
ワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法
【課題】種々変化する生産条件に応じて、塗布条件を適切に制御することが可能なワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法を提供する。
【解決手段】ワイヤ表面にオイルを塗布するワイヤ用オイル塗布装置である。内部にオイル10を貯留するオイル貯留部1と、オイル貯留部内のオイルに少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材2と、オイル貯留部内のオイルから離間して配置された少なくとも1つ以上の回転可能な第二のワイヤ送り部材3と、を備え、ワイヤ11を第一および第二のワイヤ送り部材2,3を介して走行させて、ワイヤ11表面にオイル10を塗布する。
【解決手段】ワイヤ表面にオイルを塗布するワイヤ用オイル塗布装置である。内部にオイル10を貯留するオイル貯留部1と、オイル貯留部内のオイルに少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材2と、オイル貯留部内のオイルから離間して配置された少なくとも1つ以上の回転可能な第二のワイヤ送り部材3と、を備え、ワイヤ11を第一および第二のワイヤ送り部材2,3を介して走行させて、ワイヤ11表面にオイル10を塗布する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法(以下、「塗布装置」および「塗布方法」とも称する)に関し、詳しくは、ワイヤ表面にオイルを塗布する際の塗布条件を容易に変更可能なワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法に関する。
【背景技術】
【0002】
タイヤ等の各種ゴム物品の補強に用いられるスチールコードは、一般に、伸線工程および撚線工程を経て製造される。この際、撚線工程におけるスプールからのワイヤの巻き出し時、および、ガイド経由時のすべり性を確保して、ワイヤテンションの均一化を図るために、伸線後、撚線前のスチールワイヤ表面には、オイルの塗布が行われる。
【0003】
ワイヤ表面へのオイル塗布に係る従来技術としては、例えば、特許文献1に、伸線ラインにおいて、引き抜きダイスにより伸線した線材を、防錆油塗布装置内の防錆油を浸潤させたスバイラル状ブラシ中に通すことにより、線材の表面に防錆油を塗布し、次いで防錆油を塗布した線材を防錆油の拭き取りボックス内のウエスの中に通すことにより、線材の表面の余分の防錆油を拭き取る防錆油膜の塗布方法が開示されている。また、特許文献2には、移動するワイヤによって回転するプーリーにより駆動されるオイル供給手段を用いてプーリーの下側に配置されたオイル溜まりに溜められたオイルをプーリーの上側に配置されたオイルボックスに供給し、オイルボックスから水平または斜め下方に傾斜した排出通路を介してオイルをオイル溜まりに流出させ、排出通路の長手方向中間部で、且つ水平または斜め下方に傾斜した部分の底面または底面付近に形成され、排出通路の水平方向の寸法よりも内径が小さく設定された小孔を有したオイル滴下手段からプーリーの溝部に向けて排出通路を流れるオイルの一部分を滴下させ、プーリーに巻きかけられるワイヤにオイルを塗布するワイヤのオイル塗布方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−52357号公報(特許請求の範囲等)
【特許文献2】特開2005−13784号公報(特許請求の範囲等)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、引用文献1に記載されているような塗布方法では、オイル種などの生産条件が異なる場合に、適切な塗布条件に制御することが困難であり、必ずしも適正なオイル塗布量が得られるものではなかった。また、引用文献2に記載の塗布方法でも、伸線速度やオイル種などの生産条件の変更に伴い、適切な塗布条件に制御することが困難であり、やはりオイル付着量の制御が困難であるという問題があった。その他、オイルミストを用いるなどの手法もあるが、この場合、設備費用が高くなるという難点があった。
【0006】
そこで本発明の目的は、上記問題を解消して、種々変化する生産条件に応じて、塗布条件を適切に制御することが可能なワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は鋭意検討した結果、下記構成とすることにより、上記課題を解決できることを見出して、本発明を完成するに至った。
【0008】
すなわち、本発明のワイヤ用オイル塗布装置は、ワイヤ表面にオイルを塗布するワイヤ用オイル塗布装置において、
内部にオイルを貯留するオイル貯留部と、該オイル貯留部内のオイルに少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材と、該オイル貯留部内のオイルから離間して配置された少なくとも1つ以上の回転可能な第二のワイヤ送り部材と、を備え、ワイヤを該第一および第二のワイヤ送り部材を介して走行させて、該ワイヤ表面にオイルを塗布することを特徴とするものである。
【0009】
本発明の塗布装置においては、前記第二のワイヤ送り部材を2つ以上備えることが好ましい。また、前記第一のワイヤ送り部材としては、好適にはプーリを用いることができ、前記第二のワイヤ送り部材としても、プーリを用いることが好適である。
【0010】
また、本発明のワイヤ用オイル塗布方法は、ワイヤ表面にオイルを塗布するワイヤ用オイル塗布方法において、
前記ワイヤ表面におけるオイル付着量を、遠心力を用いて制御することを特徴とするものである。
【0011】
さらに、本発明の他のワイヤ用オイル塗布方法は、ワイヤ表面にオイルを塗布するワイヤ用オイル塗布方法において、
上記本発明のワイヤ用オイル塗布装置を用いるとともに、前記第二のワイヤ送り部材としてプーリを用いて、下記式(1)、
A=−190Ln(X)+1860 (1)
(式中、Xは付着係数であり、X=(V2/φ)×n/νであって、Vは前記ワイヤの送り速度(m/min)であり、φは前記プーリの径(mm)であり、nは該プーリの個数であり、νはオイルの動粘度(mm2/s)である)で定義されるオイル付着量A(mg/kg)が100≦A≦300を満足するよう、該ワイヤの送り速度V、該プーリの径φ、該プーリの個数nおよびオイルの動粘度νを調整することを特徴とするものである。
【発明の効果】
【0012】
本発明によれば、上記構成としたことで、種々変化する生産条件に応じて、塗布条件を適切に制御することが可能なワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法を実現することが可能となった。
【図面の簡単な説明】
【0013】
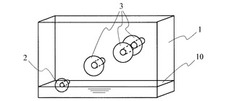
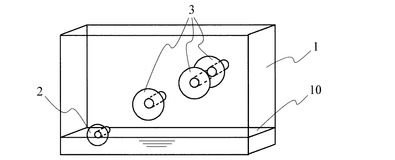
【図1】本発明のワイヤ用オイル塗布装置の一構成例を示す概略斜視図である。
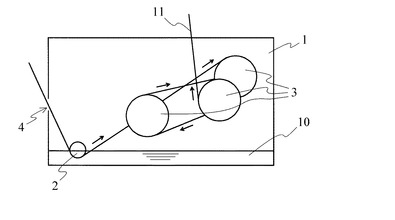
【図2】本発明のワイヤ用オイル塗布装置を用いてワイヤ表面にオイルを塗布する状態を示す説明図である。
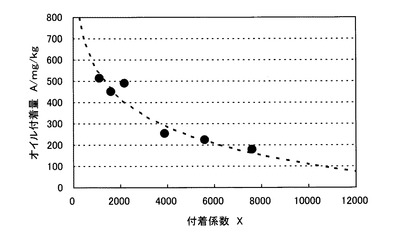
【図3】各実験例における付着係数Xとオイル付着量Aとの関係を示すグラフである。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態を、図面を参照しつつ詳細に説明する。
図1に、本発明のワイヤ用オイル塗布装置の一構成例の概略斜視図を示す。本発明のワイヤ用オイル塗布装置は、図示するように、内部にオイルを貯留するオイル貯留部1と、オイル貯留部1内のオイル10に少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材2と、オイル貯留部1内のオイル10から離間して配置された少なくとも1つ以上、図示例では3つの回転可能な第二のワイヤ送り部材3と、を備えている。
【0015】
図2に、本発明のワイヤ用オイル塗布装置を用いてワイヤ表面にオイルを塗布する状態を示す説明図を示す。かかる本発明の塗布装置においては、ワイヤ11を、第一および第二のワイヤ送り部材2,3を介して走行させることで、ワイヤ11表面にオイル10を塗布する。これにより、伸線速度やオイル種等の生産条件が変わった場合でも、第二のワイヤ送り部材3の条件を適宜調整することで、ワイヤへのオイルの付着量を、適切に制御することが可能となる。すなわち、本発明の塗布装置においては、第一のワイヤ送り部材2によりワイヤ11をオイル10に浸漬して、ワイヤ表面にオイルを付着させた後、第二のワイヤ送り部材3によるワイヤの巻取りの際に、ワイヤ表面のオイルを遠心力を用いて除去することで、オイル付着量を、効率良く制御することができるものである。本発明の塗布装置においては、複雑な制御や動作機構が不要であるので、新規設備を導入することなく、オイル付着量を制御することができ、設備費を低減できるとともに、ワイヤ表面へのオイル塗布を、均一かつ安価に行うことが可能となる。また、オイル貯留部1外へのオイルの飛散を防止できることから、3Sや安全性の向上というメリットも得ることができる。
【0016】
本発明の塗布装置において、第二のワイヤ送り部材3は、ワイヤ表面のオイル塗布量を遠心力で除去して適切なオイル付着量に調整することができるものであれば、その個数については特に制限はなく、少なくとも1つ以上にて設ければよい。好適には、第二のワイヤ送り部材3を2つ以上にて設けることで、ワイヤへの負担をより低減して、遠心力を容易に調整することが可能となる。
【0017】
また、第一および第二のワイヤ送り部材2,3としては、ワイヤを外周に担持して回転し、ワイヤを走行させることができるものであれば、いかなる材質および形状からなるものであってもよいが、特に、第二のワイヤ送り部材の材質としては、オイルの持ち込みによる付着が少なくなるように、オイルとの馴染みがあまりよくないものを用いることが好ましい。第一および第二のワイヤ送り部材2,3としては、具体的には例えば、プーリやカラー等を用いることができ、好適には、プーリを用いる。プーリは、基本的には固定して用いればよいが、遠心力を調整可能とするために、可動式または取替え式とすることもできる。
【0018】
さらに、オイル貯留部1としては、内部にオイル10を貯留することができるものであれば、その形状や構造については特に制限はない。図2に示す例では、オイル貯留部1に、ワイヤ11を内部に送入するためのワイヤ入口4が設けられている。
【0019】
また、本発明のワイヤ用オイル塗布方法は、ワイヤ表面にオイルを塗布するにあたり、ワイヤ表面におけるオイル付着量を、遠心力を用いて制御する点に特徴を有する。具体的には例えば、図1,2に示すような本発明の塗布装置において、第一のワイヤ送り部材2によりワイヤ表面にオイルを付着させた後、第二のワイヤ送り部材3により、ワイヤ表面のオイルを遠心力を用いて除去することで、オイル付着量を制御することができる。ここで、オイル付着後のワイヤにかける遠心力としては、適切なオイル付着量が得られるものであれば、特に制限はないが、例えば、撚線時にワイヤにかかる遠心力よりも高い遠心力とすることで、その後の撚線時におけるワイヤからのオイルの飛散を抑制できるものと考えられる。
【0020】
本発明のワイヤ用オイル塗布方法においては、より具体的には、上記本発明のワイヤ用オイル塗布装置を用いるとともに、第二のワイヤ送り部材3としてプーリを用いて、下記式(1)、
A=−190Ln(X)+1860 (1)
(式中、Xは付着係数であり、X=(V2/φ)×n/νであって、Vはワイヤの送り速度(m/min)であり、φはプーリの径(mm)であり、nはプーリの個数であり、νはオイルの動粘度(mm2/s)である)で定義されるオイル付着量A(mg/kg)が100≦A≦300を満足するよう、ワイヤの送り速度V、プーリの径φ、プーリの個数nおよびオイルの動粘度νを調整する。これにより、ワイヤ種や伸線速度等の生産条件によることなく、オイル付着量を適正な範囲に制御できるので、得られるワイヤの品質安定性および生産性を向上することが可能となる。なお、上記式(1)は、後述する実施例におけるオイル布着量の評価結果から求められた近似式である。
【0021】
オイル付着量Aを100≦A≦300としたのは、A>300であるとオイル付着量が多すぎて、巻き取った製品からオイルが飛散、滴下し、汚れなどの問題が生ずるためである。一方、A<100であるとオイル付着量が少なすぎて、オイルの付着による効果(滑り性)が得られない。オイル付着量A(mg/kg)は、好ましくは150≦A≦250である。
【0022】
本発明の塗布装置および塗布方法は、伸線後、撚線前のワイヤに対し適用されるものであり、本発明においては、使用するオイルやスチールワイヤの種類については、特に制限されるものではない。本発明によれば、いかなるオイル種およびスチールワイヤ種を適用した場合でも、塗布条件を適切に制御することができ、適切なオイル付着量が得られるものである。
【実施例】
【0023】
以下、本発明を、実施例を用いてより詳細に説明する。
図1,2に示すような、内部にオイルを貯留するオイル貯留部と、オイル貯留部内のオイルに一部が浸漬された第一のプーリ(径100mm)と、オイル貯留部内のオイルから離間して配置された3つの第二のプーリとを備える塗布装置を用いて、ワイヤ表面へのオイルの塗布を行った。具体的には、伸線後の線径0.34mmのスチールワイヤをそのまま図示する塗布装置に送入して、下記表中に示す条件に従い、第一および第二のプーリを介して走行させることにより、ワイヤ表面にオイルを塗布した。オイルとしては、動粘度νが13mm2/sのものを使用した。各実験例につき、オイル付着量を測定した結果を、下記の表中に併せて示す。なお、オイル付着量の判定基準としては、オイル付着量Aが150≦A≦250を満足する場合を◎、150≦A≦250は満足しないが100≦A≦300を満足する場合を○、100≦A≦300を満足しない場合を×とした。
【0024】
【表1】

【0025】
上記表中に示すように、第二のプーリ径が小さい実験例1〜3では、狙いのオイル付着量100≦A≦300が得られており、特に実験例1,2では、150≦A≦250も満足する適正なオイル付着量であった。これに対し、第二のプーリ径が大きい実験例4〜6では、伸線速度によらず、オイル付着量は目的よりも多い結果となった。これらの結果をまとめたものを、図3に示す。上記実験例により、適正なオイル付着量を得るための付着係数の条件式として、前記式(1)が得られた。
【符号の説明】
【0026】
1 オイル貯留部
2 第一のワイヤ送り部材
3 第二のワイヤ送り部材
4 ワイヤ入口
10 オイル
11 ワイヤ
【技術分野】
【0001】
本発明はワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法(以下、「塗布装置」および「塗布方法」とも称する)に関し、詳しくは、ワイヤ表面にオイルを塗布する際の塗布条件を容易に変更可能なワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法に関する。
【背景技術】
【0002】
タイヤ等の各種ゴム物品の補強に用いられるスチールコードは、一般に、伸線工程および撚線工程を経て製造される。この際、撚線工程におけるスプールからのワイヤの巻き出し時、および、ガイド経由時のすべり性を確保して、ワイヤテンションの均一化を図るために、伸線後、撚線前のスチールワイヤ表面には、オイルの塗布が行われる。
【0003】
ワイヤ表面へのオイル塗布に係る従来技術としては、例えば、特許文献1に、伸線ラインにおいて、引き抜きダイスにより伸線した線材を、防錆油塗布装置内の防錆油を浸潤させたスバイラル状ブラシ中に通すことにより、線材の表面に防錆油を塗布し、次いで防錆油を塗布した線材を防錆油の拭き取りボックス内のウエスの中に通すことにより、線材の表面の余分の防錆油を拭き取る防錆油膜の塗布方法が開示されている。また、特許文献2には、移動するワイヤによって回転するプーリーにより駆動されるオイル供給手段を用いてプーリーの下側に配置されたオイル溜まりに溜められたオイルをプーリーの上側に配置されたオイルボックスに供給し、オイルボックスから水平または斜め下方に傾斜した排出通路を介してオイルをオイル溜まりに流出させ、排出通路の長手方向中間部で、且つ水平または斜め下方に傾斜した部分の底面または底面付近に形成され、排出通路の水平方向の寸法よりも内径が小さく設定された小孔を有したオイル滴下手段からプーリーの溝部に向けて排出通路を流れるオイルの一部分を滴下させ、プーリーに巻きかけられるワイヤにオイルを塗布するワイヤのオイル塗布方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−52357号公報(特許請求の範囲等)
【特許文献2】特開2005−13784号公報(特許請求の範囲等)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、引用文献1に記載されているような塗布方法では、オイル種などの生産条件が異なる場合に、適切な塗布条件に制御することが困難であり、必ずしも適正なオイル塗布量が得られるものではなかった。また、引用文献2に記載の塗布方法でも、伸線速度やオイル種などの生産条件の変更に伴い、適切な塗布条件に制御することが困難であり、やはりオイル付着量の制御が困難であるという問題があった。その他、オイルミストを用いるなどの手法もあるが、この場合、設備費用が高くなるという難点があった。
【0006】
そこで本発明の目的は、上記問題を解消して、種々変化する生産条件に応じて、塗布条件を適切に制御することが可能なワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は鋭意検討した結果、下記構成とすることにより、上記課題を解決できることを見出して、本発明を完成するに至った。
【0008】
すなわち、本発明のワイヤ用オイル塗布装置は、ワイヤ表面にオイルを塗布するワイヤ用オイル塗布装置において、
内部にオイルを貯留するオイル貯留部と、該オイル貯留部内のオイルに少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材と、該オイル貯留部内のオイルから離間して配置された少なくとも1つ以上の回転可能な第二のワイヤ送り部材と、を備え、ワイヤを該第一および第二のワイヤ送り部材を介して走行させて、該ワイヤ表面にオイルを塗布することを特徴とするものである。
【0009】
本発明の塗布装置においては、前記第二のワイヤ送り部材を2つ以上備えることが好ましい。また、前記第一のワイヤ送り部材としては、好適にはプーリを用いることができ、前記第二のワイヤ送り部材としても、プーリを用いることが好適である。
【0010】
また、本発明のワイヤ用オイル塗布方法は、ワイヤ表面にオイルを塗布するワイヤ用オイル塗布方法において、
前記ワイヤ表面におけるオイル付着量を、遠心力を用いて制御することを特徴とするものである。
【0011】
さらに、本発明の他のワイヤ用オイル塗布方法は、ワイヤ表面にオイルを塗布するワイヤ用オイル塗布方法において、
上記本発明のワイヤ用オイル塗布装置を用いるとともに、前記第二のワイヤ送り部材としてプーリを用いて、下記式(1)、
A=−190Ln(X)+1860 (1)
(式中、Xは付着係数であり、X=(V2/φ)×n/νであって、Vは前記ワイヤの送り速度(m/min)であり、φは前記プーリの径(mm)であり、nは該プーリの個数であり、νはオイルの動粘度(mm2/s)である)で定義されるオイル付着量A(mg/kg)が100≦A≦300を満足するよう、該ワイヤの送り速度V、該プーリの径φ、該プーリの個数nおよびオイルの動粘度νを調整することを特徴とするものである。
【発明の効果】
【0012】
本発明によれば、上記構成としたことで、種々変化する生産条件に応じて、塗布条件を適切に制御することが可能なワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法を実現することが可能となった。
【図面の簡単な説明】
【0013】
【図1】本発明のワイヤ用オイル塗布装置の一構成例を示す概略斜視図である。
【図2】本発明のワイヤ用オイル塗布装置を用いてワイヤ表面にオイルを塗布する状態を示す説明図である。
【図3】各実験例における付着係数Xとオイル付着量Aとの関係を示すグラフである。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態を、図面を参照しつつ詳細に説明する。
図1に、本発明のワイヤ用オイル塗布装置の一構成例の概略斜視図を示す。本発明のワイヤ用オイル塗布装置は、図示するように、内部にオイルを貯留するオイル貯留部1と、オイル貯留部1内のオイル10に少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材2と、オイル貯留部1内のオイル10から離間して配置された少なくとも1つ以上、図示例では3つの回転可能な第二のワイヤ送り部材3と、を備えている。
【0015】
図2に、本発明のワイヤ用オイル塗布装置を用いてワイヤ表面にオイルを塗布する状態を示す説明図を示す。かかる本発明の塗布装置においては、ワイヤ11を、第一および第二のワイヤ送り部材2,3を介して走行させることで、ワイヤ11表面にオイル10を塗布する。これにより、伸線速度やオイル種等の生産条件が変わった場合でも、第二のワイヤ送り部材3の条件を適宜調整することで、ワイヤへのオイルの付着量を、適切に制御することが可能となる。すなわち、本発明の塗布装置においては、第一のワイヤ送り部材2によりワイヤ11をオイル10に浸漬して、ワイヤ表面にオイルを付着させた後、第二のワイヤ送り部材3によるワイヤの巻取りの際に、ワイヤ表面のオイルを遠心力を用いて除去することで、オイル付着量を、効率良く制御することができるものである。本発明の塗布装置においては、複雑な制御や動作機構が不要であるので、新規設備を導入することなく、オイル付着量を制御することができ、設備費を低減できるとともに、ワイヤ表面へのオイル塗布を、均一かつ安価に行うことが可能となる。また、オイル貯留部1外へのオイルの飛散を防止できることから、3Sや安全性の向上というメリットも得ることができる。
【0016】
本発明の塗布装置において、第二のワイヤ送り部材3は、ワイヤ表面のオイル塗布量を遠心力で除去して適切なオイル付着量に調整することができるものであれば、その個数については特に制限はなく、少なくとも1つ以上にて設ければよい。好適には、第二のワイヤ送り部材3を2つ以上にて設けることで、ワイヤへの負担をより低減して、遠心力を容易に調整することが可能となる。
【0017】
また、第一および第二のワイヤ送り部材2,3としては、ワイヤを外周に担持して回転し、ワイヤを走行させることができるものであれば、いかなる材質および形状からなるものであってもよいが、特に、第二のワイヤ送り部材の材質としては、オイルの持ち込みによる付着が少なくなるように、オイルとの馴染みがあまりよくないものを用いることが好ましい。第一および第二のワイヤ送り部材2,3としては、具体的には例えば、プーリやカラー等を用いることができ、好適には、プーリを用いる。プーリは、基本的には固定して用いればよいが、遠心力を調整可能とするために、可動式または取替え式とすることもできる。
【0018】
さらに、オイル貯留部1としては、内部にオイル10を貯留することができるものであれば、その形状や構造については特に制限はない。図2に示す例では、オイル貯留部1に、ワイヤ11を内部に送入するためのワイヤ入口4が設けられている。
【0019】
また、本発明のワイヤ用オイル塗布方法は、ワイヤ表面にオイルを塗布するにあたり、ワイヤ表面におけるオイル付着量を、遠心力を用いて制御する点に特徴を有する。具体的には例えば、図1,2に示すような本発明の塗布装置において、第一のワイヤ送り部材2によりワイヤ表面にオイルを付着させた後、第二のワイヤ送り部材3により、ワイヤ表面のオイルを遠心力を用いて除去することで、オイル付着量を制御することができる。ここで、オイル付着後のワイヤにかける遠心力としては、適切なオイル付着量が得られるものであれば、特に制限はないが、例えば、撚線時にワイヤにかかる遠心力よりも高い遠心力とすることで、その後の撚線時におけるワイヤからのオイルの飛散を抑制できるものと考えられる。
【0020】
本発明のワイヤ用オイル塗布方法においては、より具体的には、上記本発明のワイヤ用オイル塗布装置を用いるとともに、第二のワイヤ送り部材3としてプーリを用いて、下記式(1)、
A=−190Ln(X)+1860 (1)
(式中、Xは付着係数であり、X=(V2/φ)×n/νであって、Vはワイヤの送り速度(m/min)であり、φはプーリの径(mm)であり、nはプーリの個数であり、νはオイルの動粘度(mm2/s)である)で定義されるオイル付着量A(mg/kg)が100≦A≦300を満足するよう、ワイヤの送り速度V、プーリの径φ、プーリの個数nおよびオイルの動粘度νを調整する。これにより、ワイヤ種や伸線速度等の生産条件によることなく、オイル付着量を適正な範囲に制御できるので、得られるワイヤの品質安定性および生産性を向上することが可能となる。なお、上記式(1)は、後述する実施例におけるオイル布着量の評価結果から求められた近似式である。
【0021】
オイル付着量Aを100≦A≦300としたのは、A>300であるとオイル付着量が多すぎて、巻き取った製品からオイルが飛散、滴下し、汚れなどの問題が生ずるためである。一方、A<100であるとオイル付着量が少なすぎて、オイルの付着による効果(滑り性)が得られない。オイル付着量A(mg/kg)は、好ましくは150≦A≦250である。
【0022】
本発明の塗布装置および塗布方法は、伸線後、撚線前のワイヤに対し適用されるものであり、本発明においては、使用するオイルやスチールワイヤの種類については、特に制限されるものではない。本発明によれば、いかなるオイル種およびスチールワイヤ種を適用した場合でも、塗布条件を適切に制御することができ、適切なオイル付着量が得られるものである。
【実施例】
【0023】
以下、本発明を、実施例を用いてより詳細に説明する。
図1,2に示すような、内部にオイルを貯留するオイル貯留部と、オイル貯留部内のオイルに一部が浸漬された第一のプーリ(径100mm)と、オイル貯留部内のオイルから離間して配置された3つの第二のプーリとを備える塗布装置を用いて、ワイヤ表面へのオイルの塗布を行った。具体的には、伸線後の線径0.34mmのスチールワイヤをそのまま図示する塗布装置に送入して、下記表中に示す条件に従い、第一および第二のプーリを介して走行させることにより、ワイヤ表面にオイルを塗布した。オイルとしては、動粘度νが13mm2/sのものを使用した。各実験例につき、オイル付着量を測定した結果を、下記の表中に併せて示す。なお、オイル付着量の判定基準としては、オイル付着量Aが150≦A≦250を満足する場合を◎、150≦A≦250は満足しないが100≦A≦300を満足する場合を○、100≦A≦300を満足しない場合を×とした。
【0024】
【表1】
【0025】
上記表中に示すように、第二のプーリ径が小さい実験例1〜3では、狙いのオイル付着量100≦A≦300が得られており、特に実験例1,2では、150≦A≦250も満足する適正なオイル付着量であった。これに対し、第二のプーリ径が大きい実験例4〜6では、伸線速度によらず、オイル付着量は目的よりも多い結果となった。これらの結果をまとめたものを、図3に示す。上記実験例により、適正なオイル付着量を得るための付着係数の条件式として、前記式(1)が得られた。
【符号の説明】
【0026】
1 オイル貯留部
2 第一のワイヤ送り部材
3 第二のワイヤ送り部材
4 ワイヤ入口
10 オイル
11 ワイヤ
【特許請求の範囲】
【請求項1】
ワイヤ表面にオイルを塗布するワイヤ用オイル塗布装置において、
内部にオイルを貯留するオイル貯留部と、該オイル貯留部内のオイルに少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材と、該オイル貯留部内のオイルから離間して配置された少なくとも1つ以上の回転可能な第二のワイヤ送り部材と、を備え、ワイヤを該第一および第二のワイヤ送り部材を介して走行させて、該ワイヤ表面にオイルを塗布することを特徴とするワイヤ用オイル塗布装置。
【請求項2】
前記第二のワイヤ送り部材を2つ以上備える請求項1記載のワイヤ用オイル塗布装置。
【請求項3】
前記第一のワイヤ送り部材がプーリである請求項1または2記載のワイヤ用オイル塗布装置。
【請求項4】
前記第二のワイヤ送り部材がプーリである請求項1〜3のうちいずれか一項記載のワイヤ用オイル塗布装置。
【請求項5】
ワイヤ表面にオイルを塗布するワイヤ用オイル塗布方法において、
前記ワイヤ表面におけるオイル付着量を、遠心力を用いて制御することを特徴とするワイヤ用オイル塗布方法。
【請求項6】
ワイヤ表面にオイルを塗布するワイヤ用オイル塗布方法において、
請求項1〜3のうちいずれか一項記載のワイヤ用オイル塗布装置を用いるとともに、前記第二のワイヤ送り部材としてプーリを用いて、下記式(1)、
A=−190Ln(X)+1860 (1)
(式中、Xは付着係数であり、X=(V2/φ)×n/νであって、Vは前記ワイヤの送り速度(m/min)であり、φは前記プーリの径(mm)であり、nは該プーリの個数であり、νはオイルの動粘度(mm2/s)である)で定義されるオイル付着量A(mg/kg)が100≦A≦300を満足するよう、該ワイヤの送り速度V、該プーリの径φ、該プーリの個数nおよびオイルの動粘度νを調整することを特徴とするワイヤ用オイル塗布方法。
【請求項1】
ワイヤ表面にオイルを塗布するワイヤ用オイル塗布装置において、
内部にオイルを貯留するオイル貯留部と、該オイル貯留部内のオイルに少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材と、該オイル貯留部内のオイルから離間して配置された少なくとも1つ以上の回転可能な第二のワイヤ送り部材と、を備え、ワイヤを該第一および第二のワイヤ送り部材を介して走行させて、該ワイヤ表面にオイルを塗布することを特徴とするワイヤ用オイル塗布装置。
【請求項2】
前記第二のワイヤ送り部材を2つ以上備える請求項1記載のワイヤ用オイル塗布装置。
【請求項3】
前記第一のワイヤ送り部材がプーリである請求項1または2記載のワイヤ用オイル塗布装置。
【請求項4】
前記第二のワイヤ送り部材がプーリである請求項1〜3のうちいずれか一項記載のワイヤ用オイル塗布装置。
【請求項5】
ワイヤ表面にオイルを塗布するワイヤ用オイル塗布方法において、
前記ワイヤ表面におけるオイル付着量を、遠心力を用いて制御することを特徴とするワイヤ用オイル塗布方法。
【請求項6】
ワイヤ表面にオイルを塗布するワイヤ用オイル塗布方法において、
請求項1〜3のうちいずれか一項記載のワイヤ用オイル塗布装置を用いるとともに、前記第二のワイヤ送り部材としてプーリを用いて、下記式(1)、
A=−190Ln(X)+1860 (1)
(式中、Xは付着係数であり、X=(V2/φ)×n/νであって、Vは前記ワイヤの送り速度(m/min)であり、φは前記プーリの径(mm)であり、nは該プーリの個数であり、νはオイルの動粘度(mm2/s)である)で定義されるオイル付着量A(mg/kg)が100≦A≦300を満足するよう、該ワイヤの送り速度V、該プーリの径φ、該プーリの個数nおよびオイルの動粘度νを調整することを特徴とするワイヤ用オイル塗布方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−50907(P2012−50907A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2010−193948(P2010−193948)
【出願日】平成22年8月31日(2010.8.31)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成22年8月31日(2010.8.31)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]