
ワイヤボンディング方法、ワイヤボンディング装置、及び半導体装置
【課題】隣接する電極パッド間のショート不良を起こすことが無く、安定的にボンディングする。
【解決手段】まず、キャピラリ300の先端部からボンディングワイヤ400を延出させる(延出ステップ)。次いで、キャピラリ300をボンド点(例えば半導体チップ10)に近づけるように移動させる(移動ステップ)。次いで、ボンディングワイヤ400の先端を、キャピラリ300の先端面(非図示)でボンド点(例えば半導体チップ10)に接触させて圧着する(圧着ステップ)。このとき、延出ステップにおいて、ボンディングワイヤ400の先端にボールを形成せずに、圧着ステップを行う。
【解決手段】まず、キャピラリ300の先端部からボンディングワイヤ400を延出させる(延出ステップ)。次いで、キャピラリ300をボンド点(例えば半導体チップ10)に近づけるように移動させる(移動ステップ)。次いで、ボンディングワイヤ400の先端を、キャピラリ300の先端面(非図示)でボンド点(例えば半導体チップ10)に接触させて圧着する(圧着ステップ)。このとき、延出ステップにおいて、ボンディングワイヤ400の先端にボールを形成せずに、圧着ステップを行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワイヤボンディング方法、ワイヤボンディング装置、及び半導体装置に関する。
【背景技術】
【0002】
半導体チップの電極パッド等の接続には、Auワイヤが用いられている。近年では、コスト削減のために、Auワイヤの代わりにCuワイヤを用いることが検討されている。そのCuワイヤを用いてボンディングする方法としては、キャピラリの先端から送り出されたワイヤの先端を溶融し、キャピラリの先端にボールを形成してからボンディングする方法が検討されている。
【0003】
しかし、Cuワイヤの硬度は、Auワイヤの硬度の1.2倍ほど高い。このため、Cuワイヤのボールが硬くなりすぎて半導体チップを破損させてしまう課題が生じていた。そこで、例えば、特許文献1(特開2010−171235号公報)には、CuワイヤにP(リン)を添加してボールの硬度を調整する方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−171235号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の方法を用いても、キャピラリの先端にボールを形成するワイヤボンディング方法では、上記した課題が十分に解決できない。特に、CuワイヤによりAl電極パッド上にボンディングする際に、AlがCuボールの周辺に波打つような現象(スプラッシュアウト)が起きる可能性がある。
【課題を解決するための手段】
【0006】
本発明によれば、
キャピラリの先端部からボンディングワイヤを延出させる延出ステップと、
前記キャピラリをボンド点に近づけるように移動させる移動ステップと、
前記ボンディングワイヤの先端を、前記キャピラリの先端面で前記ボンド点に接触させて圧着する圧着ステップと、
を備え、
前記延出ステップにおいて、前記ボンディングワイヤの先端にボールを形成せずに、前記圧着ステップを行うワイヤボンディング方法、が提供される。
【0007】
本発明によれば、
ボンディングワイヤをボンド点に接触させて圧着するキャピラリと、
前記キャピラリを制御する制御部と、
を備え、
前記制御部は、
前記キャピラリの先端部から前記ボンディングワイヤを延出させ、
前記キャピラリを、前記ボンド点に近づけるように移動させ、
前記ボンディングワイヤの先端にボールを形成せずに、前記キャピラリにより、前記ボンディングワイヤを前記ボンド点に圧着させるワイヤボンディング装置、が提供される。
【0008】
本発明によれば、
電極パッドを有する半導体チップと、
前記半導体チップを搭載する配線基板と、
前記半導体チップの前記電極パッドと前記配線基板を接続するボンディングワイヤと、
を備え、
前記ボンディングワイヤの先端部が第一の方向に折り曲げられており、かつ、折り曲げられた部分が前記電極パッドに圧着している半導体装置、が提供される。
【0009】
本発明によれば、ボンディングワイヤを圧着するときに、ボンディングワイヤの先端にボールを形成しないため、スプラッシュアウトが起きず、隣接する電極パッド間のショート不良を起こすことが無い。よって、安定的にボンディングすることができる。
【発明の効果】
【0010】
本発明によれば、隣接する電極パッド間のショート不良を起こすことが無く、安定的にボンディングすることができる。
【図面の簡単な説明】
【0011】
【図1】本実施形態におけるワイヤボンディング装置の構成を示す図である。
【図2】本実施形態におけるキャピラリの断面図である。
【図3】本実施形態におけるワイヤボンディング方法を説明するための断面図である。
【図4】本実施形態における半導体装置の構成を示す断面図である。
【図5】本実施形態の効果を説明するための図である。
【図6】第二の実施形態におけるワイヤボンディング方法を説明するための断面図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態について、図面を用いて説明する。尚、すべての図面において、同様な構成要素には同様の符号を付し、適宜説明を省略する。
【0013】
(第一の実施形態)
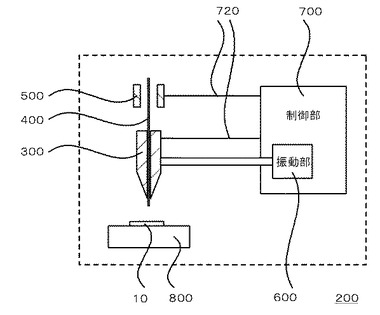
図1は、本実施形態におけるワイヤボンディング装置の構成を示す図である。このワイヤボンディング装置200は、ボンディングワイヤ400をボンド点(非図示)に接触させて圧着するキャピラリ300と、キャピラリ300を制御する制御部700と、を備える。制御部700は、まず、キャピラリ300からボンディングワイヤ400を延出させ、キャピラリ300を、ボンド点(非図示)に近づけるように移動させる。次いで、ボンディングワイヤ400の先端にボールを形成せずに、キャピラリ300により、ボンディングワイヤ400をボンド点(非図示)に圧着させる。以下、詳細を説明する。
【0014】
図1のように、ワイヤボンディング装置200は、キャピラリ300と、制御部700と、を備える。その他、キャピラリ300等を移動させる移動機構(非図示)、ボンディングワイヤ400を保持するカットクランプ500、また、半導体チップ10などを載置するステージ800などを備えていても良い。また、制御部700は、配線720によって、キャピラリ300と、カットクランプ500と、振動部600などに信号を伝達する。
【0015】
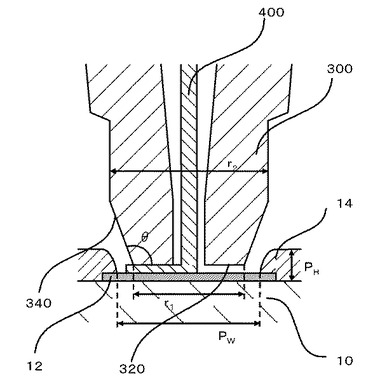
図2は、本実施形態におけるキャピラリの断面図である。図2のように、キャピラリ300は、ボンディングワイヤ400を挿通させる穴(非図示)と、ボンディングワイヤ400をボンド点(後述)と圧着させる先端面320と、ボンディングワイヤ400を延出させる先端部の外壁に、少なくとも一つ以上のテーパ340とを備える。
【0016】
ここで、ボンド点とは、ボンディングワイヤ400を圧着する接続点のことを言う。ボンディングワイヤ400を圧着する少なくとも一方のボンド点は、例えば、半導体チップ10における絶縁膜14で囲まれた電極パッド12である。本実施形態によって、半導体チップ10を搭載した半導体装置100については、詳細を後述する。
【0017】
また、キャピラリ300の先端部のうち、穴の内壁における傾斜の高さ(いわゆるチャンファー)は、例えば、少なくともボンディングワイヤ径以下である。さらには、先端部における穴の内壁角は、直角であることが好ましい。すなわち、先端部における穴の内壁には、チャンファー加工が施されていないことが好ましい。このようなキャピラリ300の内壁形状にすることで、ボンディングワイヤ400の圧着するステップ(後述する圧着ステップ)において、有効に荷重および超音波をかけることが出来る。
【0018】
また、図2のように、キャピラリ300の先端面320の第一の直径r1と、先端部の外壁における第二の直径r2と、外壁のテーパ角θ(先端面320とテーパ340のなす角)は、下式(1)及び下式(2)を満たす。
【0019】
【数1】

【0020】
【数2】
【0021】
ただし、PWは電極パッド12周辺における絶縁膜14の開口部の幅、PHは絶縁膜14の高さである。
【0022】
このようなキャピラリ300の形状にすることで、ボンディングワイヤ400の圧着するステップ(後述する圧着ステップ)において、電極パッド12周辺における絶縁膜14に干渉することが無い、または、絶縁膜14を損傷させることが無い。
【0023】
また、制御部700は、たとえば、キャピラリ300を超音波振動させる振動部600を備えている。制御部700は、キャピラリ300を超音波振動および荷重を印加することにより、ボンディングワイヤ400をボンド点に圧着させる。このとき、振動部600は、キャピラリ300を超音波振動させる。振動部600は、少なくともボンディングワイヤ400をボンド点と圧着するのに必要な温度まで超音波振動により加熱する。
【0024】
以上のワイヤボンディング装置200におけるキャピラリ300、振動部600等は、制御部700によって制御され、後述するようなワイヤボンディング方法が実行される。
【0025】
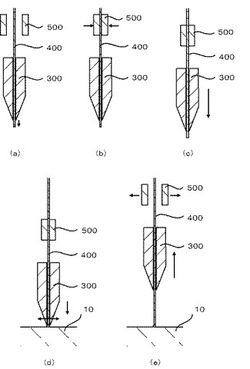
次に、図3を用いて、本実施形態のワイヤボンディング方法について説明する。図3は、本実施形態におけるワイヤボンディング方法を説明するための断面図である。本実施形態のワイヤボンディング方法は、以下のステップを備える。まず、キャピラリ300の先端部からボンディングワイヤ400を延出させる(延出ステップ)。次いで、キャピラリ300をボンド点(例えば半導体チップ10)に近づけるように移動させる(移動ステップ)。次いで、ボンディングワイヤ400の先端を、キャピラリ300の先端面(320)でボンド点(例えば半導体チップ10)に接触させて圧着する(圧着ステップ)。このとき、延出ステップにおいてボンディングワイヤ400の先端にボールを形成せずに、圧着ステップを行う。以下、詳細に説明する。
【0026】
ここで、本実施形態のボンディングワイヤ400は、例えば、Cuワイヤである。Cuワイヤの硬度はAuワイヤの硬度の1.2倍ほど高いため、本実施形態のワイヤボンディング方法は特に有効である。本実施形態の効果については、詳細を後述する。
【0027】
まず、図3(a)のように、キャピラリ300の先端部からボンディングワイヤ400を延出させる(延出ステップ)。このとき、図3(a)の延出ステップにおいて、ボンディングワイヤ400の先端にボールを形成しない。このため、本実施形態のワイヤボンディング装置200は、例えば、ボンディングワイヤ400の先端にボールを形成するための放電スパークなどの治工具を必要としない。また、放電スパークによってボンディングワイヤ400が酸化されることを防止するための不活性ガス(N2またはH2)を導入する必要が無い。すなわち、装置導入のイニシャルコスト、製造工程のランニングコストを削減することができる。
【0028】
次いで、図3(b)のように、圧着ステップの前において、キャピラリ300より手前で、ボンディングワイヤ400をカットクランプ500により保持しても良い。本実施形態では、ボンディングワイヤ400先端にボールを形成しないため、次の移動ステップや圧着ステップなどにおいて、下降、荷重、または超音波などを実行する際に、ボンディングワイヤ400がキャピラリ300から抜けてしまう可能性がある。したがって、図3(b)のように、ボンディングワイヤ400をカットクランプ500により保持することで、ボンディングワイヤ400がキャピラリ300から抜けることを防ぐことが出来る。
【0029】
次いで、図3(c)において、キャピラリ300をボンド点(例えば半導体チップ10)に近づけるように移動させる(移動ステップ)。
【0030】
次いで、図3(d)において、ボンディングワイヤ400の先端を、キャピラリ300の先端面(図2の320)でボンド点(例えば半導体チップ10)に接触させて圧着する(圧着ステップ)。このとき、図3(a)の延出ステップにおいてボンディングワイヤ400の先端にボールを形成しない状態のまま、図3(d)の圧着ステップを行う。
【0031】
また、図3(d)において、ボンディングワイヤ400を延出させたまま、ボンド点(例えば半導体チップ10)に接触させるため、キャピラリ300の移動機構(非図示)を用いて、いずれかの方向に折り曲げてから圧着しても良い。この折り曲げる方向は、例えば、次のボンド点(非図示)への向かう方向と逆の方向に折り曲げておいても良い。
【0032】
ここで、前述した振動部600によって、キャピラリ300を超音波振動させ、荷重をかけながら、ボンディングワイヤ400を圧着する。
【0033】
次いで、図3(e)のように、カットクランプ500を開放し、キャピラリ300を引き上げる。次いで、ボンディングワイヤ400を挿通させた状態で、キャピラリ300を次のボンド点(例えば配線基板のパッド(非図示))へ移動させ、次の圧着ステップを行う。
【0034】
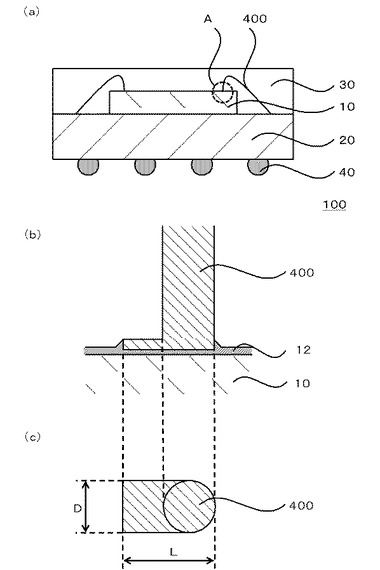
図4は、本実施形態における半導体装置の構成を示す断面図である。本実施形態のワイヤボンディング方法を用いた半導体装置100は、以下のような構成となる。半導体装置100は、電極パッド12を有する半導体チップ10と、半導体チップ10を搭載する配線基板20と、半導体チップ10の電極パッド12と配線基板20を接続するボンディングワイヤ400と、を備えている。ボンディングワイヤ400は、先端部が第一の方向に折り曲げられており、かつ、折り曲げられた部分が電極パッド12に圧着されている。
【0035】
半導体装置100は、例えば、BGA(Ball Grid Array)などのパッケージをとることが出来る。図4(a)のように、半導体装置100は、例えば、半導体チップ10と、インターポーザ(配線基板20)と、それらを本実施形態によって接続するボンディングワイヤ400と、それらを封止する封止樹脂30と、半田ボール40と、を備える。
【0036】
図4(b)は、図4(a)のA部の拡大図である。図4(b)のように、ボンディングワイヤ400の先端部が第一の方向に折り曲げられている。ここで、折り曲げられた部分が電極パッド12に圧着されている。
【0037】
ボンディングワイヤ400の先端部が折り曲げられる第一の方向とは、前述のように、例えば、次のボンド点(非図示)への向かう方向と逆の方向をいう。
【0038】
図4(b)のように、ボンディングワイヤ400が電極パッド12と圧着された長さLは、例えば、ボンディングワイヤ径の2倍以下である。これにより、ボンディングワイヤ400は電極パッド12と確実に固着される。したがって、その後の製造工程において、ボンディングワイヤ400にテンションが掛かっても、電極パッド12から分離されにくい。
【0039】
図4(c)のように、ボンディングワイヤ400が電極パッド12と圧着された幅Dは、例えば、ボンディングワイヤ径の1.5倍以下である。上記のように、ボンディングワイヤ400は、先端にボールを形成しないで圧着されている。このため、上記のように圧着範囲を狭くすることができる。さらに、隣接する電極パッド12と接触することがない。
【0040】
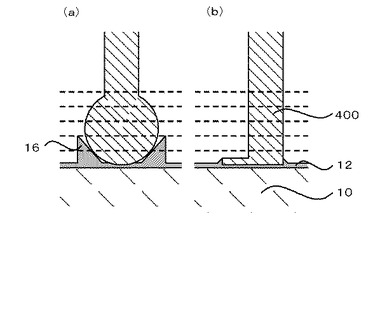
次に、図5を用いて、本実施形態の効果について説明する。図5は、本実施形態の効果を説明するための図である。本発明によれば、ボンディングワイヤ400を圧着するときに、ボンディングワイヤ400の先端にボールを形成しないため、スプラッシュアウト16が起きず、隣接する電極パッド12間のショート不良を起こすことが無い。よって、安定的にボンディングすることができる。以下、本実施形態と比較例とを対比しながら、本実施形態の効果を詳細に説明する。
【0041】
図5(a)は、比較例として、ボンディングワイヤ400を圧着する前にボールを形成して、ボンディングワイヤ400を電極パッド12と圧着した例を示している。この場合、電極パッド12がボールの周辺に波打つような現象(スプラッシュアウト16)が起きることがある。特に、Auワイヤより硬度の高いCuワイヤを用いた場合に、Alの電極パッド12上にボンディングするときにおいて顕著に発生する。
【0042】
図5(a)のように、スプラッシュアウト16の高さは、ボールの直径に対して、約2/5倍の高さ、または、横方向の範囲まで到達する可能性がある。例えば、ボンディングワイヤ径が20μmのとき、ボール径は約2倍の40μm程度に形成される。この場合、スプラッシュアウト16の高さ、または、横方向の範囲は、約16μmまで到達する可能性がある。緻密な設計ルールのもと、隣接する電極パッド12間の距離が短い場合などにおいては、このスプラッシュアウト16によって、隣接する電極パッド12間のショート不良を起こすことがある。
【0043】
一方、図5(b)は、本実施形態によって、ボンディングワイヤ400を圧着した形状を示している。本実施形態では、ボンディングワイヤ400を圧着するときに、ボンディングワイヤ400の先端にボールを形成しない。このとき、振動部600によって、キャピラリ300を例えば超音波により加熱し、荷重をかけながら、ボンディングワイヤ400を圧着する。これにより、ボンディングワイヤ400が圧着された断面の高さは、例えばボンディングワイヤ径の1/5倍以下になるので、スプラッシュアウト16は起こらない。または、スプラッシュアウト16の大きさは小さい。例えば、ボンディングワイヤ径が20μmのとき、圧着された断面の高さは4μm以下となる。この場合、スプラッシュアウト16の高さは、約2μm以下となり、隣接する電極パッド12にまで達するようなことはない。
【0044】
以上のように、本実施形態では、隣接する電極パッド12間のショート不良を起こすことが無く、安定的にワイヤボンディングすることが出来る。
【0045】
(第二の実施形態)
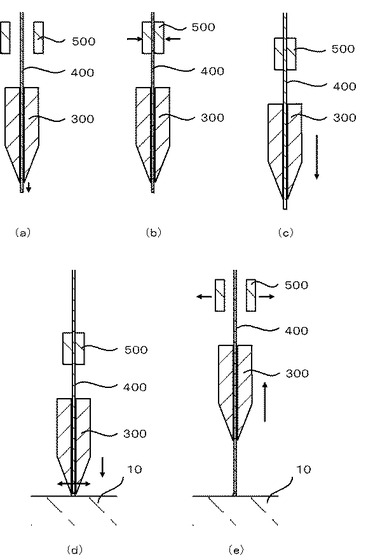
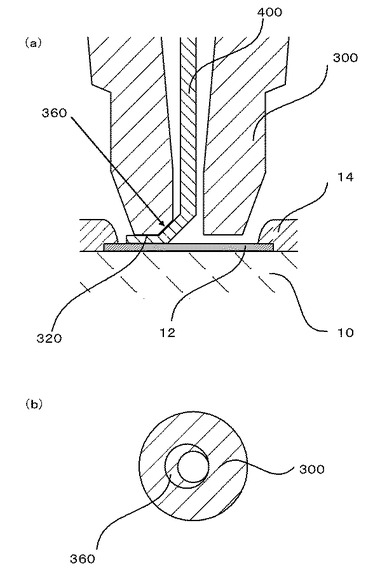
図6は、第二の実施形態におけるワイヤボンディング方法を説明するための断面図である。第二の実施形態は、キャピラリの先端部の形状を除いて、第一の実施形態と同じである。
【0046】
図6(a)のように、キャピラリ300の先端部のうち、穴の内壁のボンディングワイヤ400を屈曲させる側の一部において、傾斜(片側チャンファー360)が形成されている。また、その傾斜の高さ(片側チャンファー360の高さ)は、ボンディングワイヤ径以上であっても良い。このとき、キャピラリ300の先端面320と片側チャンファー360のなす角は、例えば135度である。
【0047】
図6(b)は、第二の実施形態におけるキャピラリ300の先端部を、圧着側から見た図である。図6(b)のように、穴の内壁のボンディングワイヤ400を屈曲させる側の一部において、片側チャンファー360が形成されている。このような形状を有するキャピラリ300は、例えば、金型によって成型されている。
【0048】
本実施形態によれば、キャピラリ300の先端部のうち、穴の内壁のボンディングワイヤ400を屈曲させる側の一部において、傾斜(片側チャンファー360)が形成されていることにより、ボンディングワイヤ400の屈曲側に対して、有効に荷重および超音波をかけることが出来る。
【0049】
以上、図面を参照して本発明の実施形態について述べたが、これらは本発明の例示であり、上記以外の様々な構成を採用することもできる。
【符号の説明】
【0050】
10 半導体チップ
12 電極パッド
14 絶縁膜
16 スプラッシュアウト
20 インターポーザ
30 封止樹脂
40 半田ボール
100 半導体装置
200 ワイヤボンディング装置
300 キャピラリ
320 先端面
340 テーパ
360 片側チャンファー
400 ボンディングワイヤ
500 カットクランプ
600 振動部
700 制御部
720 配線
800 ステージ
【技術分野】
【0001】
本発明は、ワイヤボンディング方法、ワイヤボンディング装置、及び半導体装置に関する。
【背景技術】
【0002】
半導体チップの電極パッド等の接続には、Auワイヤが用いられている。近年では、コスト削減のために、Auワイヤの代わりにCuワイヤを用いることが検討されている。そのCuワイヤを用いてボンディングする方法としては、キャピラリの先端から送り出されたワイヤの先端を溶融し、キャピラリの先端にボールを形成してからボンディングする方法が検討されている。
【0003】
しかし、Cuワイヤの硬度は、Auワイヤの硬度の1.2倍ほど高い。このため、Cuワイヤのボールが硬くなりすぎて半導体チップを破損させてしまう課題が生じていた。そこで、例えば、特許文献1(特開2010−171235号公報)には、CuワイヤにP(リン)を添加してボールの硬度を調整する方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−171235号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の方法を用いても、キャピラリの先端にボールを形成するワイヤボンディング方法では、上記した課題が十分に解決できない。特に、CuワイヤによりAl電極パッド上にボンディングする際に、AlがCuボールの周辺に波打つような現象(スプラッシュアウト)が起きる可能性がある。
【課題を解決するための手段】
【0006】
本発明によれば、
キャピラリの先端部からボンディングワイヤを延出させる延出ステップと、
前記キャピラリをボンド点に近づけるように移動させる移動ステップと、
前記ボンディングワイヤの先端を、前記キャピラリの先端面で前記ボンド点に接触させて圧着する圧着ステップと、
を備え、
前記延出ステップにおいて、前記ボンディングワイヤの先端にボールを形成せずに、前記圧着ステップを行うワイヤボンディング方法、が提供される。
【0007】
本発明によれば、
ボンディングワイヤをボンド点に接触させて圧着するキャピラリと、
前記キャピラリを制御する制御部と、
を備え、
前記制御部は、
前記キャピラリの先端部から前記ボンディングワイヤを延出させ、
前記キャピラリを、前記ボンド点に近づけるように移動させ、
前記ボンディングワイヤの先端にボールを形成せずに、前記キャピラリにより、前記ボンディングワイヤを前記ボンド点に圧着させるワイヤボンディング装置、が提供される。
【0008】
本発明によれば、
電極パッドを有する半導体チップと、
前記半導体チップを搭載する配線基板と、
前記半導体チップの前記電極パッドと前記配線基板を接続するボンディングワイヤと、
を備え、
前記ボンディングワイヤの先端部が第一の方向に折り曲げられており、かつ、折り曲げられた部分が前記電極パッドに圧着している半導体装置、が提供される。
【0009】
本発明によれば、ボンディングワイヤを圧着するときに、ボンディングワイヤの先端にボールを形成しないため、スプラッシュアウトが起きず、隣接する電極パッド間のショート不良を起こすことが無い。よって、安定的にボンディングすることができる。
【発明の効果】
【0010】
本発明によれば、隣接する電極パッド間のショート不良を起こすことが無く、安定的にボンディングすることができる。
【図面の簡単な説明】
【0011】
【図1】本実施形態におけるワイヤボンディング装置の構成を示す図である。
【図2】本実施形態におけるキャピラリの断面図である。
【図3】本実施形態におけるワイヤボンディング方法を説明するための断面図である。
【図4】本実施形態における半導体装置の構成を示す断面図である。
【図5】本実施形態の効果を説明するための図である。
【図6】第二の実施形態におけるワイヤボンディング方法を説明するための断面図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態について、図面を用いて説明する。尚、すべての図面において、同様な構成要素には同様の符号を付し、適宜説明を省略する。
【0013】
(第一の実施形態)
図1は、本実施形態におけるワイヤボンディング装置の構成を示す図である。このワイヤボンディング装置200は、ボンディングワイヤ400をボンド点(非図示)に接触させて圧着するキャピラリ300と、キャピラリ300を制御する制御部700と、を備える。制御部700は、まず、キャピラリ300からボンディングワイヤ400を延出させ、キャピラリ300を、ボンド点(非図示)に近づけるように移動させる。次いで、ボンディングワイヤ400の先端にボールを形成せずに、キャピラリ300により、ボンディングワイヤ400をボンド点(非図示)に圧着させる。以下、詳細を説明する。
【0014】
図1のように、ワイヤボンディング装置200は、キャピラリ300と、制御部700と、を備える。その他、キャピラリ300等を移動させる移動機構(非図示)、ボンディングワイヤ400を保持するカットクランプ500、また、半導体チップ10などを載置するステージ800などを備えていても良い。また、制御部700は、配線720によって、キャピラリ300と、カットクランプ500と、振動部600などに信号を伝達する。
【0015】
図2は、本実施形態におけるキャピラリの断面図である。図2のように、キャピラリ300は、ボンディングワイヤ400を挿通させる穴(非図示)と、ボンディングワイヤ400をボンド点(後述)と圧着させる先端面320と、ボンディングワイヤ400を延出させる先端部の外壁に、少なくとも一つ以上のテーパ340とを備える。
【0016】
ここで、ボンド点とは、ボンディングワイヤ400を圧着する接続点のことを言う。ボンディングワイヤ400を圧着する少なくとも一方のボンド点は、例えば、半導体チップ10における絶縁膜14で囲まれた電極パッド12である。本実施形態によって、半導体チップ10を搭載した半導体装置100については、詳細を後述する。
【0017】
また、キャピラリ300の先端部のうち、穴の内壁における傾斜の高さ(いわゆるチャンファー)は、例えば、少なくともボンディングワイヤ径以下である。さらには、先端部における穴の内壁角は、直角であることが好ましい。すなわち、先端部における穴の内壁には、チャンファー加工が施されていないことが好ましい。このようなキャピラリ300の内壁形状にすることで、ボンディングワイヤ400の圧着するステップ(後述する圧着ステップ)において、有効に荷重および超音波をかけることが出来る。
【0018】
また、図2のように、キャピラリ300の先端面320の第一の直径r1と、先端部の外壁における第二の直径r2と、外壁のテーパ角θ(先端面320とテーパ340のなす角)は、下式(1)及び下式(2)を満たす。
【0019】
【数1】
【0020】
【数2】
【0021】
ただし、PWは電極パッド12周辺における絶縁膜14の開口部の幅、PHは絶縁膜14の高さである。
【0022】
このようなキャピラリ300の形状にすることで、ボンディングワイヤ400の圧着するステップ(後述する圧着ステップ)において、電極パッド12周辺における絶縁膜14に干渉することが無い、または、絶縁膜14を損傷させることが無い。
【0023】
また、制御部700は、たとえば、キャピラリ300を超音波振動させる振動部600を備えている。制御部700は、キャピラリ300を超音波振動および荷重を印加することにより、ボンディングワイヤ400をボンド点に圧着させる。このとき、振動部600は、キャピラリ300を超音波振動させる。振動部600は、少なくともボンディングワイヤ400をボンド点と圧着するのに必要な温度まで超音波振動により加熱する。
【0024】
以上のワイヤボンディング装置200におけるキャピラリ300、振動部600等は、制御部700によって制御され、後述するようなワイヤボンディング方法が実行される。
【0025】
次に、図3を用いて、本実施形態のワイヤボンディング方法について説明する。図3は、本実施形態におけるワイヤボンディング方法を説明するための断面図である。本実施形態のワイヤボンディング方法は、以下のステップを備える。まず、キャピラリ300の先端部からボンディングワイヤ400を延出させる(延出ステップ)。次いで、キャピラリ300をボンド点(例えば半導体チップ10)に近づけるように移動させる(移動ステップ)。次いで、ボンディングワイヤ400の先端を、キャピラリ300の先端面(320)でボンド点(例えば半導体チップ10)に接触させて圧着する(圧着ステップ)。このとき、延出ステップにおいてボンディングワイヤ400の先端にボールを形成せずに、圧着ステップを行う。以下、詳細に説明する。
【0026】
ここで、本実施形態のボンディングワイヤ400は、例えば、Cuワイヤである。Cuワイヤの硬度はAuワイヤの硬度の1.2倍ほど高いため、本実施形態のワイヤボンディング方法は特に有効である。本実施形態の効果については、詳細を後述する。
【0027】
まず、図3(a)のように、キャピラリ300の先端部からボンディングワイヤ400を延出させる(延出ステップ)。このとき、図3(a)の延出ステップにおいて、ボンディングワイヤ400の先端にボールを形成しない。このため、本実施形態のワイヤボンディング装置200は、例えば、ボンディングワイヤ400の先端にボールを形成するための放電スパークなどの治工具を必要としない。また、放電スパークによってボンディングワイヤ400が酸化されることを防止するための不活性ガス(N2またはH2)を導入する必要が無い。すなわち、装置導入のイニシャルコスト、製造工程のランニングコストを削減することができる。
【0028】
次いで、図3(b)のように、圧着ステップの前において、キャピラリ300より手前で、ボンディングワイヤ400をカットクランプ500により保持しても良い。本実施形態では、ボンディングワイヤ400先端にボールを形成しないため、次の移動ステップや圧着ステップなどにおいて、下降、荷重、または超音波などを実行する際に、ボンディングワイヤ400がキャピラリ300から抜けてしまう可能性がある。したがって、図3(b)のように、ボンディングワイヤ400をカットクランプ500により保持することで、ボンディングワイヤ400がキャピラリ300から抜けることを防ぐことが出来る。
【0029】
次いで、図3(c)において、キャピラリ300をボンド点(例えば半導体チップ10)に近づけるように移動させる(移動ステップ)。
【0030】
次いで、図3(d)において、ボンディングワイヤ400の先端を、キャピラリ300の先端面(図2の320)でボンド点(例えば半導体チップ10)に接触させて圧着する(圧着ステップ)。このとき、図3(a)の延出ステップにおいてボンディングワイヤ400の先端にボールを形成しない状態のまま、図3(d)の圧着ステップを行う。
【0031】
また、図3(d)において、ボンディングワイヤ400を延出させたまま、ボンド点(例えば半導体チップ10)に接触させるため、キャピラリ300の移動機構(非図示)を用いて、いずれかの方向に折り曲げてから圧着しても良い。この折り曲げる方向は、例えば、次のボンド点(非図示)への向かう方向と逆の方向に折り曲げておいても良い。
【0032】
ここで、前述した振動部600によって、キャピラリ300を超音波振動させ、荷重をかけながら、ボンディングワイヤ400を圧着する。
【0033】
次いで、図3(e)のように、カットクランプ500を開放し、キャピラリ300を引き上げる。次いで、ボンディングワイヤ400を挿通させた状態で、キャピラリ300を次のボンド点(例えば配線基板のパッド(非図示))へ移動させ、次の圧着ステップを行う。
【0034】
図4は、本実施形態における半導体装置の構成を示す断面図である。本実施形態のワイヤボンディング方法を用いた半導体装置100は、以下のような構成となる。半導体装置100は、電極パッド12を有する半導体チップ10と、半導体チップ10を搭載する配線基板20と、半導体チップ10の電極パッド12と配線基板20を接続するボンディングワイヤ400と、を備えている。ボンディングワイヤ400は、先端部が第一の方向に折り曲げられており、かつ、折り曲げられた部分が電極パッド12に圧着されている。
【0035】
半導体装置100は、例えば、BGA(Ball Grid Array)などのパッケージをとることが出来る。図4(a)のように、半導体装置100は、例えば、半導体チップ10と、インターポーザ(配線基板20)と、それらを本実施形態によって接続するボンディングワイヤ400と、それらを封止する封止樹脂30と、半田ボール40と、を備える。
【0036】
図4(b)は、図4(a)のA部の拡大図である。図4(b)のように、ボンディングワイヤ400の先端部が第一の方向に折り曲げられている。ここで、折り曲げられた部分が電極パッド12に圧着されている。
【0037】
ボンディングワイヤ400の先端部が折り曲げられる第一の方向とは、前述のように、例えば、次のボンド点(非図示)への向かう方向と逆の方向をいう。
【0038】
図4(b)のように、ボンディングワイヤ400が電極パッド12と圧着された長さLは、例えば、ボンディングワイヤ径の2倍以下である。これにより、ボンディングワイヤ400は電極パッド12と確実に固着される。したがって、その後の製造工程において、ボンディングワイヤ400にテンションが掛かっても、電極パッド12から分離されにくい。
【0039】
図4(c)のように、ボンディングワイヤ400が電極パッド12と圧着された幅Dは、例えば、ボンディングワイヤ径の1.5倍以下である。上記のように、ボンディングワイヤ400は、先端にボールを形成しないで圧着されている。このため、上記のように圧着範囲を狭くすることができる。さらに、隣接する電極パッド12と接触することがない。
【0040】
次に、図5を用いて、本実施形態の効果について説明する。図5は、本実施形態の効果を説明するための図である。本発明によれば、ボンディングワイヤ400を圧着するときに、ボンディングワイヤ400の先端にボールを形成しないため、スプラッシュアウト16が起きず、隣接する電極パッド12間のショート不良を起こすことが無い。よって、安定的にボンディングすることができる。以下、本実施形態と比較例とを対比しながら、本実施形態の効果を詳細に説明する。
【0041】
図5(a)は、比較例として、ボンディングワイヤ400を圧着する前にボールを形成して、ボンディングワイヤ400を電極パッド12と圧着した例を示している。この場合、電極パッド12がボールの周辺に波打つような現象(スプラッシュアウト16)が起きることがある。特に、Auワイヤより硬度の高いCuワイヤを用いた場合に、Alの電極パッド12上にボンディングするときにおいて顕著に発生する。
【0042】
図5(a)のように、スプラッシュアウト16の高さは、ボールの直径に対して、約2/5倍の高さ、または、横方向の範囲まで到達する可能性がある。例えば、ボンディングワイヤ径が20μmのとき、ボール径は約2倍の40μm程度に形成される。この場合、スプラッシュアウト16の高さ、または、横方向の範囲は、約16μmまで到達する可能性がある。緻密な設計ルールのもと、隣接する電極パッド12間の距離が短い場合などにおいては、このスプラッシュアウト16によって、隣接する電極パッド12間のショート不良を起こすことがある。
【0043】
一方、図5(b)は、本実施形態によって、ボンディングワイヤ400を圧着した形状を示している。本実施形態では、ボンディングワイヤ400を圧着するときに、ボンディングワイヤ400の先端にボールを形成しない。このとき、振動部600によって、キャピラリ300を例えば超音波により加熱し、荷重をかけながら、ボンディングワイヤ400を圧着する。これにより、ボンディングワイヤ400が圧着された断面の高さは、例えばボンディングワイヤ径の1/5倍以下になるので、スプラッシュアウト16は起こらない。または、スプラッシュアウト16の大きさは小さい。例えば、ボンディングワイヤ径が20μmのとき、圧着された断面の高さは4μm以下となる。この場合、スプラッシュアウト16の高さは、約2μm以下となり、隣接する電極パッド12にまで達するようなことはない。
【0044】
以上のように、本実施形態では、隣接する電極パッド12間のショート不良を起こすことが無く、安定的にワイヤボンディングすることが出来る。
【0045】
(第二の実施形態)
図6は、第二の実施形態におけるワイヤボンディング方法を説明するための断面図である。第二の実施形態は、キャピラリの先端部の形状を除いて、第一の実施形態と同じである。
【0046】
図6(a)のように、キャピラリ300の先端部のうち、穴の内壁のボンディングワイヤ400を屈曲させる側の一部において、傾斜(片側チャンファー360)が形成されている。また、その傾斜の高さ(片側チャンファー360の高さ)は、ボンディングワイヤ径以上であっても良い。このとき、キャピラリ300の先端面320と片側チャンファー360のなす角は、例えば135度である。
【0047】
図6(b)は、第二の実施形態におけるキャピラリ300の先端部を、圧着側から見た図である。図6(b)のように、穴の内壁のボンディングワイヤ400を屈曲させる側の一部において、片側チャンファー360が形成されている。このような形状を有するキャピラリ300は、例えば、金型によって成型されている。
【0048】
本実施形態によれば、キャピラリ300の先端部のうち、穴の内壁のボンディングワイヤ400を屈曲させる側の一部において、傾斜(片側チャンファー360)が形成されていることにより、ボンディングワイヤ400の屈曲側に対して、有効に荷重および超音波をかけることが出来る。
【0049】
以上、図面を参照して本発明の実施形態について述べたが、これらは本発明の例示であり、上記以外の様々な構成を採用することもできる。
【符号の説明】
【0050】
10 半導体チップ
12 電極パッド
14 絶縁膜
16 スプラッシュアウト
20 インターポーザ
30 封止樹脂
40 半田ボール
100 半導体装置
200 ワイヤボンディング装置
300 キャピラリ
320 先端面
340 テーパ
360 片側チャンファー
400 ボンディングワイヤ
500 カットクランプ
600 振動部
700 制御部
720 配線
800 ステージ
【特許請求の範囲】
【請求項1】
キャピラリの先端部からボンディングワイヤを延出させる延出ステップと、
前記キャピラリをボンド点に近づけるように移動させる移動ステップと、
前記ボンディングワイヤの先端を、前記キャピラリの先端面で前記ボンド点に接触させて圧着する圧着ステップと、
を備え、
前記延出ステップにおいて、前記ボンディングワイヤの先端にボールを形成せずに、前記圧着ステップを行うワイヤボンディング方法。
【請求項2】
請求項1に記載のワイヤボンディング方法において、
前記ボンディングワイヤは、Cuワイヤであるワイヤボンディング方法。
【請求項3】
請求項1または2に記載のワイヤボンディング方法において、
前記圧着ステップの前において、前記キャピラリより手前で前記ボンディングワイヤをカットクランプにより保持するワイヤボンディング方法。
【請求項4】
請求項1〜3のいずれか一項に記載のワイヤボンディング方法において、
少なくとも一方の前記ボンド点は、半導体チップにおける絶縁膜で囲まれた電極パッドであり、
前記キャピラリの先端部のうち、穴の内壁における傾斜の高さは少なくとも前記ボンディングワイヤ径以下であり、
前記キャピラリの先端面の第一の直径r1と、前記先端部の外壁における第二の直径r2と、前記外壁のテーパ角θは、下式(1)及び下式(2)を満たすワイヤボンディング方法。
【数1】
【数2】
(ただし、PWは前記電極パッド周辺における前記絶縁膜の開口部の幅、PHは前記絶縁膜の高さである。)
【請求項5】
請求項1〜4のいずれか一項に記載のワイヤボンディング方法において、
前記キャピラリの先端部のうち、穴の内壁角は直角であるワイヤボンディング方法。
【請求項6】
請求項1〜5のいずれか一項に記載のワイヤボンディング方法において、
前記キャピラリの先端部のうち、穴の内壁の前記ボンディングワイヤを屈曲させる側の一部において、傾斜の高さが前記ボンディングワイヤ径以上であるワイヤボンディング方法。
【請求項7】
ボンディングワイヤをボンド点に接触させて圧着するキャピラリと、
前記キャピラリを制御する制御部と、
を備え、
前記制御部は、
前記キャピラリの先端部から前記ボンディングワイヤを延出させ、
前記キャピラリを、前記ボンド点に近づけるように移動させ、
前記ボンディングワイヤの先端にボールを形成せずに、前記キャピラリにより、前記ボンディングワイヤを前記ボンド点に圧着させるワイヤボンディング装置。
【請求項8】
請求項7に記載のワイヤボンディング装置において、
前記制御部は、前記キャピラリを超音波振動させる振動部を備え、
前記キャピラリを超音波振動および荷重を印加することにより、前記ボンディングワイヤを前記ボンド点に圧着させるワイヤボンディング装置。
【請求項9】
電極パッドを有する半導体チップと、
前記半導体チップを搭載する配線基板と、
前記半導体チップの前記電極パッドと前記配線基板を接続するボンディングワイヤと、
を備え、
前記ボンディングワイヤの先端部が第一の方向に折り曲げられており、かつ、折り曲げられた部分が前記電極パッドに圧着されている半導体装置。
【請求項10】
請求項9に記載の半導体装置において、
前記ボンディングワイヤが前記電極パッドと圧着された幅は、前記ボンディングワイヤ径の1.5倍以下である半導体装置。
【請求項1】
キャピラリの先端部からボンディングワイヤを延出させる延出ステップと、
前記キャピラリをボンド点に近づけるように移動させる移動ステップと、
前記ボンディングワイヤの先端を、前記キャピラリの先端面で前記ボンド点に接触させて圧着する圧着ステップと、
を備え、
前記延出ステップにおいて、前記ボンディングワイヤの先端にボールを形成せずに、前記圧着ステップを行うワイヤボンディング方法。
【請求項2】
請求項1に記載のワイヤボンディング方法において、
前記ボンディングワイヤは、Cuワイヤであるワイヤボンディング方法。
【請求項3】
請求項1または2に記載のワイヤボンディング方法において、
前記圧着ステップの前において、前記キャピラリより手前で前記ボンディングワイヤをカットクランプにより保持するワイヤボンディング方法。
【請求項4】
請求項1〜3のいずれか一項に記載のワイヤボンディング方法において、
少なくとも一方の前記ボンド点は、半導体チップにおける絶縁膜で囲まれた電極パッドであり、
前記キャピラリの先端部のうち、穴の内壁における傾斜の高さは少なくとも前記ボンディングワイヤ径以下であり、
前記キャピラリの先端面の第一の直径r1と、前記先端部の外壁における第二の直径r2と、前記外壁のテーパ角θは、下式(1)及び下式(2)を満たすワイヤボンディング方法。
【数1】
【数2】
(ただし、PWは前記電極パッド周辺における前記絶縁膜の開口部の幅、PHは前記絶縁膜の高さである。)
【請求項5】
請求項1〜4のいずれか一項に記載のワイヤボンディング方法において、
前記キャピラリの先端部のうち、穴の内壁角は直角であるワイヤボンディング方法。
【請求項6】
請求項1〜5のいずれか一項に記載のワイヤボンディング方法において、
前記キャピラリの先端部のうち、穴の内壁の前記ボンディングワイヤを屈曲させる側の一部において、傾斜の高さが前記ボンディングワイヤ径以上であるワイヤボンディング方法。
【請求項7】
ボンディングワイヤをボンド点に接触させて圧着するキャピラリと、
前記キャピラリを制御する制御部と、
を備え、
前記制御部は、
前記キャピラリの先端部から前記ボンディングワイヤを延出させ、
前記キャピラリを、前記ボンド点に近づけるように移動させ、
前記ボンディングワイヤの先端にボールを形成せずに、前記キャピラリにより、前記ボンディングワイヤを前記ボンド点に圧着させるワイヤボンディング装置。
【請求項8】
請求項7に記載のワイヤボンディング装置において、
前記制御部は、前記キャピラリを超音波振動させる振動部を備え、
前記キャピラリを超音波振動および荷重を印加することにより、前記ボンディングワイヤを前記ボンド点に圧着させるワイヤボンディング装置。
【請求項9】
電極パッドを有する半導体チップと、
前記半導体チップを搭載する配線基板と、
前記半導体チップの前記電極パッドと前記配線基板を接続するボンディングワイヤと、
を備え、
前記ボンディングワイヤの先端部が第一の方向に折り曲げられており、かつ、折り曲げられた部分が前記電極パッドに圧着されている半導体装置。
【請求項10】
請求項9に記載の半導体装置において、
前記ボンディングワイヤが前記電極パッドと圧着された幅は、前記ボンディングワイヤ径の1.5倍以下である半導体装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−199484(P2012−199484A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−63886(P2011−63886)
【出願日】平成23年3月23日(2011.3.23)
【出願人】(302062931)ルネサスエレクトロニクス株式会社 (8,021)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月23日(2011.3.23)
【出願人】(302062931)ルネサスエレクトロニクス株式会社 (8,021)
【Fターム(参考)】
[ Back to top ]