
ワイパー

【課題】発塵、脱落繊維が極めて少なく、吸液性や不純物の少なさといったセルロース本来の特徴を兼ね備えたワイパーの提供。
【解決手段】セルロース繊維を含有する不織布を角形状に折り込んだワイパーであって、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、該幅方向の端面Bがすべて内側に折り込まれていることを特徴とするワイパー。
【解決手段】セルロース繊維を含有する不織布を角形状に折り込んだワイパーであって、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、該幅方向の端面Bがすべて内側に折り込まれていることを特徴とするワイパー。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セルロース繊維を含有する不織布からなるが、発塵及び繊維の脱落を大幅に抑制できるワイパー、特にクリーンルーム内で使用される工業用ワイパーに関する。
【背景技術】
【0002】
近年、半導体後工程やプリント基板、ディスク関係、液晶用途などIT用途を中心とした工業用途で幅広く不織布ワイパーが使用されている。主には、製造装置の拭き上げや、ペーストの拭き上げ、電極付近の清浄化に用いられているが、いずれの用途でも、線径微細化や液晶大型化の流れの中で、製造環境が品質に及ぼす影響がますます大きくなってきている。クリーンルーム内での製造が主となる業種では特に、クリーン度の要求が厳しくなっていることもあり、ワイパーからの発塵や繊維の脱落による、製品への悪影響が無視できなくなってきている。
【0003】
クリーンルーム内での拭き上げ作業においては、ワイパー本体から繊維が脱落し、電極や基盤、製造設備へ残留し、工程不良を引き起こす要因となることが指摘されている。そのため、ユーザーでは、発塵がより少ないポリエステルの編物ワイパーをこれらワイピング作業に採用するところが増えている。
また、病院用途のガーゼ分野や清浄綿などの医薬部外品や雑貨用途においても広く不織布ワイパーが使用されているが、院内感染等に対する意識の高まりとともに、ワイパーからの発塵や繊維の脱落についても問題視されるようになってきた。ワイパーから脱落した繊維が細菌の温床になるなどの指摘もあり、脱落繊維の少ない安全性の高いワイパーが求められるようになってきた。
【0004】
しかしながら、ポリエステルを主とする編物ワイパーは、価格が高価であり、水やアルコール等との親和性が低く吸液性が悪い、つまりは拭き取り性が悪い、有機溶剤により不純物が溶出するなどの難点がある。ユーザーはこれらの欠点があるにもかかわらず、脱落繊維の発生を恐れて編物ワイパーを使用しているのが現状である。これら編み物ワイパーにおいてさえも、端面(カット面)からの発塵や繊維の脱落が問題視されており、端面が存在しない筒編み形状の編み物ワイパーも提案されている(以下特許文献1参照)。
【0005】
ワイパーとしての不織布の発塵や脱落繊維を改善する手立てとして、種々の改善策が提案されており、例えば、合繊不織布とセルロース繊維との高圧柱状流による複合(以下特許文献2参照)などが提案されている。しかしながら、合繊とセルロースの複合には高圧柱状流が用いられるため、それによるセルロースの損傷、脱落という問題点があった。
【0006】
また、合繊や熱可塑性樹脂を用いて強度を確保したものは、有機溶剤への溶出という問題もあった。また、セルロース不織布の周縁部を高圧プレスすることで発塵や脱落繊維を抑え込む加工手法も提案されている(以下特許文献3参照)が、加工速度が極めて遅く、コストが高くなるという欠点があり、Dryミクロリントの発生抑制には効果的であるが、脱落繊維にはそれほど効果がない。
【0007】
そのため、安価で加工性にすぐれ、ミクロリント(発塵性)や脱落繊維の少ないセルロース系不織布ワイパーの上市が待ち望まれていた。端面の露出を減らして発塵を抑えるという観点では、機械方向の端面を内側に折り込んでしまうC折りや八つ折りの技術も利用されているが、その効果は不十分であった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−200202号公報
【特許文献2】特開平10−037055号公報
【特許文献3】特開2000−51131号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、発塵、脱落繊維が極めて少なく、吸液性や不純物の少なさといったセルロース本来の特徴を兼ね備えたワイパーを提供することである。
【課題を解決するための手段】
【0010】
本発明は、上記の従来技術を改善するものであり、セルロース繊維からなる不織布を用い、かつ不織布の幅方向(CD)の切断端面の露出度をなくすことで、優れた発塵、脱落繊維性能を有することを見出し、本発明とした。ここでいう発塵とは、ワイパーから放出される凡そ0.3〜20μmのミクロの埃〔ミクロリント〕のことであり、脱落繊維とは、ワイパーから脱離する、長さ80μm以上の繊維屑のことを指している。
【0011】
即ち本発明は、以下のとおりである。
[1]セルロース繊維を含有する不織布を角形状に折り込んだワイパーであって、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、該幅方向の端面Bがすべて内側に折り込まれていることを特徴とするワイパー。
【0012】
[2]前記機械方向の端面Aも内側に折り込まれている、前記[1]に記載のワイパー。
【0013】
[3]前記不織布の坪量が10〜120g/m2である、前記[1]又は[2]に記載のワイパー。
【0014】
[4]前記不織布がセルロース繊維を少なくとも50wt%以上含んでいる、前記[1]〜[3]のいずれかに記載のワイパー。
【0015】
[5]前記セルロース繊維が、連続長繊維からなる、前記[1]〜[4]のいずれかに記載のワイパー。
【0016】
[6]工業用のクリーンルーム内で使用される、前記[1]〜[5]のいずれかに記載のワイパー。
【発明の効果】
【0017】
本発明は、セルロース繊維を含む不織布を角形状に折り込んだワイパーであって、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、少なくとも幅方向の端面Bがすべて内側に折り込まれているので、優れた低発塵数および、低脱落繊維性能を有する。
【図面の簡単な説明】
【0018】
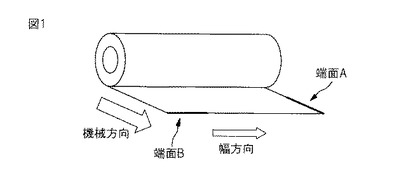
【図1】機械方向の端面Aと幅方向の端面Bを示す模式図である。
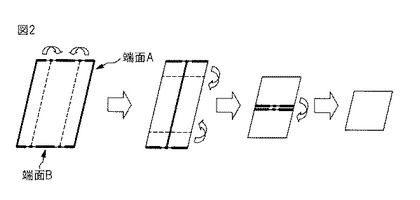
【図2】全面内折り形態の一例を示す模式図である。
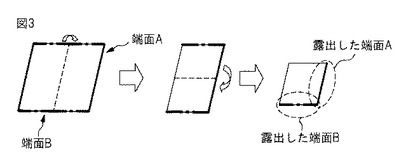
【図3】一般的な4つ折りの例を示す模式図である。
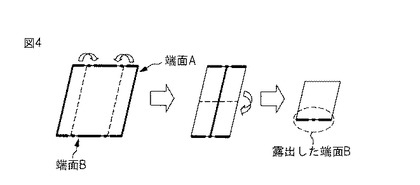
【図4】C折の例を示す模式図である。
【図5】不織布加工の流れの一例を示す模式図である。
【図6】不織布の構成繊維の優位配列性と、伸度比(d/l)=幅方向伸度/機械方向伸度との関係を示す模式図である。
【発明を実施するための形態】
【0019】
本発明は、セルロース繊維を用いた不織布を角形状に折り込んだワイパーであり、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、少なくとも幅方向の端面Bがすべて内側に折り込まれている、優れた発塵数および、低脱落繊維性能を有するワイパーである。
本発明のワイパーは、例えば、角形状の、セルロース繊維を含む不織布を、4つ折や8つ折に、折り込んだ、角状形状をなすワイパーである。したがって、折り込む前の不織布は、切断面である端面として、機械方向の端面Aと幅方向の端面Bを有する。ここで、機械方向の端面Aと幅方向の端面Bは、それぞれ、図1に示す端面を意味する。
【0020】
本発明のワイパーの特徴の一つは、それを構成する不織布の機械方向の端面Aと幅方向の端面Bにおいて、少なくとも端面Bがすべて内側に折り込まれている点にある。ここで、端面が内側に折り込まれているとは、折りたたまれた後のワイパーにおいて、その端面が外面に現れていないことを示す。このような構成とすることで、ワイパーとして特に重要な特性である、ミクロリントの発塵性および脱落繊維性能が、格段に改善される。
【0021】
ここでいう機械方向とは、紡糸及び抄紙された不織布が巻き取られる方向のことを示し、幅方向とは、巻き取り方向と直角の方向のことを示す(図1参照)。
【0022】
本発明のワイパーを構成する不織布を構成するセルロース繊維としては、天然セルロース、再生セルロース、精製セルロース、その他セルロース繊維が挙げられる。好ましくは、再生セルロース、精製セルロースであり、より好ましくは、再生セルロース繊維である。
本発明のワイパーに好適に用いるセルロース繊維不織布の好ましい態様は、再生セルロース連続長繊維不織布であるが、例えば旭化成せんい株式会社製のキュプラ不織布「ベンリーゼ(登録商標)」であることができる。
【0023】
キュプラ不織布の製造方法は、異物を除去し、重合度を調整したコットンリンターを銅アンモニウム溶液に溶解させた原液を、細孔(原液吐出孔)を有した紡糸口金(紡口)から押し出し、水と共に漏斗内を落下させ、脱アンモニアさせることにより原液を凝固させつつ、延伸を行い、ネット上へ振り落としウエブ形成させる。この際、ネットを進行させながら進行方向と垂直方向へ振動させることにより、ネットへ振り落とされる繊維はSinカーブを描くことになる。紡糸時の延伸は100〜500倍が可能であり、紡糸漏斗の形状と、その中を流下させる紡糸水量を変えることにより、延伸倍率の調整が任意に可能である。延伸倍率を変えることにより、単繊度や不織布の強度を変えることが可能である。また、紡糸水量や温度を変化させることに原液内に微量残留する低分子量セルロース、いわゆるヘミセルロースをコントロールすることも可能である。また、ネットの進行速度、振動幅を制御することにより、繊維配列方向を制御し、不織布としての強度や伸度等をコントロールすることが可能である。
【0024】
紡糸漏斗の形状としては、矩形型が好ましく、流下させる紡糸漏斗の長さは100〜400mm、流下出口のスリット幅は2〜5mmが好ましい。本発明に用いる紡口の原液吐出孔の直径は0.1〜0.5mmが好ましく、形状は丸型が好ましい。また、不織布の均一性を確保する意味から、ウエブを積層して不織布化することが好ましく、その積層枚数は3〜10枚が好ましい。積層後のウエブを、例えば特許第787914号公報、特許第877579号公報に記載の方法により、ウエブ状態でセルロースを再生させたり、精練したりした後、高圧水流により繊維交絡させ不織布を製造する。この際に好ましい拭き取り性能や意匠性を付与するために不織布に穴や凹凸をつけたりすることが高圧水流の条件や不織布の下及び/又は上に配置されるネットの柄によって可能となる。得られた不織布は乾燥、巻き取り品として得ることができる。紡糸から巻き取りまでが一連の工程で成されるため繊維が切断されずに連続的に繋がっているので連続長繊維不織布という。
【0025】
本発明でいうセルロース繊維として、銅アンモニアレーヨン、ビスコースレーヨン、コットン、パルプ、ポリノジック、テンセル(リヨセル)(登録商標)等の繊維が用いられ、好ましくは再生セルロース繊維である。この繊維は、連続長繊維でも短繊維でも構わないが、連続長繊維は、短繊維のものよりもよりリントフリー性に優れ、吸液性にも優れている。
【0026】
本発明に用いられるセルロース繊維の単糸太さは、0.1〜3.3dtexのものが好ましい。また、バインダーや界面活性剤を付与したセルロース繊維不織布では、吸水性の低下や、成分の溶出が懸念されるため、ノーバインダーのセルロース不織布を用いるのが好ましい。
【0027】
セルロース不織布には、本発明が奏する効果を害さない範囲でセルロース繊維以外の繊維、たとえばポリエステル繊維、ポリプロピレン繊維、ナイロン繊維などの合成繊維が含まれていてもよい。該合成繊維は連続長繊維でも短繊維でもよい。合成繊維とセルロース繊維との複合形態は、不織布の形態で積層、またはスライバー複合でもよい。本発明のセルロース不織布において、セルロース繊維の含有率が50〜100wt%であることが好ましく、より好ましくは70〜100wt%、さらに好ましくは80〜100wt%である。
【0028】
合成繊維の混合率は0〜30%、好ましくは0〜20%、さらに好ましくは0〜10%である。合成繊維の含有率が30%を超えると吸水性や耐溶剤性といったセルロース繊維特有の性能が著しく低下するので本用途には好ましくない。
その他にスパンレース不織布、エアレイド不織布、エアスルー不織布、メルトブロウン不織布、スパンボンド不織布なども用いることができる。例えばポリエステルを若干量混ぜ込んだスパンレース不織布は、静電気によるミクロリントの少なさや加工性の観点から、好ましく用いることができるが、特に限定されるわけではない。
【0029】
セルロース繊維不織布の目付は、構成要件の脱落繊維性能を満たすという点では、10〜120g/m2であることが好ましく、より好ましくは12〜100g/m2であり、さらに好ましくは、22〜80g/m2である。該不織布の目付が10g/m2以上であると、不織布の製造を行いやすくなり、シートそのものの強度も充分となり易く、一方、120g/m2以下であると、端面からの脱落以外に、不織布表面からの脱落繊維を抑制でき、また、自由な折り形態への加工がし易くなる。
【0030】
以下、本発明に用いるセルロース繊維不織布からワイパーへの加工方法について述べる。
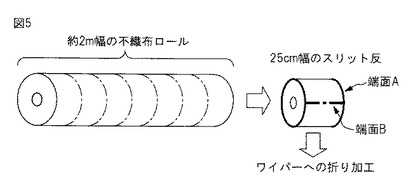
製造されたセルロース繊維不織布のロールは、通常幅約2m、重量約100kg程度のものであるので、スリット・折り加工場にて折り製品に成型する必要がある。これらは、スリット幅25cm程度にスリットされ、製品への折加工に供される。スリット加工速度は約200m/minで、この速度が発塵や脱落繊維に及ぼす影響は殆どないことがわかっている。一般的に用いられるスリット加工機は市販のもので、株式会社大昌鉄工所、株式会社伊予機械製作所などから市販されているスリット加工機などが使用できる。スリット加工が終わったスリット反は、折り加工機にかけられ、工業用ワイパーとしての形態となる。この折り加工に用いられる折機は、ロータリーカット方式によるものであり、全面内折り方式に対応できるメーカーとしては、(株)大昌鉄工所などが挙げられる。
【0031】
図5に不織布加工の流れの一例を示す。図5において、実線部は機械方向の端面A、破線部は幅方向の端面Bを示す。
不織布ワイパーにおける全面内折りの技術はこれまで不可能ではなかったが、折り加工の精度の問題から、生産速度が遅くなること、不織布はここまで折り込まなくてもボリュームは充分にあるため、使い勝手のために全面内折りを選択する必要性がなかった。そのため、折り方としては4つ折りが用いられていた。また、ミクロリントや脱落繊維の発生機構および発生箇所と折り形態の関係がこれまで解明されていなかったことから、全面内折りの品質面での優位性が認識されていなかったのが実情である。
【0032】
本発明者は、不織布の、機械方向の切断端面Aと幅方向の切断端面Bを比較検討したところ、切断端面Bが、発塵性、脱落繊維性能に大きな影響を与えることが判明し、その結果、幅方向の切断端面Bをすべて内側に折り込むことで、優れた低発塵性、低脱落繊維性能が図れた。すなわち、幅方向の切断端面Bにおいては、機械方向の切断端面Aよりも切断負荷が大きくなり、多くの発塵量、脱落繊維を発生するため、この幅方向の切断端面Bをすべて内側に折り込むことで、発塵性、脱落繊維の改良が図れることになる。
【0033】
本発明のワイパーの低発塵性、低脱落繊維性能としては、端面が外部に100%露出しているワイパーに比べて、発塵数が70%以下、脱落繊維数が50%以下であることが好ましく、発塵数が60%以下、脱落繊維数が40%以下であることがより好ましい。
【0034】
本発明の検討段階において、切断面に相当する端面からの発塵や繊維の脱落には、不織布を構成している繊維の配列度合いが大きく影響することが分かった。
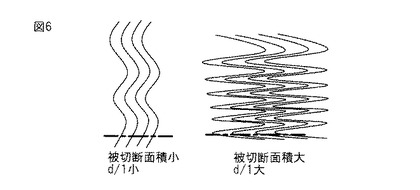
不織布における、構成繊維の優位配列性は、幅方向/機械方向の(破断)伸度の比で表現することができ。この伸度比(d/l)=幅方向伸度/機械方向伸度で表される(図6参照)。この値が大きいほど、つまり幅方向への繊維の配向が強いほど、機械方向、及び幅方向の端面からのとりわけ繊維の脱落が多くなることが確かめられた(図6参照)。
これは、例えば、幅方向への繊維の配列性が高いほど、特に幅方向にカットしたときの被切断表面積が大きくなり、その分繊維の損傷も大きくなる。そのため、繊維の脱落が多くなると推定できる。
逆に、機械方向と幅方向の繊維配列の等方性が高くなれば、被切断表面積は小さくなり、繊維の脱落も少なくなる。
【0035】
この点において、連続長繊維からなる不織布は等方性が高く、例えば旭化成せんい株式会社製のキュプラ不織布「ベンリーゼ(登録商標)」は特に好適である。一方、短繊維からなる不織布ワイパーは、連続長繊維からなる不織布ワイパーと比較すると、端面からだけでなく、不織布表面からの短繊維の脱落も多いため、端面を折り込んだ効果(削減率)は大きいものの脱落繊維の絶対数は連続長繊維からなるワイパーほど少なくはならなかった。発塵数については、短繊維不織布を用いたワイパーのほうが絶対数も少なく好適に用いることができるが、これは本来保持しているミクロの埃については、上記幅方向のカットによる端面の損傷を受けても、ポリエステル混合による静電気の影響により、微小な埃を吸着して放出しにくくなるという効果や、短繊維に付与されている界面活性剤が柔軟化の効果を発揮し、測定時のワイパーへの衝撃を抑え、発塵が起こりにくくなる効果があるためである。しかしながら、これら静電気や柔軟化の効果がなくなる水中での短繊維ワイパーからの発塵は非常に多い。
【0036】
これらd/lの値は、連続長繊維不織布ではおおむね2.0〜5.0、一般的な短繊維不織布ではおおむね5.0〜8.0の範囲の値を示す。なかでも連続長繊維不織布「ベンリーゼ(登録商標)」は、その製法上、上記のごとく、ネット上に繊維が振り落とされる際のsinカーブの振幅を自由に設定しうるため、d/lの値をコントロールしやすく、カット時の脱落繊維数の発生を少なくすることができる点で好適である。勿論、このd/lは、不織布の交絡及び柄付けの条件(水圧、メッシュ形状)によっても変動するため、上記数値幅に限定されているわけではない。
【0037】
以下、セルロース繊維不織布の脱落繊維測定方法と、Dryミクロリントの測定方法を以下に説明する。
(脱落繊維の測定方法)
該セルロース繊維不織布サンプルを、超音波洗浄された清浄なビーカー又はトレーに300mLの純水を入れ、該サンプルを投入する。2分後、サンプルを取り出し、残液を、吸引式濾過瓶を用いてメンブランフィルター(グリッド入り、例えばたとえばADVANTEC社製A080P047A、ポアサイズ0.8μm)で濾過する。濾過後のフィルタを充分乾燥させたのち、CCDカメラにて画像をコンピュータに表示、画像処理する市販のソフト(使用ソフト:株式会社インタークエスト製造、静止画用汎用画像処理ソフト Image Hyper-L、二値化しきい値110)を用いて、各グリッドの脱落繊維を定量し、合計数を算出する。この数を16倍することでm2当りの脱落繊維数を算出する。この手法で計測される脱落繊維は、凡そ80μm以上の長さのものである。
【0038】
(Dryミクロリントの測定方法)
気中パーティクルの測定法としては、公的手法としてIEST-RP-CC-003.2「Helmke Drum Test」に従い測定を実施した。以下概略を示す。
清浄なクリーンブース内に、指定サイズのタンブラードラムを設置する。ドラムを回転させながら、ドラム内を掃除機で清掃する。
ドラムを10rpmで回転させながら、パーティクルカウンタ(吸引風量:1Cubic Feet(立法フィート)/分)で0.3μm以上の粒子が10個/CF以下であることを確認する。
ドラム回転数を10rpm、測定時間を10分に設定し、ワイパーをドラム内に入れた後にドラムを回転、測定を開始する。
0.3μm以上の粒子数をカウントしたら、以下の式により、1CF当りの粒子数に換算する。
1CF当りの粒子数=(10分間の計測粒子数)÷10(分)
測定終了後は、ワイパーを取り出し、再びドラムを回転させながら洗浄作業を行い、次の測定作業に移る。
【実施例】
【0039】
以下、本発明を実施例により詳細に説明するが、本発明はこれらに限定されるものではない。尚、実施例中のDryリント(気中パーティクル)評価は、IEST-RP-CC-003.2「Helmke Drum Method」に準じて行った。
【0040】
[実施例1]
セルロース繊維として、銅アンモニアレーヨンの連続フィラメントからなる不織布を用いた。単糸繊度は2.2dtexであり、多数の連続フィラメントを交絡させて不織布を形成したものであった。
水流交絡は、約3.2MPaで行った。セルロース長繊維不織布の目付は28.0g/m2、厚みは0.35mmであった。スリット・折り加工場にてこの不織布ロールを25cm幅にスリットを行った。加工機は(株)大昌鉄工所による市販のスリット加工機、スリット加工は、200m/minの速度にて実施した。このスリット反を同じく(株)大昌鉄工所によるロータリータイプの折り加工機を用いて機械方向30cm、幅方向25cmのサイズを全面内折り形態に加工した。加工速度は、1分間あたり約200枚、スリット反で60m/分の加工速度にて行った。図2に、全面内折りの加工形態を示す。実線部は機械方向の端面A、破線部は幅方向の端面Bを表す。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0041】
[比較例1]
比較例1として、同じセルロース連続長繊維不織布を用い、加工条件を機械方向25cm、幅方向25cmで4つ折りにした以外は実施例の条件と同一とした。図3に4つ折りの一般的な加工形態を示す。実線部は機械方向の端面A、破線部は幅方向の端面Bを表す。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0042】
[実施例2]
次に、一般的な工業用ワイパーとして用いられる公知の素材としてビスコースレーヨン70%、ポリエステル30%からなる短繊維不織布で、目付30.0g/m2、厚み0.33mmの不織布スリット反(25cm幅)を入手し、実施例1と同様の全面内折り加工を施した。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0043】
[比較例2]
比較例2として、実施例2と同じビスコースレーヨン、ポリエステルからなる短繊維不織布を用い、加工条件を機械方向25cm、幅方向25cmで4つ折りにした以外は実施例2の条件と同一とした。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0044】
[実施例3]
実施例1、2と同様に一般的な工業用ワイパーとして用いられている公知の素材として、リヨセル(登録商標)100%の短繊維不織布で、目付は30.0g/m2、厚み0.28mmの不織布スリット反を入手し、実施例1、2と同様の全面内折り加工を施した。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0045】
[比較例3]
比較例3として、実施例3と同じリヨセルからなる短繊維不織布を用い、加工条件を機械方向25cm、横方向25cmでC折にした以外は実施例3の条件と同一とした。図4にC折の加工形態を示す。実線部は機械方向の端面A、破線部は幅方向の端面Bを表す。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0046】
【表1】

【0047】
表1から、実施例1〜3のセルロース不織布を角形状に折り込んだワイパーは、それぞれ、比較例1〜3の不織布を織り込んだワイパーに比較して、脱落繊維数、及びミクロリントの発塵量が少ないことが、明らかである。
【産業上の利用可能性】
【0048】
本発明に係るセルロース繊維を含有する不織布を角形状に折り込んだワイパーは、クリーンルーム内で使用される工業用ワイパーとして有用に利用できる。
【技術分野】
【0001】
本発明は、セルロース繊維を含有する不織布からなるが、発塵及び繊維の脱落を大幅に抑制できるワイパー、特にクリーンルーム内で使用される工業用ワイパーに関する。
【背景技術】
【0002】
近年、半導体後工程やプリント基板、ディスク関係、液晶用途などIT用途を中心とした工業用途で幅広く不織布ワイパーが使用されている。主には、製造装置の拭き上げや、ペーストの拭き上げ、電極付近の清浄化に用いられているが、いずれの用途でも、線径微細化や液晶大型化の流れの中で、製造環境が品質に及ぼす影響がますます大きくなってきている。クリーンルーム内での製造が主となる業種では特に、クリーン度の要求が厳しくなっていることもあり、ワイパーからの発塵や繊維の脱落による、製品への悪影響が無視できなくなってきている。
【0003】
クリーンルーム内での拭き上げ作業においては、ワイパー本体から繊維が脱落し、電極や基盤、製造設備へ残留し、工程不良を引き起こす要因となることが指摘されている。そのため、ユーザーでは、発塵がより少ないポリエステルの編物ワイパーをこれらワイピング作業に採用するところが増えている。
また、病院用途のガーゼ分野や清浄綿などの医薬部外品や雑貨用途においても広く不織布ワイパーが使用されているが、院内感染等に対する意識の高まりとともに、ワイパーからの発塵や繊維の脱落についても問題視されるようになってきた。ワイパーから脱落した繊維が細菌の温床になるなどの指摘もあり、脱落繊維の少ない安全性の高いワイパーが求められるようになってきた。
【0004】
しかしながら、ポリエステルを主とする編物ワイパーは、価格が高価であり、水やアルコール等との親和性が低く吸液性が悪い、つまりは拭き取り性が悪い、有機溶剤により不純物が溶出するなどの難点がある。ユーザーはこれらの欠点があるにもかかわらず、脱落繊維の発生を恐れて編物ワイパーを使用しているのが現状である。これら編み物ワイパーにおいてさえも、端面(カット面)からの発塵や繊維の脱落が問題視されており、端面が存在しない筒編み形状の編み物ワイパーも提案されている(以下特許文献1参照)。
【0005】
ワイパーとしての不織布の発塵や脱落繊維を改善する手立てとして、種々の改善策が提案されており、例えば、合繊不織布とセルロース繊維との高圧柱状流による複合(以下特許文献2参照)などが提案されている。しかしながら、合繊とセルロースの複合には高圧柱状流が用いられるため、それによるセルロースの損傷、脱落という問題点があった。
【0006】
また、合繊や熱可塑性樹脂を用いて強度を確保したものは、有機溶剤への溶出という問題もあった。また、セルロース不織布の周縁部を高圧プレスすることで発塵や脱落繊維を抑え込む加工手法も提案されている(以下特許文献3参照)が、加工速度が極めて遅く、コストが高くなるという欠点があり、Dryミクロリントの発生抑制には効果的であるが、脱落繊維にはそれほど効果がない。
【0007】
そのため、安価で加工性にすぐれ、ミクロリント(発塵性)や脱落繊維の少ないセルロース系不織布ワイパーの上市が待ち望まれていた。端面の露出を減らして発塵を抑えるという観点では、機械方向の端面を内側に折り込んでしまうC折りや八つ折りの技術も利用されているが、その効果は不十分であった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−200202号公報
【特許文献2】特開平10−037055号公報
【特許文献3】特開2000−51131号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、発塵、脱落繊維が極めて少なく、吸液性や不純物の少なさといったセルロース本来の特徴を兼ね備えたワイパーを提供することである。
【課題を解決するための手段】
【0010】
本発明は、上記の従来技術を改善するものであり、セルロース繊維からなる不織布を用い、かつ不織布の幅方向(CD)の切断端面の露出度をなくすことで、優れた発塵、脱落繊維性能を有することを見出し、本発明とした。ここでいう発塵とは、ワイパーから放出される凡そ0.3〜20μmのミクロの埃〔ミクロリント〕のことであり、脱落繊維とは、ワイパーから脱離する、長さ80μm以上の繊維屑のことを指している。
【0011】
即ち本発明は、以下のとおりである。
[1]セルロース繊維を含有する不織布を角形状に折り込んだワイパーであって、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、該幅方向の端面Bがすべて内側に折り込まれていることを特徴とするワイパー。
【0012】
[2]前記機械方向の端面Aも内側に折り込まれている、前記[1]に記載のワイパー。
【0013】
[3]前記不織布の坪量が10〜120g/m2である、前記[1]又は[2]に記載のワイパー。
【0014】
[4]前記不織布がセルロース繊維を少なくとも50wt%以上含んでいる、前記[1]〜[3]のいずれかに記載のワイパー。
【0015】
[5]前記セルロース繊維が、連続長繊維からなる、前記[1]〜[4]のいずれかに記載のワイパー。
【0016】
[6]工業用のクリーンルーム内で使用される、前記[1]〜[5]のいずれかに記載のワイパー。
【発明の効果】
【0017】
本発明は、セルロース繊維を含む不織布を角形状に折り込んだワイパーであって、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、少なくとも幅方向の端面Bがすべて内側に折り込まれているので、優れた低発塵数および、低脱落繊維性能を有する。
【図面の簡単な説明】
【0018】
【図1】機械方向の端面Aと幅方向の端面Bを示す模式図である。
【図2】全面内折り形態の一例を示す模式図である。
【図3】一般的な4つ折りの例を示す模式図である。
【図4】C折の例を示す模式図である。
【図5】不織布加工の流れの一例を示す模式図である。
【図6】不織布の構成繊維の優位配列性と、伸度比(d/l)=幅方向伸度/機械方向伸度との関係を示す模式図である。
【発明を実施するための形態】
【0019】
本発明は、セルロース繊維を用いた不織布を角形状に折り込んだワイパーであり、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、少なくとも幅方向の端面Bがすべて内側に折り込まれている、優れた発塵数および、低脱落繊維性能を有するワイパーである。
本発明のワイパーは、例えば、角形状の、セルロース繊維を含む不織布を、4つ折や8つ折に、折り込んだ、角状形状をなすワイパーである。したがって、折り込む前の不織布は、切断面である端面として、機械方向の端面Aと幅方向の端面Bを有する。ここで、機械方向の端面Aと幅方向の端面Bは、それぞれ、図1に示す端面を意味する。
【0020】
本発明のワイパーの特徴の一つは、それを構成する不織布の機械方向の端面Aと幅方向の端面Bにおいて、少なくとも端面Bがすべて内側に折り込まれている点にある。ここで、端面が内側に折り込まれているとは、折りたたまれた後のワイパーにおいて、その端面が外面に現れていないことを示す。このような構成とすることで、ワイパーとして特に重要な特性である、ミクロリントの発塵性および脱落繊維性能が、格段に改善される。
【0021】
ここでいう機械方向とは、紡糸及び抄紙された不織布が巻き取られる方向のことを示し、幅方向とは、巻き取り方向と直角の方向のことを示す(図1参照)。
【0022】
本発明のワイパーを構成する不織布を構成するセルロース繊維としては、天然セルロース、再生セルロース、精製セルロース、その他セルロース繊維が挙げられる。好ましくは、再生セルロース、精製セルロースであり、より好ましくは、再生セルロース繊維である。
本発明のワイパーに好適に用いるセルロース繊維不織布の好ましい態様は、再生セルロース連続長繊維不織布であるが、例えば旭化成せんい株式会社製のキュプラ不織布「ベンリーゼ(登録商標)」であることができる。
【0023】
キュプラ不織布の製造方法は、異物を除去し、重合度を調整したコットンリンターを銅アンモニウム溶液に溶解させた原液を、細孔(原液吐出孔)を有した紡糸口金(紡口)から押し出し、水と共に漏斗内を落下させ、脱アンモニアさせることにより原液を凝固させつつ、延伸を行い、ネット上へ振り落としウエブ形成させる。この際、ネットを進行させながら進行方向と垂直方向へ振動させることにより、ネットへ振り落とされる繊維はSinカーブを描くことになる。紡糸時の延伸は100〜500倍が可能であり、紡糸漏斗の形状と、その中を流下させる紡糸水量を変えることにより、延伸倍率の調整が任意に可能である。延伸倍率を変えることにより、単繊度や不織布の強度を変えることが可能である。また、紡糸水量や温度を変化させることに原液内に微量残留する低分子量セルロース、いわゆるヘミセルロースをコントロールすることも可能である。また、ネットの進行速度、振動幅を制御することにより、繊維配列方向を制御し、不織布としての強度や伸度等をコントロールすることが可能である。
【0024】
紡糸漏斗の形状としては、矩形型が好ましく、流下させる紡糸漏斗の長さは100〜400mm、流下出口のスリット幅は2〜5mmが好ましい。本発明に用いる紡口の原液吐出孔の直径は0.1〜0.5mmが好ましく、形状は丸型が好ましい。また、不織布の均一性を確保する意味から、ウエブを積層して不織布化することが好ましく、その積層枚数は3〜10枚が好ましい。積層後のウエブを、例えば特許第787914号公報、特許第877579号公報に記載の方法により、ウエブ状態でセルロースを再生させたり、精練したりした後、高圧水流により繊維交絡させ不織布を製造する。この際に好ましい拭き取り性能や意匠性を付与するために不織布に穴や凹凸をつけたりすることが高圧水流の条件や不織布の下及び/又は上に配置されるネットの柄によって可能となる。得られた不織布は乾燥、巻き取り品として得ることができる。紡糸から巻き取りまでが一連の工程で成されるため繊維が切断されずに連続的に繋がっているので連続長繊維不織布という。
【0025】
本発明でいうセルロース繊維として、銅アンモニアレーヨン、ビスコースレーヨン、コットン、パルプ、ポリノジック、テンセル(リヨセル)(登録商標)等の繊維が用いられ、好ましくは再生セルロース繊維である。この繊維は、連続長繊維でも短繊維でも構わないが、連続長繊維は、短繊維のものよりもよりリントフリー性に優れ、吸液性にも優れている。
【0026】
本発明に用いられるセルロース繊維の単糸太さは、0.1〜3.3dtexのものが好ましい。また、バインダーや界面活性剤を付与したセルロース繊維不織布では、吸水性の低下や、成分の溶出が懸念されるため、ノーバインダーのセルロース不織布を用いるのが好ましい。
【0027】
セルロース不織布には、本発明が奏する効果を害さない範囲でセルロース繊維以外の繊維、たとえばポリエステル繊維、ポリプロピレン繊維、ナイロン繊維などの合成繊維が含まれていてもよい。該合成繊維は連続長繊維でも短繊維でもよい。合成繊維とセルロース繊維との複合形態は、不織布の形態で積層、またはスライバー複合でもよい。本発明のセルロース不織布において、セルロース繊維の含有率が50〜100wt%であることが好ましく、より好ましくは70〜100wt%、さらに好ましくは80〜100wt%である。
【0028】
合成繊維の混合率は0〜30%、好ましくは0〜20%、さらに好ましくは0〜10%である。合成繊維の含有率が30%を超えると吸水性や耐溶剤性といったセルロース繊維特有の性能が著しく低下するので本用途には好ましくない。
その他にスパンレース不織布、エアレイド不織布、エアスルー不織布、メルトブロウン不織布、スパンボンド不織布なども用いることができる。例えばポリエステルを若干量混ぜ込んだスパンレース不織布は、静電気によるミクロリントの少なさや加工性の観点から、好ましく用いることができるが、特に限定されるわけではない。
【0029】
セルロース繊維不織布の目付は、構成要件の脱落繊維性能を満たすという点では、10〜120g/m2であることが好ましく、より好ましくは12〜100g/m2であり、さらに好ましくは、22〜80g/m2である。該不織布の目付が10g/m2以上であると、不織布の製造を行いやすくなり、シートそのものの強度も充分となり易く、一方、120g/m2以下であると、端面からの脱落以外に、不織布表面からの脱落繊維を抑制でき、また、自由な折り形態への加工がし易くなる。
【0030】
以下、本発明に用いるセルロース繊維不織布からワイパーへの加工方法について述べる。
製造されたセルロース繊維不織布のロールは、通常幅約2m、重量約100kg程度のものであるので、スリット・折り加工場にて折り製品に成型する必要がある。これらは、スリット幅25cm程度にスリットされ、製品への折加工に供される。スリット加工速度は約200m/minで、この速度が発塵や脱落繊維に及ぼす影響は殆どないことがわかっている。一般的に用いられるスリット加工機は市販のもので、株式会社大昌鉄工所、株式会社伊予機械製作所などから市販されているスリット加工機などが使用できる。スリット加工が終わったスリット反は、折り加工機にかけられ、工業用ワイパーとしての形態となる。この折り加工に用いられる折機は、ロータリーカット方式によるものであり、全面内折り方式に対応できるメーカーとしては、(株)大昌鉄工所などが挙げられる。
【0031】
図5に不織布加工の流れの一例を示す。図5において、実線部は機械方向の端面A、破線部は幅方向の端面Bを示す。
不織布ワイパーにおける全面内折りの技術はこれまで不可能ではなかったが、折り加工の精度の問題から、生産速度が遅くなること、不織布はここまで折り込まなくてもボリュームは充分にあるため、使い勝手のために全面内折りを選択する必要性がなかった。そのため、折り方としては4つ折りが用いられていた。また、ミクロリントや脱落繊維の発生機構および発生箇所と折り形態の関係がこれまで解明されていなかったことから、全面内折りの品質面での優位性が認識されていなかったのが実情である。
【0032】
本発明者は、不織布の、機械方向の切断端面Aと幅方向の切断端面Bを比較検討したところ、切断端面Bが、発塵性、脱落繊維性能に大きな影響を与えることが判明し、その結果、幅方向の切断端面Bをすべて内側に折り込むことで、優れた低発塵性、低脱落繊維性能が図れた。すなわち、幅方向の切断端面Bにおいては、機械方向の切断端面Aよりも切断負荷が大きくなり、多くの発塵量、脱落繊維を発生するため、この幅方向の切断端面Bをすべて内側に折り込むことで、発塵性、脱落繊維の改良が図れることになる。
【0033】
本発明のワイパーの低発塵性、低脱落繊維性能としては、端面が外部に100%露出しているワイパーに比べて、発塵数が70%以下、脱落繊維数が50%以下であることが好ましく、発塵数が60%以下、脱落繊維数が40%以下であることがより好ましい。
【0034】
本発明の検討段階において、切断面に相当する端面からの発塵や繊維の脱落には、不織布を構成している繊維の配列度合いが大きく影響することが分かった。
不織布における、構成繊維の優位配列性は、幅方向/機械方向の(破断)伸度の比で表現することができ。この伸度比(d/l)=幅方向伸度/機械方向伸度で表される(図6参照)。この値が大きいほど、つまり幅方向への繊維の配向が強いほど、機械方向、及び幅方向の端面からのとりわけ繊維の脱落が多くなることが確かめられた(図6参照)。
これは、例えば、幅方向への繊維の配列性が高いほど、特に幅方向にカットしたときの被切断表面積が大きくなり、その分繊維の損傷も大きくなる。そのため、繊維の脱落が多くなると推定できる。
逆に、機械方向と幅方向の繊維配列の等方性が高くなれば、被切断表面積は小さくなり、繊維の脱落も少なくなる。
【0035】
この点において、連続長繊維からなる不織布は等方性が高く、例えば旭化成せんい株式会社製のキュプラ不織布「ベンリーゼ(登録商標)」は特に好適である。一方、短繊維からなる不織布ワイパーは、連続長繊維からなる不織布ワイパーと比較すると、端面からだけでなく、不織布表面からの短繊維の脱落も多いため、端面を折り込んだ効果(削減率)は大きいものの脱落繊維の絶対数は連続長繊維からなるワイパーほど少なくはならなかった。発塵数については、短繊維不織布を用いたワイパーのほうが絶対数も少なく好適に用いることができるが、これは本来保持しているミクロの埃については、上記幅方向のカットによる端面の損傷を受けても、ポリエステル混合による静電気の影響により、微小な埃を吸着して放出しにくくなるという効果や、短繊維に付与されている界面活性剤が柔軟化の効果を発揮し、測定時のワイパーへの衝撃を抑え、発塵が起こりにくくなる効果があるためである。しかしながら、これら静電気や柔軟化の効果がなくなる水中での短繊維ワイパーからの発塵は非常に多い。
【0036】
これらd/lの値は、連続長繊維不織布ではおおむね2.0〜5.0、一般的な短繊維不織布ではおおむね5.0〜8.0の範囲の値を示す。なかでも連続長繊維不織布「ベンリーゼ(登録商標)」は、その製法上、上記のごとく、ネット上に繊維が振り落とされる際のsinカーブの振幅を自由に設定しうるため、d/lの値をコントロールしやすく、カット時の脱落繊維数の発生を少なくすることができる点で好適である。勿論、このd/lは、不織布の交絡及び柄付けの条件(水圧、メッシュ形状)によっても変動するため、上記数値幅に限定されているわけではない。
【0037】
以下、セルロース繊維不織布の脱落繊維測定方法と、Dryミクロリントの測定方法を以下に説明する。
(脱落繊維の測定方法)
該セルロース繊維不織布サンプルを、超音波洗浄された清浄なビーカー又はトレーに300mLの純水を入れ、該サンプルを投入する。2分後、サンプルを取り出し、残液を、吸引式濾過瓶を用いてメンブランフィルター(グリッド入り、例えばたとえばADVANTEC社製A080P047A、ポアサイズ0.8μm)で濾過する。濾過後のフィルタを充分乾燥させたのち、CCDカメラにて画像をコンピュータに表示、画像処理する市販のソフト(使用ソフト:株式会社インタークエスト製造、静止画用汎用画像処理ソフト Image Hyper-L、二値化しきい値110)を用いて、各グリッドの脱落繊維を定量し、合計数を算出する。この数を16倍することでm2当りの脱落繊維数を算出する。この手法で計測される脱落繊維は、凡そ80μm以上の長さのものである。
【0038】
(Dryミクロリントの測定方法)
気中パーティクルの測定法としては、公的手法としてIEST-RP-CC-003.2「Helmke Drum Test」に従い測定を実施した。以下概略を示す。
清浄なクリーンブース内に、指定サイズのタンブラードラムを設置する。ドラムを回転させながら、ドラム内を掃除機で清掃する。
ドラムを10rpmで回転させながら、パーティクルカウンタ(吸引風量:1Cubic Feet(立法フィート)/分)で0.3μm以上の粒子が10個/CF以下であることを確認する。
ドラム回転数を10rpm、測定時間を10分に設定し、ワイパーをドラム内に入れた後にドラムを回転、測定を開始する。
0.3μm以上の粒子数をカウントしたら、以下の式により、1CF当りの粒子数に換算する。
1CF当りの粒子数=(10分間の計測粒子数)÷10(分)
測定終了後は、ワイパーを取り出し、再びドラムを回転させながら洗浄作業を行い、次の測定作業に移る。
【実施例】
【0039】
以下、本発明を実施例により詳細に説明するが、本発明はこれらに限定されるものではない。尚、実施例中のDryリント(気中パーティクル)評価は、IEST-RP-CC-003.2「Helmke Drum Method」に準じて行った。
【0040】
[実施例1]
セルロース繊維として、銅アンモニアレーヨンの連続フィラメントからなる不織布を用いた。単糸繊度は2.2dtexであり、多数の連続フィラメントを交絡させて不織布を形成したものであった。
水流交絡は、約3.2MPaで行った。セルロース長繊維不織布の目付は28.0g/m2、厚みは0.35mmであった。スリット・折り加工場にてこの不織布ロールを25cm幅にスリットを行った。加工機は(株)大昌鉄工所による市販のスリット加工機、スリット加工は、200m/minの速度にて実施した。このスリット反を同じく(株)大昌鉄工所によるロータリータイプの折り加工機を用いて機械方向30cm、幅方向25cmのサイズを全面内折り形態に加工した。加工速度は、1分間あたり約200枚、スリット反で60m/分の加工速度にて行った。図2に、全面内折りの加工形態を示す。実線部は機械方向の端面A、破線部は幅方向の端面Bを表す。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0041】
[比較例1]
比較例1として、同じセルロース連続長繊維不織布を用い、加工条件を機械方向25cm、幅方向25cmで4つ折りにした以外は実施例の条件と同一とした。図3に4つ折りの一般的な加工形態を示す。実線部は機械方向の端面A、破線部は幅方向の端面Bを表す。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0042】
[実施例2]
次に、一般的な工業用ワイパーとして用いられる公知の素材としてビスコースレーヨン70%、ポリエステル30%からなる短繊維不織布で、目付30.0g/m2、厚み0.33mmの不織布スリット反(25cm幅)を入手し、実施例1と同様の全面内折り加工を施した。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0043】
[比較例2]
比較例2として、実施例2と同じビスコースレーヨン、ポリエステルからなる短繊維不織布を用い、加工条件を機械方向25cm、幅方向25cmで4つ折りにした以外は実施例2の条件と同一とした。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0044】
[実施例3]
実施例1、2と同様に一般的な工業用ワイパーとして用いられている公知の素材として、リヨセル(登録商標)100%の短繊維不織布で、目付は30.0g/m2、厚み0.28mmの不織布スリット反を入手し、実施例1、2と同様の全面内折り加工を施した。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0045】
[比較例3]
比較例3として、実施例3と同じリヨセルからなる短繊維不織布を用い、加工条件を機械方向25cm、横方向25cmでC折にした以外は実施例3の条件と同一とした。図4にC折の加工形態を示す。実線部は機械方向の端面A、破線部は幅方向の端面Bを表す。以下の表1に脱落繊維数、Dryミクロリントの評価を示す。
【0046】
【表1】
【0047】
表1から、実施例1〜3のセルロース不織布を角形状に折り込んだワイパーは、それぞれ、比較例1〜3の不織布を織り込んだワイパーに比較して、脱落繊維数、及びミクロリントの発塵量が少ないことが、明らかである。
【産業上の利用可能性】
【0048】
本発明に係るセルロース繊維を含有する不織布を角形状に折り込んだワイパーは、クリーンルーム内で使用される工業用ワイパーとして有用に利用できる。
【特許請求の範囲】
【請求項1】
セルロース繊維を含有する不織布を角形状に折り込んだワイパーであって、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、該幅方向の端面Bがすべて内側に折り込まれていることを特徴とするワイパー。
【請求項2】
前記機械方向の端面Aも内側に折り込まれている、請求項1に記載のワイパー。
【請求項3】
前記不織布の坪量が10〜120g/m2である、請求項1又は2に記載のワイパー。
【請求項4】
前記不織布がセルロース繊維を少なくとも50wt%以上含んでいる、請求項1〜3のいずれか1項に記載のワイパー。
【請求項5】
前記セルロース繊維が、連続長繊維からなる、請求項1〜4のいずれか1項に記載のワイパー。
【請求項6】
工業用のクリーンルーム内で使用される、請求項1〜5のいずれか1項に記載のワイパー。
【請求項1】
セルロース繊維を含有する不織布を角形状に折り込んだワイパーであって、該不織布は、機械方向の端面Aと幅方向の端面Bを有し、該幅方向の端面Bがすべて内側に折り込まれていることを特徴とするワイパー。
【請求項2】
前記機械方向の端面Aも内側に折り込まれている、請求項1に記載のワイパー。
【請求項3】
前記不織布の坪量が10〜120g/m2である、請求項1又は2に記載のワイパー。
【請求項4】
前記不織布がセルロース繊維を少なくとも50wt%以上含んでいる、請求項1〜3のいずれか1項に記載のワイパー。
【請求項5】
前記セルロース繊維が、連続長繊維からなる、請求項1〜4のいずれか1項に記載のワイパー。
【請求項6】
工業用のクリーンルーム内で使用される、請求項1〜5のいずれか1項に記載のワイパー。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−87815(P2011−87815A)
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願番号】特願2009−244756(P2009−244756)
【出願日】平成21年10月23日(2009.10.23)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願日】平成21年10月23日(2009.10.23)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
[ Back to top ]