
ワイヤーソー用多溝ローラ
【課題】 耐久性および加工精度に優れたワイヤーソー用多溝ローラの提供
【解決手段】ワイヤーが装入される複数の溝を表面に有し、少なくとも該溝の部分がセラミックスによって形成されている多溝ローラであって、上記溝が、溝に装入されたワイヤーを両側の溝面によって挟み込んで支える形状を有することを特徴とするワイヤーソー用多溝ローラ。
【解決手段】ワイヤーが装入される複数の溝を表面に有し、少なくとも該溝の部分がセラミックスによって形成されている多溝ローラであって、上記溝が、溝に装入されたワイヤーを両側の溝面によって挟み込んで支える形状を有することを特徴とするワイヤーソー用多溝ローラ。
【考案の詳細な説明】
【0001】
【考案の属する技術分野】
本考案は、被加工物に砥粒の存在下でワイヤーを摺動させて溝入れや切断などの加工を行うワイヤーソーに用いられる多溝ローラに関する。
【0002】
【従来の技術】
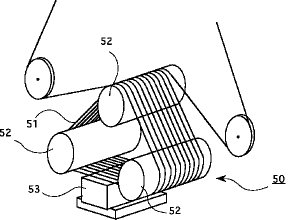
シリコンウエハーなどの半導体材料の精密切断やセラミックス材料の加工などにワイヤーソーが用いられている。このワイヤーソー50の基本構成は、図1に示すように、細いピアノ線等からなるワイヤー51が複数のローラ52の間に所定の張力を保って一方向もしくは往復動自在に支持されており、このワイヤー51をシリコン、磁性材料、水晶などの被加工物53に押し当て、砥粒を含んだラッピングオイルの存在下で摺動して溝入れや切断の加工を行う。
【0003】
上記ローラにはワイヤーを往復動させるドライブローラや被加工物に対してワイヤーを支持するヘッドローラ等が含まれるが、いずれのローラにも、その外周面にはワイヤーを装入して案内する多数の溝が設けられており、被加工物は溝のピッチに応じて加工される。
この多溝ローラの溝部分は被加工物の加工精度を左右する重要な部分であるためにダイヤモンド砥石などによって精密に形成されている。
【0004】
ところが、従来の多溝ローラはナイロンやウレタン等の樹脂によって形成されているためワイヤーによる摩耗が激しいと云った問題があった。また樹脂は変形し易いために長期間使用すると溝の部分が摩耗・変形し、精度の高い加工を行うことができなくなると云う問題もあった。
【0005】
このような材質上の問題を解消するために、溝の部分をセラミックスによって形成した多溝ローラが考案されている(特開昭63-237863号)。このセラミック製ローラは樹脂製ローラに比較すると、一般的には耐久性や加工精度に優れているが、しばしば被加工面が波打つ状態になったり、ピッチ精度が劣る場合が見られる。
【0006】
【考案の解決課題】
本考案は、従来の多溝ローラにおける上記問題を解決したものであって、耐久性および加工精度に優れたワイヤーソー用多溝ローラを提供することを目的とする。
【0007】
すなわち、本考案は、(1)ワイヤーソーに用いられ、ワイヤーが装入される複数の溝を表面に有し、少なくとも該溝の部分がセラミックスによって形成されている多溝ローラであって、上記溝が、溝に装入されたワイヤーを両側の溝面によって挟み込んで支える形状を有することを特徴とするワイヤーソー用多溝ローラに関するものである。
【0008】
本考案の上記多溝ローラの具体的な一例は、(2)溝が両側の傾斜した溝面と溝底からなり、ワイヤーの下面が互いに離れた位置で両側の傾斜溝面に接して支持される溝形状を有するものである。
さらに上記多溝ローラにおいて、好ましくは、(3)ワイヤー中心と両側の傾斜溝面の接点とのなす接触角が90度以上であるもの、(4)ワイヤーの下面が傾斜溝面から溝底に至る屈曲部分に接して支持される溝形状を有するものを含む。
また、これらの多溝ローラにおいて一般的な溝の大きさは、(5)直径0.08〜0.18mmのワイヤーに対して溝底の曲率半径rが0.04〜0.08mmであるものが好ましい。
【0009】
【考案の実施形態】
以下に本考案を図面に示す構成例を参照して詳しく説明する。図2および図3は本考案に係る多溝ローラの部分断面図、図4〜図7は溝の構成例、図8および図9は溝とワイヤーとの接触状態を示す概念図である。
本考案の多溝ローラはワイヤーソーに用いられるローラであって、その外周面に一定もしくは不等間隔に多数の溝が設けられており、該溝にワイヤーが装入されるローラである。この多溝ローラはワイヤーが巻き付けられる筒状ないし棒状の本体部分を有すれば良く、その他の形状は限定されない。
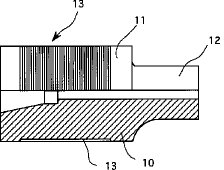
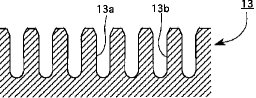
図2に示す多溝ローラ10は、筒状ないし棒状の本体部分11の端部に軸12を有する例であり、軸12によって支持される。この多溝ローラ10の本体部分外周面に溝13が一定間隔ごとに多数設けられている。
【0010】
多溝ローラ10の少なくとも溝13が設けられている部分はセラミックスによって形成されている。溝13の部分をセラミックスによって形成する例を図2および図3に示す。
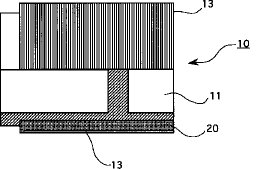
図2は多溝ローラ10の全体をセラミックスによって形成し、その外周面に溝13を形成した例である。また、図3は多溝ローラ10の外周部分をセラミックス20によって形成し、そのセラミックス部分20の表面に溝13を形成した例である。図3に示す多溝ローラ10は、予め本体部分11を金属などのセラミック以外の材質で形成し、その外周に円筒状のセラミックス部分20を嵌め込んで製造することができる。溝13は予めセラミックス部分20に形成しても良く、或いはセラミックス部分20を嵌め込んだ後に溝13を形成しても良い。
【0011】
セラミックスの種類は限定されない。例えば、アルミナ、ジルコニア、炭化珪素、窒化珪素、サーメット、サファイアなどを用いることができる。また、セラミックス部分以外の材質も限定されない。金属、サーメット、インバー、樹脂など、あるいはこれらを複合して用いることができる。図3の構成例のように、本考案の多溝ローラは溝の部分がセラミックスであれば良い。
【0012】
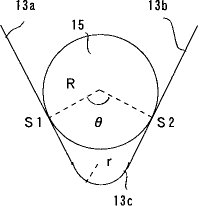
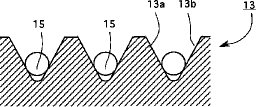
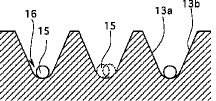
本考案の多溝ローラ10の溝13は、図4〜図7に示すように、この溝13に装入されたワイヤー15をその両側の溝面13a,13bによって挟み込んで支える形状を有するものである。図9の例ではワイヤー15が溝13に装入された状態において、溝底13cに接触するワイヤー15と両側の溝面13a,13bとの間にワイヤー15が揺動する空隙16が生じているが、本考案において溝13がワイヤー15を両側の溝面13a,13bによって挟み込んで支えるとは、このようなワイヤーが揺動する空隙16を生じない状態を云う。
【0013】
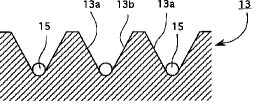
溝13は両側の溝面13a,13bと溝底13cからなり、一般的には図4に示すように、両側の溝面13a,13bが上開きの傾斜面をなすものであるが、図7に示すように溝面13a,13bが垂直面のものも含む。また、溝底13cが曲率半径rの曲面からなるもの、あるいは図6に示すように、傾斜した溝面13a,13bの傾斜角αよりも小さな傾斜角βを有するV字形の傾斜面によって形成されるものを含む。
【0014】
本考案の多溝ローラは、溝13の溝底が曲面でもV字形の傾斜面でも、ワイヤーの下面が互いに離れた位置で両側の傾斜溝面に接して支持される溝形状を有するものである。
具体的な一例としては、図4に示すように、溝底の曲率半径rがワイヤー半径Rよりも小さく、従って、ワイヤー15の下面が溝底13cから離れて両側の溝面13a,13bに接し、ワイヤーが挟み込まれた形状のものである。また、図5に示すように、溝底の曲率半径rがワイヤー半径Rに等しく、従って、ワイヤー15の下面が溝底13cに接触するものでも、その両側の溝面13a,13bがワイヤー15の下面両側に接して挟み込む形状のものが含まれる。
さらに、図6に示すように、溝底がV字形の傾斜面からなるものも、ワイヤー15の下面が溝底13cから離れて両側の溝面13a,13bに接し、ワイヤーが挟み込まれた形状のものが含まれる。
【0015】
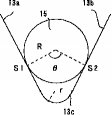
この場合、図8に示すように、ワイヤーの軸中心Oと両側の傾斜溝面の接点S1,S2とのなす接触角θが90度以上であるものが好ましい。接触角θが90度未満であると、図9に示すように、ワイヤーが揺動する空隙16を生じ、しかもワイヤーの張力の垂直方向より水平方向の分力が大きくなるので横方向に揺れやすくなる。
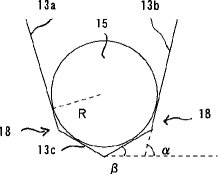
或いは、図6に示すように、ワイヤー15がその両側で傾斜溝面から溝底に至る屈曲部分18に接して支持される溝形状を有するものが好ましい。この場合、ワイヤー15の両側が上記屈曲部分に挟まれた状態になるので、上記接触角θにかかわらず横方向の揺れが阻止される。
【0016】
図9のように、溝底13cの曲率半径rがワイヤー半径Rよりも大きいと、ワイヤー15が溝底13cに接触した状態で、ワイヤー15の両側に空隙16が生じ、このため加工時にワイヤー15が溝内で両側に揺れ、切断面が波打つ状態になる。一方、本考案のように、ワイヤーの両側にこのような空隙がなく、溝13がワイヤー15を両側から溝面によって挟み込む形状を有するものは、ワイヤー15の張力によってワイヤー15が常に挟み込み位置に保持されるので、加工時にワイヤー15が両側に揺れることがなく、従って、切断面が波打たず平滑で精度の高い加工ができる。
【0017】
現在使用されているワイヤーの直径は0.08〜0.18mmのものが多いので、溝底の具体的な大きさとしては、その曲率半径rが0.04〜0.08mmが適当である。
【0018】
本考案の多溝ローラは、図1に示すように、ワイヤーソーに用いられる。図示する例では3個のローラを用いているが使用するローラの数は制限されない。また、使用する溝の数も制限されない。さらに、通常、ローラの溝はローラ外周を各々に一回りする溝が多数形成されるが、ローラ外周を螺旋状に一周する連続した一続きの溝でも良い。また、溝のピッチ数も限定されない。
【0019】
実施例および比較例 外周に多数の溝を有する外径φ90mmのアルミナ製外筒を金属製内筒に嵌合してなる多溝ローラを用い、粒度#4000のSiC砥粒をラッピングオイルに混合した砥液で径100mm×長さ50mmの石英材を1mmピッチで切断し、この切断面の平面度を測定した。溝の形状とワイヤー径の組み合せによる切断状態(平均平面度)を表1に示した。
表1の結果に示すように、本考案に属する多溝ローラを用いたものは、切断面が平滑で波打つことがなく加工精度が高い。一方、従来のセラミックス製多溝ローラを用いた比較例は切断面に凹凸が生じ加工精度が劣る。
【0020】
【表1】

【0021】
【考案の効果】
本考案のワイヤーソー用多溝ローラは、樹脂製ローラよりも格段に耐久性が良く、さらに切断面が波打つ不都合がなく平滑であり、従って従来のセラミックス製ローラよりも高い加工精度が得られる。
【図面の簡単な説明】
【図1】ワイヤーソーの基本構成を示す概念図
【図2】多溝ローラの部分断面図
【図3】多溝ローラの部分断面図
【図4】多溝ローラの溝部分の概略断面図
【図5】多溝ローラの溝部分の概略断面図
【図6】多溝ローラの溝部分の概略断面図
【図7】多溝ローラの溝部分の概略断面図
【図8】溝とワイヤーとの接触状態を示す概念図
【図9】従来のセラミックス製ローラの溝部分の概略断面図
【符号の説明】
10−多溝ローラ、11−本体部分、12−軸、13−溝、13a,13b−溝面、13c−溝底、15−ワイヤー、16−空隙、18−屈曲部分、20−セラミックス部分、50−ワイヤーソー、51−ワイヤー、52−多溝ローラ、53−被加工物
【0001】
【考案の属する技術分野】
本考案は、被加工物に砥粒の存在下でワイヤーを摺動させて溝入れや切断などの加工を行うワイヤーソーに用いられる多溝ローラに関する。
【0002】
【従来の技術】
シリコンウエハーなどの半導体材料の精密切断やセラミックス材料の加工などにワイヤーソーが用いられている。このワイヤーソー50の基本構成は、図1に示すように、細いピアノ線等からなるワイヤー51が複数のローラ52の間に所定の張力を保って一方向もしくは往復動自在に支持されており、このワイヤー51をシリコン、磁性材料、水晶などの被加工物53に押し当て、砥粒を含んだラッピングオイルの存在下で摺動して溝入れや切断の加工を行う。
【0003】
上記ローラにはワイヤーを往復動させるドライブローラや被加工物に対してワイヤーを支持するヘッドローラ等が含まれるが、いずれのローラにも、その外周面にはワイヤーを装入して案内する多数の溝が設けられており、被加工物は溝のピッチに応じて加工される。
この多溝ローラの溝部分は被加工物の加工精度を左右する重要な部分であるためにダイヤモンド砥石などによって精密に形成されている。
【0004】
ところが、従来の多溝ローラはナイロンやウレタン等の樹脂によって形成されているためワイヤーによる摩耗が激しいと云った問題があった。また樹脂は変形し易いために長期間使用すると溝の部分が摩耗・変形し、精度の高い加工を行うことができなくなると云う問題もあった。
【0005】
このような材質上の問題を解消するために、溝の部分をセラミックスによって形成した多溝ローラが考案されている(特開昭63-237863号)。このセラミック製ローラは樹脂製ローラに比較すると、一般的には耐久性や加工精度に優れているが、しばしば被加工面が波打つ状態になったり、ピッチ精度が劣る場合が見られる。
【0006】
【考案の解決課題】
本考案は、従来の多溝ローラにおける上記問題を解決したものであって、耐久性および加工精度に優れたワイヤーソー用多溝ローラを提供することを目的とする。
【0007】
すなわち、本考案は、(1)ワイヤーソーに用いられ、ワイヤーが装入される複数の溝を表面に有し、少なくとも該溝の部分がセラミックスによって形成されている多溝ローラであって、上記溝が、溝に装入されたワイヤーを両側の溝面によって挟み込んで支える形状を有することを特徴とするワイヤーソー用多溝ローラに関するものである。
【0008】
本考案の上記多溝ローラの具体的な一例は、(2)溝が両側の傾斜した溝面と溝底からなり、ワイヤーの下面が互いに離れた位置で両側の傾斜溝面に接して支持される溝形状を有するものである。
さらに上記多溝ローラにおいて、好ましくは、(3)ワイヤー中心と両側の傾斜溝面の接点とのなす接触角が90度以上であるもの、(4)ワイヤーの下面が傾斜溝面から溝底に至る屈曲部分に接して支持される溝形状を有するものを含む。
また、これらの多溝ローラにおいて一般的な溝の大きさは、(5)直径0.08〜0.18mmのワイヤーに対して溝底の曲率半径rが0.04〜0.08mmであるものが好ましい。
【0009】
【考案の実施形態】
以下に本考案を図面に示す構成例を参照して詳しく説明する。図2および図3は本考案に係る多溝ローラの部分断面図、図4〜図7は溝の構成例、図8および図9は溝とワイヤーとの接触状態を示す概念図である。
本考案の多溝ローラはワイヤーソーに用いられるローラであって、その外周面に一定もしくは不等間隔に多数の溝が設けられており、該溝にワイヤーが装入されるローラである。この多溝ローラはワイヤーが巻き付けられる筒状ないし棒状の本体部分を有すれば良く、その他の形状は限定されない。
図2に示す多溝ローラ10は、筒状ないし棒状の本体部分11の端部に軸12を有する例であり、軸12によって支持される。この多溝ローラ10の本体部分外周面に溝13が一定間隔ごとに多数設けられている。
【0010】
多溝ローラ10の少なくとも溝13が設けられている部分はセラミックスによって形成されている。溝13の部分をセラミックスによって形成する例を図2および図3に示す。
図2は多溝ローラ10の全体をセラミックスによって形成し、その外周面に溝13を形成した例である。また、図3は多溝ローラ10の外周部分をセラミックス20によって形成し、そのセラミックス部分20の表面に溝13を形成した例である。図3に示す多溝ローラ10は、予め本体部分11を金属などのセラミック以外の材質で形成し、その外周に円筒状のセラミックス部分20を嵌め込んで製造することができる。溝13は予めセラミックス部分20に形成しても良く、或いはセラミックス部分20を嵌め込んだ後に溝13を形成しても良い。
【0011】
セラミックスの種類は限定されない。例えば、アルミナ、ジルコニア、炭化珪素、窒化珪素、サーメット、サファイアなどを用いることができる。また、セラミックス部分以外の材質も限定されない。金属、サーメット、インバー、樹脂など、あるいはこれらを複合して用いることができる。図3の構成例のように、本考案の多溝ローラは溝の部分がセラミックスであれば良い。
【0012】
本考案の多溝ローラ10の溝13は、図4〜図7に示すように、この溝13に装入されたワイヤー15をその両側の溝面13a,13bによって挟み込んで支える形状を有するものである。図9の例ではワイヤー15が溝13に装入された状態において、溝底13cに接触するワイヤー15と両側の溝面13a,13bとの間にワイヤー15が揺動する空隙16が生じているが、本考案において溝13がワイヤー15を両側の溝面13a,13bによって挟み込んで支えるとは、このようなワイヤーが揺動する空隙16を生じない状態を云う。
【0013】
溝13は両側の溝面13a,13bと溝底13cからなり、一般的には図4に示すように、両側の溝面13a,13bが上開きの傾斜面をなすものであるが、図7に示すように溝面13a,13bが垂直面のものも含む。また、溝底13cが曲率半径rの曲面からなるもの、あるいは図6に示すように、傾斜した溝面13a,13bの傾斜角αよりも小さな傾斜角βを有するV字形の傾斜面によって形成されるものを含む。
【0014】
本考案の多溝ローラは、溝13の溝底が曲面でもV字形の傾斜面でも、ワイヤーの下面が互いに離れた位置で両側の傾斜溝面に接して支持される溝形状を有するものである。
具体的な一例としては、図4に示すように、溝底の曲率半径rがワイヤー半径Rよりも小さく、従って、ワイヤー15の下面が溝底13cから離れて両側の溝面13a,13bに接し、ワイヤーが挟み込まれた形状のものである。また、図5に示すように、溝底の曲率半径rがワイヤー半径Rに等しく、従って、ワイヤー15の下面が溝底13cに接触するものでも、その両側の溝面13a,13bがワイヤー15の下面両側に接して挟み込む形状のものが含まれる。
さらに、図6に示すように、溝底がV字形の傾斜面からなるものも、ワイヤー15の下面が溝底13cから離れて両側の溝面13a,13bに接し、ワイヤーが挟み込まれた形状のものが含まれる。
【0015】
この場合、図8に示すように、ワイヤーの軸中心Oと両側の傾斜溝面の接点S1,S2とのなす接触角θが90度以上であるものが好ましい。接触角θが90度未満であると、図9に示すように、ワイヤーが揺動する空隙16を生じ、しかもワイヤーの張力の垂直方向より水平方向の分力が大きくなるので横方向に揺れやすくなる。
或いは、図6に示すように、ワイヤー15がその両側で傾斜溝面から溝底に至る屈曲部分18に接して支持される溝形状を有するものが好ましい。この場合、ワイヤー15の両側が上記屈曲部分に挟まれた状態になるので、上記接触角θにかかわらず横方向の揺れが阻止される。
【0016】
図9のように、溝底13cの曲率半径rがワイヤー半径Rよりも大きいと、ワイヤー15が溝底13cに接触した状態で、ワイヤー15の両側に空隙16が生じ、このため加工時にワイヤー15が溝内で両側に揺れ、切断面が波打つ状態になる。一方、本考案のように、ワイヤーの両側にこのような空隙がなく、溝13がワイヤー15を両側から溝面によって挟み込む形状を有するものは、ワイヤー15の張力によってワイヤー15が常に挟み込み位置に保持されるので、加工時にワイヤー15が両側に揺れることがなく、従って、切断面が波打たず平滑で精度の高い加工ができる。
【0017】
現在使用されているワイヤーの直径は0.08〜0.18mmのものが多いので、溝底の具体的な大きさとしては、その曲率半径rが0.04〜0.08mmが適当である。
【0018】
本考案の多溝ローラは、図1に示すように、ワイヤーソーに用いられる。図示する例では3個のローラを用いているが使用するローラの数は制限されない。また、使用する溝の数も制限されない。さらに、通常、ローラの溝はローラ外周を各々に一回りする溝が多数形成されるが、ローラ外周を螺旋状に一周する連続した一続きの溝でも良い。また、溝のピッチ数も限定されない。
【0019】
実施例および比較例 外周に多数の溝を有する外径φ90mmのアルミナ製外筒を金属製内筒に嵌合してなる多溝ローラを用い、粒度#4000のSiC砥粒をラッピングオイルに混合した砥液で径100mm×長さ50mmの石英材を1mmピッチで切断し、この切断面の平面度を測定した。溝の形状とワイヤー径の組み合せによる切断状態(平均平面度)を表1に示した。
表1の結果に示すように、本考案に属する多溝ローラを用いたものは、切断面が平滑で波打つことがなく加工精度が高い。一方、従来のセラミックス製多溝ローラを用いた比較例は切断面に凹凸が生じ加工精度が劣る。
【0020】
【表1】
【0021】
【考案の効果】
本考案のワイヤーソー用多溝ローラは、樹脂製ローラよりも格段に耐久性が良く、さらに切断面が波打つ不都合がなく平滑であり、従って従来のセラミックス製ローラよりも高い加工精度が得られる。
【図面の簡単な説明】
【図1】ワイヤーソーの基本構成を示す概念図
【図2】多溝ローラの部分断面図
【図3】多溝ローラの部分断面図
【図4】多溝ローラの溝部分の概略断面図
【図5】多溝ローラの溝部分の概略断面図
【図6】多溝ローラの溝部分の概略断面図
【図7】多溝ローラの溝部分の概略断面図
【図8】溝とワイヤーとの接触状態を示す概念図
【図9】従来のセラミックス製ローラの溝部分の概略断面図
【符号の説明】
10−多溝ローラ、11−本体部分、12−軸、13−溝、13a,13b−溝面、13c−溝底、15−ワイヤー、16−空隙、18−屈曲部分、20−セラミックス部分、50−ワイヤーソー、51−ワイヤー、52−多溝ローラ、53−被加工物
【実用新案登録請求の範囲】
【請求項1】 ワイヤーソーに用いられ、ワイヤーが装入される複数の溝を表面に有し、少なくとも該溝の部分がセラミックスによって形成されている多溝ローラであって、上記溝が、溝に装入されたワイヤーを両側の溝面によって挟み込んで支える形状を有することを特徴とするワイヤーソー用多溝ローラ。
【請求項2】 溝が両側の傾斜した溝面と溝底からなり、ワイヤーの下面が互いに離れた位置で両側の傾斜溝面に接して支持される溝形状を有する請求項1に記載の多溝ローラ。
【請求項3】 ワイヤー中心と両側の傾斜溝面の接点とのなす接触角が90度以上である請求項2に記載の多溝ローラ。
【請求項4】 ワイヤーの下面が傾斜溝面から溝底に至る屈曲部分に接して支持される溝形状を有する請求項1または2に記載の多溝ローラ。
【請求項5】 直径0.08〜0.18mmのワイヤーに対して溝底の曲率半径rが0.04〜0.08mmである請求項1〜4のいずれかに記載の多溝ローラ。
【請求項1】 ワイヤーソーに用いられ、ワイヤーが装入される複数の溝を表面に有し、少なくとも該溝の部分がセラミックスによって形成されている多溝ローラであって、上記溝が、溝に装入されたワイヤーを両側の溝面によって挟み込んで支える形状を有することを特徴とするワイヤーソー用多溝ローラ。
【請求項2】 溝が両側の傾斜した溝面と溝底からなり、ワイヤーの下面が互いに離れた位置で両側の傾斜溝面に接して支持される溝形状を有する請求項1に記載の多溝ローラ。
【請求項3】 ワイヤー中心と両側の傾斜溝面の接点とのなす接触角が90度以上である請求項2に記載の多溝ローラ。
【請求項4】 ワイヤーの下面が傾斜溝面から溝底に至る屈曲部分に接して支持される溝形状を有する請求項1または2に記載の多溝ローラ。
【請求項5】 直径0.08〜0.18mmのワイヤーに対して溝底の曲率半径rが0.04〜0.08mmである請求項1〜4のいずれかに記載の多溝ローラ。
【図1】

【図2】
【図3】
【図4】
【図8】
【図5】
【図6】
【図7】
【図9】
【図2】
【図3】
【図4】
【図8】
【図5】
【図6】
【図7】
【図9】
【登録番号】第3044020号
【登録日】平成9年(1997)9月24日
【発行日】平成9年(1997)12月12日
【考案の名称】ワイヤーソー用多溝ローラ
【国際特許分類】
【評価書の請求】有
【出願番号】実願平9−4651
【出願日】平成9年(1997)6月3日
【出願人】(000000240)秩父小野田株式会社 (1,449)
【登録日】平成9年(1997)9月24日
【発行日】平成9年(1997)12月12日
【考案の名称】ワイヤーソー用多溝ローラ
【国際特許分類】
【出願番号】実願平9−4651
【出願日】平成9年(1997)6月3日
【出願人】(000000240)秩父小野田株式会社 (1,449)
[ Back to top ]