
ワイヤー/繊維の環およびこの製造方法
4箇所の時計周りの位置において、ワイヤー/繊維環は2つの層を有している。それぞれの層は、第1の直径を有する第1のストランドと、第1の直径と異なる第2直径を有する第2のストランドとを含んでいる。第2のまたはそれ以降の層は、近接する層の間において、上記ストランドが所定の位置になるように配置されている。上記配列が形成された後、その後の圧密工程においてワイヤーが上記配列の周囲に被せられ、形成された配列は、真空状況下で密閉される。加熱および加圧後、ワイヤー/繊維の配列は空孔率が約12%であり、繊維割合は0%以上70%以下、好ましくは、30%以上45%以下の範囲となる。
【発明の詳細な説明】
【発明の詳細な説明】
【0001】
〔技術分野〕
本発明はワイヤー/繊維の環に関し、詳細には、改良された空孔および繊維割合を有する改良されたマトリックス複合材料であるワイヤー/繊維の環および改良されたこの製造方法に関する。
【0002】
〔背景技術〕
チタンマトリックス複合材料は(TMC)環は、高温条件下にて用いられる回転部材の用途として非常に有用である。具体的には、剛性および強度が設計上、不可欠であるタービンエンジンが挙げられる。このような有用な用途があるにもかかわらず、TMCの製造過程において、一般的にある作用が悪影響を及ぼすことが知られている。なお、上記の有用な用途により、TMCの作製技術は将来的に有望である。チタンワイヤーと炭化ケイ素の繊維は、環状を補強する配列を形成するように結合する。TMC環の二次加工方法については、Hanusiak らに付与された米国特許第5,763,079号の明細書等および Bachelet に付与された米国特許第5,460,774号の明細書等に開示されている。これら2つの特許は異なる方法であるものの、同じ結果となっている。しかしながら、設計が不可欠である方法において、両特許は共に可撓性を得る点で制限を受ける。
【0003】
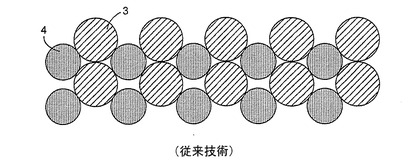
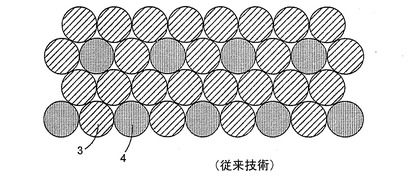
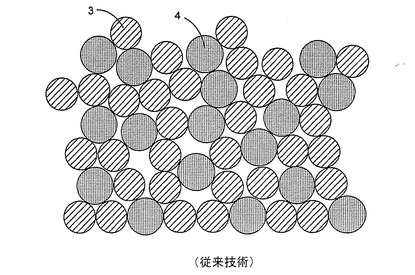
Hanusiak らによって開示された手法を図1A〜図1Cに示す。この提案によれば、ワイヤー3および繊維4は、1対1の比率に限定される。しかし、ワイヤー3の直径は繊維4の直径よりも大きい限り、ワイヤーの直径は繊維の直径と異なり得る。ワイヤーの直径と繊維の直径の選択によって、結果物である複合材料において繊維割合が構成されることとなる。例えば、直径が0.007インチのワイヤーと、直径が0.0056インチの繊維とを用いた場合、繊維割合が30%である複合材料が得られる。Hanusiak らの手法に従って得られたアセンブリは、全成分がワイヤーを含んでいるテープと、全成分が繊維を含んでいるもう一方のテープとから構成され、上記2つのテープは、アセンブリ一枚毎に2つの層を形成するように結合している。それぞれのテープは、同じ大きさに形成されている。しかし、一方のテープに含まれる成分の大きさは、他方のテープに含まれる成分の大きさと同じである必要はない。アセンブリは、近接した繊維4が互いに接触することなく、異なる種類のテープが交互に用いられることにより形成されている。Hanusiak らの手法よる上記構造の有利な点としては、繊維の直径に対するワイヤーの直径の比率を変化させることができるので、繊維割合が35%から45%までの範囲である複合材料を容易に作製することができる点である。上記の範囲であれば、効率的な環構造を得るのに望ましい。一方、Hanusiak らの手法よる上記構造の不利な点として、約20%の空孔を含む配列には金属移動が生じる間に好ましくない咬頭形成が生じ、厚い部分が生じるというデメリットがある。さらに、hanusiak らの手法による構造では、圧密工程中にTMCの空孔率が部分的に変化するという構造的な不安定性も存している。
【0004】
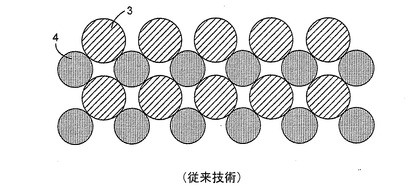
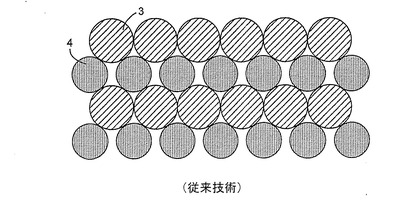
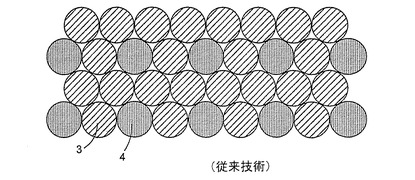
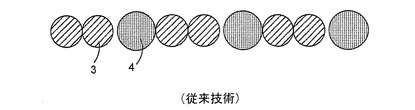
図1Aは、Hanusiak らの手法よる複合材料環1を示す断面図である。同図においては最大の繊維間隔が設けられている。つまり、高さ方向のみにおいて、ワイヤー3が繊維と接するよう位置している。図1Bは、Hanusiak らの手法による実施例を示している。同図において、中程度の繊維間隔が設けられており、つまり、高さ方向と幅方向に繊維同士は等しく間隔を設けられている。図1Cは、さらに、Hanusiak らの手法による構造の他の配置を示している。同図において、繊維間隔とワイヤー3とは側面または幅方向においてのみ互いに接している。
【0005】
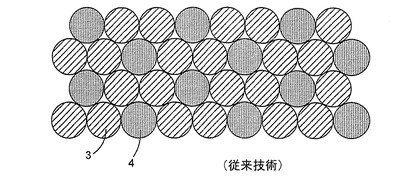
Bachelet による手法を図2A〜図2Cに示す。Bachelet の手法によれば、ワイヤー/繊維の組み合わせは、2/1または3/1の比率に制限される。さらに、Bachelet によって開示された全ての例には、ワイヤーの直径が繊維の直径と同じであるという制限がある。全てのアセンブリは一枚毎に2つの層が形成されており、図2A〜図2Cに示されるような3種類の層のようになる。
【0006】
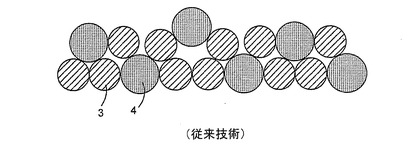
特に、図2Aに示すように、各層は2箇所のワイヤー3によって分割された繊維4によって形成されている。そして、2番目以降の層において、2箇所のワイヤー3間において繊維4が入れ子構造となるよう、2番目の層は側面に沿って配置されている。
【0007】
Bachelet による構造の他の形態として、図2Bおよび図2Cに示すように、1層は1箇所分の直径のワイヤー3によって、繊維4が隔てられている。2番目の層は、1番目の層における繊維4と同じ直径のワイヤー3で形成されている。Bachelet の提案の有利な点としては、空孔率が約10%程度であることが挙げられる。そして、上記の構成は、一見以後の圧密工程において安定であると思われる。さらには、Bachelet の提案は、TMCの周囲に沿って咬頭形成され難いので、厚い部分が形成するために有利である。これは、結果物における繊維の割合が相対的に低いことによるものである。一方、Bachelet の提案の不利な点として、ワイヤーおよび繊維の直径が制限され、その限界は繊維の割合の上限が25%または33%となる点である。これら繊維の割合は、設計上の観点から、最も好ましい範囲内に属していない。すなわち、上記繊維の割合は40%である場合、種々の設計上、有利な性能を高めることができるので望ましい。
【0008】
さらに、Hanusiak らおよびBachelet の特許文献に開示された全ての例では、何れの単層における成分は同じ大きさに限定される。しかしながら、上記の特許文献では、1つの層における成分は異なる直径を有する場合について除外されておらず、上記特許文献における構造に付随する特筆すべき問題についても示されていない。なお、異なる大きさの成分が単層に供給され、同時に、層における全ての成分が、巻き取りの中心に作用すると、内在する不安定さが現れるか、もしくは構造的に不安定になる。
【0009】
任意の単層における全ての成分を活用することは、Bachelet の手法のように特別な要求が生じることが留意されるべきである。Bachelet の文献には、螺旋状の回転軸上にある1番目の層における成分の空間的な制御方法について何ら開示されていないため、Bachelet はこの制限を1番目の層において成分の間隔を制御することに適用しているようである。このことは、最終的な配置が効果的になされるために、1番目の層における成分が移動されることを示唆している。2番目以降の層における成分の配置は、1番目の層における成分同士によって形成される間隔により規定されることとなる。ワイヤーおよび繊維の直径が異なる成分同士を有する1番目の層が供給されることによって、以降の層の成分は、入れ子構造を形成した部分が不明確となり、そのアセンブリは無秩序な状態になる。図3A〜図3Cは、異なる大きさの成分を有する1番目の層に、異なる大きさの成分を有する2番目の層が配置された状態を示している。また、最終的に、複数の層が用いられた場合、実質的に全ての秩序は失われた状態を示している(図3C)。すなわち、2番目以降の層が実質的に同時に形成されたとしても、層において異なる大きさの成分が含まれると、正しく配列された箇所に競合作用が作用することを示している。
【0010】
以上のことから、安定した配列で低い空孔率を達成するために、上記配列が可撓性を備える上で、繊維割合が0%以上70%以下、好ましくは、30%以上45%以下である改良された手法が必要とされている。
【0011】
〔発明の開示〕
以上のように、本発明の目的は、いずれの層においても各成分を明確な配置とすることができる、改良されたTMCワイヤー/繊維環アレイおよびこの製造方法を提供することにある。
【0012】
また、本発明のさらなる目的は、空孔が少なく、好ましい繊維割合であるTMCワイヤー/繊維環アレイを提供することにある。
【0013】
また、本発明のさらなる目的は、単層において異なる直径の成分を含むTMCワイヤー/繊維環アレイを提供することにある。
【0014】
また、本発明のさらなる目的は、ワイヤーおよび/または繊維の1番目の層に対する明確な配置を提供できる巻き取り用の回転軸を提供することにある。
【0015】
また、本発明の他の目的は、安定的で効果的な圧密工法を達成するために製造装置を明確に規定し、実施することにある。
【0016】
以上のように、本発明の目的および他の目的を達成するために、第1の層として、多用な第1のストランドまたは第1の直径および所定間隔を互いに有する成分を有する複合材料環を提供することにある。第2のストランドは、第1のストランドの直径と異なる第2の直径を有し、近接する第1のストランドの間に適合するように配置されている。その結果、第1の層が構成される。
【0017】
第2の層として、複数の第3のストランドは、上記第1のストランドの直径と同じ直径を有しており、第3のストランドは、第1の層における第2のストランド間の範囲を覆うように、第1のストランドの逆側に配置されている。最終的に、複数の第4のストランドは、第2のストランドと同じ直径を有している。また、隣接する第4のストランド間の範囲が、第3のストランドの中心を覆うように配置されるよう、複数の第4のストランドは、第2のストランドの逆側に配置されている。最終的な全体の構成は、例えば、4組のまたは4束のストランドである、4つのテープによって得られる2層の構造である。
【0018】
本発明の好ましい実施の形態では、第1のストランド、第2のストランド、第3のストランドおよび第4のストランドは、少なくとも繊維またはワイヤーの何れかであることが好ましい。TMCワイヤー/繊維環を得るために、上記繊維は炭化ケイ素から成っていることが好ましく、上記ワイヤーはチタンから成っていることが好ましい。
【0019】
また、本発明において、上記繊維のストランドはワイヤーのストランドよりも大きな直径を有していることが好ましい。このような構成は、最終的に、繊維割合が30%以上であることが好ましく、空孔率が約12%以上であることが好ましい。
【0020】
また、本発明の製造方法に係る好ましい実施の形態において、回転軸は、第1の層におけるそれぞれのストランドを所望の位置に一致させるための溝を備えており、上記回転軸は、TMCの一部を巻き付けるために備えられている。これによって、第1の層における入れ子構造は第2の層およびそれ以降の層に対し適切に配置される。あるいは、‘溝’は回転軸に備えられ、ワイヤーの層が選択された直径を有することによって、第1のストランド層に対し、望ましい間隔を構成する所定の入れ子構造が形成される。
【0021】
本発明に係る製造方法によれば、テープは同時に巻き取られた複数のストランドから成っている。しかし、それぞれのテープは、異なる接線上または‘時計’位置で、上記回転軸に適用される。巻き取り工程は、所望の厚みとなるまで継続される。好ましい実施の形態において、複数のストランド同士は側面において互いに接触していても、接触していなくてもよい。
【0022】
本発明に係る好ましい実施の形態によれば、巻き取り工程が完全に終了した後に、ストランドが露出された層は、配列パターンが保持されるため、上包ワイヤー(over-wrap wire)によって覆われていることが好ましい。
【0023】
本発明に係るワイヤー/繊維アレイを製造する製造装置は、巻き取り用の回転軸と、上記巻き取り表面から半径方向外側にある二組の側面環と、側面環の少なくとも一方において接触し、上記巻き取り表面、上記側面環の内側表面および上記閉環の表面によって規定されるアセンブリが配置される場所を取り囲む閉環とを有していることが好ましい。
【0024】
上記側面環は、圧密工程の間、構築を促すレリーフカットを含んでいることが好ましい。また、上記巻き取り表面は、上記側面環に近接した段部を備えて成ることが好ましい。
【0025】
上包ワイヤーが端部の位置に調整されるため、上記側面環はその先端部の一部に溝を含んでいることが好ましい。構築が完全に終了した際に、アセンブリが配置される場所に配置されたワイヤー/繊維アセンブリを囲む上包ワイヤーに、上記閉環が接触するように配置されていることが好ましい。
【0026】
本発明によれば、巻き取り用の回転軸と、上記ガイドローラーは回転軸の周囲の所定位置にそれぞれ配置されている、上記回転軸の周囲に複数のガイドローラーと、上記複数のガイドローラーの1つによって導かれる複数のテープとから成っており、上記複数のテープはそれぞれ、複数のストランドから成っている巻き取り装置を提供できる。上記巻き取り用の回転軸が回転している際に、巻き取り用の回転軸上において、上記テープのそれぞれは連続的に一方のテープが他方のテープ上に配置される。
【0027】
本発明によれば、ストランドは、側面環によって巻き取り用の回転軸に巻き付けられる、上記巻き取り用の回転軸上に複数の上記ストランドを巻き付ける工程と、複数の上記ストランドを上包ワイヤーによって覆う工程と、上記巻き取り表面、上記側面環の内側表面および閉環の表面によって規定されるアセンブリが配置される場所において、上記ストランドおよび上記上包ワイヤーを上記閉環によって覆う工程とを備えるグリーンワイヤー/繊維アレイの製造方法を提供できる。また、上記巻き取り用の回転軸、側面環および閉環は、製造装置を構成するものである。
【0028】
上記製造装置は、上記密閉容器へチューブを通し、アルゴンなどの不活性ガスを流すものであることが好ましく、強制的に不活性ガスを流すものであることが好ましい。
【0029】
上記密閉容器が十分に脱気され、全混入物および不要なガスが排除された後に、上記密閉容器は密閉され、圧密工程は確実になされる。
【0030】
上記圧密する工程は、約15000psiの圧力下で、ストランドを約1650°Fで加熱する工程を含むことが好ましい。このような条件下であれば、タービンディスクのような一体となっている材料であっても、上記側面環が側面に移動し、ワイヤー/繊維アレイは機械加工可能な位置に向かって圧密されることができる。
【0031】
〔発明を実施するための最良の形態〕
まず、図4Aから図4Eまでおよび図5を用いて、本発明に係る実施の形態について説明する。本発明によれば、改良された手法によって、低い空孔率と共に繊維割合が0%以上70%以下、好ましくは、30%以上45%以下の範囲である可撓性を備えるワイヤー/繊維環を得ることができる。
【0032】
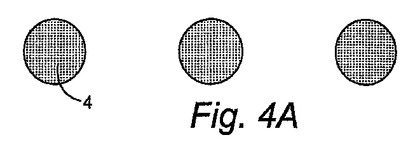
本発明によれば、図4Aから図4Eまでおよび図5に示すように、4つの工程において4枚のテープによって2つの層が形成される積層工程は制御される。このように積層工程を制御することによって、従来技術において問題であった安定性の問題が克服される。図に示されるように、連続して時計位置58a〜dにおいて、巻き取り芯または回転軸50に4枚のテープ56a〜dを用いて、異なる大きさの成分が正確に積み重ねられる。それぞれの時計位置において、巻き取り芯に作用させるテープは、全ワイヤー成分または全繊維成分のサイズが等しいものである。上記テープにおける成分の選択と、上記テープの一連の処理が行われることによって、望ましいアセンブリを設計することができる。本発明によれば、直径が異なったワイヤーおよび繊維が用いられたとしても、巻き取り芯に作用させた際に、それぞれの層においてそれぞれの成分を明確な位置とすることができる。
【0033】
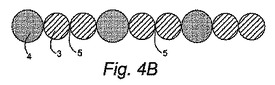
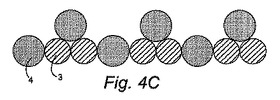
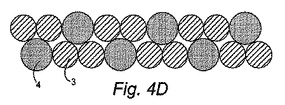
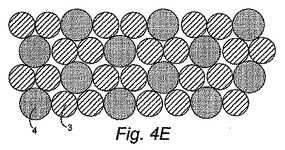
特に、図4Aにおいて、複数の繊維4が最初に配置されている。図4Bにおいては、最初に配置された繊維4のように、同じ層に複数のワイヤー3が配置されている。好ましい形態において、2つの近接した繊維4の間に2つのワイヤー3が配置されるよう、最初の繊維間の距離が設定されている。図4Cに示すように、第3の時計位置において、第2の層は、繊維4によって上部が形成される。それぞれの繊維4はワイヤー同士の間に位置する接点5を覆うように配置されている。図4Dにおいて、複数のワイヤー3は、近接する繊維4の間の間隔を満たすよう配置され、第2の層を完全に満たしている。これらの工程は所望の厚さが得られるまで複数回繰り返される。図4Eは本発明に係る2・2層の構造を示している。
【0034】
さらに好ましい形態において、得られた配列(図4D、図4E)は、空孔成分が比較的低く、約12%であるのでより好ましい。一方、本発明によれば、所望の成分割合を提供する直径の関係を考慮して、ワイヤー/繊維を選択することによって、所望の範囲におけるどの値であっても、繊維成分を容易に制御することができる。
【0035】
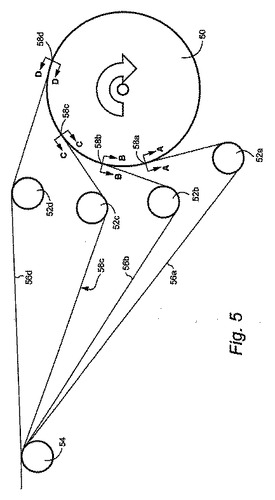
図5は、例えば、4枚のテープが用いられた2枚の層である一枚の合板を得るための装置を示している。複数の鎖を容易に形成できるよう、個々のテープ56a〜dは、回転軸50における所定の時計位置58a〜dで合わせられる。図5に示す装置は、リードローラー54と、複数のガイドローラー52a〜dを含んでいる。この複数のガイドローラー52a〜dは、回転軸50の周囲にそれぞれ配置されており、個々のテープ56a〜dを所望の時計位置において回転軸50に作用させるものである。
【0036】
ここで、重要な点として、繊維は好ましくはSiCからなっており、ワイヤーは好ましくはチタンからなっている。しかし、例えば他の金属など他の適切な材料を用いてもよい。
【0037】
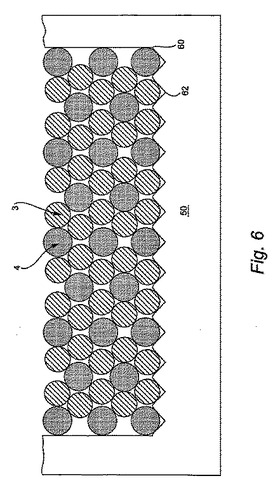
複数のテープを回転軸50に層とすることにより、異なる大きさの成分またはストランドを用い配列を組み立てるという課題を解決することができる。しかし、初期の巻き取り時に、成分の配置を制御するという課題は以前残る。Bachelet の手法において、全両成分は接触して存在している。そのため、それぞれの成分またはストランドの配置は、近接したストランドによって制限される。図4Bにおける第1の層は、2つのテープであるテープ56aおよびテープ56bが合わせられたものである。図4Aに明確に示されるように、第1のテープの各ストランドは互いに接しておらず、また、テープ1の各ストランドは、その位置を明確に定義されていない。本発明に係る手法によれば、図6に示すように、それぞれ、第1のストランドであるテープ56aおよび第2のストランドであるテープ56bが所望のストランドの位置に合致するよう、回転軸50の表面60には溝62が機械加工されている。溝62によって、第1の層を完全に制御する点において、どのような手順およびストランドの位置であっても、第1のテープ56aの成分およびストランドを巻き取り用の回転軸50に適合させることができる。さらに、ストランドは第2の層を構成する。特に、テープ56aおよびテープ56bのストランドは、その後、第1の層のストランド同士間にある間隔の位置に応じて配置される。その後形成される層は、上記のように構成される。
【0038】
回転軸50の表面60上にある複数の溝62を用いることによって、ワイヤー-繊維の配置設計の制限を軽減できる。図4Aから図4Eまでに示すように、回転軸50に、配列された成分を適合する方法によって、異なる大きさのストランドからなる配列を確実に組み立てることができる。そして、図6に示すようにその間隔は制御される。これらの例は、ワイヤーが2に対して繊維が1であり、ワイヤー3は繊維4よりも小さな直径を有している。さらに、回転軸50に適合された全ワイヤー/繊維ストランドは互いに接触している。本発明によれば、図3Aから図3Cまでに示されるように、異なる直径の成分またはストランドにおいて従来技術に係る内在する不安定さを回避することができる。
【0039】
図7Aから図7Bまでは、図4に示すような接触した成分における積層過程および内在する不安定さを示している。図7Aから図7Bまでにおいて、ワイヤー3は繊維4よりも大きな直径を有している。すなわち、その配置は1対2の成分割合である。上記割合が‘2’の成分は割合が‘1’の成分よりもその成分またはストランドの直径が大きいものである。特に、図7Dから図7Bまでは、数層だけが形成された後に、入れ子構造に競合作用によって配列に歪みが生じている状態を示している。実際には、このような配列の歪みを軽減させることができる時計位置の配列は存在しない。本発明によれば、成分の直径とは独立して、第1の層における成分の間隔を自由に配置させることができる。設計者は、‘2’の成分は‘1’の成分よりもその直径が小さくなければならないという制限を排除することによって、設計に適し、成分の配置の範囲を広くするために、その配列を幾何学的に制御することができる。
【0040】
図8Aから図8Eまでは、溝付きの回転軸50により、第1の層における個々のストランドの間隔を制御することによって、ワイヤー3が繊維4よりも大きな直径を有する場合の確実な配列の構成方法を示している。特に、図8Bに示すように、第1の層におけるストランドの1つは、他のストランドと互いに接していない。これは、図6に示すような溝付きの回転軸50を用いることによって可能となる。図8Cから図8Eまでに示すその結果生じた層は、第1の層が(図8B)適切な間隔を形成されているため、明確な入れ子構造を提供することができる。
【0041】
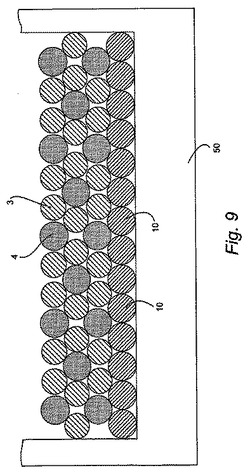
回転軸50の溝は、種々の実行可能な方法によって形成されるものであるが、非常に有効である。図6は、回転軸50における機械加工された溝62を示している。この手法は比較的低コストにて実施されることが可能である。回転軸上にワイヤーおよび繊維を所望の間隔で配置するための他の効果的な手法は、図9に示されている。この手法においては、間隔保持ワイヤー(spacing wire)10は回転軸50の周囲に第1の層を覆うように供給されている。この手法においては、ワイヤーの直径は所望の成分の配置によって、対応させればよい。また、これらのワイヤーを接触するように巻き付けることによって、機械加工を必ずしも使用することなく、好ましい溝を低コストで形成することができる。
【0042】
これまでは、タービンエンジンの回転部材やシャフトに好ましく用いることができる螺旋形帯筋の多層材の環またはシャフトの製造において特に有用なワイヤー/繊維アセンブリのための直接的な手法および構造について説明してきた。しかしながら、この巻き付け工程によっては、‘グリーン’(green)ワイヤー/繊維配置しか得ることができない。この配置は、有用な完成品の多層の環を製造することに用いられるものである。一般的に、以下に詳細に述べるように、一連の製造工程は、適切な製造装置にワイヤー/繊維アレイを封入する工程、得られたアセンブリからガスおよび汚染可能性がある混入物を除去する排出工程、内部の空孔空間において真空状態を保つためのアッセンブリを密閉する密閉工程、全ての空孔を除去する圧密工程(consolidating)および所望の最終的な寸法(dimensions)に機械加工する工程を含んでいる。
【0043】
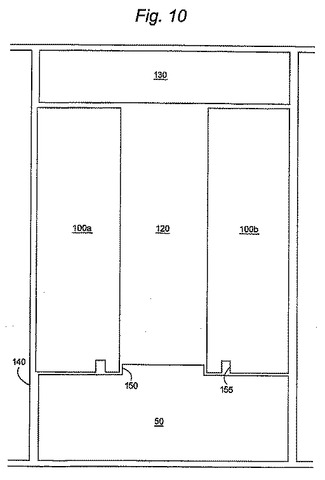
好ましい製造装置は、ワイヤー/繊維アレイのアッセンブリ用の回転軸50、圧密工程の間、アセンブリの外部へ空孔を圧迫する圧盤および機械加工する工程の後に、完成した多層材を覆うための金属を備えている。図10は、特に好ましく用いられる典型的な製造装置を示している。その用途としては、例えば、タービンエンジンの回転部材を挙げることができる。
【0044】
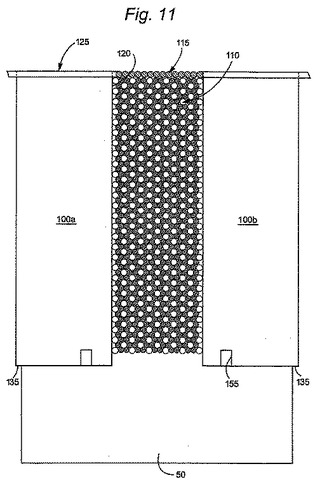
図10および図11に示すように、巻き取りサブアレイには、側面環100aおよび側面環100bを備える回転軸50が連結されている。サブアレイには、巻線機が搭載され、ワイヤー/繊維アレイ110が図5に示す手法によって構成される。ワイヤー/繊維アレイ110は、その後アッセンブリにおける補助のために巻き上げの最初から最後まで接着性のある部材によって所定の位置に一時的に固定される。図11に示すように、持続的な固定のためには、チタンワイヤー115の上包層(over-wrap layer)はサブアセンブリキャビティ120に巻き付けられ、その一方に固定されるよう、例えば、チタンワイヤー上包層115が溝125に備えられる構成とできる。チタンワイヤー上包層115は一方の側面環、例えば100aにある隙間に向かうように、張力がかかった状態で接触する層を形成するように巻き上げられ、機械的に装着されることができる。また、他方の側面環、例えば、100bも同様である。このように張力によって固定された層は、上記工程中、所定位置においてワイヤーおよび繊維成分またはストランド3,4を固定している。これにより、ガスを排出する間、接着性アセンブリエイドを移動させることができるため望ましい。機械的な固定がなされない場合、ワイヤーおよび繊維のストランドは、自由に移動してしまい、その配列の形状を制御することができない。
【0045】
製造装置は、巻き取りサブアセンブリを覆う閉環130をスライドさせることによって完成される。完成された製造装置は、好ましくは、チタン製の薄板格納部140により密閉される。ガス発生を防止し、圧密する操作のため、この薄板格納部140は、真空気密性を有する容器が構成される手段を提供する。図12は、上述した気密性のある完成したアセンブリを示している。
【0046】
図12に示すアッセンブリについての様々な特徴は、特徴あるアッセンブリの作製過程に対し着目されるものである。例えば、多孔性のワイヤー/繊維配列110の圧密工程は、環の回転軸方向に対して並行な方向において行われることが好ましい。最も好ましくは、圧密工程の間、側面環100aおよび側面環100bが互いの方向に対し自由に移動できる点である。上記圧密工程では、長さ方向の軸が短くなることによって、空孔率が変動する。一方、繊維およびワイヤーの配列は相対的に変化しない。
【0047】
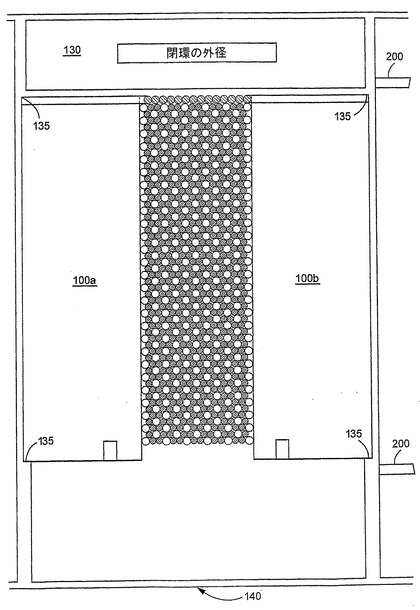
真空密閉された容器を形成するために、閉環130を直接、側面環100aおよび側面環100bに結合させることができる。側面環100aおよび側面環100bは、所望の方向において空孔率を所望の値に変化させるため、互いの方向に移動させることはできない。本発明によれば、巻き取り用の回転軸50または閉環130の一方の側面環100a、側面環100bの持続的な固定が行われないことによって、側面環100aおよび側面環100bの可動性は維持される。これは、閉環130の摺動契合部(slip fit) がサブアレイを覆い、さらに、チタン製の薄板格納部140の継ぎ目において、アセンブリを密閉することによってなされる。さらに、側面環100a、側面環100b、回転軸50は図10および図11における範囲Aに示される特有の中間構造に備えられている。理想的には、範囲Aとして特定される領域において、側面環100a、側面環100bおよび閉環130が形成する領域に類似した側面環100a、側面環100bおよび回転軸50が形成する領域に類似した側面環100a、側面環100bおよび回転軸50の間で上記摺動契合部は用いられる。しかしながら、摺動契合部は、この位置において適合されるものではない。なぜなら、側面環100a、側面環100bは、アレイ110に対し巻繊パターンを形成するからである。また、それに応じて、これらはより好ましい正確な位置に配置され、回転軸50の所定の位置に保持される。最初から最後までのアレイ110の支柱(columns)を構成する段部150に対して位置する側面環100aおよび側面環100bが備えられることによって、側面環の位置は正確なものとなる。さらに、側面環100aおよび側面環100bは、実際に構成されるアレイが平坦性を保つように、十分な厚さを有していることが好ましい。しかしながら、生じる問題として、厚い側面板を用いた場合、側面板は圧密工程において容易に移動しないという問題が生じる。また、上記側面板が段部150に対向している場合は顕著に上記問題が生じる。
【0048】
この問題を克服するために、例えば、図10に示すように、正確な段部に側面環100aおよび側面環100bを配置するために、レリーフカット155が側面環に備えられている。上記レリーフカット155は、回転軸50の方向に備えられている。しかし、圧迫される側面環100aおよび側面環100bの各部材の体積が最小化される圧密工程の間、側面環100aおよび側面環100bは移動可能である。圧密工程の温度において、チタン製の格納部140は、有効な強度を失う。また、アレイ110を圧密するために必要な側面環の移動を適用させるレリーフカット115は、容易に崩壊する。
【0049】
さらに、中間構造は、側面環100a、側面環100bおよび回転軸50の間にある中間構造、側面板100a、側面板100bおよび閉環130は、互いに強固に結合されていない。むしろ、ワイヤー/繊維巻き取り工程より前段階にて、側面板100aおよび側面板100bは、回転軸50にのみ仮付け溶接されていることが好ましい。また、上記中間構造は真空包装に溶接されていないことが好ましい。代わりに、真空包装は、チタン製の薄板容器140中に製造装置を密閉することによって達成される。薄板容器140は、その継ぎ目において前もって溶接されている。それによって、側面板100aおよび側面板100bはそれぞれ、摺動する際の抵抗値が低いものとなっている。製造装置が例えば、溶接し難く、高い性能を有するチタン合金などによって構成されている場合、真空容器が金属容器140のみに依存することは好ましい。
【0050】
その上、本発明において図12に示されるように、圧密工程において、スライドプレートの軸方向の摺動性を付与するために、側面板100aおよび側面板100bの部分135は、圧密工程の間に回転軸50および閉環130を越えて突き出している。圧密工程では、密閉容器140は、側面環100aおよび側面環100bに面してまず圧力をかける。これにより、側面環100aおよび側面環100bの好ましい軸方向に沿った移動が促進される。
【0051】
図12に示された図に係わらず、金属容器140が密封された後、アセンブリからガスが排出され、補強された空孔成分を形成するために圧密化される。この工程のために、特に、排出用チューブ200が金属容器140に備えられていることが好ましい。また、全接着物および取り込まれた混入物が加熱されながら、排出される工程によってチューブ200を通り排出される。好ましい形態において、真空状態とされるには1箇所に備えられたチューブ200によってなされる。その間、他方のチューブからは相対的に低速の流量のアルゴンが注入される。所定の加熱ノズルによって、アセンブリは約850°Fの温度に加熱され、対象となる揮発物質が完全に除去されたとされるまで、上記温度が維持される。アセンブリはその後室温に戻され、排出用チューブは真空状態とされるためにアセンブリの内部に密閉されるよう折り目を付けられ、金属容器140から切り離される。
【0052】
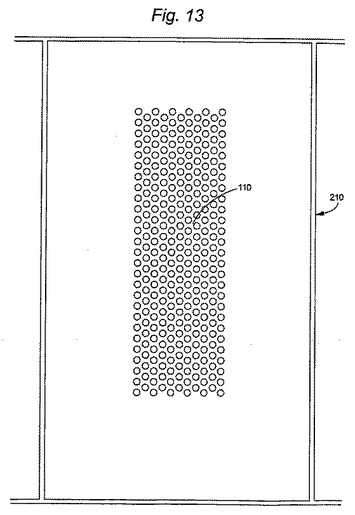
脱気されたアセンブリは、空孔(void)を除去するために、熱間等静圧圧縮成形(HIP)操作において圧密されることが好ましい。アッセンブリは、約1650°Fで加熱され、15000psiは全空孔を閉じるための力として適用される。完成品における補強ブランクである区分210は、図13に示されている。
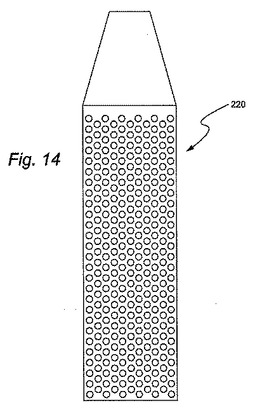
055 補強ブランクは、最終製品としても所望の構成、形状に、標準的な方法によって機械加工される。区分210が機械加工された、タービンエンジンの回転部材の理想的な区分は図14に示される。
【0053】
本発明は、本実施の形態を参照することによって、十分に理解されることであろう。また、本発明は、上述した発明の実施の形態に制限されるものではない。本発明の好ましい実施形態を例証として開示してきたが、当業者は、特許請求の範囲に開示したような発明の範囲および精神から離れずに、様々な変型、付加、および、置き換えが可能であることを理解するであろう。
【図面の簡単な説明】
【0054】
【図1A】ワイヤー/繊維の組み合わせを構成する従来の手法を示す図である。
【図1B】ワイヤー/繊維の組み合わせを構成する従来の手法を示す図である。
【図1C】ワイヤー/繊維の組み合わせを構成する従来の手法を示す図である。
【図2A】ワイヤー/繊維の組み合わせを構成する従来の他の手法を示す図である。
【図2B】ワイヤー/繊維の組み合わせを構成する従来の他の手法を示す図である。
【図2C】ワイヤー/繊維の組み合わせを構成する従来の他の手法を示す図である。
【図3A】ワイヤー/繊維環を構成する従来の手法において、内在する不安定さを示す図である。
【図3B】ワイヤー/繊維環を構成する従来の手法において、内在する不安定さを示す図である。
【図3C】ワイヤー/繊維環を構成する従来の手法において、内在する不安定さを示す図である。
【図4A】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図4B】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図4C】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図4D】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図4E】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図5】本発明に係る巻き取り装置を示している。
【図6】本発明に係る巻き取り用の回転軸を示す図である。
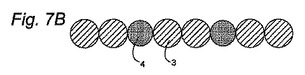
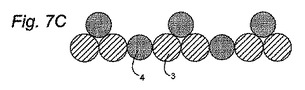
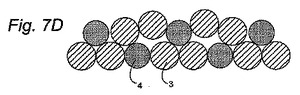
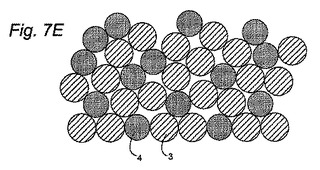
【図7A】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図7B】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図7C】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図7D】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図7E】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図8A】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
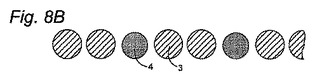
【図8B】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
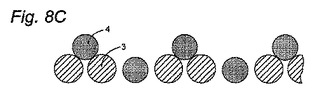
【図8C】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
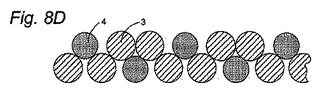
【図8D】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
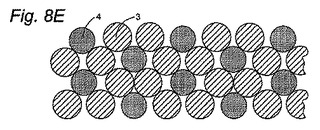
【図8E】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
【図9】本発明に係る第1の層に間隔保持用ワイヤーが用いられた回転軸を示している。
【図10】本発明に係るグリーンワイヤー/繊維アセンブリの工程を用いる一連の装置を示している。
【図11】本発明に係るワイヤー/繊維アセンブリおよび上包層を有する一連の装置を示している。
【図12】本発明に係る、ワイヤー/繊維アセンブリ、上包層、閉環および密閉容器を備える一連の装置を示している。
【図13】本発明に係る完全に圧密されたワイヤー/繊維環の断面を示している。
【図14】本発明に係るワイヤー/繊維環から最終的に機械加工された部品を示している。
【発明の詳細な説明】
【0001】
〔技術分野〕
本発明はワイヤー/繊維の環に関し、詳細には、改良された空孔および繊維割合を有する改良されたマトリックス複合材料であるワイヤー/繊維の環および改良されたこの製造方法に関する。
【0002】
〔背景技術〕
チタンマトリックス複合材料は(TMC)環は、高温条件下にて用いられる回転部材の用途として非常に有用である。具体的には、剛性および強度が設計上、不可欠であるタービンエンジンが挙げられる。このような有用な用途があるにもかかわらず、TMCの製造過程において、一般的にある作用が悪影響を及ぼすことが知られている。なお、上記の有用な用途により、TMCの作製技術は将来的に有望である。チタンワイヤーと炭化ケイ素の繊維は、環状を補強する配列を形成するように結合する。TMC環の二次加工方法については、Hanusiak らに付与された米国特許第5,763,079号の明細書等および Bachelet に付与された米国特許第5,460,774号の明細書等に開示されている。これら2つの特許は異なる方法であるものの、同じ結果となっている。しかしながら、設計が不可欠である方法において、両特許は共に可撓性を得る点で制限を受ける。
【0003】
Hanusiak らによって開示された手法を図1A〜図1Cに示す。この提案によれば、ワイヤー3および繊維4は、1対1の比率に限定される。しかし、ワイヤー3の直径は繊維4の直径よりも大きい限り、ワイヤーの直径は繊維の直径と異なり得る。ワイヤーの直径と繊維の直径の選択によって、結果物である複合材料において繊維割合が構成されることとなる。例えば、直径が0.007インチのワイヤーと、直径が0.0056インチの繊維とを用いた場合、繊維割合が30%である複合材料が得られる。Hanusiak らの手法に従って得られたアセンブリは、全成分がワイヤーを含んでいるテープと、全成分が繊維を含んでいるもう一方のテープとから構成され、上記2つのテープは、アセンブリ一枚毎に2つの層を形成するように結合している。それぞれのテープは、同じ大きさに形成されている。しかし、一方のテープに含まれる成分の大きさは、他方のテープに含まれる成分の大きさと同じである必要はない。アセンブリは、近接した繊維4が互いに接触することなく、異なる種類のテープが交互に用いられることにより形成されている。Hanusiak らの手法よる上記構造の有利な点としては、繊維の直径に対するワイヤーの直径の比率を変化させることができるので、繊維割合が35%から45%までの範囲である複合材料を容易に作製することができる点である。上記の範囲であれば、効率的な環構造を得るのに望ましい。一方、Hanusiak らの手法よる上記構造の不利な点として、約20%の空孔を含む配列には金属移動が生じる間に好ましくない咬頭形成が生じ、厚い部分が生じるというデメリットがある。さらに、hanusiak らの手法による構造では、圧密工程中にTMCの空孔率が部分的に変化するという構造的な不安定性も存している。
【0004】
図1Aは、Hanusiak らの手法よる複合材料環1を示す断面図である。同図においては最大の繊維間隔が設けられている。つまり、高さ方向のみにおいて、ワイヤー3が繊維と接するよう位置している。図1Bは、Hanusiak らの手法による実施例を示している。同図において、中程度の繊維間隔が設けられており、つまり、高さ方向と幅方向に繊維同士は等しく間隔を設けられている。図1Cは、さらに、Hanusiak らの手法による構造の他の配置を示している。同図において、繊維間隔とワイヤー3とは側面または幅方向においてのみ互いに接している。
【0005】
Bachelet による手法を図2A〜図2Cに示す。Bachelet の手法によれば、ワイヤー/繊維の組み合わせは、2/1または3/1の比率に制限される。さらに、Bachelet によって開示された全ての例には、ワイヤーの直径が繊維の直径と同じであるという制限がある。全てのアセンブリは一枚毎に2つの層が形成されており、図2A〜図2Cに示されるような3種類の層のようになる。
【0006】
特に、図2Aに示すように、各層は2箇所のワイヤー3によって分割された繊維4によって形成されている。そして、2番目以降の層において、2箇所のワイヤー3間において繊維4が入れ子構造となるよう、2番目の層は側面に沿って配置されている。
【0007】
Bachelet による構造の他の形態として、図2Bおよび図2Cに示すように、1層は1箇所分の直径のワイヤー3によって、繊維4が隔てられている。2番目の層は、1番目の層における繊維4と同じ直径のワイヤー3で形成されている。Bachelet の提案の有利な点としては、空孔率が約10%程度であることが挙げられる。そして、上記の構成は、一見以後の圧密工程において安定であると思われる。さらには、Bachelet の提案は、TMCの周囲に沿って咬頭形成され難いので、厚い部分が形成するために有利である。これは、結果物における繊維の割合が相対的に低いことによるものである。一方、Bachelet の提案の不利な点として、ワイヤーおよび繊維の直径が制限され、その限界は繊維の割合の上限が25%または33%となる点である。これら繊維の割合は、設計上の観点から、最も好ましい範囲内に属していない。すなわち、上記繊維の割合は40%である場合、種々の設計上、有利な性能を高めることができるので望ましい。
【0008】
さらに、Hanusiak らおよびBachelet の特許文献に開示された全ての例では、何れの単層における成分は同じ大きさに限定される。しかしながら、上記の特許文献では、1つの層における成分は異なる直径を有する場合について除外されておらず、上記特許文献における構造に付随する特筆すべき問題についても示されていない。なお、異なる大きさの成分が単層に供給され、同時に、層における全ての成分が、巻き取りの中心に作用すると、内在する不安定さが現れるか、もしくは構造的に不安定になる。
【0009】
任意の単層における全ての成分を活用することは、Bachelet の手法のように特別な要求が生じることが留意されるべきである。Bachelet の文献には、螺旋状の回転軸上にある1番目の層における成分の空間的な制御方法について何ら開示されていないため、Bachelet はこの制限を1番目の層において成分の間隔を制御することに適用しているようである。このことは、最終的な配置が効果的になされるために、1番目の層における成分が移動されることを示唆している。2番目以降の層における成分の配置は、1番目の層における成分同士によって形成される間隔により規定されることとなる。ワイヤーおよび繊維の直径が異なる成分同士を有する1番目の層が供給されることによって、以降の層の成分は、入れ子構造を形成した部分が不明確となり、そのアセンブリは無秩序な状態になる。図3A〜図3Cは、異なる大きさの成分を有する1番目の層に、異なる大きさの成分を有する2番目の層が配置された状態を示している。また、最終的に、複数の層が用いられた場合、実質的に全ての秩序は失われた状態を示している(図3C)。すなわち、2番目以降の層が実質的に同時に形成されたとしても、層において異なる大きさの成分が含まれると、正しく配列された箇所に競合作用が作用することを示している。
【0010】
以上のことから、安定した配列で低い空孔率を達成するために、上記配列が可撓性を備える上で、繊維割合が0%以上70%以下、好ましくは、30%以上45%以下である改良された手法が必要とされている。
【0011】
〔発明の開示〕
以上のように、本発明の目的は、いずれの層においても各成分を明確な配置とすることができる、改良されたTMCワイヤー/繊維環アレイおよびこの製造方法を提供することにある。
【0012】
また、本発明のさらなる目的は、空孔が少なく、好ましい繊維割合であるTMCワイヤー/繊維環アレイを提供することにある。
【0013】
また、本発明のさらなる目的は、単層において異なる直径の成分を含むTMCワイヤー/繊維環アレイを提供することにある。
【0014】
また、本発明のさらなる目的は、ワイヤーおよび/または繊維の1番目の層に対する明確な配置を提供できる巻き取り用の回転軸を提供することにある。
【0015】
また、本発明の他の目的は、安定的で効果的な圧密工法を達成するために製造装置を明確に規定し、実施することにある。
【0016】
以上のように、本発明の目的および他の目的を達成するために、第1の層として、多用な第1のストランドまたは第1の直径および所定間隔を互いに有する成分を有する複合材料環を提供することにある。第2のストランドは、第1のストランドの直径と異なる第2の直径を有し、近接する第1のストランドの間に適合するように配置されている。その結果、第1の層が構成される。
【0017】
第2の層として、複数の第3のストランドは、上記第1のストランドの直径と同じ直径を有しており、第3のストランドは、第1の層における第2のストランド間の範囲を覆うように、第1のストランドの逆側に配置されている。最終的に、複数の第4のストランドは、第2のストランドと同じ直径を有している。また、隣接する第4のストランド間の範囲が、第3のストランドの中心を覆うように配置されるよう、複数の第4のストランドは、第2のストランドの逆側に配置されている。最終的な全体の構成は、例えば、4組のまたは4束のストランドである、4つのテープによって得られる2層の構造である。
【0018】
本発明の好ましい実施の形態では、第1のストランド、第2のストランド、第3のストランドおよび第4のストランドは、少なくとも繊維またはワイヤーの何れかであることが好ましい。TMCワイヤー/繊維環を得るために、上記繊維は炭化ケイ素から成っていることが好ましく、上記ワイヤーはチタンから成っていることが好ましい。
【0019】
また、本発明において、上記繊維のストランドはワイヤーのストランドよりも大きな直径を有していることが好ましい。このような構成は、最終的に、繊維割合が30%以上であることが好ましく、空孔率が約12%以上であることが好ましい。
【0020】
また、本発明の製造方法に係る好ましい実施の形態において、回転軸は、第1の層におけるそれぞれのストランドを所望の位置に一致させるための溝を備えており、上記回転軸は、TMCの一部を巻き付けるために備えられている。これによって、第1の層における入れ子構造は第2の層およびそれ以降の層に対し適切に配置される。あるいは、‘溝’は回転軸に備えられ、ワイヤーの層が選択された直径を有することによって、第1のストランド層に対し、望ましい間隔を構成する所定の入れ子構造が形成される。
【0021】
本発明に係る製造方法によれば、テープは同時に巻き取られた複数のストランドから成っている。しかし、それぞれのテープは、異なる接線上または‘時計’位置で、上記回転軸に適用される。巻き取り工程は、所望の厚みとなるまで継続される。好ましい実施の形態において、複数のストランド同士は側面において互いに接触していても、接触していなくてもよい。
【0022】
本発明に係る好ましい実施の形態によれば、巻き取り工程が完全に終了した後に、ストランドが露出された層は、配列パターンが保持されるため、上包ワイヤー(over-wrap wire)によって覆われていることが好ましい。
【0023】
本発明に係るワイヤー/繊維アレイを製造する製造装置は、巻き取り用の回転軸と、上記巻き取り表面から半径方向外側にある二組の側面環と、側面環の少なくとも一方において接触し、上記巻き取り表面、上記側面環の内側表面および上記閉環の表面によって規定されるアセンブリが配置される場所を取り囲む閉環とを有していることが好ましい。
【0024】
上記側面環は、圧密工程の間、構築を促すレリーフカットを含んでいることが好ましい。また、上記巻き取り表面は、上記側面環に近接した段部を備えて成ることが好ましい。
【0025】
上包ワイヤーが端部の位置に調整されるため、上記側面環はその先端部の一部に溝を含んでいることが好ましい。構築が完全に終了した際に、アセンブリが配置される場所に配置されたワイヤー/繊維アセンブリを囲む上包ワイヤーに、上記閉環が接触するように配置されていることが好ましい。
【0026】
本発明によれば、巻き取り用の回転軸と、上記ガイドローラーは回転軸の周囲の所定位置にそれぞれ配置されている、上記回転軸の周囲に複数のガイドローラーと、上記複数のガイドローラーの1つによって導かれる複数のテープとから成っており、上記複数のテープはそれぞれ、複数のストランドから成っている巻き取り装置を提供できる。上記巻き取り用の回転軸が回転している際に、巻き取り用の回転軸上において、上記テープのそれぞれは連続的に一方のテープが他方のテープ上に配置される。
【0027】
本発明によれば、ストランドは、側面環によって巻き取り用の回転軸に巻き付けられる、上記巻き取り用の回転軸上に複数の上記ストランドを巻き付ける工程と、複数の上記ストランドを上包ワイヤーによって覆う工程と、上記巻き取り表面、上記側面環の内側表面および閉環の表面によって規定されるアセンブリが配置される場所において、上記ストランドおよび上記上包ワイヤーを上記閉環によって覆う工程とを備えるグリーンワイヤー/繊維アレイの製造方法を提供できる。また、上記巻き取り用の回転軸、側面環および閉環は、製造装置を構成するものである。
【0028】
上記製造装置は、上記密閉容器へチューブを通し、アルゴンなどの不活性ガスを流すものであることが好ましく、強制的に不活性ガスを流すものであることが好ましい。
【0029】
上記密閉容器が十分に脱気され、全混入物および不要なガスが排除された後に、上記密閉容器は密閉され、圧密工程は確実になされる。
【0030】
上記圧密する工程は、約15000psiの圧力下で、ストランドを約1650°Fで加熱する工程を含むことが好ましい。このような条件下であれば、タービンディスクのような一体となっている材料であっても、上記側面環が側面に移動し、ワイヤー/繊維アレイは機械加工可能な位置に向かって圧密されることができる。
【0031】
〔発明を実施するための最良の形態〕
まず、図4Aから図4Eまでおよび図5を用いて、本発明に係る実施の形態について説明する。本発明によれば、改良された手法によって、低い空孔率と共に繊維割合が0%以上70%以下、好ましくは、30%以上45%以下の範囲である可撓性を備えるワイヤー/繊維環を得ることができる。
【0032】
本発明によれば、図4Aから図4Eまでおよび図5に示すように、4つの工程において4枚のテープによって2つの層が形成される積層工程は制御される。このように積層工程を制御することによって、従来技術において問題であった安定性の問題が克服される。図に示されるように、連続して時計位置58a〜dにおいて、巻き取り芯または回転軸50に4枚のテープ56a〜dを用いて、異なる大きさの成分が正確に積み重ねられる。それぞれの時計位置において、巻き取り芯に作用させるテープは、全ワイヤー成分または全繊維成分のサイズが等しいものである。上記テープにおける成分の選択と、上記テープの一連の処理が行われることによって、望ましいアセンブリを設計することができる。本発明によれば、直径が異なったワイヤーおよび繊維が用いられたとしても、巻き取り芯に作用させた際に、それぞれの層においてそれぞれの成分を明確な位置とすることができる。
【0033】
特に、図4Aにおいて、複数の繊維4が最初に配置されている。図4Bにおいては、最初に配置された繊維4のように、同じ層に複数のワイヤー3が配置されている。好ましい形態において、2つの近接した繊維4の間に2つのワイヤー3が配置されるよう、最初の繊維間の距離が設定されている。図4Cに示すように、第3の時計位置において、第2の層は、繊維4によって上部が形成される。それぞれの繊維4はワイヤー同士の間に位置する接点5を覆うように配置されている。図4Dにおいて、複数のワイヤー3は、近接する繊維4の間の間隔を満たすよう配置され、第2の層を完全に満たしている。これらの工程は所望の厚さが得られるまで複数回繰り返される。図4Eは本発明に係る2・2層の構造を示している。
【0034】
さらに好ましい形態において、得られた配列(図4D、図4E)は、空孔成分が比較的低く、約12%であるのでより好ましい。一方、本発明によれば、所望の成分割合を提供する直径の関係を考慮して、ワイヤー/繊維を選択することによって、所望の範囲におけるどの値であっても、繊維成分を容易に制御することができる。
【0035】
図5は、例えば、4枚のテープが用いられた2枚の層である一枚の合板を得るための装置を示している。複数の鎖を容易に形成できるよう、個々のテープ56a〜dは、回転軸50における所定の時計位置58a〜dで合わせられる。図5に示す装置は、リードローラー54と、複数のガイドローラー52a〜dを含んでいる。この複数のガイドローラー52a〜dは、回転軸50の周囲にそれぞれ配置されており、個々のテープ56a〜dを所望の時計位置において回転軸50に作用させるものである。
【0036】
ここで、重要な点として、繊維は好ましくはSiCからなっており、ワイヤーは好ましくはチタンからなっている。しかし、例えば他の金属など他の適切な材料を用いてもよい。
【0037】
複数のテープを回転軸50に層とすることにより、異なる大きさの成分またはストランドを用い配列を組み立てるという課題を解決することができる。しかし、初期の巻き取り時に、成分の配置を制御するという課題は以前残る。Bachelet の手法において、全両成分は接触して存在している。そのため、それぞれの成分またはストランドの配置は、近接したストランドによって制限される。図4Bにおける第1の層は、2つのテープであるテープ56aおよびテープ56bが合わせられたものである。図4Aに明確に示されるように、第1のテープの各ストランドは互いに接しておらず、また、テープ1の各ストランドは、その位置を明確に定義されていない。本発明に係る手法によれば、図6に示すように、それぞれ、第1のストランドであるテープ56aおよび第2のストランドであるテープ56bが所望のストランドの位置に合致するよう、回転軸50の表面60には溝62が機械加工されている。溝62によって、第1の層を完全に制御する点において、どのような手順およびストランドの位置であっても、第1のテープ56aの成分およびストランドを巻き取り用の回転軸50に適合させることができる。さらに、ストランドは第2の層を構成する。特に、テープ56aおよびテープ56bのストランドは、その後、第1の層のストランド同士間にある間隔の位置に応じて配置される。その後形成される層は、上記のように構成される。
【0038】
回転軸50の表面60上にある複数の溝62を用いることによって、ワイヤー-繊維の配置設計の制限を軽減できる。図4Aから図4Eまでに示すように、回転軸50に、配列された成分を適合する方法によって、異なる大きさのストランドからなる配列を確実に組み立てることができる。そして、図6に示すようにその間隔は制御される。これらの例は、ワイヤーが2に対して繊維が1であり、ワイヤー3は繊維4よりも小さな直径を有している。さらに、回転軸50に適合された全ワイヤー/繊維ストランドは互いに接触している。本発明によれば、図3Aから図3Cまでに示されるように、異なる直径の成分またはストランドにおいて従来技術に係る内在する不安定さを回避することができる。
【0039】
図7Aから図7Bまでは、図4に示すような接触した成分における積層過程および内在する不安定さを示している。図7Aから図7Bまでにおいて、ワイヤー3は繊維4よりも大きな直径を有している。すなわち、その配置は1対2の成分割合である。上記割合が‘2’の成分は割合が‘1’の成分よりもその成分またはストランドの直径が大きいものである。特に、図7Dから図7Bまでは、数層だけが形成された後に、入れ子構造に競合作用によって配列に歪みが生じている状態を示している。実際には、このような配列の歪みを軽減させることができる時計位置の配列は存在しない。本発明によれば、成分の直径とは独立して、第1の層における成分の間隔を自由に配置させることができる。設計者は、‘2’の成分は‘1’の成分よりもその直径が小さくなければならないという制限を排除することによって、設計に適し、成分の配置の範囲を広くするために、その配列を幾何学的に制御することができる。
【0040】
図8Aから図8Eまでは、溝付きの回転軸50により、第1の層における個々のストランドの間隔を制御することによって、ワイヤー3が繊維4よりも大きな直径を有する場合の確実な配列の構成方法を示している。特に、図8Bに示すように、第1の層におけるストランドの1つは、他のストランドと互いに接していない。これは、図6に示すような溝付きの回転軸50を用いることによって可能となる。図8Cから図8Eまでに示すその結果生じた層は、第1の層が(図8B)適切な間隔を形成されているため、明確な入れ子構造を提供することができる。
【0041】
回転軸50の溝は、種々の実行可能な方法によって形成されるものであるが、非常に有効である。図6は、回転軸50における機械加工された溝62を示している。この手法は比較的低コストにて実施されることが可能である。回転軸上にワイヤーおよび繊維を所望の間隔で配置するための他の効果的な手法は、図9に示されている。この手法においては、間隔保持ワイヤー(spacing wire)10は回転軸50の周囲に第1の層を覆うように供給されている。この手法においては、ワイヤーの直径は所望の成分の配置によって、対応させればよい。また、これらのワイヤーを接触するように巻き付けることによって、機械加工を必ずしも使用することなく、好ましい溝を低コストで形成することができる。
【0042】
これまでは、タービンエンジンの回転部材やシャフトに好ましく用いることができる螺旋形帯筋の多層材の環またはシャフトの製造において特に有用なワイヤー/繊維アセンブリのための直接的な手法および構造について説明してきた。しかしながら、この巻き付け工程によっては、‘グリーン’(green)ワイヤー/繊維配置しか得ることができない。この配置は、有用な完成品の多層の環を製造することに用いられるものである。一般的に、以下に詳細に述べるように、一連の製造工程は、適切な製造装置にワイヤー/繊維アレイを封入する工程、得られたアセンブリからガスおよび汚染可能性がある混入物を除去する排出工程、内部の空孔空間において真空状態を保つためのアッセンブリを密閉する密閉工程、全ての空孔を除去する圧密工程(consolidating)および所望の最終的な寸法(dimensions)に機械加工する工程を含んでいる。
【0043】
好ましい製造装置は、ワイヤー/繊維アレイのアッセンブリ用の回転軸50、圧密工程の間、アセンブリの外部へ空孔を圧迫する圧盤および機械加工する工程の後に、完成した多層材を覆うための金属を備えている。図10は、特に好ましく用いられる典型的な製造装置を示している。その用途としては、例えば、タービンエンジンの回転部材を挙げることができる。
【0044】
図10および図11に示すように、巻き取りサブアレイには、側面環100aおよび側面環100bを備える回転軸50が連結されている。サブアレイには、巻線機が搭載され、ワイヤー/繊維アレイ110が図5に示す手法によって構成される。ワイヤー/繊維アレイ110は、その後アッセンブリにおける補助のために巻き上げの最初から最後まで接着性のある部材によって所定の位置に一時的に固定される。図11に示すように、持続的な固定のためには、チタンワイヤー115の上包層(over-wrap layer)はサブアセンブリキャビティ120に巻き付けられ、その一方に固定されるよう、例えば、チタンワイヤー上包層115が溝125に備えられる構成とできる。チタンワイヤー上包層115は一方の側面環、例えば100aにある隙間に向かうように、張力がかかった状態で接触する層を形成するように巻き上げられ、機械的に装着されることができる。また、他方の側面環、例えば、100bも同様である。このように張力によって固定された層は、上記工程中、所定位置においてワイヤーおよび繊維成分またはストランド3,4を固定している。これにより、ガスを排出する間、接着性アセンブリエイドを移動させることができるため望ましい。機械的な固定がなされない場合、ワイヤーおよび繊維のストランドは、自由に移動してしまい、その配列の形状を制御することができない。
【0045】
製造装置は、巻き取りサブアセンブリを覆う閉環130をスライドさせることによって完成される。完成された製造装置は、好ましくは、チタン製の薄板格納部140により密閉される。ガス発生を防止し、圧密する操作のため、この薄板格納部140は、真空気密性を有する容器が構成される手段を提供する。図12は、上述した気密性のある完成したアセンブリを示している。
【0046】
図12に示すアッセンブリについての様々な特徴は、特徴あるアッセンブリの作製過程に対し着目されるものである。例えば、多孔性のワイヤー/繊維配列110の圧密工程は、環の回転軸方向に対して並行な方向において行われることが好ましい。最も好ましくは、圧密工程の間、側面環100aおよび側面環100bが互いの方向に対し自由に移動できる点である。上記圧密工程では、長さ方向の軸が短くなることによって、空孔率が変動する。一方、繊維およびワイヤーの配列は相対的に変化しない。
【0047】
真空密閉された容器を形成するために、閉環130を直接、側面環100aおよび側面環100bに結合させることができる。側面環100aおよび側面環100bは、所望の方向において空孔率を所望の値に変化させるため、互いの方向に移動させることはできない。本発明によれば、巻き取り用の回転軸50または閉環130の一方の側面環100a、側面環100bの持続的な固定が行われないことによって、側面環100aおよび側面環100bの可動性は維持される。これは、閉環130の摺動契合部(slip fit) がサブアレイを覆い、さらに、チタン製の薄板格納部140の継ぎ目において、アセンブリを密閉することによってなされる。さらに、側面環100a、側面環100b、回転軸50は図10および図11における範囲Aに示される特有の中間構造に備えられている。理想的には、範囲Aとして特定される領域において、側面環100a、側面環100bおよび閉環130が形成する領域に類似した側面環100a、側面環100bおよび回転軸50が形成する領域に類似した側面環100a、側面環100bおよび回転軸50の間で上記摺動契合部は用いられる。しかしながら、摺動契合部は、この位置において適合されるものではない。なぜなら、側面環100a、側面環100bは、アレイ110に対し巻繊パターンを形成するからである。また、それに応じて、これらはより好ましい正確な位置に配置され、回転軸50の所定の位置に保持される。最初から最後までのアレイ110の支柱(columns)を構成する段部150に対して位置する側面環100aおよび側面環100bが備えられることによって、側面環の位置は正確なものとなる。さらに、側面環100aおよび側面環100bは、実際に構成されるアレイが平坦性を保つように、十分な厚さを有していることが好ましい。しかしながら、生じる問題として、厚い側面板を用いた場合、側面板は圧密工程において容易に移動しないという問題が生じる。また、上記側面板が段部150に対向している場合は顕著に上記問題が生じる。
【0048】
この問題を克服するために、例えば、図10に示すように、正確な段部に側面環100aおよび側面環100bを配置するために、レリーフカット155が側面環に備えられている。上記レリーフカット155は、回転軸50の方向に備えられている。しかし、圧迫される側面環100aおよび側面環100bの各部材の体積が最小化される圧密工程の間、側面環100aおよび側面環100bは移動可能である。圧密工程の温度において、チタン製の格納部140は、有効な強度を失う。また、アレイ110を圧密するために必要な側面環の移動を適用させるレリーフカット115は、容易に崩壊する。
【0049】
さらに、中間構造は、側面環100a、側面環100bおよび回転軸50の間にある中間構造、側面板100a、側面板100bおよび閉環130は、互いに強固に結合されていない。むしろ、ワイヤー/繊維巻き取り工程より前段階にて、側面板100aおよび側面板100bは、回転軸50にのみ仮付け溶接されていることが好ましい。また、上記中間構造は真空包装に溶接されていないことが好ましい。代わりに、真空包装は、チタン製の薄板容器140中に製造装置を密閉することによって達成される。薄板容器140は、その継ぎ目において前もって溶接されている。それによって、側面板100aおよび側面板100bはそれぞれ、摺動する際の抵抗値が低いものとなっている。製造装置が例えば、溶接し難く、高い性能を有するチタン合金などによって構成されている場合、真空容器が金属容器140のみに依存することは好ましい。
【0050】
その上、本発明において図12に示されるように、圧密工程において、スライドプレートの軸方向の摺動性を付与するために、側面板100aおよび側面板100bの部分135は、圧密工程の間に回転軸50および閉環130を越えて突き出している。圧密工程では、密閉容器140は、側面環100aおよび側面環100bに面してまず圧力をかける。これにより、側面環100aおよび側面環100bの好ましい軸方向に沿った移動が促進される。
【0051】
図12に示された図に係わらず、金属容器140が密封された後、アセンブリからガスが排出され、補強された空孔成分を形成するために圧密化される。この工程のために、特に、排出用チューブ200が金属容器140に備えられていることが好ましい。また、全接着物および取り込まれた混入物が加熱されながら、排出される工程によってチューブ200を通り排出される。好ましい形態において、真空状態とされるには1箇所に備えられたチューブ200によってなされる。その間、他方のチューブからは相対的に低速の流量のアルゴンが注入される。所定の加熱ノズルによって、アセンブリは約850°Fの温度に加熱され、対象となる揮発物質が完全に除去されたとされるまで、上記温度が維持される。アセンブリはその後室温に戻され、排出用チューブは真空状態とされるためにアセンブリの内部に密閉されるよう折り目を付けられ、金属容器140から切り離される。
【0052】
脱気されたアセンブリは、空孔(void)を除去するために、熱間等静圧圧縮成形(HIP)操作において圧密されることが好ましい。アッセンブリは、約1650°Fで加熱され、15000psiは全空孔を閉じるための力として適用される。完成品における補強ブランクである区分210は、図13に示されている。
055 補強ブランクは、最終製品としても所望の構成、形状に、標準的な方法によって機械加工される。区分210が機械加工された、タービンエンジンの回転部材の理想的な区分は図14に示される。
【0053】
本発明は、本実施の形態を参照することによって、十分に理解されることであろう。また、本発明は、上述した発明の実施の形態に制限されるものではない。本発明の好ましい実施形態を例証として開示してきたが、当業者は、特許請求の範囲に開示したような発明の範囲および精神から離れずに、様々な変型、付加、および、置き換えが可能であることを理解するであろう。
【図面の簡単な説明】
【0054】
【図1A】ワイヤー/繊維の組み合わせを構成する従来の手法を示す図である。
【図1B】ワイヤー/繊維の組み合わせを構成する従来の手法を示す図である。
【図1C】ワイヤー/繊維の組み合わせを構成する従来の手法を示す図である。
【図2A】ワイヤー/繊維の組み合わせを構成する従来の他の手法を示す図である。
【図2B】ワイヤー/繊維の組み合わせを構成する従来の他の手法を示す図である。
【図2C】ワイヤー/繊維の組み合わせを構成する従来の他の手法を示す図である。
【図3A】ワイヤー/繊維環を構成する従来の手法において、内在する不安定さを示す図である。
【図3B】ワイヤー/繊維環を構成する従来の手法において、内在する不安定さを示す図である。
【図3C】ワイヤー/繊維環を構成する従来の手法において、内在する不安定さを示す図である。
【図4A】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図4B】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図4C】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図4D】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図4E】本発明に係るTMCワイヤー/繊維環を組み立てる好適な実施の形態を示す図である。
【図5】本発明に係る巻き取り装置を示している。
【図6】本発明に係る巻き取り用の回転軸を示す図である。
【図7A】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図7B】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図7C】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図7D】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図7E】ワイヤーの直径が繊維の直径よりも大きい場合に、1つの繊維当たり2つのワイヤーによって構成された配列の不安定さを示している。
【図8A】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
【図8B】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
【図8C】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
【図8D】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
【図8E】ワイヤーの直径が繊維の直径よりも長い場合の本発明に係る多用な種類の構成を示している。
【図9】本発明に係る第1の層に間隔保持用ワイヤーが用いられた回転軸を示している。
【図10】本発明に係るグリーンワイヤー/繊維アセンブリの工程を用いる一連の装置を示している。
【図11】本発明に係るワイヤー/繊維アセンブリおよび上包層を有する一連の装置を示している。
【図12】本発明に係る、ワイヤー/繊維アセンブリ、上包層、閉環および密閉容器を備える一連の装置を示している。
【図13】本発明に係る完全に圧密されたワイヤー/繊維環の断面を示している。
【図14】本発明に係るワイヤー/繊維環から最終的に機械加工された部品を示している。
【特許請求の範囲】
【請求項1】
回転軸を用いる複合材料の製造方法であって、
第1の直径を有し、所定距離ごとに互いに配置されている多数の第1のストランドを上記回転軸に巻き付ける工程と、
第2のストランドの少なくとも2つは、近接する第1のストランド同士の間に適合しており、上記第1の直径と異なる第2の直径を有する複数の上記第2のストランドを上記回転軸に巻き付ける工程と、
第3のストランドは、第2のストランドの近接する範囲を覆うように巻き付けられることで、上記第1のストランドを埋め合わせるように巻き付けられており、第3のストランドは、第1のストランドと同じ直径を有する複数の第3のストランドを上記回転軸に巻き付ける工程と、
第4のストランド同士の間に近接する領域は、上記第3のストランドの中央を覆うように巻き付けられることで、上記第4のストランドは上記第2のストランドを覆うように巻き付けられており、上記第2のストランドの直径と同じ直径を有する第4のストランドを上記回転軸に巻き付ける工程とから成る複合材料の製造方法。
【請求項2】
上記第3のストランドおよび上記第4のストランドは少なくとも繊維またはワイヤーの一方から成ることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項3】
上記繊維が炭化ケイ素から成ることを特徴とする請求項2に記載の複合材料の製造方法。
【請求項4】
上記ワイヤーがチタンから成ることを特徴とする請求項2に記載の複合材料の製造方法。
【請求項5】
上記製造方法によって得られた複合材料の繊維割合が30%以上45%以下であることを特徴とする請求項2に記載の複合材料の製造方法。
【請求項6】
上記第1のストランドおよび上記第3のストランドが繊維から成っており、
上記第2のストランドおよび上記第4のストランドがワイヤーから成っていることを特徴とする特徴とする請求項1に記載の複合材料の製造方法。
【請求項7】
上記繊維から成るストランドの直径が約0.0056インチであり、
上記ワイヤーから成るストランドの直径が約0.005インチであることを特徴とする請求項6に記載の複合材料の製造方法。
【請求項8】
上記第1のから上記第4のストランドを巻き付ける工程を繰り返すことを特徴とする請求項1に記載の複合材料の製造方法。
【請求項9】
空孔率が約12%であることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項10】
上記第1のストランドおよび上記第3のストランドは、上記第2のストランドおよび上記第4のストランドの直径よりも大きな直径を有することを特徴とする請求項1に記載の複合材料の製造方法。
【請求項11】
上記第1のストランドから上記第4のストランドまでが、さらに、剥離テープを備えていることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項12】
上記第1のストランドから上記第4のストランドまでの巻き付け工程が同時になされることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項13】
上記第1のストランドおよび上記第3のストランドが、側面方向において互いに接触していることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項14】
上記第1のストランドおよび上記第2のストランドが、側面方向において互いに接触していないことを特徴とする請求項1に記載の複合材料の製造方法。
【請求項15】
上包ワイヤーを備えた上記第1のストランドから上記第4のストランドまでの何れか1つの露出した層が、さらに上包層を備えていることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項16】
上記上包ワイヤーがチタンから成ることを特徴とする請求項15に記載の複合材料の製造方法。
【請求項17】
複数の第1のストランドは第1の直径をそれぞれ有し、それぞれ所定の間隔を隔て配置されており、
複数の第2のストランドは、上記第1の直径とは異なる第2の直径をそれぞれ有し、第2のストランドの少なくとも2つは、近接する第1のストランド同士の間に適合しており、
複数の第3のストランドは、上記第1のストランドの直径と同じ直径を有しており、上記第1のストランドを覆うように配置されることで、上記第3のストランドは上記第2のストランド間の接点を覆うように配置されており、
複数の第4のストランドは、上記第2のストランドと同じ直径を有しており、上記第2のストランドを覆うように配置されることで、上記第4のストランド間の接点は、上記第3のストランドの中心を覆うように配置されていることを特徴とする複合環。
【請求項18】
複数の繊維およびワイヤーから成っており、
複合環の内部または外部に露出されていない、それぞれの繊維は6つのワイヤーに囲まれ、接触しており、
上記繊維は上記ワイヤーよりも大きな直径を有していることを特徴とする複合環。
【請求項19】
巻き取り用の回転軸と、
上記ガイドローラーは回転軸の周囲の所定位置にそれぞれ配置されている、上記巻き取り用の回転軸の周囲に複数のガイドローラーと、
上記複数のガイドローラーの1つによって導かれる複数のテープとから成っており、
上記複数のテープはそれぞれ、複数のストランドから成っており、
上記巻き取り用の回転軸が回転している際に、巻き取り用の回転軸上において、上記テープのそれぞれは連続的に一方のテープが他方のテープ上に配置されることを特徴とするワイヤーの巻き取り装置。
【請求項20】
上記巻き取り用の回転軸には、巻き取りが行われる上記巻き取り用の回転軸の表面に複数の溝が備えられており、
上記巻き取り用の回転軸上で、第1の層におけるそれぞれのストランドは、明確な配置を有しており、
上記それぞれのストランドは、他のストランドから所定の間隔に応じて配置されていることを特徴とする請求項19に記載のワイヤーの巻き取り装置。
【請求項21】
上記巻き取り用回転軸が、上記巻き取り用回転軸の巻き取り表面に直接隣接した間隔保持ワイヤーを備えており、
上記巻き取り用の回転軸に巻き取られた第1の層におけるそれぞれのストランドは、明確な配置を有しており、
上記それぞれのストランドは、他のストランドから所定の間隔に応じて配置されていることを特徴とする請求項19に記載のワイヤーの巻き取り装置。
【請求項22】
ワイヤー/繊維アレイを製造するための製造装置であって、
巻き取り表面を有する巻き取り用の回転軸と、
上記巻き取り表面から半径方向外側にある二組の側面環と、
側面環の少なくとも一方において接触し、上記巻き取り表面、上記側面環の内側表面および上記閉環の表面によって規定されるアセンブリが配置される場所を取り囲む閉環とを備えることを特徴とする製造装置。
【請求項23】
上記側面環の少なくとも一方に、レリーフカットを備えて成ることを特徴とする請求項22に記載の製造装置。
【請求項24】
上記巻き取り表面は、上記側面環の少なくとも一方に近接した段部を備えて成ることを特徴とする請求項22に記載の製造装置。
【請求項25】
上記側面環の少なくとも一方に溝が備えられて成ることを特徴とする請求項22に記載の製造装置。
【請求項26】
上記溝が、上包ワイヤーの端部の位置に調整されたものであることを特徴とする請求項25に記載の製造装置。
【請求項27】
上記閉環が、アセンブリが配置される場所に配置されたワイヤー/繊維アセンブリを囲む上包ワイヤーに接触するように配置されていることを特徴とする請求項22に記載の製造装置。
【請求項28】
上記製造装置を気密状態にする密閉手段から成ることを特徴とする請求項22に記載の製造装置。
【請求項29】
上記密閉手段が金属容器から成ることを特徴とする請求項28に記載の製造装置。
【請求項30】
上記金属がチタンから成ることを特徴とする請求項29に記載の製造装置。
【請求項31】
少なくとも1つの排出用チューブから成ることを特徴とする請求項28に記載の製造装置。
【請求項32】
ストランドは、側面環によって巻き取り用の回転軸に巻き付けられる、上記巻き取り用の回転軸上に複数の上記ストランドを巻き付ける工程と、
複数の上記ストランドを上包ワイヤーによって覆う工程と、
上記巻き取り表面、上記側面環の内側表面および閉環の表面によって規定されるアセンブリが配置される場所において、上記ストランドおよび上記上包ワイヤーを上記閉環によって覆う工程とを備え、
上記巻き取り用の回転軸、側面環および閉環は、製造装置を構成するものであることを特徴とするグリーンワイヤー/繊維アレイの製造方法。
【請求項33】
上記上包ワイヤーがチタンから成ることを特徴とする請求項32に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項34】
さらに、密閉容器に上記製造装置を密閉する工程とから成ることを特徴とする請求項33に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項35】
上記密閉容器がチタンから成ることを特徴とする請求項34に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項36】
さらに、上記密閉容器を脱気する工程とから成ることを特徴とする請求項34に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項37】
さらに、上記密閉容器へチューブを通し不活性ガスを流す工程とから成ることを特徴とする請求項36に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項38】
上記不活性ガスが、アルゴンから成ることを特徴とする請求項37に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項39】
さらに、上記脱気する工程の後に、上記密閉容器を密閉することによって、真空状態を維持する工程をから成ることを特徴とする請求項34に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項40】
さらに、上記ストランドを圧密する工程とから成ることを特徴とする請求項32に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項41】
さらに、上記圧密する工程はストランドを約1650°Fで加熱する工程とから成ることを特徴とする請求項40に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項42】
さらに、上記圧密する工程はストランドを約15000psiに昇圧させる工程とから成ることを特徴とする請求項40に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項1】
回転軸を用いる複合材料の製造方法であって、
第1の直径を有し、所定距離ごとに互いに配置されている多数の第1のストランドを上記回転軸に巻き付ける工程と、
第2のストランドの少なくとも2つは、近接する第1のストランド同士の間に適合しており、上記第1の直径と異なる第2の直径を有する複数の上記第2のストランドを上記回転軸に巻き付ける工程と、
第3のストランドは、第2のストランドの近接する範囲を覆うように巻き付けられることで、上記第1のストランドを埋め合わせるように巻き付けられており、第3のストランドは、第1のストランドと同じ直径を有する複数の第3のストランドを上記回転軸に巻き付ける工程と、
第4のストランド同士の間に近接する領域は、上記第3のストランドの中央を覆うように巻き付けられることで、上記第4のストランドは上記第2のストランドを覆うように巻き付けられており、上記第2のストランドの直径と同じ直径を有する第4のストランドを上記回転軸に巻き付ける工程とから成る複合材料の製造方法。
【請求項2】
上記第3のストランドおよび上記第4のストランドは少なくとも繊維またはワイヤーの一方から成ることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項3】
上記繊維が炭化ケイ素から成ることを特徴とする請求項2に記載の複合材料の製造方法。
【請求項4】
上記ワイヤーがチタンから成ることを特徴とする請求項2に記載の複合材料の製造方法。
【請求項5】
上記製造方法によって得られた複合材料の繊維割合が30%以上45%以下であることを特徴とする請求項2に記載の複合材料の製造方法。
【請求項6】
上記第1のストランドおよび上記第3のストランドが繊維から成っており、
上記第2のストランドおよび上記第4のストランドがワイヤーから成っていることを特徴とする特徴とする請求項1に記載の複合材料の製造方法。
【請求項7】
上記繊維から成るストランドの直径が約0.0056インチであり、
上記ワイヤーから成るストランドの直径が約0.005インチであることを特徴とする請求項6に記載の複合材料の製造方法。
【請求項8】
上記第1のから上記第4のストランドを巻き付ける工程を繰り返すことを特徴とする請求項1に記載の複合材料の製造方法。
【請求項9】
空孔率が約12%であることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項10】
上記第1のストランドおよび上記第3のストランドは、上記第2のストランドおよび上記第4のストランドの直径よりも大きな直径を有することを特徴とする請求項1に記載の複合材料の製造方法。
【請求項11】
上記第1のストランドから上記第4のストランドまでが、さらに、剥離テープを備えていることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項12】
上記第1のストランドから上記第4のストランドまでの巻き付け工程が同時になされることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項13】
上記第1のストランドおよび上記第3のストランドが、側面方向において互いに接触していることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項14】
上記第1のストランドおよび上記第2のストランドが、側面方向において互いに接触していないことを特徴とする請求項1に記載の複合材料の製造方法。
【請求項15】
上包ワイヤーを備えた上記第1のストランドから上記第4のストランドまでの何れか1つの露出した層が、さらに上包層を備えていることを特徴とする請求項1に記載の複合材料の製造方法。
【請求項16】
上記上包ワイヤーがチタンから成ることを特徴とする請求項15に記載の複合材料の製造方法。
【請求項17】
複数の第1のストランドは第1の直径をそれぞれ有し、それぞれ所定の間隔を隔て配置されており、
複数の第2のストランドは、上記第1の直径とは異なる第2の直径をそれぞれ有し、第2のストランドの少なくとも2つは、近接する第1のストランド同士の間に適合しており、
複数の第3のストランドは、上記第1のストランドの直径と同じ直径を有しており、上記第1のストランドを覆うように配置されることで、上記第3のストランドは上記第2のストランド間の接点を覆うように配置されており、
複数の第4のストランドは、上記第2のストランドと同じ直径を有しており、上記第2のストランドを覆うように配置されることで、上記第4のストランド間の接点は、上記第3のストランドの中心を覆うように配置されていることを特徴とする複合環。
【請求項18】
複数の繊維およびワイヤーから成っており、
複合環の内部または外部に露出されていない、それぞれの繊維は6つのワイヤーに囲まれ、接触しており、
上記繊維は上記ワイヤーよりも大きな直径を有していることを特徴とする複合環。
【請求項19】
巻き取り用の回転軸と、
上記ガイドローラーは回転軸の周囲の所定位置にそれぞれ配置されている、上記巻き取り用の回転軸の周囲に複数のガイドローラーと、
上記複数のガイドローラーの1つによって導かれる複数のテープとから成っており、
上記複数のテープはそれぞれ、複数のストランドから成っており、
上記巻き取り用の回転軸が回転している際に、巻き取り用の回転軸上において、上記テープのそれぞれは連続的に一方のテープが他方のテープ上に配置されることを特徴とするワイヤーの巻き取り装置。
【請求項20】
上記巻き取り用の回転軸には、巻き取りが行われる上記巻き取り用の回転軸の表面に複数の溝が備えられており、
上記巻き取り用の回転軸上で、第1の層におけるそれぞれのストランドは、明確な配置を有しており、
上記それぞれのストランドは、他のストランドから所定の間隔に応じて配置されていることを特徴とする請求項19に記載のワイヤーの巻き取り装置。
【請求項21】
上記巻き取り用回転軸が、上記巻き取り用回転軸の巻き取り表面に直接隣接した間隔保持ワイヤーを備えており、
上記巻き取り用の回転軸に巻き取られた第1の層におけるそれぞれのストランドは、明確な配置を有しており、
上記それぞれのストランドは、他のストランドから所定の間隔に応じて配置されていることを特徴とする請求項19に記載のワイヤーの巻き取り装置。
【請求項22】
ワイヤー/繊維アレイを製造するための製造装置であって、
巻き取り表面を有する巻き取り用の回転軸と、
上記巻き取り表面から半径方向外側にある二組の側面環と、
側面環の少なくとも一方において接触し、上記巻き取り表面、上記側面環の内側表面および上記閉環の表面によって規定されるアセンブリが配置される場所を取り囲む閉環とを備えることを特徴とする製造装置。
【請求項23】
上記側面環の少なくとも一方に、レリーフカットを備えて成ることを特徴とする請求項22に記載の製造装置。
【請求項24】
上記巻き取り表面は、上記側面環の少なくとも一方に近接した段部を備えて成ることを特徴とする請求項22に記載の製造装置。
【請求項25】
上記側面環の少なくとも一方に溝が備えられて成ることを特徴とする請求項22に記載の製造装置。
【請求項26】
上記溝が、上包ワイヤーの端部の位置に調整されたものであることを特徴とする請求項25に記載の製造装置。
【請求項27】
上記閉環が、アセンブリが配置される場所に配置されたワイヤー/繊維アセンブリを囲む上包ワイヤーに接触するように配置されていることを特徴とする請求項22に記載の製造装置。
【請求項28】
上記製造装置を気密状態にする密閉手段から成ることを特徴とする請求項22に記載の製造装置。
【請求項29】
上記密閉手段が金属容器から成ることを特徴とする請求項28に記載の製造装置。
【請求項30】
上記金属がチタンから成ることを特徴とする請求項29に記載の製造装置。
【請求項31】
少なくとも1つの排出用チューブから成ることを特徴とする請求項28に記載の製造装置。
【請求項32】
ストランドは、側面環によって巻き取り用の回転軸に巻き付けられる、上記巻き取り用の回転軸上に複数の上記ストランドを巻き付ける工程と、
複数の上記ストランドを上包ワイヤーによって覆う工程と、
上記巻き取り表面、上記側面環の内側表面および閉環の表面によって規定されるアセンブリが配置される場所において、上記ストランドおよび上記上包ワイヤーを上記閉環によって覆う工程とを備え、
上記巻き取り用の回転軸、側面環および閉環は、製造装置を構成するものであることを特徴とするグリーンワイヤー/繊維アレイの製造方法。
【請求項33】
上記上包ワイヤーがチタンから成ることを特徴とする請求項32に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項34】
さらに、密閉容器に上記製造装置を密閉する工程とから成ることを特徴とする請求項33に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項35】
上記密閉容器がチタンから成ることを特徴とする請求項34に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項36】
さらに、上記密閉容器を脱気する工程とから成ることを特徴とする請求項34に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項37】
さらに、上記密閉容器へチューブを通し不活性ガスを流す工程とから成ることを特徴とする請求項36に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項38】
上記不活性ガスが、アルゴンから成ることを特徴とする請求項37に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項39】
さらに、上記脱気する工程の後に、上記密閉容器を密閉することによって、真空状態を維持する工程をから成ることを特徴とする請求項34に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項40】
さらに、上記ストランドを圧密する工程とから成ることを特徴とする請求項32に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項41】
さらに、上記圧密する工程はストランドを約1650°Fで加熱する工程とから成ることを特徴とする請求項40に記載のグリーンワイヤー/繊維アレイの製造方法。
【請求項42】
さらに、上記圧密する工程はストランドを約15000psiに昇圧させる工程とから成ることを特徴とする請求項40に記載のグリーンワイヤー/繊維アレイの製造方法。
【図1A】


【図1B】
【図1C】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図5】
【図6】
【図7A】

【図7B】
【図7C】
【図7D】
【図7E】
【図8A】

【図8B】
【図8C】
【図8D】
【図8E】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図1B】
【図1C】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図5】
【図6】
【図7A】
【図7B】
【図7C】
【図7D】
【図7E】
【図8A】
【図8B】
【図8C】
【図8D】
【図8E】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2008−508439(P2008−508439A)
【公表日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願番号】特願2007−523625(P2007−523625)
【出願日】平成17年7月19日(2005.7.19)
【国際出願番号】PCT/US2005/025368
【国際公開番号】WO2006/020178
【国際公開日】平成18年2月23日(2006.2.23)
【出願人】(591196348)セキュア・コーポレイション (2)
【氏名又は名称原語表記】SEQUA CORPORATION
【Fターム(参考)】
【公表日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願日】平成17年7月19日(2005.7.19)
【国際出願番号】PCT/US2005/025368
【国際公開番号】WO2006/020178
【国際公開日】平成18年2月23日(2006.2.23)
【出願人】(591196348)セキュア・コーポレイション (2)
【氏名又は名称原語表記】SEQUA CORPORATION
【Fターム(参考)】
[ Back to top ]