
ワイヤガイド装置
【課題】ワイヤカット放電加工機の加工精度、加工速度を高めることが可能で、かつ、加工品質を改善することができるワイヤガイド装置の提供を目的とする。
【解決手段】ワイヤ電極1が挿通されるワイヤ電極挿通部2と、
ワイヤ電極1の挿通方向に対して交差する方向からワイヤ電極挿通部2内に冷却液を導入する冷却液導入口3と、
該冷却液導入口3から導入される液流のワイヤ電極1への衝突力を緩和させる液流緩衝部4とを有してワイヤガイド装置を構成する。
【解決手段】ワイヤ電極1が挿通されるワイヤ電極挿通部2と、
ワイヤ電極1の挿通方向に対して交差する方向からワイヤ電極挿通部2内に冷却液を導入する冷却液導入口3と、
該冷却液導入口3から導入される液流のワイヤ電極1への衝突力を緩和させる液流緩衝部4とを有してワイヤガイド装置を構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワイヤガイド装置に関するものであり、より詳細には、ワイヤカット放電加工機に着脱自在に装着され、ワイヤ電極を加工位置にガイドするダイヤモンド等からなるワイヤガイドのアッセンブリ体として構成されるワイヤガイド装置に関するものである。
【背景技術】
【0002】
内部に挿通されるワイヤ電極を冷却液によって冷却するワイヤガイド装置としては、従来、特許文献1に記載されたものが知られている。例えば当該公報の図7において、ワイヤガイド装置は、ワイヤ電極を挿通させる直線状の細穴が穿孔されたケースに対してワイヤガイドを固定して形成され、上記ケースには、該ケース外部から上記細穴に対して直交方向から連通する冷却水導入口が開設される。
【0003】
上記ケースはワイヤカット放電加工機本体に固定され、その外周側に被さるように配置される加工液供給部とケース外部との間に供給される加工液を冷却液として上記冷却水導入口から貫通孔内に導入し、貫通孔内でワイヤ電極を冷却する。
【特許文献1】特開平6-55348号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
近年、ワイヤカット放電加工機には加工精度、加工速度のさらなる向上が求められており、これを実現するためにより細いワイヤ電極をより高速で走行させ、また放電時の電気的条件や加工屑の除去を良好にするために加工液の供給圧力がより高められている。一方、このような加工精度、加工速度の向上への取り組みに伴い、ワイヤ電極に大きな振動が生じやすくなり、この振動がワークの加工部位にまで達することにより加工面にすじが入り、加工品質の悪化を起こしているという問題があった。
【0005】
かかる問題を解決すべく、本発明者は、鋭意研究の結果、上述した振動の一因が冷却液のワイヤガイド装置内への導入状態にあることを見出した。すなわち、上述した従来例のように冷却液導入口からワイヤガイド装置内に加工液を兼ねる冷却液を導入してワイヤ電極の発熱による溶断を防止する場合において、加工液の圧力を高めてしまうと、冷却液導入口から噴流となってワイヤガイド装置内に流れ込む冷却液がワイヤ電極に衝突し、その衝撃によってワイヤ電極に振動を生じさせてしまう。
【0006】
本発明は、以上の欠点を解消すべくなされたものであって、ワイヤカット放電加工機の加工精度、加工速度を高めることが可能で、かつ、加工品質を改善することができるワイヤガイド装置の提供を目的とする。
【課題を解決するための手段】
【0007】
本発明によれば上記目的は、
ワイヤ電極1が挿通されるワイヤ電極挿通部2と、
ワイヤ電極1の挿通方向に対して交差する方向からワイヤ電極挿通部2内に冷却液を導入する冷却液導入口3と、
該冷却液導入口3から導入される液流のワイヤ電極1への衝突力を緩和させる液流緩衝部4とを有するワイヤガイド装置を提供することにより達成される。
【0008】
ワイヤ電極挿通部2はワイヤ電極1の挿通スペースとなる例えば直線で貫通状の細穴等により構成される中空部であり、冷却液導入口3は、上記中空部の容積等を考慮して適宜細径にされ、中空部の長手方向に対して交差する方向に開口される。上述した従来例におけるように冷却液導入口3からワイヤ電極挿通部2内に導入される冷却液の液流は、ワイヤ電極挿通部2内に挿通されるワイヤ電極1への衝突力を液流緩衝部4により緩和され、衝突時の衝撃によるワイヤ電極1への振動の発生が抑制される。
【0009】
液流緩衝部4は、例えば冷却液導入口3とワイヤ電極1との間に設けられる緩衝体5として構成され、冷却液導入口3からワイヤ電極挿通部2内に向かって流れる噴流のワイヤ電極1への直射を防ぐようにしたり、若しくは、冷却液導入口3からワイヤ電極挿通部2へと繋がる流路の断面積を拡大する流路拡大スペースとして構成され、あるいは複数の冷却液導入口3、3・・からの噴流を相互に干渉させる合流流路として構成され、流速を低減するようにしたりするなど多様に構成することが可能である。この場合において、上述したように緩衝体5として構成した場合には、ワイヤガイド装置の大きさをより小さく抑えることができるとともに、既存のワイヤガイド装置に多少の改変を加えるだけで構成することができる。緩衝体5はワイヤ電極1への液流の衝突力を緩和できるものであればよく、例えば網などの液流の抵抗になるものや、壁などのワイヤ電極1に向かう液流を迂回させるものとして構成することが可能である。緩衝体5を壁により構成する場合には、ワイヤ電極1周りに曲率面にすれば液流をスムーズに迂回させることができる。
【0010】
以上のワイヤガイド装置は、ダイヤモンド等からなるワイヤガイドが組み付けられる例えばステンレス鋼等の成形品あるいは削りだし品からなるホルダにおいて、ワイヤ電極挿通部2となる直線で貫通状の細穴等を設けるとともに、この細穴に対して交差する方向に冷却液導入口3を開設した上で、図2(a)に示すように液流緩衝部4としての壁や流路をホルダに一体成形したり、図3(a)に示すように上記壁等をワイヤガイドとともにホルダに対して個別に組み付けるようにしたり、あるいは図3(b)に示すように上記壁等をワイヤガイドに一体成形してホルダに組み付けるようにして効率よく製造することができる。
【0011】
したがって本発明によれば、冷却液の供給圧力が高められた場合でも、冷却液導入口3からのワイヤ電極挿通部2内への冷却液の導入に伴って生じる液流のワイヤ電極1への衝突力を緩和することができ、冷却に伴うワイヤ電極1への振動の発生や、振動の増大を防止することができる。また、より線径が小さく、走行速度が高速なワイヤ電極1に対しても、振動を生じにくくさせることができる。
【0012】
また、ワイヤ電極1に向かう冷却液の液流をワイヤ電極1の長手方向に対して直交、あるいはほぼ直交させてワイヤ電極1周りの360度から、いわゆる向心力のように流れるようにすれば、より振動の発生等を抑制することができる。この場合、上述した緩衝体5をワイヤ電極1周りに円筒形状をなす壁にし、その端縁を利用してワイヤ電極1の全周方向から包囲するように冷却水を供給すれば、上述したワイヤガイド装置の小型化等と両立して簡易に構成することができる。
【発明の効果】
【0013】
以上の説明から明らかなように、本発明によれば、ワイヤカット放電加工機の加工精度、加工速度を高めることが可能で、かつ、加工品質を改善することができるワイヤガイド装置を提供することができ、加工能力に優れたワイヤカット放電加工機を構成することができる。
【発明を実施するための最良の形態】
【0014】
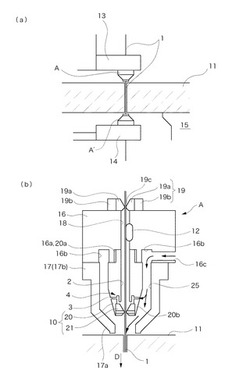
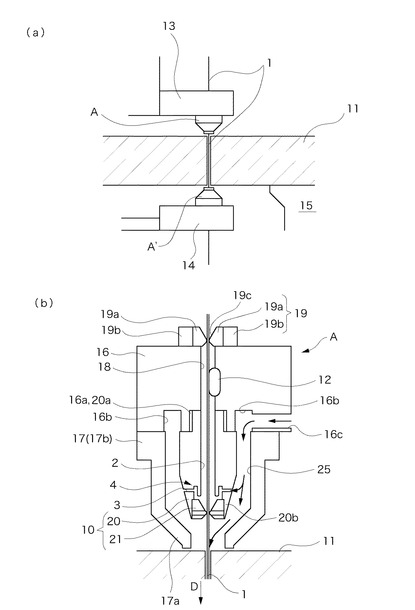
ワイヤカット放電加工機は、図1(a)に示すようにワーク11を挟んで一対のワイヤガイドユニットA、A’を配置し、ワイヤガイドユニットA,A’間でワイヤ電極1を直線状にガイドする。このワイヤ電極1は図示しないボビンから巻き解されて適宜にテンションを付与された状態で図1(b)における矢印D方向に走行し、ワイヤガイドユニットA内に配置される超硬材料からなる電極ピン12により給電を受ける。ワーク11はワイヤ電極1と極性の異なる電位にされ、近接するワイヤ電極1からの放電により加熱されて加工される。なお、図1(a)において13は上方のワイヤガイドユニットAを支持する上ガイドユニット支持部、14は下方のワイヤガイドユニットA’を支持する下ガイドユニット支持部、15はワーク11を載置するテーブルである。
【0015】
ワイヤガイドユニットAは、図1(b)に示すように、ユニット本体16に対してワイヤガイド装置10とノズル17とを組み付けて形成される。ユニット本体16はワイヤ電極1を挿通させる直線状の細穴18が貫通して穿孔されたブロック体であり、図示しない電源に接続された電極ピン12がワイヤ電極1に接するように上記細穴18内に露出して組み込まれる。また、細穴18の一端部側にはワイヤガイド装置10を組み付けるためのネジ16aが設けられ、反対端部側にはワイヤガイド装置10とともにワイヤ電極1の走行方向をガイドするサブガイド19が固定される。サブガイド19は、例えばルビー等からなるサブダイスガイド19aをサブガイドホルダ19bで保持して形成され、サブダイスガイド19aには、挿通されるワイヤ電極1の走行位置をガイドする上記ユニット本体16の細穴18よりも細径のサブガイド孔19cが穿孔される。サブガイド19はワイヤ電極1を電極ピン12に押し付けるように位置合わせされて固定される。
【0016】
さらに、上記ユニット本体16には、図示しない加工液タンクから供給された加工液(冷却液)をワイヤガイドユニットA、A’間のワイヤ電極1、すなわちワーク11の加工部位へと導くための加工液供給路16bが形成される。加工液供給路16bは、上記細穴18の周りを囲むように、より具体的には上記ネジ16aによりワイヤガイド装置10を組み付けた状態でワイヤガイド装置10の取り付け基端部の外周に対してその内周が接する円環状にされ、ユニット本体16のネジ16a側が配置される端面を凹状に彫り込んで形成されることによりワイヤガイド装置10側に開放される。上述した加工液タンクからこの加工液供給路16b内に加工液を引き込むために、図1(b)に示すようにユニット本体16には加工液引き込み口16cが開設される。
【0017】
ワイヤガイド装置10は、略円筒形状のホルダ20に対してワイヤガイド21を組み付けて形成される。ホルダ20は、ステンレス鋼の一体成形品あるいは削りだし品であり、ワイヤ電極1を挿通させる直線で貫通状の細穴としてのワイヤ電極挿通部2を内部に有し、一端部にはユニット本体16への固定手段としてユニット本体16に設けられたものと噛み合うネジ20aが設けられる。上記ワイヤ電極挿通部2は上述したユニット本体16に形成される細穴18に続く適宜断面積の円形断面であり、ホルダ20のユニット本体16への固定状態でユニット本体16の上記細穴18と同心に連通する。このホルダ20には上述した加工液供給路16bからワーク11の加工部位へと加工液をスムーズに導くために、ワーク11側、すなわちネジ20aの反対端側に先端に行くに従って胴体部分の外形が漸次縮径する縮径部20bが形成され、この縮径部20bの先端には、ワイヤガイド21を固定するガイド装着凹部22がワイヤ電極挿通部2の一部を拡径するようにして形成される。
【0018】
ワイヤガイド21は、中心にワイヤ電極1を挿通させるガイド孔23aが穿孔されたダイヤモンドダイス23にルビーやセラミックス等からなる支持ガイド24を積層して形成される。ダイヤモンドダイス23のガイド孔23aは上述したサブガイド孔19cよりもさらに小径で、挿通されるワイヤ電極1とのクリアランスを0.002mmから0.01mm程度にしてワイヤ電極1のワーク11近傍における走行位置を精密にガイドする。支持ガイド24はワイヤ電極1をクリアランスの小さいガイド孔23a内に導くためものであり、上記ガイド孔23aへと近づくに従って漸次縮径する略漏斗形状で、ダイヤモンドダイス23のワイヤ電極1挿通方向の両面に積層される。
【0019】
以上のワイヤガイド装置10は、ホルダ20のガイド装着凹部22内にワイヤガイド21を接着固定して形成され、この固定状態においてワイヤ電極挿通部2とガイド孔23aが同心にされ、細穴18内で電極ピン12に当接した後サブガイド19を経由してワイヤ電極挿通部2から支持ガイド24の漏斗状内壁面を介してガイド孔23a内にスムーズにワイヤ電極1が挿通できるようにされる。また、かかるワイヤガイド装置10をユニット本体16に組み付けた状態で、上ガイドユニット支持部13に支持されたワイヤガイドユニットAにおいては、加工液引き込み口16cからユニット本体16内に導入された加工液が加工液供給路16bを経てワイヤガイド装置10の外面、より正確にはホルダ20の外面に沿ってワイヤガイドユニットA、A’間に流れ込むようになるが、加工液の供給圧力をポンプ等により適宜高めたときにワイヤ電極1とワーク11の加工部位との隙間に加工液を強制注入でき、また、下ガイドユニット支持部14に支持されたワイヤガイドユニットA’側からも加工液を強制注入できるようにするために、ユニット本体16には上述したノズル17が組み付けられる。
【0020】
ノズル17は、先端部に漸次すぼまる漏斗形状の吐出部17aを備えた略円筒形状に形成され、後端部に形成されるフランジ部17bによりユニット本体16にネジ止め等によって適宜固定される。このノズル17はワイヤガイド装置10よりひとまわり大きく形成され、ユニット本体16への固定によりワイヤガイド装置10に被さり、その内壁面とワイヤガイド装置10の外面との間に加工液ガイド路25を形成する。
【0021】
以上のワイヤガイドユニットAは、例えば最大圧力を0.1MPaから0.15MPaとする高圧の加工液を加工液引き込み口16cから加工液供給路16bへと供給されると、図1(b)において矢印で示すように、加工液ガイド路25を通り、ホルダ20の縮径部20bとノズル17の吐出部17aによってワイヤ電極1近傍に集まるようにしてワイヤ電極1の長手方向に沿うようにワーク11の加工部位に加工液を強制注入させる。成分調整により電気抵抗を調整された加工液のワーク11の加工部位への強制注入は放電を良好に促し、これにより加工速度、加工精度が高められる。また、ワーク11の表面とノズル17の先端との間はこの実施の形態においては0.2mm以下の間隔で密着されるが、強制注入を続けることにより加工液はワーク11の加工済みの部分などの隙間を流れ、同時に加工屑を加工部位から排出する。さらに、加工液が熱を奪うことにより、ワーク11の加工部位やワイヤガイド21外部ではワイヤ電極1の溶断が防止される。加えて、ワイヤ電極1が不測の切断を生じた場合には、供給圧力を適宜高めることによりガイド孔23aからワーク11に向かって噴出する加工液によってワイヤ電極1をワイヤガイドユニットA、A’間に結線させることも可能である。
【0022】
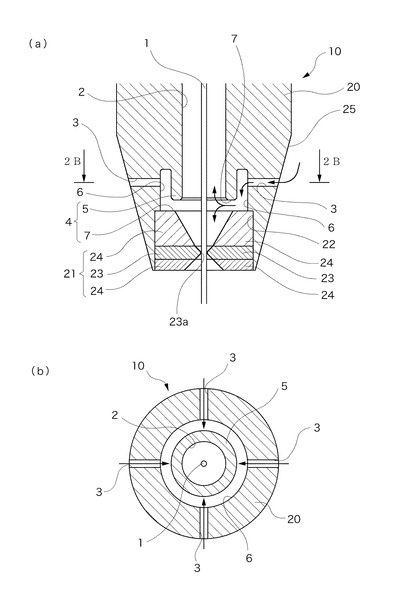
また、この実施の形態において、ワイヤ電極1のワイヤ電極挿通部2内における冷却効果を実現するとともに、これに伴うワイヤ電極1の振動の発生を抑制するために、ワイヤガイド装置10は、加工液をワイヤ電極挿通部2内に導入する冷却液導入口3と、ワイヤ電極挿通部2内に導入された加工液の液流のワイヤ電極1への衝突力を緩和する液流緩衝部4とを有する。冷却液導入口3は、ホルダ20外部の加工液ガイド路25を流れる加工液をワイヤ電極挿通部2内に導入させるためのもので、ホルダ20外部からワイヤ電極挿通部2に向かって上述したいわゆる自動結線を考慮して直径0.3mm程度の小さな断面円形の直線状に穿孔して形成される。この冷却液導入口3は、図1(b)および図2に示すように、加工液導入当初のワイヤ電極挿通部2内の空気の抜けを良くするためにホルダ20の先端部、すなわちワイヤガイド21側の端部寄りに配置されてこの実施の形態においては縮径部20bに位置し、また、ワイヤ電極挿通部2の長手方向に対して直交あるいはほぼ直交する方向で、かつ、当該直交面内において均等な4方向に開口される。以上の冷却液導入口3は、ワイヤ電極挿通部2の手前まで、すなわちホルダ20外部とワイヤ電極挿通部2を連通させない程度の長さに形成され、ワイヤ電極挿通部2への加工液の導入は液流緩衝部4を経てなされる。
【0023】
液流緩衝部4は、上記冷却液導入口3からワイヤ電極挿通部2内に導入される加工液の液流のワイヤ電極1への衝突力を弱めるためのもので、この実施の形態においては図2に示すように、冷却液導入口3に正対する緩衝壁(緩衝体5)をホルダ20に形成し、ワイヤ電極1の挿通方向に緩衝壁5を迂回する迂回流路6を通った加工液をワイヤ電極挿通部2内に導入する冷却液供給口7(包囲供給口)をホルダ20に設けて形成される。緩衝壁5は、ワイヤ電極1周りに連続する円形壁面であり、ホルダ20に形成されるワイヤ電極挿通部2をガイド装着凹部22よりも小径にしたこの実施の形態において、ガイド装着凹部22からワイヤ電極挿通部2周りに一定の間隔を隔てて沿うように円形の溝を掘り、該溝を冷却液導入口3に対して直交方向から連通させて形成される。
【0024】
また、冷却液供給口7は、上述した緩衝壁5を形成する円筒状の溝の直径をガイド装着凹部22の直径よりも小寸にしたこの実施の形態においては、緩衝壁5の頂部を少なくとも冷却液導入口3に正対しない程度まで、すなわちガイド装着凹部22に接しないように低くし、ワイヤ電極1周りにワイヤ電極挿通部2を緩衝壁5を形成する溝によりやや拡径させるようにして形成される。また、冷却液の冷却液供給口7への迂回流路6からの流入や冷却液供給口7からのワイヤ電極挿通部2への流入はこれらの境界部分に施される面取りによってスムーズにされる。以上の緩衝壁5を形成する溝の幅や、冷却液供給口7を形成する緩衝壁5のガイド装着凹部22の底面からの低さは、加工液の冷却液導入口3からワイヤ電極挿通部2への流路となり、したがってワイヤ電極1への液流の衝突力を考慮して実験的に適宜寸法に決定することができる。
【0025】
したがってこの実施の形態において、ホルダ20は一体成形品、削りだし品、あるいは一体成型品に対する機械加工により、冷却液導入口3および緩衝壁5を備えるとともに、冷却液供給口7となる空隙を備えて形成され、ガイド装着凹部22にワイヤガイド21を固定することにより冷却液供給口7を形成するために、一体成形品のように型の抜けにくさを考慮することなく製造効率をあまり損ねることはない。冷却液導入口3を介して外部からホルダ20内に進入した供給圧力が高められている加工液は、図2(a)において矢印で示すように、緩衝壁5に衝突して勢いを弱められ、また緩衝壁5に沿ってワイヤ電極1の長手方向および周方向に迂回流路6により広がってさらに勢いを弱められ、さらに冷却液供給孔7によりワイヤ電極1の全周方向からワイヤ電極1の長手方向に対して直交あるいはほぼ直交してワイヤ電極1に接触することにより、接触時にワイヤ電極1に対して衝撃をあまり与えることはない。また、このようにワイヤ電極1への衝撃による振動の発生を防止できるため、振動によりワイヤ電極1周りに泡が生じることもなく、泡によるワイヤ電極1の冷却不良も生じることはない。
【0026】
発明者の観察によれば、本実施の形態におけるワイヤガイド装置10に改造を加えて上述した従来例の構成を再現した場合にはワイヤ電極挿通部2内でワイヤ電極1に30ミクロン程度の振動幅を確認したが、この実施の形態においては、その振動幅は10ミクロン程度に改善されていることが確認された。
【0027】
また、このようにしてワイヤ電極挿通部2内に導入された加工液は、ワイヤ電極挿通部2内に位置するワイヤ電極1や電極ピン12を冷却し、これらの溶断や溶解を防止すると、主にワイヤ電極1とサブダイスガイド19aとの隙間を通ってワイヤガイドユニットA外に流れ出し、このような循環により温度上昇が防止される。
【0028】
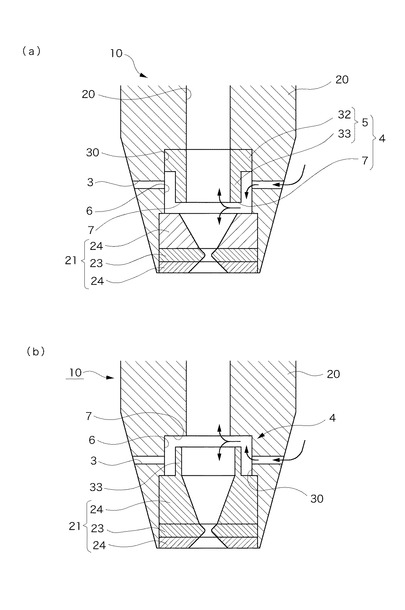
図3(a)に液流緩衝部4の変形例を示す。なお、以下に示す変形例において上述した実施の形態と同一の要素には同一の符号を付して説明を省略する。この変形例において、ホルダ20にはガイド装着凹部22のホルダ20内方側に緩衝部形成凹部30が形成され、この緩衝部形成凹部30には緩衝体5が装着される。この変形例における緩衝体5は、ステンレス鋼によりホルダ20とは別体で一体成形され、緩衝部形成凹部30の内壁面に外壁面をほぼ当接させた状態で内部にワイヤ電極挿通部2と同じ内径寸法の中空部を形成する円筒形状の太径部32と、この太径部32の一端から上述した実施の形態において緩衝壁5を形成する溝の幅に一致する程度の間隔を隔てて緩衝壁5と同様の外径寸法を有して内部にワイヤ電極挿通部2と同じ内径寸法の中空部を形成する円筒形状の細径部33を延設して形成される。上記太径部32は緩衝体5を太径部32を先頭に緩衝部形成凹部30内にその底面まで挿入したときに冷却液導入口3に正対しない程度の高さに形成され、上記細径部33は、この緩衝体5の挿入状態において冷却液導入口3に正対するとともに、挿入後端がガイド装着凹部22に達しない高さ、具体的には上述した上述した緩衝壁5のガイド装着凹部22の底面との間隔に相当する高さだけガイド装着凹部22から離れるように形成される。
【0029】
したがって太径部32を先頭にして緩衝部形成凹部30内にその底面まで緩衝体5を挿入して太径部32を緩衝部形成凹部30に対して接着等により適宜固定した後、ガイド装着凹部22内にワイヤガイド21を装着すると、緩衝部形成凹部30と緩衝体5により上述した実施の形態と同様の液流緩衝部4が形成される。この変形例においては上述した実施の形態に比べてホルダ20の成形、加工をより簡単にすることができる。
【0030】
図3(b)は液流緩衝部4の他の変形例を示すもので、この変形例においてはワイヤガイド21のホルダ20内方側に配置される支持ガイド24に対して上述した細径部33が一体成形、あるいは削りだしにより設けられる。ガイド装着凹部22内にワイヤガイド21を装着すると、緩衝部形成凹部30内に位置する細径部33は冷却液導入口3に正対するとともに、ガイド装着凹部22と細径部33との間には上述した実施の形態における緩衝壁5を形成する溝と同じ寸法の隙間が形成され、かつ、その挿入先端と緩衝部形成凹部30の底面との間には冷却液供給口7と同様の高さ寸法の隙間が形成されて液流緩衝部4が形成される。したがってこの変形例の場合においては、上述した変形例に比べて部品点数を少なくすることができる。
【0031】
なお、以上の実施の形態などにおいては、冷却液導入口3をワイヤ電極1周りに90度間隔で4個形成する場合を示したが、冷却液導入口3の断面積と大きさを調整して適宜決定することが可能で、数を増減すれば製造効率や流量等を調整することが可能である。また、自動結線のための噴流について、ワイヤ電極1とワーク11の加工部位に加工液を供給するホルダ20とノズル17の隙間の加工液ガイド路25により、供給圧力が高められた加工液を用いて生じさせる場合を示したが、別途自動結線のための流路を設けてもよく、この場合には例えばホルダ20の外部にノズル17を2重に被せてホルダ20とノズル17との間を自動結線のための流路とし、ノズル17間のワーク11の加工部位への供給のための加工液ガイド路25とするなどすれば足りる。
【図面の簡単な説明】
【0032】
【図1】本発明を示す図で、(a)はワイヤカット放電加工機の要部を説明する図、(b)はワイヤガイドユニットを説明する図である。
【図2】ワイヤガイドの要部拡大図で、(a)は断面図、(b)は(a)の2B-2B線断面図である。
【図3】液流緩衝部の変形例等を示す図で、(a)は変形例を示すワイヤガイドの断面図、(b)は他の変形例を示すワイヤガイドの断面図である。
【符号の説明】
【0033】
1 ワイヤ電極
2 ワイヤ電極挿通部
3 冷却液導入口
4 液流緩衝部
5 緩衝体
6 迂回流路
7 包囲供給口
【技術分野】
【0001】
本発明は、ワイヤガイド装置に関するものであり、より詳細には、ワイヤカット放電加工機に着脱自在に装着され、ワイヤ電極を加工位置にガイドするダイヤモンド等からなるワイヤガイドのアッセンブリ体として構成されるワイヤガイド装置に関するものである。
【背景技術】
【0002】
内部に挿通されるワイヤ電極を冷却液によって冷却するワイヤガイド装置としては、従来、特許文献1に記載されたものが知られている。例えば当該公報の図7において、ワイヤガイド装置は、ワイヤ電極を挿通させる直線状の細穴が穿孔されたケースに対してワイヤガイドを固定して形成され、上記ケースには、該ケース外部から上記細穴に対して直交方向から連通する冷却水導入口が開設される。
【0003】
上記ケースはワイヤカット放電加工機本体に固定され、その外周側に被さるように配置される加工液供給部とケース外部との間に供給される加工液を冷却液として上記冷却水導入口から貫通孔内に導入し、貫通孔内でワイヤ電極を冷却する。
【特許文献1】特開平6-55348号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
近年、ワイヤカット放電加工機には加工精度、加工速度のさらなる向上が求められており、これを実現するためにより細いワイヤ電極をより高速で走行させ、また放電時の電気的条件や加工屑の除去を良好にするために加工液の供給圧力がより高められている。一方、このような加工精度、加工速度の向上への取り組みに伴い、ワイヤ電極に大きな振動が生じやすくなり、この振動がワークの加工部位にまで達することにより加工面にすじが入り、加工品質の悪化を起こしているという問題があった。
【0005】
かかる問題を解決すべく、本発明者は、鋭意研究の結果、上述した振動の一因が冷却液のワイヤガイド装置内への導入状態にあることを見出した。すなわち、上述した従来例のように冷却液導入口からワイヤガイド装置内に加工液を兼ねる冷却液を導入してワイヤ電極の発熱による溶断を防止する場合において、加工液の圧力を高めてしまうと、冷却液導入口から噴流となってワイヤガイド装置内に流れ込む冷却液がワイヤ電極に衝突し、その衝撃によってワイヤ電極に振動を生じさせてしまう。
【0006】
本発明は、以上の欠点を解消すべくなされたものであって、ワイヤカット放電加工機の加工精度、加工速度を高めることが可能で、かつ、加工品質を改善することができるワイヤガイド装置の提供を目的とする。
【課題を解決するための手段】
【0007】
本発明によれば上記目的は、
ワイヤ電極1が挿通されるワイヤ電極挿通部2と、
ワイヤ電極1の挿通方向に対して交差する方向からワイヤ電極挿通部2内に冷却液を導入する冷却液導入口3と、
該冷却液導入口3から導入される液流のワイヤ電極1への衝突力を緩和させる液流緩衝部4とを有するワイヤガイド装置を提供することにより達成される。
【0008】
ワイヤ電極挿通部2はワイヤ電極1の挿通スペースとなる例えば直線で貫通状の細穴等により構成される中空部であり、冷却液導入口3は、上記中空部の容積等を考慮して適宜細径にされ、中空部の長手方向に対して交差する方向に開口される。上述した従来例におけるように冷却液導入口3からワイヤ電極挿通部2内に導入される冷却液の液流は、ワイヤ電極挿通部2内に挿通されるワイヤ電極1への衝突力を液流緩衝部4により緩和され、衝突時の衝撃によるワイヤ電極1への振動の発生が抑制される。
【0009】
液流緩衝部4は、例えば冷却液導入口3とワイヤ電極1との間に設けられる緩衝体5として構成され、冷却液導入口3からワイヤ電極挿通部2内に向かって流れる噴流のワイヤ電極1への直射を防ぐようにしたり、若しくは、冷却液導入口3からワイヤ電極挿通部2へと繋がる流路の断面積を拡大する流路拡大スペースとして構成され、あるいは複数の冷却液導入口3、3・・からの噴流を相互に干渉させる合流流路として構成され、流速を低減するようにしたりするなど多様に構成することが可能である。この場合において、上述したように緩衝体5として構成した場合には、ワイヤガイド装置の大きさをより小さく抑えることができるとともに、既存のワイヤガイド装置に多少の改変を加えるだけで構成することができる。緩衝体5はワイヤ電極1への液流の衝突力を緩和できるものであればよく、例えば網などの液流の抵抗になるものや、壁などのワイヤ電極1に向かう液流を迂回させるものとして構成することが可能である。緩衝体5を壁により構成する場合には、ワイヤ電極1周りに曲率面にすれば液流をスムーズに迂回させることができる。
【0010】
以上のワイヤガイド装置は、ダイヤモンド等からなるワイヤガイドが組み付けられる例えばステンレス鋼等の成形品あるいは削りだし品からなるホルダにおいて、ワイヤ電極挿通部2となる直線で貫通状の細穴等を設けるとともに、この細穴に対して交差する方向に冷却液導入口3を開設した上で、図2(a)に示すように液流緩衝部4としての壁や流路をホルダに一体成形したり、図3(a)に示すように上記壁等をワイヤガイドとともにホルダに対して個別に組み付けるようにしたり、あるいは図3(b)に示すように上記壁等をワイヤガイドに一体成形してホルダに組み付けるようにして効率よく製造することができる。
【0011】
したがって本発明によれば、冷却液の供給圧力が高められた場合でも、冷却液導入口3からのワイヤ電極挿通部2内への冷却液の導入に伴って生じる液流のワイヤ電極1への衝突力を緩和することができ、冷却に伴うワイヤ電極1への振動の発生や、振動の増大を防止することができる。また、より線径が小さく、走行速度が高速なワイヤ電極1に対しても、振動を生じにくくさせることができる。
【0012】
また、ワイヤ電極1に向かう冷却液の液流をワイヤ電極1の長手方向に対して直交、あるいはほぼ直交させてワイヤ電極1周りの360度から、いわゆる向心力のように流れるようにすれば、より振動の発生等を抑制することができる。この場合、上述した緩衝体5をワイヤ電極1周りに円筒形状をなす壁にし、その端縁を利用してワイヤ電極1の全周方向から包囲するように冷却水を供給すれば、上述したワイヤガイド装置の小型化等と両立して簡易に構成することができる。
【発明の効果】
【0013】
以上の説明から明らかなように、本発明によれば、ワイヤカット放電加工機の加工精度、加工速度を高めることが可能で、かつ、加工品質を改善することができるワイヤガイド装置を提供することができ、加工能力に優れたワイヤカット放電加工機を構成することができる。
【発明を実施するための最良の形態】
【0014】
ワイヤカット放電加工機は、図1(a)に示すようにワーク11を挟んで一対のワイヤガイドユニットA、A’を配置し、ワイヤガイドユニットA,A’間でワイヤ電極1を直線状にガイドする。このワイヤ電極1は図示しないボビンから巻き解されて適宜にテンションを付与された状態で図1(b)における矢印D方向に走行し、ワイヤガイドユニットA内に配置される超硬材料からなる電極ピン12により給電を受ける。ワーク11はワイヤ電極1と極性の異なる電位にされ、近接するワイヤ電極1からの放電により加熱されて加工される。なお、図1(a)において13は上方のワイヤガイドユニットAを支持する上ガイドユニット支持部、14は下方のワイヤガイドユニットA’を支持する下ガイドユニット支持部、15はワーク11を載置するテーブルである。
【0015】
ワイヤガイドユニットAは、図1(b)に示すように、ユニット本体16に対してワイヤガイド装置10とノズル17とを組み付けて形成される。ユニット本体16はワイヤ電極1を挿通させる直線状の細穴18が貫通して穿孔されたブロック体であり、図示しない電源に接続された電極ピン12がワイヤ電極1に接するように上記細穴18内に露出して組み込まれる。また、細穴18の一端部側にはワイヤガイド装置10を組み付けるためのネジ16aが設けられ、反対端部側にはワイヤガイド装置10とともにワイヤ電極1の走行方向をガイドするサブガイド19が固定される。サブガイド19は、例えばルビー等からなるサブダイスガイド19aをサブガイドホルダ19bで保持して形成され、サブダイスガイド19aには、挿通されるワイヤ電極1の走行位置をガイドする上記ユニット本体16の細穴18よりも細径のサブガイド孔19cが穿孔される。サブガイド19はワイヤ電極1を電極ピン12に押し付けるように位置合わせされて固定される。
【0016】
さらに、上記ユニット本体16には、図示しない加工液タンクから供給された加工液(冷却液)をワイヤガイドユニットA、A’間のワイヤ電極1、すなわちワーク11の加工部位へと導くための加工液供給路16bが形成される。加工液供給路16bは、上記細穴18の周りを囲むように、より具体的には上記ネジ16aによりワイヤガイド装置10を組み付けた状態でワイヤガイド装置10の取り付け基端部の外周に対してその内周が接する円環状にされ、ユニット本体16のネジ16a側が配置される端面を凹状に彫り込んで形成されることによりワイヤガイド装置10側に開放される。上述した加工液タンクからこの加工液供給路16b内に加工液を引き込むために、図1(b)に示すようにユニット本体16には加工液引き込み口16cが開設される。
【0017】
ワイヤガイド装置10は、略円筒形状のホルダ20に対してワイヤガイド21を組み付けて形成される。ホルダ20は、ステンレス鋼の一体成形品あるいは削りだし品であり、ワイヤ電極1を挿通させる直線で貫通状の細穴としてのワイヤ電極挿通部2を内部に有し、一端部にはユニット本体16への固定手段としてユニット本体16に設けられたものと噛み合うネジ20aが設けられる。上記ワイヤ電極挿通部2は上述したユニット本体16に形成される細穴18に続く適宜断面積の円形断面であり、ホルダ20のユニット本体16への固定状態でユニット本体16の上記細穴18と同心に連通する。このホルダ20には上述した加工液供給路16bからワーク11の加工部位へと加工液をスムーズに導くために、ワーク11側、すなわちネジ20aの反対端側に先端に行くに従って胴体部分の外形が漸次縮径する縮径部20bが形成され、この縮径部20bの先端には、ワイヤガイド21を固定するガイド装着凹部22がワイヤ電極挿通部2の一部を拡径するようにして形成される。
【0018】
ワイヤガイド21は、中心にワイヤ電極1を挿通させるガイド孔23aが穿孔されたダイヤモンドダイス23にルビーやセラミックス等からなる支持ガイド24を積層して形成される。ダイヤモンドダイス23のガイド孔23aは上述したサブガイド孔19cよりもさらに小径で、挿通されるワイヤ電極1とのクリアランスを0.002mmから0.01mm程度にしてワイヤ電極1のワーク11近傍における走行位置を精密にガイドする。支持ガイド24はワイヤ電極1をクリアランスの小さいガイド孔23a内に導くためものであり、上記ガイド孔23aへと近づくに従って漸次縮径する略漏斗形状で、ダイヤモンドダイス23のワイヤ電極1挿通方向の両面に積層される。
【0019】
以上のワイヤガイド装置10は、ホルダ20のガイド装着凹部22内にワイヤガイド21を接着固定して形成され、この固定状態においてワイヤ電極挿通部2とガイド孔23aが同心にされ、細穴18内で電極ピン12に当接した後サブガイド19を経由してワイヤ電極挿通部2から支持ガイド24の漏斗状内壁面を介してガイド孔23a内にスムーズにワイヤ電極1が挿通できるようにされる。また、かかるワイヤガイド装置10をユニット本体16に組み付けた状態で、上ガイドユニット支持部13に支持されたワイヤガイドユニットAにおいては、加工液引き込み口16cからユニット本体16内に導入された加工液が加工液供給路16bを経てワイヤガイド装置10の外面、より正確にはホルダ20の外面に沿ってワイヤガイドユニットA、A’間に流れ込むようになるが、加工液の供給圧力をポンプ等により適宜高めたときにワイヤ電極1とワーク11の加工部位との隙間に加工液を強制注入でき、また、下ガイドユニット支持部14に支持されたワイヤガイドユニットA’側からも加工液を強制注入できるようにするために、ユニット本体16には上述したノズル17が組み付けられる。
【0020】
ノズル17は、先端部に漸次すぼまる漏斗形状の吐出部17aを備えた略円筒形状に形成され、後端部に形成されるフランジ部17bによりユニット本体16にネジ止め等によって適宜固定される。このノズル17はワイヤガイド装置10よりひとまわり大きく形成され、ユニット本体16への固定によりワイヤガイド装置10に被さり、その内壁面とワイヤガイド装置10の外面との間に加工液ガイド路25を形成する。
【0021】
以上のワイヤガイドユニットAは、例えば最大圧力を0.1MPaから0.15MPaとする高圧の加工液を加工液引き込み口16cから加工液供給路16bへと供給されると、図1(b)において矢印で示すように、加工液ガイド路25を通り、ホルダ20の縮径部20bとノズル17の吐出部17aによってワイヤ電極1近傍に集まるようにしてワイヤ電極1の長手方向に沿うようにワーク11の加工部位に加工液を強制注入させる。成分調整により電気抵抗を調整された加工液のワーク11の加工部位への強制注入は放電を良好に促し、これにより加工速度、加工精度が高められる。また、ワーク11の表面とノズル17の先端との間はこの実施の形態においては0.2mm以下の間隔で密着されるが、強制注入を続けることにより加工液はワーク11の加工済みの部分などの隙間を流れ、同時に加工屑を加工部位から排出する。さらに、加工液が熱を奪うことにより、ワーク11の加工部位やワイヤガイド21外部ではワイヤ電極1の溶断が防止される。加えて、ワイヤ電極1が不測の切断を生じた場合には、供給圧力を適宜高めることによりガイド孔23aからワーク11に向かって噴出する加工液によってワイヤ電極1をワイヤガイドユニットA、A’間に結線させることも可能である。
【0022】
また、この実施の形態において、ワイヤ電極1のワイヤ電極挿通部2内における冷却効果を実現するとともに、これに伴うワイヤ電極1の振動の発生を抑制するために、ワイヤガイド装置10は、加工液をワイヤ電極挿通部2内に導入する冷却液導入口3と、ワイヤ電極挿通部2内に導入された加工液の液流のワイヤ電極1への衝突力を緩和する液流緩衝部4とを有する。冷却液導入口3は、ホルダ20外部の加工液ガイド路25を流れる加工液をワイヤ電極挿通部2内に導入させるためのもので、ホルダ20外部からワイヤ電極挿通部2に向かって上述したいわゆる自動結線を考慮して直径0.3mm程度の小さな断面円形の直線状に穿孔して形成される。この冷却液導入口3は、図1(b)および図2に示すように、加工液導入当初のワイヤ電極挿通部2内の空気の抜けを良くするためにホルダ20の先端部、すなわちワイヤガイド21側の端部寄りに配置されてこの実施の形態においては縮径部20bに位置し、また、ワイヤ電極挿通部2の長手方向に対して直交あるいはほぼ直交する方向で、かつ、当該直交面内において均等な4方向に開口される。以上の冷却液導入口3は、ワイヤ電極挿通部2の手前まで、すなわちホルダ20外部とワイヤ電極挿通部2を連通させない程度の長さに形成され、ワイヤ電極挿通部2への加工液の導入は液流緩衝部4を経てなされる。
【0023】
液流緩衝部4は、上記冷却液導入口3からワイヤ電極挿通部2内に導入される加工液の液流のワイヤ電極1への衝突力を弱めるためのもので、この実施の形態においては図2に示すように、冷却液導入口3に正対する緩衝壁(緩衝体5)をホルダ20に形成し、ワイヤ電極1の挿通方向に緩衝壁5を迂回する迂回流路6を通った加工液をワイヤ電極挿通部2内に導入する冷却液供給口7(包囲供給口)をホルダ20に設けて形成される。緩衝壁5は、ワイヤ電極1周りに連続する円形壁面であり、ホルダ20に形成されるワイヤ電極挿通部2をガイド装着凹部22よりも小径にしたこの実施の形態において、ガイド装着凹部22からワイヤ電極挿通部2周りに一定の間隔を隔てて沿うように円形の溝を掘り、該溝を冷却液導入口3に対して直交方向から連通させて形成される。
【0024】
また、冷却液供給口7は、上述した緩衝壁5を形成する円筒状の溝の直径をガイド装着凹部22の直径よりも小寸にしたこの実施の形態においては、緩衝壁5の頂部を少なくとも冷却液導入口3に正対しない程度まで、すなわちガイド装着凹部22に接しないように低くし、ワイヤ電極1周りにワイヤ電極挿通部2を緩衝壁5を形成する溝によりやや拡径させるようにして形成される。また、冷却液の冷却液供給口7への迂回流路6からの流入や冷却液供給口7からのワイヤ電極挿通部2への流入はこれらの境界部分に施される面取りによってスムーズにされる。以上の緩衝壁5を形成する溝の幅や、冷却液供給口7を形成する緩衝壁5のガイド装着凹部22の底面からの低さは、加工液の冷却液導入口3からワイヤ電極挿通部2への流路となり、したがってワイヤ電極1への液流の衝突力を考慮して実験的に適宜寸法に決定することができる。
【0025】
したがってこの実施の形態において、ホルダ20は一体成形品、削りだし品、あるいは一体成型品に対する機械加工により、冷却液導入口3および緩衝壁5を備えるとともに、冷却液供給口7となる空隙を備えて形成され、ガイド装着凹部22にワイヤガイド21を固定することにより冷却液供給口7を形成するために、一体成形品のように型の抜けにくさを考慮することなく製造効率をあまり損ねることはない。冷却液導入口3を介して外部からホルダ20内に進入した供給圧力が高められている加工液は、図2(a)において矢印で示すように、緩衝壁5に衝突して勢いを弱められ、また緩衝壁5に沿ってワイヤ電極1の長手方向および周方向に迂回流路6により広がってさらに勢いを弱められ、さらに冷却液供給孔7によりワイヤ電極1の全周方向からワイヤ電極1の長手方向に対して直交あるいはほぼ直交してワイヤ電極1に接触することにより、接触時にワイヤ電極1に対して衝撃をあまり与えることはない。また、このようにワイヤ電極1への衝撃による振動の発生を防止できるため、振動によりワイヤ電極1周りに泡が生じることもなく、泡によるワイヤ電極1の冷却不良も生じることはない。
【0026】
発明者の観察によれば、本実施の形態におけるワイヤガイド装置10に改造を加えて上述した従来例の構成を再現した場合にはワイヤ電極挿通部2内でワイヤ電極1に30ミクロン程度の振動幅を確認したが、この実施の形態においては、その振動幅は10ミクロン程度に改善されていることが確認された。
【0027】
また、このようにしてワイヤ電極挿通部2内に導入された加工液は、ワイヤ電極挿通部2内に位置するワイヤ電極1や電極ピン12を冷却し、これらの溶断や溶解を防止すると、主にワイヤ電極1とサブダイスガイド19aとの隙間を通ってワイヤガイドユニットA外に流れ出し、このような循環により温度上昇が防止される。
【0028】
図3(a)に液流緩衝部4の変形例を示す。なお、以下に示す変形例において上述した実施の形態と同一の要素には同一の符号を付して説明を省略する。この変形例において、ホルダ20にはガイド装着凹部22のホルダ20内方側に緩衝部形成凹部30が形成され、この緩衝部形成凹部30には緩衝体5が装着される。この変形例における緩衝体5は、ステンレス鋼によりホルダ20とは別体で一体成形され、緩衝部形成凹部30の内壁面に外壁面をほぼ当接させた状態で内部にワイヤ電極挿通部2と同じ内径寸法の中空部を形成する円筒形状の太径部32と、この太径部32の一端から上述した実施の形態において緩衝壁5を形成する溝の幅に一致する程度の間隔を隔てて緩衝壁5と同様の外径寸法を有して内部にワイヤ電極挿通部2と同じ内径寸法の中空部を形成する円筒形状の細径部33を延設して形成される。上記太径部32は緩衝体5を太径部32を先頭に緩衝部形成凹部30内にその底面まで挿入したときに冷却液導入口3に正対しない程度の高さに形成され、上記細径部33は、この緩衝体5の挿入状態において冷却液導入口3に正対するとともに、挿入後端がガイド装着凹部22に達しない高さ、具体的には上述した上述した緩衝壁5のガイド装着凹部22の底面との間隔に相当する高さだけガイド装着凹部22から離れるように形成される。
【0029】
したがって太径部32を先頭にして緩衝部形成凹部30内にその底面まで緩衝体5を挿入して太径部32を緩衝部形成凹部30に対して接着等により適宜固定した後、ガイド装着凹部22内にワイヤガイド21を装着すると、緩衝部形成凹部30と緩衝体5により上述した実施の形態と同様の液流緩衝部4が形成される。この変形例においては上述した実施の形態に比べてホルダ20の成形、加工をより簡単にすることができる。
【0030】
図3(b)は液流緩衝部4の他の変形例を示すもので、この変形例においてはワイヤガイド21のホルダ20内方側に配置される支持ガイド24に対して上述した細径部33が一体成形、あるいは削りだしにより設けられる。ガイド装着凹部22内にワイヤガイド21を装着すると、緩衝部形成凹部30内に位置する細径部33は冷却液導入口3に正対するとともに、ガイド装着凹部22と細径部33との間には上述した実施の形態における緩衝壁5を形成する溝と同じ寸法の隙間が形成され、かつ、その挿入先端と緩衝部形成凹部30の底面との間には冷却液供給口7と同様の高さ寸法の隙間が形成されて液流緩衝部4が形成される。したがってこの変形例の場合においては、上述した変形例に比べて部品点数を少なくすることができる。
【0031】
なお、以上の実施の形態などにおいては、冷却液導入口3をワイヤ電極1周りに90度間隔で4個形成する場合を示したが、冷却液導入口3の断面積と大きさを調整して適宜決定することが可能で、数を増減すれば製造効率や流量等を調整することが可能である。また、自動結線のための噴流について、ワイヤ電極1とワーク11の加工部位に加工液を供給するホルダ20とノズル17の隙間の加工液ガイド路25により、供給圧力が高められた加工液を用いて生じさせる場合を示したが、別途自動結線のための流路を設けてもよく、この場合には例えばホルダ20の外部にノズル17を2重に被せてホルダ20とノズル17との間を自動結線のための流路とし、ノズル17間のワーク11の加工部位への供給のための加工液ガイド路25とするなどすれば足りる。
【図面の簡単な説明】
【0032】
【図1】本発明を示す図で、(a)はワイヤカット放電加工機の要部を説明する図、(b)はワイヤガイドユニットを説明する図である。
【図2】ワイヤガイドの要部拡大図で、(a)は断面図、(b)は(a)の2B-2B線断面図である。
【図3】液流緩衝部の変形例等を示す図で、(a)は変形例を示すワイヤガイドの断面図、(b)は他の変形例を示すワイヤガイドの断面図である。
【符号の説明】
【0033】
1 ワイヤ電極
2 ワイヤ電極挿通部
3 冷却液導入口
4 液流緩衝部
5 緩衝体
6 迂回流路
7 包囲供給口
【特許請求の範囲】
【請求項1】
ワイヤ電極が挿通されるワイヤ電極挿通部と、
ワイヤ電極の挿通方向に対して交差する方向からワイヤ電極挿通部内に冷却液を導入する冷却液導入口と、
該冷却液導入口から導入される液流のワイヤ電極への衝突力を緩和させる液流緩衝部とを有するワイヤガイド装置。
【請求項2】
前記液流緩衝部は冷却液導入口に緩衝体を正対させて形成され、緩衝体内の通過により、あるいは緩衝体周りに形成される迂回流路により液流のワイヤ電極に対する直接衝突を防止する請求項1記載のワイヤガイド装置。
【請求項3】
前記緩衝体はワイヤ電極周りに円筒形状に形成され、端縁においてワイヤ電極の全周方向に開放する包囲供給口を形成する請求項2記載のワイヤガイド装置。
【請求項1】
ワイヤ電極が挿通されるワイヤ電極挿通部と、
ワイヤ電極の挿通方向に対して交差する方向からワイヤ電極挿通部内に冷却液を導入する冷却液導入口と、
該冷却液導入口から導入される液流のワイヤ電極への衝突力を緩和させる液流緩衝部とを有するワイヤガイド装置。
【請求項2】
前記液流緩衝部は冷却液導入口に緩衝体を正対させて形成され、緩衝体内の通過により、あるいは緩衝体周りに形成される迂回流路により液流のワイヤ電極に対する直接衝突を防止する請求項1記載のワイヤガイド装置。
【請求項3】
前記緩衝体はワイヤ電極周りに円筒形状に形成され、端縁においてワイヤ電極の全周方向に開放する包囲供給口を形成する請求項2記載のワイヤガイド装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−36809(P2008−36809A)
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願番号】特願2006−218362(P2006−218362)
【出願日】平成18年8月10日(2006.8.10)
【出願人】(000103703)オグラ宝石精機工業株式会社 (5)
【Fターム(参考)】
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願日】平成18年8月10日(2006.8.10)
【出願人】(000103703)オグラ宝石精機工業株式会社 (5)
【Fターム(参考)】
[ Back to top ]