
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム
【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
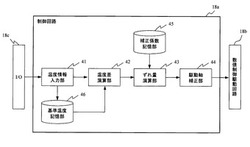
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、室温変化による上下2つのヘッドのV方向の位置ずれを所定箇所の温度測定で補正するワイヤ放電加工機に関する。
【背景技術】
【0002】
ワイヤ放電加工機は、被加工物(ワーク)に対して極めて精密な加工を行うことができる。しかしながら、装置周辺の温度等の変動に伴って、装置各部にほんの僅かな熱変形が生じた場合であっても、加工精度への影響が大きくなる。このため、温度変化の影響により生じた熱変形による装置各部のずれを、温度変化に応じて補正する技術が開示されている(例えば、特許文献1、2を参照)。
【0003】
特許文献1に示す技術は、加工物と被加工物とを主軸やテーブル等により相対的に移動させて被加工物を加工する工作機械装置において、その機械装置の温度を検知して、その温度の単位時間当たりの変化量を求め、その温度の変化量を周囲温度の変化量や機械駆動系の発熱によって生じる機械装置の熱変形を打ち消すための主軸やテーブル等の移動量に変換して制御系に補正を加える補正手段を備えるものである。
【0004】
特許文献2に示す技術は、工具と被加工物とを相対的に移動させて加工を行う工作機械において、機械部の各要素部分に配置した温度センサからの温度情報を温度記憶手段に記憶し、また、この時の各軸の熱変位量を熱変位量記憶手段に記憶し、熱変位量推論手段は、上記温度記憶手段からの温度情報を入力し、且つ熱変位量記憶手段から熱変位量を教師信号として入力し、ニューラルネットワークにて学習を行って関数を同定し、実際の制御時には、温度センサからの温度情報に基づいて上記推論手段は機械部の熱変位量推論値を求め、補正値演算部はこの上記推論値に基づいて各軸の熱変位量の補正値を求め、更に、数値制御部は、この補正値に基づいて各軸の移動量を補正し、各軸の軸駆動を制御するものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭61−297057号公報
【特許文献2】特開平7−75937号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に示す技術は、テーブルの温度変化に対するテーブルの熱変形量から補正値を割り出しているため、簡単な演算で補正を行うことを実現しているが、ヘッドの上下の相対的なずれを補正するには演算のパラメータが十分でなく、ヘッド上下のずれを正確に補正することが困難となってしまう。また、一般的に広く普及している、コラム部分が片持ち構造となっている装置に対しては、特にコラム部分の熱変形が大きく、テーブルの熱変形量の測定だけでは、正確な補正値を割り出すことが困難である。
【0007】
特許文献2に示す技術は、多数の温度センサから得られる温度変化と各部の熱変位量とを教師信号としてニューラルネットワークを構築し、同定された関数に基づいて補正値を演算するため、多くの測定値が必要となり、装置の構成が複雑化すると共に、ニューラルネットワークの構築等により演算処理も複雑化してしまい、作業が煩わしくなったり保守点検が大変になってしまう。
【0008】
本発明は、本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、上ヘッドを支持するコラム部が背面側から前面側に延出する片持ち支持構造体を有するワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に割り出して補正を行うワイヤ放電加工機等を提供する。
【課題を解決するための手段】
【0009】
本願に開示するワイヤ放電加工機は、室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するワイヤ放電加工機であって、本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、前記片持ち支持構造体の先端部周辺に配設された第1の温度測定手段により測定された温度情報を入力する温度情報入力手段と、前記ヘッドの位置ずれが生じていないときの前記温度情報を第1の基準温度情報として記憶する基準温度記憶手段と、前記温度情報入力手段が入力した温度情報及び前記第1の基準温度情報の差分を演算する温度差演算手段と、前記片持ち支持構造体の材質における線膨張係数と、前記片持ち支持構造体の前面側への延出部分の長さとに基づいて得られる第1の補正係数を記憶する補正係数記憶手段と、前記温度差演算手段が演算した温度差及び前記第1の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算手段と、演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正手段とを備えるものである。
【0010】
このように、本願に開示するワイヤ放電加工機においては、本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、片持ち支持構造体の先端部に配設される温度測定手段で測定された温度変化量と、片持ち支持構造体の材質における線膨張係数及び延出部分の長さから得られる補正係数とに基づいて、上下ヘッドの相対的な位置ずれを演算して補正するため、必要最低限の箇所の温度変化量を検出するだけで、正確な補正を行うことができるという効果を奏する。すなわち、本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計されていることから、左右方向の変位についてはほとんど意識する必要がないのに対し、背面側から前面側に延出する片持ち支持構造体の前後方向の変位は、構造上非常に大きくなってしまい補正する必要性が高くなる。つまり、片持ち支持構造体の先端部の温度変化と片持ち支持構造体の特性に応じて定められる補正係数とに基づいて、上下ヘッドの相対的なずれ量を求めることで、上下ヘッドのずれを正確に補正することができる。
【0011】
本願に開示するワイヤ放電加工機は、少なくとも被加工物の加工時に、前記被加工物及び下ヘッドを浸漬させる加工液を貯蔵する加工液槽を備え、前記加工液の温度が室温に追従して変化する場合に、前記温度情報入力手段が、前記下ヘッドに連接する下アームの温度を測定する第2の温度測定手段により測定された温度情報を入力し、前記基準温度記憶手段が、前記ヘッドの位置ずれが生じていないときの前記第2の温度測定手段により測定された温度情報を第2の基準温度情報として記憶し、前記補正係数記憶手段が、前記下アームの材質における線膨張係数及び前記下アームの長さから得られる第2の補正係数を記憶し、前記ずれ量演算手段が、前記温度差演算手段にて演算された前記片持ち支持構造体の温度差及び前記下アームの温度差並びに前記第1の補正係数及び前記第2の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するものである。
【0012】
このように、本願に開示するワイヤ放電加工機においては、被加工物及び下ヘッドを浸漬させる加工液の温度が室温に追従して変化する場合に、下ヘッドに連接する下アームの温度を測定する第2の温度測定手段により測定された下アームの温度変化量と、下アームの材質における線膨張係数及び長さから得られる第2の補正係数とに基づいて、下アームの変位量を演算し、片持ち支持構造体の変位量(すなわち、上ヘッドの位置ずれ)との関
係で補正を行うため、加工液が室温に追従して変化するような状況下であっても、室温の変化による上ヘッドの変位量と加工液の変化による下ヘッドの変位量とに基づいて、上下ヘッドのずれ量を正確に補正することができるという効果を奏する。
【0013】
本願に開示するワイヤ放電加工機は、前記第1の温度測定手段が、前記片持ち支持構造体におけるコラム先端部に配設されているものである。
【0014】
このように、本願に開示するワイヤ放電加工機においては、温度測定手段が、片持ち支持構造におけるコラム先端部に配設されているため、加工液等による温度変化の影響を受けることなく、室温の温度変化に対応する上ヘッドのずれ量を正確に補正することができるという効果を奏する。
【0015】
本願に開示するワイヤ放電加工機は、前記温度情報入力手段が入力した温度情報に対して移動平均処理を行う移動平均処理手段を備え、前記温度差演算手段が、前記移動平均処理がなされた温度情報に対して差分を演算するものである。
【0016】
このように、本願に開示するワイヤ放電加工機においては、温度情報入力手段が入力した温度情報に対して移動平均処理を行うため、安定的な温度情報を得ることができ、正確な温度変化を演算することができるという効果を奏する。
【0017】
本願に開示するワイヤ放電加工機は、前記ワイヤ放電加工機に浄化された加工液を供給する加工液供給装置を備え、前記加工液供給装置が、浄化された前記加工液を貯蔵するクリーン槽と、前記クリーン槽に貯蔵された浄化された加工液を、前記下アームを介して前記加工液槽に供給する加工液供給手段とを備え、前記第2の温度測定手段が、前記クリーン槽に貯蔵された浄化された加工液の温度を測定する。
【0018】
このように、本願に開示するワイヤ放電加工機においては、加工液供給装置のクリーン槽に貯蔵された浄化された加工液を、下アームを介して加工液槽に供給しているため、下アームの温度をクリーン槽に貯蔵されている加工液の温度と見なすことができ、下アームの温度変化を構造的に測定が容易となるクリーン槽で正確に行うことができるという効果を奏する。
【0019】
本願に開示するヘッド制御方法は、ワイヤ放電加工機における室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するヘッド制御方法であって、前記ワイヤ放電加工機の本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、前記片持ち支持構造体の先端部周辺に配設された温度測定手段により測定された温度情報を入力する温度情報入力ステップと、前記温度情報入力手段が入力した温度情報と、前記ヘッドの位置ずれが生じていないときに前記温度測定手段により測定された温度情報である基準温度情報との差分を演算する温度差演算ステップと、前記片持ち支持構造体の材質における線膨張係数及び前記片持ち支持構造体の長さから得られる補正係数と、前記温度差演算ステップで演算された温度差とに基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算ステップと、演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正ステップとを含むものである。
【0020】
本願に開示するヘッド制御プログラムは、ワイヤ放電加工機における室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するヘッド制御プログラムであって、前記ワイヤ放電加工機の本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、前記片持ち支持構造体の先端部周辺に配設された温度測定手段により測定された温度情報
を入力する温度情報入力手段、前記ヘッドの位置ずれが生じていないときの前記温度情報を基準温度情報として記憶する基準温度記憶手段、前記温度情報入力手段が入力した温度情報及び前記基準温度情報の差分を演算する温度差演算手段、前記片持ち支持構造体の材質における線膨張係数及び前記片持ち支持構造体の長さから得られる第1の補正係数を記憶する補正係数記憶手段、前記温度差演算手段が演算した温度差及び前記第1の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算手段、演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正手段としてコンピュータを機能させるものである。
【図面の簡単な説明】
【0021】
【図1】第1の実施形態に係るワイヤ放電加工機の正面図である。
【図2】第1の実施形態に係るワイヤ放電加工機の右側面図である。
【図3】第1の実施形態に係るワイヤ放電加工機における制御ユニットのブロック図である。
【図4】第1の実施形態に係るワイヤ放電加工機における制御回路の機能ブロック図である。
【図5】第1の実施形態に係るワイヤ放電加工機における補正の動作を示すフローチャートである。
【図6】第2の実施形態に係るワイヤ放電加工機における加工液供給装置を示す図である。
【図7】第2の実施形態に係るワイヤ放電加工機における制御ユニットの機能ブロック図である。
【図8】第2の実施形態に係るワイヤ放電加工機における補正値の演算処理を示す図である。
【図9】実施例に係るワイヤ放電加工機の第1の実験結果を示す図である。
【図10】実施例に係るワイヤ放電加工機の第2の実験結果を示す図である。
【図11】実施例に係るワイヤ放電加工機の第3の実験結果を示す図である。
【図12】実施例に係るワイヤ放電加工機の第4の実験結果を示す図である。
【図13】実施例に係るワイヤ放電加工機の第5の実験結果を示す図である。
【発明を実施するための最良の形態】
【0022】
以下、本発明の実施の形態を説明する。本実施形態の全体を通して同じ要素には同じ符号を付けている。
(本発明の第1の実施形態)
本実施形態に係る放電加工機について、図1ないし図5を用いて説明する。図1は、本発明に係るワイヤ放電加工機の正面図、図2は、本発明に係るワイヤ放電加工機の右側面図、図3は、本発明に係るワイヤ放電加工機における制御ユニットのブロック図、図4は、本発明に係るワイヤ放電加工機における制御回路の機能ブロック図、図5は、本発明に係るワイヤ放電加工機における補正の動作を示すフローチャートである。
【0023】
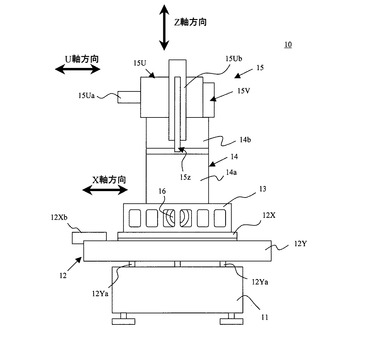
図1及び図2において、本発明によるワイヤ放電加工機の一実施形態が参照符号10で全体的に示され、このワイヤ放電加工機10はベッドベース11を具備し、このベッドベース11は金属の鋳造体である。
【0024】
また、図1及び図2において、ワイヤ放電加工機10は、当該ワイヤ放電加工機10から見てベッドベース11の前方側に配設されたX−Yテーブル12を具備し、このX−Yテーブル12は、ワイヤ放電加工機10の正面から見て(図1の図面方向から見て)前後方向すなわちY軸方向に移動自在となったY軸駆動テーブル12Yと、このY軸駆動テーブル12Y上に設けられ、かつワイヤ放電加工機10の正面から見て(図1の図面方向から見て)左右方向すなわちX軸方向に移動自在となったX軸駆動テーブル12Xとを備え
る。
【0025】
詳述すると、Y軸駆動テーブル12Yは、ベッドベース11上の左右の側辺に沿って敷設された一対のガイドレール12Ya上に摺動自在に載置され、Y軸駆動モータ12YbによってY軸方向に駆動される。また、X軸駆動テーブル12Xは、Y軸駆動テーブル12Yの前後の側辺に沿って敷設された一対のガイドレール12Xa上に摺動自在に載置され、かつY軸駆動テーブル12Yの左端側に設けられたX軸駆動モータ12Xb(図1参照)によってX軸方向に駆動される。
【0026】
ワイヤ放電加工機10は、更に、X−Yテーブル12上に設置されたワークテーブル13を具備し、このワークテーブル13に図示されない被加工物、すなわちワークが搭載される。なお、実際には、X軸駆動テーブル12X上には加工液(ここでは、水とする)を保持した加工液槽(第2の実施形態において後述する)が置かれ、ワークテーブル13と搭載されるワークは加工液槽内に浸漬される。
【0027】
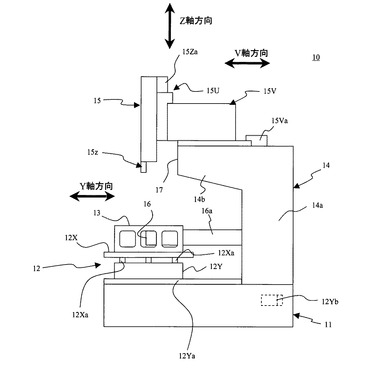
ワイヤ放電加工機10は、更に、ベッドベース11の背面側に配設されたコラム部14を具備し、このコラム部14は、ベッドベース11上に直立したコラム本体14aと、このコラム本体14aの頂部から前面方向に延出したコラム延出部14bとを備え、片持ち支持構造体となっている。
【0028】
ワイヤ放電加工機10は、更に、コラム延出部14b上に搭載された可動組立体15を具備する。詳述すると、可動組立体15は、コラム延出部14b上に設けられ、かつY軸方向に平行なV軸方向(図2参照)に沿って移動自在であるV軸駆動体15Vと、このV軸駆動体15Vの前面側に設けられ、かつX軸方向に平行なU軸方向(図1参照)に沿って移動自在であるU軸駆動体15Uと、このU軸駆動体15Uの前面側に設けられ、かつ上下方向、すなわちZ軸方向に移動自在であるZ軸駆動体15Zとを備える。なお、本実施形態においては、Z軸駆動体15Zは上ヘッドとして構成される。
【0029】
V軸駆動体15Vは、コラム延出部14b上に取り付けられたV軸駆動モータ15VaによってV軸方向に駆動される。U軸駆動体15Uはそれ自体によって保持されたU軸駆動モータ15Ua(図1参照)によってU軸方向に駆動される。U軸駆動体15Uはそれと一体的に設けられたガイド部材15Ubを有し、このガイド部材15UbによりZ軸駆動体、すなわち上ヘッド15Zが摺動自在に保持される。上ヘッド15Zは、ガイド部材15Ubによって保持されたZ軸駆動モータ15Za(図2参照)によってZ軸方向に駆動される。
【0030】
ワイヤ放電加工機10は、更に、コラム部14のコラム本体14aの前面側のほぼ中央から前方側に片持ち梁の態様で延出した下アーム16a及びその先端部の下ヘッド16を具備する。上ヘッド15Zから送出されたワイヤ(図示されない)は下ヘッド16に導入されて上下ヘッド間に張設される。
【0031】
従来のワイヤ放電加工機と同様に、本発明の場合でも、Y軸モータ12Yb、X軸モータ12Xb、Z軸モータ15Za、U軸モータ15Ua及びV軸モータ15Vaを適宜数値制御することにより、ワークテーブル13上のワークを所望の形状に加工することができる。このときU軸モータ15Ua及びV軸モータ15Vaは、上ヘッド15Zと下ヘッド16との間を走行するワイヤの傾斜角度(垂直線に対する)を制御するために使用され、これによりテーパ加工を施すことができる。
【0032】
また、プレート加工のように垂直精度やピッチ精度が厳しく要求される場合には、上ヘッド15Zと下ヘッド16との間を走行するワイヤを精度よく垂直に維持することが必要
とされる。ところが、ワイヤ放電加工機10が置かれている室温変化によりワイヤを精度よく垂直に維持することが非常に難しい。これは、室温変化のためにワイヤ放電加工機10の本体や付属部品の寸法が変化し、上ヘッド15Zと下ヘッド16との間に位置ずれが生じてしまうからである。このような場合の対応策として、機械設置環境の温度管理(恒温ルーム設備)を施す方法や、機械各部の温度を極力一定に保つための油循環システムを採用する方法等があるが、それらの方法は非常にコストが掛かりユーザ側に大きな負担となる。
【0033】
本発明によれば、プレート加工等に要求されるワイヤ垂直精度を改善するために、ワイヤ放電加工機10は、更に、片持ち支持構造であるコラム部14におけるコラム延出部14bの先端であるコラム前に取り付けられたコラム前温度センサ17を具備する。後述するように、このコラム前温度センサ17で検出した温度変化に基づいてV軸モータ15Vaの駆動量を補正することにより、ワイヤの垂直精度が高められる。
【0034】
ここで注目すべきこととして、図1に示すように、本発明によるワイヤ放電加工機10にあっては、その本体及びX−Yテーブル12がワイヤ放電加工機10の前面側から見て略左右対称に設計されるということが挙げられる。このためワイヤ放電加工機10の本体及びX−Yテーブル12が温度変化によるX軸方向及びU軸方向の寸法変化を受けたとしても、その寸法変化は上ヘッド15Zと下ヘッド16との間の位置ずれにほとんど関与しない。上ヘッド15Zと下ヘッド16との間の位置ずれについては、専ら片持ち支持構造体であるコラム部14のコラム延出部14b及び下ヘッド16のV軸方向に沿う寸法変化に起因することが明らかとなった。
【0035】
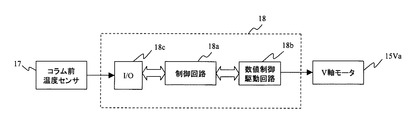
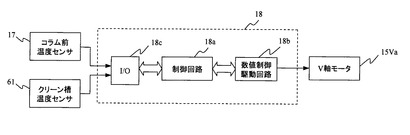
このようなことから、本実施形態に係る放電加工機は、以下のような構成となる。図3において、ワイヤ放電加工機10に内蔵される制御ユニット18の制御ブロック図を示す。制御ユニット18は、制御回路18aを備え、この制御回路18aには中央演算処理ユニット(CPU)と、種々のプログラムや定数等を格納する読出し専用メモリ(ROM)と、CPUの動作時に一時的なデータを格納する書込み読出し自在なメモリ(RAM)と、入出力インタフェース回路(I/O)等が設けられる。
【0036】
また、制御ユニット18は数値制御駆動回路18bを具備し、この数値制御駆動回路18bは制御回路18aの制御下で動作され、数値制御駆動回路18bからは数値制御データに基づく駆動パルスがV軸モータ15Vaに出力される。
【0037】
更に、制御ユニット18は入出力ポート(I/O)18cを具備し、このI/O18cはコラム前温度センサ17に接続され、制御回路18aはコラム前温度センサ17からI/O18cを介して温度データを取り込む。
【0038】
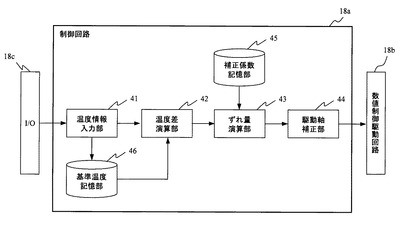
制御回路18aのモジュール構成について、図4を用いてさらに詳細に説明する。図4において、制御回路18aは、コラム前温度センサ17からの温度情報を入力する温度情報入力部41と、上下ヘッドの垂直性が保たれている状態の温度を基準温度として記憶する基準温度記憶部46と、温度情報入力部41で入力された温度情報及び基準温度記憶部46に記憶されている基準温度の差を演算する温度差演算部42と、コラム延出部14bの材質により定まる線膨張係数とコラム延出部14bの長さとに基づいて(具体的には、線膨張係数と長さの積から)得られる補正係数を記憶する補正係数記憶部45と、温度差演算部42が演算した温度差と補正係数記憶部45が記憶する補正係数とから上下ヘッドのずれ量を演算するずれ量演算部43と、当該ずれ量演算部43が演算したずれ量からヘッドの駆動軸を補正するための補正値を求める駆動軸補正部44とを備える。
【0039】
ここで、補正係数の求め方について説明する。コラム延出部14bの線膨張係数をα、
延出部分の長さ(コラム本体14から前面側に延出している延出部分の長さ)をLとすると、補正係数βは、
【0040】
(数1)
β=L×α
となる。すなわち、ワイヤ放電加工機の大きさや、コラム延出部14bの材質に応じてβの値が決まり、その値は予め補正係数記憶部45に記憶されている。
【0041】
また、この補正係数を用いたずれ量の求め方について説明する。上下ヘッドのずれ量が0であるときの温度を基準温度T0とし、温度情報入力部41がコラム前温度センサ17から入力した温度をTとすると、上ヘッドの変位量ΔLは、
【0042】
(数2)
ΔL=β×(T−T0)
となる。すなわち、基準温度からの温度変化量により上ヘッドの変位量が決定する。この変化量が上ヘッドのずれ量である。
【0043】
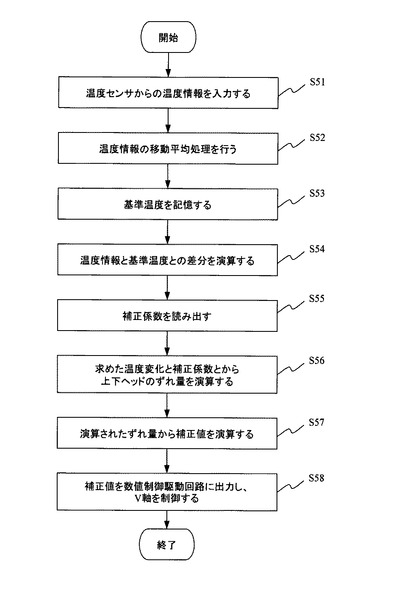
次に、本実施形態に係るワイヤ放電加工機の動作について説明する。図5において、まず、温度情報入力部41が、コラム前温度センサ17からの温度情報を入力する(S51)。入力された温度情報に対して、移動平均処理部(図4において図示していない)が、移動平均処理により、温度変化の値を安定させる(S52)。上下ヘッドの相対的なずれ量が0の状態におけるコラム前温度センサ17からの温度情報を基準温度として基準温度記憶部46に記憶しておく(S53)。温度差演算部42が、入力された温度情報(移動平均処理済みのもの)と基準温度との差分を演算する(S54)。ずれ量演算部43が、補正係数記憶部45から補正係数βを読み出し(S55)、S54で演算された温度差と補正係数βとから上下ヘッドのずれ量を演算する(S56)。駆動軸補正部44が、上下ヘッドのずれ量を補正する補正値を演算し(S57)、数値制御駆動回路18bに出力してV軸を制御する(S58)。以上の処理により、V軸が制御されて補正を終了する。
【0044】
なお、本実施形態に係るワイヤ放電加工機においては、コラム前温度センサ17により測定された温度変化に基づいて、補正値を演算するようにしているが、コラム延出部14bの先端の領域(例えば、U軸駆動体15の下部領域近傍)の温度変化に基づいて、補正値を演算するようにしてもよい。ただし、U軸駆動体15の下部領域近傍は、水等の液体や加工作業の影響で温度変化が不安定となる場合もあるため、より好ましくはコラム前温度センサ17の温度に基づいて処理を行うのがよい。
【0045】
(本発明の第2の実施形態)
本実施形態に係るワイヤ放電加工機について、図6ないし図8を用いて説明する。図6は、本実施形態に係るワイヤ放電加工機の加工液供給装置を示す図、図7は、本実施形態に係るワイヤ放電加工機における制御ユニットの機能ブロック図、図8は、本実施形態に係るワイヤ放電加工機における補正値の演算処理を示す図である。
なお、本実施形態において、前記第1の実施形態と重複する説明については省略する。
【0046】
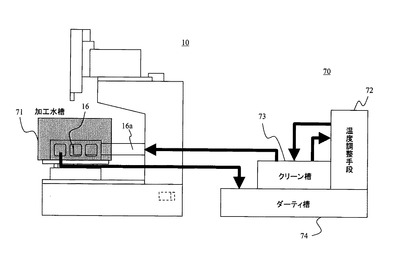
図6に示すように、本実施形態に係るワイヤ放電加工機は、被加工物を加工する際に被加工物、下ヘッド16及び下アーム16aの一部を浸漬させる加工液槽71を備え、その加工液の温度が室温に追従して変化する場合に、下アーム16a用の温度センサからの温度情報を入力し、下アーム16aの材質により定まる線膨張係数及び下アーム16aの長さから得られる補正係数と入力された温度情報とから下ヘッド16の変位量を求め、第1の実施形態で求めた上ヘッドの変位量と本実施形態で求まる下ヘッドの変位量とから上下ヘッドのずれ量を演算するものである。
【0047】
また、本実施形態に係るワイヤ放電加工機は、当該ワイヤ放電加工機に浄化された加工液を下アーム16aを介して供給する加工液供給装置70を備え、当該加工液供給装置70が加工液を貯蔵するクリーン槽73から加工液槽71に加工液を供給し、下アーム用の温度センサが前記クリーン槽73の加工液の温度を測定するものである。
【0048】
ここで、加工液の温度調節について説明する。図6に示すように、加工液供給装置70は、被加工物の加工により汚れた加工液を貯蔵するダーティ槽74と、ダーティ槽74の加工液を浄化する浄化手段(図示しない)と、浄化された加工液を貯蔵するクリーン槽73と、クリーン槽73に貯蔵されている浄化された加工液の温度を調整する温度調整手段72とを備える。加工液の温度調整には2つのモードがあり、温度を一定に保つ一定温度設定と、室温に追従する室温同調設定である。一定温度設定の場合は、温度調整手段72によりクリーン槽73内の加工液の温度が一定に保たれる。室温同調設定の場合は、温度調整手段72によりクリーン槽73内の加工液の温度が室温に同調するように温度調節される。一般的には、電力消費を抑えた室温同調設定で加工処理が行われることが多い。また、温度調整手段72は、一般的にベッドベース11に備えられている温度センサから温度情報を入力して加工液の温度を調整している。
【0049】
一定温度設定の場合は、加工液の温度が一定に保たれていることから、下アーム16a及び下ヘッドの変位量は無視することができ、前記第1の実施形態の場合と同様に、コラム前温度センサからの温度測定と、コラム延出部14bの特性に応じて定まる補正係数のみで、上ヘッドの変位量を演算して補正することで、上下ヘッドのずれを解消することができる。
【0050】
しかしながら、室温同調設定の場合は、加工液の温度が室温に同調して変化するため、下アーム16aが変位し、下ヘッド16の位置がずれてしまう。つまり、上ヘッドの補正だけでも多少のずれを解消することができるが、より効果的にずれを解消するためには、本実施形態のように、下ヘッド16の位置も下アーム16aの温度変化に応じて補正する。
【0051】
ここで、下アーム16a用の温度センサは、下アーム16aに直接設置して下アーム16aの温度変化を測定するようにしてもよいが、クリーン槽73内の加工液の温度変化を測定するようにしてもよい。すなわち、下アーム16aの温度変化をクリーン槽73内の加工液の温度変化と見なす。つまり、図6に示すように、クリーン槽73内の加工液は、下アーム16aを介して加工液槽71に供給されるため、下アーム16aの温度変化は、クリーン槽73内の加工液の温度変化とすることができる。
【0052】
図7は、本実施形態に係るワイヤ放電加工機の制御ユニットの機能ブロック図を示す。第1の実施形態における図3と異なるのは、下アーム16aの温度変化を測定するために、クリーン槽73内にクリーン槽温度センサ61を備え、コラム前温度センサ17の温度情報と共に、クリーン槽温度センサ61の温度情報が制御ユニット18に入力される。
【0053】
制御回路18aの構成は、第1の実施形態における図4と同じであるが、機能が若干異なる。温度情報入力部41は、コラム前温度センサ17及びクリーン槽温度センサ61からの温度情報を入力する。基準温度記憶部46は、上下ヘッドの垂直性が保たれている状態のコラム前温度センサ17の温度情報を第1の基準温度情報として記憶すると共に、上下ヘッドの垂直性が保たれている状態のクリーン槽温度センサ61の温度情報を第2の基準温度情報として記憶する。温度差演算部42は、コラム前温度センサ17の温度情報と第1の基準温度との差を求めると共に、クリーン槽温度センサ61の温度情報と第2の基準温度との差を求める。補正係数記憶部45は、コラム延出部14bの材質により定まる
線膨張係数とコラム延出部14bの長さとに基づいて得られる第1の補正係数を記憶すると共に、下アーム16aの材質により定まる線膨張係数と下アーム16aの長さとに基づいて得られる第2の補正係数を記憶する。ずれ量演算部43は、コラム前温度センサ17の温度差(第1の基準温度との温度差)及び第1の補正係数から上ヘッドの変位量を演算し、クリーン槽温度センサ61の温度差(第2の基準温度との温度差)及び第2の補正係数から下ヘッドの変位量を演算し、それぞれの変位量の差から上下ヘッドのずれ量を演算する。駆動軸補正部44は、演算されたずれ量に基づいてV軸の補正値を演算する。
【0054】
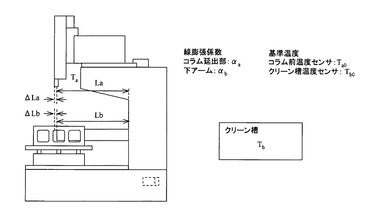
ずれ量演算部43の演算方法について、詳細に説明する。コラム延出部14bの線膨張係数をαa、温度情報をTa、基準温度情報をTa0、延出部分の長さをLa、変位量をΔLaとし、下アーム16aの線膨張係数をαb、温度情報をTb、基準温度情報をTb0、下アーム16aの長さをLb、変位量をΔLbとすると(図8を参照)、上ヘッドの変位量ΔLaは、
【0055】
(数3)
ΔLa=La×αa×(Ta−Ta0)
となり、下ヘッドの変位量ΔLbは、
【0056】
(数4)
ΔLb=Lb×αb×(Tb−Tb0)
となる。第1の補正係数βa=La×αa、第2の補正係数βb=Lb×αbとすると、上下ヘッドの垂直誤差ΔVは、
【0057】
(数5)
ΔV=ΔLa−ΔLb
=βa(Ta−Ta0)−βb(Tb−Tb0)
となる。駆動軸補正部44は、この演算された垂直誤差ΔVに基づいてV軸の補正値を演算する。
【0058】
なお、前記各実施形態に示したように、線膨張係数と長さの積により演算した補正係数の値をそのまま用いて補正を行ってもよいし、線膨張係数と長さの積により演算した補正係数を調整して最適値を求めて補正を行うようにしてもよい。補正係数の調整は、演算した補正係数の値に近い値を用いて実際に補正を行って、結果がよい値を最適値として求めるようにしてもよいし、コンピュータが最適値を選択するようにしてもよい。具体的には、例えば、演算された補正係数近傍の複数の値(例えば、演算値βの+20%、−20%等)で補正した場合の温度センサからの温度情報と上下ヘッドの変位量とのデータを記憶部に格納し、データ分析部が、記憶されたデータに基づいて最大の温度変化に対する最大の上下ヘッドのずれ量を求め、最適値決定部が、最大の温度変化に対する最大の上下ヘッドのずれ量が最も小さい場合のβを最適値として決定するようにしてもよい。
【実施例】
【0059】
本発明に係る放電加工機の有効性を示す実験を行った。実験条件を以下に示す。
(1)加工液の温度設定を室温同調設定とし、補正を全く行わない。
(2)加工液の温度設定を一定温度設定とし、補正を全く行わない。
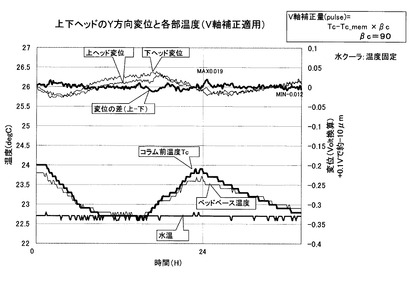
(3)加工液の温度設定を室温同調設定とし、コラム前温度センサの温度情報に基づいて補正を行う。
(4)加工液の温度設定を一定温度設定とし、コラム前温度センサの温度情報に基づいて補正を行う。
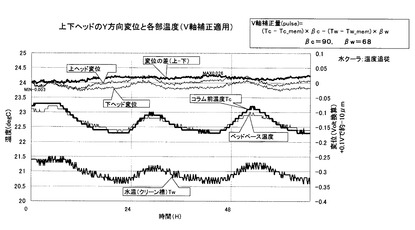
(5)加工液の温度設定を室温同調設定とし、コラム前温度センサの温度情報及び下アーム温度センサの温度情報に基づいて補正を行う。
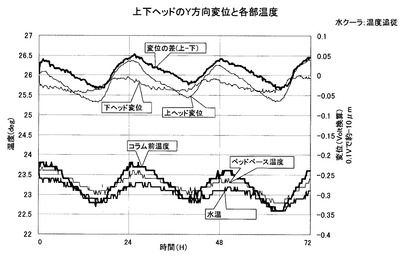
【0060】
(1)の条件における結果を図9に示す。図9において、横軸が時間、縦軸が温度又は変位量を示す。変位量についてはボルト換算されているため、0.1Vが約10μmとして変位量を演算する。図9からわかる通り、水温(加工液の温度)は、ベッドベース温度(ベッドベースに備えられた温度センサからの温度情報であり室温に相当している)に追従している。この場合の上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大0.9度の温度変化に対して、最大8.8μm程度のずれが観測される。ここでは、補正処理は何も行っていないため、上下ヘッドのずれ量が非常に大きな値となっている。
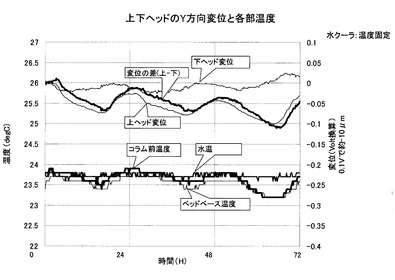
【0061】
(2)の条件における結果を図10に示す。図10において、横軸が時間、縦軸が温度又は変位量を示す。図10からわかる通り、水温はほぼ一定の値に固定されており、コラム前温度センサの温度情報のみが、ベッドベース温度に追従している。この場合の上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大0.6度の温度変化に対して、最大12.1μm程度のずれが観測される。ここでも、上記同様に補正処理は何も行っておらず、上下ヘッドのずれ量がさらに大きな値となっている。
【0062】
(3)の条件における結果を図11に示す。図11において、横軸が時間、縦軸が温度又は変位量を示す。図11からわかる通り、水温及びコラム前温度センサの温度情報は、ベッドベース温度にほぼ追従している。このとき、コラム前温度センサの温度情報から、上下ヘッドのずれ量を補正している。その結果、上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大0.7度の温度変化に対して、最大6.5μm程度のずれが観測される。この結果から、図9の場合に比べて多少上下ヘッドのずれ量が小さくなり、補正の効果が出ていることがわかる。
【0063】
(4)の条件における結果を図12に示す。図12において、横軸が時間、縦軸が温度又は変位量を示す。図12からわかる通り、水温はほぼ一定の値に固定されており、コラム前温度センサの温度情報のみが、ベッドベース温度に追従している。このとき、コラム前温度センサの温度情報から、上下ヘッドのずれ量を補正している。その結果、上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大1.1度の温度変化に対して、最大3.1μm程度のずれが観測される。この結果から、図10の場合に比べて明らかに顕著な補正の効果が出ていることがわかる。また、図11及び図12の結果から、加工液の温度設定が一定温度設定である場合に、コラム前温度センサの温度情報から上下ヘッドのずれ量を補正すると顕著な効果が現われることがわかる。すなわち、加工液の温度設定が室温同調設定である場合は、下ヘッドの変位量が上下ヘッドのずれ量に関与していることが明らかである。
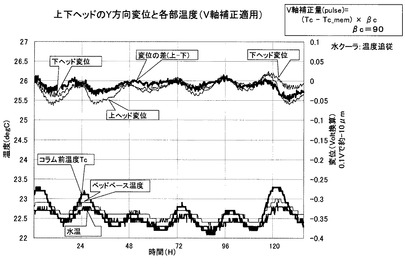
【0064】
(5)の条件における結果を図13に示す。図13において、横軸が時間、縦軸が温度又は変位量を示す。図12からわかる通り、水温(ここではクリーン槽における加工液の温度)及びコラム前温度センサの温度情報は、ベッドベース温度にほぼ追従している。このとき、コラム前温度センサ及び下アーム温度センサ(クリーン槽内に設置された温度センサ)の温度情報から、上下ヘッドのずれ量を補正している。その結果、上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大0.9度の温度変化に対して、最大2.9μm程度のずれが観測される。この結果から、図9、図11の場合に比べて明らかに顕著な補正の効果が出ていることがわかる。つまり、加工液の温度設定が室温同調設定である場合には、下ヘッドの変位量も含めて補正値を演算することで、非常に有効な効果を得ることができることがわかる。
【0065】
上記各結果から、本発明に係るワイヤ放電加工機は、コラム前温度センサからの温度情報に基づいてヘッドの軸を補正することで、上下ヘッドのずれを解消することができる。特に、加工液の温度設定が一定温度設定の場合に顕著な効果を得ることができる。また、
加工液の温度設定が室温同調設定の場合は、コラム前温度センサ及び下アーム温度センサからの温度情報に基づいてヘッドの軸を補正することで、上下ヘッドのずれを解消できる顕著な効果を得ることができる。
【符号の説明】
【0066】
10 ワイヤ放電加工機
11 ベッドベース
12 X−Yテーブル組立体
12X X軸駆動テーブル
12Xa 一対のガイドレール
12Xb Y軸駆動モータ
12Xc ナット12
12Y Y軸駆動テーブル
12Ya 一対のガイドレール
12Yb Y軸駆動モータ
12Yc ナット
13 ワークテーブル
14 コラム部
14a コラム本体
14b 片持ち支持構造体
15 可動組立体
15V V軸駆動体
15Va V軸駆動モータ
15U U軸駆動体
15Ua U軸駆動モータ
15Ub ガイド部材
15Z Z軸駆動体(上ヘッド)
15Za Z軸駆動モータ
16 下ヘッド
16a 下アーム
17 コラム前温度センサ
18 制御ユニット
18a 制御回路
18b 数値制御駆動回路
18c 入出力ポート(I/O)
41 温度情報入力部
42 温度差演算部
43 ずれ量演算部
44 駆動軸補正部
45 補正係数記憶部
46 基準温度記憶部
61 クリーン槽温度センサ
70 加工液供給装置
71 加工液槽
72 温度調整手段
73 クリーン槽
74 ダーティ槽
【技術分野】
【0001】
本発明は、室温変化による上下2つのヘッドのV方向の位置ずれを所定箇所の温度測定で補正するワイヤ放電加工機に関する。
【背景技術】
【0002】
ワイヤ放電加工機は、被加工物(ワーク)に対して極めて精密な加工を行うことができる。しかしながら、装置周辺の温度等の変動に伴って、装置各部にほんの僅かな熱変形が生じた場合であっても、加工精度への影響が大きくなる。このため、温度変化の影響により生じた熱変形による装置各部のずれを、温度変化に応じて補正する技術が開示されている(例えば、特許文献1、2を参照)。
【0003】
特許文献1に示す技術は、加工物と被加工物とを主軸やテーブル等により相対的に移動させて被加工物を加工する工作機械装置において、その機械装置の温度を検知して、その温度の単位時間当たりの変化量を求め、その温度の変化量を周囲温度の変化量や機械駆動系の発熱によって生じる機械装置の熱変形を打ち消すための主軸やテーブル等の移動量に変換して制御系に補正を加える補正手段を備えるものである。
【0004】
特許文献2に示す技術は、工具と被加工物とを相対的に移動させて加工を行う工作機械において、機械部の各要素部分に配置した温度センサからの温度情報を温度記憶手段に記憶し、また、この時の各軸の熱変位量を熱変位量記憶手段に記憶し、熱変位量推論手段は、上記温度記憶手段からの温度情報を入力し、且つ熱変位量記憶手段から熱変位量を教師信号として入力し、ニューラルネットワークにて学習を行って関数を同定し、実際の制御時には、温度センサからの温度情報に基づいて上記推論手段は機械部の熱変位量推論値を求め、補正値演算部はこの上記推論値に基づいて各軸の熱変位量の補正値を求め、更に、数値制御部は、この補正値に基づいて各軸の移動量を補正し、各軸の軸駆動を制御するものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭61−297057号公報
【特許文献2】特開平7−75937号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に示す技術は、テーブルの温度変化に対するテーブルの熱変形量から補正値を割り出しているため、簡単な演算で補正を行うことを実現しているが、ヘッドの上下の相対的なずれを補正するには演算のパラメータが十分でなく、ヘッド上下のずれを正確に補正することが困難となってしまう。また、一般的に広く普及している、コラム部分が片持ち構造となっている装置に対しては、特にコラム部分の熱変形が大きく、テーブルの熱変形量の測定だけでは、正確な補正値を割り出すことが困難である。
【0007】
特許文献2に示す技術は、多数の温度センサから得られる温度変化と各部の熱変位量とを教師信号としてニューラルネットワークを構築し、同定された関数に基づいて補正値を演算するため、多くの測定値が必要となり、装置の構成が複雑化すると共に、ニューラルネットワークの構築等により演算処理も複雑化してしまい、作業が煩わしくなったり保守点検が大変になってしまう。
【0008】
本発明は、本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、上ヘッドを支持するコラム部が背面側から前面側に延出する片持ち支持構造体を有するワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に割り出して補正を行うワイヤ放電加工機等を提供する。
【課題を解決するための手段】
【0009】
本願に開示するワイヤ放電加工機は、室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するワイヤ放電加工機であって、本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、前記片持ち支持構造体の先端部周辺に配設された第1の温度測定手段により測定された温度情報を入力する温度情報入力手段と、前記ヘッドの位置ずれが生じていないときの前記温度情報を第1の基準温度情報として記憶する基準温度記憶手段と、前記温度情報入力手段が入力した温度情報及び前記第1の基準温度情報の差分を演算する温度差演算手段と、前記片持ち支持構造体の材質における線膨張係数と、前記片持ち支持構造体の前面側への延出部分の長さとに基づいて得られる第1の補正係数を記憶する補正係数記憶手段と、前記温度差演算手段が演算した温度差及び前記第1の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算手段と、演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正手段とを備えるものである。
【0010】
このように、本願に開示するワイヤ放電加工機においては、本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、片持ち支持構造体の先端部に配設される温度測定手段で測定された温度変化量と、片持ち支持構造体の材質における線膨張係数及び延出部分の長さから得られる補正係数とに基づいて、上下ヘッドの相対的な位置ずれを演算して補正するため、必要最低限の箇所の温度変化量を検出するだけで、正確な補正を行うことができるという効果を奏する。すなわち、本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計されていることから、左右方向の変位についてはほとんど意識する必要がないのに対し、背面側から前面側に延出する片持ち支持構造体の前後方向の変位は、構造上非常に大きくなってしまい補正する必要性が高くなる。つまり、片持ち支持構造体の先端部の温度変化と片持ち支持構造体の特性に応じて定められる補正係数とに基づいて、上下ヘッドの相対的なずれ量を求めることで、上下ヘッドのずれを正確に補正することができる。
【0011】
本願に開示するワイヤ放電加工機は、少なくとも被加工物の加工時に、前記被加工物及び下ヘッドを浸漬させる加工液を貯蔵する加工液槽を備え、前記加工液の温度が室温に追従して変化する場合に、前記温度情報入力手段が、前記下ヘッドに連接する下アームの温度を測定する第2の温度測定手段により測定された温度情報を入力し、前記基準温度記憶手段が、前記ヘッドの位置ずれが生じていないときの前記第2の温度測定手段により測定された温度情報を第2の基準温度情報として記憶し、前記補正係数記憶手段が、前記下アームの材質における線膨張係数及び前記下アームの長さから得られる第2の補正係数を記憶し、前記ずれ量演算手段が、前記温度差演算手段にて演算された前記片持ち支持構造体の温度差及び前記下アームの温度差並びに前記第1の補正係数及び前記第2の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するものである。
【0012】
このように、本願に開示するワイヤ放電加工機においては、被加工物及び下ヘッドを浸漬させる加工液の温度が室温に追従して変化する場合に、下ヘッドに連接する下アームの温度を測定する第2の温度測定手段により測定された下アームの温度変化量と、下アームの材質における線膨張係数及び長さから得られる第2の補正係数とに基づいて、下アームの変位量を演算し、片持ち支持構造体の変位量(すなわち、上ヘッドの位置ずれ)との関
係で補正を行うため、加工液が室温に追従して変化するような状況下であっても、室温の変化による上ヘッドの変位量と加工液の変化による下ヘッドの変位量とに基づいて、上下ヘッドのずれ量を正確に補正することができるという効果を奏する。
【0013】
本願に開示するワイヤ放電加工機は、前記第1の温度測定手段が、前記片持ち支持構造体におけるコラム先端部に配設されているものである。
【0014】
このように、本願に開示するワイヤ放電加工機においては、温度測定手段が、片持ち支持構造におけるコラム先端部に配設されているため、加工液等による温度変化の影響を受けることなく、室温の温度変化に対応する上ヘッドのずれ量を正確に補正することができるという効果を奏する。
【0015】
本願に開示するワイヤ放電加工機は、前記温度情報入力手段が入力した温度情報に対して移動平均処理を行う移動平均処理手段を備え、前記温度差演算手段が、前記移動平均処理がなされた温度情報に対して差分を演算するものである。
【0016】
このように、本願に開示するワイヤ放電加工機においては、温度情報入力手段が入力した温度情報に対して移動平均処理を行うため、安定的な温度情報を得ることができ、正確な温度変化を演算することができるという効果を奏する。
【0017】
本願に開示するワイヤ放電加工機は、前記ワイヤ放電加工機に浄化された加工液を供給する加工液供給装置を備え、前記加工液供給装置が、浄化された前記加工液を貯蔵するクリーン槽と、前記クリーン槽に貯蔵された浄化された加工液を、前記下アームを介して前記加工液槽に供給する加工液供給手段とを備え、前記第2の温度測定手段が、前記クリーン槽に貯蔵された浄化された加工液の温度を測定する。
【0018】
このように、本願に開示するワイヤ放電加工機においては、加工液供給装置のクリーン槽に貯蔵された浄化された加工液を、下アームを介して加工液槽に供給しているため、下アームの温度をクリーン槽に貯蔵されている加工液の温度と見なすことができ、下アームの温度変化を構造的に測定が容易となるクリーン槽で正確に行うことができるという効果を奏する。
【0019】
本願に開示するヘッド制御方法は、ワイヤ放電加工機における室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するヘッド制御方法であって、前記ワイヤ放電加工機の本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、前記片持ち支持構造体の先端部周辺に配設された温度測定手段により測定された温度情報を入力する温度情報入力ステップと、前記温度情報入力手段が入力した温度情報と、前記ヘッドの位置ずれが生じていないときに前記温度測定手段により測定された温度情報である基準温度情報との差分を演算する温度差演算ステップと、前記片持ち支持構造体の材質における線膨張係数及び前記片持ち支持構造体の長さから得られる補正係数と、前記温度差演算ステップで演算された温度差とに基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算ステップと、演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正ステップとを含むものである。
【0020】
本願に開示するヘッド制御プログラムは、ワイヤ放電加工機における室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するヘッド制御プログラムであって、前記ワイヤ放電加工機の本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、前記片持ち支持構造体の先端部周辺に配設された温度測定手段により測定された温度情報
を入力する温度情報入力手段、前記ヘッドの位置ずれが生じていないときの前記温度情報を基準温度情報として記憶する基準温度記憶手段、前記温度情報入力手段が入力した温度情報及び前記基準温度情報の差分を演算する温度差演算手段、前記片持ち支持構造体の材質における線膨張係数及び前記片持ち支持構造体の長さから得られる第1の補正係数を記憶する補正係数記憶手段、前記温度差演算手段が演算した温度差及び前記第1の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算手段、演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正手段としてコンピュータを機能させるものである。
【図面の簡単な説明】
【0021】
【図1】第1の実施形態に係るワイヤ放電加工機の正面図である。
【図2】第1の実施形態に係るワイヤ放電加工機の右側面図である。
【図3】第1の実施形態に係るワイヤ放電加工機における制御ユニットのブロック図である。
【図4】第1の実施形態に係るワイヤ放電加工機における制御回路の機能ブロック図である。
【図5】第1の実施形態に係るワイヤ放電加工機における補正の動作を示すフローチャートである。
【図6】第2の実施形態に係るワイヤ放電加工機における加工液供給装置を示す図である。
【図7】第2の実施形態に係るワイヤ放電加工機における制御ユニットの機能ブロック図である。
【図8】第2の実施形態に係るワイヤ放電加工機における補正値の演算処理を示す図である。
【図9】実施例に係るワイヤ放電加工機の第1の実験結果を示す図である。
【図10】実施例に係るワイヤ放電加工機の第2の実験結果を示す図である。
【図11】実施例に係るワイヤ放電加工機の第3の実験結果を示す図である。
【図12】実施例に係るワイヤ放電加工機の第4の実験結果を示す図である。
【図13】実施例に係るワイヤ放電加工機の第5の実験結果を示す図である。
【発明を実施するための最良の形態】
【0022】
以下、本発明の実施の形態を説明する。本実施形態の全体を通して同じ要素には同じ符号を付けている。
(本発明の第1の実施形態)
本実施形態に係る放電加工機について、図1ないし図5を用いて説明する。図1は、本発明に係るワイヤ放電加工機の正面図、図2は、本発明に係るワイヤ放電加工機の右側面図、図3は、本発明に係るワイヤ放電加工機における制御ユニットのブロック図、図4は、本発明に係るワイヤ放電加工機における制御回路の機能ブロック図、図5は、本発明に係るワイヤ放電加工機における補正の動作を示すフローチャートである。
【0023】
図1及び図2において、本発明によるワイヤ放電加工機の一実施形態が参照符号10で全体的に示され、このワイヤ放電加工機10はベッドベース11を具備し、このベッドベース11は金属の鋳造体である。
【0024】
また、図1及び図2において、ワイヤ放電加工機10は、当該ワイヤ放電加工機10から見てベッドベース11の前方側に配設されたX−Yテーブル12を具備し、このX−Yテーブル12は、ワイヤ放電加工機10の正面から見て(図1の図面方向から見て)前後方向すなわちY軸方向に移動自在となったY軸駆動テーブル12Yと、このY軸駆動テーブル12Y上に設けられ、かつワイヤ放電加工機10の正面から見て(図1の図面方向から見て)左右方向すなわちX軸方向に移動自在となったX軸駆動テーブル12Xとを備え
る。
【0025】
詳述すると、Y軸駆動テーブル12Yは、ベッドベース11上の左右の側辺に沿って敷設された一対のガイドレール12Ya上に摺動自在に載置され、Y軸駆動モータ12YbによってY軸方向に駆動される。また、X軸駆動テーブル12Xは、Y軸駆動テーブル12Yの前後の側辺に沿って敷設された一対のガイドレール12Xa上に摺動自在に載置され、かつY軸駆動テーブル12Yの左端側に設けられたX軸駆動モータ12Xb(図1参照)によってX軸方向に駆動される。
【0026】
ワイヤ放電加工機10は、更に、X−Yテーブル12上に設置されたワークテーブル13を具備し、このワークテーブル13に図示されない被加工物、すなわちワークが搭載される。なお、実際には、X軸駆動テーブル12X上には加工液(ここでは、水とする)を保持した加工液槽(第2の実施形態において後述する)が置かれ、ワークテーブル13と搭載されるワークは加工液槽内に浸漬される。
【0027】
ワイヤ放電加工機10は、更に、ベッドベース11の背面側に配設されたコラム部14を具備し、このコラム部14は、ベッドベース11上に直立したコラム本体14aと、このコラム本体14aの頂部から前面方向に延出したコラム延出部14bとを備え、片持ち支持構造体となっている。
【0028】
ワイヤ放電加工機10は、更に、コラム延出部14b上に搭載された可動組立体15を具備する。詳述すると、可動組立体15は、コラム延出部14b上に設けられ、かつY軸方向に平行なV軸方向(図2参照)に沿って移動自在であるV軸駆動体15Vと、このV軸駆動体15Vの前面側に設けられ、かつX軸方向に平行なU軸方向(図1参照)に沿って移動自在であるU軸駆動体15Uと、このU軸駆動体15Uの前面側に設けられ、かつ上下方向、すなわちZ軸方向に移動自在であるZ軸駆動体15Zとを備える。なお、本実施形態においては、Z軸駆動体15Zは上ヘッドとして構成される。
【0029】
V軸駆動体15Vは、コラム延出部14b上に取り付けられたV軸駆動モータ15VaによってV軸方向に駆動される。U軸駆動体15Uはそれ自体によって保持されたU軸駆動モータ15Ua(図1参照)によってU軸方向に駆動される。U軸駆動体15Uはそれと一体的に設けられたガイド部材15Ubを有し、このガイド部材15UbによりZ軸駆動体、すなわち上ヘッド15Zが摺動自在に保持される。上ヘッド15Zは、ガイド部材15Ubによって保持されたZ軸駆動モータ15Za(図2参照)によってZ軸方向に駆動される。
【0030】
ワイヤ放電加工機10は、更に、コラム部14のコラム本体14aの前面側のほぼ中央から前方側に片持ち梁の態様で延出した下アーム16a及びその先端部の下ヘッド16を具備する。上ヘッド15Zから送出されたワイヤ(図示されない)は下ヘッド16に導入されて上下ヘッド間に張設される。
【0031】
従来のワイヤ放電加工機と同様に、本発明の場合でも、Y軸モータ12Yb、X軸モータ12Xb、Z軸モータ15Za、U軸モータ15Ua及びV軸モータ15Vaを適宜数値制御することにより、ワークテーブル13上のワークを所望の形状に加工することができる。このときU軸モータ15Ua及びV軸モータ15Vaは、上ヘッド15Zと下ヘッド16との間を走行するワイヤの傾斜角度(垂直線に対する)を制御するために使用され、これによりテーパ加工を施すことができる。
【0032】
また、プレート加工のように垂直精度やピッチ精度が厳しく要求される場合には、上ヘッド15Zと下ヘッド16との間を走行するワイヤを精度よく垂直に維持することが必要
とされる。ところが、ワイヤ放電加工機10が置かれている室温変化によりワイヤを精度よく垂直に維持することが非常に難しい。これは、室温変化のためにワイヤ放電加工機10の本体や付属部品の寸法が変化し、上ヘッド15Zと下ヘッド16との間に位置ずれが生じてしまうからである。このような場合の対応策として、機械設置環境の温度管理(恒温ルーム設備)を施す方法や、機械各部の温度を極力一定に保つための油循環システムを採用する方法等があるが、それらの方法は非常にコストが掛かりユーザ側に大きな負担となる。
【0033】
本発明によれば、プレート加工等に要求されるワイヤ垂直精度を改善するために、ワイヤ放電加工機10は、更に、片持ち支持構造であるコラム部14におけるコラム延出部14bの先端であるコラム前に取り付けられたコラム前温度センサ17を具備する。後述するように、このコラム前温度センサ17で検出した温度変化に基づいてV軸モータ15Vaの駆動量を補正することにより、ワイヤの垂直精度が高められる。
【0034】
ここで注目すべきこととして、図1に示すように、本発明によるワイヤ放電加工機10にあっては、その本体及びX−Yテーブル12がワイヤ放電加工機10の前面側から見て略左右対称に設計されるということが挙げられる。このためワイヤ放電加工機10の本体及びX−Yテーブル12が温度変化によるX軸方向及びU軸方向の寸法変化を受けたとしても、その寸法変化は上ヘッド15Zと下ヘッド16との間の位置ずれにほとんど関与しない。上ヘッド15Zと下ヘッド16との間の位置ずれについては、専ら片持ち支持構造体であるコラム部14のコラム延出部14b及び下ヘッド16のV軸方向に沿う寸法変化に起因することが明らかとなった。
【0035】
このようなことから、本実施形態に係る放電加工機は、以下のような構成となる。図3において、ワイヤ放電加工機10に内蔵される制御ユニット18の制御ブロック図を示す。制御ユニット18は、制御回路18aを備え、この制御回路18aには中央演算処理ユニット(CPU)と、種々のプログラムや定数等を格納する読出し専用メモリ(ROM)と、CPUの動作時に一時的なデータを格納する書込み読出し自在なメモリ(RAM)と、入出力インタフェース回路(I/O)等が設けられる。
【0036】
また、制御ユニット18は数値制御駆動回路18bを具備し、この数値制御駆動回路18bは制御回路18aの制御下で動作され、数値制御駆動回路18bからは数値制御データに基づく駆動パルスがV軸モータ15Vaに出力される。
【0037】
更に、制御ユニット18は入出力ポート(I/O)18cを具備し、このI/O18cはコラム前温度センサ17に接続され、制御回路18aはコラム前温度センサ17からI/O18cを介して温度データを取り込む。
【0038】
制御回路18aのモジュール構成について、図4を用いてさらに詳細に説明する。図4において、制御回路18aは、コラム前温度センサ17からの温度情報を入力する温度情報入力部41と、上下ヘッドの垂直性が保たれている状態の温度を基準温度として記憶する基準温度記憶部46と、温度情報入力部41で入力された温度情報及び基準温度記憶部46に記憶されている基準温度の差を演算する温度差演算部42と、コラム延出部14bの材質により定まる線膨張係数とコラム延出部14bの長さとに基づいて(具体的には、線膨張係数と長さの積から)得られる補正係数を記憶する補正係数記憶部45と、温度差演算部42が演算した温度差と補正係数記憶部45が記憶する補正係数とから上下ヘッドのずれ量を演算するずれ量演算部43と、当該ずれ量演算部43が演算したずれ量からヘッドの駆動軸を補正するための補正値を求める駆動軸補正部44とを備える。
【0039】
ここで、補正係数の求め方について説明する。コラム延出部14bの線膨張係数をα、
延出部分の長さ(コラム本体14から前面側に延出している延出部分の長さ)をLとすると、補正係数βは、
【0040】
(数1)
β=L×α
となる。すなわち、ワイヤ放電加工機の大きさや、コラム延出部14bの材質に応じてβの値が決まり、その値は予め補正係数記憶部45に記憶されている。
【0041】
また、この補正係数を用いたずれ量の求め方について説明する。上下ヘッドのずれ量が0であるときの温度を基準温度T0とし、温度情報入力部41がコラム前温度センサ17から入力した温度をTとすると、上ヘッドの変位量ΔLは、
【0042】
(数2)
ΔL=β×(T−T0)
となる。すなわち、基準温度からの温度変化量により上ヘッドの変位量が決定する。この変化量が上ヘッドのずれ量である。
【0043】
次に、本実施形態に係るワイヤ放電加工機の動作について説明する。図5において、まず、温度情報入力部41が、コラム前温度センサ17からの温度情報を入力する(S51)。入力された温度情報に対して、移動平均処理部(図4において図示していない)が、移動平均処理により、温度変化の値を安定させる(S52)。上下ヘッドの相対的なずれ量が0の状態におけるコラム前温度センサ17からの温度情報を基準温度として基準温度記憶部46に記憶しておく(S53)。温度差演算部42が、入力された温度情報(移動平均処理済みのもの)と基準温度との差分を演算する(S54)。ずれ量演算部43が、補正係数記憶部45から補正係数βを読み出し(S55)、S54で演算された温度差と補正係数βとから上下ヘッドのずれ量を演算する(S56)。駆動軸補正部44が、上下ヘッドのずれ量を補正する補正値を演算し(S57)、数値制御駆動回路18bに出力してV軸を制御する(S58)。以上の処理により、V軸が制御されて補正を終了する。
【0044】
なお、本実施形態に係るワイヤ放電加工機においては、コラム前温度センサ17により測定された温度変化に基づいて、補正値を演算するようにしているが、コラム延出部14bの先端の領域(例えば、U軸駆動体15の下部領域近傍)の温度変化に基づいて、補正値を演算するようにしてもよい。ただし、U軸駆動体15の下部領域近傍は、水等の液体や加工作業の影響で温度変化が不安定となる場合もあるため、より好ましくはコラム前温度センサ17の温度に基づいて処理を行うのがよい。
【0045】
(本発明の第2の実施形態)
本実施形態に係るワイヤ放電加工機について、図6ないし図8を用いて説明する。図6は、本実施形態に係るワイヤ放電加工機の加工液供給装置を示す図、図7は、本実施形態に係るワイヤ放電加工機における制御ユニットの機能ブロック図、図8は、本実施形態に係るワイヤ放電加工機における補正値の演算処理を示す図である。
なお、本実施形態において、前記第1の実施形態と重複する説明については省略する。
【0046】
図6に示すように、本実施形態に係るワイヤ放電加工機は、被加工物を加工する際に被加工物、下ヘッド16及び下アーム16aの一部を浸漬させる加工液槽71を備え、その加工液の温度が室温に追従して変化する場合に、下アーム16a用の温度センサからの温度情報を入力し、下アーム16aの材質により定まる線膨張係数及び下アーム16aの長さから得られる補正係数と入力された温度情報とから下ヘッド16の変位量を求め、第1の実施形態で求めた上ヘッドの変位量と本実施形態で求まる下ヘッドの変位量とから上下ヘッドのずれ量を演算するものである。
【0047】
また、本実施形態に係るワイヤ放電加工機は、当該ワイヤ放電加工機に浄化された加工液を下アーム16aを介して供給する加工液供給装置70を備え、当該加工液供給装置70が加工液を貯蔵するクリーン槽73から加工液槽71に加工液を供給し、下アーム用の温度センサが前記クリーン槽73の加工液の温度を測定するものである。
【0048】
ここで、加工液の温度調節について説明する。図6に示すように、加工液供給装置70は、被加工物の加工により汚れた加工液を貯蔵するダーティ槽74と、ダーティ槽74の加工液を浄化する浄化手段(図示しない)と、浄化された加工液を貯蔵するクリーン槽73と、クリーン槽73に貯蔵されている浄化された加工液の温度を調整する温度調整手段72とを備える。加工液の温度調整には2つのモードがあり、温度を一定に保つ一定温度設定と、室温に追従する室温同調設定である。一定温度設定の場合は、温度調整手段72によりクリーン槽73内の加工液の温度が一定に保たれる。室温同調設定の場合は、温度調整手段72によりクリーン槽73内の加工液の温度が室温に同調するように温度調節される。一般的には、電力消費を抑えた室温同調設定で加工処理が行われることが多い。また、温度調整手段72は、一般的にベッドベース11に備えられている温度センサから温度情報を入力して加工液の温度を調整している。
【0049】
一定温度設定の場合は、加工液の温度が一定に保たれていることから、下アーム16a及び下ヘッドの変位量は無視することができ、前記第1の実施形態の場合と同様に、コラム前温度センサからの温度測定と、コラム延出部14bの特性に応じて定まる補正係数のみで、上ヘッドの変位量を演算して補正することで、上下ヘッドのずれを解消することができる。
【0050】
しかしながら、室温同調設定の場合は、加工液の温度が室温に同調して変化するため、下アーム16aが変位し、下ヘッド16の位置がずれてしまう。つまり、上ヘッドの補正だけでも多少のずれを解消することができるが、より効果的にずれを解消するためには、本実施形態のように、下ヘッド16の位置も下アーム16aの温度変化に応じて補正する。
【0051】
ここで、下アーム16a用の温度センサは、下アーム16aに直接設置して下アーム16aの温度変化を測定するようにしてもよいが、クリーン槽73内の加工液の温度変化を測定するようにしてもよい。すなわち、下アーム16aの温度変化をクリーン槽73内の加工液の温度変化と見なす。つまり、図6に示すように、クリーン槽73内の加工液は、下アーム16aを介して加工液槽71に供給されるため、下アーム16aの温度変化は、クリーン槽73内の加工液の温度変化とすることができる。
【0052】
図7は、本実施形態に係るワイヤ放電加工機の制御ユニットの機能ブロック図を示す。第1の実施形態における図3と異なるのは、下アーム16aの温度変化を測定するために、クリーン槽73内にクリーン槽温度センサ61を備え、コラム前温度センサ17の温度情報と共に、クリーン槽温度センサ61の温度情報が制御ユニット18に入力される。
【0053】
制御回路18aの構成は、第1の実施形態における図4と同じであるが、機能が若干異なる。温度情報入力部41は、コラム前温度センサ17及びクリーン槽温度センサ61からの温度情報を入力する。基準温度記憶部46は、上下ヘッドの垂直性が保たれている状態のコラム前温度センサ17の温度情報を第1の基準温度情報として記憶すると共に、上下ヘッドの垂直性が保たれている状態のクリーン槽温度センサ61の温度情報を第2の基準温度情報として記憶する。温度差演算部42は、コラム前温度センサ17の温度情報と第1の基準温度との差を求めると共に、クリーン槽温度センサ61の温度情報と第2の基準温度との差を求める。補正係数記憶部45は、コラム延出部14bの材質により定まる
線膨張係数とコラム延出部14bの長さとに基づいて得られる第1の補正係数を記憶すると共に、下アーム16aの材質により定まる線膨張係数と下アーム16aの長さとに基づいて得られる第2の補正係数を記憶する。ずれ量演算部43は、コラム前温度センサ17の温度差(第1の基準温度との温度差)及び第1の補正係数から上ヘッドの変位量を演算し、クリーン槽温度センサ61の温度差(第2の基準温度との温度差)及び第2の補正係数から下ヘッドの変位量を演算し、それぞれの変位量の差から上下ヘッドのずれ量を演算する。駆動軸補正部44は、演算されたずれ量に基づいてV軸の補正値を演算する。
【0054】
ずれ量演算部43の演算方法について、詳細に説明する。コラム延出部14bの線膨張係数をαa、温度情報をTa、基準温度情報をTa0、延出部分の長さをLa、変位量をΔLaとし、下アーム16aの線膨張係数をαb、温度情報をTb、基準温度情報をTb0、下アーム16aの長さをLb、変位量をΔLbとすると(図8を参照)、上ヘッドの変位量ΔLaは、
【0055】
(数3)
ΔLa=La×αa×(Ta−Ta0)
となり、下ヘッドの変位量ΔLbは、
【0056】
(数4)
ΔLb=Lb×αb×(Tb−Tb0)
となる。第1の補正係数βa=La×αa、第2の補正係数βb=Lb×αbとすると、上下ヘッドの垂直誤差ΔVは、
【0057】
(数5)
ΔV=ΔLa−ΔLb
=βa(Ta−Ta0)−βb(Tb−Tb0)
となる。駆動軸補正部44は、この演算された垂直誤差ΔVに基づいてV軸の補正値を演算する。
【0058】
なお、前記各実施形態に示したように、線膨張係数と長さの積により演算した補正係数の値をそのまま用いて補正を行ってもよいし、線膨張係数と長さの積により演算した補正係数を調整して最適値を求めて補正を行うようにしてもよい。補正係数の調整は、演算した補正係数の値に近い値を用いて実際に補正を行って、結果がよい値を最適値として求めるようにしてもよいし、コンピュータが最適値を選択するようにしてもよい。具体的には、例えば、演算された補正係数近傍の複数の値(例えば、演算値βの+20%、−20%等)で補正した場合の温度センサからの温度情報と上下ヘッドの変位量とのデータを記憶部に格納し、データ分析部が、記憶されたデータに基づいて最大の温度変化に対する最大の上下ヘッドのずれ量を求め、最適値決定部が、最大の温度変化に対する最大の上下ヘッドのずれ量が最も小さい場合のβを最適値として決定するようにしてもよい。
【実施例】
【0059】
本発明に係る放電加工機の有効性を示す実験を行った。実験条件を以下に示す。
(1)加工液の温度設定を室温同調設定とし、補正を全く行わない。
(2)加工液の温度設定を一定温度設定とし、補正を全く行わない。
(3)加工液の温度設定を室温同調設定とし、コラム前温度センサの温度情報に基づいて補正を行う。
(4)加工液の温度設定を一定温度設定とし、コラム前温度センサの温度情報に基づいて補正を行う。
(5)加工液の温度設定を室温同調設定とし、コラム前温度センサの温度情報及び下アーム温度センサの温度情報に基づいて補正を行う。
【0060】
(1)の条件における結果を図9に示す。図9において、横軸が時間、縦軸が温度又は変位量を示す。変位量についてはボルト換算されているため、0.1Vが約10μmとして変位量を演算する。図9からわかる通り、水温(加工液の温度)は、ベッドベース温度(ベッドベースに備えられた温度センサからの温度情報であり室温に相当している)に追従している。この場合の上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大0.9度の温度変化に対して、最大8.8μm程度のずれが観測される。ここでは、補正処理は何も行っていないため、上下ヘッドのずれ量が非常に大きな値となっている。
【0061】
(2)の条件における結果を図10に示す。図10において、横軸が時間、縦軸が温度又は変位量を示す。図10からわかる通り、水温はほぼ一定の値に固定されており、コラム前温度センサの温度情報のみが、ベッドベース温度に追従している。この場合の上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大0.6度の温度変化に対して、最大12.1μm程度のずれが観測される。ここでも、上記同様に補正処理は何も行っておらず、上下ヘッドのずれ量がさらに大きな値となっている。
【0062】
(3)の条件における結果を図11に示す。図11において、横軸が時間、縦軸が温度又は変位量を示す。図11からわかる通り、水温及びコラム前温度センサの温度情報は、ベッドベース温度にほぼ追従している。このとき、コラム前温度センサの温度情報から、上下ヘッドのずれ量を補正している。その結果、上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大0.7度の温度変化に対して、最大6.5μm程度のずれが観測される。この結果から、図9の場合に比べて多少上下ヘッドのずれ量が小さくなり、補正の効果が出ていることがわかる。
【0063】
(4)の条件における結果を図12に示す。図12において、横軸が時間、縦軸が温度又は変位量を示す。図12からわかる通り、水温はほぼ一定の値に固定されており、コラム前温度センサの温度情報のみが、ベッドベース温度に追従している。このとき、コラム前温度センサの温度情報から、上下ヘッドのずれ量を補正している。その結果、上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大1.1度の温度変化に対して、最大3.1μm程度のずれが観測される。この結果から、図10の場合に比べて明らかに顕著な補正の効果が出ていることがわかる。また、図11及び図12の結果から、加工液の温度設定が一定温度設定である場合に、コラム前温度センサの温度情報から上下ヘッドのずれ量を補正すると顕著な効果が現われることがわかる。すなわち、加工液の温度設定が室温同調設定である場合は、下ヘッドの変位量が上下ヘッドのずれ量に関与していることが明らかである。
【0064】
(5)の条件における結果を図13に示す。図13において、横軸が時間、縦軸が温度又は変位量を示す。図12からわかる通り、水温(ここではクリーン槽における加工液の温度)及びコラム前温度センサの温度情報は、ベッドベース温度にほぼ追従している。このとき、コラム前温度センサ及び下アーム温度センサ(クリーン槽内に設置された温度センサ)の温度情報から、上下ヘッドのずれ量を補正している。その結果、上下ヘッドのずれ量は、変位の差(上−下)で示されており、最大0.9度の温度変化に対して、最大2.9μm程度のずれが観測される。この結果から、図9、図11の場合に比べて明らかに顕著な補正の効果が出ていることがわかる。つまり、加工液の温度設定が室温同調設定である場合には、下ヘッドの変位量も含めて補正値を演算することで、非常に有効な効果を得ることができることがわかる。
【0065】
上記各結果から、本発明に係るワイヤ放電加工機は、コラム前温度センサからの温度情報に基づいてヘッドの軸を補正することで、上下ヘッドのずれを解消することができる。特に、加工液の温度設定が一定温度設定の場合に顕著な効果を得ることができる。また、
加工液の温度設定が室温同調設定の場合は、コラム前温度センサ及び下アーム温度センサからの温度情報に基づいてヘッドの軸を補正することで、上下ヘッドのずれを解消できる顕著な効果を得ることができる。
【符号の説明】
【0066】
10 ワイヤ放電加工機
11 ベッドベース
12 X−Yテーブル組立体
12X X軸駆動テーブル
12Xa 一対のガイドレール
12Xb Y軸駆動モータ
12Xc ナット12
12Y Y軸駆動テーブル
12Ya 一対のガイドレール
12Yb Y軸駆動モータ
12Yc ナット
13 ワークテーブル
14 コラム部
14a コラム本体
14b 片持ち支持構造体
15 可動組立体
15V V軸駆動体
15Va V軸駆動モータ
15U U軸駆動体
15Ua U軸駆動モータ
15Ub ガイド部材
15Z Z軸駆動体(上ヘッド)
15Za Z軸駆動モータ
16 下ヘッド
16a 下アーム
17 コラム前温度センサ
18 制御ユニット
18a 制御回路
18b 数値制御駆動回路
18c 入出力ポート(I/O)
41 温度情報入力部
42 温度差演算部
43 ずれ量演算部
44 駆動軸補正部
45 補正係数記憶部
46 基準温度記憶部
61 クリーン槽温度センサ
70 加工液供給装置
71 加工液槽
72 温度調整手段
73 クリーン槽
74 ダーティ槽
【特許請求の範囲】
【請求項1】
室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するワイヤ放電加工機であって、
本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、
前記片持ち支持構造体の先端部周辺に配設された第1の温度測定手段により測定された温度情報を入力する温度情報入力手段と、
前記ヘッドの位置ずれが生じていないときの前記温度情報を第1の基準温度情報として記憶する基準温度記憶手段と、
前記温度情報入力手段が入力した温度情報及び前記第1の基準温度情報の差分を演算する温度差演算手段と、
前記片持ち支持構造体の材質における線膨張係数と、前記片持ち支持構造体の前面側への延出部分の長さとに基づいて得られる第1の補正係数を記憶する補正係数記憶手段と、
前記温度差演算手段が演算した温度差及び前記第1の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算手段と、
演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正手段とを備えることを特徴とするワイヤ放電加工機。
【請求項2】
請求項1に記載のワイヤ放電加工機において、
少なくとも被加工物の加工時に、前記被加工物及び下ヘッドを浸漬させる加工液を貯蔵する加工液槽を備え、
前記加工液の温度が室温に追従して変化する場合に、
前記温度情報入力手段が、前記下ヘッドに連接する下アームの温度を測定する第2の温度測定手段により測定された温度情報を入力し、
前記基準温度記憶手段が、前記ヘッドの位置ずれが生じていないときの前記第2の温度測定手段により測定された温度情報を第2の基準温度情報として記憶し、
前記補正係数記憶手段が、前記下アームの材質における線膨張係数及び前記下アームの長さから得られる第2の補正係数を記憶し、
前記ずれ量演算手段が、前記温度差演算手段にて演算された前記片持ち支持構造体の温度差及び前記下アームの温度差並びに前記第1の補正係数及び前記第2の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算することを特徴とするワイヤ放電加工機。
【請求項3】
請求項1又は2に記載のワイヤ放電加工機において、
前記第1の温度測定手段が、前記片持ち支持構造体におけるコラム先端部に配設されていることを特徴とするワイヤ放電加工機。
【請求項4】
請求項1ないし3のいずれかに記載のワイヤ放電加工機において、
前記温度情報入力手段が入力した温度情報に対して移動平均処理を行う移動平均処理手段を備え、
前記温度差演算手段が、前記移動平均処理がなされた温度情報に対して差分を演算することを特徴とするワイヤ放電加工機。
【請求項5】
請求項2ないし4のいずれかに記載のワイヤ放電加工機において、
前記ワイヤ放電加工機に浄化された加工液を供給する加工液供給装置を備え、
前記加工液供給装置が、
浄化された前記加工液を貯蔵するクリーン槽と、
前記クリーン槽に貯蔵された浄化された加工液を、前記下アームを介して前記加工液槽に供給する加工液供給手段とを備え、
前記第2の温度測定手段が、前記クリーン槽に貯蔵された浄化された加工液の温度を測定することを特徴とするワイヤ放電加工システム。
【請求項6】
ワイヤ放電加工機における室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するヘッド制御方法であって、
前記ワイヤ放電加工機の本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、
前記片持ち支持構造体の先端部周辺に配設された温度測定手段により測定された温度情報を入力する温度情報入力ステップと、
前記温度情報入力手段が入力した温度情報と、前記ヘッドの位置ずれが生じていないときに前記温度測定手段により測定された温度情報である基準温度情報との差分を演算する温度差演算ステップと、
前記片持ち支持構造体の材質における線膨張係数及び前記片持ち支持構造体の長さから得られる補正係数と、前記温度差演算ステップで演算された温度差とに基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算ステップと、
演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正ステップとを含むことを特徴とするヘッド制御方法。
【請求項7】
ワイヤ放電加工機における室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するヘッド制御プログラムであって、
前記ワイヤ放電加工機の本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、
前記片持ち支持構造体の先端部周辺に配設された温度測定手段により測定された温度情報を入力する温度情報入力手段、
前記ヘッドの位置ずれが生じていないときの前記温度情報を基準温度情報として記憶する基準温度記憶手段、
前記温度情報入力手段が入力した温度情報及び前記基準温度情報の差分を演算する温度差演算手段、
前記片持ち支持構造体の材質における線膨張係数及び前記片持ち支持構造体の長さから得られる第1の補正係数を記憶する補正係数記憶手段、
前記温度差演算手段が演算した温度差及び前記第1の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算手段、
演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正手段としてコンピュータを機能させるヘッド制御プログラム。
【請求項1】
室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するワイヤ放電加工機であって、
本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、
前記片持ち支持構造体の先端部周辺に配設された第1の温度測定手段により測定された温度情報を入力する温度情報入力手段と、
前記ヘッドの位置ずれが生じていないときの前記温度情報を第1の基準温度情報として記憶する基準温度記憶手段と、
前記温度情報入力手段が入力した温度情報及び前記第1の基準温度情報の差分を演算する温度差演算手段と、
前記片持ち支持構造体の材質における線膨張係数と、前記片持ち支持構造体の前面側への延出部分の長さとに基づいて得られる第1の補正係数を記憶する補正係数記憶手段と、
前記温度差演算手段が演算した温度差及び前記第1の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算手段と、
演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正手段とを備えることを特徴とするワイヤ放電加工機。
【請求項2】
請求項1に記載のワイヤ放電加工機において、
少なくとも被加工物の加工時に、前記被加工物及び下ヘッドを浸漬させる加工液を貯蔵する加工液槽を備え、
前記加工液の温度が室温に追従して変化する場合に、
前記温度情報入力手段が、前記下ヘッドに連接する下アームの温度を測定する第2の温度測定手段により測定された温度情報を入力し、
前記基準温度記憶手段が、前記ヘッドの位置ずれが生じていないときの前記第2の温度測定手段により測定された温度情報を第2の基準温度情報として記憶し、
前記補正係数記憶手段が、前記下アームの材質における線膨張係数及び前記下アームの長さから得られる第2の補正係数を記憶し、
前記ずれ量演算手段が、前記温度差演算手段にて演算された前記片持ち支持構造体の温度差及び前記下アームの温度差並びに前記第1の補正係数及び前記第2の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算することを特徴とするワイヤ放電加工機。
【請求項3】
請求項1又は2に記載のワイヤ放電加工機において、
前記第1の温度測定手段が、前記片持ち支持構造体におけるコラム先端部に配設されていることを特徴とするワイヤ放電加工機。
【請求項4】
請求項1ないし3のいずれかに記載のワイヤ放電加工機において、
前記温度情報入力手段が入力した温度情報に対して移動平均処理を行う移動平均処理手段を備え、
前記温度差演算手段が、前記移動平均処理がなされた温度情報に対して差分を演算することを特徴とするワイヤ放電加工機。
【請求項5】
請求項2ないし4のいずれかに記載のワイヤ放電加工機において、
前記ワイヤ放電加工機に浄化された加工液を供給する加工液供給装置を備え、
前記加工液供給装置が、
浄化された前記加工液を貯蔵するクリーン槽と、
前記クリーン槽に貯蔵された浄化された加工液を、前記下アームを介して前記加工液槽に供給する加工液供給手段とを備え、
前記第2の温度測定手段が、前記クリーン槽に貯蔵された浄化された加工液の温度を測定することを特徴とするワイヤ放電加工システム。
【請求項6】
ワイヤ放電加工機における室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するヘッド制御方法であって、
前記ワイヤ放電加工機の本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、
前記片持ち支持構造体の先端部周辺に配設された温度測定手段により測定された温度情報を入力する温度情報入力ステップと、
前記温度情報入力手段が入力した温度情報と、前記ヘッドの位置ずれが生じていないときに前記温度測定手段により測定された温度情報である基準温度情報との差分を演算する温度差演算ステップと、
前記片持ち支持構造体の材質における線膨張係数及び前記片持ち支持構造体の長さから得られる補正係数と、前記温度差演算ステップで演算された温度差とに基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算ステップと、
演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正ステップとを含むことを特徴とするヘッド制御方法。
【請求項7】
ワイヤ放電加工機における室温変化によるヘッドのV方向の位置ずれを、ヘッド駆動軸を制御して補正するヘッド制御プログラムであって、
前記ワイヤ放電加工機の本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出する片持ち支持構造体を有しており、
前記片持ち支持構造体の先端部周辺に配設された温度測定手段により測定された温度情報を入力する温度情報入力手段、
前記ヘッドの位置ずれが生じていないときの前記温度情報を基準温度情報として記憶する基準温度記憶手段、
前記温度情報入力手段が入力した温度情報及び前記基準温度情報の差分を演算する温度差演算手段、
前記片持ち支持構造体の材質における線膨張係数及び前記片持ち支持構造体の長さから得られる第1の補正係数を記憶する補正係数記憶手段、
前記温度差演算手段が演算した温度差及び前記第1の補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算手段、
演算された前記上下ヘッドの相対的なずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正手段としてコンピュータを機能させるヘッド制御プログラム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−200854(P2012−200854A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−70786(P2011−70786)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000196705)西部電機株式会社 (80)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000196705)西部電機株式会社 (80)
【Fターム(参考)】
[ Back to top ]