
ワイヤハーネスの製造方法
【課題】分岐部を有するワイヤハーネスを、電線保持具付きの組立作業台なしで製造可能とする製造方法を提供する。
【解決手段】予めコネクタ11〜17間を電線22(電線束21)で接続したワイヤハーネス半製品1xを用意し、この半製品を構成するコネクタ11〜17のうち2つのコネクタ11,17を、当該コネクタ11,17同士を繋ぐ電線束21が直線状に張られる位置で保持する。また、上記のコネクタ以外のコネクタ12を所定の位置で保持する。コネクタ11の近傍位置において電線束21に取り付けられている移動可能なスライドクリップ31aを、電線束21の長手方向に沿ってスライドさせ、コネクタ12に向かって電線束21が分岐する箇所(分岐部41)までスライドクリップ31aを移動させた後に、当該スライドクリップ31aを動かないように固定する。これにより、ワイヤハーネスの分岐部41が形成される。
【解決手段】予めコネクタ11〜17間を電線22(電線束21)で接続したワイヤハーネス半製品1xを用意し、この半製品を構成するコネクタ11〜17のうち2つのコネクタ11,17を、当該コネクタ11,17同士を繋ぐ電線束21が直線状に張られる位置で保持する。また、上記のコネクタ以外のコネクタ12を所定の位置で保持する。コネクタ11の近傍位置において電線束21に取り付けられている移動可能なスライドクリップ31aを、電線束21の長手方向に沿ってスライドさせ、コネクタ12に向かって電線束21が分岐する箇所(分岐部41)までスライドクリップ31aを移動させた後に、当該スライドクリップ31aを動かないように固定する。これにより、ワイヤハーネスの分岐部41が形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば車両に用いられるワイヤハーネスの製造方法に関する。
【背景技術】
【0002】
特許文献1は、自動車用のワイヤハーネスを開示する。このワイヤハーネスは、多数の電線を束ねて構成される幹線部と、この幹線部から分岐する複数の分岐部と、を有し、幹線部及び分岐部の各端末部には、コネクタハウジングが取り付けられている。そして、幹線部及び分岐部には、チューブ、テープ等の外装部材が装着され、全体として自動車への配索形態に対応する所定の形態に成形されている。
【0003】
また、特許文献1は、一般的に上記のワイヤハーネスは、小単位の構成部分(特許文献1では仮結束と称している)毎に予め複数に分割したものを、組立作業台上で組み合わせることによって製造される旨を開示する。この組立作業台上には、それぞれの仮結束を所要の経路に沿って布線するための、上方を開放した形状の電線保持具が立設されている。そして、仮結束を順次重ね合わせ、外装部材を取り付けることによってワイヤハーネスを完成させる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−59355号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のようなワイヤハーネスの製造方法において、組立作業台上での電線保持具の位置、向き及び傾きを正確に維持することは、ワイヤハーネスの寸法精度を良好に保つために極めて重要である。しかし、電線保持具に電線をセットして組み立てる過程において、当該電線保持具は電線から引張り力を受けるため、やがてその位置等にズレが生じ易くなり、ワイヤハーネスの品質を低下させるおそれがあった。更には、ワイヤハーネスが複雑になると電線保持具が多数必要になって、組立作業台上に電線保持具を設置するのに時間と手間が掛かり、作業効率を落としていた。
【0006】
また、電線保持具に電線をセットしながらワイヤハーネスを組み立てる関係上、当該電線保持部が配置されている部位においてはテープ及びクランプ等の固定部材を配置することが困難で、ワイヤハーネスの固定箇所が事実上制限されてしまっていた。特に、ワイヤハーネスの綺麗な分岐形状を実現する観点からは、当該ワイヤハーネスの分岐箇所を拘束することが好ましいが、当該分岐箇所に電線保持具が配置されていると固定部材は分岐箇所を避けた位置に配置せざるを得ず、完成品のワイヤハーネスの形状を安定させる観点から改善の余地が残されていた。
【0007】
本発明は以上の事情に鑑みてされたものであり、その目的は、電線保持具付きの組立作業台を不要としたワイヤハーネスの製造方法を提供することにある。
【課題を解決するための手段及び効果】
【0008】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
【0009】
本発明の観点によれば、複数のコネクタと、これらのコネクタ同士を接続する電線の束である電線束と、を備え、前記電線束には分岐部が形成されるワイヤハーネスの以下のような製造方法が提供される。即ち、このワイヤハーネスの製造方法は、電線直線配置工程と、分岐端点コネクタ配置工程と、クリップスライド工程と、を含む。前記電線直線配置工程では、前記コネクタの間を電線束によって接続した構成のワイヤハーネス半製品について、前記コネクタのうち2つのコネクタを、当該コネクタ同士を繋ぐ電線束が直線状に張られる位置で保持する。前記分岐端点コネクタ配置工程では、前記電線直線配置工程で直線状に張られた前記電線束の端点で保持される前記コネクタを端点コネクタと呼び、前記端点コネクタ以外の前記コネクタを中間コネクタと呼ぶときに、前記中間コネクタを所定の位置で保持する。前記クリップスライド工程では、前記端点コネクタのうち一方の近傍位置において直線状の前記電線束に組み付けられているクリップを、当該直線状の電線束の長手方向に沿ってスライドさせ、前記分岐端点コネクタ配置工程で保持された前記中間コネクタである分岐端点コネクタに向かって前記電線束が分岐する箇所まで前記クリップを移動させた後に、当該クリップを動かないように固定する。
【0010】
これにより、電線保持具等の外部の規制部材によらず、電線束自体の張力を利用して当該電線束が直線状になるように形状を規制できるので、クリップをスライドする際に障害物が邪魔にならない。従って、電線束を分岐させるべき部位にクリップを確実に配置することができる。また、従来技術のように分岐部の周囲に電線保持具が配置されないので、電線保持具を避けるようにクリップを配置する必要がない。従って、分岐部又はそのすぐ近くにおいて電線束を直接的にクリップで固定することができるので、分岐部の形状が良好なワイヤハーネスを提供することができる。
【0011】
前記のワイヤハーネスの製造方法においては、前記端点コネクタのうち一方は、前記ワイヤハーネスが備えるコネクタのうち、最も多くの電線が接続される最多電線コネクタであることが好ましい。
【0012】
これにより、多数の電線を直線状に規制することができるので、分岐部を形成する作業等がスムーズになる。
【0013】
前記のワイヤハーネスの製造方法においては、前記クリップスライド工程において移動させられる前記クリップは、前記最多電線コネクタの近傍位置において前記電線束に組み付けられているクリップであることが好ましい。
【0014】
これにより、多数の電線をクリップで効率的に固定することができる。また、ワイヤハーネスの骨組みに当たる部分を初期の段階で固定することにより、その後の工程で電線のバラケ等が少なくなり、作業時の取回しを向上させることができる。
【0015】
前記のワイヤハーネスの製造方法においては、以下のようにすることが好ましい。即ち、このワイヤハーネスの製造方法は、第2電線直線配置工程と、第2分岐端点コネクタ配置工程と、第2クリップスライド工程と、を含む。前記第2電線直線配置工程では、前記中間コネクタを、電線束に形成されている分岐部と当該中間コネクタとを繋ぐ電線束が直線状に張られる位置で保持する。前記第2分岐端点コネクタ配置工程では、前記第2電線直線配置工程で保持されたコネクタとは異なる前記中間コネクタを所定の位置で保持する。前記第2クリップスライド工程では、前記分岐部の近傍位置、又は前記第2電線直線配置工程で保持される前記中間コネクタである第2端点コネクタの近傍位置において前記電線束に組み付けられている第2クリップを、前記直線状の電線束の長手方向に沿ってスライドさせ、前記第2分岐端点コネクタ配置工程で保持される前記中間コネクタに向かって前記電線束が分岐する箇所まで前記第2クリップを移動させた後に、当該第2クリップを動かないように固定する。
【0016】
これにより、より複雑な分岐を形成したワイヤハーネスを提供することができる。
【0017】
前記のワイヤハーネスの製造方法においては、以下のようにすることが好ましい。即ち、前記ワイヤハーネス半製品は、コネクタ装着工程と、電線取付工程と、を含む方法により製造される。前記コネクタ装着工程では、前記コネクタを装着可能なコネクタ受け部を配置したコネクタ取付部材に対し、前記コネクタを前記コネクタ受け部に装着することで取り付ける。前記電線取付工程では、前記コネクタ受け部に装着された状態の前記コネクタに前記電線の端部を固定することで、当該コネクタ同士を接続する。前記コネクタ取付部材は、前記コネクタ受け部を長手方向に複数並べて配置した細長い部材である。
【0018】
これにより、コンパクト且つ簡素な構成のコネクタ取付部材を利用して、ワイヤハーネス半製品を簡単に製造することができる。
【0019】
前記のワイヤハーネスの製造方法においては、前記ワイヤハーネスを取り付ける対象である車両部品に前記ワイヤハーネス半製品を組み付ける半製品組付工程が、前記ワイヤハーネスの完成前に行われることが好ましい。
【0020】
これにより、予めワイヤハーネスが組み付けられた状態の車両部品を提供することができる。これにより、当該車両部品を車両に組み付けた時点でワイヤハーネスの取付けもほぼ完了することになるため、作業効率を大幅に向上させることができる。
【図面の簡単な説明】
【0021】
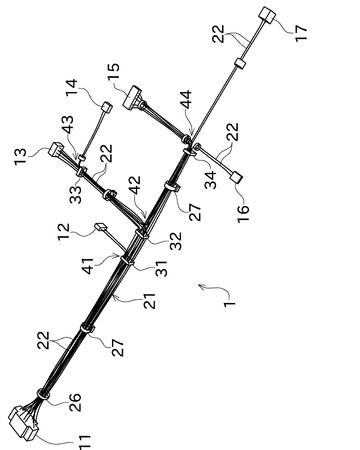
【図1】本発明の一実施形態に係る方法で製造されるワイヤハーネスの全体的な構成を示す斜視図。
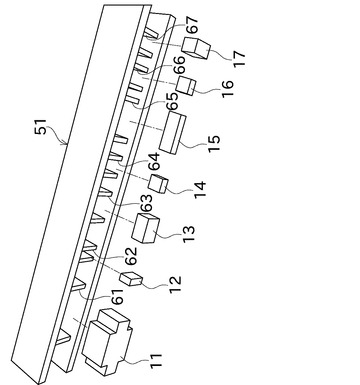
【図2】コネクタ装着工程を示す斜視図。
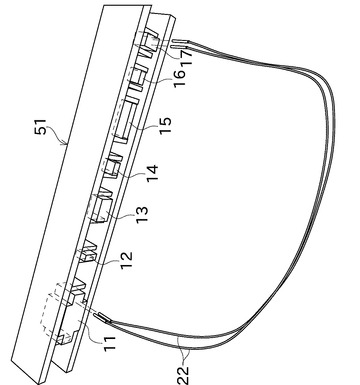
【図3】電線取付工程を説明する斜視図。
【図4】電線にスライドクリップを取り付ける様子を示す斜視図。
【図5】止めクリップを構成するスライドクリップ及び固定具を示す斜視図。
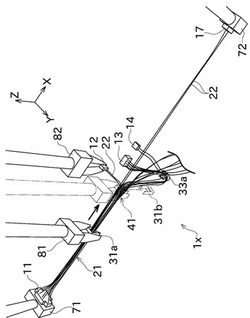
【図6】電線直線配置工程、分岐端点コネクタ配置工程、及びクリップスライド工程を示す斜視図。
【図7】第2電線直線配置工程、第2分岐端点コネクタ配置工程、及び第2クリップスライド工程を示す斜視図。
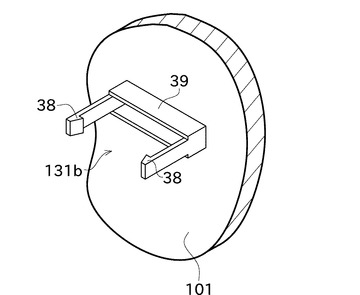
【図8】固定具を車両部品と一体的に形成した変形例を示す斜視図。
【発明を実施するための形態】
【0022】
次に、図面を参照して本発明の実施の形態を説明する。図1は本発明の一実施形態に係る方法で製造されるワイヤハーネス1の全体的な構成を示す斜視図である。図2はコネクタ装着工程を示す斜視図である。図3は電線取付工程を説明する斜視図である。図4は、電線22にスライドクリップ31a,33a,34aを取り付ける様子を示す斜視図である。図5は、止めクリップ31を構成するスライドクリップ31a及び固定具31bを示す斜視図である。図6は、電線直線配置工程、分岐端点コネクタ配置工程、及びクリップスライド工程を示す斜視図である。図7は、第2電線直線配置工程、第2分岐端点コネクタ配置工程、及び第2クリップスライド工程を示す斜視図である。
【0023】
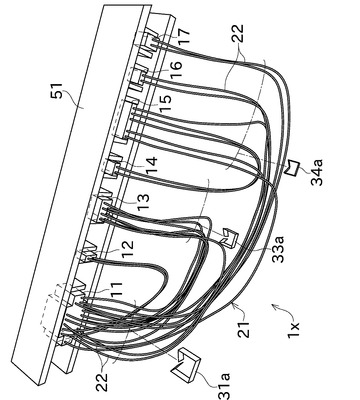
図1に示すワイヤハーネス1は、7つのコネクタ(第1コネクタ11、第2コネクタ12、第3コネクタ13、第4コネクタ14、第5コネクタ15、第6コネクタ16、及び第7コネクタ17)と、これらのコネクタ11〜17同士を接続する電線束21と、を備えている。電線束21は複数の電線22からなり、収束バンド26、バンドクリップ27、止めクリップ31〜34等の固定部材によって固定されている。
【0024】
電線束21の一端は第1コネクタ11に接続されるとともに、その長手方向中途部には分岐部41〜44が形成されている。分岐部41〜44は複数備えられており、各分岐部41〜44で分岐された電線束21の端部に、残りのコネクタ12〜17が接続されている。コネクタに接続される電線22の数は、第1コネクタ11において最も多くなっている。
【0025】
このワイヤハーネス1を製造するために、本実施形態では図2に示すコネクタ冶具(コネクタ取付部材)51が用いられる。このコネクタ冶具51は、細長い棒状(レール状)の部材として構成されている。
【0026】
コネクタ冶具51は、前記コネクタ11〜17を着脱可能なコネクタ受け部61〜67を備えている。コネクタ受け部61〜67に対してコネクタ11〜17を着脱可能とするための構成は種々考えられるが、例えば、コネクタ受け部61〜67に合成樹脂製の爪部を設けて、この爪部が弾性変形してコネクタ11〜17に引っ掛かるようにする構成が考えられる。
【0027】
コネクタ受け部61〜67はコネクタ冶具51の長手方向に沿って並べて配置されており、それぞれのコネクタ受け部61〜67には、ワイヤハーネス1のコネクタ11〜17を同一の側から装着することができる。
【0028】
ワイヤハーネス1を製造する場合、最初に、コネクタ冶具51を水平に向けた状態で、電線22が取り付けられていない状態のコネクタ11〜17を、図2に示すようにコネクタ受け部61〜67にそれぞれ取り付ける(コネクタ装着工程)。次に、図3に示すように、コネクタ受け部61〜67に装着された状態のコネクタ11〜17に対し、電線22の端部を取り付ける(電線取付工程)。なお、電線22は、所定の長さとなるように予め切断されている。
【0029】
図3では模式的に描かれているが、電線22の端部には周知のオス端子又はメス端子が圧着等の方法で固定されており、これをコネクタ11〜17に差し込むことで、コネクタ11〜17に電線22を取り付けることができる。なお、コネクタ冶具51において、コネクタ受け部61〜67同士は互いに近い位置に並べて配置される。従って、コネクタ11〜17に電線22を取り付ける作業を効率的に行うことができる。
【0030】
次に、コネクタ11〜17への全ての電線22の取付けが完了した状態(図4)において、スライドクリップ31a,33a,34aを電線22に取り付ける(クリップ組付工程)。
【0031】
以下、スライドクリップ(クリップ)31aの構成を説明する。なお、図4に示す3つのスライドクリップ31a,33a,34a(及び、後述のスライドクリップ33a)の構成は実質的に同一であるので、ここでは代表してスライドクリップ31aについて説明する。
【0032】
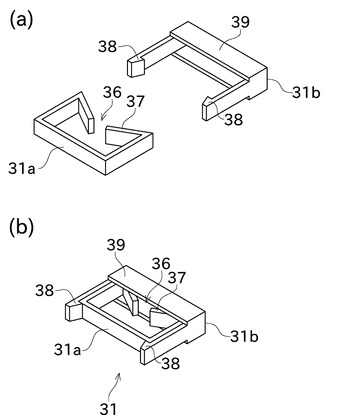
スライドクリップ31aは、図5(a)に示すように、略矩形状かつ中空状となるように合成樹脂等で形成されている。また、このスライドクリップ31aにはスリット状の切れ目36が形成されており、この切れ目(スライドクリップ31aの開放部)36に電線22(電線束21)を通過させることで、スライドクリップ31aの内部に複数の電線22をまとめて保持できる構造になっている。上記切れ目36の周辺部には、スライドクリップ31aを電線22に取り付ける際に当該電線22を切れ目36に向かって案内するV字状の傾斜部37が形成されている。これにより、電線22へのスライドクリップ31aの取付作業をスムーズに行うことができる。
【0033】
なお、このスライドクリップ31aには、図5(a)に示す固定具31bを取り付けることができる。この固定具31bは、略U字形に形成されており、その内側にスライドクリップ31aを挿入できるように構成されている。固定具31bには、スライドクリップ31aの開放部(切れ目36)側の端部を収容可能な閉鎖部39が形成されている。更に、固定具31bの先端には、スライドクリップ31aに引っ掛けることが可能な1対の爪部38が形成されている。
【0034】
これにより、図5(b)のように、スライドクリップ31aの外側に固定具31bを嵌め込むことで、切れ目36を塞いだ状態で固定し、止めクリップ31を構成することができる。このとき、スライドクリップ31aの内部空間の一部が固定具31b(閉鎖部39)によって閉鎖される結果、当該内部空間が狭くなる。従って、スライドクリップ31aの内部に電線束21が入った状態で固定具31bを装着することにより、電線束21を締め付けて、スライドクリップ31aが動かないように固定することができる。
【0035】
上記のように構成されたスライドクリップ31aは、図4に示すように、コネクタ11〜17がコネクタ冶具51に取り付けられた状態で、多数の電線22を束ねるようにして第1コネクタ11の近傍に取り付けられる。他のスライドクリップ33a,34aについても、複数の電線22を束ねるようにして適宜の位置に取り付けられる。
【0036】
このスライドクリップ31a,33a,34aの取付けにより、電線束21を嵩張らずに一定程度まとめた状態でワイヤハーネス半製品1xを取り扱うことができ、電線22のバラケを少なくして後工程での作業効率を向上させることができる。ただし、図4の段階では、スライドクリップ31a,33a,34aの内部に単に電線22を差し込んだだけの状態(固定具31bが装着されていない状態)であり、スライドクリップ31a,33a,34aが電線22に対して移動不能に固定されている訳ではない。即ち、この時点では、当該スライドクリップ31a,33a,34aは何れも、電線22の長手方向(電線束21の長手方向)に沿って移動させることができる。
【0037】
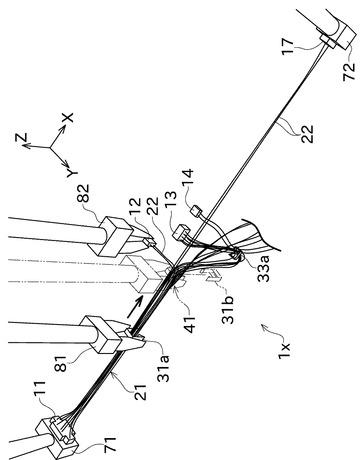
次に、以上の工程で完成したワイヤハーネス半製品1xについて、図6に示すように、前記コネクタ11〜17のうち2つのコネクタ(第1コネクタ11及び第7コネクタ17)を別の冶具(張り冶具71,72)にそれぞれ取り付ける(電線直線配置工程)。この2つの張り冶具71,72は、コネクタ11,17を着脱できるように構成されており、ワイヤハーネスの組立作業場において、予め決めた位置に固定的に配置されている。
【0038】
張り冶具71,72の位置は、両方の張り冶具71,72にコネクタ11,17をそれぞれ取り付けたときに、両コネクタ11,17間を接続する電線22(電線束21)がほぼ直線状に張られるような場所に設定されている。従って、張り冶具71,72にワイヤハーネス半製品1xを装着したときに、電線束21を弛ませずに安定した場所に保持することができる。
【0039】
なお、ワイヤハーネスの組立作業場には、前記張り冶具71,72のほかに、開閉可能なチャッカを先端に備えた可動式のロボットアーム81〜84が複数設置されている。ただし、図6においては、第1ロボットアーム81及び第2ロボットアーム82だけが用いられ、その他のロボットアーム83,84は図外の位置に退避している。それぞれのロボットアーム81〜84は、数値制御によりXYZ方向に移動することができ、また、先端部のチャッカを回転させることができる。
【0040】
上記のような組立作業場において、ワイヤハーネス半製品1xの第1コネクタ11及び第7コネクタ17を張り冶具71,72に装着した状態で、第2コネクタ(分岐端点コネクタ)12を第2ロボットアーム82でチャックし、当該第2コネクタ12を所定の位置で保持する(分岐端点コネクタ配置工程)。この第2コネクタ12の保持位置は、図6のように第1コネクタ11と第7コネクタ17との間で電線束21を直線状に張った状態で保持し、かつ仮に図1の分岐部41に相当する箇所において電線束21を拘束(固定)したときに、第1コネクタ11から分岐部41(拘束箇所)を経由して第2コネクタ12まで延びる電線22が直角に屈曲するような位置に設定される。
【0041】
次に、第2コネクタ12を上記の位置で静止させたまま、第1コネクタ11の近傍に位置するスライドクリップ31aを第1ロボットアーム81でチャックし、電線22(電線束21)の長手方向に沿って第7コネクタ17に近づくように移動させる。これにより、ワイヤハーネス半製品1xに分岐部41が形成され、第1コネクタ11−分岐部41−第2コネクタ12が垂直なL字状となる。この状態でスライドクリップ31aに固定具31bを組み付けることで、当該スライドクリップ31aが電線束21上で動かないように固定することができる。以上でクリップスライド工程が完了し、ワイヤハーネスの分岐部41を止めクリップ31で固定することができる。
【0042】
なお、第1コネクタ11と第7コネクタ17との間の電線束21は、外部の規制部材によって経路が規制されているのではなく、その張力によって保持されているに過ぎない。従って、第1コネクタ11と第7コネクタ17の間の電線束21は、全体が空中に浮いた形となっているので、上記のようにスライドクリップ31aを電線束21に沿って容易に移動させることができる。また、分岐部41の部分においても規制部材が配置されていないので、スライドクリップ31aを分岐部41の箇所に配置する作業も問題なく行うことができる。
【0043】
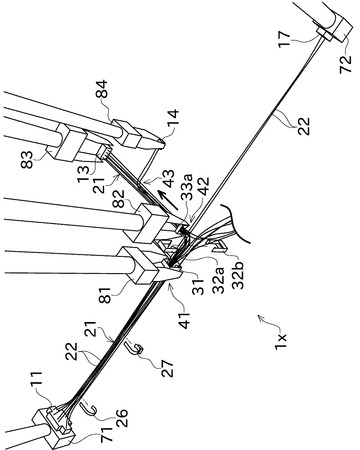
その後は図7に示すように、第2ロボットアーム82から第2コネクタ12を取り外し、その代わりに、電線22に取り付けられた状態のスライドクリップ33aを第2ロボットアーム82にチャックして、当該スライドクリップ33aを所定の位置で保持する。更に、第3ロボットアーム83で第3コネクタ13をチャックし、当該第3コネクタ13を所定の位置で保持する(第2電線直線配置工程)。
【0044】
この第3コネクタ13の保持位置は、仮に図1の分岐部42に相当する箇所において電線束21を拘束したときに、第1コネクタ11から分岐部42(拘束箇所)を経由して第3コネクタ13まで延びる電線22が直角に屈曲するような位置に設定される。また、スライドクリップ33aの保持位置は、前記分岐部42において電線が枝分かれした直後の位置に設定される。
【0045】
この状態で、図7に示すように、図1の分岐部42に相当する位置にて、スライドクリップ32a及び固定具32bを電線束21に組み付け、動かないように固定する。以上により、ワイヤハーネスの分岐部42を止めクリップ32で固定することができる。また、上記の作業と並行して、図7に示すように、電線束21に対する収束バンド26及びバンドクリップ27の固定が適宜行われる。なお、このとき、テープ、外装部材、保護部材等が電線束21に装着されても良い。
【0046】
次に、第4コネクタ14を第4ロボットアーム84でチャックし、所定の位置に保持する(第2分岐端点コネクタ配置工程)。この第4コネクタ14の保持位置は、仮に図1の分岐部43に相当する箇所において電線束21を拘束したときに、分岐部42から分岐部43(拘束箇所)を経由して第4コネクタ14まで延びる電線22が直角に屈曲するような位置に設定される。
【0047】
次に、第3コネクタ13及び第4コネクタ14を上記の位置で静止させたまま、分岐部42の近傍に位置するスライドクリップ(第2クリップ)33aを、第2ロボットアーム82により、電線22(電線束21)の長手方向に沿って第3コネクタ13に近づくように移動させる。これにより、ワイヤハーネスの分岐部43が形成され、分岐部42−分岐部43−第4コネクタ14が垂直なL字状となる。この状態で前記の固定具(図略)をスライドクリップ33aに組み付けることで、当該スライドクリップ33aが電線束21上で動かないように固定することができる。以上のようにして第2クリップスライド工程が完了し、ワイヤハーネスの分岐部43を止めクリップ33で固定する。
【0048】
更に、工程は上記と実質的に同様であるため説明を省略するが、分岐部44を止めクリップ34によって固定する作業を行う。この結果、図1に示すようなワイヤハーネス1を完成させることができる。このように、本実施形態では、電線保持具付きの組立作業台なしでワイヤハーネス1を完成させることができるので、組立作業台の作成、電線保持具の管理等の煩雑な作業を省略できる。また、本実施形態の製造方法によればスライドクリップ31aと電線保持具とが干渉しないので、スライドクリップ31aの位置の設計自由度に優れ、この結果、良好な形状のワイヤハーネス1を提供することができる。
【0049】
以上に説明したように、本実施形態のワイヤハーネス1は、7つのコネクタ11〜17と、これらのコネクタ11〜17同士を接続する電線22の束である電線束21と、を備え、電線束21には分岐部41〜44が形成されている。このワイヤハーネス1は、電線直線配置工程と、分岐端点コネクタ配置工程と、クリップスライド工程と、を含む方法で製造される。電線直線配置工程(図6)では、コネクタ11〜17の間を電線束21によって接続した構成のワイヤハーネス半製品1xについて、前記コネクタ11〜17のうち2つのコネクタ11,17を、当該コネクタ11,17同士を繋ぐ電線束21が直線状に張られる位置で保持する。分岐端点コネクタ配置工程(図6)では、電線直線配置工程で直線状に張られた電線束21の端点で保持されるコネクタ11,17を端点コネクタと呼び、端点コネクタ以外のコネクタを中間コネクタと呼ぶときに、中間コネクタ(第2コネクタ12)を所定の位置で保持する。クリップスライド工程(図6)では、端点コネクタのうち一方(第1コネクタ11)の近傍位置において直線状の電線束21に組み付けられているスライドクリップ31aを、当該直線状の電線束21の長手方向に沿ってスライドさせ、前記分岐端点コネクタ配置工程で保持された第2コネクタ12に向かって電線束21が分岐する箇所(分岐部41)までスライドクリップ31aを移動させた後に、当該スライドクリップ31aを動かないように固定する。
【0050】
これにより、電線保持具等の外部の規制部材によらず、電線束21自体の張力を利用して当該電線束21が直線状になるように形状を整えることができるので、スライドクリップ31aをスライドする際に障害物が邪魔にならない。従って、電線束21を分岐させるべき部位(分岐部41)にスライドクリップ31aを確実に配置することができる。また、従来技術のように分岐部の周囲に電線保持具が配置されないので、電線保持具を避けるように固定具(スライドクリップ31a)を配置する必要がない。従って、分岐部41又はそのすぐ近くにおいて電線束21を直接的にクリップで固定することができるので、分岐部41の形状が良好なワイヤハーネスを提供することができる。
【0051】
また、本実施形態において、電線直線配置工程(図6)で保持される端点コネクタのうち一方(第1コネクタ11)は、ワイヤハーネス1が備えるコネクタ11〜17のうち、最も多くの電線22が接続されるコネクタである。
【0052】
これにより、多数の電線22を直線状に規制することができるので、分岐部41を固定する作業等がスムーズになる。
【0053】
また、本実施形態において、クリップスライド工程(図6)において移動させられるスライドクリップ31aは、最も多くの電線22が接続される第1コネクタ11の近傍位置において電線束21に組み付けられているスライドクリップである。
【0054】
これにより、多数の電線22をスライドクリップ31aで効率的に固定することができる。また、ワイヤハーネスの骨組みに当たる部分を初期の段階で固定することにより、その後の工程で電線のバラケ等が少なくなり、作業時の取回しが向上する。
【0055】
また、本実施形態のワイヤハーネス1は、第2電線直線配置工程と、第2分岐端点コネクタ配置工程と、第2クリップスライド工程と、を含む方法で製造される。第2電線直線配置工程(図7)では、中間コネクタの1つである第3コネクタ13を、電線束21に形成されている分岐部42と当該第3コネクタ13とを繋ぐ電線束21が直線状に張られる位置で保持する。第2分岐端点コネクタ配置工程(図7)では、前記第2電線直線配置工程で保持された第3コネクタ13とは異なる中間コネクタ(第4コネクタ14)を所定の位置で保持する。第2クリップスライド工程(図7)では、分岐部42の近傍位置において電線束21に組み付けられているスライドクリップ33aを、直線状の電線束21の長手方向に沿ってスライドさせ、前記第2分岐端点コネクタ配置工程で保持される第4コネクタ14に向かって電線束21が分岐する箇所(分岐部43)までスライドクリップ33aを移動させた後に、当該スライドクリップ33aを動かないように固定する。
【0056】
これにより、分岐部41,43を含む複雑な分岐を有するワイヤハーネスを提供することができる。
【0057】
また、本実施形態において、ワイヤハーネス半製品1xは、コネクタ装着工程と、電線取付工程と、を含む方法によって製造される。コネクタ装着工程(図2)では、コネクタ11〜17を装着可能なコネクタ受け部61〜67を配置したコネクタ冶具51に対し、コネクタ11〜17をコネクタ受け部61〜67に装着することで取り付ける。電線取付工程(図3)では、コネクタ受け部61〜67に装着された状態のコネクタ11〜17に電線22の端部を固定することで、当該コネクタ11〜17同士を接続する。コネクタ冶具51は、コネクタ受け部61〜67を長手方向に複数並べて配置した細長い部材として構成されている。
【0058】
これにより、コンパクト且つ簡素なコネクタ冶具51を利用して、ワイヤハーネス半製品1xを簡単に製造することができる。
【0059】
なお、上記の実施形態では、ワイヤハーネス1を製造した後に、完成品としてのワイヤハーネス1を車両に組み付けることを想定している。しかしながら、変形例として、図4のコネクタ冶具51から取り外した状態のワイヤハーネス半製品1xを車両部品に組み付け、車両部品上でワイヤハーネス1を完成させるようにしても良い。例えば、車両部品の一例としてのインパネモジュールの内側にはワイヤハーネスが接続されるが、このインパネモジュールの裏側の面を上にして図6の組立作業場の所定位置に設置し、その上方にワイヤハーネス半製品1xを配置し、その後は同様に分岐部41〜44の固定作業等を行うことで、ワイヤハーネス付きのインパネモジュールを製造することができる。
【0060】
この場合、スライドクリップ31a〜34aに組み付けられる固定具は、図5(a)の符号31bで示すように単独の部品として構成することに代えて、インパネモジュールの裏側の面に一体形成したものを用いることができる。図8には、インパネモジュール101の裏側の面に一体的に形成した固定具131bの例が示されている。また、前記バンドクリップ27等の代わりに、インパネモジュール101の裏側の面に固定可能な係止具を有するクリップ(例えば、公知のアンカー付きクリップ)を用いることができる。その後、ワイヤハーネス付きのインパネモジュール101が車両に取り付けられる。
【0061】
この変形例では、車体の内側に作業員が入ってインパネモジュール101の裏側にワイヤハーネスを設置する作業を省略できるので、作業性の効果的な向上が実現できる。なお、この効果は、上記したワイヤハーネスの組立作業場を車両製造ラインに近接させて設置することで、更に高めることができる。
【0062】
以上に説明したように、本変形例では、ワイヤハーネス1を取り付ける対象であるインパネモジュール101にワイヤハーネス半製品1xを組み付ける半製品組付工程が、ワイヤハーネス1の完成前に行われる。
【0063】
これにより、予めワイヤハーネス1が組み付けられた状態のインパネモジュール101を提供することができる。これにより、インパネモジュール101を車両に組み付けた時点でワイヤハーネス1の取付けもほぼ完了することになるため、作業効率を大幅に向上させることができる。
【0064】
以上に本発明の好適な実施の形態及び変形例を説明したが、上記の構成は例えば以下のように変更することができる。
【0065】
上記の実施形態では、ロボットアーム81〜84を用いることで、コネクタ12,13,14を所定の位置に保持し、あるいはスライドクリップ31a,33aを電線22上で所定の位置まで移動させている。しかしながら、ロボットアーム81〜84の代わりに作業者が人手で上記の作業を行うようにしてもよい。ただし、ロボットアーム81〜84を用いる場合、人間が行う作業を低減できるほか、移動距離等の制御パラメータを事前に数値で設定することでワイヤハーネスの寸法精度を向上し得る点で有利である。
【0066】
ワイヤハーネスの組立作業場において、ロボットアームの台数等を任意に変更することができる。また、第1コネクタ11及び第7コネクタ17を張り冶具71,72に装着することに代えて、例えばロボットアームでチャックすることによっても、両コネクタ11,17間の電線束21を直線状に張った状態で当該コネクタ11,17を保持することができる。
【0067】
上記の実施形態において、スライドクリップ31aは、当初は第1コネクタ11の近傍の位置に配置されている。しかしながら、電線22の配置によっては、第7コネクタ17の近傍の位置にスライドクリップ31aを配置しておき、そこから当該スライドクリップ31aを分岐部41へ移動させるようにしても良い。同様に、スライドクリップ33aを、分岐部42の近くではなく、第3コネクタ13の近傍に当初は配置しておき、そこから分岐部43に向けて移動させるようにしても良い。
【0068】
スライドクリップ31a,33aは、事前に電線22に取り付けておくことに代えて、図6に示す電線直線配置工程の後に電線束21に取り付けるようにしても良い。
【0069】
ワイヤハーネス1の形状(分岐部の数及び位置)、コネクタ、固定部材、外装部材の数等は任意であり、車両の設計に応じて様々な構成が採用され得る。
【符号の説明】
【0070】
1 ワイヤハーネス
1x ワイヤハーネス半製品
11 第1コネクタ(端点コネクタ)
12 第2コネクタ(分岐端点コネクタ)
13 第3コネクタ(第2端点コネクタ)
14 第4コネクタ
15 第5コネクタ
16 第6コネクタ
17 第7コネクタ(端点コネクタ)
21 電線束
22 電線
31a スライドクリップ(クリップ)
33a スライドクリップ(第2クリップ)
41〜44 分岐部
51 コネクタ冶具
101 インパネモジュール(車両部品)
【技術分野】
【0001】
本発明は、例えば車両に用いられるワイヤハーネスの製造方法に関する。
【背景技術】
【0002】
特許文献1は、自動車用のワイヤハーネスを開示する。このワイヤハーネスは、多数の電線を束ねて構成される幹線部と、この幹線部から分岐する複数の分岐部と、を有し、幹線部及び分岐部の各端末部には、コネクタハウジングが取り付けられている。そして、幹線部及び分岐部には、チューブ、テープ等の外装部材が装着され、全体として自動車への配索形態に対応する所定の形態に成形されている。
【0003】
また、特許文献1は、一般的に上記のワイヤハーネスは、小単位の構成部分(特許文献1では仮結束と称している)毎に予め複数に分割したものを、組立作業台上で組み合わせることによって製造される旨を開示する。この組立作業台上には、それぞれの仮結束を所要の経路に沿って布線するための、上方を開放した形状の電線保持具が立設されている。そして、仮結束を順次重ね合わせ、外装部材を取り付けることによってワイヤハーネスを完成させる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−59355号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のようなワイヤハーネスの製造方法において、組立作業台上での電線保持具の位置、向き及び傾きを正確に維持することは、ワイヤハーネスの寸法精度を良好に保つために極めて重要である。しかし、電線保持具に電線をセットして組み立てる過程において、当該電線保持具は電線から引張り力を受けるため、やがてその位置等にズレが生じ易くなり、ワイヤハーネスの品質を低下させるおそれがあった。更には、ワイヤハーネスが複雑になると電線保持具が多数必要になって、組立作業台上に電線保持具を設置するのに時間と手間が掛かり、作業効率を落としていた。
【0006】
また、電線保持具に電線をセットしながらワイヤハーネスを組み立てる関係上、当該電線保持部が配置されている部位においてはテープ及びクランプ等の固定部材を配置することが困難で、ワイヤハーネスの固定箇所が事実上制限されてしまっていた。特に、ワイヤハーネスの綺麗な分岐形状を実現する観点からは、当該ワイヤハーネスの分岐箇所を拘束することが好ましいが、当該分岐箇所に電線保持具が配置されていると固定部材は分岐箇所を避けた位置に配置せざるを得ず、完成品のワイヤハーネスの形状を安定させる観点から改善の余地が残されていた。
【0007】
本発明は以上の事情に鑑みてされたものであり、その目的は、電線保持具付きの組立作業台を不要としたワイヤハーネスの製造方法を提供することにある。
【課題を解決するための手段及び効果】
【0008】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
【0009】
本発明の観点によれば、複数のコネクタと、これらのコネクタ同士を接続する電線の束である電線束と、を備え、前記電線束には分岐部が形成されるワイヤハーネスの以下のような製造方法が提供される。即ち、このワイヤハーネスの製造方法は、電線直線配置工程と、分岐端点コネクタ配置工程と、クリップスライド工程と、を含む。前記電線直線配置工程では、前記コネクタの間を電線束によって接続した構成のワイヤハーネス半製品について、前記コネクタのうち2つのコネクタを、当該コネクタ同士を繋ぐ電線束が直線状に張られる位置で保持する。前記分岐端点コネクタ配置工程では、前記電線直線配置工程で直線状に張られた前記電線束の端点で保持される前記コネクタを端点コネクタと呼び、前記端点コネクタ以外の前記コネクタを中間コネクタと呼ぶときに、前記中間コネクタを所定の位置で保持する。前記クリップスライド工程では、前記端点コネクタのうち一方の近傍位置において直線状の前記電線束に組み付けられているクリップを、当該直線状の電線束の長手方向に沿ってスライドさせ、前記分岐端点コネクタ配置工程で保持された前記中間コネクタである分岐端点コネクタに向かって前記電線束が分岐する箇所まで前記クリップを移動させた後に、当該クリップを動かないように固定する。
【0010】
これにより、電線保持具等の外部の規制部材によらず、電線束自体の張力を利用して当該電線束が直線状になるように形状を規制できるので、クリップをスライドする際に障害物が邪魔にならない。従って、電線束を分岐させるべき部位にクリップを確実に配置することができる。また、従来技術のように分岐部の周囲に電線保持具が配置されないので、電線保持具を避けるようにクリップを配置する必要がない。従って、分岐部又はそのすぐ近くにおいて電線束を直接的にクリップで固定することができるので、分岐部の形状が良好なワイヤハーネスを提供することができる。
【0011】
前記のワイヤハーネスの製造方法においては、前記端点コネクタのうち一方は、前記ワイヤハーネスが備えるコネクタのうち、最も多くの電線が接続される最多電線コネクタであることが好ましい。
【0012】
これにより、多数の電線を直線状に規制することができるので、分岐部を形成する作業等がスムーズになる。
【0013】
前記のワイヤハーネスの製造方法においては、前記クリップスライド工程において移動させられる前記クリップは、前記最多電線コネクタの近傍位置において前記電線束に組み付けられているクリップであることが好ましい。
【0014】
これにより、多数の電線をクリップで効率的に固定することができる。また、ワイヤハーネスの骨組みに当たる部分を初期の段階で固定することにより、その後の工程で電線のバラケ等が少なくなり、作業時の取回しを向上させることができる。
【0015】
前記のワイヤハーネスの製造方法においては、以下のようにすることが好ましい。即ち、このワイヤハーネスの製造方法は、第2電線直線配置工程と、第2分岐端点コネクタ配置工程と、第2クリップスライド工程と、を含む。前記第2電線直線配置工程では、前記中間コネクタを、電線束に形成されている分岐部と当該中間コネクタとを繋ぐ電線束が直線状に張られる位置で保持する。前記第2分岐端点コネクタ配置工程では、前記第2電線直線配置工程で保持されたコネクタとは異なる前記中間コネクタを所定の位置で保持する。前記第2クリップスライド工程では、前記分岐部の近傍位置、又は前記第2電線直線配置工程で保持される前記中間コネクタである第2端点コネクタの近傍位置において前記電線束に組み付けられている第2クリップを、前記直線状の電線束の長手方向に沿ってスライドさせ、前記第2分岐端点コネクタ配置工程で保持される前記中間コネクタに向かって前記電線束が分岐する箇所まで前記第2クリップを移動させた後に、当該第2クリップを動かないように固定する。
【0016】
これにより、より複雑な分岐を形成したワイヤハーネスを提供することができる。
【0017】
前記のワイヤハーネスの製造方法においては、以下のようにすることが好ましい。即ち、前記ワイヤハーネス半製品は、コネクタ装着工程と、電線取付工程と、を含む方法により製造される。前記コネクタ装着工程では、前記コネクタを装着可能なコネクタ受け部を配置したコネクタ取付部材に対し、前記コネクタを前記コネクタ受け部に装着することで取り付ける。前記電線取付工程では、前記コネクタ受け部に装着された状態の前記コネクタに前記電線の端部を固定することで、当該コネクタ同士を接続する。前記コネクタ取付部材は、前記コネクタ受け部を長手方向に複数並べて配置した細長い部材である。
【0018】
これにより、コンパクト且つ簡素な構成のコネクタ取付部材を利用して、ワイヤハーネス半製品を簡単に製造することができる。
【0019】
前記のワイヤハーネスの製造方法においては、前記ワイヤハーネスを取り付ける対象である車両部品に前記ワイヤハーネス半製品を組み付ける半製品組付工程が、前記ワイヤハーネスの完成前に行われることが好ましい。
【0020】
これにより、予めワイヤハーネスが組み付けられた状態の車両部品を提供することができる。これにより、当該車両部品を車両に組み付けた時点でワイヤハーネスの取付けもほぼ完了することになるため、作業効率を大幅に向上させることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の一実施形態に係る方法で製造されるワイヤハーネスの全体的な構成を示す斜視図。
【図2】コネクタ装着工程を示す斜視図。
【図3】電線取付工程を説明する斜視図。
【図4】電線にスライドクリップを取り付ける様子を示す斜視図。
【図5】止めクリップを構成するスライドクリップ及び固定具を示す斜視図。
【図6】電線直線配置工程、分岐端点コネクタ配置工程、及びクリップスライド工程を示す斜視図。
【図7】第2電線直線配置工程、第2分岐端点コネクタ配置工程、及び第2クリップスライド工程を示す斜視図。
【図8】固定具を車両部品と一体的に形成した変形例を示す斜視図。
【発明を実施するための形態】
【0022】
次に、図面を参照して本発明の実施の形態を説明する。図1は本発明の一実施形態に係る方法で製造されるワイヤハーネス1の全体的な構成を示す斜視図である。図2はコネクタ装着工程を示す斜視図である。図3は電線取付工程を説明する斜視図である。図4は、電線22にスライドクリップ31a,33a,34aを取り付ける様子を示す斜視図である。図5は、止めクリップ31を構成するスライドクリップ31a及び固定具31bを示す斜視図である。図6は、電線直線配置工程、分岐端点コネクタ配置工程、及びクリップスライド工程を示す斜視図である。図7は、第2電線直線配置工程、第2分岐端点コネクタ配置工程、及び第2クリップスライド工程を示す斜視図である。
【0023】
図1に示すワイヤハーネス1は、7つのコネクタ(第1コネクタ11、第2コネクタ12、第3コネクタ13、第4コネクタ14、第5コネクタ15、第6コネクタ16、及び第7コネクタ17)と、これらのコネクタ11〜17同士を接続する電線束21と、を備えている。電線束21は複数の電線22からなり、収束バンド26、バンドクリップ27、止めクリップ31〜34等の固定部材によって固定されている。
【0024】
電線束21の一端は第1コネクタ11に接続されるとともに、その長手方向中途部には分岐部41〜44が形成されている。分岐部41〜44は複数備えられており、各分岐部41〜44で分岐された電線束21の端部に、残りのコネクタ12〜17が接続されている。コネクタに接続される電線22の数は、第1コネクタ11において最も多くなっている。
【0025】
このワイヤハーネス1を製造するために、本実施形態では図2に示すコネクタ冶具(コネクタ取付部材)51が用いられる。このコネクタ冶具51は、細長い棒状(レール状)の部材として構成されている。
【0026】
コネクタ冶具51は、前記コネクタ11〜17を着脱可能なコネクタ受け部61〜67を備えている。コネクタ受け部61〜67に対してコネクタ11〜17を着脱可能とするための構成は種々考えられるが、例えば、コネクタ受け部61〜67に合成樹脂製の爪部を設けて、この爪部が弾性変形してコネクタ11〜17に引っ掛かるようにする構成が考えられる。
【0027】
コネクタ受け部61〜67はコネクタ冶具51の長手方向に沿って並べて配置されており、それぞれのコネクタ受け部61〜67には、ワイヤハーネス1のコネクタ11〜17を同一の側から装着することができる。
【0028】
ワイヤハーネス1を製造する場合、最初に、コネクタ冶具51を水平に向けた状態で、電線22が取り付けられていない状態のコネクタ11〜17を、図2に示すようにコネクタ受け部61〜67にそれぞれ取り付ける(コネクタ装着工程)。次に、図3に示すように、コネクタ受け部61〜67に装着された状態のコネクタ11〜17に対し、電線22の端部を取り付ける(電線取付工程)。なお、電線22は、所定の長さとなるように予め切断されている。
【0029】
図3では模式的に描かれているが、電線22の端部には周知のオス端子又はメス端子が圧着等の方法で固定されており、これをコネクタ11〜17に差し込むことで、コネクタ11〜17に電線22を取り付けることができる。なお、コネクタ冶具51において、コネクタ受け部61〜67同士は互いに近い位置に並べて配置される。従って、コネクタ11〜17に電線22を取り付ける作業を効率的に行うことができる。
【0030】
次に、コネクタ11〜17への全ての電線22の取付けが完了した状態(図4)において、スライドクリップ31a,33a,34aを電線22に取り付ける(クリップ組付工程)。
【0031】
以下、スライドクリップ(クリップ)31aの構成を説明する。なお、図4に示す3つのスライドクリップ31a,33a,34a(及び、後述のスライドクリップ33a)の構成は実質的に同一であるので、ここでは代表してスライドクリップ31aについて説明する。
【0032】
スライドクリップ31aは、図5(a)に示すように、略矩形状かつ中空状となるように合成樹脂等で形成されている。また、このスライドクリップ31aにはスリット状の切れ目36が形成されており、この切れ目(スライドクリップ31aの開放部)36に電線22(電線束21)を通過させることで、スライドクリップ31aの内部に複数の電線22をまとめて保持できる構造になっている。上記切れ目36の周辺部には、スライドクリップ31aを電線22に取り付ける際に当該電線22を切れ目36に向かって案内するV字状の傾斜部37が形成されている。これにより、電線22へのスライドクリップ31aの取付作業をスムーズに行うことができる。
【0033】
なお、このスライドクリップ31aには、図5(a)に示す固定具31bを取り付けることができる。この固定具31bは、略U字形に形成されており、その内側にスライドクリップ31aを挿入できるように構成されている。固定具31bには、スライドクリップ31aの開放部(切れ目36)側の端部を収容可能な閉鎖部39が形成されている。更に、固定具31bの先端には、スライドクリップ31aに引っ掛けることが可能な1対の爪部38が形成されている。
【0034】
これにより、図5(b)のように、スライドクリップ31aの外側に固定具31bを嵌め込むことで、切れ目36を塞いだ状態で固定し、止めクリップ31を構成することができる。このとき、スライドクリップ31aの内部空間の一部が固定具31b(閉鎖部39)によって閉鎖される結果、当該内部空間が狭くなる。従って、スライドクリップ31aの内部に電線束21が入った状態で固定具31bを装着することにより、電線束21を締め付けて、スライドクリップ31aが動かないように固定することができる。
【0035】
上記のように構成されたスライドクリップ31aは、図4に示すように、コネクタ11〜17がコネクタ冶具51に取り付けられた状態で、多数の電線22を束ねるようにして第1コネクタ11の近傍に取り付けられる。他のスライドクリップ33a,34aについても、複数の電線22を束ねるようにして適宜の位置に取り付けられる。
【0036】
このスライドクリップ31a,33a,34aの取付けにより、電線束21を嵩張らずに一定程度まとめた状態でワイヤハーネス半製品1xを取り扱うことができ、電線22のバラケを少なくして後工程での作業効率を向上させることができる。ただし、図4の段階では、スライドクリップ31a,33a,34aの内部に単に電線22を差し込んだだけの状態(固定具31bが装着されていない状態)であり、スライドクリップ31a,33a,34aが電線22に対して移動不能に固定されている訳ではない。即ち、この時点では、当該スライドクリップ31a,33a,34aは何れも、電線22の長手方向(電線束21の長手方向)に沿って移動させることができる。
【0037】
次に、以上の工程で完成したワイヤハーネス半製品1xについて、図6に示すように、前記コネクタ11〜17のうち2つのコネクタ(第1コネクタ11及び第7コネクタ17)を別の冶具(張り冶具71,72)にそれぞれ取り付ける(電線直線配置工程)。この2つの張り冶具71,72は、コネクタ11,17を着脱できるように構成されており、ワイヤハーネスの組立作業場において、予め決めた位置に固定的に配置されている。
【0038】
張り冶具71,72の位置は、両方の張り冶具71,72にコネクタ11,17をそれぞれ取り付けたときに、両コネクタ11,17間を接続する電線22(電線束21)がほぼ直線状に張られるような場所に設定されている。従って、張り冶具71,72にワイヤハーネス半製品1xを装着したときに、電線束21を弛ませずに安定した場所に保持することができる。
【0039】
なお、ワイヤハーネスの組立作業場には、前記張り冶具71,72のほかに、開閉可能なチャッカを先端に備えた可動式のロボットアーム81〜84が複数設置されている。ただし、図6においては、第1ロボットアーム81及び第2ロボットアーム82だけが用いられ、その他のロボットアーム83,84は図外の位置に退避している。それぞれのロボットアーム81〜84は、数値制御によりXYZ方向に移動することができ、また、先端部のチャッカを回転させることができる。
【0040】
上記のような組立作業場において、ワイヤハーネス半製品1xの第1コネクタ11及び第7コネクタ17を張り冶具71,72に装着した状態で、第2コネクタ(分岐端点コネクタ)12を第2ロボットアーム82でチャックし、当該第2コネクタ12を所定の位置で保持する(分岐端点コネクタ配置工程)。この第2コネクタ12の保持位置は、図6のように第1コネクタ11と第7コネクタ17との間で電線束21を直線状に張った状態で保持し、かつ仮に図1の分岐部41に相当する箇所において電線束21を拘束(固定)したときに、第1コネクタ11から分岐部41(拘束箇所)を経由して第2コネクタ12まで延びる電線22が直角に屈曲するような位置に設定される。
【0041】
次に、第2コネクタ12を上記の位置で静止させたまま、第1コネクタ11の近傍に位置するスライドクリップ31aを第1ロボットアーム81でチャックし、電線22(電線束21)の長手方向に沿って第7コネクタ17に近づくように移動させる。これにより、ワイヤハーネス半製品1xに分岐部41が形成され、第1コネクタ11−分岐部41−第2コネクタ12が垂直なL字状となる。この状態でスライドクリップ31aに固定具31bを組み付けることで、当該スライドクリップ31aが電線束21上で動かないように固定することができる。以上でクリップスライド工程が完了し、ワイヤハーネスの分岐部41を止めクリップ31で固定することができる。
【0042】
なお、第1コネクタ11と第7コネクタ17との間の電線束21は、外部の規制部材によって経路が規制されているのではなく、その張力によって保持されているに過ぎない。従って、第1コネクタ11と第7コネクタ17の間の電線束21は、全体が空中に浮いた形となっているので、上記のようにスライドクリップ31aを電線束21に沿って容易に移動させることができる。また、分岐部41の部分においても規制部材が配置されていないので、スライドクリップ31aを分岐部41の箇所に配置する作業も問題なく行うことができる。
【0043】
その後は図7に示すように、第2ロボットアーム82から第2コネクタ12を取り外し、その代わりに、電線22に取り付けられた状態のスライドクリップ33aを第2ロボットアーム82にチャックして、当該スライドクリップ33aを所定の位置で保持する。更に、第3ロボットアーム83で第3コネクタ13をチャックし、当該第3コネクタ13を所定の位置で保持する(第2電線直線配置工程)。
【0044】
この第3コネクタ13の保持位置は、仮に図1の分岐部42に相当する箇所において電線束21を拘束したときに、第1コネクタ11から分岐部42(拘束箇所)を経由して第3コネクタ13まで延びる電線22が直角に屈曲するような位置に設定される。また、スライドクリップ33aの保持位置は、前記分岐部42において電線が枝分かれした直後の位置に設定される。
【0045】
この状態で、図7に示すように、図1の分岐部42に相当する位置にて、スライドクリップ32a及び固定具32bを電線束21に組み付け、動かないように固定する。以上により、ワイヤハーネスの分岐部42を止めクリップ32で固定することができる。また、上記の作業と並行して、図7に示すように、電線束21に対する収束バンド26及びバンドクリップ27の固定が適宜行われる。なお、このとき、テープ、外装部材、保護部材等が電線束21に装着されても良い。
【0046】
次に、第4コネクタ14を第4ロボットアーム84でチャックし、所定の位置に保持する(第2分岐端点コネクタ配置工程)。この第4コネクタ14の保持位置は、仮に図1の分岐部43に相当する箇所において電線束21を拘束したときに、分岐部42から分岐部43(拘束箇所)を経由して第4コネクタ14まで延びる電線22が直角に屈曲するような位置に設定される。
【0047】
次に、第3コネクタ13及び第4コネクタ14を上記の位置で静止させたまま、分岐部42の近傍に位置するスライドクリップ(第2クリップ)33aを、第2ロボットアーム82により、電線22(電線束21)の長手方向に沿って第3コネクタ13に近づくように移動させる。これにより、ワイヤハーネスの分岐部43が形成され、分岐部42−分岐部43−第4コネクタ14が垂直なL字状となる。この状態で前記の固定具(図略)をスライドクリップ33aに組み付けることで、当該スライドクリップ33aが電線束21上で動かないように固定することができる。以上のようにして第2クリップスライド工程が完了し、ワイヤハーネスの分岐部43を止めクリップ33で固定する。
【0048】
更に、工程は上記と実質的に同様であるため説明を省略するが、分岐部44を止めクリップ34によって固定する作業を行う。この結果、図1に示すようなワイヤハーネス1を完成させることができる。このように、本実施形態では、電線保持具付きの組立作業台なしでワイヤハーネス1を完成させることができるので、組立作業台の作成、電線保持具の管理等の煩雑な作業を省略できる。また、本実施形態の製造方法によればスライドクリップ31aと電線保持具とが干渉しないので、スライドクリップ31aの位置の設計自由度に優れ、この結果、良好な形状のワイヤハーネス1を提供することができる。
【0049】
以上に説明したように、本実施形態のワイヤハーネス1は、7つのコネクタ11〜17と、これらのコネクタ11〜17同士を接続する電線22の束である電線束21と、を備え、電線束21には分岐部41〜44が形成されている。このワイヤハーネス1は、電線直線配置工程と、分岐端点コネクタ配置工程と、クリップスライド工程と、を含む方法で製造される。電線直線配置工程(図6)では、コネクタ11〜17の間を電線束21によって接続した構成のワイヤハーネス半製品1xについて、前記コネクタ11〜17のうち2つのコネクタ11,17を、当該コネクタ11,17同士を繋ぐ電線束21が直線状に張られる位置で保持する。分岐端点コネクタ配置工程(図6)では、電線直線配置工程で直線状に張られた電線束21の端点で保持されるコネクタ11,17を端点コネクタと呼び、端点コネクタ以外のコネクタを中間コネクタと呼ぶときに、中間コネクタ(第2コネクタ12)を所定の位置で保持する。クリップスライド工程(図6)では、端点コネクタのうち一方(第1コネクタ11)の近傍位置において直線状の電線束21に組み付けられているスライドクリップ31aを、当該直線状の電線束21の長手方向に沿ってスライドさせ、前記分岐端点コネクタ配置工程で保持された第2コネクタ12に向かって電線束21が分岐する箇所(分岐部41)までスライドクリップ31aを移動させた後に、当該スライドクリップ31aを動かないように固定する。
【0050】
これにより、電線保持具等の外部の規制部材によらず、電線束21自体の張力を利用して当該電線束21が直線状になるように形状を整えることができるので、スライドクリップ31aをスライドする際に障害物が邪魔にならない。従って、電線束21を分岐させるべき部位(分岐部41)にスライドクリップ31aを確実に配置することができる。また、従来技術のように分岐部の周囲に電線保持具が配置されないので、電線保持具を避けるように固定具(スライドクリップ31a)を配置する必要がない。従って、分岐部41又はそのすぐ近くにおいて電線束21を直接的にクリップで固定することができるので、分岐部41の形状が良好なワイヤハーネスを提供することができる。
【0051】
また、本実施形態において、電線直線配置工程(図6)で保持される端点コネクタのうち一方(第1コネクタ11)は、ワイヤハーネス1が備えるコネクタ11〜17のうち、最も多くの電線22が接続されるコネクタである。
【0052】
これにより、多数の電線22を直線状に規制することができるので、分岐部41を固定する作業等がスムーズになる。
【0053】
また、本実施形態において、クリップスライド工程(図6)において移動させられるスライドクリップ31aは、最も多くの電線22が接続される第1コネクタ11の近傍位置において電線束21に組み付けられているスライドクリップである。
【0054】
これにより、多数の電線22をスライドクリップ31aで効率的に固定することができる。また、ワイヤハーネスの骨組みに当たる部分を初期の段階で固定することにより、その後の工程で電線のバラケ等が少なくなり、作業時の取回しが向上する。
【0055】
また、本実施形態のワイヤハーネス1は、第2電線直線配置工程と、第2分岐端点コネクタ配置工程と、第2クリップスライド工程と、を含む方法で製造される。第2電線直線配置工程(図7)では、中間コネクタの1つである第3コネクタ13を、電線束21に形成されている分岐部42と当該第3コネクタ13とを繋ぐ電線束21が直線状に張られる位置で保持する。第2分岐端点コネクタ配置工程(図7)では、前記第2電線直線配置工程で保持された第3コネクタ13とは異なる中間コネクタ(第4コネクタ14)を所定の位置で保持する。第2クリップスライド工程(図7)では、分岐部42の近傍位置において電線束21に組み付けられているスライドクリップ33aを、直線状の電線束21の長手方向に沿ってスライドさせ、前記第2分岐端点コネクタ配置工程で保持される第4コネクタ14に向かって電線束21が分岐する箇所(分岐部43)までスライドクリップ33aを移動させた後に、当該スライドクリップ33aを動かないように固定する。
【0056】
これにより、分岐部41,43を含む複雑な分岐を有するワイヤハーネスを提供することができる。
【0057】
また、本実施形態において、ワイヤハーネス半製品1xは、コネクタ装着工程と、電線取付工程と、を含む方法によって製造される。コネクタ装着工程(図2)では、コネクタ11〜17を装着可能なコネクタ受け部61〜67を配置したコネクタ冶具51に対し、コネクタ11〜17をコネクタ受け部61〜67に装着することで取り付ける。電線取付工程(図3)では、コネクタ受け部61〜67に装着された状態のコネクタ11〜17に電線22の端部を固定することで、当該コネクタ11〜17同士を接続する。コネクタ冶具51は、コネクタ受け部61〜67を長手方向に複数並べて配置した細長い部材として構成されている。
【0058】
これにより、コンパクト且つ簡素なコネクタ冶具51を利用して、ワイヤハーネス半製品1xを簡単に製造することができる。
【0059】
なお、上記の実施形態では、ワイヤハーネス1を製造した後に、完成品としてのワイヤハーネス1を車両に組み付けることを想定している。しかしながら、変形例として、図4のコネクタ冶具51から取り外した状態のワイヤハーネス半製品1xを車両部品に組み付け、車両部品上でワイヤハーネス1を完成させるようにしても良い。例えば、車両部品の一例としてのインパネモジュールの内側にはワイヤハーネスが接続されるが、このインパネモジュールの裏側の面を上にして図6の組立作業場の所定位置に設置し、その上方にワイヤハーネス半製品1xを配置し、その後は同様に分岐部41〜44の固定作業等を行うことで、ワイヤハーネス付きのインパネモジュールを製造することができる。
【0060】
この場合、スライドクリップ31a〜34aに組み付けられる固定具は、図5(a)の符号31bで示すように単独の部品として構成することに代えて、インパネモジュールの裏側の面に一体形成したものを用いることができる。図8には、インパネモジュール101の裏側の面に一体的に形成した固定具131bの例が示されている。また、前記バンドクリップ27等の代わりに、インパネモジュール101の裏側の面に固定可能な係止具を有するクリップ(例えば、公知のアンカー付きクリップ)を用いることができる。その後、ワイヤハーネス付きのインパネモジュール101が車両に取り付けられる。
【0061】
この変形例では、車体の内側に作業員が入ってインパネモジュール101の裏側にワイヤハーネスを設置する作業を省略できるので、作業性の効果的な向上が実現できる。なお、この効果は、上記したワイヤハーネスの組立作業場を車両製造ラインに近接させて設置することで、更に高めることができる。
【0062】
以上に説明したように、本変形例では、ワイヤハーネス1を取り付ける対象であるインパネモジュール101にワイヤハーネス半製品1xを組み付ける半製品組付工程が、ワイヤハーネス1の完成前に行われる。
【0063】
これにより、予めワイヤハーネス1が組み付けられた状態のインパネモジュール101を提供することができる。これにより、インパネモジュール101を車両に組み付けた時点でワイヤハーネス1の取付けもほぼ完了することになるため、作業効率を大幅に向上させることができる。
【0064】
以上に本発明の好適な実施の形態及び変形例を説明したが、上記の構成は例えば以下のように変更することができる。
【0065】
上記の実施形態では、ロボットアーム81〜84を用いることで、コネクタ12,13,14を所定の位置に保持し、あるいはスライドクリップ31a,33aを電線22上で所定の位置まで移動させている。しかしながら、ロボットアーム81〜84の代わりに作業者が人手で上記の作業を行うようにしてもよい。ただし、ロボットアーム81〜84を用いる場合、人間が行う作業を低減できるほか、移動距離等の制御パラメータを事前に数値で設定することでワイヤハーネスの寸法精度を向上し得る点で有利である。
【0066】
ワイヤハーネスの組立作業場において、ロボットアームの台数等を任意に変更することができる。また、第1コネクタ11及び第7コネクタ17を張り冶具71,72に装着することに代えて、例えばロボットアームでチャックすることによっても、両コネクタ11,17間の電線束21を直線状に張った状態で当該コネクタ11,17を保持することができる。
【0067】
上記の実施形態において、スライドクリップ31aは、当初は第1コネクタ11の近傍の位置に配置されている。しかしながら、電線22の配置によっては、第7コネクタ17の近傍の位置にスライドクリップ31aを配置しておき、そこから当該スライドクリップ31aを分岐部41へ移動させるようにしても良い。同様に、スライドクリップ33aを、分岐部42の近くではなく、第3コネクタ13の近傍に当初は配置しておき、そこから分岐部43に向けて移動させるようにしても良い。
【0068】
スライドクリップ31a,33aは、事前に電線22に取り付けておくことに代えて、図6に示す電線直線配置工程の後に電線束21に取り付けるようにしても良い。
【0069】
ワイヤハーネス1の形状(分岐部の数及び位置)、コネクタ、固定部材、外装部材の数等は任意であり、車両の設計に応じて様々な構成が採用され得る。
【符号の説明】
【0070】
1 ワイヤハーネス
1x ワイヤハーネス半製品
11 第1コネクタ(端点コネクタ)
12 第2コネクタ(分岐端点コネクタ)
13 第3コネクタ(第2端点コネクタ)
14 第4コネクタ
15 第5コネクタ
16 第6コネクタ
17 第7コネクタ(端点コネクタ)
21 電線束
22 電線
31a スライドクリップ(クリップ)
33a スライドクリップ(第2クリップ)
41〜44 分岐部
51 コネクタ冶具
101 インパネモジュール(車両部品)
【特許請求の範囲】
【請求項1】
複数のコネクタと、これらのコネクタ同士を接続する電線の束である電線束と、を備え、前記電線束には分岐部が形成されているワイヤハーネスの製造方法において、
前記コネクタの間を電線束によって接続した構成のワイヤハーネス半製品について、前記コネクタのうち2つのコネクタを、当該コネクタ同士を繋ぐ電線束が直線状に張られる位置で保持する電線直線配置工程と、
前記電線直線配置工程で直線状に張られた前記電線束の端点で保持される前記コネクタを端点コネクタと呼び、前記端点コネクタ以外の前記コネクタを中間コネクタと呼ぶときに、前記中間コネクタを所定の位置で保持する分岐端点コネクタ配置工程と、
前記端点コネクタのうち一方の近傍位置において直線状の前記電線束に組み付けられているクリップを、当該直線状の電線束の長手方向に沿ってスライドさせ、前記分岐端点コネクタ配置工程で保持された前記中間コネクタである分岐端点コネクタに向かって前記電線束が分岐する箇所まで前記クリップを移動させた後に、当該クリップを動かないように固定するクリップスライド工程と、
を含むことを特徴とするワイヤハーネスの製造方法。
【請求項2】
請求項1に記載のワイヤハーネスの製造方法であって、
前記端点コネクタのうち一方は、前記ワイヤハーネスが備えるコネクタのうち、最も多くの電線が接続される最多電線コネクタであることを特徴とするワイヤハーネスの製造方法。
【請求項3】
請求項2に記載のワイヤハーネスの製造方法であって、
前記クリップスライド工程において移動させられる前記クリップは、前記最多電線コネクタの近傍位置において前記電線束に組み付けられているクリップであることを特徴とするワイヤハーネスの製造方法。
【請求項4】
請求項1から3までの何れか一項に記載のワイヤハーネスの製造方法であって、
前記中間コネクタを、電線束に形成されている分岐部と当該中間コネクタとを繋ぐ電線束が直線状に張られる位置で保持する第2電線直線配置工程と、
前記第2電線直線配置工程で保持されたコネクタとは異なる前記中間コネクタを所定の位置で保持する第2分岐端点コネクタ配置工程と、
前記分岐部の近傍位置、又は前記第2電線直線配置工程で保持される前記中間コネクタである第2端点コネクタの近傍位置において前記電線束に組み付けられている第2クリップを、前記直線状の電線束の長手方向に沿ってスライドさせ、前記第2分岐端点コネクタ配置工程で保持される前記中間コネクタに向かって前記電線束が分岐する箇所まで前記第2クリップを移動させた後に、当該第2クリップを動かないように固定する第2クリップスライド工程と、
を含むことを特徴とするワイヤハーネスの製造方法。
【請求項5】
請求項1から4までの何れか一項に記載のワイヤハーネスの製造方法であって、
前記ワイヤハーネス半製品は、
前記コネクタを装着可能なコネクタ受け部を配置したコネクタ取付部材に対し、前記コネクタを前記コネクタ受け部に装着することで取り付けるコネクタ装着工程と、
前記コネクタ受け部に装着された状態の前記コネクタに前記電線の端部を固定することで、当該コネクタ同士を接続する電線取付工程と、
を含む方法により製造され、
前記コネクタ取付部材は、前記コネクタ受け部を長手方向に複数並べて配置した細長い部材であることを特徴とするワイヤハーネスの製造方法。
【請求項6】
請求項1から5までの何れか一項に記載のワイヤハーネスの製造方法であって、
前記ワイヤハーネスを取り付ける対象である車両部品に前記ワイヤハーネス半製品を組み付ける半製品組付工程が、前記クリップスライド工程の前に行われることを特徴とするワイヤハーネスの製造方法。
【請求項1】
複数のコネクタと、これらのコネクタ同士を接続する電線の束である電線束と、を備え、前記電線束には分岐部が形成されているワイヤハーネスの製造方法において、
前記コネクタの間を電線束によって接続した構成のワイヤハーネス半製品について、前記コネクタのうち2つのコネクタを、当該コネクタ同士を繋ぐ電線束が直線状に張られる位置で保持する電線直線配置工程と、
前記電線直線配置工程で直線状に張られた前記電線束の端点で保持される前記コネクタを端点コネクタと呼び、前記端点コネクタ以外の前記コネクタを中間コネクタと呼ぶときに、前記中間コネクタを所定の位置で保持する分岐端点コネクタ配置工程と、
前記端点コネクタのうち一方の近傍位置において直線状の前記電線束に組み付けられているクリップを、当該直線状の電線束の長手方向に沿ってスライドさせ、前記分岐端点コネクタ配置工程で保持された前記中間コネクタである分岐端点コネクタに向かって前記電線束が分岐する箇所まで前記クリップを移動させた後に、当該クリップを動かないように固定するクリップスライド工程と、
を含むことを特徴とするワイヤハーネスの製造方法。
【請求項2】
請求項1に記載のワイヤハーネスの製造方法であって、
前記端点コネクタのうち一方は、前記ワイヤハーネスが備えるコネクタのうち、最も多くの電線が接続される最多電線コネクタであることを特徴とするワイヤハーネスの製造方法。
【請求項3】
請求項2に記載のワイヤハーネスの製造方法であって、
前記クリップスライド工程において移動させられる前記クリップは、前記最多電線コネクタの近傍位置において前記電線束に組み付けられているクリップであることを特徴とするワイヤハーネスの製造方法。
【請求項4】
請求項1から3までの何れか一項に記載のワイヤハーネスの製造方法であって、
前記中間コネクタを、電線束に形成されている分岐部と当該中間コネクタとを繋ぐ電線束が直線状に張られる位置で保持する第2電線直線配置工程と、
前記第2電線直線配置工程で保持されたコネクタとは異なる前記中間コネクタを所定の位置で保持する第2分岐端点コネクタ配置工程と、
前記分岐部の近傍位置、又は前記第2電線直線配置工程で保持される前記中間コネクタである第2端点コネクタの近傍位置において前記電線束に組み付けられている第2クリップを、前記直線状の電線束の長手方向に沿ってスライドさせ、前記第2分岐端点コネクタ配置工程で保持される前記中間コネクタに向かって前記電線束が分岐する箇所まで前記第2クリップを移動させた後に、当該第2クリップを動かないように固定する第2クリップスライド工程と、
を含むことを特徴とするワイヤハーネスの製造方法。
【請求項5】
請求項1から4までの何れか一項に記載のワイヤハーネスの製造方法であって、
前記ワイヤハーネス半製品は、
前記コネクタを装着可能なコネクタ受け部を配置したコネクタ取付部材に対し、前記コネクタを前記コネクタ受け部に装着することで取り付けるコネクタ装着工程と、
前記コネクタ受け部に装着された状態の前記コネクタに前記電線の端部を固定することで、当該コネクタ同士を接続する電線取付工程と、
を含む方法により製造され、
前記コネクタ取付部材は、前記コネクタ受け部を長手方向に複数並べて配置した細長い部材であることを特徴とするワイヤハーネスの製造方法。
【請求項6】
請求項1から5までの何れか一項に記載のワイヤハーネスの製造方法であって、
前記ワイヤハーネスを取り付ける対象である車両部品に前記ワイヤハーネス半製品を組み付ける半製品組付工程が、前記クリップスライド工程の前に行われることを特徴とするワイヤハーネスの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−204309(P2012−204309A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−70803(P2011−70803)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(391045897)古河AS株式会社 (571)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(391045897)古河AS株式会社 (571)
[ Back to top ]