
ワイヤソー、プラズマ処理装置およびワイヤ製造方法
【課題】 ワイヤに対してスラリをより均一に付着させることによりワイヤの挙動を安定させる。
【解決手段】 ワイヤソーは、高速走行するワイヤWに対してスラリ供給装置36A,36Bによりスラリを供給しながらこのワイヤWにワーク28を押付けて切断するように構成されている。スラリ供給装置36A,36Bの近傍には、ワイヤWに対し、プラズマによりワイヤ表面を活性化させる所定のプラズマ処理を施すためのプラズマ処理装置42A,42Bが設けられている。
【解決手段】 ワイヤソーは、高速走行するワイヤWに対してスラリ供給装置36A,36Bによりスラリを供給しながらこのワイヤWにワーク28を押付けて切断するように構成されている。スラリ供給装置36A,36Bの近傍には、ワイヤWに対し、プラズマによりワイヤ表面を活性化させる所定のプラズマ処理を施すためのプラズマ処理装置42A,42Bが設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体材料、セラミック、ガラス基板等の硬脆材料を切断するワイヤソー、このワイヤソーに組込まれるプラズマ処理装置、およびワイヤソーに使用するワイヤの製造方法に関するものである。
【背景技術】
【0002】
従来から半導体インゴット等のワークをスライス状に切り出す手段としてワイヤソーが知られている。ワイヤソーは、複数のガイドローラ間に切断用ワイヤが巻き掛けられることにより該ワイヤが多数本並んだ状態で張設され、ワイヤをその軸方向に高速走行させながら該ワイヤに遊離砥粒を含むスラリを供給し、この状態で、ワイヤの軸方向と直交する方向にワークを切断送りすることにより、ワークをスライス状に多数毎同時に切り出すように構成されている(例えば特許文献1)。
【特許文献1】特開平11−10511号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
この種のワイヤソーでは、切断初期(切込みはじめ)にワイヤの挙動が不安定になり易く、例えば、最悪の場合にはワイヤが蛇行して切断面の平坦度を悪化されることが考えられる。その要因は種々考えられるが、ワイヤに対してスラリが不均一に付着している点が要因の一つと考えられている。つまり、ワイヤの周面にスラリが付着する部分としない部分とが存在すると、スラリの付着している側(方向)に偏ってワイヤが切込み易くなり、その結果、蛇行が生じる。
【0004】
本発明は、上記のような事情に鑑みてなされたものであって、ワイヤに対してスラリをより均一に付着させることによりワイヤの挙動を安定させ、これにより切断面の品質をより適正に確保できるようにすることを目的とする。
【課題を解決するための手段】
【0005】
上記の課題を解決するために、本発明は、高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーにおいて、前記ワイヤの走行方向におけるスラリの供給位置よりも上流側に配置され、前記ワイヤに対し、プラズマによりその表面を活性化させるプラズマ処理を施すプラズマ処理手段を備えているものである(請求項1)。
【0006】
このワイヤソーによると、スラリの供給前に、ワイヤの表面が活性化されてその濡れ性が高められることとなる。つまり、プラズマによりワイヤ表面の活性度の低い分子層が分解されて活性度の高い酸化層が現れ、これによりワイヤ表面の濡れ性が向上することとなる。そのため、このように濡れ性が向上したワイヤに対してスラリが供給されることにより、ワイヤ全体(全周)に、より均一にスラリが付着することとなる。
【0007】
具体的な構成として、例えばプラズマ処理手段は、前記ワイヤが挿通される絶縁材料からなる反応管と、この反応管内にプラズマ生成用ガスを供給するガス供給手段と、この反応管の外周面に設けられ、前記プラズマ生成用ガスに高電圧を与えることにより反応管内にプラズマを発生させる電極とを備えているものであるのが好ましい(請求項2)。
【0008】
この構成では、反応管にプラズマ生成用ガスが供給されながらこのガスに高電圧が与えられることにより反応管内にプラズマが励起される。そして、このようにプラズマが励起された反応管内をワイヤが走行することによりワイヤに対してプラズマ処理が施されることとなる。そのため、高速走行するワイヤ全体(全周)に対して効果的に、かつ確実にプラズマ処理を施すことが可能となる。
【0009】
また、例えばワークを複数枚のスライス状に切断するようなワイヤソー、つまり、複数のガイドローラの外側に前記ワイヤが複数回螺旋状に巻き掛けられることにより、前記ワイヤが複数本並んで配列され、この複数本配列された部分に前記ワークを押付けて切断するように構成されるものでは、前記プラズマ処理手段は、複数本並んだ前記ワイヤを一体に挿通する反応管を有し、この反応管内の複数本のワイヤに対して同時にプラズマ処理を施すように構成されているのが好ましい(請求項3)。
【0010】
この構成によると、複数本並んだワイヤに効率的にプラズマ処理を施すことが可能となり、また、プラズマ処理装置自体も反応管を集約したコンパクトな構成となる。
【0011】
一方、本発明に係るプラズマ処理装置は、高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーに組込まれ、前記ワイヤに対してプラズマを与えることによりその表面を活性化させるプラズマ処理を施す装置であって、前記ワイヤを挿通する絶縁材料からなる反応管と、この反応管内にプラズマ生成用ガスを供給するガス供給手段と、この反応管の外周面に設けられ、前記プラズマ生成用ガスに高電圧を与えることにより反応管内にプラズマを発生させる電極とを備えているものである(請求項4)。
【0012】
この装置によると、従来のこの種のワイヤソーに組込むことにより、既存のワイヤソーにおいてもワイヤにプラズマ処理を施すことが可能となり、その結果当該既存のワイヤソーにおけるスラリの付着性を向上させることが可能となる。
【0013】
また、本発明に係るワイヤの製造方法は、高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーに使用される前記ワイヤの製造方法であって、絶縁材料からなる反応管にワイヤを挿通しながら前記反応管内にプラズマ生成用ガスを供給し、さらにこのプラズマ生成用ガスに高電圧を与えて前記反応管内にプラズマを発生させることにより前記ワイヤにプラズマ処理を施すようにしたものである(請求項5)。
【0014】
この方法によれば、全体(全周)に適切にプラズマ処理を施した濡れ性の高いワイヤを製造することが可能となる。
【発明の効果】
【0015】
本発明に係るワイヤソー(請求項1〜3)によると、従来のこの種のワイヤソーに比べて、ワイヤ全体(全周)に対してより均一にスラリを付着させることができ、これによってワイヤの挙動を安定させることができる。従って、ワイヤの蛇行現象等を効果的に抑えることができ、その結果、ワークの切断面の品質をより良好に確保できるようになる。
【0016】
また、本発明に係るプラズマ処理装置(請求項4)によると、既存のワイヤソーに後付的に組込むことにより、ワイヤに対するスラリの付着性能を高めることができ、その結果、既存のワイヤソーにおいても請求項1,2に係るワイヤソーと同様の作用効果を得ることができるようになる。
【0017】
また、本発明に係るワイヤ製造方法によると、プラズマ処理を施した濡れ性の高いワイヤを製造することができるため、このワイヤをワイヤソーに組込むことにより、ワイヤの蛇行現象等を効果的に抑えることが可能となり、その結果、ワークの切断面の品質を良好に確保できるようになる。
【発明を実施するための最良の形態】
【0018】
本発明の好ましい実施の形態について図面を用いて説明する。
【0019】
図1は、本発明に係るワイヤソーの全体構成図である。この図に示すワイヤソーは、一対のワイヤ繰出し・巻取り装置10A,10B、ガイドプーリ12A,12B、ガイドプーリ14A,14B、ガイドプーリ16A,16B、ワイヤ張力調節装置18A,18B、ガイドプーリ22A,22B、及び4つのガイドローラ24A,24B,26A,26Bを備えている。
【0020】
同図に示すように上記4つのガイドローラ24A,24B,26A,26Bのうち一対のガイドローラ24A,24Bは互いに同じ高さ位置に一定の間隔を隔てて配置され、残りの一対のガイドローラ26A,26Bはそれぞれ上記一対のガイドローラ24A,24Bの下方の位置に同じ高さ位置で配置されている。そしてガイドローラ26Aが駆動モータ25によって回転駆動されるようになっている。
【0021】
各ワイヤ繰出し・巻取り装置10A,10Bは、切断用のワイヤWが巻かれるボビン9A,9Bと、これを回転駆動するボビン駆動モータ11A,11Bとを備えている。一方のワイヤ繰出し・巻取り装置10Aのボビン9Aから繰り出されたワイヤWは、ガイドプーリ12A,14A,16A、ワイヤ張力調節装置18Aのプーリ20A、及びガイドプーリ22Aの順に掛けられ、さらにガイドローラ24A,24B,26B,26Aの外周面のガイド溝(図示省略)に嵌め込まれながらこれらガイドローラの外側に多数回螺旋状に巻回された(巻き掛けられた)後、ガイドプーリ22B、ワイヤ張力調節装置18Bのプーリ20B、ガイドプーリ16B,14B,12Bの順に掛けられ、他方のワイヤ繰出し・巻取り装置10Bのボビン9Bに巻き取られており、両ワイヤ張力調節装置18A,18BによってワイヤWに適当な張力が与えられている。そして、駆動モータ25によるガイドローラ26Aの回転駆動方向と、各ボビン駆動モータ11A,11Bによるボビン9A,9Bの回転駆動方向が正逆に切換えられることにより、ワイヤWがボビン9Aから繰出されてボビン9Bに巻き取られる状態と、ワイヤWがボビン9Bから繰出されてボビン9Aに巻き取られる状態とに切換えられるようになっている。
【0022】
すなわち、このワイヤソーにおいては、ガイドローラ24A,24Bの間に多数本のワイヤWが互いに平行な状態で張られながらその軸方向に往復駆動(走行)されるようになっている。
【0023】
このガイドローラ24A,24B間に張られたワイヤWの上方には、円柱状のワーク(例えば半導体インゴット)28を移動させるワーク送り装置30が設けられている。このワーク送り装置30は、ワーク保持部32と、ワーク送りモータ34とを備えている。ワーク保持部32は、上記ワーク28をその軸方向とワイヤ並び方向とが合致する向きに保持するものであり、ワーク送りモータ34は、図略のボールネジとの組み合わせにより、上記ワーク保持部32とワーク28とを一体に昇降させる(すなわち切断送りする)ものである。
【0024】
なお、同図中、符号19A,19Bはそれぞれワイヤ張力調節装置18A,18Bを駆動する駆動モータである。このワイヤソーでは、これらの駆動モータ19A,19Bを含め、ワイヤWを駆動するための前記モータ25、モータ11A,11Bはいずれもサーボモータから構成されている。
【0025】
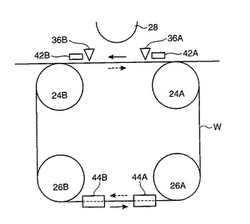
ガイドローラ24A,24B間に張られたワイヤWの上方において、ワーク28の左右両側の位置には、スラリ供給装置36A,36Bが設けられている。これらのスラリ供給装置36A,36Bは、高速駆動される各ワイヤWに対し、スラリ、つまり加工用砥粒が混合された加工液を同時供給し、ワイヤWの表面に付着させるものである。
【0026】
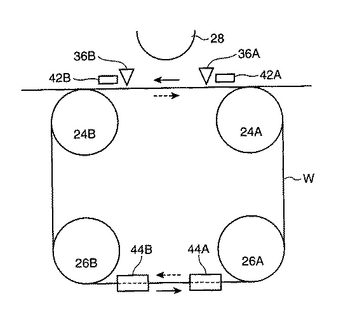
また、ガイドプーリ14A,16A間、及びガイドプーリ14B,16B間には、それぞれプラズマ処理装置40A,40Bが設けられ、さらに、図2に示すように、ガイドローラ24A,24B間、及びガイドローラ26A,26B間には、それぞれ一対のプラズマ処理装置42A,42B、44A,44Bが設けられている。
【0027】
これらのプラズマ処理装置40A,40B等は、高速駆動されるワイヤWに対してプラズマ処理を施す、つまりワイヤWにプラズマを与えることによりその表面を活性化させる処理を施すことにより、後に詳述するようにワイヤWに対するスラリの付着性を向上させるものである。
【0028】
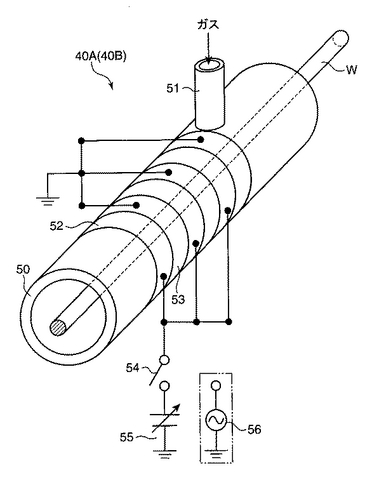
図3及び図4は、ガイドプーリ14A,16A間、及びガイドプーリ14B,16B間に設けられるプラズマ処理装置40A,40Bを示している。
【0029】
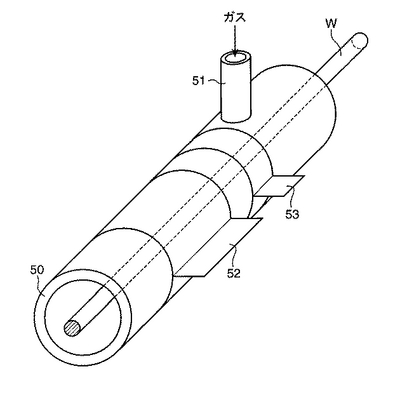
各図に示すように、プラズマ処理装置40A(40B)は、例えば石英等の絶縁材料からなる断面円形の筒状反応管50を有している。この反応管50は放電空間を形成するもので、前記ワイヤWがこの反応管50を貫通している。反応管50の外周面には、スイッチ54を介して直流電源55に接続された電源電極52と、アースに接続された接地電極53とが螺旋状に交互に形成されている。また、ガス導入ポート51が設けられており、図外のプラズマ生成用ガスの供給源から供給される空気又は不活性ガス等のプラズマ生成用ガスが前記ポート51を通じて反応管50内部に導入されるようになっている。つまり、反応管50内部にプラズマ生成用ガスを導入しながらこのガスに高電圧を与えることにより該反応管50内にプラズマを励起し、前記ワイヤWを、このようにプラズマ励起された反応管50に対して走行させることにより、ワイヤ表面にプラズマ処理を施すようになっている。
【0030】
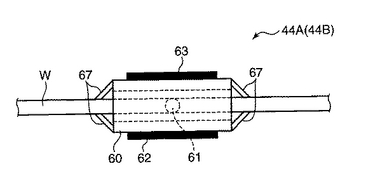
図5及び図6は、ガイドローラ26A,26B間に設けられるプラズマ処理装置44A,44Bを示している。
【0031】
プラズマ処理装置44A,44Bは、それぞれガイドローラ26A,26Bの直ぐ近傍に設けられている。これらのプラズマ処理装置44A,44Bも基本的な構成は上述したプラズマ処理装置40A,40Bと共通しているが、ガイドローラ26A,26Bの間に平行に並べられた多数本のワイヤWに対して一体的にプラズマ処理を施す点で、上記プラズマ処理装置40A,40Bとは異なる構成が採られている。すなわち、プラズマ処理装置44A(44B)は、同図に示すように、ワイヤWの並び方向に細長い長方形断面の反応管60を有しており、前記多数本のワイヤWが横一列に並んだ状態でこの反応管60に貫通している。反応管60の下面には、スイッチ64を介して直流電源65に接続された平板状の電源電極62が固定され、一方、反応管60の上面には、アースに接続された同じく平板状の接地電極63が固定されている。そして、反応管60の幅方向両側に設けられたガス導入ポート61を通じて同反応管60内にプラズマ生成用ガスが導入されるようになっている。これにより平行に並べられた多数本のワイヤWに対して反応管60内で一体的にプラズマ処理を施すようになっている。なお、図5中の符号67は、反応管60に設けられたシャッタであり、ワイヤWの出入口を簡易的に塞ぐとともに、ワイヤWに付着したスラリを除去するワイパーとしての役目も果たし、ワイヤWの表面活性化を効率良く行えるようになっている。
【0032】
一方、ガイドローラ24A,24B間に設けられるプラズマ処理装置42A,42Bは、上記スラリ供給装置36Aとガイドローラ24Aとの間、およびスラリ供給装置36Bとガイドローラ24Bとの間に設けられている。
【0033】
これらのプラズマ処理装置42A,42Bは、詳しく図示していないが例えばアーク放電により発生したプラズマを、平行に並べられた多数本のワイヤWに対してその上方(ワーク28の押付け側)から照射するプラズマ照射型の構成を有している。なお、ガイドローラ24A,24B間に設けられるこれらのプラズマ処理装置42A,42Bについては、他のプラズマ処理装置40A,40B,44A,44Bのような構成、つまり反応管内にワイヤWを貫通させながら該反応間の内部でプラズマを発生させる構成を採っていないが、これは、ガイドローラ24A,24B間ではワイヤWにワーク28が押付けられてワイヤWが撓み、ワイヤWと反応管とが干渉を起こす虞れがあること、また、スラリ供給装置36A,36Bの近傍であるため反応管内にスラリが侵入する虞れがあることがその理由である。
【0034】
以上のようなワイヤソーによると、ガイドローラ24A,24B間に張られた多数本のワイヤWがその長手方向に同時高速駆動され、かつこれらのワイヤWにスラリ供給装置36A,36Bからスラリが供給されながら、上記ワイヤWに対してワーク28が下方に切断送りされることにより、このワーク28から一度に多数枚のウエハ(薄片)が同時に切り出される。
【0035】
そして、この切断動作中は、前記プラズマ処理装置40A,40B,42A,42B,44A,44Bにより、スラリ供給前のワイヤWに対してプラズマ処理が施される。より具体的には、ワイヤWがボビン9Aから繰出されてボビン9Bに巻き取られる状態(図1,図2中、実線矢印方向にワイヤWが走行する状態)では、ガイドプーリ14A,16A間のプラズマ処理装置40A、スラリ供給装置36Aとガイドローラ24Aとの間のプラズマ処理装置42A、及びガイドローラ26A,26B間のプラズマ処理装置44A,44BによりワイヤWに対してプラズマ処理が施され、一方、ワイヤWがボビン9Bから繰出されてボビン9Aに巻き取られる状態(図1,図2中、破線矢印方向にワイヤWが走行する状態)では、ガイドプーリ14B,16B間のプラズマ処理装置40B、スラリ供給装置36Bとガイドローラ24Bとの間のプラズマ処理装置42B、及びガイドローラ26A,26B間のプラズマ処理装置44A,44BによりワイヤWにプラズマ処理が施される。
【0036】
そして、このようにスラリ供給前のワイヤWに対してプラズマ処理が施されることにより当該ワイヤWに対するスラリの付着性が高められ、これによりワーク28に対する切断送りが安定して行われることとなる。つまり、ワイヤWにプラズマを与えると、当該プラズマによりワイヤ表面の活性度の低い分子層が分解されて活性度の高い酸化層が現れ、これによりワイヤ表面の濡れ性が向上する。そして、このように濡れ性が向上したワイヤWに対してスラリが供給されることにより、ワイヤ全体(全周)に均一にスラリが付着し、スラリの付着が不均一になることにより生じるワイヤWのいわゆる蛇行現象等の発生が効果的に抑制されることとなる。
【0037】
従って、上記実施形態のワイヤソーによると、従来のこの種のワイヤソーと比較して、ワーク28に対する切断送りを安定して行うことができ、その結果、ワーク28から切り出されるウエハの切断面の品質をより良好に確保できるようになる。
【0038】
なお、以上説明したワイヤソーは本発明に係るワイヤソーの好ましい実施形態であって、その具体的な構成は本発明の要旨を逸脱しない範囲で適宜変更可能である。
【0039】
例えば、実施形態では、ワイヤWの走行経路途中に複数のプラズマ処理装置40A,40B,42A,42B,44A,44Bを設けているが、プラズマ処理装置の配置やその数はワイヤWに対してプラズマ処理を適切に行うことができればよく、必ずしも上記実施形態と同一である必要はない。但し、プラズマ処理の効果の持続性を考慮すると、スラリ供給装置36A,36Bの極近傍にプラズマ処理装置を配置し、プラズマ処理後、直ちにスラリをワイヤWに供給できるように構成するのがスラリの付着性を高める上では好ましい。
【0040】
また、プラズマ処理装置40A,40B等の具体的な構成も、上記実施形態に限られるものではなく適宜変更可能である。例えば、プラズマ処理装置40A,40Bについては、上記実施形態のように電極52,53を反応管50に対して螺旋状に巻回したもの以外に、図7に示すように、ワイヤWの軸方向と直交する方向に互いに平行に電極52,53を巻回したものであってもよい。また、プラズマ処理装置40A,40B,44A,44Bの電源として直流電源55,65を用いる以外に高周波電源(図3および図6に一点鎖線で囲んで示す)を用いるようにしてもよい。
【0041】
また、ガイドローラ24A,24B間に設けられるプラズマ処理装置42A,42Bについては、ワイヤWと反応管との干渉を回避するために他のプラズマ処理装置40A,40B等とは異なる構成としているが、可能な場合には、他のプラズマ処理装置40A,40B等と共通の構成、つまり、反応管内にワイヤWを貫通させながらその内部でプラズマを発生させる構成を採用してもよい。逆に、プラズマ処理装置40A,40B,44A,44Bを、ガイドローラ24A,24B間に設けられるプラズマ処理装置42A,42Bと共通のプラズマ照射型の構成としてもよい。要は、ワイヤWに対して適切にプラズマ処理を施すことができればよく、その方式や具体的な構成は適宜選定可能である。但し、高速駆動されるワイヤWの全体(全周)にむらなくプラズマ処理を施すという観点からすると、反応管50,60内にワイヤWを貫通させながら該反応間50,60の内でプラズマを発生させる構成の方が有利となる。また、ワイヤWが複数本並ぶ箇所については、実施形態のプラズマ処理装置44A,44Bのように複数本並んだワイヤを共通の反応管60に挿通させて一体的にプラズマ処理を施すように構成するのがプラズマ処理を効率的に行う上で有利であり、また、プラズマ処理装置自体も反応管を集約したコンパクトな構成となり好ましい。
【0042】
なお、上記実施形態では、プラズマ処理装置40A,40B等が予め組込まれているワイヤソーについて説明したが、例えば、プラズマ処理装置が組込まれていない既存のワイヤソーに対して図3〜図7に示すようなプラズマ処理装置40A,40B,44A,44Bを後付的に組込むことも可能であり、この場合には、既存のワイヤソーにおいてもワイヤにプラズマ処理を施すことが可能となり、その結果、上記実施形態のワイヤソーと同様にワイヤに対するスラリの付着性を向上させることができるようになる。
【0043】
また、上記実施形態では、ワイヤソーに組込まれたプラズマ処理装置40A,40B等によりワイヤWにプラズマ処理を施す例について説明したが、例えば、ワイヤソーに組込む前のワイヤWに予めプラズマ処理を施しておくようにしてもよい。この場合には、例えば上述したプラズマ処理装置40A,40Bと同様の装置を用いてワイヤWにプラズマ処理を施すことができる。
【図面の簡単な説明】
【0044】
【図1】本発明に係るワイヤソーの全体構成図である。
【図2】ワイヤソーの要部拡大図である。
【図3】プラズマ処理装置を示す斜視図である。
【図4】プラズマ処理装置を示す断面図である。
【図5】プラズマ処理装置を示す斜視図である。
【図6】プラズマ処理装置を示す断面図である。
【図7】プラズマ処理装置の変形例を示す斜視図である。
【符号の説明】
【0045】
W ワイヤ
10A,10B ワイヤ繰出し・巻取り装置
14A,14B,16A,16B ガイドプーリ
24A,24B,26A,26B ガイドローラ
36A,36B スラリ供給装置
40A,40B,42A,42B,44A,44B プラズマ処理装置(プラズマ処理手段)
【技術分野】
【0001】
本発明は、半導体材料、セラミック、ガラス基板等の硬脆材料を切断するワイヤソー、このワイヤソーに組込まれるプラズマ処理装置、およびワイヤソーに使用するワイヤの製造方法に関するものである。
【背景技術】
【0002】
従来から半導体インゴット等のワークをスライス状に切り出す手段としてワイヤソーが知られている。ワイヤソーは、複数のガイドローラ間に切断用ワイヤが巻き掛けられることにより該ワイヤが多数本並んだ状態で張設され、ワイヤをその軸方向に高速走行させながら該ワイヤに遊離砥粒を含むスラリを供給し、この状態で、ワイヤの軸方向と直交する方向にワークを切断送りすることにより、ワークをスライス状に多数毎同時に切り出すように構成されている(例えば特許文献1)。
【特許文献1】特開平11−10511号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
この種のワイヤソーでは、切断初期(切込みはじめ)にワイヤの挙動が不安定になり易く、例えば、最悪の場合にはワイヤが蛇行して切断面の平坦度を悪化されることが考えられる。その要因は種々考えられるが、ワイヤに対してスラリが不均一に付着している点が要因の一つと考えられている。つまり、ワイヤの周面にスラリが付着する部分としない部分とが存在すると、スラリの付着している側(方向)に偏ってワイヤが切込み易くなり、その結果、蛇行が生じる。
【0004】
本発明は、上記のような事情に鑑みてなされたものであって、ワイヤに対してスラリをより均一に付着させることによりワイヤの挙動を安定させ、これにより切断面の品質をより適正に確保できるようにすることを目的とする。
【課題を解決するための手段】
【0005】
上記の課題を解決するために、本発明は、高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーにおいて、前記ワイヤの走行方向におけるスラリの供給位置よりも上流側に配置され、前記ワイヤに対し、プラズマによりその表面を活性化させるプラズマ処理を施すプラズマ処理手段を備えているものである(請求項1)。
【0006】
このワイヤソーによると、スラリの供給前に、ワイヤの表面が活性化されてその濡れ性が高められることとなる。つまり、プラズマによりワイヤ表面の活性度の低い分子層が分解されて活性度の高い酸化層が現れ、これによりワイヤ表面の濡れ性が向上することとなる。そのため、このように濡れ性が向上したワイヤに対してスラリが供給されることにより、ワイヤ全体(全周)に、より均一にスラリが付着することとなる。
【0007】
具体的な構成として、例えばプラズマ処理手段は、前記ワイヤが挿通される絶縁材料からなる反応管と、この反応管内にプラズマ生成用ガスを供給するガス供給手段と、この反応管の外周面に設けられ、前記プラズマ生成用ガスに高電圧を与えることにより反応管内にプラズマを発生させる電極とを備えているものであるのが好ましい(請求項2)。
【0008】
この構成では、反応管にプラズマ生成用ガスが供給されながらこのガスに高電圧が与えられることにより反応管内にプラズマが励起される。そして、このようにプラズマが励起された反応管内をワイヤが走行することによりワイヤに対してプラズマ処理が施されることとなる。そのため、高速走行するワイヤ全体(全周)に対して効果的に、かつ確実にプラズマ処理を施すことが可能となる。
【0009】
また、例えばワークを複数枚のスライス状に切断するようなワイヤソー、つまり、複数のガイドローラの外側に前記ワイヤが複数回螺旋状に巻き掛けられることにより、前記ワイヤが複数本並んで配列され、この複数本配列された部分に前記ワークを押付けて切断するように構成されるものでは、前記プラズマ処理手段は、複数本並んだ前記ワイヤを一体に挿通する反応管を有し、この反応管内の複数本のワイヤに対して同時にプラズマ処理を施すように構成されているのが好ましい(請求項3)。
【0010】
この構成によると、複数本並んだワイヤに効率的にプラズマ処理を施すことが可能となり、また、プラズマ処理装置自体も反応管を集約したコンパクトな構成となる。
【0011】
一方、本発明に係るプラズマ処理装置は、高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーに組込まれ、前記ワイヤに対してプラズマを与えることによりその表面を活性化させるプラズマ処理を施す装置であって、前記ワイヤを挿通する絶縁材料からなる反応管と、この反応管内にプラズマ生成用ガスを供給するガス供給手段と、この反応管の外周面に設けられ、前記プラズマ生成用ガスに高電圧を与えることにより反応管内にプラズマを発生させる電極とを備えているものである(請求項4)。
【0012】
この装置によると、従来のこの種のワイヤソーに組込むことにより、既存のワイヤソーにおいてもワイヤにプラズマ処理を施すことが可能となり、その結果当該既存のワイヤソーにおけるスラリの付着性を向上させることが可能となる。
【0013】
また、本発明に係るワイヤの製造方法は、高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーに使用される前記ワイヤの製造方法であって、絶縁材料からなる反応管にワイヤを挿通しながら前記反応管内にプラズマ生成用ガスを供給し、さらにこのプラズマ生成用ガスに高電圧を与えて前記反応管内にプラズマを発生させることにより前記ワイヤにプラズマ処理を施すようにしたものである(請求項5)。
【0014】
この方法によれば、全体(全周)に適切にプラズマ処理を施した濡れ性の高いワイヤを製造することが可能となる。
【発明の効果】
【0015】
本発明に係るワイヤソー(請求項1〜3)によると、従来のこの種のワイヤソーに比べて、ワイヤ全体(全周)に対してより均一にスラリを付着させることができ、これによってワイヤの挙動を安定させることができる。従って、ワイヤの蛇行現象等を効果的に抑えることができ、その結果、ワークの切断面の品質をより良好に確保できるようになる。
【0016】
また、本発明に係るプラズマ処理装置(請求項4)によると、既存のワイヤソーに後付的に組込むことにより、ワイヤに対するスラリの付着性能を高めることができ、その結果、既存のワイヤソーにおいても請求項1,2に係るワイヤソーと同様の作用効果を得ることができるようになる。
【0017】
また、本発明に係るワイヤ製造方法によると、プラズマ処理を施した濡れ性の高いワイヤを製造することができるため、このワイヤをワイヤソーに組込むことにより、ワイヤの蛇行現象等を効果的に抑えることが可能となり、その結果、ワークの切断面の品質を良好に確保できるようになる。
【発明を実施するための最良の形態】
【0018】
本発明の好ましい実施の形態について図面を用いて説明する。
【0019】
図1は、本発明に係るワイヤソーの全体構成図である。この図に示すワイヤソーは、一対のワイヤ繰出し・巻取り装置10A,10B、ガイドプーリ12A,12B、ガイドプーリ14A,14B、ガイドプーリ16A,16B、ワイヤ張力調節装置18A,18B、ガイドプーリ22A,22B、及び4つのガイドローラ24A,24B,26A,26Bを備えている。
【0020】
同図に示すように上記4つのガイドローラ24A,24B,26A,26Bのうち一対のガイドローラ24A,24Bは互いに同じ高さ位置に一定の間隔を隔てて配置され、残りの一対のガイドローラ26A,26Bはそれぞれ上記一対のガイドローラ24A,24Bの下方の位置に同じ高さ位置で配置されている。そしてガイドローラ26Aが駆動モータ25によって回転駆動されるようになっている。
【0021】
各ワイヤ繰出し・巻取り装置10A,10Bは、切断用のワイヤWが巻かれるボビン9A,9Bと、これを回転駆動するボビン駆動モータ11A,11Bとを備えている。一方のワイヤ繰出し・巻取り装置10Aのボビン9Aから繰り出されたワイヤWは、ガイドプーリ12A,14A,16A、ワイヤ張力調節装置18Aのプーリ20A、及びガイドプーリ22Aの順に掛けられ、さらにガイドローラ24A,24B,26B,26Aの外周面のガイド溝(図示省略)に嵌め込まれながらこれらガイドローラの外側に多数回螺旋状に巻回された(巻き掛けられた)後、ガイドプーリ22B、ワイヤ張力調節装置18Bのプーリ20B、ガイドプーリ16B,14B,12Bの順に掛けられ、他方のワイヤ繰出し・巻取り装置10Bのボビン9Bに巻き取られており、両ワイヤ張力調節装置18A,18BによってワイヤWに適当な張力が与えられている。そして、駆動モータ25によるガイドローラ26Aの回転駆動方向と、各ボビン駆動モータ11A,11Bによるボビン9A,9Bの回転駆動方向が正逆に切換えられることにより、ワイヤWがボビン9Aから繰出されてボビン9Bに巻き取られる状態と、ワイヤWがボビン9Bから繰出されてボビン9Aに巻き取られる状態とに切換えられるようになっている。
【0022】
すなわち、このワイヤソーにおいては、ガイドローラ24A,24Bの間に多数本のワイヤWが互いに平行な状態で張られながらその軸方向に往復駆動(走行)されるようになっている。
【0023】
このガイドローラ24A,24B間に張られたワイヤWの上方には、円柱状のワーク(例えば半導体インゴット)28を移動させるワーク送り装置30が設けられている。このワーク送り装置30は、ワーク保持部32と、ワーク送りモータ34とを備えている。ワーク保持部32は、上記ワーク28をその軸方向とワイヤ並び方向とが合致する向きに保持するものであり、ワーク送りモータ34は、図略のボールネジとの組み合わせにより、上記ワーク保持部32とワーク28とを一体に昇降させる(すなわち切断送りする)ものである。
【0024】
なお、同図中、符号19A,19Bはそれぞれワイヤ張力調節装置18A,18Bを駆動する駆動モータである。このワイヤソーでは、これらの駆動モータ19A,19Bを含め、ワイヤWを駆動するための前記モータ25、モータ11A,11Bはいずれもサーボモータから構成されている。
【0025】
ガイドローラ24A,24B間に張られたワイヤWの上方において、ワーク28の左右両側の位置には、スラリ供給装置36A,36Bが設けられている。これらのスラリ供給装置36A,36Bは、高速駆動される各ワイヤWに対し、スラリ、つまり加工用砥粒が混合された加工液を同時供給し、ワイヤWの表面に付着させるものである。
【0026】
また、ガイドプーリ14A,16A間、及びガイドプーリ14B,16B間には、それぞれプラズマ処理装置40A,40Bが設けられ、さらに、図2に示すように、ガイドローラ24A,24B間、及びガイドローラ26A,26B間には、それぞれ一対のプラズマ処理装置42A,42B、44A,44Bが設けられている。
【0027】
これらのプラズマ処理装置40A,40B等は、高速駆動されるワイヤWに対してプラズマ処理を施す、つまりワイヤWにプラズマを与えることによりその表面を活性化させる処理を施すことにより、後に詳述するようにワイヤWに対するスラリの付着性を向上させるものである。
【0028】
図3及び図4は、ガイドプーリ14A,16A間、及びガイドプーリ14B,16B間に設けられるプラズマ処理装置40A,40Bを示している。
【0029】
各図に示すように、プラズマ処理装置40A(40B)は、例えば石英等の絶縁材料からなる断面円形の筒状反応管50を有している。この反応管50は放電空間を形成するもので、前記ワイヤWがこの反応管50を貫通している。反応管50の外周面には、スイッチ54を介して直流電源55に接続された電源電極52と、アースに接続された接地電極53とが螺旋状に交互に形成されている。また、ガス導入ポート51が設けられており、図外のプラズマ生成用ガスの供給源から供給される空気又は不活性ガス等のプラズマ生成用ガスが前記ポート51を通じて反応管50内部に導入されるようになっている。つまり、反応管50内部にプラズマ生成用ガスを導入しながらこのガスに高電圧を与えることにより該反応管50内にプラズマを励起し、前記ワイヤWを、このようにプラズマ励起された反応管50に対して走行させることにより、ワイヤ表面にプラズマ処理を施すようになっている。
【0030】
図5及び図6は、ガイドローラ26A,26B間に設けられるプラズマ処理装置44A,44Bを示している。
【0031】
プラズマ処理装置44A,44Bは、それぞれガイドローラ26A,26Bの直ぐ近傍に設けられている。これらのプラズマ処理装置44A,44Bも基本的な構成は上述したプラズマ処理装置40A,40Bと共通しているが、ガイドローラ26A,26Bの間に平行に並べられた多数本のワイヤWに対して一体的にプラズマ処理を施す点で、上記プラズマ処理装置40A,40Bとは異なる構成が採られている。すなわち、プラズマ処理装置44A(44B)は、同図に示すように、ワイヤWの並び方向に細長い長方形断面の反応管60を有しており、前記多数本のワイヤWが横一列に並んだ状態でこの反応管60に貫通している。反応管60の下面には、スイッチ64を介して直流電源65に接続された平板状の電源電極62が固定され、一方、反応管60の上面には、アースに接続された同じく平板状の接地電極63が固定されている。そして、反応管60の幅方向両側に設けられたガス導入ポート61を通じて同反応管60内にプラズマ生成用ガスが導入されるようになっている。これにより平行に並べられた多数本のワイヤWに対して反応管60内で一体的にプラズマ処理を施すようになっている。なお、図5中の符号67は、反応管60に設けられたシャッタであり、ワイヤWの出入口を簡易的に塞ぐとともに、ワイヤWに付着したスラリを除去するワイパーとしての役目も果たし、ワイヤWの表面活性化を効率良く行えるようになっている。
【0032】
一方、ガイドローラ24A,24B間に設けられるプラズマ処理装置42A,42Bは、上記スラリ供給装置36Aとガイドローラ24Aとの間、およびスラリ供給装置36Bとガイドローラ24Bとの間に設けられている。
【0033】
これらのプラズマ処理装置42A,42Bは、詳しく図示していないが例えばアーク放電により発生したプラズマを、平行に並べられた多数本のワイヤWに対してその上方(ワーク28の押付け側)から照射するプラズマ照射型の構成を有している。なお、ガイドローラ24A,24B間に設けられるこれらのプラズマ処理装置42A,42Bについては、他のプラズマ処理装置40A,40B,44A,44Bのような構成、つまり反応管内にワイヤWを貫通させながら該反応間の内部でプラズマを発生させる構成を採っていないが、これは、ガイドローラ24A,24B間ではワイヤWにワーク28が押付けられてワイヤWが撓み、ワイヤWと反応管とが干渉を起こす虞れがあること、また、スラリ供給装置36A,36Bの近傍であるため反応管内にスラリが侵入する虞れがあることがその理由である。
【0034】
以上のようなワイヤソーによると、ガイドローラ24A,24B間に張られた多数本のワイヤWがその長手方向に同時高速駆動され、かつこれらのワイヤWにスラリ供給装置36A,36Bからスラリが供給されながら、上記ワイヤWに対してワーク28が下方に切断送りされることにより、このワーク28から一度に多数枚のウエハ(薄片)が同時に切り出される。
【0035】
そして、この切断動作中は、前記プラズマ処理装置40A,40B,42A,42B,44A,44Bにより、スラリ供給前のワイヤWに対してプラズマ処理が施される。より具体的には、ワイヤWがボビン9Aから繰出されてボビン9Bに巻き取られる状態(図1,図2中、実線矢印方向にワイヤWが走行する状態)では、ガイドプーリ14A,16A間のプラズマ処理装置40A、スラリ供給装置36Aとガイドローラ24Aとの間のプラズマ処理装置42A、及びガイドローラ26A,26B間のプラズマ処理装置44A,44BによりワイヤWに対してプラズマ処理が施され、一方、ワイヤWがボビン9Bから繰出されてボビン9Aに巻き取られる状態(図1,図2中、破線矢印方向にワイヤWが走行する状態)では、ガイドプーリ14B,16B間のプラズマ処理装置40B、スラリ供給装置36Bとガイドローラ24Bとの間のプラズマ処理装置42B、及びガイドローラ26A,26B間のプラズマ処理装置44A,44BによりワイヤWにプラズマ処理が施される。
【0036】
そして、このようにスラリ供給前のワイヤWに対してプラズマ処理が施されることにより当該ワイヤWに対するスラリの付着性が高められ、これによりワーク28に対する切断送りが安定して行われることとなる。つまり、ワイヤWにプラズマを与えると、当該プラズマによりワイヤ表面の活性度の低い分子層が分解されて活性度の高い酸化層が現れ、これによりワイヤ表面の濡れ性が向上する。そして、このように濡れ性が向上したワイヤWに対してスラリが供給されることにより、ワイヤ全体(全周)に均一にスラリが付着し、スラリの付着が不均一になることにより生じるワイヤWのいわゆる蛇行現象等の発生が効果的に抑制されることとなる。
【0037】
従って、上記実施形態のワイヤソーによると、従来のこの種のワイヤソーと比較して、ワーク28に対する切断送りを安定して行うことができ、その結果、ワーク28から切り出されるウエハの切断面の品質をより良好に確保できるようになる。
【0038】
なお、以上説明したワイヤソーは本発明に係るワイヤソーの好ましい実施形態であって、その具体的な構成は本発明の要旨を逸脱しない範囲で適宜変更可能である。
【0039】
例えば、実施形態では、ワイヤWの走行経路途中に複数のプラズマ処理装置40A,40B,42A,42B,44A,44Bを設けているが、プラズマ処理装置の配置やその数はワイヤWに対してプラズマ処理を適切に行うことができればよく、必ずしも上記実施形態と同一である必要はない。但し、プラズマ処理の効果の持続性を考慮すると、スラリ供給装置36A,36Bの極近傍にプラズマ処理装置を配置し、プラズマ処理後、直ちにスラリをワイヤWに供給できるように構成するのがスラリの付着性を高める上では好ましい。
【0040】
また、プラズマ処理装置40A,40B等の具体的な構成も、上記実施形態に限られるものではなく適宜変更可能である。例えば、プラズマ処理装置40A,40Bについては、上記実施形態のように電極52,53を反応管50に対して螺旋状に巻回したもの以外に、図7に示すように、ワイヤWの軸方向と直交する方向に互いに平行に電極52,53を巻回したものであってもよい。また、プラズマ処理装置40A,40B,44A,44Bの電源として直流電源55,65を用いる以外に高周波電源(図3および図6に一点鎖線で囲んで示す)を用いるようにしてもよい。
【0041】
また、ガイドローラ24A,24B間に設けられるプラズマ処理装置42A,42Bについては、ワイヤWと反応管との干渉を回避するために他のプラズマ処理装置40A,40B等とは異なる構成としているが、可能な場合には、他のプラズマ処理装置40A,40B等と共通の構成、つまり、反応管内にワイヤWを貫通させながらその内部でプラズマを発生させる構成を採用してもよい。逆に、プラズマ処理装置40A,40B,44A,44Bを、ガイドローラ24A,24B間に設けられるプラズマ処理装置42A,42Bと共通のプラズマ照射型の構成としてもよい。要は、ワイヤWに対して適切にプラズマ処理を施すことができればよく、その方式や具体的な構成は適宜選定可能である。但し、高速駆動されるワイヤWの全体(全周)にむらなくプラズマ処理を施すという観点からすると、反応管50,60内にワイヤWを貫通させながら該反応間50,60の内でプラズマを発生させる構成の方が有利となる。また、ワイヤWが複数本並ぶ箇所については、実施形態のプラズマ処理装置44A,44Bのように複数本並んだワイヤを共通の反応管60に挿通させて一体的にプラズマ処理を施すように構成するのがプラズマ処理を効率的に行う上で有利であり、また、プラズマ処理装置自体も反応管を集約したコンパクトな構成となり好ましい。
【0042】
なお、上記実施形態では、プラズマ処理装置40A,40B等が予め組込まれているワイヤソーについて説明したが、例えば、プラズマ処理装置が組込まれていない既存のワイヤソーに対して図3〜図7に示すようなプラズマ処理装置40A,40B,44A,44Bを後付的に組込むことも可能であり、この場合には、既存のワイヤソーにおいてもワイヤにプラズマ処理を施すことが可能となり、その結果、上記実施形態のワイヤソーと同様にワイヤに対するスラリの付着性を向上させることができるようになる。
【0043】
また、上記実施形態では、ワイヤソーに組込まれたプラズマ処理装置40A,40B等によりワイヤWにプラズマ処理を施す例について説明したが、例えば、ワイヤソーに組込む前のワイヤWに予めプラズマ処理を施しておくようにしてもよい。この場合には、例えば上述したプラズマ処理装置40A,40Bと同様の装置を用いてワイヤWにプラズマ処理を施すことができる。
【図面の簡単な説明】
【0044】
【図1】本発明に係るワイヤソーの全体構成図である。
【図2】ワイヤソーの要部拡大図である。
【図3】プラズマ処理装置を示す斜視図である。
【図4】プラズマ処理装置を示す断面図である。
【図5】プラズマ処理装置を示す斜視図である。
【図6】プラズマ処理装置を示す断面図である。
【図7】プラズマ処理装置の変形例を示す斜視図である。
【符号の説明】
【0045】
W ワイヤ
10A,10B ワイヤ繰出し・巻取り装置
14A,14B,16A,16B ガイドプーリ
24A,24B,26A,26B ガイドローラ
36A,36B スラリ供給装置
40A,40B,42A,42B,44A,44B プラズマ処理装置(プラズマ処理手段)
【特許請求の範囲】
【請求項1】
高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーにおいて、
前記ワイヤの走行方向におけるスラリの供給位置よりも上流側に配置され、前記ワイヤに対し、プラズマによりその表面を活性化させるプラズマ処理を施すプラズマ処理手段を備えていることを特徴とするワイヤソー。
【請求項2】
請求項1に記載のワイヤソーにおいて、
前記プラズマ処理手段は、前記ワイヤが挿通される絶縁材料からなる反応管と、この反応管内にプラズマ生成用ガスを供給するガス供給手段と、この反応管の外周面に設けられ、前記プラズマ生成用ガスに高電圧を与えることにより反応管内にプラズマを発生させる電極とを備えていることを特徴とするワイヤソー。
【請求項3】
請求項2に記載のワイヤソーにおいて、
複数のガイドローラの外側に前記ワイヤが複数回螺旋状に巻き掛けられることにより、前記ワイヤが複数本並んで配列され、この複数本配列された部分に前記ワークを押付けて切断するように構成され、
前記プラズマ処理手段は、前記複数本並んだワイヤを一体に挿通する前記反応管を有し、この反応管内の複数本のワイヤに対して同時にプラズマ処理を施すように構成されていることを特徴とするワイヤソー。
【請求項4】
高速走行する切断用ワイヤに、砥粒が混合されたスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーに組込まれ、前記ワイヤに対してプラズマを与えることによりその表面を活性化させるプラズマ処理を施す装置であって、
前記ワイヤを挿通する絶縁材料からなる反応管と、この反応管内にプラズマ生成用ガスを供給するガス供給手段と、この反応管の外周面に設けられ、前記プラズマ生成用ガスに高電圧を与えることにより反応管内にプラズマを発生させる電極とを備えていることを特徴とするプラズマ処理装置。
【請求項5】
高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーに使用される前記ワイヤの製造方法であって、
絶縁材料からなる反応管にワイヤを挿通しながら前記反応管内にプラズマ生成用ガスを供給し、さらにこのプラズマ生成用ガスに高電圧を与えて前記反応管内にプラズマを発生させることにより前記ワイヤにプラズマ処理を施すことを特徴とするワイヤ製造方法。
【請求項1】
高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーにおいて、
前記ワイヤの走行方向におけるスラリの供給位置よりも上流側に配置され、前記ワイヤに対し、プラズマによりその表面を活性化させるプラズマ処理を施すプラズマ処理手段を備えていることを特徴とするワイヤソー。
【請求項2】
請求項1に記載のワイヤソーにおいて、
前記プラズマ処理手段は、前記ワイヤが挿通される絶縁材料からなる反応管と、この反応管内にプラズマ生成用ガスを供給するガス供給手段と、この反応管の外周面に設けられ、前記プラズマ生成用ガスに高電圧を与えることにより反応管内にプラズマを発生させる電極とを備えていることを特徴とするワイヤソー。
【請求項3】
請求項2に記載のワイヤソーにおいて、
複数のガイドローラの外側に前記ワイヤが複数回螺旋状に巻き掛けられることにより、前記ワイヤが複数本並んで配列され、この複数本配列された部分に前記ワークを押付けて切断するように構成され、
前記プラズマ処理手段は、前記複数本並んだワイヤを一体に挿通する前記反応管を有し、この反応管内の複数本のワイヤに対して同時にプラズマ処理を施すように構成されていることを特徴とするワイヤソー。
【請求項4】
高速走行する切断用ワイヤに、砥粒が混合されたスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーに組込まれ、前記ワイヤに対してプラズマを与えることによりその表面を活性化させるプラズマ処理を施す装置であって、
前記ワイヤを挿通する絶縁材料からなる反応管と、この反応管内にプラズマ生成用ガスを供給するガス供給手段と、この反応管の外周面に設けられ、前記プラズマ生成用ガスに高電圧を与えることにより反応管内にプラズマを発生させる電極とを備えていることを特徴とするプラズマ処理装置。
【請求項5】
高速走行する切断用ワイヤに、砥粒が混合された加工液であるスラリを供給しながらこのワイヤにワークを押付けて切断するように構成されたワイヤソーに使用される前記ワイヤの製造方法であって、
絶縁材料からなる反応管にワイヤを挿通しながら前記反応管内にプラズマ生成用ガスを供給し、さらにこのプラズマ生成用ガスに高電圧を与えて前記反応管内にプラズマを発生させることにより前記ワイヤにプラズマ処理を施すことを特徴とするワイヤ製造方法。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−75941(P2006−75941A)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−262395(P2004−262395)
【出願日】平成16年9月9日(2004.9.9)
【出願人】(391003668)トーヨーエイテック株式会社 (145)
【出願人】(392036326)株式会社アドテック プラズマ テクノロジー (24)
【Fターム(参考)】
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成16年9月9日(2004.9.9)
【出願人】(391003668)トーヨーエイテック株式会社 (145)
【出願人】(392036326)株式会社アドテック プラズマ テクノロジー (24)
【Fターム(参考)】
[ Back to top ]