ロール組立体にストレッチフィルムを巻き付けるための包装装置は開示していない。
特許文献2には、テープを円筒状のコア材に巻回してなる複数個のロールに、中芯を通して1本のロール組立体とし、このロール組立体の外周を遮光性シートで覆う包装方法が記載されている。しかし、この特許文献2も、ロール組立体を遮光性シートで覆う包装装置は開示していない。
【0005】
以上のように、従来は、適当な包装装置が無かったため、中芯に複数個の巻取ロールを組付ける作業も手作業で行い、組付けられたロール組立体をフィルム包装する作業も手作業で行うしかなかった。
しかし、これらの方法は非常に効率が悪く、しかも作業者の頭髪や衣服に付着していたチリ等を混入させる危険を内包するものであった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−255107号公報
【特許文献2】特開2005−186971号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記事情に鑑み、ロール組立体の包装を能率よく行え、かつチリやゴミの混入を防止できるフィルム包装装置およびフィルム包装方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
第1発明のフィルム包装装置は、巻取ロールを個別に順次、コンベヤで搬送する供給ステーションと、中芯に前記巻取ロールを複数個挿入し、かつ該複数個の巻取ロールの両端を保護する保護シートと、前記複数個の巻取ロールの間に挿入されるスペーサーとを挿入してロール組立体に組立てる組立てステーションと、前記ロール組立体の外周をフィルムで筒状に包み込み包装用の筒状フィルム体を形成する胴巻きステーションと、前記筒状フィルム体の両端部をシールして包装済みロール製品を作るシールステーションと、前記包装済みロール製品を払い出す払い出しステーションとからなることを特徴とする。
第2発明のフィルム包装装置は、第1発明において、前記組立てステーションは、前記中芯を貯えておき、中芯を1本づつ送り出す中芯ストッカーと、前記保護シートを貯えておく保護シートストッカーと、前記スペーサーを貯えておくスペーサーストッカーとを付設しており、前記中芯ストッカーから送り出された中芯を保持し、該中芯を立てておく中芯支持機構と、立てられた状態の中芯に、前記供給ステーションの末端に送られてきた前記巻取ロールと、前記保護シートストッカーの保護シートと前記スペーサーストッカーのスペーサーを個別に保持して挿入していくハンド機構と、組立てられたロール組立体を前記胴巻きステーションに送り込む送り出し機構とを備えていることを特徴とする。
第3発明のフィルム包装装置は、第1発明において、前記胴巻きステーションは、原反ロールから包装フィルムを繰り出し展張する展張機構と、展張された状態の包装フィルムにロール組立体を押し込み、前記ロール組立体の外周を円筒状に近い状態に包ませる押込み機構と、前記円筒状に近い状態の包装フィルムを完全な円筒形になるように閉じ合わせる閉じ合せ機構と、前記包装フィルムの閉じ合わされた部分の近傍をヒートシールし、更にその近傍でカットして筒状フィルム体に形成するシールカット機構とを備えていることを特徴とする。
第4発明のフィルム包装装置は、第1発明において、前記シールステーションは、前記ロール組立体の外周に形成されている筒状フィルム体の両端部を把持してねじりを加えるねじり機構と、ねじられた前記両端部に接着テープを貼ってねじりが戻らないように固定するテープ貼り機構とからなることを特徴とする。
第5発明のフィルム包装方法は、巻取ロールを個別に順次、コンベヤで搬送する供給工程と、中芯に前記巻取ロールを複数個挿入し、かつ該複数個の巻取ロールの両端を保護する保護シートと、前記複数個の巻取ロールの間に挿入されるスペーサーとを挿入してロール組立体に組立てる組立て工程と、前記ロール組立体の外周をフィルムで筒状に包み込み包装用の筒状フィルム体を形成する胴巻き工程と、前記筒状フィルム体の両端部をシールして包装済みロール製品を作るシール工程と、前記包装済みロール製品を払い出す払い出し工程とからなることを特徴とする。
【発明の効果】
【0009】
第1発明によれば、供給ステーションで巻取ロールを順次送り込んでおけば、組立てステーションで中芯に巻取ロールを複数個とスペーサーと保護シートを組付けてロール組立体にすることができ、胴巻きステーションでロール組立体の外周を包装フィルムで筒状に包む筒状フィルム体を形成でき、シールステーションで筒状フィルム体の両端部をシールして包装済みロール製品を作り、払い出しステーションで包装済み製品を順次払い出せる。このように順次工程を進めることで自動的にロール組立体を包装できるので、人手をかけることなく、防じん処置が行える。
第2発明によれば、中芯支持機構が中芯ストッカーから送り出された中芯を保持して立てておくと、これにハンド機構が保護シートを挿入し、ついて巻取ロールとスペーサーを交互に挿入し、最後の保護シートを挿入することにより、個々の巻取ロールを傷めないようにセットとして組付けることができる。そして、送り出し機構により次工程の胴巻きステーションにロール組立体を送ることができる。このため、複数個の巻取ロールをセットとして包装する準備が自動的に行えるので、包装工程全体の能率が高くなる。
第3発明によれば、包装フィルムを展張機構で展張しておき、その状態の包装フィルムにロール組立体を押し込み機構で押し込めばロール組立体の外周を円筒状に近い状態に胴巻きできる。つぎに、閉じ合せ機構で包装フィルムを円筒形に閉じ合わせると、シールカット機構で閉じ合せ部分の近傍をヒートシールしてカットする。このような工程を順次経ることで包装フィルムは筒状フィルム体となってロール組立体の胴部外周面を包み込むまで工程を自動的に進めることができる。
第4発明によれば、ねじり機構で筒状フィルム体の両端部をねじれば内部のロール組立体を密封でき、そのうえでねじり部にテープ貼り機構でテープを貼れば、ねじりが戻らないように確実に固定できるので、包装フィルムによるロール組立体の密封が完全となる。このようにして得られた包装済みロール製品は外部環境からの保護が充分で、巻取ロールへのチリやゴミの混入を良く防止しうる。
第5発明によれば、供給工程で巻取ロールを順次送り込んでおけば、組立て工程で中芯に巻取ロールを複数個とスペーサーと保護シートを組付けてロール組立体にすることができ、胴巻き工程でロール組立体の外周を包装フィルムで筒状に包む筒状フィルム体を形成でき、シール工程で筒状フィルム体の両端部をシールして包装済みロール製品を作り、払い出し工程で包装済み製品を順次払い出せる。このように順次工程を進めることで自動的にロール組立体を包装できるので、人手をかけることなく、防じん処置が行える。
【図面の簡単な説明】
【0010】
【図1】本発明のフィルム包装装置の基本構成を示す説明図である。
【図2】本発明のフィルム包装方法における前半工程の工程図である。
【図3】本発明のフィルム包装方法における後半工程の工程図である。
【図4】本発明の一実施形態に係るフィルム包装装置の平面図である。
【図5】図4の組立てステーションIIにおける中芯ストッカー12と送り出し機構60の側面図である。
【図6】図4の組立てステーションIIにおける中芯支持機構40とハンド機構50の側面図である。
【図7】図4の胴巻きステーションIIIにおける展張機構70と押し込み機構80を示す側面図である。
【図8】図4のシールステーションIVにおけるシールカット機構90の動作説明図である。
【図9】図4のシールステーションIVにおけるねじり機構100の正面図である。
【図10】図4のシールステーションIVにおけるテープ貼り機構110の正面図である。
【図11】テープ貼り機構110によるテープ貼り作業(A)、(B)の説明図である。
【図12】テープ貼り機構110によるテープ貼り作業(C)、(D)の説明図である。
【発明を実施するための形態】
【0011】
つぎに、本発明の実施形態を図面に基づき説明する。
以下に示す巻取ロールRは、電池のセパレータなどに用いられる帯状のフィルムを巻芯のまわりに巻回したものであるが、これに限られることなく種々の巻取ロールに本発明を適用することができる。
【0012】
まず、図1および図2〜3に基づき、本発明の包装装置の基本構成と包装方法の基本手順を説明する。
図1の符号Iは供給ステーションを示し、図2の符号Imは供給工程を示している。供給ステーションIはコンベヤ10で構成されており、巻取ロールRを1個づつ順次にコンベヤ10の末端まで搬送し、組立てステーションIIに巻取ロールRを供給する供給工程Imを実行する。
【0013】
図1の符号IIは組立てステーションを示し、図2の符号IImは組立て工程を示している。組立てステーションIIには、中芯ストッカー12と保護シートストッカー20とスペーサーストッカー30が付設されている。この組立てステーションIIでは、中芯1の一端に保護シート2a、巻取ロールRとスペーサー3を交互に数個、そして他端にもう一つの保護シート2bを挿入してロール組立体RAに組立てる組立て工程IImが実行される。
【0014】
図1の符号IIIは胴巻きステーションを示し、図3の符号IIImは胴巻き工程を示している。胴巻きステーションIIIではロール組立体RAの外周を包装フィルムで筒状に包み込む胴巻き工程IIImが実行される。この工程でロール組立体RAの胴部外周面は包装フィルムで円筒状に巻かれ、かつ円筒状になった包装フィルムの長手方向はシールされて、両端のみ開放されている筒状フィルム体CFに形成される。
【0015】
図1の符号IVはシールステーションを示し、図3の符号IVmはシール工程を示している。シールステーションIVでは、筒状フィルムCFの両端をねじってねじり部twを作り、さらにテープtpを貼って、ねじりを固定するシール工程IVmが実行される。
図1の符号Vは払い出しステーションを示しており、公知のコンベヤで構成されている。このコンベヤで、包装を完了した包装済みロール製品WRが払い出される。
【0016】
本発明の包装装置および包装方法によれば、上記の手順で巻取ロールRをロール組立体RAに組立て、ついでこれを包装フィルムで密封して包装済みロール製品WRにするフィルム包装作業が自動的に行える。
【0017】
つぎに、本発明の一実施形態に係るフィルム包装装置Zを詳細に説明する。
図4に示すように、本実施形態のフィルム包装装置Zは、2本のコンベヤ10を並列に設置し、2本のコンベヤで供給ステーションIを構成している。このように供給ラインを2本にすると能率が向上するが、このことは本発明の必須要件ではなく、1本でもよく、さらに3本以上のコンベヤで供給ステーションIを構成してもよい。
コンベヤ10は、巻取ロールRを個別に順次に搬送することができればよく、搬送板式やベルト式、ローラ式などどのような構成のものを用いてもよい。
【0018】
組立てステーションIIに付設される中芯ストッカー12は、図4に示すように、2本のコンベヤ10,10の間に設置されている。
この中芯ストッカー12は、図5に示すように、箱形の収納部13の底に斜めに傾斜したシュート14を設け、シュート14の先端に2個の可動ストッパ15a,15bを直列に並べて取付けたものである。収納部13内には多数の中芯1が収納されており、何本かの中芯1は並列に揃えられた状態でシュート14を降りてくる。そして、2個の可動ストッパ15a,15bを交互に上げ下げすると、中芯1を1本づつ切り出すことができる。なお、中芯1を貯蔵しておき、1本づつ切り出すことができるなら、図示以外の構造の中芯ストッカーを用いてもよい。
【0019】
前記シュート14の先端近傍の床には受渡しレバー16がエアシリンダ17で揺動するように取付けられており、この受渡しレバー16の受け部16aに1本の中芯1をのせ、図中左方に移動させると組台18上に中芯1をのせ替えることができる。この組台18には図示しないプッシュ機構が設けられており、このプッシュ機構により後述する中芯支持機構40に中芯1を装着できるようになっている。
【0020】
図4には組立てステーションIIに付設される保護シートストッカー20とスペーサーストッカー30が示されている。各ストッカー20,30ともコンベヤ10に対応させて2列づつ設けられている。なお、コンベヤ10を3列以上設けた場合は、これに対応させて、各ストッカー20,30の配置数を増やすとよい。
【0021】
図6に示すように、保護シートストッカー20は2個20A,20Bが対となっており、一方のストッカー20Aは組立て時に下側となる保護シート2a用(図2参照)であり、他方のストッカー20Bは組立て時に上側となる保護シート2b用(図2参照)である。いずれのストッカー20A,20Bも、支持棒21を立てておき、これに多数枚の保護シート2a,2bを挿入している。なお、ストッカー20A,20Bには、後述するハンド機構で保護シート2a,2bを保持しやすくするよう、保有枚数の減少につれて支持棒21の上端まで保護シート2a,2bを上昇させ、保有枚数が増えると下降させる昇降機構を付設しておくとよい。
本発明における保護シートストッカー20は、保護シート2a,2bを貯蔵し取り出すことができればよく、そのような機能を果すことができるなら、図示以外の構造を用いてもよい。
【0022】
スペーサーストッカー30は、保持棒31を有し、これに多数枚のスペーサー3を積み重ね状態で挿入して収納しておくストッカーである。このストッカー30も適宜の昇降機構を取付けて、最上段のスペーサー3のみを後述するハンド機構50でつかみやすくするのが好ましい。
このスペーサーストッカー30も、スペーサー3を収納し取り出すことができればよく、このような機能を果すことができるなら、図示以外の構造を用いてもよい。
【0023】
つぎに、組立てステーションIIを構成する中芯支持機構40、ハンド機構50、送り出し機構60を順に説明する。
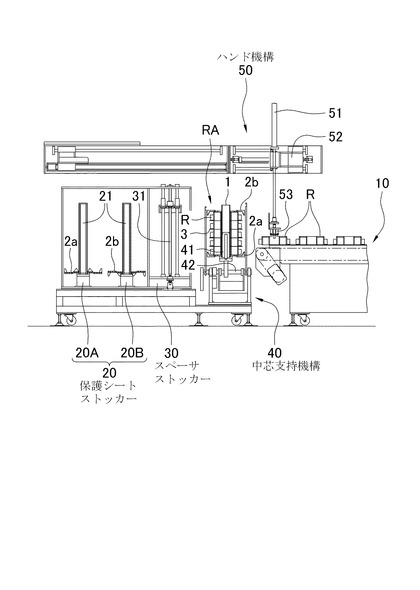
図6に示すように中芯支持機構40は、垂直な支持ピン41が水平に設けられた揺動軸42に取付けられており、揺動軸42はエアシリンダ等の任意の動力で揺動するようになっている。図6では支持ピン41は垂直に立っているが、揺動軸42を回転させると支持ピン41は水平に(紙面の奥に向かって)倒れる。支持ピン41を水平に倒すと、図5に示す組台18の上面に位置するので、この状態で組台18上に予め置かれた中芯1を図示しないプッシュ機構で押すと、支持ピン41に中芯1を外挿することができる。その後で支持ピン41を立てると、図6に示すように、中芯1が直立した支持ピン41で保持されて垂直に立った状態となる。
そして、この状態で、後述するように中芯1に巻取ロールRや保護シート2a,2b、スペーサー3が組付けられる。
本発明において中芯支持機構40は、中芯1に巻取ロールRや保護シート2a,2b、スペーサー3を組付けることができればよく、そのような機能を果すことができるなら図示以外の機構を用いてもよい。
【0024】
上記した巻取ロールR等を組付けるのが図6に示すハンド機構50である。このハンド機構50は、垂直に伸縮するエアシリンダ51と、このエアシリンダ51を横行させるスライド機構52とを備えている。スライド機構52はサーボモータでネジ棒を回転させて横行させる機構が横行位置を正確に制御できるので好ましい。また、エアシリンダ51のロッドの先端にはチャック53が取付けられている。このチャック53は、巻取ロールRや保護シート2a,2b、スペーサー3を把持できるものであればよく、吸着したり爪で把持するものなど、種々のタイプを用いることができる。
【0025】
上記のハンド機構50を用い、最初に下側用の保護シート2aをチャック53でつかみ中芯1上に搬送してチャック53を開放すると、保護シート2aを中芯1の下部に挿入できる。同様に、巻取ロールRとスペーサー3を交互につかんで搬送し、中芯1に挿入する。これを数回繰返し、最後に上側用の保護シート2bをつかんで搬送し中芯1上に挿入すると、図6に示すように5個の巻取ロールを1セットとしたロール組立体RAが組付けられる。
【0026】
図6では、ハンド機構50は1基のみ図示しているが、2台を装備して、1台を巻取ロールR用とし、他の1台を保護シート2a、2bおよびスペーサー3用とすると、より高能率でロール組立体RAを組付けることができる。
【0027】
図5に基づき送り出し機構60を説明する。この送り出し機構60は、揺動レバー61とそれを駆動するエアシリンダ62(ロッド部分のみ図示)からなり、揺動レバー61にはロール組立体RAをつかむ把持機構が付いている。ロール組立体RAを図6に示すように上向きで組付けられている状態から横向きに倒すと(紙面の奥に向って)、前記揺動レバー61でつかむことができ、この揺動レバー61を図中左方に動かすと、ロール組立体RAを送り台63上にのせるよう送り出すことができる。なお、ロール組立体RAを次工程側に送り出すことができるなら、図示以外の機構で送り出し機構60を構成してもよい。
【0028】
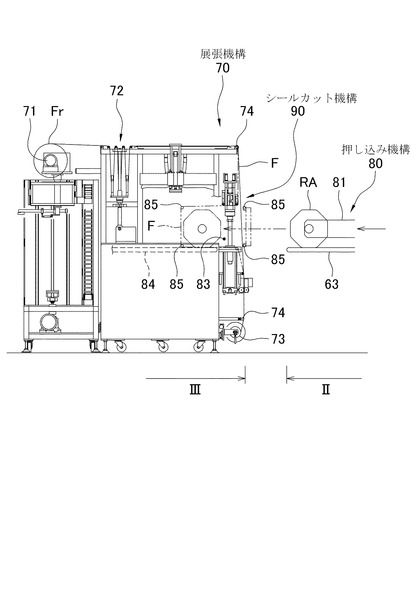
つぎに、胴巻きステーションIIIを図7および図8に基づき説明する。この胴巻きステーションIIIは、展張機構70と押し込み機構80とシールカット機構90とからなる。
展張機構70は、主として、ステーション上段に設けられている包装フィルムFの原反ロールFrを支持するロール装置71およびフィルムFの巻出し量を貯えておくアキュムレータ72とステーション下段に設けられているフィルム巻取り用の駆動ロール73とからなる。なお、フィルム繰出し経路の各所にはガイドロール74が設けられてフィルムFの繰り出しが案内されるようになっている。
【0029】
この展張機構70では、ロール装置71で原反ロールFrから包装フィルムFを巻き出すとアキュムレータ72に1回包装分のフィルムFが貯えられる。また、アキュムレータ72から延びるフィルムFは、前回の包装工程で後述する胴巻き空間83の開口面に沿って上方から下方に向けて展張されている。前記アキュムレータ72は、後述するように胴巻き空間83内に包装フィルムFを押し込むときに張力を一定に保つように機能する。
この展張機構70によるフィルム展張は、後述する胴巻き工程の準備のために行うので、胴巻き工程の準備が行えるなら、図示以外の機構を用いて展張機構70を構成してもよい。
【0030】
胴巻きステーションIIIに設けられる押込み機構80は、プッシャー81とその駆動装置(図示せず)、胴巻きステーションIIIの内部に設けられた胴巻き空間83とその底部のテーブル84およびフィルムFの押込みバー85で構成される。胴巻き空間83は図中右側、つまり組立てステーションII側が開口している。押込みバー85は胴巻き空間83の前方から奥へ移動可能に設けられたバーで、フィルムFの両端位置において、上下に離して配置されている。移動手段はエアシリンダ等の任意のアクチュエータが用いられる。図7において実線図示の状態は、フィルムFを胴巻き空間83の前面に位置する状態であり、図8において実線図示の状態は胴巻き空間83内にフィルムFが押し込まれた状態であり、この状態ではフィルムFはロール組立体RAを包み込めるようになっている。
【0031】
図7に示すように、フィルムFを胴巻き空間83内に押し込んだ後、組立てステーションIIの送り台63上にのせられているロール組立体RAをプッシャー81で図中左側へ押し込むと、胴巻きステーションIII内のテーブル84上にロール組立体RAを押し込むことができる。この押込み機構80は、ロール組立体RAを胴巻き空間に押し込むことができるなら、どのような機構を用いてもよい。
【0032】
上記の状態以降に行われる胴巻き方法を図8に基づき説明する。
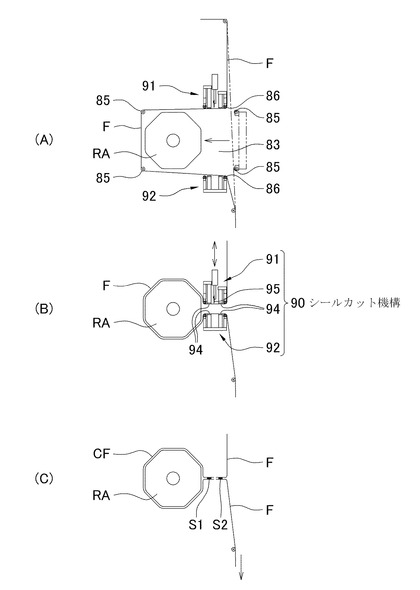
図8(A)に示すように、押し込みバー85で押し込まれた状態の包装フィルムFは胴巻き空間83の開口面上下に設けたガイドロール86,86によって位置規制されていることから、包装フィルムFはロール組立体RAの胴部の上面、奥面、下面に当たる外表面を覆った状態となっている。
【0033】
図8(B)に示すように、シールカット機構90は、胴巻き空間83の開口部における上下部に設けられた、上シーラー91と下シーラー92とからなる。上シーラー91も下シーラー92も、前後両サイドのヒートシール部94と中央に設けたカッター95を有している。上シーラー91と下シーラー92は共に上下に昇降自在であるが、上シーラー91を昇降自在とし、下シーラー92を固定としてもよく、上シーラー91を固定し、下シーラー92を昇降自在としてもよい。なお、各ヒートシール部94の外側には、発熱しない押え部材を配置し、フィルムを閉じ合わせる間に熱でフィルムを溶かさないようにしてもよい。
【0034】
図8(A)の状態から同図(B)に示すように、上シーラー91を下降させ下シーラー92を上昇させると、ロール組立体RAの前面で2枚の包装フィルムFを閉じ合わせ、上下シーラー91,92が合わさったとき、左右2カ所のシール部94,94で包装フィルムFが互いにヒートシールされ、かつそれらの間がカッター95で切断される。
すると、図8(C)に示すように、ヒートシール部がS1,S2の2カ所でき、ヒートシール部S1はロール組立体RAを胴巻きした包装フィルムFを筒状フィルム体CFに仕上げる。この状態でロール組立体RAの胴部外周は包装フィルムFで円筒状に胴巻きされた状態となり、両端部のみあいている。
【0035】
一方、ヒートシール部S2は、上下の包装フィルムF,Fをつなぎ合わせるので、既述した駆動ロール73(図7参照)で包装フィルムFを下方に引っ張れば、包装フィルムFを再度展張することができる。しかもヒートシール部S2は胴巻き空間83より下方に位置するので、次回の包装も接続部のないフィルムFでロール組立体RAを包装することができる。
【0036】
本発明におけるシールカット機構90は展張したフィルムから胴巻きされたフィルムをカットしてシールし、かつカットされたフィルムを再び展張できるようにシールすることができれば、どのような機構であってもよい。
【0037】
図9〜図12に基づき、シールステーションIVを説明する。シールステーションIVは、ねじり機構100とテープ貼り機構110を備えている。
ねじり機構100は、図9に示すように、筒状フィルム体CFの両端部に左右一対が配置されている。各ねじり機構100は、筒状フィルム体CFの最外端をつかむチャック101と、最外端より内側の部分を回転可能に保持するホルダー102を備えている。ホルダー102は2本ないし数本の爪でねじり部が振れ回らないように軽く拘束し、開いている状態の端部を閉じる機能を有していればよい。チャック101は閉じられた筒状フィルム体CFの端部をしっかりとつかみ回転させる部材である。このためチャック101には、回転軸103と駆動源であるモータ104が接続されている。
【0038】
図9に示す左右両方のホルダー102で筒状フィルム体CFの両端を軽くホールドし、ついでチャック101で両端をつかみ回転させると、図3(IVm)に示すように、筒状フィルム体CFの両端をねじったねじり部twを作ることができる。
このねじり機構100は、筒状フィルム体CFの両端をねじることができれば、どのような機構であってもよい。
【0039】
テープ貼り機構110は、図10に示すように、左右のねじり機構100の下方において左右一対に設けられている。この左右一対のテープ貼り機構110は、モータ付ねじ棒111で幅方向(図10の左右方向)に移動させ、筒状フィルムCFの両端に合わせて位置調整できるようにしてもよく、手動で移動させて位置調整できるようにしてもよい。また、移動不能で位置調整できないものであってもよい。
【0040】
つぎに、テープ貼り機構110によるテープ貼り作業を説明する。
図11(A)はテープ貼り機構110の主要部を側面視しており、各テープ貼り機構110は、主として、接着テープtpの原反ロール取付部112と接着テープtpの端末保持部113と、接着テープtpの繰出し経路に配置された揺動ガイド114とを有している。
図11(A)はテープ貼り機構110の非作業位置を示しており、ねじり機構100で支持されている筒状フィル体CFより下方に位置している。この図示位置から原反ロール取付部112、端末保持部113および揺動ガイド114は適宜の昇降機構で上昇可能であり、かつ図11の右側やや上方(図10の奥側)へ揺動可能となっている。しかも、揺動ガイド114は適宜のリンク機構で反時計方向に揺動可能となっている。
また、これらが動作する間、テープtpは原反ロール取付部112から繰り出されるようになっている。
【0041】
テープ貼り機構110は作業時には、図11(B)に示すように前記非作業位置から上昇して、端末保持部113と揺動ガイド114の間の接着テープtpが筒状フィルム体CFのねじり部twに接触する。ついで、図12(C)に示すように、テープ貼り機構110全体が、矢印aで示すように、右やや上方へ移動すると、接着テープtpはねじり部twの半周分位に巻き付く。そして、同図(D)に示すように揺動ガイド114が反時計方向に揺動すると、揺動ガイド114と端末保持部113との間の接着テープtpが完全にねじり部twに巻き付く。このようにして、接着テープtpがねじり部twの外周で一周以上巻き付いて接着すると揺動ガイド114の先端凹所に内蔵したカッター(図示せず)でカットして、新しいテープ端末を前記端末保持部113に保持させる。
【0042】
上記のテープ貼り機構110は、ねじり部twにテープを貼り付けることができれば、どのような機構のものを用いてもよい。
また、筒状フィルム体CFの両端は密封でき、簡単にほどけなければよいので、ねじり部twを作ることなく平たい状態でヒートシールしてもよい。この場合、ねじり機構は必要なく、テープ貼り機構の代りに筒状フィルム体CFの両端を挟んで熱溶着するヒートシール機構を用いるとよい。
【0043】
図3(IVm)には、テープ貼りされた筒状フィルム体CFが示されている。このようにねじり部twにテープtpが貼られるとねじりが固定され、元に戻ることはなく、筒状フィルム体CFの端部が開くこともない。
【0044】
図4において、120はコンベヤであり、払い出しステーションVを構成している。このコンベヤ120は、包装済みロール製品を払い出すことができればよく、どのような型式のコンベヤであってもよい。
【0045】
(他の実施形態)
上記実施形態は、中芯支持機構40、ハンド機構50、送り出し機構60、展張機構70、押込み機構80、シールカット機構90、ねじり機構100、テープ貼り機構110を主たる構成要素としており、その一例を上記に説明した。
しかし、上記各構成要素については、同一の機能を果すことができればよく、同一機能を果す限り別の機構を用いてもよいものである。
【産業上の利用可能性】
【0046】
上記実施形態では、電池セパレータ用フィルムの巻取ロールRを包装するものであったが、本発明は、これに限ることなく液晶用フィルムなどの巻取ロールの包装にも適用できる。
【符号の説明】
【0047】
1 中芯
10 コンベヤ
20 保護シートストッカー
30 スペーサーストッカー
40 中芯支持機構
50 ハンド機構
60 送り出し機構
70 展張機構
80 押込み機構
90 シールカット機構
100 ねじり機構
110 テープ貼り機構
120 コンベヤ
I 供給ステーション
II 組立てステーション
III 胴巻きステーション
IV シールステーション
V 払い出しステーション
【特許請求の範囲】
【請求項1】
巻取ロールを個別に順次、コンベヤで搬送する供給ステーションと、
中芯に前記巻取ロールを複数個挿入し、かつ該複数個の巻取ロールの両端を保護する保護シートと、前記複数個の巻取ロールの間に挿入されるスペーサーとを挿入してロール組立体に組立てる組立てステーションと、
前記ロール組立体の外周をフィルムで筒状に包み込み包装用の筒状フィルム体を形成する胴巻きステーションと、
前記筒状フィルム体の両端部をシールして包装済みロール製品を作るシールステーションと、
前記包装済みロール製品を払い出す払い出しステーションと
からなることを特徴とするフィルム包装装置。
【請求項2】
前記組立てステーションは、
前記中芯を貯えておき、中芯を1本づつ送り出す中芯ストッカーと、
前記保護シートを貯えておく保護シートストッカーと、
前記スペーサーを貯えておくスペーサーストッカーとを付設しており、
前記中芯ストッカーから送り出された中芯を保持し、該中芯を立てておく中芯支持機構と、
立てられた状態の中芯に、前記供給ステーションの末端に送られてきた前記巻取ロールと、前記保護シートストッカーの保護シートと前記スペーサーストッカーのスペーサーを個別に保持して挿入していくハンド機構と、
組立てられたロール組立体を前記胴巻きステーションに送り込む送り出し機構とを備えている
ことを特徴とする請求項1記載のフィルム包装装置。
【請求項3】
前記胴巻きステーションは、
原反ロールから包装フィルムを繰り出し展張する展張機構と、
展張された状態の包装フィルムにロール組立体を押し込み、前記ロール組立体の外周を円筒状に近い状態に包ませる押込み機構と、
前記円筒状に近い状態の包装フィルムを完全な円筒形になるように閉じ合わせ、この閉じ合わされた部分の近傍をヒートシールし、更にその近傍でカットして筒状フィルム体に形成するシールカット機構とを備えている
ことを特徴とする請求項1記載のフィルム包装装置。
【請求項4】
前記シールステーションは、
前記ロール組立体の外周に形成されている筒状フィルム体の両端部を把持してねじりを加えるねじり機構と、
ねじられた前記両端部に接着テープを貼ってねじりが戻らないように固定するテープ貼り機構とからなる
ことを特徴とする請求項1記載のフィルム包装装置。
【請求項5】
巻取ロールを個別に順次、コンベヤで搬送する供給工程と、
中芯に前記巻取ロールを複数個挿入し、かつ該複数個の巻取ロールの両端を保護する保護シートと、前記複数個の巻取ロールの間に挿入されるスペーサーとを挿入してロール組立体に組立てる組立て工程と、
前記ロール組立体の外周をフィルムで筒状に包み込み包装用の筒状フィルム体を形成する胴巻き工程と、
前記筒状フィルム体の両端部をシールして包装済みロール製品を作るシール工程と、
前記包装済みロール製品を払い出す払い出し工程と
からなることを特徴とするフィルム包装方法。
【請求項1】
巻取ロールを個別に順次、コンベヤで搬送する供給ステーションと、
中芯に前記巻取ロールを複数個挿入し、かつ該複数個の巻取ロールの両端を保護する保護シートと、前記複数個の巻取ロールの間に挿入されるスペーサーとを挿入してロール組立体に組立てる組立てステーションと、
前記ロール組立体の外周をフィルムで筒状に包み込み包装用の筒状フィルム体を形成する胴巻きステーションと、
前記筒状フィルム体の両端部をシールして包装済みロール製品を作るシールステーションと、
前記包装済みロール製品を払い出す払い出しステーションと
からなることを特徴とするフィルム包装装置。
【請求項2】
前記組立てステーションは、
前記中芯を貯えておき、中芯を1本づつ送り出す中芯ストッカーと、
前記保護シートを貯えておく保護シートストッカーと、
前記スペーサーを貯えておくスペーサーストッカーとを付設しており、
前記中芯ストッカーから送り出された中芯を保持し、該中芯を立てておく中芯支持機構と、
立てられた状態の中芯に、前記供給ステーションの末端に送られてきた前記巻取ロールと、前記保護シートストッカーの保護シートと前記スペーサーストッカーのスペーサーを個別に保持して挿入していくハンド機構と、
組立てられたロール組立体を前記胴巻きステーションに送り込む送り出し機構とを備えている
ことを特徴とする請求項1記載のフィルム包装装置。
【請求項3】
前記胴巻きステーションは、
原反ロールから包装フィルムを繰り出し展張する展張機構と、
展張された状態の包装フィルムにロール組立体を押し込み、前記ロール組立体の外周を円筒状に近い状態に包ませる押込み機構と、
前記円筒状に近い状態の包装フィルムを完全な円筒形になるように閉じ合わせ、この閉じ合わされた部分の近傍をヒートシールし、更にその近傍でカットして筒状フィルム体に形成するシールカット機構とを備えている
ことを特徴とする請求項1記載のフィルム包装装置。
【請求項4】
前記シールステーションは、
前記ロール組立体の外周に形成されている筒状フィルム体の両端部を把持してねじりを加えるねじり機構と、
ねじられた前記両端部に接着テープを貼ってねじりが戻らないように固定するテープ貼り機構とからなる
ことを特徴とする請求項1記載のフィルム包装装置。
【請求項5】
巻取ロールを個別に順次、コンベヤで搬送する供給工程と、
中芯に前記巻取ロールを複数個挿入し、かつ該複数個の巻取ロールの両端を保護する保護シートと、前記複数個の巻取ロールの間に挿入されるスペーサーとを挿入してロール組立体に組立てる組立て工程と、
前記ロール組立体の外周をフィルムで筒状に包み込み包装用の筒状フィルム体を形成する胴巻き工程と、
前記筒状フィルム体の両端部をシールして包装済みロール製品を作るシール工程と、
前記包装済みロール製品を払い出す払い出し工程と
からなることを特徴とするフィルム包装方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2010−274922(P2010−274922A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−126090(P2009−126090)
【出願日】平成21年5月26日(2009.5.26)
【出願人】(000197964)石原電子株式会社 (1)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月26日(2009.5.26)
【出願人】(000197964)石原電子株式会社 (1)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]