
ワイヤ、フラックス及び高ニッケル含量を有している鋼を溶接するためのプロセス
【課題】ニッケル鋼(特に9%Ni鋼)の高生産性溶接プロセスを提供する。
【解決手段】ニッケル鋼を溶接するための有芯ワイヤであって、鋼シースと充填元素とを具備し、ワイヤの重量に対して2乃至15%の弗素と8乃至13%のニッケルと鉄とを含有した有芯ワイヤ;重量による割合で25乃至35%のMgOと20乃至30%のCaOと10乃至15%のSiO2と10乃至30%のAl2O3と5乃至20%の弗素とを含有したフラックス;及びこのワイヤとこのフラックスとを用いて6%超のニッケル、好ましくは約9%のニッケルを含有した鋼ワークピースを接合する溶接プロセス、特にはサブマージドアーク溶接プロセス。
【解決手段】ニッケル鋼を溶接するための有芯ワイヤであって、鋼シースと充填元素とを具備し、ワイヤの重量に対して2乃至15%の弗素と8乃至13%のニッケルと鉄とを含有した有芯ワイヤ;重量による割合で25乃至35%のMgOと20乃至30%のCaOと10乃至15%のSiO2と10乃至30%のAl2O3と5乃至20%の弗素とを含有したフラックス;及びこのワイヤとこのフラックスとを用いて6%超のニッケル、好ましくは約9%のニッケルを含有した鋼ワークピースを接合する溶接プロセス、特にはサブマージドアーク溶接プロセス。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ニッケル鋼、特には9%Ni鋼の高生産性均一(homogeneous)溶接に関する。
【背景技術】
【0002】
「9%Ni鋼」と一般に呼ばれている9%ニッケル鋼は、極低温温度で使用されることが意図されたタンク又は他の工業設備、例えば管などの建設に使用される材料である。
【0003】
この目的のために、これら鋼には、液体窒素温度、即ち−196℃でさえ良好な機械的強度及び良好な衝撃強さを示すという特徴がある。
【0004】
9%Ni鋼は、約9重量%のニッケルを含有した低炭素タイプの鋼であり、非常に低い温度で良好な延性を保つために適当な熱処理に供される。
【0005】
このタイプの鋼は、典型的には0.1重量%未満の低い炭素含量と、とりわけ低いレベルの不純物、特には硫黄及び燐によって特徴付けられる。これは、低レベルの介在不純物は、低温での良好な衝撃強さを確実にするために及び焼き戻しもろさのリスクを制限するために必須の要素であるからである。
【0006】
エネルギーへの高まりつつある要求に直面して、液化天然ガスは、現在の石油製品に取って代わる有利な代替品を提供する。この理由のため及びそれらの低温特性のせいで、9%Ni鋼は、天然ガスなどの非腐食性極低温液体の貯蔵及び輸送に供される設備の生産に益々使用されており、そうするために、約−196℃の温度にまで下げられる。
【0007】
しかしながら、9%Ni鋼からそのような設備を製造するには、特別な溶接製品及び特別な溶接プロセス、即ち、溶融部MZと熱影響部HAZとにおいて同じレベルの機械的特性を達成可能とすることが必要である。
【0008】
換言すれば、このような9%Ni鋼を溶接する際に生じる問題は、最小の製造コストで組み立て品の完全性を確実にするために、如何にしてMZ及びHAZにおいて良好な機械的特性を得るかということである。
【0009】
現在、9%Ni鋼を溶接するための消耗ワイヤには、2つのタイプ、即ち、均一溶接のためのフェライトフィラー製品と、非常に高いNi含量を有している不均一(heterogeneous)溶接のためのフィラー製品とがある。
【0010】
均一溶接は、最も一般に使用されている。この場合、あらゆるアーク溶接プロセス、特にはサブマージドアーク溶接が使用されてもよい。9%Ni鋼部品又は板の組み立ては、非常に高いニッケル含量の、典型的には少なくともニッケルを50%含有したニッケル系タイプのオーステナイト消耗ワイヤを用いて実行される。このような消耗品を用いて得られる溶接は、オーステナイト系であり、その結果、延性−脆性遷移を有していない。それゆえ、それは、液体窒素温度でさえ、良好な靭性特性を有している。
【0011】
しかしながら、このようなNi系溶加材の使用は、幾つかの欠点を生じさせる。即ち、
− このプロセスの高い生産性にも拘らず、高いNi含量を有しているフィラー材料の高いコスト、特には消耗ワイヤの高いコストが、この解決法を高価にし、それゆえ、経済学的見地で競争力がある訳ではなく、
− ニッケル系タイプの或るフィラー金属は、高温割れに対する高い感受性を有しており、
− 最後に、何よりも、溶融させた金属の引張り強さが、ベースメタルのそれよりも低い。例えば、ベースメタルが700MPaよりも大きな引張り強度を有しているのに対し、溶融部(MZ)の引張り強さは、継手の構造に依存して640MPaまで低下するかも知れない。これは、タンクの場合には、建築法の勧告に準拠するには寸法が大きすぎる設備を生じさせ、縦方向に溶接した複数のパイプの場合には、溶接後にそのパイプが正確に成形されるのを不可能とする。
【0012】
均一溶接においては、特にはニッケル含量に関して、ベースメタルに近い化学組成のバルクワイヤが使用される。
【0013】
TIG又はMIG溶接プロセスと組み合わせると、現在の均一フェライト消耗ワイヤは、熱処理なしで、十分な低温靭性値、即ち、ベースメタルの引張り強度と一致した引張り強度を有している標準的なサイズ(10×10mm)の試験片について−196℃において34Jが達成されるのを可能とする。
【0014】
しかしながら、これら消耗ワイヤの使用は、それらの有利なコストにも拘らず、これらプロセスの低い生産性のせいで、経済学的に存続可能な訳ではない。
【0015】
更に、より高い生産性の他のプロセス、特には、非特許文献1に記載されているサブマージドアーク溶接を用いると、バルクワイヤタイプの均一消耗品は、要求される靭性レベルが達成されるのを可能としない。
【0016】
その上、バルクワイヤの使用は、それが、例えばベースメタルにおける%ニッケル含量を考慮するための組成の調整毎に、ワイヤを所望の組成に製造するための鋳造作業が実行されることを必要とするので、理想的である訳ではない。これは、経済学的見地から好ましくなく、生産の困難さを生じさせる。
【0017】
加えて、この場合、要求される−196℃での靭性レベルを達成するためには、装置全体に対して熱処理を実行することが必須であり、それは、溶接した設備の地理的な、特には建築現場での状況のせいで、又は、設備が例えば溶接管のように非常に大きな、即ち数メートルの寸法を有している場合に、頻繁には達成可能ではない。
【0018】
最後に、バルクワイヤを使用するこのタイプのプロセスを用いて得られた溶接は、しばしば、過剰に高い、典型的には0.040%よりも大きな酸素含量を有している。
【0019】
換言すれば、良好な溶接特性を得ることを可能とするだけでなく、経済学的に存続可能である及び/又は工業規模で直ちに実行され得る溶接消耗品、即ち、ワイヤ、フラックス若しくはそれらの組み合わせ又はそれらを使用する溶接プロセスは、現時点では存在していない。
【非特許文献1】Production of 9% Nickel Steel UOE Pipe with Ferritic Filler Submerged Arc Welding, Transactions ISU, Vol. 26, 1986, pp. 359-366
【発明の開示】
【0020】
それゆえ、良好な特性の溶接継手又は溶着金属をもたらし、経済学的に存続可能であり、工業規模で直ちに実行され得る、高いニッケル含量を有している鋼、特には9%Ni鋼を効果的に溶接するのに使用され得る溶接ワイヤ及び/又は溶接フラックス並びにこのワイヤ及び/又はこのフラックスを用いる溶接プロセスを如何にして提供するかという問題がある。
【0021】
第1側面によると、本発明は、ニッケル鋼を溶接するための有芯(flux-cored)ワイヤであって、鋼シース(sheath)と充填元素とを具備し、前記ワイヤの重量に対して、2乃至15%の弗素と、8乃至13%のニッケルと、鉄とを含有したことを特徴とするワイヤを提供する。
【0022】
本発明の有芯ワイヤは、弗素(F)の割合で表して2乃至15%の弗素含量によって特徴付けられる。しかしながら、使用され得る弗素は、様々な形態、蛍石の形態、それが好ましいが、天然又は合成氷晶石、或いは、Na、Li若しくはK弗化物又は他の弗化物などの弗素化合物の形態であってもよい。
【0023】
場合によっては、本発明の有芯ワイヤは、以下の特徴の1つ以上を備えていてもよい。
【0024】
− 前記鋼は炭素マンガン鋼であり、前記シースの炭素含量は好ましくは0.05%未満である。
【0025】
− 前記ワイヤの前記充填元素での充填レベルは、前記ワイヤの総重量に対して、8乃至40%であり、好ましくは12乃至30%である。
【0026】
− 鉄は前記鋼シースのみから由来し、前記充填元素は鉄フリー、特には鉄粉フリーである。
【0027】
− それは、前記ワイヤの重量に対し、8乃至15%の弗素と9乃至11.75%のニッケルとを含有している。
【0028】
その上、他の側面によると、本発明は、ニッケル鋼からなる少なくとも1つのワークピース、好ましくは、少なくとも6%のニッケルを含有した少なくとも1つのワークピースをアーク溶接、レーザ溶接、又はレーザ/アークハイブリッド溶接するための、有芯ワイヤが用いられるプロセスを提供する。
【0029】
好ましくは、これは、請求項1乃至5の何れか1項に係る有芯ワイヤと、重量による割合で25乃至35%のMgOと20乃至30%のCaOと10乃至15%のSiO2と10乃至30%のAl2O3と5乃至20%の弗素とを含有したフラックスとを用いるサブマージドアーク溶接プロセスである。
【0030】
本発明のプロセスによると、7%を超えるニッケル、典型的には7乃至13%のニッケルを含有した鋼からなる1つ以上のワークピースが相互に溶接される。
【0031】
有利には、溶接継手は、前記溶接継手の位置におけるパスの密度が2パス毎cm2よりも大きくなるように生成される。
【0032】
更に他の側面によると、本発明は、本発明に係るプロセスにおいて使用され得る溶接フラックスであって、重量による割合で、25乃至35%のMgOと、20乃至30%のCaOと、10乃至15%のSiO2と、10乃至30%のAl2O3と、5乃至20%の弗素とを含有したことを特徴とする溶接フラックスを提供する。
【0033】
好ましくは、前記フラックスは、Na2O及びK2Oから選ばれる少なくとも1つの構成成分を更に含み、前記少なくとも1つの構成成分の割合は3重量%未満である。
【0034】
更に他の側面によると、本発明は、本発明に係るプロセスを実行することにより、及び/又は、本発明に係る有芯ワイヤを溶融させることにより得られる溶接継手又は溶着金属であって、
− 0.010乃至0.07%のC、好ましくは0.010乃至0.05%のCと、
− 0.02乃至0.20%のSiと、
− 0.15乃至0.6%のMnと、
− 0.002乃至0.007%のPと、
− 0.0013乃至0.0050%のSと、
− 7乃至13%のNiと、
− 0.002乃至0.012%のTiと、
− 0.005乃至0.018%のAlと、
− 大部分のFeと
を含有したことを特徴とする溶接継手又は溶着金属を提供する。
【0035】
有利には、前記溶接継手は、300ppm未満の酸素を含んでいる。
【0036】
更に、前記溶接継手は、2重量%未満の割合で、バリウム、ジルコニウム、クロム及び/又はリチウムを更に含有していてもよく、これら元素は、金属の形態、酸化物の形態、及び/又は、これら元素の1つ以上を含んだ化合物の形態で存在し得る。
【0037】
本発明は、添付の図面を参照しながら与えられる以下の説明及び例によって、より明確に理解されるであろう。
【0038】
一般に、ベースメタル、即ち、例えば9%Ni鋼からなる溶接されるべきワークピースの良好な機械的強度及び優れた低温靭性は、材料の改良された微細構造のおかげである。
【0039】
材料の微細構造は、マルテンサイト又はベイナイトと炭素富化オーステナイトとからなる。この構造は、二重焼ならしとその後の焼き戻し処理とによって又は焼き入れとその後の焼き戻し処理とによって生成される。焼き戻し処理は、所謂「臨界温度」範囲内で実行される。
【0040】
この処理の間、幾分かのオーステナイトが出現し、ベースメタル中に存在している炭素はオーステナイト中へと優先的に移動するであろう。このようにして形成された炭素富化オーステナイトは、−200℃への冷却に対して安定となる。
【0041】
オーステナイト変態は一部のみであるので、それゆえ、熱処理後の鋼の微細構造は、非常に低い炭素含量のマルテンサイトと残部オーステナイトとからなる。材料の優れたレベルの低温靭性を決定するのは、この微細構造である。
【0042】
最適な残部オーステナイト含量は、鋼の炭素含量に依存する。これは、それはベースメタルの炭素をトラップするのに十分でなくてはならないが、それが高すぎると、オーステナイトは、冷却に対して安定なままであるのに十分な炭素を含有することができず、マルテンサイトへと変態するであろう。この残部オーステナイト含量は、処理温度と時間との組み合わせによって制御される。
【0043】
焼き戻し処理が不十分に制御された場合、幾つかの現象が起こるかも知れない。即ち、冷却の間に、構造脆化カーバイドが生じるかも知れず、処理の間に形成されるオーステナイトの量が高すぎて安定でなく、それにより、新たな(fresh)マルテンサイトの形成を誘起するかも知れない。
【0044】
その上、焼き戻し温度からの冷却速度は、9%Ni鋼の低温での延性に直接に影響を及ぼす。
【0045】
これは、9%Ni鋼部品を溶接によって組み立てるためには特別な用心を払わなければならないことを意味している。それゆえ、鋼の熱影響部(HAZ)における変態を制限するために、溶接プロセスによって供給される熱は低くなければならず、パス間の温度も低くなければならない。
【0046】
溶接した設備については、熱処理は、常に、焼き入れとその後の約600℃での焼き戻しとの2段階で実行される。焼き戻し処理によって得られたオーステナイトは、その焼き戻し処理が最適であった場合にのみ安定である。
【0047】
溶着金属の望まれる化学組成は、機械的強度と靭性との釣り合いを考慮しなければならず、合金元素は靭性に影響を与える要素である。
【0048】
それゆえ、溶接部(weld)の焼き戻しもろさに対する感受性は、粒界に偏析する元素、特には燐及びマンガンを減少させることにより低減される。
【0049】
特に、マンガンの含量は、脆化に関して、−196℃を含む温度での良好なレベルの靭性を得るために可能な限り低くなければならない。マンガンの最大含量は、炭素含量に関連しているようであり、最小マンガン含量は硫黄含量と関連している。それゆえ、0.3重量%のMn含量は、通常の炭素範囲、即ち約0.05%の範囲内で有効である。
【0050】
更に、燐含量も、制御され且つ0.007%未満に保たれなければならない。
【0051】
硫黄含量は、その割れ(cracking)のリスクへの負の影響のせいで可能な限り低くなければならず、その作用は、マンガンの添加によって打ち消されるかも知れない。硫黄含量が0.005%未満である場合、約0.15%のマンガン含量が満足のいく結果を得るのに十分であろう。
【0052】
ニッケルは、重要な元素である。ニッケル含量は、7乃至13重量%でなければならず、好ましくは9%超及び/又は12%未満である。これは、この範囲外では、所望のレベルの靭性が達成され得ないからである。ニッケル含量の7から11%への増加は、エネルギー吸収の最大レベルと延性−脆性遷移との双方の減少を反映している。
【0053】
他方、炭素は、0.07重量%までは、靭性のレベルに重要な影響を及ぼすようではなく、炭素含量は、好ましくは約0.05%以下である。
【0054】
珪素も、或る役割を果たし、0.2%未満の最大含量で存在していなければならない。
【0055】
要するに、本発明によると、溶接されるべきワークピース上に溶着される金属は、(重量で)0.007%未満の含量の燐と、好ましくは0.15%乃至0.3%の含量のマンガンと、0.001乃至0.070%、好ましくは最大で約0.050%の含量の炭素と、0.005%未満の含量の硫黄と、7乃至13%の含量のニッケルと、0.2%未満の含量の珪素と、残部としての必須の鉄とを含有している。
【0056】
しかしながら、溶接継手がチタン及びアルミニウムを更に含有していることが排除される訳ではない。
【0057】
全ての場合において、低レベルの介在物は、靭性を増加させる傾向を有している。
【0058】
一般に、ニッケル鋼ワークピースは、特には極低温温度での液化天然ガス(LNG)の輸送及び貯蔵に供されるタンク、管又は他の類似の構造物を形成するために、これらの用途に適した引張り強度及び衝撃強さを提供する溶接組み立て品を生産することが可能なあらゆる溶接プロセスによって組み立てられる。
【0059】
これに関して、MIG/MAG溶接、TIG溶接、レーザ溶接、プラズマ溶接、フィラーワイヤを用いるレーザ/アークハイブリッド溶接、又はサブマージドアーク溶接を使用することができ、それは、消耗ワイヤ、溶接ガス及び/又は溶接フラックスを、ワイヤを溶融させるためのエネルギー源と共に使用し、それは、レーザ/アークの組み合わせのための1つの電気アーク(又は幾つかのアーク)と1つのレーザビーム(又は幾つかのビーム)とである。
【0060】
さて、溶接された組み立て品は、溶融させた金属と、熱影響部(HAZ)、即ちエネルギー源による影響を受けた部分と、HAZ近傍のベースメタルとによって特徴付けられる。
【0061】
溶融させた金属は、本質的には、溶融させた消耗ワイヤと、おそらくは溶接の間に溶着され且つ溶融されたベースメタルによって希釈されたフラックスとに対応している。
【0062】
HAZは、ベースメタルの、即ち、溶接したワークピースを構成している材料の一部であって、溶接の間に溶融されていないが、その微細構造及び機械的特性はアークまたはレーザ溶接の間に放出される熱によって変更されている部分である。
【0063】
結果として、極低温流体と接触させることが意図された管、タンク又は他のあらゆる設備を建設するには、極低温用途に適合した引張り強度及び靭性が得られるのを可能とする溶接プロセスを有していることが必須である。それゆえ、この溶接プロセスは、極低温用途の要求を満足させ得る延性の微細構造及び機械的特性、即ち、−196℃での34Jの最小靭性及び0.38mmの最小横伸び(minimum lateral expansion)を、経済学的に満足のいく生産性と共にもたらさなければならない。
【0064】
満足のいく生産性と液体窒素温度での34Jを超える靭性レベルとを得るには、本発明の発明者らは、サブマージドアーク溶接(SAW)プロセスが、それは高い生産性が達成されるのを可能とするので、最も好適であることを示している。
【0065】
これは、溶接速度は、使用されるワイヤの数に正比例するからである。それゆえ、1本のワイヤを用いると、SAWプロセスを用いた溶接速度は一般には約50cm/分以上であり、5本のワイヤを用いると、250cm/分の速度を達成することが可能である。
【0066】
結果として、本発明に係るSAW溶接において使用され得る溶接ワイヤとフラックスとを開発する必要があり、それは、更に、上記の組成を有している溶着金属をもたらしている。
【0067】
それゆえ、本発明の発明者らは、SAW溶接のための特定のフラックスを開発し、0.01%未満の最低許容レベルの酸素及び硫黄含量を有している溶着金属を得ることを可能としている。このフラックスの組成は、以下に記載されている。
【0068】
加えて、消耗ワイヤに関しては、本発明の発明者らは、より高い製造の及び溶着金属の組成のフレキシビリティを得るために、SAW溶接において通常に使用されているバルクワイヤを有芯ワイヤで置換することを考えた。この有芯ワイヤの組成も、以下に詳細に記載されている。
【0069】
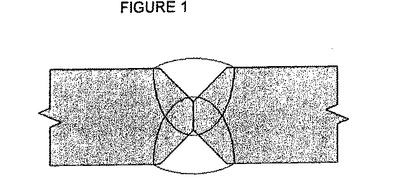
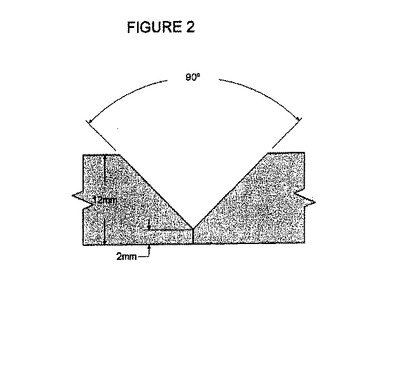
これを為すために、9%Ni鋼からなり、12mmの厚さを有している、ASTM規格に従うA553タイプの「Y」継手(図2)又は「X」継手(図1)が試験された。溶接エネルギーが靭性のレベルに及ぼす影響を評価するために、「Y」又は「X」継手が、従来技術に係るプロセスを用いて、及び、比較のために本発明に係る有芯ワイヤを使用するSAWプロセスを用いて、パスの数を変えて塞がれた。
【0070】
これら試験の詳細は、以下の例に記載されている。
【0071】
例1:従来技術に係るバルクワイヤを用いたSAW溶接
シートから厚い管が製造され、それらの2つの縁が、機械加工され、突き合わされた。シートの形削りは、機械加工された縁が突き合わされて図1に示すようなX形のプロファイルを有する予備管を形成することを可能とした。
【0072】
MIG溶接プロセスを用いる連続的な仮付け溶接が、実際のSAW溶接に先立ち、組み立て品をその位置に保つために使用された。
【0073】
次に、溶接が、2つのパスで、固体フラックスの下でサブマージドアーク(SA)を用いて実行された。第1のパスは管の内側であり、第2のパスは管の外側で実行されて、2つの溶接ビードの相互溶け込みを確実にした。
【0074】
我々は、そのような組み立て品を、厚さが12mmのASTM規格に従うA553タイプの9%Ni鋼から生産した。この試験について、我々は、Bonisevslyに従う塩基度指数(basicity index)が2.7のフラックスを使用した。フィラー製品は、直径が1.2mmの9%ニッケル鋼バルクワイヤであった。
【0075】
より詳細には、フラックスは、Oerlikon社からOP76の参照名で入手可能なCaO−MgO−Al2O3タイプの市販のフラックスであり、使用したバルクワイヤも、Kobe Steel社からTGS−9Nの参照名で入手可能な市販のワイヤであった。
【0076】
溶接パラメータは、以下の表1に与えられている。採用した他の操作条件は、SAW溶接製品において従来から使用されているものであった。
【表1】

【0077】
このようにして溶接された管は、従来の靭性検査(Charpタイプの)に供され、それは、溶接したままの状態において得られた靭性値は9kJ/cmの溶接エネルギーにも拘らず34J未満であり、その結果、満足のいく値を得るには、上記のような溶接後の熱処理を実行することが必須であり、これは、上述の問題を有している。
【0078】
例2:従来技術に係るバルクワイヤを用いたマルチパスTIG溶接
例1と類似の「Y」継手が、従来のTIG溶接を用い、10個の連続したパスで、溶接速度を15cm/分として溶接された。
【0079】
TIG溶接の操作条件は、このタイプのプロセスで採用されている従来の条件であり、使用したワイヤは例1のものであった。
【0080】
このようにして溶接された継手の靭性のレベルと引張り強度とは、34Jよりも大きかったので満足のいくものであった。
【0081】
しかしながら、2つのパスで管を溶接する通常の手順と比較すると、生産性は相当に低下し、「Y」プロファイルを充填するための多数のパスのせいで得られる溶接速度が非常に低いことから、大量生産には適合しなかった。
【0082】
例3:本発明に係る有芯ワイヤを用いたSAW溶接
本発明に係る有芯ワイヤを用いたSAW溶接プロセスの有効性を確認するために、溶接が、例1の場合と同様に実行された。但し、図2に示す「Y」形プロファイルを用いた。
【0083】
換言すれば、例3において実行されたプロセスは、「Y」プロファイルを有している9%Ni鋼製品片(例2のように)について、有芯ワイヤと強化(powered)フラックスとを用いて実行されたサブマージドアーク溶接プロセスであった。
【0084】
既に言及しているように、使用するフラックスは、−196℃での靭性のレベルを考慮し、低温割れのリスクを制限するための多くの制限を満足させなければならない。靭性のレベルは、主に、珪素及び酸素含量に依存する。
【0085】
TIG及びMIG/MAGプロセスを用いると、酸素及び珪素レベルは非常に低いかも知れず、フィラー金属と等しい珪素レベル、即ち約0.05%と、酸素の場合には50ppmとを得ることが可能である。しかしながら、サブマージドアーク溶接では、市販の溶接フラックス及びバルクワイヤは、このように低い酸素レベルが達成されるのを可能としない。一般に、酸素含量は、Bonisevsky分類に従う塩基性フラックスについては約300ppmである。
【0086】
珪素及び酸素含量を劇的に低減する新規な溶接フラックスの開発が必要であった。表2は、これらの基準を満足し且つ例3のコンテクストにおいて使用されたフラックスの組成を与えている。
【表2】
【0087】
現時点で、9%Ni鋼をサブマージドアークプロセスによって溶接するのに適した均一有芯ワイヤは存在していない。
【0088】
それゆえ、特には溶接プロセスの生産性を高めるべく、本発明の発明者らは、充填元素を含有した炭素マンガン鋼シースを有する有芯ワイヤを開発し、この例3において使用した。
【0089】
より詳細には、充填元素は、ワイヤの総重量に対して約12%の弗素と11%のニッケルとを含有しているが、鉄粉は含有していない。これは、本発明の有芯ワイヤの新規な側面の1つは、鉄粉フリーであり、鉄はシース又は箔におって提供されることにあるからである。
【0090】
この均一有芯ワイヤ/フラックスの組み合わせのSAW溶接プロセスにおける使用は、得られた試験結果が示しているように、−196℃で要求されるレベルの靭性を達成することを可能とし、これは以下の表3において示されており、そこでは、従来技術の例1及び2並びに本発明に係る例3(試験A、B及びC)において得られた結果が与えられている。
【表3】
【0091】
得られた結果は、SAW溶接において十分なレベルの靭性を得るためには、少なくとも4つのパスが存在し、Y形に面取りすることが必要であったことを示している。
【0092】
2つの溶接パスを用いるX形状の試験(例1)の溶接エネルギーとY形の面取り及び4つのパスを用いる本発明の試験Cとの比較は、非常に低い溶接エネルギーは、良好なレベルの靭性とは必ずしも関連していないことを示している。試験Cで得られた溶接部は、極低温装置の建設法に準拠する引張り強度をもたらし、−196℃で34Jを超える衝撃強さを有し、更に、製造業者の経済学的要請に適合する生産性を有しており、これらの何らかは、例1については、溶接プロセスはSAWプロセスであるものの当てはまらない。
【0093】
試験Cは、低レベルの不純物を得ることを可能とする。加えて、望まれる微細構造は、溶融させる金属に適当な化学組成を用い、熱サイクルを制御することにより得られる。
【0094】
その上、例2の条件は、非常に良好な靭性値を与えたが、到達した溶接速度が、他の例では約60cm/分であったのに対し、かろうじて15cm/分であったため、生産性を不利にした。例2において得られえたような低い速度は、工業的見地から許容され得ない。
【0095】
本発明のプロセス(試験A乃至C)は、良好な靭性値だけでなく、工業的見地での使用に適合した高い溶接速度を得ることを可能とし、このプロセスと比較した従来技術のプロセス(例1及び2)の制限は直ちに理解される。
【0096】
溶融部の化学組成を制御することは別として、溶接手順(パスの数)は、溶融部及び熱影響部の双方において満足のいく靭性値を得るのに重要なパラメータである。
【0097】
低い溶接エネルギーは、溶接継手の急速冷却を得るのに望ましい。ここで、溶接エネルギーは、溶接電圧に溶接電流を乗じ、これを溶接速度で割った物として規定される。本発明のコンテクストにおける溶接エネルギーは、好ましくは8乃至15kJ/cmである。
【0098】
表3に与えられている結果を考慮して、本発明者らは、低い溶接エネルギー(例1)にも拘らず、何故、得られた靭性は34J未満と低かったのかを理解しようと努めた。
【0099】
上述のように、これら結果の1つの説明は、実行したパスの数にある。
【0100】
その結果、本発明の溶接プロセスがより良好に制御されるために、1cm2当たりのパスの数である「パスの密度」と呼ばれる新たなパラメータが規定された。
【0101】
パスの密度を計算するために、生成した継手のスライスの拡大図が使用された。この拡大図は、溶融部の面積が全てのパスから測定されること及び実行されたパスの数がカウントされることを可能とする。これら2つの値の比(パスの数/溶融させた面積)は、パスの密度を与える。
【0102】
以下の表4は、例1及び例3の試験について得られたパスの密度と靭性値とを与えている。
【表4】
【0103】
表4の結果は、良好な靭性(>34J)を得るためには、2パス毎cm2を超えるパスの密度が必要であることを示している。
【0104】
例4:溶着金属の酸素含量の比較研究
例4の目的は、本発明に係る有芯ワイヤの使用が、組成のフレキシビリティを超えて、特には溶接部の酸素含量に及ぼす、SAW溶接が使用される場合の従来技術のバルクワイヤに対して有利な影響を比較することであった。
【0105】
これを為すために、溶接ビードが、9%Ni鋼板に、本発明に係る有芯ワイヤを用いて、及び、比較のために例1に係るバルクワイヤを用いて、同じ操作条件、特には同じフラックス及び同じ溶接エネルギーを用いて生成された。
【0106】
得られた結果は、以下の表5に与えられている。
【表5】
【0107】
これら結果は、特に驚くべきものである。というのは、有芯ワイヤに含まれる粉末は溶接部内に多量の酸素を供給すると考えられていたので、本発明に係る有芯ワイヤの使用のせいで、バルクワイヤを用いて得られる値よりも大きな溶着金属中の酸素含量が得られると予想されていたためである。
【0108】
しかしながら、得られた結果は、本発明に係る有芯ワイヤを用いると、特には、本発明の有芯ワイヤの充填元素における鉄粉の欠如のせいで、これは当てはまらないことを示している。
【0109】
これからすると、本発明に係る塩基性(basic)フラックスの使用と組み合わされた有芯ワイヤの使用は、溶接部において、バルクワイヤと塩基性フラックスとを用いて得られる値よりも低い酸素含量を有することを可能とするということになる。この酸素含量の現象は、良好な靭性値を得るのにユリである。
【0110】
それゆえ、本発明は、先に示した結果のように、ベースメタルのレベルの引張り特性と建築法によって要求される最低値よりも優れた非常に低い温度での靭性及び横伸び特性とを確実にしつつ、極低温用途の9%Ni鋼を高い生産性で組み立てるための効果的な溶接プロセスへと導く。
【0111】
換言すれば、本発明の溶接プロセスは、−196度での極低温用途の要求、即ち−196℃での34Jの最小靭性及び少なくとも0.38mmの横伸びを満足させ得る延性の微細構造及び機械的特性を、経済学的に十分な生産性と共に得ることを可能とする。
【図面の簡単な説明】
【0112】
【図1】「X」継手を示す図。
【図2】「Y」継手を示す図。
【技術分野】
【0001】
本発明は、ニッケル鋼、特には9%Ni鋼の高生産性均一(homogeneous)溶接に関する。
【背景技術】
【0002】
「9%Ni鋼」と一般に呼ばれている9%ニッケル鋼は、極低温温度で使用されることが意図されたタンク又は他の工業設備、例えば管などの建設に使用される材料である。
【0003】
この目的のために、これら鋼には、液体窒素温度、即ち−196℃でさえ良好な機械的強度及び良好な衝撃強さを示すという特徴がある。
【0004】
9%Ni鋼は、約9重量%のニッケルを含有した低炭素タイプの鋼であり、非常に低い温度で良好な延性を保つために適当な熱処理に供される。
【0005】
このタイプの鋼は、典型的には0.1重量%未満の低い炭素含量と、とりわけ低いレベルの不純物、特には硫黄及び燐によって特徴付けられる。これは、低レベルの介在不純物は、低温での良好な衝撃強さを確実にするために及び焼き戻しもろさのリスクを制限するために必須の要素であるからである。
【0006】
エネルギーへの高まりつつある要求に直面して、液化天然ガスは、現在の石油製品に取って代わる有利な代替品を提供する。この理由のため及びそれらの低温特性のせいで、9%Ni鋼は、天然ガスなどの非腐食性極低温液体の貯蔵及び輸送に供される設備の生産に益々使用されており、そうするために、約−196℃の温度にまで下げられる。
【0007】
しかしながら、9%Ni鋼からそのような設備を製造するには、特別な溶接製品及び特別な溶接プロセス、即ち、溶融部MZと熱影響部HAZとにおいて同じレベルの機械的特性を達成可能とすることが必要である。
【0008】
換言すれば、このような9%Ni鋼を溶接する際に生じる問題は、最小の製造コストで組み立て品の完全性を確実にするために、如何にしてMZ及びHAZにおいて良好な機械的特性を得るかということである。
【0009】
現在、9%Ni鋼を溶接するための消耗ワイヤには、2つのタイプ、即ち、均一溶接のためのフェライトフィラー製品と、非常に高いNi含量を有している不均一(heterogeneous)溶接のためのフィラー製品とがある。
【0010】
均一溶接は、最も一般に使用されている。この場合、あらゆるアーク溶接プロセス、特にはサブマージドアーク溶接が使用されてもよい。9%Ni鋼部品又は板の組み立ては、非常に高いニッケル含量の、典型的には少なくともニッケルを50%含有したニッケル系タイプのオーステナイト消耗ワイヤを用いて実行される。このような消耗品を用いて得られる溶接は、オーステナイト系であり、その結果、延性−脆性遷移を有していない。それゆえ、それは、液体窒素温度でさえ、良好な靭性特性を有している。
【0011】
しかしながら、このようなNi系溶加材の使用は、幾つかの欠点を生じさせる。即ち、
− このプロセスの高い生産性にも拘らず、高いNi含量を有しているフィラー材料の高いコスト、特には消耗ワイヤの高いコストが、この解決法を高価にし、それゆえ、経済学的見地で競争力がある訳ではなく、
− ニッケル系タイプの或るフィラー金属は、高温割れに対する高い感受性を有しており、
− 最後に、何よりも、溶融させた金属の引張り強さが、ベースメタルのそれよりも低い。例えば、ベースメタルが700MPaよりも大きな引張り強度を有しているのに対し、溶融部(MZ)の引張り強さは、継手の構造に依存して640MPaまで低下するかも知れない。これは、タンクの場合には、建築法の勧告に準拠するには寸法が大きすぎる設備を生じさせ、縦方向に溶接した複数のパイプの場合には、溶接後にそのパイプが正確に成形されるのを不可能とする。
【0012】
均一溶接においては、特にはニッケル含量に関して、ベースメタルに近い化学組成のバルクワイヤが使用される。
【0013】
TIG又はMIG溶接プロセスと組み合わせると、現在の均一フェライト消耗ワイヤは、熱処理なしで、十分な低温靭性値、即ち、ベースメタルの引張り強度と一致した引張り強度を有している標準的なサイズ(10×10mm)の試験片について−196℃において34Jが達成されるのを可能とする。
【0014】
しかしながら、これら消耗ワイヤの使用は、それらの有利なコストにも拘らず、これらプロセスの低い生産性のせいで、経済学的に存続可能な訳ではない。
【0015】
更に、より高い生産性の他のプロセス、特には、非特許文献1に記載されているサブマージドアーク溶接を用いると、バルクワイヤタイプの均一消耗品は、要求される靭性レベルが達成されるのを可能としない。
【0016】
その上、バルクワイヤの使用は、それが、例えばベースメタルにおける%ニッケル含量を考慮するための組成の調整毎に、ワイヤを所望の組成に製造するための鋳造作業が実行されることを必要とするので、理想的である訳ではない。これは、経済学的見地から好ましくなく、生産の困難さを生じさせる。
【0017】
加えて、この場合、要求される−196℃での靭性レベルを達成するためには、装置全体に対して熱処理を実行することが必須であり、それは、溶接した設備の地理的な、特には建築現場での状況のせいで、又は、設備が例えば溶接管のように非常に大きな、即ち数メートルの寸法を有している場合に、頻繁には達成可能ではない。
【0018】
最後に、バルクワイヤを使用するこのタイプのプロセスを用いて得られた溶接は、しばしば、過剰に高い、典型的には0.040%よりも大きな酸素含量を有している。
【0019】
換言すれば、良好な溶接特性を得ることを可能とするだけでなく、経済学的に存続可能である及び/又は工業規模で直ちに実行され得る溶接消耗品、即ち、ワイヤ、フラックス若しくはそれらの組み合わせ又はそれらを使用する溶接プロセスは、現時点では存在していない。
【非特許文献1】Production of 9% Nickel Steel UOE Pipe with Ferritic Filler Submerged Arc Welding, Transactions ISU, Vol. 26, 1986, pp. 359-366
【発明の開示】
【0020】
それゆえ、良好な特性の溶接継手又は溶着金属をもたらし、経済学的に存続可能であり、工業規模で直ちに実行され得る、高いニッケル含量を有している鋼、特には9%Ni鋼を効果的に溶接するのに使用され得る溶接ワイヤ及び/又は溶接フラックス並びにこのワイヤ及び/又はこのフラックスを用いる溶接プロセスを如何にして提供するかという問題がある。
【0021】
第1側面によると、本発明は、ニッケル鋼を溶接するための有芯(flux-cored)ワイヤであって、鋼シース(sheath)と充填元素とを具備し、前記ワイヤの重量に対して、2乃至15%の弗素と、8乃至13%のニッケルと、鉄とを含有したことを特徴とするワイヤを提供する。
【0022】
本発明の有芯ワイヤは、弗素(F)の割合で表して2乃至15%の弗素含量によって特徴付けられる。しかしながら、使用され得る弗素は、様々な形態、蛍石の形態、それが好ましいが、天然又は合成氷晶石、或いは、Na、Li若しくはK弗化物又は他の弗化物などの弗素化合物の形態であってもよい。
【0023】
場合によっては、本発明の有芯ワイヤは、以下の特徴の1つ以上を備えていてもよい。
【0024】
− 前記鋼は炭素マンガン鋼であり、前記シースの炭素含量は好ましくは0.05%未満である。
【0025】
− 前記ワイヤの前記充填元素での充填レベルは、前記ワイヤの総重量に対して、8乃至40%であり、好ましくは12乃至30%である。
【0026】
− 鉄は前記鋼シースのみから由来し、前記充填元素は鉄フリー、特には鉄粉フリーである。
【0027】
− それは、前記ワイヤの重量に対し、8乃至15%の弗素と9乃至11.75%のニッケルとを含有している。
【0028】
その上、他の側面によると、本発明は、ニッケル鋼からなる少なくとも1つのワークピース、好ましくは、少なくとも6%のニッケルを含有した少なくとも1つのワークピースをアーク溶接、レーザ溶接、又はレーザ/アークハイブリッド溶接するための、有芯ワイヤが用いられるプロセスを提供する。
【0029】
好ましくは、これは、請求項1乃至5の何れか1項に係る有芯ワイヤと、重量による割合で25乃至35%のMgOと20乃至30%のCaOと10乃至15%のSiO2と10乃至30%のAl2O3と5乃至20%の弗素とを含有したフラックスとを用いるサブマージドアーク溶接プロセスである。
【0030】
本発明のプロセスによると、7%を超えるニッケル、典型的には7乃至13%のニッケルを含有した鋼からなる1つ以上のワークピースが相互に溶接される。
【0031】
有利には、溶接継手は、前記溶接継手の位置におけるパスの密度が2パス毎cm2よりも大きくなるように生成される。
【0032】
更に他の側面によると、本発明は、本発明に係るプロセスにおいて使用され得る溶接フラックスであって、重量による割合で、25乃至35%のMgOと、20乃至30%のCaOと、10乃至15%のSiO2と、10乃至30%のAl2O3と、5乃至20%の弗素とを含有したことを特徴とする溶接フラックスを提供する。
【0033】
好ましくは、前記フラックスは、Na2O及びK2Oから選ばれる少なくとも1つの構成成分を更に含み、前記少なくとも1つの構成成分の割合は3重量%未満である。
【0034】
更に他の側面によると、本発明は、本発明に係るプロセスを実行することにより、及び/又は、本発明に係る有芯ワイヤを溶融させることにより得られる溶接継手又は溶着金属であって、
− 0.010乃至0.07%のC、好ましくは0.010乃至0.05%のCと、
− 0.02乃至0.20%のSiと、
− 0.15乃至0.6%のMnと、
− 0.002乃至0.007%のPと、
− 0.0013乃至0.0050%のSと、
− 7乃至13%のNiと、
− 0.002乃至0.012%のTiと、
− 0.005乃至0.018%のAlと、
− 大部分のFeと
を含有したことを特徴とする溶接継手又は溶着金属を提供する。
【0035】
有利には、前記溶接継手は、300ppm未満の酸素を含んでいる。
【0036】
更に、前記溶接継手は、2重量%未満の割合で、バリウム、ジルコニウム、クロム及び/又はリチウムを更に含有していてもよく、これら元素は、金属の形態、酸化物の形態、及び/又は、これら元素の1つ以上を含んだ化合物の形態で存在し得る。
【0037】
本発明は、添付の図面を参照しながら与えられる以下の説明及び例によって、より明確に理解されるであろう。
【0038】
一般に、ベースメタル、即ち、例えば9%Ni鋼からなる溶接されるべきワークピースの良好な機械的強度及び優れた低温靭性は、材料の改良された微細構造のおかげである。
【0039】
材料の微細構造は、マルテンサイト又はベイナイトと炭素富化オーステナイトとからなる。この構造は、二重焼ならしとその後の焼き戻し処理とによって又は焼き入れとその後の焼き戻し処理とによって生成される。焼き戻し処理は、所謂「臨界温度」範囲内で実行される。
【0040】
この処理の間、幾分かのオーステナイトが出現し、ベースメタル中に存在している炭素はオーステナイト中へと優先的に移動するであろう。このようにして形成された炭素富化オーステナイトは、−200℃への冷却に対して安定となる。
【0041】
オーステナイト変態は一部のみであるので、それゆえ、熱処理後の鋼の微細構造は、非常に低い炭素含量のマルテンサイトと残部オーステナイトとからなる。材料の優れたレベルの低温靭性を決定するのは、この微細構造である。
【0042】
最適な残部オーステナイト含量は、鋼の炭素含量に依存する。これは、それはベースメタルの炭素をトラップするのに十分でなくてはならないが、それが高すぎると、オーステナイトは、冷却に対して安定なままであるのに十分な炭素を含有することができず、マルテンサイトへと変態するであろう。この残部オーステナイト含量は、処理温度と時間との組み合わせによって制御される。
【0043】
焼き戻し処理が不十分に制御された場合、幾つかの現象が起こるかも知れない。即ち、冷却の間に、構造脆化カーバイドが生じるかも知れず、処理の間に形成されるオーステナイトの量が高すぎて安定でなく、それにより、新たな(fresh)マルテンサイトの形成を誘起するかも知れない。
【0044】
その上、焼き戻し温度からの冷却速度は、9%Ni鋼の低温での延性に直接に影響を及ぼす。
【0045】
これは、9%Ni鋼部品を溶接によって組み立てるためには特別な用心を払わなければならないことを意味している。それゆえ、鋼の熱影響部(HAZ)における変態を制限するために、溶接プロセスによって供給される熱は低くなければならず、パス間の温度も低くなければならない。
【0046】
溶接した設備については、熱処理は、常に、焼き入れとその後の約600℃での焼き戻しとの2段階で実行される。焼き戻し処理によって得られたオーステナイトは、その焼き戻し処理が最適であった場合にのみ安定である。
【0047】
溶着金属の望まれる化学組成は、機械的強度と靭性との釣り合いを考慮しなければならず、合金元素は靭性に影響を与える要素である。
【0048】
それゆえ、溶接部(weld)の焼き戻しもろさに対する感受性は、粒界に偏析する元素、特には燐及びマンガンを減少させることにより低減される。
【0049】
特に、マンガンの含量は、脆化に関して、−196℃を含む温度での良好なレベルの靭性を得るために可能な限り低くなければならない。マンガンの最大含量は、炭素含量に関連しているようであり、最小マンガン含量は硫黄含量と関連している。それゆえ、0.3重量%のMn含量は、通常の炭素範囲、即ち約0.05%の範囲内で有効である。
【0050】
更に、燐含量も、制御され且つ0.007%未満に保たれなければならない。
【0051】
硫黄含量は、その割れ(cracking)のリスクへの負の影響のせいで可能な限り低くなければならず、その作用は、マンガンの添加によって打ち消されるかも知れない。硫黄含量が0.005%未満である場合、約0.15%のマンガン含量が満足のいく結果を得るのに十分であろう。
【0052】
ニッケルは、重要な元素である。ニッケル含量は、7乃至13重量%でなければならず、好ましくは9%超及び/又は12%未満である。これは、この範囲外では、所望のレベルの靭性が達成され得ないからである。ニッケル含量の7から11%への増加は、エネルギー吸収の最大レベルと延性−脆性遷移との双方の減少を反映している。
【0053】
他方、炭素は、0.07重量%までは、靭性のレベルに重要な影響を及ぼすようではなく、炭素含量は、好ましくは約0.05%以下である。
【0054】
珪素も、或る役割を果たし、0.2%未満の最大含量で存在していなければならない。
【0055】
要するに、本発明によると、溶接されるべきワークピース上に溶着される金属は、(重量で)0.007%未満の含量の燐と、好ましくは0.15%乃至0.3%の含量のマンガンと、0.001乃至0.070%、好ましくは最大で約0.050%の含量の炭素と、0.005%未満の含量の硫黄と、7乃至13%の含量のニッケルと、0.2%未満の含量の珪素と、残部としての必須の鉄とを含有している。
【0056】
しかしながら、溶接継手がチタン及びアルミニウムを更に含有していることが排除される訳ではない。
【0057】
全ての場合において、低レベルの介在物は、靭性を増加させる傾向を有している。
【0058】
一般に、ニッケル鋼ワークピースは、特には極低温温度での液化天然ガス(LNG)の輸送及び貯蔵に供されるタンク、管又は他の類似の構造物を形成するために、これらの用途に適した引張り強度及び衝撃強さを提供する溶接組み立て品を生産することが可能なあらゆる溶接プロセスによって組み立てられる。
【0059】
これに関して、MIG/MAG溶接、TIG溶接、レーザ溶接、プラズマ溶接、フィラーワイヤを用いるレーザ/アークハイブリッド溶接、又はサブマージドアーク溶接を使用することができ、それは、消耗ワイヤ、溶接ガス及び/又は溶接フラックスを、ワイヤを溶融させるためのエネルギー源と共に使用し、それは、レーザ/アークの組み合わせのための1つの電気アーク(又は幾つかのアーク)と1つのレーザビーム(又は幾つかのビーム)とである。
【0060】
さて、溶接された組み立て品は、溶融させた金属と、熱影響部(HAZ)、即ちエネルギー源による影響を受けた部分と、HAZ近傍のベースメタルとによって特徴付けられる。
【0061】
溶融させた金属は、本質的には、溶融させた消耗ワイヤと、おそらくは溶接の間に溶着され且つ溶融されたベースメタルによって希釈されたフラックスとに対応している。
【0062】
HAZは、ベースメタルの、即ち、溶接したワークピースを構成している材料の一部であって、溶接の間に溶融されていないが、その微細構造及び機械的特性はアークまたはレーザ溶接の間に放出される熱によって変更されている部分である。
【0063】
結果として、極低温流体と接触させることが意図された管、タンク又は他のあらゆる設備を建設するには、極低温用途に適合した引張り強度及び靭性が得られるのを可能とする溶接プロセスを有していることが必須である。それゆえ、この溶接プロセスは、極低温用途の要求を満足させ得る延性の微細構造及び機械的特性、即ち、−196℃での34Jの最小靭性及び0.38mmの最小横伸び(minimum lateral expansion)を、経済学的に満足のいく生産性と共にもたらさなければならない。
【0064】
満足のいく生産性と液体窒素温度での34Jを超える靭性レベルとを得るには、本発明の発明者らは、サブマージドアーク溶接(SAW)プロセスが、それは高い生産性が達成されるのを可能とするので、最も好適であることを示している。
【0065】
これは、溶接速度は、使用されるワイヤの数に正比例するからである。それゆえ、1本のワイヤを用いると、SAWプロセスを用いた溶接速度は一般には約50cm/分以上であり、5本のワイヤを用いると、250cm/分の速度を達成することが可能である。
【0066】
結果として、本発明に係るSAW溶接において使用され得る溶接ワイヤとフラックスとを開発する必要があり、それは、更に、上記の組成を有している溶着金属をもたらしている。
【0067】
それゆえ、本発明の発明者らは、SAW溶接のための特定のフラックスを開発し、0.01%未満の最低許容レベルの酸素及び硫黄含量を有している溶着金属を得ることを可能としている。このフラックスの組成は、以下に記載されている。
【0068】
加えて、消耗ワイヤに関しては、本発明の発明者らは、より高い製造の及び溶着金属の組成のフレキシビリティを得るために、SAW溶接において通常に使用されているバルクワイヤを有芯ワイヤで置換することを考えた。この有芯ワイヤの組成も、以下に詳細に記載されている。
【0069】
これを為すために、9%Ni鋼からなり、12mmの厚さを有している、ASTM規格に従うA553タイプの「Y」継手(図2)又は「X」継手(図1)が試験された。溶接エネルギーが靭性のレベルに及ぼす影響を評価するために、「Y」又は「X」継手が、従来技術に係るプロセスを用いて、及び、比較のために本発明に係る有芯ワイヤを使用するSAWプロセスを用いて、パスの数を変えて塞がれた。
【0070】
これら試験の詳細は、以下の例に記載されている。
【0071】
例1:従来技術に係るバルクワイヤを用いたSAW溶接
シートから厚い管が製造され、それらの2つの縁が、機械加工され、突き合わされた。シートの形削りは、機械加工された縁が突き合わされて図1に示すようなX形のプロファイルを有する予備管を形成することを可能とした。
【0072】
MIG溶接プロセスを用いる連続的な仮付け溶接が、実際のSAW溶接に先立ち、組み立て品をその位置に保つために使用された。
【0073】
次に、溶接が、2つのパスで、固体フラックスの下でサブマージドアーク(SA)を用いて実行された。第1のパスは管の内側であり、第2のパスは管の外側で実行されて、2つの溶接ビードの相互溶け込みを確実にした。
【0074】
我々は、そのような組み立て品を、厚さが12mmのASTM規格に従うA553タイプの9%Ni鋼から生産した。この試験について、我々は、Bonisevslyに従う塩基度指数(basicity index)が2.7のフラックスを使用した。フィラー製品は、直径が1.2mmの9%ニッケル鋼バルクワイヤであった。
【0075】
より詳細には、フラックスは、Oerlikon社からOP76の参照名で入手可能なCaO−MgO−Al2O3タイプの市販のフラックスであり、使用したバルクワイヤも、Kobe Steel社からTGS−9Nの参照名で入手可能な市販のワイヤであった。
【0076】
溶接パラメータは、以下の表1に与えられている。採用した他の操作条件は、SAW溶接製品において従来から使用されているものであった。
【表1】
【0077】
このようにして溶接された管は、従来の靭性検査(Charpタイプの)に供され、それは、溶接したままの状態において得られた靭性値は9kJ/cmの溶接エネルギーにも拘らず34J未満であり、その結果、満足のいく値を得るには、上記のような溶接後の熱処理を実行することが必須であり、これは、上述の問題を有している。
【0078】
例2:従来技術に係るバルクワイヤを用いたマルチパスTIG溶接
例1と類似の「Y」継手が、従来のTIG溶接を用い、10個の連続したパスで、溶接速度を15cm/分として溶接された。
【0079】
TIG溶接の操作条件は、このタイプのプロセスで採用されている従来の条件であり、使用したワイヤは例1のものであった。
【0080】
このようにして溶接された継手の靭性のレベルと引張り強度とは、34Jよりも大きかったので満足のいくものであった。
【0081】
しかしながら、2つのパスで管を溶接する通常の手順と比較すると、生産性は相当に低下し、「Y」プロファイルを充填するための多数のパスのせいで得られる溶接速度が非常に低いことから、大量生産には適合しなかった。
【0082】
例3:本発明に係る有芯ワイヤを用いたSAW溶接
本発明に係る有芯ワイヤを用いたSAW溶接プロセスの有効性を確認するために、溶接が、例1の場合と同様に実行された。但し、図2に示す「Y」形プロファイルを用いた。
【0083】
換言すれば、例3において実行されたプロセスは、「Y」プロファイルを有している9%Ni鋼製品片(例2のように)について、有芯ワイヤと強化(powered)フラックスとを用いて実行されたサブマージドアーク溶接プロセスであった。
【0084】
既に言及しているように、使用するフラックスは、−196℃での靭性のレベルを考慮し、低温割れのリスクを制限するための多くの制限を満足させなければならない。靭性のレベルは、主に、珪素及び酸素含量に依存する。
【0085】
TIG及びMIG/MAGプロセスを用いると、酸素及び珪素レベルは非常に低いかも知れず、フィラー金属と等しい珪素レベル、即ち約0.05%と、酸素の場合には50ppmとを得ることが可能である。しかしながら、サブマージドアーク溶接では、市販の溶接フラックス及びバルクワイヤは、このように低い酸素レベルが達成されるのを可能としない。一般に、酸素含量は、Bonisevsky分類に従う塩基性フラックスについては約300ppmである。
【0086】
珪素及び酸素含量を劇的に低減する新規な溶接フラックスの開発が必要であった。表2は、これらの基準を満足し且つ例3のコンテクストにおいて使用されたフラックスの組成を与えている。
【表2】
【0087】
現時点で、9%Ni鋼をサブマージドアークプロセスによって溶接するのに適した均一有芯ワイヤは存在していない。
【0088】
それゆえ、特には溶接プロセスの生産性を高めるべく、本発明の発明者らは、充填元素を含有した炭素マンガン鋼シースを有する有芯ワイヤを開発し、この例3において使用した。
【0089】
より詳細には、充填元素は、ワイヤの総重量に対して約12%の弗素と11%のニッケルとを含有しているが、鉄粉は含有していない。これは、本発明の有芯ワイヤの新規な側面の1つは、鉄粉フリーであり、鉄はシース又は箔におって提供されることにあるからである。
【0090】
この均一有芯ワイヤ/フラックスの組み合わせのSAW溶接プロセスにおける使用は、得られた試験結果が示しているように、−196℃で要求されるレベルの靭性を達成することを可能とし、これは以下の表3において示されており、そこでは、従来技術の例1及び2並びに本発明に係る例3(試験A、B及びC)において得られた結果が与えられている。
【表3】
【0091】
得られた結果は、SAW溶接において十分なレベルの靭性を得るためには、少なくとも4つのパスが存在し、Y形に面取りすることが必要であったことを示している。
【0092】
2つの溶接パスを用いるX形状の試験(例1)の溶接エネルギーとY形の面取り及び4つのパスを用いる本発明の試験Cとの比較は、非常に低い溶接エネルギーは、良好なレベルの靭性とは必ずしも関連していないことを示している。試験Cで得られた溶接部は、極低温装置の建設法に準拠する引張り強度をもたらし、−196℃で34Jを超える衝撃強さを有し、更に、製造業者の経済学的要請に適合する生産性を有しており、これらの何らかは、例1については、溶接プロセスはSAWプロセスであるものの当てはまらない。
【0093】
試験Cは、低レベルの不純物を得ることを可能とする。加えて、望まれる微細構造は、溶融させる金属に適当な化学組成を用い、熱サイクルを制御することにより得られる。
【0094】
その上、例2の条件は、非常に良好な靭性値を与えたが、到達した溶接速度が、他の例では約60cm/分であったのに対し、かろうじて15cm/分であったため、生産性を不利にした。例2において得られえたような低い速度は、工業的見地から許容され得ない。
【0095】
本発明のプロセス(試験A乃至C)は、良好な靭性値だけでなく、工業的見地での使用に適合した高い溶接速度を得ることを可能とし、このプロセスと比較した従来技術のプロセス(例1及び2)の制限は直ちに理解される。
【0096】
溶融部の化学組成を制御することは別として、溶接手順(パスの数)は、溶融部及び熱影響部の双方において満足のいく靭性値を得るのに重要なパラメータである。
【0097】
低い溶接エネルギーは、溶接継手の急速冷却を得るのに望ましい。ここで、溶接エネルギーは、溶接電圧に溶接電流を乗じ、これを溶接速度で割った物として規定される。本発明のコンテクストにおける溶接エネルギーは、好ましくは8乃至15kJ/cmである。
【0098】
表3に与えられている結果を考慮して、本発明者らは、低い溶接エネルギー(例1)にも拘らず、何故、得られた靭性は34J未満と低かったのかを理解しようと努めた。
【0099】
上述のように、これら結果の1つの説明は、実行したパスの数にある。
【0100】
その結果、本発明の溶接プロセスがより良好に制御されるために、1cm2当たりのパスの数である「パスの密度」と呼ばれる新たなパラメータが規定された。
【0101】
パスの密度を計算するために、生成した継手のスライスの拡大図が使用された。この拡大図は、溶融部の面積が全てのパスから測定されること及び実行されたパスの数がカウントされることを可能とする。これら2つの値の比(パスの数/溶融させた面積)は、パスの密度を与える。
【0102】
以下の表4は、例1及び例3の試験について得られたパスの密度と靭性値とを与えている。
【表4】
【0103】
表4の結果は、良好な靭性(>34J)を得るためには、2パス毎cm2を超えるパスの密度が必要であることを示している。
【0104】
例4:溶着金属の酸素含量の比較研究
例4の目的は、本発明に係る有芯ワイヤの使用が、組成のフレキシビリティを超えて、特には溶接部の酸素含量に及ぼす、SAW溶接が使用される場合の従来技術のバルクワイヤに対して有利な影響を比較することであった。
【0105】
これを為すために、溶接ビードが、9%Ni鋼板に、本発明に係る有芯ワイヤを用いて、及び、比較のために例1に係るバルクワイヤを用いて、同じ操作条件、特には同じフラックス及び同じ溶接エネルギーを用いて生成された。
【0106】
得られた結果は、以下の表5に与えられている。
【表5】
【0107】
これら結果は、特に驚くべきものである。というのは、有芯ワイヤに含まれる粉末は溶接部内に多量の酸素を供給すると考えられていたので、本発明に係る有芯ワイヤの使用のせいで、バルクワイヤを用いて得られる値よりも大きな溶着金属中の酸素含量が得られると予想されていたためである。
【0108】
しかしながら、得られた結果は、本発明に係る有芯ワイヤを用いると、特には、本発明の有芯ワイヤの充填元素における鉄粉の欠如のせいで、これは当てはまらないことを示している。
【0109】
これからすると、本発明に係る塩基性(basic)フラックスの使用と組み合わされた有芯ワイヤの使用は、溶接部において、バルクワイヤと塩基性フラックスとを用いて得られる値よりも低い酸素含量を有することを可能とするということになる。この酸素含量の現象は、良好な靭性値を得るのにユリである。
【0110】
それゆえ、本発明は、先に示した結果のように、ベースメタルのレベルの引張り特性と建築法によって要求される最低値よりも優れた非常に低い温度での靭性及び横伸び特性とを確実にしつつ、極低温用途の9%Ni鋼を高い生産性で組み立てるための効果的な溶接プロセスへと導く。
【0111】
換言すれば、本発明の溶接プロセスは、−196度での極低温用途の要求、即ち−196℃での34Jの最小靭性及び少なくとも0.38mmの横伸びを満足させ得る延性の微細構造及び機械的特性を、経済学的に十分な生産性と共に得ることを可能とする。
【図面の簡単な説明】
【0112】
【図1】「X」継手を示す図。
【図2】「Y」継手を示す図。
【特許請求の範囲】
【請求項1】
ニッケル鋼を溶接するための有芯ワイヤであって、鋼シースと充填元素とを具備し、前記ワイヤの重量に対して、2乃至15%の弗素と、8乃至13%のニッケルと、鉄とを含有したことを特徴とする有芯ワイヤ。
【請求項2】
請求項1に記載の有芯ワイヤであって、前記鋼は炭素マンガン鋼であり、前記シースの炭素含量は好ましくは0.05%未満であることを特徴とする有芯ワイヤ。
【請求項3】
請求項1又は2に記載の有芯ワイヤであって、前記ワイヤの前記充填元素での充填レベルは、前記ワイヤの総重量に対して、8乃至40%であり、好ましくは12乃至30%であることを特徴とする有芯ワイヤ。
【請求項4】
請求項1乃至3の何れか1項に記載の有芯ワイヤであって、鉄は前記鋼シースのみから由来し、前記充填元素は鉄フリー、特には鉄粉フリーであることを特徴とする有芯ワイヤ。
【請求項5】
請求項1乃至4の何れか1項に記載の有芯ワイヤであって、前記ワイヤの重量に対し、8乃至15%の弗素と9乃至11.75%のニッケルとを含有していることを特徴とする有芯ワイヤ。
【請求項6】
ニッケル鋼からなる少なくとも1つのワークピース、好ましくは、少なくとも6%のニッケルを含有した少なくとも1つのワークピースをアーク溶接、レーザ溶接、又はレーザ/アークハイブリッド溶接するための方法であって、請求項1乃至5の何れか1項に記載の有芯ワイヤが用いられる方法。
【請求項7】
請求項6に記載の方法であって、これは、請求項1乃至5の何れか1項に係る有芯ワイヤと、重量による割合で25乃至35%のMgOと20乃至30%のCaOと10乃至15%のSiO2と10乃至30%のAl2O3と5乃至20%の弗素とを含有したフラックスとを用いるサブマージドアーク溶接プロセスであることを特徴とする方法。
【請求項8】
請求項6又は7に記載の方法であって、7%を超えるニッケル、典型的には7乃至13%のニッケルを含有した鋼からなる1つ以上のワークピースが相互に溶接されることを特徴とする方法。
【請求項9】
請求項6乃至8の何れか1項に記載の方法であって、溶接継手が、前記溶接継手の位置におけるパスの密度が2パス毎cm2よりも大きくなるように生成されることを特徴とする方法。
【請求項10】
請求項7に記載の方法において使用され得る溶接フラックスであって、重量による割合で、25乃至35%のMgOと、20乃至30%のCaOと、10乃至15%のSiO2と、10乃至30%のAl2O3と、5乃至20%の弗素とを含有したことを特徴とするフラックス。
【請求項11】
請求項10に記載のフラックスであって、Na2O及びK2Oから選ばれる少なくとも1つの構成成分を更に含み、前記少なくとも1つの構成成分の割合は3重量%未満であることを特徴とするフラックス。
【請求項12】
請求項6乃至9の何れか1項に記載の方法を実行することにより、及び/又は、請求項1乃至5の何れか1項に記載の有芯ワイヤを溶融させることにより得られる溶接継手又は溶着金属であって、
− 0.010乃至0.07%のC、好ましくは0.010乃至0.05%のCと、
− 0.02乃至0.20%のSiと、
− 0.15乃至0.6%のMnと、
− 0.002乃至0.007%のPと、
− 0.0013乃至0.0050%のSと、
− 7乃至13%のNiと、
− 0.002乃至0.012%のTiと、
− 0.005乃至0.018%のAlと、
− 大部分のFeと
を含有したことを特徴とする溶接継手又は溶着金属。
【請求項13】
請求項12に記載の溶接継手又は溶着金属であって、300ppm未満の酸素を含んでいることを特徴とする溶接継手又は溶着金属。
【請求項1】
ニッケル鋼を溶接するための有芯ワイヤであって、鋼シースと充填元素とを具備し、前記ワイヤの重量に対して、2乃至15%の弗素と、8乃至13%のニッケルと、鉄とを含有したことを特徴とする有芯ワイヤ。
【請求項2】
請求項1に記載の有芯ワイヤであって、前記鋼は炭素マンガン鋼であり、前記シースの炭素含量は好ましくは0.05%未満であることを特徴とする有芯ワイヤ。
【請求項3】
請求項1又は2に記載の有芯ワイヤであって、前記ワイヤの前記充填元素での充填レベルは、前記ワイヤの総重量に対して、8乃至40%であり、好ましくは12乃至30%であることを特徴とする有芯ワイヤ。
【請求項4】
請求項1乃至3の何れか1項に記載の有芯ワイヤであって、鉄は前記鋼シースのみから由来し、前記充填元素は鉄フリー、特には鉄粉フリーであることを特徴とする有芯ワイヤ。
【請求項5】
請求項1乃至4の何れか1項に記載の有芯ワイヤであって、前記ワイヤの重量に対し、8乃至15%の弗素と9乃至11.75%のニッケルとを含有していることを特徴とする有芯ワイヤ。
【請求項6】
ニッケル鋼からなる少なくとも1つのワークピース、好ましくは、少なくとも6%のニッケルを含有した少なくとも1つのワークピースをアーク溶接、レーザ溶接、又はレーザ/アークハイブリッド溶接するための方法であって、請求項1乃至5の何れか1項に記載の有芯ワイヤが用いられる方法。
【請求項7】
請求項6に記載の方法であって、これは、請求項1乃至5の何れか1項に係る有芯ワイヤと、重量による割合で25乃至35%のMgOと20乃至30%のCaOと10乃至15%のSiO2と10乃至30%のAl2O3と5乃至20%の弗素とを含有したフラックスとを用いるサブマージドアーク溶接プロセスであることを特徴とする方法。
【請求項8】
請求項6又は7に記載の方法であって、7%を超えるニッケル、典型的には7乃至13%のニッケルを含有した鋼からなる1つ以上のワークピースが相互に溶接されることを特徴とする方法。
【請求項9】
請求項6乃至8の何れか1項に記載の方法であって、溶接継手が、前記溶接継手の位置におけるパスの密度が2パス毎cm2よりも大きくなるように生成されることを特徴とする方法。
【請求項10】
請求項7に記載の方法において使用され得る溶接フラックスであって、重量による割合で、25乃至35%のMgOと、20乃至30%のCaOと、10乃至15%のSiO2と、10乃至30%のAl2O3と、5乃至20%の弗素とを含有したことを特徴とするフラックス。
【請求項11】
請求項10に記載のフラックスであって、Na2O及びK2Oから選ばれる少なくとも1つの構成成分を更に含み、前記少なくとも1つの構成成分の割合は3重量%未満であることを特徴とするフラックス。
【請求項12】
請求項6乃至9の何れか1項に記載の方法を実行することにより、及び/又は、請求項1乃至5の何れか1項に記載の有芯ワイヤを溶融させることにより得られる溶接継手又は溶着金属であって、
− 0.010乃至0.07%のC、好ましくは0.010乃至0.05%のCと、
− 0.02乃至0.20%のSiと、
− 0.15乃至0.6%のMnと、
− 0.002乃至0.007%のPと、
− 0.0013乃至0.0050%のSと、
− 7乃至13%のNiと、
− 0.002乃至0.012%のTiと、
− 0.005乃至0.018%のAlと、
− 大部分のFeと
を含有したことを特徴とする溶接継手又は溶着金属。
【請求項13】
請求項12に記載の溶接継手又は溶着金属であって、300ppm未満の酸素を含んでいることを特徴とする溶接継手又は溶着金属。
【図1】

【図2】
【図2】
【公開番号】特開2008−161932(P2008−161932A)
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【外国語出願】
【出願番号】特願2007−230480(P2007−230480)
【出願日】平成19年9月5日(2007.9.5)
【出願人】(591036572)レール・リキード−ソシエテ・アノニム・プール・レテュード・エ・レクスプロワタシオン・デ・プロセデ・ジョルジュ・クロード (438)
【出願人】(506390328)エール・リキード・ウェルディング・フランス (11)
【Fターム(参考)】
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願番号】特願2007−230480(P2007−230480)
【出願日】平成19年9月5日(2007.9.5)
【出願人】(591036572)レール・リキード−ソシエテ・アノニム・プール・レテュード・エ・レクスプロワタシオン・デ・プロセデ・ジョルジュ・クロード (438)
【出願人】(506390328)エール・リキード・ウェルディング・フランス (11)
【Fターム(参考)】
[ Back to top ]