
ロール金型、ロール金型の製造方法、光学シート及び映像表示装置
【課題】環状突起の倒れが少ないロール金型、及び該ロール金型の製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とを提供する。
【解決手段】回転軸に平行な方向の両端部において環状突起22が隣接する溝側23に傾いており、回転軸に平行な方向の一方の端部と他方の端部とで環状突起の傾いている方向が反対であることを特徴とするロール金型、該ロール金型の製造方法、該ロール金型を用いて製造される光学シート、及び該光学シートを備えた映像表示装置とする。
【解決手段】回転軸に平行な方向の両端部において環状突起22が隣接する溝側23に傾いており、回転軸に平行な方向の一方の端部と他方の端部とで環状突起の傾いている方向が反対であることを特徴とするロール金型、該ロール金型の製造方法、該ロール金型を用いて製造される光学シート、及び該光学シートを備えた映像表示装置とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に微細な凹凸形状を有する光学シートを製造する際に用いられるロール金型、及びその製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とに関する。
【背景技術】
【0002】
プラズマテレビや液晶表示装置のような、映像を観察者に出射する映像表示装置には、映像光源と、該映像光源からの映像光の質を高めて観察者に透過する各種機能を有する光学シートと、が備えられている。
【0003】
このような光学シートは、通常、複数の層を積層して構成される。また、当該層の1つとして、表面に微細な凹凸形状が設けられた層を備えることがある。このような表面に微細な凹凸を有するシートを製造するためには、通常、該凹凸に対応した形状を転写することのできる溝及び突起を有するロール金型が用いられる。
【0004】
特許文献1には、光学シートに適用されるロール金型の製造方法が開示されている。ここには、点欠陥、線状欠陥の発生を抑制することができる光学シート製造用金型を製作するためのバイト形状に関する技術が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−211457号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ロール金型の表面に形成される溝及び突起は、ロール金型上に数本形成すればよいというものではなく、非常に多くの溝及び突起をロール金型上に形成しなければならない。そしてロール金型から転写されて製造される光学シートの品質を確保する観点から、当該無数の溝及び突起はロール金型上のいずれの部位でもできるだけ均一である必要があると考えられていた。
【0007】
しかしながら、光学シート製造用のロール金型は、表面に溝及び突起を形成する過程において、切削工具が摩耗することによって切れ味が悪くなり、該切削工具で切削を続けるにつれて徐々に突起が倒れるように曲がる現象が生じていた。その結果、切削を開始した部位と終了する部位とで溝及び突起の形状が異なるという問題があった。また、このようなロール金型で光学シートを製造すれば、ロール金型の溝及び突起の形状が光学シートに転写されるため、光学シートの光学性能にも影響を与える可能性がある。
【0008】
そこで本発明は、上述したようにして生じる突起の倒れが少ないロール金型、及び該ロール金型の製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とを提供する。
【課題を解決するための手段】
【0009】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0010】
請求項1に記載の発明は、凹凸形状を有する光学シート(10)の凹凸部分を成型するための溝(23)と環状突起(22)とを回転軸に平行な方向において交互に有するロール金型(20)であって、ロール金型の回転軸に平行な方向の両端部において環状突起は隣接する溝側に傾いており、ロール金型の回転軸に平行な方向の一方の端部と他方の端部とで環状突起の傾いている方向が反対であることを特徴とするロール金型である。
【0011】
請求項2に記載の発明は、請求項1に記載のロール金型(20)において、ロール金型の回転軸に平行な方向の両端部において、環状突起(22)がロール金型の回転軸に平行な方向の内側に向かって傾いていることを特徴とする。
【0012】
請求項3に記載の発明は、凹凸形状を有する光学シート(10)の凹凸部分を成型するための溝(23)と環状突起(22)とを回転軸に平行な方向において交互に有するロール金型(20)の製造方法であって、切削工具(30)を用いて溝の形成する際に、一方の横逃げ面(33a)と他方の横逃げ面(33b)とで金型ロールの回転軸に対する傾斜角が異なるようにして切削工具を用いることを特徴とするロール金型の製造方法である。
【0013】
請求項4に記載の発明は、請求項3に記載のロール金型の製造方法において、切削工具(30)を用いて溝(23)の形成する際に、送り方向前側となる横逃げ面(33a)の方が送り方向後ろ側となる横逃げ面(33b)より金型ロール(20)の回転軸に対する傾斜角が小さくなるようにして切削工具を用いることを特徴とする。
【0014】
請求項5に記載の発明は、光を透過可能に形成された光透過部(13)と、光を吸収可能に形成された光吸収部(14)とを有する光学機能層(12)を有し、映像光源の観察者側に配置される光学シート(10)であって、光透過部がシート面に沿って所定の間隔で並列されるとともに、光吸収部が光透過部間に形成されており、光透過部の並列方向両端部において光透過部は隣接する光吸収部側に傾いており、光透過部の並列方向の一方の端部と他方の端部とで光透過部の傾いている方向が反対であることを特徴とする光学シートである。
【0015】
請求項6に記載の発明は、請求項5に記載の光学シート(10)において、光透過部(13)の並列方向両端部において、光透過部が光学シートの外側に向かって傾いていることを特徴とする。
【0016】
請求項7に記載の発明は、請求項5又は6に記載の光学シート(10)において、映像光源からの出射光の色調を調整可能な層をさらに備え、光学機能層(12)が最も観察者側となる側に配置されていることを特徴とする。
【0017】
請求項8に記載の発明は、映像光源と該映像光源の観察者側に配置される光学シート(10)とを備えた映像表示装置(100)であって、光学シートが、光を透過可能に形成された光透過部(13)と、光を吸収可能に形成された光吸収部(14)とを有する光学機能層(12)を有し、光透過部がシート面に沿って所定の間隔で並列されるとともに、光吸収部が光透過部間に形成されており、光透過部の並列方向の一方の端部と他方の端部とで光透過部が反対方向に傾いていることを特徴とする映像表示装置である。
【発明の効果】
【0018】
本発明によれば、上述したようにして生じる突起の倒れが少ないロール金型、及び該ロール金型の製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とを提供することができる。
【図面の簡単な説明】
【0019】
【図1】ロール金型20の外観を概略的に示した斜視図である。
【図2】ロール金型20の一部を拡大して示した図である。
【図3】ロール金型20の一部をさらに拡大して示した図である。
【図4】切削工具30の形状を概略的に示した図である。
【図5】切削工具130の使用例を説明する図である。
【図6】ロール金型20を製造する方法の工程の一部を説明する図である。
【図7】光学シート10の断面の一部を概略的に示した図である。
【図8】光学機能層12の一部を拡大した図である。
【図9】光学シート10を製造する方法の工程の一部を説明する図である。
【図10】映像表示装置100を概略的に示した分解斜視図である。
【図11】実施例及び比較例にかかる光学シートの評価結果を示した図である。
【発明を実施するための形態】
【0020】
本発明の上記した作用及び利得は、次に説明する発明を実施するための形態から明らかにされる。以下、本発明を図面に示す実施形態に基づき説明する。ただし、本発明はこれら実施形態に限定されるものではない。なお、各図面は、図示と理解のしやすさの便宜上、適宜縮尺等は変更して簡略化している。また、各図面において、同様の構成のものには同じ符号を付しており、繰り返しとなる符号は一部省略している場合がある。
【0021】
1.金型
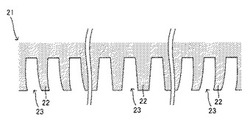
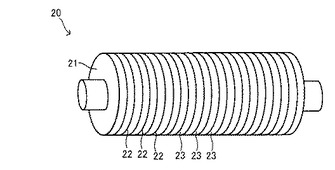
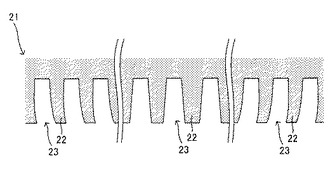
図1は、ロール金型20の外観を概略的に示した斜視図である。図2は、図1に示したロール金型20の外周面に形成された環状突起22及び溝23の断面の一部(ロール金型20の回転軸に平行な方向の両端部および中央部)を拡大して示した図である。図3は、ロール金型20の外周面に形成された環状突起22及び溝23の断面の一部(ロール金型20の中央部)をさらに拡大して示した図である。図2及び図3に示した断面は環状突起22及び溝23が延在する方向に直交する断面で、ロール金型20の回転軸に沿った方向の断面である。また、図1乃至図3において、紙面右側から左側が切削工具の送り方向である。したがって、図1乃至図3において、紙面右側が送り方向後ろ側、すなわち切削を開始した側であり、紙面左側が送り方向前側、すなわち切削を終了した側である。
【0022】
ロール金型20は、凹凸形状を有する光学シートの該凹凸部分を成型するための溝23と環状突起22とを回転軸に平行な方向において交互に有する。すなわち、図1に示すように、ロール金型20は、円柱状のいわゆるロール状の金型であり、円柱状のロール基体21の外周面から突出する複数の環状突起22、及び該環状突起22間に形成される溝23を有している。ここで環状突起22及び溝23は、それら自体が非常に微細であり、ロール金型20の周方向に延びるとともに、ロール金型20の幅方向(ロール回転軸方向)全長に亘って並ぶように密に形成されている。さらに詳しくは次の通りである。
【0023】
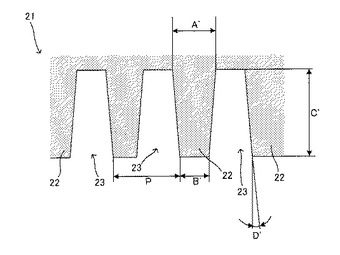
環状突起22及び溝23は、後に説明する光学機能層12の光透過部13及び凹部13a(図8参照)に対応する形状となっている。すなわち環状突起22が凹部13aの形状であり、溝23が光透過部13の形状となっている。従って、図3に表わしたA〜Dは、図8におけるA’〜D’のそれぞれに対応する寸法となっている。ただし、光透過部を構成する材料を成形するときに伸縮があること等を考慮すれば、図3のA〜Dが、図8のA’〜D’と完全に同一の寸法になるとは限らないことはいうまでもない。
【0024】
また、ロール金型20は、図2に示したように、回転軸に平行な方向(図2の左右方向)の両端部において環状突起22は隣接する溝23側に傾いており、ロール金型20回転軸に平行な方向の一方の端部と他方の端部とで環状突起22の傾いている方向が反対である。より具体的には、ロール金型20の回転軸に平行な方向の両端部において、環状突起22がロール金型20の回転軸に平行な方向の内側に向かって傾いている。また、ロール金型20の中央付近では、環状突起22の傾きがない、若しくは小さくなっている。従来のロール金型では切削を開始した部位から切削を終了した部位に向かうにつれて徐々に環状突起の倒れが大きくなっていた。ロール金型20は、このような従来のロール金型に比べて全体的に見れば環状突起22の倒れが小さくなっている。このようなロール金型20の製造方法は後に説明する。
【0025】
ロール金型20に備えられるロール基体21は、ベースとなる基体及び該基体外表面に積層された被加工層を有している。
上記基体は、ロール基体21の剛性を確保するための部位で、ロール基体21の大部分を占めている。かかる観点から基体は、機械構造用の鉄系材料が用いられることが好ましい。また、必要な剛性を確保しつつも軽量化をする観点から、基体は両端に底を有する有底の円筒状であってもよい。また、ロール金型20は表面の温度調節ができるようにロール基体21の内部に冷水や温水、蒸気又は高温の油を循環できるように2重構造にするのが一般的である。
一方、上記被加工層は、基体の外表面を被覆するように積層された層である。基体は上記したように構造上の観点からその材料が選択されるので、加工が困難である場合が多い。そこで、実際に加工するのはロール基体21の表面付近のみでよいことから、加工される部分に比較的加工のしやすい被加工層を設ける。従って、被加工層は、銅メッキ層、ニッケルメッキ層等の加工が容易な材料によるメッキ層であることが好ましい。被加工層の厚さは、その性質上、加工されるべき形状により決められる。例えば銅メッキ層の厚さは、必要な形状の高さ以上あれば問題ないが、通常は0.3mmから1.0mmである。
【0026】
次に、ロール金型20の製造方法について説明する。まず、従来の金型ロールの製造方法を説明した後、該製造方法と対比してロール金型20の製造方法について説明する。
【0027】
ロール金型の表面に溝及び環状突起を形成する際、切削工具によって切削されている溝の、送り方向後ろ側に隣接する環状突起は、切削工具によって既に形成された溝側(送り方向後ろ側)に押される。このようにして環状突起が押されることにより、該環状突起が曲がるようにして傾く。従来のロール金型の製造方法では、回転軸に沿った方向の断面において左右対象となる溝を、切削を開始した部位から形成しようとしていた。このような切削工具を用いた場合、切削を開始した部位では環状突起が傾きにくいため、回転軸に沿った方向の断面において左右対象な溝(目的の形状の溝)を形成し得る。しかしながら、切削が進むにつれて切削工具の切れ性が悪くなるため、切削を開始した部位では狙い通りの形状になるが、切削を終了する部位に向かうに従って上述したようにして切削工具が環状突起を押す力が強くなり、環状突起が送り方向後ろ側に傾き易くなる。この環状突起の傾き量は切削を終了する部位に向かうにつれて大きくなる。したがって、従来のロール金型では、切削を開始した部分と終了した部分とで環状突起の傾き量に大きな差ができていた。
【0028】
一方、ロール金型20の製造方法によれば、切削を開始する部位において、切削を終了する部位で環状突起22が傾いていると想定される方向とは反対側に環状突起22が意図的に倒れるようにして溝23の形成を開始する。すなわち、ロール金型20の製造方法によれば、切削を開始する部位において環状突起22が送り方向前側に傾いて形成されるような切削工具を用いて溝23を形成する。より具体的には、切削工具を用いて溝23の形成する際に、送り方向前側となる横逃げ面の方が送り方向後ろ側となる横逃げ面より金型ロール20の回転軸に対する傾斜角が小さくなるようにして切削工具を用いる。以下、金型ロール20の製造方法についてより具体的に説明する。
【0029】
まず、基体上に被加工層が積層されたロール基体21を準備し、これをロール回転軸により回転させる。はじめに基準面を得るための前加工として、所定の切削工具(Rバイト)により、必要な切り込み深さ及び送りで鏡面加工をおこなう。Rバイトとは、先端の形状が円弧状のバイトであり、曲率半径が2mmから10mmのダイヤモンドバイトがよく用いられる。送りピッチは0.1mmから0.4mmが一般的である。ここで、ロール基体21の直径は特に限定されることはないが、300mm以上500mm以下であることが好ましい。
【0030】
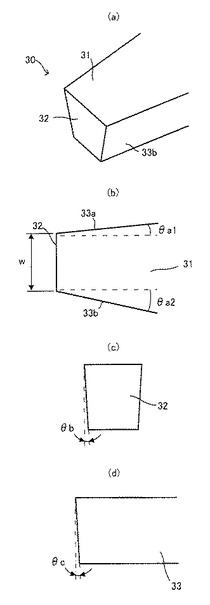
その後、得られた基準面に基づいてロール基体21を回転させつつ切削工具により溝23を形成する。ここで切削工具は例えば次のような形状を具備している。図4に使用される切削工具の一例である切削チップ30の概略的な図を示した。図4ではすくい面を符号31、前逃げ面を符号32、横逃げ面を符号33a、33bでそれぞれ表わしている。なお、横逃げ面33aは送り方向後ろ側となる横逃げ面であり、横逃げ面33bは送り方向前側となる横逃げ面である。図4(a)は斜視図、図4(b)はすくい面31側からみた図、図4(c)は前逃げ面32側から見た図、及び図4(d)は横逃げ面33側から見た図である。
【0031】
図4に表わしたバイト角度θa1、θa2、横逃げ角θb、及び前逃げ角θcは、次の通りである。
【0032】
切削チップ30では、バイト角度θa2はバイト角度θa1より大きくなっている。したがって、前逃げ面32がロール金型20の回転軸に平行となるように切削チップ30をロール金型20に当てることによって、金型ロール20の回転軸に対する送り方向前側となる横逃げ面33bの傾斜角θ2(図6(a)参照)の方が、金型ロール20の回転軸に対する送り方向後ろ側となる横逃げ面33aの傾斜角θ1(図6(a)参照)より小さくなるようにして切削チップ30を用いることができる。
【0033】
上述したように、ロール金型に形成される環状突起は、溝を切削する切削工具が摩耗するに従って送り方向後ろ側(切削を開始した部分の側)に傾き易くなる。ここで、上述したように、送り方向前側となる横逃げ面33bの方が送り方向後ろ側となる横逃げ面33aより金型ロール20の回転軸に対する傾斜角が小さくなるようにして切削チップ30を用いることにより、環状突起22は送り方向前側に傾いて形成され易くなる。そのため、バイト角度θa1とバイト角度θa2との差に起因して環状突起22が送り方向前側に傾いて形成され易くなる効果と、切削チップ30が摩耗して切れ味が悪化したことに起因して環状突起22が送り方向後ろ側へ傾き易くなる効果との相乗によって、ロール金型20の中央部分では環状突起22の傾きがなくなる、若しくは小さくなり、切削を終了する部位での環状突起22の傾きは従来のロール金型より小さくなる。このようなロール金型20の製造方法によれば、切削を開始した部位でも環状突起22の傾きは発生するが、ロール金型20全体で見れば、環状突起22の傾きは従来のロール金型より小さくなる。
【0034】
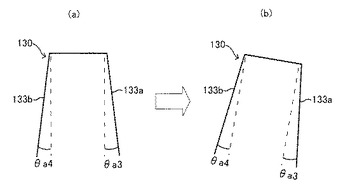
なお、送り方向前側となる横逃げ面の方が送り方向後ろ側となる横逃げ面よりロール金型の回転軸に対する傾斜角が小さくなるようにして切削チップを用いる方法は、上述したように、バイト角度θa1とバイト角度θa2とが異なる切削チップを用いる方法に限定されない。図5は切削チップ130の使用例を説明する図である。図5(a)及び図5(b)は、それぞれ切削チップ130をすくい面側からみた図である。例えば、図5(a)に示したようにバイト角度θa3とバイト角度θa4とが同一の切削チップ130であっても、図5(b)示したように先端が送り方向後ろ側に向くように傾けて使用することによって、送り方向前側となる横逃げ面133bの方が送り方向後ろ側となる横逃げ面133aよりロール金型の回転軸に対する傾斜角が小さくなるようにして用いることができる。
【0035】
図4に戻って、横逃げ角θb等の説明を続ける。横逃げ角θbは、2度以上5度以下が好ましい。当該横逃げ角θbを2度以上にすることにより、切削チップ30の切れ性が向上し、切削チップへの負担が減少するので、摩耗を減らすことができ、1つの切削チップで精度良く加工することができる。すなわち、溝23の深さを深くしたり、ピッチを小さくして切削本数を増やすことが可能となる。従って、切削チップを交換することなく、又はその交換回数を抑制して光学シートのロール金型を製造することができる。すなわち、ロール金型20の製造の効率及び精度を向上させ、最終製品である光学シート10の凹凸形状も高精度に製造することが可能となる。また、横逃げ角θbを5度よりも大きくすると、前逃げ角も大きくする必要があり、切削チップ30の強度が低下する懸念が出てくる。
前逃げ角θcは、通常5度以上20度以下にすることが多い。5度より小さいと横逃げ角と同様に切れ性が悪くなる傾向にある。一方、20度よりも大きくすると切削チップ先端の剛性がなくなり、欠けやチッピングが生じやすい。
【0036】
なお、図4(b)のwはバイト先端幅である。バイト先端幅wは形成されるべき溝の形状により適宜変更する。
【0037】
切削チップの材質は被加工層の材質、加工形状等により適宜選択できる。これには例えば超硬合金、CBN(立方晶窒化ホウ素)、ダイヤモンド等を挙げることができる。このなかでも高い精度を得ることができる観点からダイヤモンドであることが好ましい。ダイヤモンドには天然及び合成のものがあるが特に限定されることはない。
【0038】
切削時におけるロール基体21の回転速度は特に限定されるものではないが、300rpm以上600rpm以下であることが好ましい。ロール基体21の直径にもよるが、例えば直径が400mmの場合、300rpm未満だと切削速度が遅いため、切削チップへの負担が大きくなり精度良く加工することができなくなる虞がある。600rpmはおおよそ旋盤の最大回転速度である。ロール基体21の回転速度を上げていくとロール基体の振れが生じやすくなり、かかる観点から400rpm程度が好ましい。
【0039】
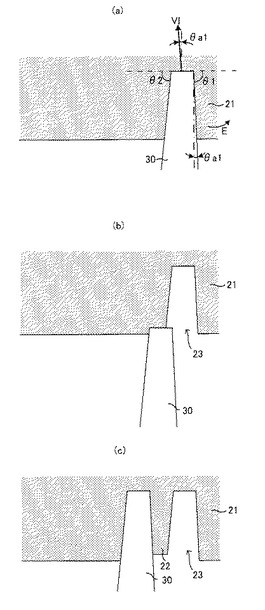
上記した切削チップ30を用いて、次のようにして溝23及び環状突起22を形成することができる。図6に模式図を示した。図6(a)、図6(b)、及び図6(c)の順に切削が進められていく。
【0040】
図6(a)に示したように切削チップ30によりロール基体21の外周面からロール基体21の回転軸の回転軸方向に向けていわゆる切り込みをおこなう。このとき、切り込みの方向は、ロール基体21の回転軸の回転軸方向に向かいつつ、送り方向(紙面左方向)にも進むような斜め方向とすることが好ましい。より具体的には、図6(a)にVIで示したように、切削チップ30のうち、切削時において送り方向と反対側(紙面右方向)となるバイト角度θa1と同じ角度となるように送りつつ、回転軸の回転軸方向に切り込んでいく。そして図6(b)に示したように1つの溝23が形成される。
【0041】
このように斜めに切り込みをおこなうことによって、形成されつつある環状突起22を図6(a)にEで示した方向に倒そうとする切削チップ30からの力を小さく抑え、環状突起22がEの方向に曲がるように倒れることを抑制することができる。特に切削が進むにつれて切削チップ30の切れ性が低下するにともない、環状突起22にかかる当該倒そうとする力が大きくなる傾向にある。これに対して上記のように切り込みを行うことにより、切削の開始部位から終了部位の全部に亘って当該倒そうとする力を抑制できるので、切削ロールの部位によって溝形状が異なることを抑制し、形状安定性を向上させることができる。
【0042】
次に、図6(a)に示した状態から、切削チップ30を溝23からロール基体21の半径方向に後退させる。そして、溝23のピッチの半ピッチ分送り、図6(b)に示したように環状突起22の外周部位置までロール基体21の半径方向に切り込む。これにより環状突起22の外周部が形成される。
そのあと、切削チップ30をロール基体21の半径方向に後退させ、次の溝23を切削するために切削チップ30を送り、図6(a)で説明した方法と同様にして切り込み、図6(c)に示したように次の溝23を形成する。
【0043】
ここで、切り込み速度は、2(μm/回転)以上、5(μm/回転)以下であることが好ましい。さらに、切削チップ(切削工具)が切り込み深さに達したとき、そのままの姿勢でロール基体21を1回転以上させてから切削チップ30を後退させることが好ましい。これにより、ロール基体21の円周方向全周にわたり所定の切り込み深さになる。1回転未満で切削チップ30を後退させると、円周方向で部分的に所定の切り込み深さまで達していない箇所ができてしまう虞があり、外観不良や光学性能にばらつきが生じることがある。
【0044】
以上のようにしてロール基体21の周方向に延びるとともに、ロール基体21の回転軸方向(幅方向)全長に亘って並列されるように環状突起22及び溝23を形成することができる。
【0045】
本製造方法では、上述したように、送り方向前側となる横逃げ面33bの方が送り方向後ろ側となる横逃げ面33aより金型ロール20の回転軸に対する傾斜角が小さくなるようにして切削チップ30を用いる。そのため、切削を開始した部位でも環状突起22の傾きは発生するが、上述したように、ロール金型20全体で見れば、環状突起22の傾きは従来のロール金型より小さくなる。
【0046】
上記切削により環状突起22及び溝23が形成された後には、ロール金型の表面が腐食することを防止したり、後述する光透過部構成組成物の離型性を向上させたりする観点から、ロール金型の表面をクロム等でメッキすることが好ましい。
【0047】
2.光学シート
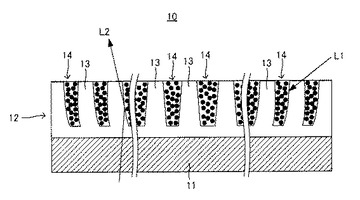
図7は、光学シート10の厚さ方向断面の一部(光透過部13の並列方向の両端部及び中央部)を示し、その層構成を模式的に表した図である。光学シート10は、映像表示装置に配置されたときに映像光源より観察者側に備えられ、観察者側から照射された光(いわゆる外光)を適切に遮蔽し、コントラストを向上させることができるシート状の部材である。
【0048】
光学シート10は、基材層11と、該基材層11上に形成された光学機能層12とを有している。以下に基材層11及び光学機能層12について説明する。
【0049】
基材層11は、後で詳しく説明する光学機能層12を形成するための基材となる層である。基材層11は、ポリエチレンテレフタレート(PET)を主成分とした材料で構成されることが好ましい。基材層11がPETを主成分とする場合、基材層11には、他の樹脂が含まれてもよい。また、各種添加剤を適宜添加してもよい。一般的な添加剤としては、フェノール系等の酸化防止剤、ラクトン系等の安定剤等を挙げることができる。ここで「主成分」とは、基材層を形成する材料全体に対して上記PETが50質量%以上含有されていることを意味する(以下、同様とする。)。
【0050】
ただし、基材層11を構成する材料の主成分は、必ずしもPETであることは必要なく、その他の材料でもよい。これには例えば、ポリブチレンテレフタレート、ポリエチレンナフタレート、テレフタル酸−イソフタル酸−エチレングリコール共重合体、テレフタル酸−シクロヘキサンジメタノール−エチレングリコール共重合体などのポリエステル系樹脂、ナイロン6などのポリアミド系樹脂、ポリプロピレン、ポリメチルペンテン等のポリオレフィン系樹脂、ポリメチルメタクリレートなどのアクリル系樹脂、ポリスチレン、スチレン−アクリロニトリル共重合体等のスチレン系樹脂、トリアセチルセルロース等のセルロース系樹脂、イミド系樹脂、ポリカーボネート樹脂等を挙げることができる。また、これら樹脂中には、必要に応じて適宜、紫外線吸収剤、充填剤、可塑剤、帯電防止剤等の添加剤を加えても良い。
なお、性能に加え、量産性、価格、入手可能性等の観点からは、PETを主成分とする樹脂によって基材層11を構成することが好ましい。
【0051】
光学機能層12は、映像光源側からの映像光の光路を制御するとともに、迷光や外光を適切に吸収する機能を有する層である。光学機能層12は、図7に示した断面を有して紙面奥/手前側に延在する形状を備える。すなわち、図7に表れる断面において、断面が略台形である光透過部13と、該光透過部13の間に形成され、断面が略台形の凹部13a(図8参照)に形成される光吸収部14とを備えている。
【0052】
また、光学機能層12は、光透過部13の並列方向(図7の左右方向)両端部において光透過部13は隣接する光吸収部14側に傾いており、光透過部13の並列方向の一方の端部と他方の端部とで光透過部13の傾いている方向が反対である。より具体的には、光透過部13の並列方向両端部において、光透過部13が光学シート10の外側に向かって傾いている。さらに、光学機能層12の中央付近では、光透過部13は傾いていない。よって、光学機能層12全体としては、従来のものより光透過部13の倒れが少なくなっている。このような光学機能層12は、上述したロール金型20を用いて成型することができる。
【0053】
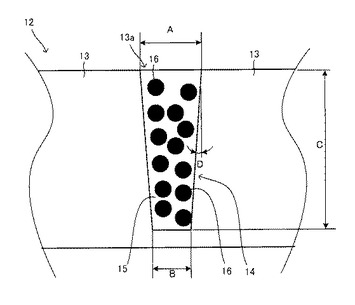
図8には、図7に示した光学機能層12のうち、中央付近の1つの光吸収部14及びこれに隣接する光透過部13を拡大して示した。
【0054】
光透過部13は光を透過する部位であり、図7及び図8に表れる断面において、基材層11側となる面に下底を有し、これとは反対側の面に下底より短い上底を有する略台形断面の要素である。そして、光透過部13は、シート面に沿って所定の間隔で並列されるとともに、その間には、略台形断面を有する凹部13aが形成されている。凹部13aは、光透過部13の上底側に下底を有し、光透過部13の下底側に上底を有する台形断面を備え、ここに後述する必要な材料が充填されることにより光吸収部14が形成される。
【0055】
光透過部13が並列される間隔(1つの光透過部13とこれに隣接する光透過部13との間隔、ピッチ)は、特に限定されることはないが、20μm以上100μm以下であることが好ましい。
【0056】
図8には、凹部13aの各寸法をA〜Dで表わした。図8にAで表わしたのは凹部13aの下底の長さである。同様に、Bは上底の長さ、Cは高さ、Dは斜辺がシート法線となす角度である。各寸法A〜Dとも光学シートとして必要な性能を有するように設計され、その値は特に限定されるものはないが、Aは5μm以上20μm以下であることが好ましい。同様にBはAと同一又はAよりも小さく、かつ、2μm以上20μm以下、Cは50μm以上150μm以下、Dは0度以上5度以下であることが好ましい。
後述するように、ここで必要とされる各寸法に対応したロール金型が製造される。
【0057】
光透過部13は屈折率がNpであり、光透過性を有する。このような光透過部13は、例えば後述する光透過部構成組成物を硬化させることにより形成することができる。詳しくは後で説明する。屈折率Npの値は特に限定されることはないが、適用する材料の入手性の観点等から1.49〜1.56であることが好ましい。
【0058】
次に、光吸収部14について説明する。光吸収部14は、上記した光透過部13間の凹部13aに形成され、全体として光を吸収することができるように構成されている。従って、その形状は概ね凹部13aに沿うものとなっている。
【0059】
光吸収部14は、光透過部13の屈折率Npと同じ、又はこれより小さい屈折率Nbを有する所定の材料により構成される。光透過部13の屈折率Npと光吸収部14の屈折率NbとをNp>Nbとしたときには、光吸収部14と光透過部13との界面において、屈折率差と該界面への入光角との関係に基づいて、一部の映像光をこの界面で適切に反射させて観察者側に出光することができる。これにより、界面に反射することなく光透過部13を透過した映像光に加え、このように反射した映像光が観察者に提供され、明るい映像とすることができる。また、外光や迷光の一部は、界面で反射することなく光吸収部14に入射して吸収され、映像の質の向上が図られている。NpとNbとの屈折率の差は特に限定されるものではないが、0以上0.07以下であることが好ましい。屈折率差が大きいほど界面での反射がしやすくなる。
【0060】
本実施形態では、光吸収部14は、光吸収粒子16を含有することにより光吸収性能を有するものとされている。すなわち、光吸収粒子16を分散させたバインダ(光吸収部構成組成物)が凹部13aに充填されている。従ってこの場合にはバインダが屈折率Nbである物質となる。光吸収部14を形成する材料や方法等は後で詳しく説明する。
【0061】
なお、光を吸収させるための手段は本実施形態のように光吸収粒子による方法に限定されるものではない。他には例えば、顔料や染料により光吸収部全体を着色することもできる。
【0062】
このような光学シート10によれば、外光を適切に遮蔽することができる。図7に、光学シート10に入射した外光の光路例を概略的に示した。この説明に際しては図7の紙面上を観察者側とする。すなわち、図7に示すように、所定の角度を有して光学シート10に入射した外光L1は、光学シート10を透過中に、光吸収部14によって吸収される。これによりコントラストを向上させることができる。また、所定の角度を有して光学シート10に入射した映像光L2は、光透過部13と光吸収部14との界面で反射され、観察者側に出射される。光学シート10のこのような光学性能は、光透過部13と光吸収部14との界面のシート面に対する傾き、すなわち光透過部13の傾きによって影響を受ける。光学シート10によれば、上述したように光透過部13の並列方向両端部において光透過部13は隣接する光吸収部14側に傾いており、光透過部13の並列方向の一方の端部と他方の端部とで光透過部14の傾いている方向が反対である。そのため、光学シート10を映像表示装置に用いた場合、光透過部13の並列方向の両端部(例えば、画面の上下。)で視野角を等しくし易くなる。
【0063】
次に、上記ロール金型20を用いて、光学シート10を製造する方法を説明する。図9に概要図を示した。はじめに基材11上に光透過部13を形成する。すなわち、図9からわかるようにロール金型20とこれに対向するように配置されたニップロール41との間に、基材層11となる基材11’を挿入する。このとき、基材11’とロール金型20との間に光透過部構成組成物13’を供給しながら図9に矢印で示したようにロール金型20及びニップロール41を回転させる。これによりロール金型20の表面に形成された溝23内に光透過部構成組成物13’が充填され、該光透過部構成組成物13’がロール金型20の表面形状に沿ったものとなる。
【0064】
ここで、光透過部構成組成物13’としては、例えば、光硬化型プレポリマー(P1)に、反応性希釈モノマー(M1)及び光重合開始剤(S1)を配合した光硬化型樹脂組成物が好ましく用いられる。
【0065】
上記光硬化型プレポリマー(P1)としては、例えば、エポキシアクリレート系、ウレタンアクリレート系、ポリエーテルアクリレート系、ポリエステルアクリレート系、ポリチオール系等のプレポリマーを挙げることができる。
【0066】
また、上記反応性希釈モノマー(M1)としては、例えば、ビニルピロリドン、2−エチルヘキシルアクリレート、β−ヒドロキシアクリレート、テトラヒドロフルフリルアクリレート等を挙げることができる。
【0067】
また、上記光重合開始剤(S1)としては、例えば、ヒドロキシベンゾイル化合物(2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、ベンゾインアルキルエーテル等)、ベンゾイルホルメート化合物(メチルベンゾイルホルメート等)、チオキサントン化合物(イソプロピルチオキサントン等)、ベンゾフェノン(ベンゾフェノン等)、リン酸エステル化合物(1,3,5−トリメチルベンゾイルジフェニルホスフィンオキシド、ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイド等)、ベンジルジメチルケタール等が挙げられる。これらの中から、光硬化型樹脂組成物を硬化させるための照射装置及び光硬化型樹脂組成物の硬化性から任意に選択することができる。なお、光透過部13、13、…の着色防止の観点から好ましいのは、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン及びビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイドである。
【0068】
光硬化型樹脂組成物に含まれる光重合開始剤(S1)の量は、光硬化型樹脂組成物の硬化性及びコストの観点から、光透過部構成組成物全量を基準(100質量%)として、0.5質量%以上5.0質量%以下であることが好ましい。一般に、光重合開始剤は少なくとも部分的に可溶性(例えば、樹脂の処理温度で)であり、重合された後、実質的に無色である。光重合開始剤を着色(例えば、黄色に着色)していてもよいが、光透過部構成組成物を硬化させて光透過部を形成したときに実質的に無色になることを条件とする。
【0069】
これらの光硬化型プレポリマー(P1)、反応性希釈モノマー(M1)及び光重合開始剤(S1)は、それぞれ、1種類で、又は2種以上を組み合わせて用いることができる。
【0070】
ロール金型20と基材11’との間に挟まれ、ここに充填された光透過部構成組成物に対し、基材11’側から光照射装置42により光を照射する。これにより、光透過部構成組成物13’を硬化させ、その形状を固定させることができる。そして、離型ロール43によりロール金型20から基材層11及び成形された光透過部13を離型する。
【0071】
次に、光吸収部14を形成する。光吸収部14を形成するには、まず、凹部13aに光吸収部構成組成物を過剰に塗布する。その後、余剰分の光吸収部構成組成物をドクターブレード等で掻き落とす。そして、凹部13aに残った光吸収部構成組成物に光透過部側から光を照射することによって、光吸収部構成組成物に含まれるバインダ15を硬化させ、光吸収部14を形成することができる。
【0072】
バインダとして用いられるものは特に限定されないが、これには例えば、光硬化型プレポリマー(P2)に、反応性希釈モノマー(M2)及び光重合開始剤(S2)を配合した光硬化型樹脂組成物が好ましく用いられる。
【0073】
光硬化型プレポリマー(P2)としては、例えば、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、エポキシ(メタ)アクリレート、およびブタジエン(メタ)アクリレート等を挙げることができる。
【0074】
また、反応性希釈モノマー(M2)としては、例えば、単官能モノマーとして、ビニルモノマー、(メタ)アクリル酸エステルモノマー、(メタ)アクリルアミド誘導体が挙げられる。また、多官能モノマーとして、(メタ)アクリレート系のものが挙げられる。
【0075】
また、光重合開始剤(S2)としては、1−ヒドロキシシクロヘキシルフェニルケトン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイド等が挙げられる。これらの中から、光硬化型樹脂組成物を硬化させるための照射装置及び光硬化型樹脂組成物の硬化性から任意に選択することができる。
【0076】
なお、光硬化型樹脂組成物に含まれる光重合開始剤(S2)の量は、光硬化型樹脂組成物の硬化性及びコストの観点から、光硬化型樹脂組成物全量を基準(100質量%)として、0.5質量%以上10.0質量%以下であることが好ましい。
【0077】
これらの光硬化型プレポリマー(P2)、反応性希釈モノマー(M2)及び光重合開始剤(S2)は、それぞれ、1種類で、又は2種以上を組み合わせて用いることができる。
【0078】
具体的には、ウレタンアクリレート、エポキシアクリレート、トリプロピレングリコールジアクリレートおよびメトキシトリエチレングリコールアクリレートからなる光重合性成分(詳しくは、光硬化型プレポリマー(P2)及び反応性希釈モノマー(M2))の屈折率、粘度、又は光学機能層12の性能への影響等を考慮して任意に配合して用いる。
【0079】
また必要に応じて、添加剤として、シリコーン、消泡剤、レベリング剤及び溶剤等を光吸収部構成組成物に添加してもよい。
【0080】
光吸収粒子16としては、カーボンブラック等の光吸収性の着色粒子が好ましく用いられるが、これらに限定されるものではなく、映像光の特性に合わせて特定の波長を選択的に吸収する着色粒子を使用してもよい。具体的には、カーボンブラック、グラファイト、黒色酸化鉄等の金属塩、染料、顔料等で着色した有機微粒子や着色したガラスビーズ等を挙げることができる。特に、着色した有機微粒子が、コスト面、品質面、入手の容易さ等の観点から好ましく用いられる。より具体的には、カーボンブラックを含有したアクリル架橋微粒子や、カーボンブラックを含有したウレタン架橋微粒子等が好ましく用いられる。こうした着色粒子は、通常、上記の光吸収部構成組成物中に3質量%以上30質量%以下の範囲で含まれる。着色粒子の平均粒子径は1.0μm以上20μm以下であることが好ましい。後に説明するように、光吸収部14を形成する際には、着色粒子を含有する光吸収部構成組成物を光透過部13間の凹部13aに充填した後にドクターブレードを用いて余剰分の光吸収部構成組成物を掻き落とす工程が含まれる。このとき、平均粒子径が1.0μm以上の着色粒子を用いることによって、着色粒子がドクターブレードと光透過部13の上部との間の隙間を抜け難くなり、光透過部13の上部に着色粒子が残留することを防止できる。
【0081】
以上により、基材層11上に光透過部13及び光吸収部14を形成することによって光学シート10を得ることができる。
【0082】
光学シート10には、さらに必要に応じて他の機能を有する層が積層されてもよい。具体的には、例えば電磁波遮蔽層、波長フィルタ層、防眩層、反射防止層、ハードコート層等を、粘着層を用いて貼合することで構成することができる。これらの層の積層順、及び積層数は、光学シートの用途に応じて適宜決定される。いずれの層も公知のものを適用することができる。以下に各層について説明する。
【0083】
電磁波遮蔽層は、電磁波を遮断する機能を有する層である。当該機能を有する層であれば、電磁波を遮断する手段は特に限定されるものではない。これには、例えばエッチング方式、印刷方式、蒸着方式、スパッタ方式等の方法で形成された金属メッシュを挙げることができる。
【0084】
波長フィルタ層は、所定の波長の光を減衰して透過する機能を有する層である。減衰されるべき波長の光は必要に応じて適宜選択することができるが、プラズマディスプレイパネル(PDP)から出射されるネオン線を減衰・遮断する層、赤外線、近赤外線や紫外線を減衰・遮断する層、及び出射光の色調を調整可能な層を挙げることができる。
【0085】
防眩層は、いわゆるぎらつきを抑制する機能を有する層であり、アンチグレア層、AG層と呼ばれることもある。
【0086】
反射防止層は最も観察者側に配置され、外光の反射を防止する機能を有する層である。これによれば、外光が光学シートの観察者側面で反射して観察者側へ戻って、いわゆる映り込みが生じて映像が見え難くなることを抑制することができる。
【0087】
ハードコート層は、保護層やHC層とも呼ばれることもある。これは、画像表示面に傷がつくことを抑えるために耐擦傷性を付与することができる機能を有するフィルムが配置された層である。
【0088】
粘着層は、粘着剤が配置される層である。該粘着剤としてアクリル系粘着剤を挙げることができる。ただし、必要な光透過性、粘着性、耐候性を得ることができれば粘着剤はこれに限定されるものではない。また、層構成によっては、色素の劣化を防止するために、紫外線を吸収する効果のあるUV吸収剤(ベンゾトリアゾール系など)を粘着剤に含めることが望ましい。また、粘着層にはUV吸収剤、近赤外吸収剤、ネオン線吸収剤、及び調色色素などを粘着剤に含める場合もある。
【0089】
3.映像表示装置
次に、本発明の映像表示装置について説明する。本発明の映像表示装置は、上記本発明の光学シートと、映像光源とを備えてなる。映像光源としては、PDPなどを例示することができる。映像光源の映像光出射側に、粘着剤層などを介して本発明の光学シートを貼合することによって、本発明の映像表示装置を構成することができる。
【0090】
図10は一つの実施形態にかかる本発明の映像表示装置であるプラズマテレビ100を模式的に示した分解斜視図である。図10では紙面右上が観察者側、紙面左下が背面側を示している。図10からわかるように、プラズマテレビ100は、前面側筐体130と背面側筐体120とにより形成される筐体の内側に、映像源ユニットであるPDPユニット110を備えている。PDPユニット110は、プラズマテレビ100の背面側から観察者側に向かって、PDP、及び光学シートを備えており、光学シートは粘着剤層によってPDPに貼合されている。なお、当該光学シートは、上記本発明の光学シートである。また、PDPは、平板状の映像光源であるプラズマディスプレイパネルであり、通常のプラズマテレビに用いられるものをそのまま適用することができる。従って、通常のPDPと同様に、3原色のそれぞれの蛍光体を有する1画素を1単位とした画素が縦横に並列されるとともにガス放電をさせて発光させるための電極が備えられている。
【0091】
プラズマテレビ100にはその筐体内にPDPユニット110の他にもプラズマテレビに備えられる通常の各装置が具備される。これには例えば、各種電気回路や冷却手段等を挙げることができる。
【0092】
ここでは、本発明の映像表示装置としてプラズマテレビを例示したが、本発明は係る形態に限定されない。例えば、映像光源として、通常に知られている電界発光ディスプレイパネル(FED)、表面伝導型電子放出素子ディスプレイ(SED)、有機EL等を用いることも可能である。
【0093】
上述したように、本発明の映像表示装置は、上記本発明の光学シートを備えている。すなわち、本発明の映像表示装置は、例えば画面の上下方向において視野角が同一にすることが容易である。
【実施例】
【0094】
以下、実施例により本発明をさらに詳しく説明する。ただし本発明は実施例に限定されるものではない。
【0095】
(実施例)
直径300mmの金型シリンダーを用意し、被加工層としての硬質銅メッキ(ビッカース硬度210Hv)を厚さ(片肉)0.5mmで表面に形成した。これをロール基体とした。そして、旋盤を用いて当該ロール基体に溝及び環状突起を形成してロール金型を製造した。ロール金型の回転数は420rpmに設定した。切削工具にはダイヤモンドバイトを使用し、該ダイヤモンドバイトは先端部をすくい面側から見た形状が台形であり、先端幅は35μm、両側のテーパー角度はそれぞれ1.83度であった。このダイヤモンドバイトを1度傾けることによって、送り方向前側となる横逃げ面の金型ロールの回転軸に対する角度を2.83度とするととともに、送り方向後ろ側となる横逃げ面の金型ロールの回転軸に対する角度を0.83度となるようにして切削した。バイトの送り角度は0.83度とし、送り速度は2μm/回転とした。さらに、溝のピッチは45μm、切り込み深さは94μmとした。上記のようにしてロール基体の幅(軸方向の長さ)250mmに亘って溝及び環状突起を形成することを2回繰り返した。1回目の切削では新品のバイトを使用し、2回目の切削ではロール基体の幅1580mmに亘って上記のように溝及び環状突起を形成した後の使用済みバイトを使用した。1回目の切削は切削を開始した部位を想定しており、2回目の切削は切削を終了した部位を想定している。この結果、1回目及び2回目の切削は問題なく終了し、ともに外観は良好であった。
【0096】
(比較例)
直径400mmの金型シリンダーを用意し、被加工層としての硬質銅メッキ(ビッカース硬度210Hv)を厚さ(片肉)0.5mmで表面に形成した。これをロール基体とした。そして、旋盤を用いて当該ロール基体に溝及び環状突起を形成してロール金型を製造した。ロール金型の回転数は440rpmに設定した。切削工具にはダイヤモンドバイトを使用し、該ダイヤモンドバイトは先端部をすくい面側から見た形状が台形であり、先端幅は35μm、両側のテーパー角度はそれぞれ2.83度であった。前逃げ面がロール金型の回転軸と平行になるようにして、当該ダイヤモンドバイトで切削した。バイトの送り角度は2.83度とし、送り速度は2μm/回転とした。さらに、溝のピッチは45μm、切り込み深さは94μmとした。ロール基体の幅1580mmに亘って上記のように溝及び環状突起を形成した。
【0097】
(光学シートの作製)
上記実施例にかかるロール金型及び比較例にかかるロール金型を用いて、以下の手順で光学シートを作製した。まず、ロール金型とニップロールとの間に基材(PETフィルム、商品名:A4300、東洋紡績社製、厚さ100μm)を挿入して搬送し、この基材の搬送に合わせて光透過部構成組成物を基材上に供給装置から供給した。ロール金型およびニップロール間の押圧力により、基材とロール金型との間に光透過部構成組成物を充填し、基材側からフュージョンUVシステムズ社製の無電極UVランプにより800mJ/cm2の紫外線を照射した。このようにして光透過部構成組成物を硬化させて光透過部を形成した。その後、剥離ロールによりロール金型から光透過部を離型し、基材上に光透過部が形成された中間部材を作製した。次に、当該中間部材上に供給装置から光吸収部構成組成物を供給した。また、中間部材の進行方向と略垂直に配置されたドクターブレードを用いて、中間部材上に供給した光吸収部構成組成物を光透過部間の凹部に充填するとともに、余剰分の光吸収部構成組成物を掻き落とした。その後、上記の無電極UVランプにより800mJ/cm2の紫外線を照射して光吸収部構成組成物を硬化させ、硬化した光吸収部構成組成物によって光吸収部を形成した。以上の手順によって、基材上に光透過部及び光吸収部を有する光学機能層が形成された光学シートを作製した。
【0098】
(評価)
上記のようにして実施例にかかるロール金型を用いて作製した光学シート(実施例にかかる光学シート)、及び比較例にかかるロール金型を用いて作製した光学シート(比較例にかかる光学シート)について、株式会社村上色彩技術研究所製の視野角測定装置(GP−500)を使用して、±80度における透過率を測定した。そのデータにローレンツ関数をフッティングさせ、最も透過率が高い角度を算出した。その結果を図11に示した。
【0099】
なお、本評価は、光透過部の並列方向が上下方向となり、且つ、ロール金型の切削を開始した部位によって成型された部分が下側、ロール金型の切削を終了した部位によって成型された部分が上側となるように光学シートを配置するとともに、基材側から光を照射して行った。図11に示したグラフにおいて、横軸は「切削開始位置からの距離[mm]」である。すなわち、図11に示したグラフの左側は、ロール金型の切削を開始した部位(実施例については、1回目の切削によって切削された部位(切削を開始した部位を想定した部位))によって成型された部分での結果であり、右側は、ロール金型の切削を終了した部位(実施例については、2回目の切削によって切削された部位(切削を終了した部位を想定した部位))によって成型された部分での結果である。一方、縦軸はピーク位置のシフト量[°]である。なお、「ピーク位置のシフト量[°]」とは、光学シートのシート面の法線方向を0°として、最も透過率が高かった方向を意味する。ここでは、光学シートのシート面の法線方向より上側を+、下側を−としている。
【0100】
実施例にかかる光学シートでは、光学シートの上側と下側とにおいて光透過部の倒れる方向が異なっていたため、図11に示したように、光学シートの略中央部分から一方の側と他方の側とでピーク位置のシフト量[°]の+と−とが反対になったと考えられる。一方、比較例にかかる光学シートでは、光学シートの下側から上側に向かうにつれて光透過部の倒れが大きくなっていたため、図11に示したように、光学シートの下側から上側に向かうにつれてピーク位置のシフト量[°]が大きくなったと考えられる。また、図11に示した結果から、実施例にかかる光学シートは比較例にかかる光学シートより全体的にピーク位置のシフト量[°]が小さいことがわかる。これは、実施例にかかる光学シートの方が比較例にかかる光学シートに比べて、全体的に光透過部の倒れが小さくなっていたためだと考えられる。
【符号の説明】
【0101】
10 光学シート
11 基材層
12 光学機能層
13 光透過部
14 光吸収部
15 バインダ部
16 光吸収粒子
20 ロール金型
21 ロール基体
22 環状突起
23 溝
【技術分野】
【0001】
本発明は、表面に微細な凹凸形状を有する光学シートを製造する際に用いられるロール金型、及びその製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とに関する。
【背景技術】
【0002】
プラズマテレビや液晶表示装置のような、映像を観察者に出射する映像表示装置には、映像光源と、該映像光源からの映像光の質を高めて観察者に透過する各種機能を有する光学シートと、が備えられている。
【0003】
このような光学シートは、通常、複数の層を積層して構成される。また、当該層の1つとして、表面に微細な凹凸形状が設けられた層を備えることがある。このような表面に微細な凹凸を有するシートを製造するためには、通常、該凹凸に対応した形状を転写することのできる溝及び突起を有するロール金型が用いられる。
【0004】
特許文献1には、光学シートに適用されるロール金型の製造方法が開示されている。ここには、点欠陥、線状欠陥の発生を抑制することができる光学シート製造用金型を製作するためのバイト形状に関する技術が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−211457号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ロール金型の表面に形成される溝及び突起は、ロール金型上に数本形成すればよいというものではなく、非常に多くの溝及び突起をロール金型上に形成しなければならない。そしてロール金型から転写されて製造される光学シートの品質を確保する観点から、当該無数の溝及び突起はロール金型上のいずれの部位でもできるだけ均一である必要があると考えられていた。
【0007】
しかしながら、光学シート製造用のロール金型は、表面に溝及び突起を形成する過程において、切削工具が摩耗することによって切れ味が悪くなり、該切削工具で切削を続けるにつれて徐々に突起が倒れるように曲がる現象が生じていた。その結果、切削を開始した部位と終了する部位とで溝及び突起の形状が異なるという問題があった。また、このようなロール金型で光学シートを製造すれば、ロール金型の溝及び突起の形状が光学シートに転写されるため、光学シートの光学性能にも影響を与える可能性がある。
【0008】
そこで本発明は、上述したようにして生じる突起の倒れが少ないロール金型、及び該ロール金型の製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とを提供する。
【課題を解決するための手段】
【0009】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0010】
請求項1に記載の発明は、凹凸形状を有する光学シート(10)の凹凸部分を成型するための溝(23)と環状突起(22)とを回転軸に平行な方向において交互に有するロール金型(20)であって、ロール金型の回転軸に平行な方向の両端部において環状突起は隣接する溝側に傾いており、ロール金型の回転軸に平行な方向の一方の端部と他方の端部とで環状突起の傾いている方向が反対であることを特徴とするロール金型である。
【0011】
請求項2に記載の発明は、請求項1に記載のロール金型(20)において、ロール金型の回転軸に平行な方向の両端部において、環状突起(22)がロール金型の回転軸に平行な方向の内側に向かって傾いていることを特徴とする。
【0012】
請求項3に記載の発明は、凹凸形状を有する光学シート(10)の凹凸部分を成型するための溝(23)と環状突起(22)とを回転軸に平行な方向において交互に有するロール金型(20)の製造方法であって、切削工具(30)を用いて溝の形成する際に、一方の横逃げ面(33a)と他方の横逃げ面(33b)とで金型ロールの回転軸に対する傾斜角が異なるようにして切削工具を用いることを特徴とするロール金型の製造方法である。
【0013】
請求項4に記載の発明は、請求項3に記載のロール金型の製造方法において、切削工具(30)を用いて溝(23)の形成する際に、送り方向前側となる横逃げ面(33a)の方が送り方向後ろ側となる横逃げ面(33b)より金型ロール(20)の回転軸に対する傾斜角が小さくなるようにして切削工具を用いることを特徴とする。
【0014】
請求項5に記載の発明は、光を透過可能に形成された光透過部(13)と、光を吸収可能に形成された光吸収部(14)とを有する光学機能層(12)を有し、映像光源の観察者側に配置される光学シート(10)であって、光透過部がシート面に沿って所定の間隔で並列されるとともに、光吸収部が光透過部間に形成されており、光透過部の並列方向両端部において光透過部は隣接する光吸収部側に傾いており、光透過部の並列方向の一方の端部と他方の端部とで光透過部の傾いている方向が反対であることを特徴とする光学シートである。
【0015】
請求項6に記載の発明は、請求項5に記載の光学シート(10)において、光透過部(13)の並列方向両端部において、光透過部が光学シートの外側に向かって傾いていることを特徴とする。
【0016】
請求項7に記載の発明は、請求項5又は6に記載の光学シート(10)において、映像光源からの出射光の色調を調整可能な層をさらに備え、光学機能層(12)が最も観察者側となる側に配置されていることを特徴とする。
【0017】
請求項8に記載の発明は、映像光源と該映像光源の観察者側に配置される光学シート(10)とを備えた映像表示装置(100)であって、光学シートが、光を透過可能に形成された光透過部(13)と、光を吸収可能に形成された光吸収部(14)とを有する光学機能層(12)を有し、光透過部がシート面に沿って所定の間隔で並列されるとともに、光吸収部が光透過部間に形成されており、光透過部の並列方向の一方の端部と他方の端部とで光透過部が反対方向に傾いていることを特徴とする映像表示装置である。
【発明の効果】
【0018】
本発明によれば、上述したようにして生じる突起の倒れが少ないロール金型、及び該ロール金型の製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とを提供することができる。
【図面の簡単な説明】
【0019】
【図1】ロール金型20の外観を概略的に示した斜視図である。
【図2】ロール金型20の一部を拡大して示した図である。
【図3】ロール金型20の一部をさらに拡大して示した図である。
【図4】切削工具30の形状を概略的に示した図である。
【図5】切削工具130の使用例を説明する図である。
【図6】ロール金型20を製造する方法の工程の一部を説明する図である。
【図7】光学シート10の断面の一部を概略的に示した図である。
【図8】光学機能層12の一部を拡大した図である。
【図9】光学シート10を製造する方法の工程の一部を説明する図である。
【図10】映像表示装置100を概略的に示した分解斜視図である。
【図11】実施例及び比較例にかかる光学シートの評価結果を示した図である。
【発明を実施するための形態】
【0020】
本発明の上記した作用及び利得は、次に説明する発明を実施するための形態から明らかにされる。以下、本発明を図面に示す実施形態に基づき説明する。ただし、本発明はこれら実施形態に限定されるものではない。なお、各図面は、図示と理解のしやすさの便宜上、適宜縮尺等は変更して簡略化している。また、各図面において、同様の構成のものには同じ符号を付しており、繰り返しとなる符号は一部省略している場合がある。
【0021】
1.金型
図1は、ロール金型20の外観を概略的に示した斜視図である。図2は、図1に示したロール金型20の外周面に形成された環状突起22及び溝23の断面の一部(ロール金型20の回転軸に平行な方向の両端部および中央部)を拡大して示した図である。図3は、ロール金型20の外周面に形成された環状突起22及び溝23の断面の一部(ロール金型20の中央部)をさらに拡大して示した図である。図2及び図3に示した断面は環状突起22及び溝23が延在する方向に直交する断面で、ロール金型20の回転軸に沿った方向の断面である。また、図1乃至図3において、紙面右側から左側が切削工具の送り方向である。したがって、図1乃至図3において、紙面右側が送り方向後ろ側、すなわち切削を開始した側であり、紙面左側が送り方向前側、すなわち切削を終了した側である。
【0022】
ロール金型20は、凹凸形状を有する光学シートの該凹凸部分を成型するための溝23と環状突起22とを回転軸に平行な方向において交互に有する。すなわち、図1に示すように、ロール金型20は、円柱状のいわゆるロール状の金型であり、円柱状のロール基体21の外周面から突出する複数の環状突起22、及び該環状突起22間に形成される溝23を有している。ここで環状突起22及び溝23は、それら自体が非常に微細であり、ロール金型20の周方向に延びるとともに、ロール金型20の幅方向(ロール回転軸方向)全長に亘って並ぶように密に形成されている。さらに詳しくは次の通りである。
【0023】
環状突起22及び溝23は、後に説明する光学機能層12の光透過部13及び凹部13a(図8参照)に対応する形状となっている。すなわち環状突起22が凹部13aの形状であり、溝23が光透過部13の形状となっている。従って、図3に表わしたA〜Dは、図8におけるA’〜D’のそれぞれに対応する寸法となっている。ただし、光透過部を構成する材料を成形するときに伸縮があること等を考慮すれば、図3のA〜Dが、図8のA’〜D’と完全に同一の寸法になるとは限らないことはいうまでもない。
【0024】
また、ロール金型20は、図2に示したように、回転軸に平行な方向(図2の左右方向)の両端部において環状突起22は隣接する溝23側に傾いており、ロール金型20回転軸に平行な方向の一方の端部と他方の端部とで環状突起22の傾いている方向が反対である。より具体的には、ロール金型20の回転軸に平行な方向の両端部において、環状突起22がロール金型20の回転軸に平行な方向の内側に向かって傾いている。また、ロール金型20の中央付近では、環状突起22の傾きがない、若しくは小さくなっている。従来のロール金型では切削を開始した部位から切削を終了した部位に向かうにつれて徐々に環状突起の倒れが大きくなっていた。ロール金型20は、このような従来のロール金型に比べて全体的に見れば環状突起22の倒れが小さくなっている。このようなロール金型20の製造方法は後に説明する。
【0025】
ロール金型20に備えられるロール基体21は、ベースとなる基体及び該基体外表面に積層された被加工層を有している。
上記基体は、ロール基体21の剛性を確保するための部位で、ロール基体21の大部分を占めている。かかる観点から基体は、機械構造用の鉄系材料が用いられることが好ましい。また、必要な剛性を確保しつつも軽量化をする観点から、基体は両端に底を有する有底の円筒状であってもよい。また、ロール金型20は表面の温度調節ができるようにロール基体21の内部に冷水や温水、蒸気又は高温の油を循環できるように2重構造にするのが一般的である。
一方、上記被加工層は、基体の外表面を被覆するように積層された層である。基体は上記したように構造上の観点からその材料が選択されるので、加工が困難である場合が多い。そこで、実際に加工するのはロール基体21の表面付近のみでよいことから、加工される部分に比較的加工のしやすい被加工層を設ける。従って、被加工層は、銅メッキ層、ニッケルメッキ層等の加工が容易な材料によるメッキ層であることが好ましい。被加工層の厚さは、その性質上、加工されるべき形状により決められる。例えば銅メッキ層の厚さは、必要な形状の高さ以上あれば問題ないが、通常は0.3mmから1.0mmである。
【0026】
次に、ロール金型20の製造方法について説明する。まず、従来の金型ロールの製造方法を説明した後、該製造方法と対比してロール金型20の製造方法について説明する。
【0027】
ロール金型の表面に溝及び環状突起を形成する際、切削工具によって切削されている溝の、送り方向後ろ側に隣接する環状突起は、切削工具によって既に形成された溝側(送り方向後ろ側)に押される。このようにして環状突起が押されることにより、該環状突起が曲がるようにして傾く。従来のロール金型の製造方法では、回転軸に沿った方向の断面において左右対象となる溝を、切削を開始した部位から形成しようとしていた。このような切削工具を用いた場合、切削を開始した部位では環状突起が傾きにくいため、回転軸に沿った方向の断面において左右対象な溝(目的の形状の溝)を形成し得る。しかしながら、切削が進むにつれて切削工具の切れ性が悪くなるため、切削を開始した部位では狙い通りの形状になるが、切削を終了する部位に向かうに従って上述したようにして切削工具が環状突起を押す力が強くなり、環状突起が送り方向後ろ側に傾き易くなる。この環状突起の傾き量は切削を終了する部位に向かうにつれて大きくなる。したがって、従来のロール金型では、切削を開始した部分と終了した部分とで環状突起の傾き量に大きな差ができていた。
【0028】
一方、ロール金型20の製造方法によれば、切削を開始する部位において、切削を終了する部位で環状突起22が傾いていると想定される方向とは反対側に環状突起22が意図的に倒れるようにして溝23の形成を開始する。すなわち、ロール金型20の製造方法によれば、切削を開始する部位において環状突起22が送り方向前側に傾いて形成されるような切削工具を用いて溝23を形成する。より具体的には、切削工具を用いて溝23の形成する際に、送り方向前側となる横逃げ面の方が送り方向後ろ側となる横逃げ面より金型ロール20の回転軸に対する傾斜角が小さくなるようにして切削工具を用いる。以下、金型ロール20の製造方法についてより具体的に説明する。
【0029】
まず、基体上に被加工層が積層されたロール基体21を準備し、これをロール回転軸により回転させる。はじめに基準面を得るための前加工として、所定の切削工具(Rバイト)により、必要な切り込み深さ及び送りで鏡面加工をおこなう。Rバイトとは、先端の形状が円弧状のバイトであり、曲率半径が2mmから10mmのダイヤモンドバイトがよく用いられる。送りピッチは0.1mmから0.4mmが一般的である。ここで、ロール基体21の直径は特に限定されることはないが、300mm以上500mm以下であることが好ましい。
【0030】
その後、得られた基準面に基づいてロール基体21を回転させつつ切削工具により溝23を形成する。ここで切削工具は例えば次のような形状を具備している。図4に使用される切削工具の一例である切削チップ30の概略的な図を示した。図4ではすくい面を符号31、前逃げ面を符号32、横逃げ面を符号33a、33bでそれぞれ表わしている。なお、横逃げ面33aは送り方向後ろ側となる横逃げ面であり、横逃げ面33bは送り方向前側となる横逃げ面である。図4(a)は斜視図、図4(b)はすくい面31側からみた図、図4(c)は前逃げ面32側から見た図、及び図4(d)は横逃げ面33側から見た図である。
【0031】
図4に表わしたバイト角度θa1、θa2、横逃げ角θb、及び前逃げ角θcは、次の通りである。
【0032】
切削チップ30では、バイト角度θa2はバイト角度θa1より大きくなっている。したがって、前逃げ面32がロール金型20の回転軸に平行となるように切削チップ30をロール金型20に当てることによって、金型ロール20の回転軸に対する送り方向前側となる横逃げ面33bの傾斜角θ2(図6(a)参照)の方が、金型ロール20の回転軸に対する送り方向後ろ側となる横逃げ面33aの傾斜角θ1(図6(a)参照)より小さくなるようにして切削チップ30を用いることができる。
【0033】
上述したように、ロール金型に形成される環状突起は、溝を切削する切削工具が摩耗するに従って送り方向後ろ側(切削を開始した部分の側)に傾き易くなる。ここで、上述したように、送り方向前側となる横逃げ面33bの方が送り方向後ろ側となる横逃げ面33aより金型ロール20の回転軸に対する傾斜角が小さくなるようにして切削チップ30を用いることにより、環状突起22は送り方向前側に傾いて形成され易くなる。そのため、バイト角度θa1とバイト角度θa2との差に起因して環状突起22が送り方向前側に傾いて形成され易くなる効果と、切削チップ30が摩耗して切れ味が悪化したことに起因して環状突起22が送り方向後ろ側へ傾き易くなる効果との相乗によって、ロール金型20の中央部分では環状突起22の傾きがなくなる、若しくは小さくなり、切削を終了する部位での環状突起22の傾きは従来のロール金型より小さくなる。このようなロール金型20の製造方法によれば、切削を開始した部位でも環状突起22の傾きは発生するが、ロール金型20全体で見れば、環状突起22の傾きは従来のロール金型より小さくなる。
【0034】
なお、送り方向前側となる横逃げ面の方が送り方向後ろ側となる横逃げ面よりロール金型の回転軸に対する傾斜角が小さくなるようにして切削チップを用いる方法は、上述したように、バイト角度θa1とバイト角度θa2とが異なる切削チップを用いる方法に限定されない。図5は切削チップ130の使用例を説明する図である。図5(a)及び図5(b)は、それぞれ切削チップ130をすくい面側からみた図である。例えば、図5(a)に示したようにバイト角度θa3とバイト角度θa4とが同一の切削チップ130であっても、図5(b)示したように先端が送り方向後ろ側に向くように傾けて使用することによって、送り方向前側となる横逃げ面133bの方が送り方向後ろ側となる横逃げ面133aよりロール金型の回転軸に対する傾斜角が小さくなるようにして用いることができる。
【0035】
図4に戻って、横逃げ角θb等の説明を続ける。横逃げ角θbは、2度以上5度以下が好ましい。当該横逃げ角θbを2度以上にすることにより、切削チップ30の切れ性が向上し、切削チップへの負担が減少するので、摩耗を減らすことができ、1つの切削チップで精度良く加工することができる。すなわち、溝23の深さを深くしたり、ピッチを小さくして切削本数を増やすことが可能となる。従って、切削チップを交換することなく、又はその交換回数を抑制して光学シートのロール金型を製造することができる。すなわち、ロール金型20の製造の効率及び精度を向上させ、最終製品である光学シート10の凹凸形状も高精度に製造することが可能となる。また、横逃げ角θbを5度よりも大きくすると、前逃げ角も大きくする必要があり、切削チップ30の強度が低下する懸念が出てくる。
前逃げ角θcは、通常5度以上20度以下にすることが多い。5度より小さいと横逃げ角と同様に切れ性が悪くなる傾向にある。一方、20度よりも大きくすると切削チップ先端の剛性がなくなり、欠けやチッピングが生じやすい。
【0036】
なお、図4(b)のwはバイト先端幅である。バイト先端幅wは形成されるべき溝の形状により適宜変更する。
【0037】
切削チップの材質は被加工層の材質、加工形状等により適宜選択できる。これには例えば超硬合金、CBN(立方晶窒化ホウ素)、ダイヤモンド等を挙げることができる。このなかでも高い精度を得ることができる観点からダイヤモンドであることが好ましい。ダイヤモンドには天然及び合成のものがあるが特に限定されることはない。
【0038】
切削時におけるロール基体21の回転速度は特に限定されるものではないが、300rpm以上600rpm以下であることが好ましい。ロール基体21の直径にもよるが、例えば直径が400mmの場合、300rpm未満だと切削速度が遅いため、切削チップへの負担が大きくなり精度良く加工することができなくなる虞がある。600rpmはおおよそ旋盤の最大回転速度である。ロール基体21の回転速度を上げていくとロール基体の振れが生じやすくなり、かかる観点から400rpm程度が好ましい。
【0039】
上記した切削チップ30を用いて、次のようにして溝23及び環状突起22を形成することができる。図6に模式図を示した。図6(a)、図6(b)、及び図6(c)の順に切削が進められていく。
【0040】
図6(a)に示したように切削チップ30によりロール基体21の外周面からロール基体21の回転軸の回転軸方向に向けていわゆる切り込みをおこなう。このとき、切り込みの方向は、ロール基体21の回転軸の回転軸方向に向かいつつ、送り方向(紙面左方向)にも進むような斜め方向とすることが好ましい。より具体的には、図6(a)にVIで示したように、切削チップ30のうち、切削時において送り方向と反対側(紙面右方向)となるバイト角度θa1と同じ角度となるように送りつつ、回転軸の回転軸方向に切り込んでいく。そして図6(b)に示したように1つの溝23が形成される。
【0041】
このように斜めに切り込みをおこなうことによって、形成されつつある環状突起22を図6(a)にEで示した方向に倒そうとする切削チップ30からの力を小さく抑え、環状突起22がEの方向に曲がるように倒れることを抑制することができる。特に切削が進むにつれて切削チップ30の切れ性が低下するにともない、環状突起22にかかる当該倒そうとする力が大きくなる傾向にある。これに対して上記のように切り込みを行うことにより、切削の開始部位から終了部位の全部に亘って当該倒そうとする力を抑制できるので、切削ロールの部位によって溝形状が異なることを抑制し、形状安定性を向上させることができる。
【0042】
次に、図6(a)に示した状態から、切削チップ30を溝23からロール基体21の半径方向に後退させる。そして、溝23のピッチの半ピッチ分送り、図6(b)に示したように環状突起22の外周部位置までロール基体21の半径方向に切り込む。これにより環状突起22の外周部が形成される。
そのあと、切削チップ30をロール基体21の半径方向に後退させ、次の溝23を切削するために切削チップ30を送り、図6(a)で説明した方法と同様にして切り込み、図6(c)に示したように次の溝23を形成する。
【0043】
ここで、切り込み速度は、2(μm/回転)以上、5(μm/回転)以下であることが好ましい。さらに、切削チップ(切削工具)が切り込み深さに達したとき、そのままの姿勢でロール基体21を1回転以上させてから切削チップ30を後退させることが好ましい。これにより、ロール基体21の円周方向全周にわたり所定の切り込み深さになる。1回転未満で切削チップ30を後退させると、円周方向で部分的に所定の切り込み深さまで達していない箇所ができてしまう虞があり、外観不良や光学性能にばらつきが生じることがある。
【0044】
以上のようにしてロール基体21の周方向に延びるとともに、ロール基体21の回転軸方向(幅方向)全長に亘って並列されるように環状突起22及び溝23を形成することができる。
【0045】
本製造方法では、上述したように、送り方向前側となる横逃げ面33bの方が送り方向後ろ側となる横逃げ面33aより金型ロール20の回転軸に対する傾斜角が小さくなるようにして切削チップ30を用いる。そのため、切削を開始した部位でも環状突起22の傾きは発生するが、上述したように、ロール金型20全体で見れば、環状突起22の傾きは従来のロール金型より小さくなる。
【0046】
上記切削により環状突起22及び溝23が形成された後には、ロール金型の表面が腐食することを防止したり、後述する光透過部構成組成物の離型性を向上させたりする観点から、ロール金型の表面をクロム等でメッキすることが好ましい。
【0047】
2.光学シート
図7は、光学シート10の厚さ方向断面の一部(光透過部13の並列方向の両端部及び中央部)を示し、その層構成を模式的に表した図である。光学シート10は、映像表示装置に配置されたときに映像光源より観察者側に備えられ、観察者側から照射された光(いわゆる外光)を適切に遮蔽し、コントラストを向上させることができるシート状の部材である。
【0048】
光学シート10は、基材層11と、該基材層11上に形成された光学機能層12とを有している。以下に基材層11及び光学機能層12について説明する。
【0049】
基材層11は、後で詳しく説明する光学機能層12を形成するための基材となる層である。基材層11は、ポリエチレンテレフタレート(PET)を主成分とした材料で構成されることが好ましい。基材層11がPETを主成分とする場合、基材層11には、他の樹脂が含まれてもよい。また、各種添加剤を適宜添加してもよい。一般的な添加剤としては、フェノール系等の酸化防止剤、ラクトン系等の安定剤等を挙げることができる。ここで「主成分」とは、基材層を形成する材料全体に対して上記PETが50質量%以上含有されていることを意味する(以下、同様とする。)。
【0050】
ただし、基材層11を構成する材料の主成分は、必ずしもPETであることは必要なく、その他の材料でもよい。これには例えば、ポリブチレンテレフタレート、ポリエチレンナフタレート、テレフタル酸−イソフタル酸−エチレングリコール共重合体、テレフタル酸−シクロヘキサンジメタノール−エチレングリコール共重合体などのポリエステル系樹脂、ナイロン6などのポリアミド系樹脂、ポリプロピレン、ポリメチルペンテン等のポリオレフィン系樹脂、ポリメチルメタクリレートなどのアクリル系樹脂、ポリスチレン、スチレン−アクリロニトリル共重合体等のスチレン系樹脂、トリアセチルセルロース等のセルロース系樹脂、イミド系樹脂、ポリカーボネート樹脂等を挙げることができる。また、これら樹脂中には、必要に応じて適宜、紫外線吸収剤、充填剤、可塑剤、帯電防止剤等の添加剤を加えても良い。
なお、性能に加え、量産性、価格、入手可能性等の観点からは、PETを主成分とする樹脂によって基材層11を構成することが好ましい。
【0051】
光学機能層12は、映像光源側からの映像光の光路を制御するとともに、迷光や外光を適切に吸収する機能を有する層である。光学機能層12は、図7に示した断面を有して紙面奥/手前側に延在する形状を備える。すなわち、図7に表れる断面において、断面が略台形である光透過部13と、該光透過部13の間に形成され、断面が略台形の凹部13a(図8参照)に形成される光吸収部14とを備えている。
【0052】
また、光学機能層12は、光透過部13の並列方向(図7の左右方向)両端部において光透過部13は隣接する光吸収部14側に傾いており、光透過部13の並列方向の一方の端部と他方の端部とで光透過部13の傾いている方向が反対である。より具体的には、光透過部13の並列方向両端部において、光透過部13が光学シート10の外側に向かって傾いている。さらに、光学機能層12の中央付近では、光透過部13は傾いていない。よって、光学機能層12全体としては、従来のものより光透過部13の倒れが少なくなっている。このような光学機能層12は、上述したロール金型20を用いて成型することができる。
【0053】
図8には、図7に示した光学機能層12のうち、中央付近の1つの光吸収部14及びこれに隣接する光透過部13を拡大して示した。
【0054】
光透過部13は光を透過する部位であり、図7及び図8に表れる断面において、基材層11側となる面に下底を有し、これとは反対側の面に下底より短い上底を有する略台形断面の要素である。そして、光透過部13は、シート面に沿って所定の間隔で並列されるとともに、その間には、略台形断面を有する凹部13aが形成されている。凹部13aは、光透過部13の上底側に下底を有し、光透過部13の下底側に上底を有する台形断面を備え、ここに後述する必要な材料が充填されることにより光吸収部14が形成される。
【0055】
光透過部13が並列される間隔(1つの光透過部13とこれに隣接する光透過部13との間隔、ピッチ)は、特に限定されることはないが、20μm以上100μm以下であることが好ましい。
【0056】
図8には、凹部13aの各寸法をA〜Dで表わした。図8にAで表わしたのは凹部13aの下底の長さである。同様に、Bは上底の長さ、Cは高さ、Dは斜辺がシート法線となす角度である。各寸法A〜Dとも光学シートとして必要な性能を有するように設計され、その値は特に限定されるものはないが、Aは5μm以上20μm以下であることが好ましい。同様にBはAと同一又はAよりも小さく、かつ、2μm以上20μm以下、Cは50μm以上150μm以下、Dは0度以上5度以下であることが好ましい。
後述するように、ここで必要とされる各寸法に対応したロール金型が製造される。
【0057】
光透過部13は屈折率がNpであり、光透過性を有する。このような光透過部13は、例えば後述する光透過部構成組成物を硬化させることにより形成することができる。詳しくは後で説明する。屈折率Npの値は特に限定されることはないが、適用する材料の入手性の観点等から1.49〜1.56であることが好ましい。
【0058】
次に、光吸収部14について説明する。光吸収部14は、上記した光透過部13間の凹部13aに形成され、全体として光を吸収することができるように構成されている。従って、その形状は概ね凹部13aに沿うものとなっている。
【0059】
光吸収部14は、光透過部13の屈折率Npと同じ、又はこれより小さい屈折率Nbを有する所定の材料により構成される。光透過部13の屈折率Npと光吸収部14の屈折率NbとをNp>Nbとしたときには、光吸収部14と光透過部13との界面において、屈折率差と該界面への入光角との関係に基づいて、一部の映像光をこの界面で適切に反射させて観察者側に出光することができる。これにより、界面に反射することなく光透過部13を透過した映像光に加え、このように反射した映像光が観察者に提供され、明るい映像とすることができる。また、外光や迷光の一部は、界面で反射することなく光吸収部14に入射して吸収され、映像の質の向上が図られている。NpとNbとの屈折率の差は特に限定されるものではないが、0以上0.07以下であることが好ましい。屈折率差が大きいほど界面での反射がしやすくなる。
【0060】
本実施形態では、光吸収部14は、光吸収粒子16を含有することにより光吸収性能を有するものとされている。すなわち、光吸収粒子16を分散させたバインダ(光吸収部構成組成物)が凹部13aに充填されている。従ってこの場合にはバインダが屈折率Nbである物質となる。光吸収部14を形成する材料や方法等は後で詳しく説明する。
【0061】
なお、光を吸収させるための手段は本実施形態のように光吸収粒子による方法に限定されるものではない。他には例えば、顔料や染料により光吸収部全体を着色することもできる。
【0062】
このような光学シート10によれば、外光を適切に遮蔽することができる。図7に、光学シート10に入射した外光の光路例を概略的に示した。この説明に際しては図7の紙面上を観察者側とする。すなわち、図7に示すように、所定の角度を有して光学シート10に入射した外光L1は、光学シート10を透過中に、光吸収部14によって吸収される。これによりコントラストを向上させることができる。また、所定の角度を有して光学シート10に入射した映像光L2は、光透過部13と光吸収部14との界面で反射され、観察者側に出射される。光学シート10のこのような光学性能は、光透過部13と光吸収部14との界面のシート面に対する傾き、すなわち光透過部13の傾きによって影響を受ける。光学シート10によれば、上述したように光透過部13の並列方向両端部において光透過部13は隣接する光吸収部14側に傾いており、光透過部13の並列方向の一方の端部と他方の端部とで光透過部14の傾いている方向が反対である。そのため、光学シート10を映像表示装置に用いた場合、光透過部13の並列方向の両端部(例えば、画面の上下。)で視野角を等しくし易くなる。
【0063】
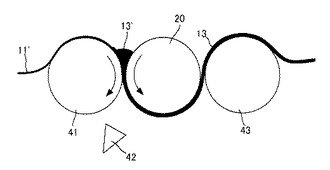
次に、上記ロール金型20を用いて、光学シート10を製造する方法を説明する。図9に概要図を示した。はじめに基材11上に光透過部13を形成する。すなわち、図9からわかるようにロール金型20とこれに対向するように配置されたニップロール41との間に、基材層11となる基材11’を挿入する。このとき、基材11’とロール金型20との間に光透過部構成組成物13’を供給しながら図9に矢印で示したようにロール金型20及びニップロール41を回転させる。これによりロール金型20の表面に形成された溝23内に光透過部構成組成物13’が充填され、該光透過部構成組成物13’がロール金型20の表面形状に沿ったものとなる。
【0064】
ここで、光透過部構成組成物13’としては、例えば、光硬化型プレポリマー(P1)に、反応性希釈モノマー(M1)及び光重合開始剤(S1)を配合した光硬化型樹脂組成物が好ましく用いられる。
【0065】
上記光硬化型プレポリマー(P1)としては、例えば、エポキシアクリレート系、ウレタンアクリレート系、ポリエーテルアクリレート系、ポリエステルアクリレート系、ポリチオール系等のプレポリマーを挙げることができる。
【0066】
また、上記反応性希釈モノマー(M1)としては、例えば、ビニルピロリドン、2−エチルヘキシルアクリレート、β−ヒドロキシアクリレート、テトラヒドロフルフリルアクリレート等を挙げることができる。
【0067】
また、上記光重合開始剤(S1)としては、例えば、ヒドロキシベンゾイル化合物(2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、ベンゾインアルキルエーテル等)、ベンゾイルホルメート化合物(メチルベンゾイルホルメート等)、チオキサントン化合物(イソプロピルチオキサントン等)、ベンゾフェノン(ベンゾフェノン等)、リン酸エステル化合物(1,3,5−トリメチルベンゾイルジフェニルホスフィンオキシド、ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイド等)、ベンジルジメチルケタール等が挙げられる。これらの中から、光硬化型樹脂組成物を硬化させるための照射装置及び光硬化型樹脂組成物の硬化性から任意に選択することができる。なお、光透過部13、13、…の着色防止の観点から好ましいのは、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン及びビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイドである。
【0068】
光硬化型樹脂組成物に含まれる光重合開始剤(S1)の量は、光硬化型樹脂組成物の硬化性及びコストの観点から、光透過部構成組成物全量を基準(100質量%)として、0.5質量%以上5.0質量%以下であることが好ましい。一般に、光重合開始剤は少なくとも部分的に可溶性(例えば、樹脂の処理温度で)であり、重合された後、実質的に無色である。光重合開始剤を着色(例えば、黄色に着色)していてもよいが、光透過部構成組成物を硬化させて光透過部を形成したときに実質的に無色になることを条件とする。
【0069】
これらの光硬化型プレポリマー(P1)、反応性希釈モノマー(M1)及び光重合開始剤(S1)は、それぞれ、1種類で、又は2種以上を組み合わせて用いることができる。
【0070】
ロール金型20と基材11’との間に挟まれ、ここに充填された光透過部構成組成物に対し、基材11’側から光照射装置42により光を照射する。これにより、光透過部構成組成物13’を硬化させ、その形状を固定させることができる。そして、離型ロール43によりロール金型20から基材層11及び成形された光透過部13を離型する。
【0071】
次に、光吸収部14を形成する。光吸収部14を形成するには、まず、凹部13aに光吸収部構成組成物を過剰に塗布する。その後、余剰分の光吸収部構成組成物をドクターブレード等で掻き落とす。そして、凹部13aに残った光吸収部構成組成物に光透過部側から光を照射することによって、光吸収部構成組成物に含まれるバインダ15を硬化させ、光吸収部14を形成することができる。
【0072】
バインダとして用いられるものは特に限定されないが、これには例えば、光硬化型プレポリマー(P2)に、反応性希釈モノマー(M2)及び光重合開始剤(S2)を配合した光硬化型樹脂組成物が好ましく用いられる。
【0073】
光硬化型プレポリマー(P2)としては、例えば、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、エポキシ(メタ)アクリレート、およびブタジエン(メタ)アクリレート等を挙げることができる。
【0074】
また、反応性希釈モノマー(M2)としては、例えば、単官能モノマーとして、ビニルモノマー、(メタ)アクリル酸エステルモノマー、(メタ)アクリルアミド誘導体が挙げられる。また、多官能モノマーとして、(メタ)アクリレート系のものが挙げられる。
【0075】
また、光重合開始剤(S2)としては、1−ヒドロキシシクロヘキシルフェニルケトン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイド等が挙げられる。これらの中から、光硬化型樹脂組成物を硬化させるための照射装置及び光硬化型樹脂組成物の硬化性から任意に選択することができる。
【0076】
なお、光硬化型樹脂組成物に含まれる光重合開始剤(S2)の量は、光硬化型樹脂組成物の硬化性及びコストの観点から、光硬化型樹脂組成物全量を基準(100質量%)として、0.5質量%以上10.0質量%以下であることが好ましい。
【0077】
これらの光硬化型プレポリマー(P2)、反応性希釈モノマー(M2)及び光重合開始剤(S2)は、それぞれ、1種類で、又は2種以上を組み合わせて用いることができる。
【0078】
具体的には、ウレタンアクリレート、エポキシアクリレート、トリプロピレングリコールジアクリレートおよびメトキシトリエチレングリコールアクリレートからなる光重合性成分(詳しくは、光硬化型プレポリマー(P2)及び反応性希釈モノマー(M2))の屈折率、粘度、又は光学機能層12の性能への影響等を考慮して任意に配合して用いる。
【0079】
また必要に応じて、添加剤として、シリコーン、消泡剤、レベリング剤及び溶剤等を光吸収部構成組成物に添加してもよい。
【0080】
光吸収粒子16としては、カーボンブラック等の光吸収性の着色粒子が好ましく用いられるが、これらに限定されるものではなく、映像光の特性に合わせて特定の波長を選択的に吸収する着色粒子を使用してもよい。具体的には、カーボンブラック、グラファイト、黒色酸化鉄等の金属塩、染料、顔料等で着色した有機微粒子や着色したガラスビーズ等を挙げることができる。特に、着色した有機微粒子が、コスト面、品質面、入手の容易さ等の観点から好ましく用いられる。より具体的には、カーボンブラックを含有したアクリル架橋微粒子や、カーボンブラックを含有したウレタン架橋微粒子等が好ましく用いられる。こうした着色粒子は、通常、上記の光吸収部構成組成物中に3質量%以上30質量%以下の範囲で含まれる。着色粒子の平均粒子径は1.0μm以上20μm以下であることが好ましい。後に説明するように、光吸収部14を形成する際には、着色粒子を含有する光吸収部構成組成物を光透過部13間の凹部13aに充填した後にドクターブレードを用いて余剰分の光吸収部構成組成物を掻き落とす工程が含まれる。このとき、平均粒子径が1.0μm以上の着色粒子を用いることによって、着色粒子がドクターブレードと光透過部13の上部との間の隙間を抜け難くなり、光透過部13の上部に着色粒子が残留することを防止できる。
【0081】
以上により、基材層11上に光透過部13及び光吸収部14を形成することによって光学シート10を得ることができる。
【0082】
光学シート10には、さらに必要に応じて他の機能を有する層が積層されてもよい。具体的には、例えば電磁波遮蔽層、波長フィルタ層、防眩層、反射防止層、ハードコート層等を、粘着層を用いて貼合することで構成することができる。これらの層の積層順、及び積層数は、光学シートの用途に応じて適宜決定される。いずれの層も公知のものを適用することができる。以下に各層について説明する。
【0083】
電磁波遮蔽層は、電磁波を遮断する機能を有する層である。当該機能を有する層であれば、電磁波を遮断する手段は特に限定されるものではない。これには、例えばエッチング方式、印刷方式、蒸着方式、スパッタ方式等の方法で形成された金属メッシュを挙げることができる。
【0084】
波長フィルタ層は、所定の波長の光を減衰して透過する機能を有する層である。減衰されるべき波長の光は必要に応じて適宜選択することができるが、プラズマディスプレイパネル(PDP)から出射されるネオン線を減衰・遮断する層、赤外線、近赤外線や紫外線を減衰・遮断する層、及び出射光の色調を調整可能な層を挙げることができる。
【0085】
防眩層は、いわゆるぎらつきを抑制する機能を有する層であり、アンチグレア層、AG層と呼ばれることもある。
【0086】
反射防止層は最も観察者側に配置され、外光の反射を防止する機能を有する層である。これによれば、外光が光学シートの観察者側面で反射して観察者側へ戻って、いわゆる映り込みが生じて映像が見え難くなることを抑制することができる。
【0087】
ハードコート層は、保護層やHC層とも呼ばれることもある。これは、画像表示面に傷がつくことを抑えるために耐擦傷性を付与することができる機能を有するフィルムが配置された層である。
【0088】
粘着層は、粘着剤が配置される層である。該粘着剤としてアクリル系粘着剤を挙げることができる。ただし、必要な光透過性、粘着性、耐候性を得ることができれば粘着剤はこれに限定されるものではない。また、層構成によっては、色素の劣化を防止するために、紫外線を吸収する効果のあるUV吸収剤(ベンゾトリアゾール系など)を粘着剤に含めることが望ましい。また、粘着層にはUV吸収剤、近赤外吸収剤、ネオン線吸収剤、及び調色色素などを粘着剤に含める場合もある。
【0089】
3.映像表示装置
次に、本発明の映像表示装置について説明する。本発明の映像表示装置は、上記本発明の光学シートと、映像光源とを備えてなる。映像光源としては、PDPなどを例示することができる。映像光源の映像光出射側に、粘着剤層などを介して本発明の光学シートを貼合することによって、本発明の映像表示装置を構成することができる。
【0090】
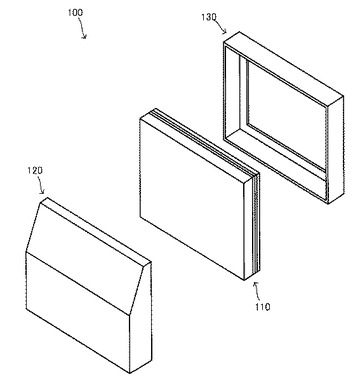
図10は一つの実施形態にかかる本発明の映像表示装置であるプラズマテレビ100を模式的に示した分解斜視図である。図10では紙面右上が観察者側、紙面左下が背面側を示している。図10からわかるように、プラズマテレビ100は、前面側筐体130と背面側筐体120とにより形成される筐体の内側に、映像源ユニットであるPDPユニット110を備えている。PDPユニット110は、プラズマテレビ100の背面側から観察者側に向かって、PDP、及び光学シートを備えており、光学シートは粘着剤層によってPDPに貼合されている。なお、当該光学シートは、上記本発明の光学シートである。また、PDPは、平板状の映像光源であるプラズマディスプレイパネルであり、通常のプラズマテレビに用いられるものをそのまま適用することができる。従って、通常のPDPと同様に、3原色のそれぞれの蛍光体を有する1画素を1単位とした画素が縦横に並列されるとともにガス放電をさせて発光させるための電極が備えられている。
【0091】
プラズマテレビ100にはその筐体内にPDPユニット110の他にもプラズマテレビに備えられる通常の各装置が具備される。これには例えば、各種電気回路や冷却手段等を挙げることができる。
【0092】
ここでは、本発明の映像表示装置としてプラズマテレビを例示したが、本発明は係る形態に限定されない。例えば、映像光源として、通常に知られている電界発光ディスプレイパネル(FED)、表面伝導型電子放出素子ディスプレイ(SED)、有機EL等を用いることも可能である。
【0093】
上述したように、本発明の映像表示装置は、上記本発明の光学シートを備えている。すなわち、本発明の映像表示装置は、例えば画面の上下方向において視野角が同一にすることが容易である。
【実施例】
【0094】
以下、実施例により本発明をさらに詳しく説明する。ただし本発明は実施例に限定されるものではない。
【0095】
(実施例)
直径300mmの金型シリンダーを用意し、被加工層としての硬質銅メッキ(ビッカース硬度210Hv)を厚さ(片肉)0.5mmで表面に形成した。これをロール基体とした。そして、旋盤を用いて当該ロール基体に溝及び環状突起を形成してロール金型を製造した。ロール金型の回転数は420rpmに設定した。切削工具にはダイヤモンドバイトを使用し、該ダイヤモンドバイトは先端部をすくい面側から見た形状が台形であり、先端幅は35μm、両側のテーパー角度はそれぞれ1.83度であった。このダイヤモンドバイトを1度傾けることによって、送り方向前側となる横逃げ面の金型ロールの回転軸に対する角度を2.83度とするととともに、送り方向後ろ側となる横逃げ面の金型ロールの回転軸に対する角度を0.83度となるようにして切削した。バイトの送り角度は0.83度とし、送り速度は2μm/回転とした。さらに、溝のピッチは45μm、切り込み深さは94μmとした。上記のようにしてロール基体の幅(軸方向の長さ)250mmに亘って溝及び環状突起を形成することを2回繰り返した。1回目の切削では新品のバイトを使用し、2回目の切削ではロール基体の幅1580mmに亘って上記のように溝及び環状突起を形成した後の使用済みバイトを使用した。1回目の切削は切削を開始した部位を想定しており、2回目の切削は切削を終了した部位を想定している。この結果、1回目及び2回目の切削は問題なく終了し、ともに外観は良好であった。
【0096】
(比較例)
直径400mmの金型シリンダーを用意し、被加工層としての硬質銅メッキ(ビッカース硬度210Hv)を厚さ(片肉)0.5mmで表面に形成した。これをロール基体とした。そして、旋盤を用いて当該ロール基体に溝及び環状突起を形成してロール金型を製造した。ロール金型の回転数は440rpmに設定した。切削工具にはダイヤモンドバイトを使用し、該ダイヤモンドバイトは先端部をすくい面側から見た形状が台形であり、先端幅は35μm、両側のテーパー角度はそれぞれ2.83度であった。前逃げ面がロール金型の回転軸と平行になるようにして、当該ダイヤモンドバイトで切削した。バイトの送り角度は2.83度とし、送り速度は2μm/回転とした。さらに、溝のピッチは45μm、切り込み深さは94μmとした。ロール基体の幅1580mmに亘って上記のように溝及び環状突起を形成した。
【0097】
(光学シートの作製)
上記実施例にかかるロール金型及び比較例にかかるロール金型を用いて、以下の手順で光学シートを作製した。まず、ロール金型とニップロールとの間に基材(PETフィルム、商品名:A4300、東洋紡績社製、厚さ100μm)を挿入して搬送し、この基材の搬送に合わせて光透過部構成組成物を基材上に供給装置から供給した。ロール金型およびニップロール間の押圧力により、基材とロール金型との間に光透過部構成組成物を充填し、基材側からフュージョンUVシステムズ社製の無電極UVランプにより800mJ/cm2の紫外線を照射した。このようにして光透過部構成組成物を硬化させて光透過部を形成した。その後、剥離ロールによりロール金型から光透過部を離型し、基材上に光透過部が形成された中間部材を作製した。次に、当該中間部材上に供給装置から光吸収部構成組成物を供給した。また、中間部材の進行方向と略垂直に配置されたドクターブレードを用いて、中間部材上に供給した光吸収部構成組成物を光透過部間の凹部に充填するとともに、余剰分の光吸収部構成組成物を掻き落とした。その後、上記の無電極UVランプにより800mJ/cm2の紫外線を照射して光吸収部構成組成物を硬化させ、硬化した光吸収部構成組成物によって光吸収部を形成した。以上の手順によって、基材上に光透過部及び光吸収部を有する光学機能層が形成された光学シートを作製した。
【0098】
(評価)
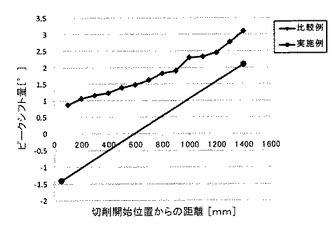
上記のようにして実施例にかかるロール金型を用いて作製した光学シート(実施例にかかる光学シート)、及び比較例にかかるロール金型を用いて作製した光学シート(比較例にかかる光学シート)について、株式会社村上色彩技術研究所製の視野角測定装置(GP−500)を使用して、±80度における透過率を測定した。そのデータにローレンツ関数をフッティングさせ、最も透過率が高い角度を算出した。その結果を図11に示した。
【0099】
なお、本評価は、光透過部の並列方向が上下方向となり、且つ、ロール金型の切削を開始した部位によって成型された部分が下側、ロール金型の切削を終了した部位によって成型された部分が上側となるように光学シートを配置するとともに、基材側から光を照射して行った。図11に示したグラフにおいて、横軸は「切削開始位置からの距離[mm]」である。すなわち、図11に示したグラフの左側は、ロール金型の切削を開始した部位(実施例については、1回目の切削によって切削された部位(切削を開始した部位を想定した部位))によって成型された部分での結果であり、右側は、ロール金型の切削を終了した部位(実施例については、2回目の切削によって切削された部位(切削を終了した部位を想定した部位))によって成型された部分での結果である。一方、縦軸はピーク位置のシフト量[°]である。なお、「ピーク位置のシフト量[°]」とは、光学シートのシート面の法線方向を0°として、最も透過率が高かった方向を意味する。ここでは、光学シートのシート面の法線方向より上側を+、下側を−としている。
【0100】
実施例にかかる光学シートでは、光学シートの上側と下側とにおいて光透過部の倒れる方向が異なっていたため、図11に示したように、光学シートの略中央部分から一方の側と他方の側とでピーク位置のシフト量[°]の+と−とが反対になったと考えられる。一方、比較例にかかる光学シートでは、光学シートの下側から上側に向かうにつれて光透過部の倒れが大きくなっていたため、図11に示したように、光学シートの下側から上側に向かうにつれてピーク位置のシフト量[°]が大きくなったと考えられる。また、図11に示した結果から、実施例にかかる光学シートは比較例にかかる光学シートより全体的にピーク位置のシフト量[°]が小さいことがわかる。これは、実施例にかかる光学シートの方が比較例にかかる光学シートに比べて、全体的に光透過部の倒れが小さくなっていたためだと考えられる。
【符号の説明】
【0101】
10 光学シート
11 基材層
12 光学機能層
13 光透過部
14 光吸収部
15 バインダ部
16 光吸収粒子
20 ロール金型
21 ロール基体
22 環状突起
23 溝
【特許請求の範囲】
【請求項1】
凹凸形状を有する光学シートの前記凹凸部分を成型するための溝と環状突起とを回転軸に平行な方向において交互に有するロール金型であって、
前記ロール金型の回転軸に平行な方向の両端部において前記環状突起は隣接する前記溝側に傾いており、前記ロール金型の回転軸に平行な方向の一方の端部と他方の端部とで前記環状突起の傾いている方向が反対であることを特徴とするロール金型。
【請求項2】
前記ロール金型の回転軸に平行な方向の両端部において、前記環状突起が前記ロール金型の回転軸に平行な方向の内側に向かって傾いている、請求項1に記載のロール金型。
【請求項3】
凹凸形状を有する光学シートの前記凹凸部分を成型するための溝と環状突起とを回転軸に平行な方向において交互に有するロール金型の製造方法であって、
切削工具を用いて前記溝の形成する際に、一方の横逃げ面と他方の横逃げ面とで前記金型ロールの回転軸に対する傾斜角が異なるようにして前記切削工具を用いることを特徴とするロール金型の製造方法。
【請求項4】
切削工具を用いて前記溝の形成する際に、送り方向前側となる前記横逃げ面の方が送り方向後ろ側となる前記横逃げ面より前記金型ロールの回転軸に対する傾斜角が小さくなるようにして前記切削工具を用いる、請求項3に記載のロール金型の製造方法。
【請求項5】
光を透過可能に形成された光透過部と、光を吸収可能に形成された光吸収部とを有する光学機能層を有し、映像光源の観察者側に配置される光学シートであって、
前記光透過部がシート面に沿って所定の間隔で並列されるとともに、前記光吸収部が前記光透過部間に形成されており、
前記光透過部の並列方向両端部において前記光透過部は隣接する前記光吸収部側に傾いており、前記光透過部の並列方向の一方の端部と他方の端部とで前記光透過部の傾いている方向が反対であることを特徴とする光学シート。
【請求項6】
前記光透過部の並列方向両端部において、前記光透過部が光学シートの外側に向かって傾いている、請求項5に記載の光学シート。
【請求項7】
前記映像光源からの出射光の色調を調整可能な層をさらに備え、
前記光学機能層が最も前記観察者側となる側に配置されている、請求項5又は6に記載の光学シート。
【請求項8】
前記映像光源と該映像光源の観察者側に配置される光学シートとを備えた映像表示装置であって、
前記光学シートが、光を透過可能に形成された光透過部と、光を吸収可能に形成された光吸収部とを有する光学機能層を有し、
前記光透過部がシート面に沿って所定の間隔で並列されるとともに、前記光吸収部が前記光透過部間に形成されており、
前記光透過部の並列方向の一方の端部と他方の端部とで前記光透過部が反対方向に傾いていることを特徴とする映像表示装置。
【請求項1】
凹凸形状を有する光学シートの前記凹凸部分を成型するための溝と環状突起とを回転軸に平行な方向において交互に有するロール金型であって、
前記ロール金型の回転軸に平行な方向の両端部において前記環状突起は隣接する前記溝側に傾いており、前記ロール金型の回転軸に平行な方向の一方の端部と他方の端部とで前記環状突起の傾いている方向が反対であることを特徴とするロール金型。
【請求項2】
前記ロール金型の回転軸に平行な方向の両端部において、前記環状突起が前記ロール金型の回転軸に平行な方向の内側に向かって傾いている、請求項1に記載のロール金型。
【請求項3】
凹凸形状を有する光学シートの前記凹凸部分を成型するための溝と環状突起とを回転軸に平行な方向において交互に有するロール金型の製造方法であって、
切削工具を用いて前記溝の形成する際に、一方の横逃げ面と他方の横逃げ面とで前記金型ロールの回転軸に対する傾斜角が異なるようにして前記切削工具を用いることを特徴とするロール金型の製造方法。
【請求項4】
切削工具を用いて前記溝の形成する際に、送り方向前側となる前記横逃げ面の方が送り方向後ろ側となる前記横逃げ面より前記金型ロールの回転軸に対する傾斜角が小さくなるようにして前記切削工具を用いる、請求項3に記載のロール金型の製造方法。
【請求項5】
光を透過可能に形成された光透過部と、光を吸収可能に形成された光吸収部とを有する光学機能層を有し、映像光源の観察者側に配置される光学シートであって、
前記光透過部がシート面に沿って所定の間隔で並列されるとともに、前記光吸収部が前記光透過部間に形成されており、
前記光透過部の並列方向両端部において前記光透過部は隣接する前記光吸収部側に傾いており、前記光透過部の並列方向の一方の端部と他方の端部とで前記光透過部の傾いている方向が反対であることを特徴とする光学シート。
【請求項6】
前記光透過部の並列方向両端部において、前記光透過部が光学シートの外側に向かって傾いている、請求項5に記載の光学シート。
【請求項7】
前記映像光源からの出射光の色調を調整可能な層をさらに備え、
前記光学機能層が最も前記観察者側となる側に配置されている、請求項5又は6に記載の光学シート。
【請求項8】
前記映像光源と該映像光源の観察者側に配置される光学シートとを備えた映像表示装置であって、
前記光学シートが、光を透過可能に形成された光透過部と、光を吸収可能に形成された光吸収部とを有する光学機能層を有し、
前記光透過部がシート面に沿って所定の間隔で並列されるとともに、前記光吸収部が前記光透過部間に形成されており、
前記光透過部の並列方向の一方の端部と他方の端部とで前記光透過部が反対方向に傾いていることを特徴とする映像表示装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−75454(P2013−75454A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−217217(P2011−217217)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]