
ワンダーファブリック
【課題】家庭用および衣服用布地の用途に好適な新規な繊維材料、特にワンダーファブリック、さらにその製造方法および装置を提供する。
【解決手段】ワンダーファブリックには、所定の角度で互いに交差した複数の糸からなるシースルー構造が含まれ、特定の条件下で少なくともその片面において、ステープルファイバーから形成された擬糸がこれらの糸と水流積層し、かつこれらの糸は機械的に架橋している。このワンダーファブリックは家庭用および衣服用布地の用途に好適な耐久性の多機能材料になる。
【解決手段】ワンダーファブリックには、所定の角度で互いに交差した複数の糸からなるシースルー構造が含まれ、特定の条件下で少なくともその片面において、ステープルファイバーから形成された擬糸がこれらの糸と水流積層し、かつこれらの糸は機械的に架橋している。このワンダーファブリックは家庭用および衣服用布地の用途に好適な耐久性の多機能材料になる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、新規な繊維材料、より特定すればワンダーファブリック(wonder fabric)に関する。このワンダーファブリックには、所定の角度で互いに交差した複数の糸からなるシースルー構造が含まれ、特定の条件下で少なくともその片面において、ステープルファイバーから形成された擬糸(pseudo yarn)がこれらの糸と水流積層(hydro-laminated)し、かつこれらの糸は機械的に架橋している。このワンダーファブリックは家庭用、張り材用、および衣服用布地の用途に好適な耐久性の多機能材料になる。さらにその製造方法および装置も開示する。
【背景技術】
【0002】
伝統的に、家庭用および衣服用布地類は製織または編成技術で製造されている。製織は、たて糸方向である垂直の複数の糸と、よこ糸方向である水平の複数の糸とを交錯させる方法である。編成法では、一本の糸要素しか必要としない。この糸要素を使用してループを形成し、これをその前に形成されたループと互いに噛み合わせる。
【0003】
それぞれの技術はそれぞれの用途を有している。織布は、強く、ドレープおよびフォールという利点を有し、最も普通にフォーマルウェアおよびほとんどの家庭用布地製品に使用されている。高い伸長性/撓み性、柔らかさおよび密着性の利点を有する編地は、カジュアルウェアや下着に使用され、家庭用布地を形成するために使用されることもある。編地は強度および耐久性に欠けるところがある。
【0004】
これらの伝統的な布地製造方法は非常にコストがかかり、かつ労働集約的である。日ごとに競争が高まることにより、コストの低減が強く要求されている。一方、原料費は連続的に上昇し、労働費も上昇している。これは、ヨーロッパとアメリカが伝統的な布地製造ビジネスからほとんど撤退しているという事実から理解することができる。この産業には、主として、低い労働費が魅力的な第三世界の集中が高まっている。ここでも年ごとに労働費はどんどん上昇しており、伝統的な布地製造基地を移すという解決策はコストメリットではなくなっている。
【0005】
すべてのコストのうち原料費が最も高い比率を占めており、コストの55%〜65%程度は常に原料費である。別の重要なコストには運転経費があるが、これはトータルコストの10〜15%程度である。
【0006】
人間の快適さという視点から見ると、家庭用および衣服用布地においては、天然繊維例えば綿系製品の消費が高く連続的に増加している。
【0007】
綿などの繊維では、トータルコストへの原料費の影響は非常に大きい。
【0008】
糸特性と、ファブリック構造、ファブリック特性の間には強い関係がある。糸は、製織の前処理ならびに製織および編成中の様々な応力および歪みに耐えるように、一定の最小強度を有することが望ましい。
【0009】
同様に、繊維特性と糸特性の間にも強い関係が存在する。要求される糸特性を満たすためには一定の最小繊維特性を維持する必要がある。すべての繊維特性の中で最も重要なのは繊維長と強度である。より長くより強い繊維はより強い糸になる。しかし、コストは繊維長に直接左右される。このようにして、コストは制約を受ける。
【0010】
さらに、ファブリック特性をすべて最高のレベルにするのは非常に難しい。常に、ファブリック特性を最適化するためには、いかに妥協するかという手法も求められる。例えば、ノーアイロン100%の綿織物には高い需要がある。この目的のために、綿織物はノーアイロン仕上げで処理される。これにより、ファブリックの引張強さ、引裂き強さ、外観、および手触りが変化し、ファブリックドレープも異なるものになる。皺の性質は化学物質の含浸量の増加で改善するが、化学物質の含浸量が増加すると、他のファブリック特性が悪くなる。この場合、他の特性も最良にすることを望むならば、長く強い繊維が必要であり、これは高コストを意味する。
【0011】
ノーアイロン、無臭気、抗菌性などのファブリック機能への要求が増加すると共に、多くの化学仕上げ剤が、ファブリックの繊維と反応させられ、あるいは結合剤を使用して繊維に固着されている。これらは強度、手触りなどのファブリック特性を低下させるので、高価な長く強い繊維を使用する必要がある。これによりコストはさらに上昇する。
【0012】
ファブリックの製織および編成において、生産性を高めるための様々な試みがなされている。DornierおよびPseudakomaらは、1000〜1200ピック/分の速度で動作できる織機を提供している。Mayer&cie、Fukuwaraは、80〜100r.p.mで動作できる丸編み機を提供している。さらに、より高い生産高が得られる3.5メートルもの広巾の織機も入手可能である。
【0013】
同様に、ロータ式オープンエンド紡績、エアジェット紡績および空気渦紡績などの種々の高速紡績技術も発明されている。しかし、糸の製造においては、リング精紡がまだその優位性を維持している。これは、衣服用および家庭用布地に最も適しているそのユニークな糸構造に基づくものであり、他の紡績技術のどれもこの糸構造を提供することができない。しかし、リング精紡は様々な糸製造技術中で最も遅い。その生産性を改善するために様々な試みがなされているが、いまだに完成されていない。伝統的な布地類全体における極めて多くのかかる労力によって、運転経費においてはある程度の軽減を期待することができる。
【0014】
繊維機械が高速になり高密度ファブリックへの要求が増加するにつれて、原料品質への要求は高くなっており、そのためにコストも高くなり、低い運転経費のメリットが帳消しになってしまう。
【0015】
これらすべてと矛盾するが、消費者はより低コストで優れた製品を求めている。
【0016】
リング紡績糸の構造はベストであるが、繊維選択にはやはり限界がある。20mmの繊維長からNe60/1の糸を紡ぐことはできない。同様に、16Rkmの強度を有するNe60/1の糸は、高速/広幅エアジェットルームを効率的に動作させることができない。このように、技術により原料の価値工学の可能性が制約を受けている。
【0017】
上記の昨今のシナリオを見ると、伝統的な布地技術はその限界に達している。価値工学と市場ニーズを満足させることが望ましいが、これは非常に困難である。したがって、この課題は種々の角度から見る必要性がある。技術経済的な解決策に到着するように繊維/糸/ファブリック特性の関係を再定義する必要がある。
【0018】
この方向で、不織布に取り組む試みがなされている。不織布の技術は、ファブリックを製造する別の技術および方法である。この技術を使用して、ステープルファイバーおよび/または連続フィラメントを互いに接着してファブリックを形成する。米国特許第6736916号、同第7455800号、同第7452834号、同第7432219号、同第4805275号、同第7331091号、同第6103061号、および同第6063717号は、不織布を製造する種々の方法を開示している。不織布の製造には、ウェブ前処理、接着、乾燥/硬化、切断、スリッティング/巻取りが含まれる。
【0019】
接着には種々の方法がある:
1.マリモ(malimo)、ニードルパンチおよび水流交絡(hydro entanglement)などの機械的な接着
2.化学的接着
3.熱接着
4.上記の組合せ
【0020】
しかし、不織布は、織布または編地のように完全ではなく、今のところ家庭用および衣服用布地に直接使用するには適切でない。不織布は織布または編地と組み合わせて存在するものである。最良の例は衣服内部のしん地である。
【0021】
不織布は、家庭用および衣服用布地に必要とされる、外観、ドレープとフォール、耐摩耗性と耐ピリング性などの重要な側面が足りない。これらのすべての特性は同時に得ることができるとは限らない。例えば、耐ピリング性を改善するために接着する量を増やすと、手触りとドレープが悪くなる。ファブリックは硬くなる。別の例としては、保存中に繊維が自由に動くことにより優れたドレープと手触りが生じることがある。しかし、これは強度と耐ピリング性を低下させることになる。不織布を改善して、これを衣服用および家庭用布地に適したものにする様々な試みがなされている。依然として多くの作業がこの方向で行われている。
【0022】
欧州特許第0896645号は、化学接着剤を使用して2つの不織布を積層することを開示している。この発明は、洗濯機での洗浄に耐久性があり、その他の濡れたハードな使用法または乱暴な用途に耐久性のある不織布を作ることに関する。この発明によるファブリックは、伝統的な編地または織物に匹敵する耐久性を有する一方で、低価格、快適さ、ドレープ性、柔らかさ、吸収性、通気性その他を含むスパンレース不織布の特質を保持している。しかし、このものの商業上の成功は限定されている。このファブリックは、布地類としての外観および手触り/タッチが足りない。さらに、このファブリックは、元々不織布であるために、耐ピリング性に欠ける。このファブリックは、弾性変形からの迅速な回復性に欠ける。ボトムウェイトに使用した場合、このファブリックはこの限界により膝が出るものになってしまう。この問題は化学接着剤により解決することができるが、一方では、ファブリックを非常に硬い、着用すると不快なものにする。このファブリックは、布地の衣服用ファブリックの上に着用する作業着として使用することができる。少なくとも現在、我々は、世界中のいかなる場所でも、直接の衣服用および家庭用布地用途の商品棚上にこの製品を見ることはない。
【0023】
別の米国特許第3498874号は、布地のような外観を有する不織布材料を作り出す試みを開示している。織物によく似た孔のある不織布は、バンド間の開孔部の列を定義する繊維束によって横方向に相互連結した平行なバンドに沿ってジグザグパターンで延在する交絡によって適所に固定された繊維を特徴としている。ランダムウェブなどのルーズな層からファブリックを調製する例としては、一方向には太いワイヤー、および別のスクリーン方向には1インチ当たり3〜5倍多い細いワイヤーから織られたスクリーン上で繊維の層を加工する方法がある。この繊維層に、高圧液体を用いて供給される、マニホールドからの細い実質的に円柱状の液体流をトラバースさせて繊維を交絡させる。この製品は、家庭用および衣服用布地などの布地用途へこれを使用するのに必要とされる強度と耐久性に欠けている。すべてのこうした製品の用途は、主として使い捨て製品に限定されている。
【0024】
別の米国特許第6315864号は、改善された布状の基材ウェブを開示している。特に、この発明の基材ウェブは布状の外観と手触りならびに改善された吸収性を有する。この基材ウェブは、パルプおよび/またはステープルファイバーを含むウェブを初めに水流ニードリングすることにより作られる。次いで、少なくともウェブの片面に結合剤を塗布し、ウェブの少なくとも片面にクレープを作る。クレーピング作用と水流ニードリング作用を組み合わせることによって、強く、伸縮自在で、非常に柔軟で、吸収性の基材ウェブが製造される。これもまた衛生用途に適した使い捨て製品である。
【0025】
水流交絡技術は、多くの研究者が、布地と非常に類似した製品を開発するために試みた技術である。この技術の可能性が理解された後、この技術を用いて伝統的な布地類を改良する多くの試みがなされた。
【0026】
米国再発行特許第40362号、米国特許第5136761号、米国特許第4967456号、WO/2005/059215、WO/1992/007984は、高圧ウォータージェットを利用して織布または編地の表面および裏面を処理することにより、その寸法安定性、耐ピリング性および引張強さなどの機械的物性を改良するためになされた試みを開示している。しかし、これは仕上げ工程の一種である。これは布地類を改善するが、伝統的な布地仕上げ工程と比較すると高コストである。したがって、我々にはその商業上の利点および用途が分からない。
【0027】
包帯用織地の安定化のための水流交絡技術の利用を開示している米国特許第4695500号に言及する。この安定化された織地は、緩く構成された基布の1面または両面をステープル長の繊維からなる軽いウェブで覆い、この複合材料に水流交絡を施すことにより形成する。このとき、この複合材料は、基布を構成する糸の交点にステープル長の繊維を導き集結させるように構成された多孔性の成形ベルト上に支持されている。
【0028】
これにより、包帯用ファブリックの使用法がより容易になる。包帯用ファブリックは柔らかい手触りがあり、吸収性が高い。しかし、これは使い捨て製品であり、さらに基本的な製品のコストを上げる。その用途は、一回使用されるだけで再び洗われず使用されない包帯布に限定されている。
【0029】
別の米国特許第4145468号は、合成皮革基層材料を製造するための水流交絡技術の使用を開示している。人造皮革用の基層シートとして有用な複合ファブリックは、織布または編地要素と、少なくとも1つの不織布要素とからできている。この不織布要素は、互いに並行に整列した複数の個別の繊維からなり、束を形成する個別の繊維の数が異なる多数の繊維の束と、互いに独立しかつ繊維の束からも独立した多数の個別の繊維からなる。個別の繊維および繊維の束はランダムに分布し互いに交絡して不織布の本体を形成している。また、不織布要素と織布または編地要素は重ねられ互いに結合して複合ファブリックの本体を形成している。個別の繊維の一部および不織布要素の繊維の束は、織布または編地の内部に浸透し、織布または編地要素の繊維の一部と交絡するようになっている。この複合体は、その元の形では耐久性の製品ではない。これを合成皮革にするために一旦適切な化学物質でコーティングすると、これは耐久性になる。この製品は衣服用または家庭用布地の用途には適していない。
【0030】
WO2008/107907A2の特許に言及する。この発明は、複合ファブリックならびに複合ファブリックの製造方法および装置に関する。一実施形態では、複合体は製織または編成により作られた基布を含む。多くの隙間が基布の糸の繊維の間に配置されている。多くの機能的繊維が隙間内で交絡した後繊維が膨張し、基布の糸に対して所定の保持がなされている。これは、布地用途に適したファブリックを開発するために行われた最初の試みである。しかし、この複合体は洗濯耐久性に限界がある。さらに、個別の繊維と基布の糸からの繊維との交絡には限界がある。これはウェブからの繊維が互いに交絡するリスクをもたらすため、ウェブからの繊維と基布の糸からの繊維との交絡が行われない問題が生じ、層間剥離ならびに耐久性および寿命の低下を引き起こす。さらに、これは、現在の布地類に対する大きな商業上の有利性を示すものではない。
【0031】
ドイツの会社Freudenbergと米国の会社BBA Nonwovenは、衣服用布地の用途に、スパンジェット技術と分割可能な二成分合成繊維を使用して、Evolonと呼ばれる不織布100%の布地を開発し導入しようとした。他の不織布と比較して、Evolonは、非常に耐久性のある製品であり、伝統的な布地染色機および仕上げ機で加工が可能であった。さらに、これはドレープ性にも優れている。
【0032】
しかし、この製品は100%合成であり、必ずしも価値が認められるとは限らないスエード仕上げのレザータッチを有していた。さらに、これは、人々によく知られている伝統的な布地の外観を欠いていた。さらに、これは高価であり、商業上の成功を得なかった。
【0033】
先行技術および上記に見られるように、家庭、張り材および衣服の各用途に使用される耐久性のある伝統的な布地の代替物を作り出すことについて、十分成功した試みは今まで行われていない。必要とされる製品属性を簡単な製法でかつ低コストで達成するという観点から、伝統的な布地が現在いかに作られているかを見直す必要がある。
【0034】
ワンダーファブリックの発明は、現在の伝統的な布地に必要とされる解決策を提供する。この発明により、現在のコストより低いコストで家庭用および衣服用布地用途に好適な相応しい製品を提供することが可能である。
【0035】
先行技術で言及した不織布または複合体とは異なり、このようにして作られたワンダーファブリックは、伝統的な布地とまったく同じように洗濯が可能であり、耐久性があり、加工が可能である。
【0036】
本発明は、伝統的な布地の製法を単純化しており、コストの削減に役立つ。織布または編地は、シースルー効果を有し著しく不安定となる程度までの可能な限り軽い構造で製造される。必要な特性/属性/機能は、擬糸および架橋繊維との水流積層の後期段階において対費用効果の高いやり方で付与される。
【0037】
これにより、伝統的な布地の製法はシンプルで対費用効果の高いものになる。これにより、最終製品も対費用効果の高いものになる。ワンダーファブリックは、伝統的な布地に使用するものと同じ機器および方法を使用して染色および仕上げを行うことができる。
【0038】
1つの最終工程において、本発明は、衣服用および家庭用布地の用途に必要とされる、高い快適性、手入れが簡単なことまたはノーアイロン性、折れ目からの優れた回復性、清潔かつシャープな外観、滑らかで強靭な表面、もちろん優れた洗濯耐久性などの重要な性状を付与する。
【発明の概要】
【発明が解決しようとする課題】
【0039】
本発明の主な目的は、シースルーおよび不安定な構造を有するファブリック要素を含み、これを擬糸および架橋繊維で水流積層した、多機能ワンダーファブリックを提供することである。
【0040】
本発明の別の目的は、家庭用、張り材用および衣服用の布地用途に好適なファブリックを製造する、対費用効果の高い方法および工程を提供することである。
【0041】
さらに本発明の別の目的は、糸の中の多数の隙間に擬糸を作り出し、これを織布または編地からの糸と強く交絡させることにより、家庭用、張り材用および衣服用の布地に使用される伝統的な布地類に近い外観を作り出す新しい方法を開発することである。
【0042】
さらに、本発明の目的は、番手およびファブリック構造とファブリック特性との伝統的な関係を再定義することである。
【0043】
さらに本発明の別の目的は、開放的に構成された不安定なファブリックに必要な機能または性状を付与する新しい方法および工程を提供することである。
【0044】
高い耐久性を有する洗濯可能なファブリックを提供することも本発明の目的である。
【課題を解決するための手段】
【0045】
上記の目的に基づき、本発明は、マットレス/枕の外皮および家庭用布地の同様な用途にシーティングするのに好適な新規多機能ワンダーファブリックを提供する。さらに、このファブリックは、トップス&ボトムス、下着および衣服用布地の同様な用途にも好適である。さらに、このファブリックは、カーテン、家具カバーおよび張り材の同様な用途に好適である。
【0046】
本発明によれば、ワンダーファブリックは、多数の糸を水流積層された擬糸と交差させたシースルーで不安定な構造を有する開放性のファブリックを含み、これにより、家庭、衣服および張り材の用途に必要とされる、受け入れ可能な外観および機能/属性を有する安定した製品を提供する。
【0047】
本発明によれば、シースルーで不安定な構造を有するファブリックは、少なくとも片面の擬糸と水流積層されることにより、寸法安定性、強度および耐久性などの特性が付与される。
【0048】
本発明によれば、擬糸の形成にあずからない繊維は、ファブリックの糸と架橋されることにより、手入れのし易さ/ノーアイロン、折り目からの回復および寸法安定性などの特性を付与するのに役立つ。
【0049】
本発明によれば、交絡の量が布地の手触り、タッチおよび挙動を決める。
【0050】
本発明によれば、ファブリックは、製織または編成され、織機から直接または染色前にまたは染色してまたは仕上げた形で得ることができる。このようにして水流積層されたワンダーファブリックは、他の布地類と同じように後期段階で染色し仕上げを行うことができる。
【図面の簡単な説明】
【0051】
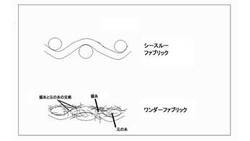
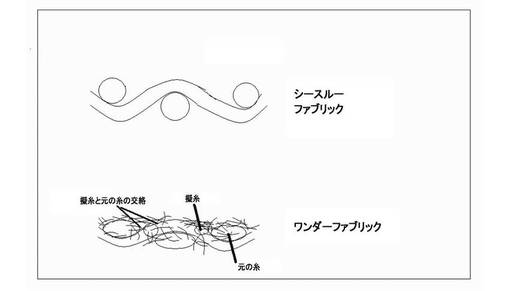
【図1】シースルーファブリック部材およびワンダーファブリックの横断面の概略を示す図である。
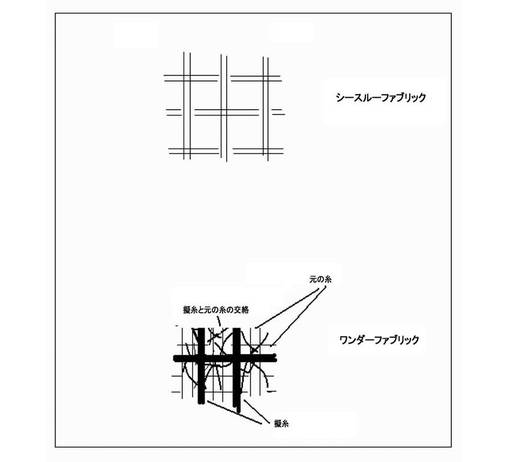
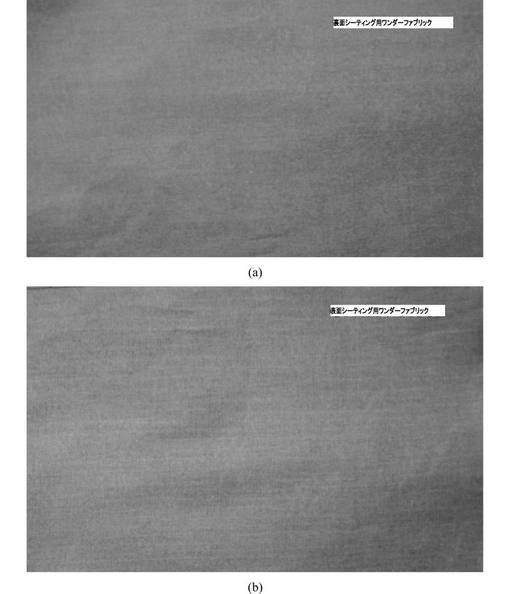
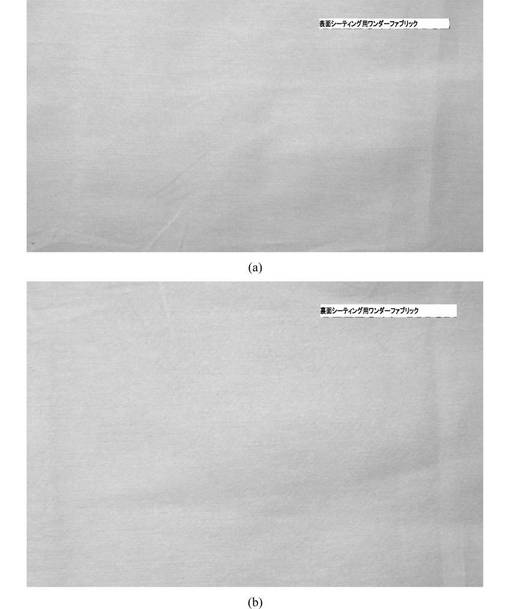
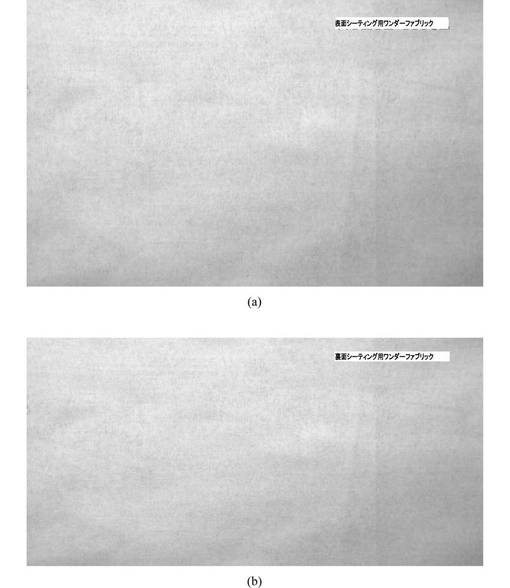
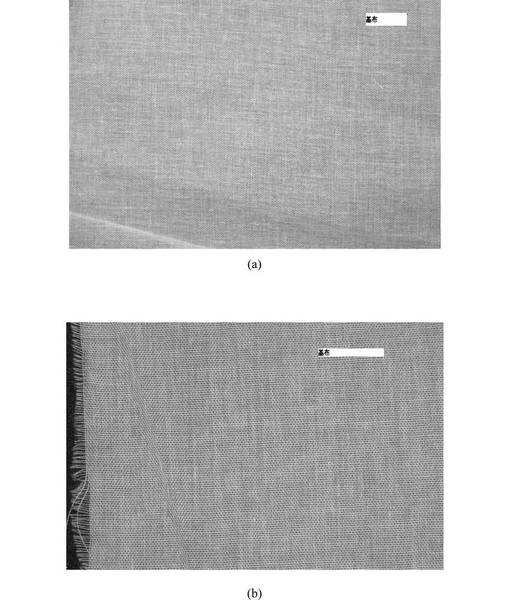
【図2】シースルーファブリック部材およびワンダーファブリックの平面図の概略を示す図である。 ワンダーファブリックの表面および裏面の写真と比較した2枚の基布の写真:緑色(図12(a)および(b))、橙黄色(図13(a)および(b))、ならびに漂白色(図14(a)および(b))。本発明によって付与された外観の様子が明瞭に見られる。これらの図から、シースルー構造を有するファブリックがいかにして家庭用、張り材用および衣服用の布地に好適な不透明ワンダーファブリックに変換されるかを理解することができる。
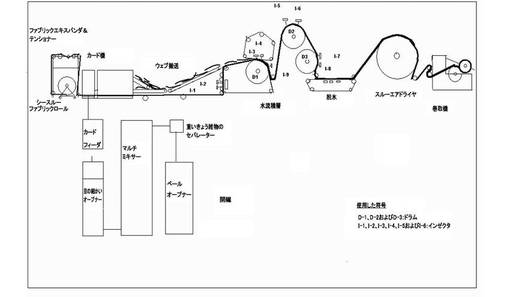
【図3】装置構成の全体を示す図である。
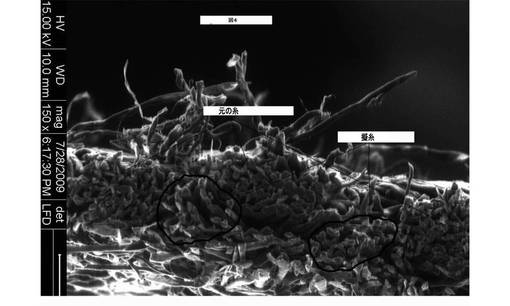
【図4】ワンダーファブリックの横断面のSEM写真である。
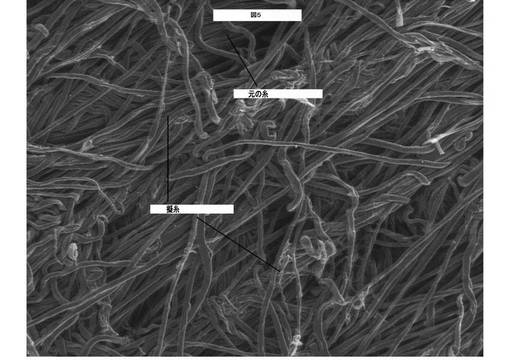
【図5】ワンダーファブリックの平面図のSEM写真である。
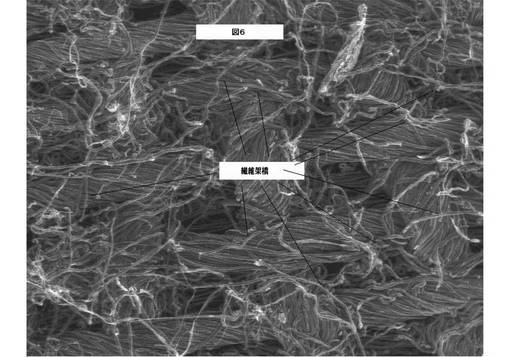
【図6】架橋繊維および架橋のSEM写真である。
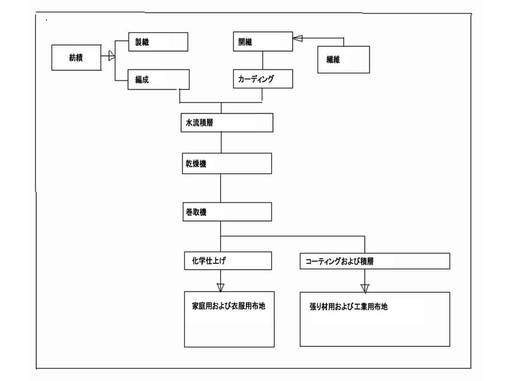
【図7】ワンダーファブリックの製造に使用されたプロセス経路を示す図である。
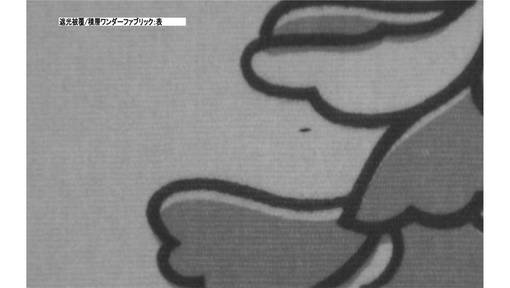
【図8】ワンダーファブリック製の被覆/積層遮光カーテンの表面を示す図である。
【図9】ワンダーファブリック製の被覆/積層遮光カーテンの裏面を示す図である。
【図10】ワンダーファブリックの横断面のSEM写真である。
【図11】ワンダーファブリックの横断面のSEM写真である。
【図12】(a)ワンダーファブリック(緑色)の裏面の写真である。(b)ワンダーファブリック(緑色)の表面の写真である。
【図13】(a)ワンダーファブリック(橙黄色)の表面の写真である。(b)ワンダーファブリック(橙黄色)の裏面の写真である。
【図14】(a)ワンダーファブリック(漂白色)の表面の写真である。(b)ワンダーファブリック(漂白色)の裏面の写真である。
【図15】(a)基布を示す図である。(b)基布を示す図である。
【発明を実施するための形態】
【0052】
図1および図2から、シースルーファブリック部材の連続した2本の糸の間のスペースに形成された擬糸が見られる。これらの擬糸からの繊維と外部の繊維が交絡して、擬糸とシースルーファブリック部材の糸とが結合することも分かる。
【0053】
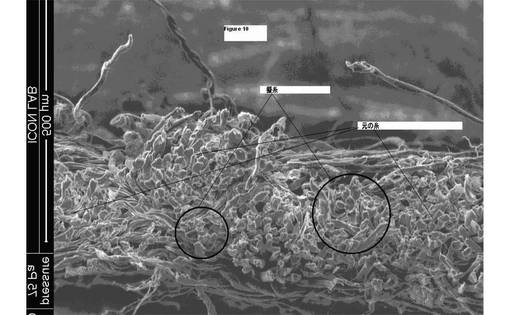
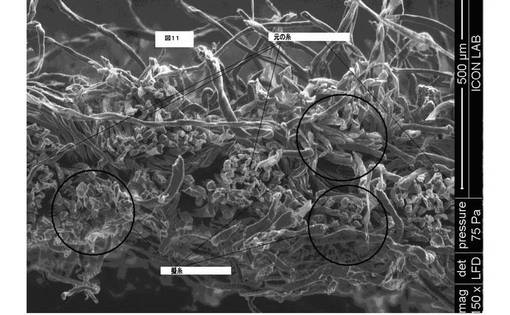
図4、図10、図11に示したSEM写真には、連続した2本の元の糸の間のスペースに形成された擬糸が見られる。より明瞭にするために、これらの擬糸を囲んで示した。図5に示したSEM写真には、擬糸が見られる。これらの擬糸を結合する外部の繊維も見られる。
【0054】
図6に示したSEM写真には、元の糸を互いに結合する外部の繊維がある。これにより、ファブリック中での元の糸の運動が誘導され制御される。その結果ファブリック特性が決まる。
【0055】
図3は、このワンダーファブリックの製造に使用される装置の構成を示す。このラインは、様々な開繊、混合/混紡機、および綿の場合は洗浄装置を有する少なくとも1つの開繊ライン(opening line)を有している。このようにして開繊および/または洗浄された繊維材料をカード機に供給する。ここで、繊維は回転部の速度および設定によって決まる特定のやり方で個別化され、並べられる。例えば、ドッファー−トランスファロール−ランダムロールの速度および設定の適切な計画と制御ならびにコンデンサーサクション速度の調節により、機械方向、幅方向の繊維配向を制御することも、ランダムな配向を作り出すこともできる。このように個別化された繊維は、繊維ウェブの形で繊維搬送ベルト上へ送られ、次いでこの繊維ウェブは水流積層装置に搬送される。
【0056】
シースルー構造を有するファブリックは、カード機の後ろに配置されたファブリックロールから送られる。ファブリックは、エキスパンダを通して適切に開繊し、次に延伸ロールを通して適切に延伸する。このようにして開繊したファブリックを、水流積層装置へガイドロールにより支持/搬送する。
【0057】
水流積層装置では、シースルーファブリックにインジェクターを通して送られた少なくとも1つの高圧水流を当てる。少なくとも1つの水流を一定の角度でこのファブリックに当てる。必要に応じて、少なくとも1つの水流を、ファブリックの移動方向または反対方向にこのファブリックに当てる。
【0058】
必要とされる最終のファブリック特性を指標として水流積層のパラメーターを選択する。
【0059】
緩んでかさばった糸を有するこのように処理されたファブリックを、図3に示すように繊維ウェブと合わせる。これ以降、ファブリックと糸に水流積層の連続工程を行う。
【0060】
少なくともベルトまたは適切なシェルを有する有孔ドラムを使用して水流積層を行う。シェルにより、使用される有効な孔面積および水の跳ね返りが決まる。
【0061】
水流積層時には、少なくとも1つの水流が予め設定された角度と方向で繊維およびファブリックに当たる。ファブリックおよび繊維には少なくとも1つの振動水流も当てる。さらに、ファブリックおよび繊維には少なくとも1つの高圧水流も当てる。最終製品で必要とされる特性に基づいてこれらの水流を配列しパラメーターを設計する。水流は、図3に示したインジェクターによって送られる。
【0062】
ジェットサイズ、ジェット/インチ、ジェット長さ、真空度、シェルの種類などの残りの水流積層パラメーターは、ワンダーファブリックである最終製品において必要とされる特性に応じて計画する。
【0063】
このようにして形成されたワンダーファブリックは、次に脱水装置に送る。この装置では真空の使用により物理的に保持された水を除去する。
【0064】
こうして脱水したワンダーファブリックを次に乾燥機を通して化学的に保持された水を除去する。こうして乾燥したワンダーファブリックは最後に巻取機に巻取る。必要に応じ、巻取る前に幅方向にスリットしていくつかの必要な幅にする。
【0065】
以下、本発明について、その種々の態様をより完全に理解し認識できるように、特定の好ましいかつ任意選択の実施形態を用いて詳細に説明する。
【0066】
本発明は、先行技術に対して多数の利点を有し、家庭用、張り材用および衣服用布地の用途に受け入れ可能な外観を有する、ユニークで多機能かつ耐久性のある布地材料を提供する。
【0067】
これ以降、図15(a)および図15(b)に示すような、シースルーかつ不安定な構造を有する布地類を基布と呼ぶ。図4および図5に示すように、基布の少なくとも一面に擬糸を形成する。これらの擬糸は基布と交絡している。
【0068】
基布は、製織技術または編成技術を使用して製造することができる。基布の製造に使用する糸はコーマ糸でもカード糸でもよい。さらに、これらの糸は、リング紡績糸、オープンエンド紡績糸、エアジェット糸、渦紡績糸、またはフリクション紡績糸とすることができる。さらに、上述の技術以外の技術による糸も、基布製造のために使用することができる。さらに、これらの糸は、合成高分子溶融物から紡いだモノフィラメント糸またはマルチ糸とすることもできる。
【0069】
基布の製造に使用する糸は単糸でもよく合撚糸でもよい。さらに、これらの糸にはハードコアを用いてもソフトコアを用いてもよい。
【0070】
基布の製造に使用する糸は、グレーコットン、さらし綿、色木綿、無染色人造繊維、または染色人造繊維から紡ぐことができ、あるいはこれらを混紡してもよい。
【0071】
図6に示したように、基布からの糸は繊維とも交絡している。これらの繊維は、これ以降架橋繊維と呼ぶ。
【0072】
繊維ウェブを基布の上に積み重ねた後、繊維同士を交絡させて擬糸を形成し、基布の糸と擬糸とを交絡させ、基糸からの糸および擬糸の繊維と架橋繊維とを交絡させるプロセスを水流積層と呼ぶ。
【0073】
水流交絡装置は通常少なくとも1つの加圧水流を有する。この加圧水流は、ジェットストリップを介してインジェクターで送られ、ベルトまたはシェル付きのもしくはシェルの無いドラムに支持された材料へ当てる。一般に、インジェクターからのウォータージェットはドラムの中心部に向けられる。
【0074】
このようにして形成された材料は、さらに前処理、染色および/または印刷ならびに後処理のために化学物質で処理される。このようにして送られ、かつ図8、図9に示した最終製品、ならびに図12(a)および図12(b)、図13(a)および図13(b)、図14(a)および図14(b)に示した染色/漂白したファブリックを、これ以降ワンダーファブリックと呼ぶ。
【0075】
基布は、織機または編み機から直接得られる。さらに、基布を前もって染色し加工することもできる。
【0076】
一実施形態では、基布に少なくとも1つの高圧垂直ジェット流を当てる。さらに、前記基布には、所定の角度で当たる少なくとも1つのジェット流も施す。必要に応じて、ファブリックの移動方向は、ジェットと基布が同じ向きに動くように、または互いに反対に動くように調節する。いずれの場合も、基布からの糸はコーミング/ストリッピング作用を受け、これにより糸の繊維が再配列され、擬糸形成時の支持材の役割を果たすのに適切なものになる。これにより、さらにランダムな繊維の交絡が生じ、容易によりが解けたり、ばらばらになることがない糸構造が生じる。これにより、さらに糸部材からの繊維の部分的な交絡も生じる。必要に応じて、交絡のレベルを制御することによりファブリック特性を改善することができる。
【0077】
適切なジェット流パラメーター、例えば0.079mm〜0.14mmのジェット流サイズを選択し、基布に当てるときのエネルギーを適切にして、好適な手触りおよびタッチを作り出す。
【0078】
好ましい実施形態では、本発明は、家庭用布地、張り材用および衣服用布地の用途に好適な多目的ワンダーファブリックを提供する。このワンダーファブリックは、シースルーで不安定な構造を有する少なくとも1つの基布を含み、基布の少なくとも片面に、繊維を水流で交絡させて形成した擬糸が水流積層されている。このワンダーファブリックは、少なくとも片面で架橋繊維と水流交絡した少なくとも1つの基布を有する。
【0079】
前記基布は、製織技術または編成技術を使用して製造する。さらに、基布は、天然繊維または人造繊維またはこれらの混紡繊維から製造することができる。前記基布は、Ne1〜160の範囲、好ましくはNe5〜160の範囲の糸番手で構成する。さらに、前記基布は、これを織る場合は、たて糸方向に42〜300本/インチ、好ましくは30〜168本/インチの範囲、よこ糸方向に15〜500本/インチ、好ましくは25〜300本/インチの範囲の平織または綾織または朱子織または重ね組織で、45〜1200g/m2、好ましくは45〜300の範囲の重量で、および、たて編またはよこ編の場合は、60〜400g/m2の重量で構成する。
【0080】
前記擬糸の形成に使用される繊維は、天然繊維または人造繊維またはこれらの混紡繊維から選択する。
【0081】
別の実施形態では、本発明は、ワンダーファブリックを製造するアセンブリを提供する。このアセンブリは、カード機に供給する繊維材料を洗浄しこれを開繊するための、ベールオープナー、重いきょう雑物のセパレーター、マルチミキサー、目の細かいオープナー、およびカードフィーダを含む開繊ラインと、必要とされるように繊維を個別化し配列するためのカード機と、ファブリックの巻出し、拡張、張力付与装置と、水流積層装置の一部として、少なくとも1つの有孔ドラムまたは少なくとも1つの有孔ベルトまたはベルトを備えた少なくとも1つの有孔ドラムを備え、少なくとも1つの垂直ジェット流および/または所定の角度で基布に当たる少なくとも1つのジェット流を有するファブリックコーミング装置とを備える。有孔ドラムを覆う場合は、有孔スリーブまたは有孔ベルトを用いて行うことができる。水流積層アセンブリは、少なくとも1つまたは複数の有孔ドラムをさらに備える。これらのドラムは、水流積層用に必要な圧力勾配を有する少なくとも1つまたは複数の垂直ジェット流と、少なくとも1つの高圧垂直ジェット流と、所定の角度でドラムに当たる少なくとも1つのジェット流と、少なくとも1つの振動インジェクターとを備える。1つまたは複数の有孔ドラムは、適切な開度を有するベルト、あるいは適切な孔を有する金属またはプラスチックのスリーブで覆われている。このアセンブリは、さらに以下の装置を備えている:ワンダーファブリックを脱水する脱水装置、湿ったワンダーファブリックを乾燥する乾燥機、乾燥したワンダーファブリックを巻取る巻取機、布地の染色および仕上げ工程のためのワンダーファブリックのマーセル化、膨潤および準備用パッドレスチェーンレスマーセライジングマシンまたはチェーンマーセライジングマシン、ワンダーファブリック染色用の拡布連続漂白/染色領域、薬剤を充填して定着させるための硬化装置を有するパッダー、ワンダーファブリックの前処理および染色に必要なソフトフローマシンまたは液流染色機、ワンダーファブリックの上面仕上げのための拡布マシンまたはソフトフローマシン、ワンダーファブリックの機械的表面仕上げのためのエメリー処理機(emerising machine)または起毛機、ワンダーファブリックの寸法安定化のためのサンフォリゼーション機(sanforisation machine)またはデカタイジング機(decatising machine)、ワンダーファブリックの少なくとも片面をポリウレタン、熱可塑性ポリオレフィン、熱可塑性ポリウレタン、ポリウレタン+アルミニウムなどの化学物質でコーティングするためのナイフコータまたはパッダーまたはキスロール装置またはツィンマーマシン(zimmer machine)および硬化装置、ならびに、ワンダーファブリックの少なくとも片面にPUまたはTPUまたはTPO、FR材料などと架橋剤からなるメンブレン/フィルムを積層するための積層装置。
【0082】
別の実施形態では、本発明は、下記の工程を含む擬糸製造方法を提供する:
a.ウェブの繊維を予め交絡させることにより、前記ウェブ内に必要とされる強度を作り出す工程と;
b.基布の少なくとも片面に工程(a)のウェブを支持する工程と;
c.工程(b)のウェブに、必要とされる圧力で少なくとも1つのジェット流を当てるか、または圧力勾配を有する複数のジェット流を当てることにより、ウェブをばらばらにし繊維を抜き取る工程と;
d.工程(c)で形成された繊維を基布に支持された同じスペース内で回転させることにより、擬糸を形成させる工程。
【0083】
まだ別の実施形態では、本発明は、下記の工程を含むワンダーファブリックの製造方法を提供する:
a.開反機で繊維を開繊し洗浄する工程と;
b.カード機で工程(a)の繊維を個別化することにより繊維のウェブを送達する工程と;
c.エキスパンダロールによって基布を開繊する工程と;
d.ファブリックテンショナーを通して工程(c)の基布に張力を与えた後、これに垂直および/または所定の角度で高圧ウォータージェットを当てる工程と;
e.工程(d)の前処理された基布に、工程(b)の予め交絡させた繊維ウェブを層状に積み重ねて、請求項8に記載の擬糸を形成する工程と;
f.工程(d)の前処理された基布および工程(e)の擬糸に、垂直または所定の角度で当たる少なくとも1つの高圧ウォータージェットおよび振動ウォータージェットを施してワンダーファブリックを形成する工程と;
g.脱水装置を通すことにより工程(f)のワンダーファブリックを脱水する工程と;
h.乾燥機を通すことにより工程(g)の脱水されたワンダーファブリックを乾燥する工程であって、
乾燥したファブリックの残留水分が繊維の自然な水分率と等しくなるように、繊維の種類に応じて温度を調節する工程と;
i.巻取機を使用して、工程(h)の乾燥したワンダーファブリックをボビン/チューブ上へ巻取る工程と;
j.工程(i)のワンダーファブリックを化学的前処理および/または乾燥および/または染色および/または印刷および上面仕上げして、これを家庭用、張り材用および衣服用布地などの布地用途に使用することができるようにする工程と;
k.工程(h)のワンダーファブリックを産業用布地および張り材用途のためにコーティングまたは積層する工程。
【0084】
基布は、天然繊維または人造繊維あるいはこれらの混紡繊維で作ることができる。基布は、織物または編物またはこれらの複合材料とすることができるが、シースルーかつ不安定な構造を有するものである。
【0085】
ステープルファイバーは、開繊した後または開繊かつ洗浄した後カーディングする。ウォーカ/ストリッパロールを備えた古典的な不織カードまたはフラットカードを使用することができる。カーディングの後、この繊維はウェブの形で送達される。必要に応じ、この繊維ウェブはウォータージェットを使用して軽く交絡させる。
【0086】
このようにして予め交絡させた繊維または交絡していない繊維を基布の上部に送達する。繊維が予め交絡していない場合も、繊維は高圧ウォータージェットからより高レベルのエネルギーを受けることができるので、これらの繊維はここで軽く交絡することになる。
【0087】
本発明の特定の例について本発明を説明してきたが、この説明は例示的なものであり、本発明は(本発明について説明した後に)添付された特許請求の範囲によってのみ限定される。
【実施例1】
【0088】
23ジェット/インチに一列に配置した0.1mmのジェットを50バールの圧力でウェブに当てることにより繊維の交絡を作り出す。この交絡は、引張り破壊荷重が機械方向に4.5ニュートン/ウェブ幅1メートル、かつ幅方向に1.7ニュートン/ウェブ幅1メートルのレベルである。
【0089】
次いで、この繊維ウェブに、基布の表面に擬糸を形成するのに適切なパラメーターを用いて設計された多数のウォータージェットを施す。この場合、基布は繊維ウェブの支持体としての役割を果たす。基布は、ウェブからの繊維の回転を案内しかつ促し、これにより、これらの繊維を繊維同士交絡させて擬糸を形成させる。
【実施例2】
【0090】
ファブリックカバーファクター(fabric cover factor)が14の基布を綿繊維ウェブと層状に重ね、構造体全体に0.1mm/23ジェット/インチ、0.1mm/40ジェット/インチおよび0.1mm/40ジェット/インチのジェット明細を有する高圧ウォータージェット流を施すことにより、最大の繊維回転が得られ、図4に示した擬糸が形成され、基布の裏面にはごく微量の繊維しか残っていない。
【0091】
上記の現象は、ポリマー、繊維長、剛性、直径および表面摩擦などの繊維特性にも影響を受ける。繊維配向や繊維個別化などのウェブ特性も上記の現象に影響を及ぼす。
【0092】
次いで、上記の構造体に少なくとも1つの高圧ウォータージェット流を施す。擬糸からの繊維は基布からの糸の繊維と交絡する。強度と製品剛性のバランスに応じてウォータージェットパラメーターを選択する。
【実施例3】
【0093】
80g/m2の基布と35g/m2の擬糸構造にジェットサイズ0.1mmの一列に配置された高圧水流を施すと、ピリング抵抗5.0およびシーティング用途に受け入れ可能なファブリック剛性が得られる。
【0094】
家庭用および衣服用布地のための布地類の様々な性状の中では、どんな消費者にも重要な第1の主要な性状はファブリックの外観であり、次が手触りである。その次が強度および耐久性である。時代と共に、かつ安全と衛生の意識が増加すると共に、抗菌性、消臭性、難燃性などの性状がより重要になってきた。
【0095】
一方、コストも重要な側面である。必要とされる外観と性状を低価格で提供する製品は間違いなく売れる。これは費用に見合う価値として知られている。
【0096】
発明の背景で上述したように、原料費はコストのすべての構成要素の中で最も大きいものである。紡績および製織または編成の技術的な限界のために、繊維長、強度などの技術的かつ商業的に重要な原料特性は特定の限界を下回ることができない。したがって、粗悪な原料を使用した価値工学の手法を用いると、コストを大きく、例えば15〜50%も低下させることはできない。さらに、運転効率が全体的に落ちる危険がある。これでは不良品ができることが確実である。
【0097】
本発明では異なるユニークな手法を用いる。基布は大きく開いたシースルー構造に設計かつ構成されており、これにより基布の重量は15〜50%も低下する。これによりコストは50%のレベルまで大きく下がる。しかしながら、この基布は、そのままの形では安定しておらず、家庭、張り材および衣服用途に受け入れ可能な外観および他の性状を有していない。
【0098】
本発明は、擬糸の交絡および形成の支持体としてこの基布を使用する。一旦高圧ウォータージェットを受けたウェブからの繊維は間隔へ滑リ込みやすい。これらの繊維は、まず繊維同士が交絡しやすく、その結果所定の充填密度に到達する。これにより擬糸が形成される。このようにして形成された擬糸と基布がさらに高圧ウォータージェットを受けると、擬布の繊維と基布の糸からの繊維とが交絡する。
【0099】
丸まって擬糸の一部とならない残りの繊維は基布の糸からの繊維と交絡する。このようにして、これらの繊維は基布の糸の中で架橋する。これもファブリック特性を決める。本発明で定義されたプロセスの使用により、少なくとも3.0のパーマネントプレス等級を達成することができる。これは、このようにして作られたワンダーファブリックがそのままで手入れが簡単なことを意味するものである。
【0100】
また、上記の現象は、不安定な基布に寸法安定性を導入することにもなる。
【実施例4】
【0101】
たて糸とよこ糸がそれぞれNe40/1×Ne40/1および100×68本/インチの基布と26mmの綿繊維からなるウェブとを本発明で加工すると、たて糸方向の残留収縮率は4.0%未満となり、よこ糸方向の残留収縮率は2%未満となる。これは、基布で試験した元の収縮性がたて糸方向に12%、よこ糸方向に6%であるのと対照的である。
【0102】
このようにして形成され基布からの糸と交絡した擬糸が、外観以外にも引張強さや引裂き強さを決める。引張強さが少なくとも25%改善することが分かる。引裂き強さも少なくとも8%改善する。
【実施例5】
【0103】
たて糸方向とよこ糸方向にNe40/1×Ne40/1および107×38本/インチの基布と、24mmおよび強度22g/テックスからなる綿繊維ウェブとを、本発明の発見を用いて加工し引張強を試験すると、90ポンド(+50%)と34(+20%)ポンドの破壊荷重が得られる。これにより、4.5ポンド(+35%)およびよこ糸方向に3.5ポンド(+15%)の引裂き強さも得られる。
【0104】
擬糸の形成およびこの擬糸と基布からの糸との交絡、ならびに架橋繊維と基布からの糸との交絡の両方により、縫い目滑脱抵抗力に15〜35%の改善が見られる。
【0105】
本発明により、基布からの糸が被覆されるだけでなく、多くの気孔および連続した毛管が導入される。これにより、得られたワンダーファブリックは、非常に吸収性が優れており、毛管を通して水分の迅速な輸送が可能である。
【実施例6】
【0106】
Ne20/1×Ne20/1および45×25本/インチの基布と綿繊維擬糸とを本発明の発見を用いて処理すると、このようにして得られたワンダーファブリックの吸収速度は1秒未満である。
【0107】
垂直吸上試験では、30分で13cmまで到達した。これは、このようにして作られたワンダーファブリックを着用すると非常に快適であることを示唆するものである。
【0108】
水流積層時にワンダーファブリックに少なくとも1つの振動高圧ジェット流を施すと外観の特徴が付与される。
【0109】
こうして形成されたワンダーファブリックに、水流積層面に所定の角度で当たる少なくとも1つの高圧ジェット流をさらに施すことにより、耐久性能が付与される。
【0110】
本発明は、多目的ワンダーファブリックを製造するためのライン構成を提供する。このライン構成には以下のものが含まれる:ベールまたは類似の形態の繊維を小さな繊維タフトに開繊するための開繊ライン、繊維を個別化し適切な繊維配向を有するウェブを形成するカード機、水流積層装置までウェブを搬送する装置、ファブリックを適切に巻出すためのファブリック巻出し機、織物幅を拡張および制御し、折れ目を形成させないためのエキスパンダおよび予備張力付与ロール、擬糸の形成、擬糸と基布の糸との交絡、繊維と基布の糸との架橋、基布からの糸のコーミングおよび安定化のための水流積層装置、物理的に保持された水を除去するための脱水装置、化学的に保持された水を除去するための乾燥機、ならびに、このようにして形成されたワンダーファブリックを巻取るための巻取機。衣服、家庭用布地および張り材用途には、ワンダーファブリックは従来の繊維加工機械で加工される。産業用布地および張り材用途には、ワンダーファブリックはコーティングおよび/または積層マシンで加工される。
【0111】
本発明は以下のワンダーファブリック製造方法を提供する。この方法には以下の工程が含まれる:
a.基布を開繊、幅調節、および予備張力付与して皺または折れ目の発生を防ぐ工程と;
b.高圧ウォータージェット流で基布の糸を洗浄かつコーミングすることにより、
表面を洗浄し、所要の形状および寸法を付与し、繊維および/または糸の中で所望のようにかつ所望のレベルまで交絡させて、基布を擬糸の形成に適切な支持体にする工程と;
c.繊維を開繊およびカーディングして所望のウェブ特性を有するウェブを形成する工程と;
d.このようにして形成されたウェブを基布の両面のうちの1つの上面にオーバーラップさせ、両方に少なくとも1つまたは複数の高圧ジェット流を当てることにより擬糸を形成し、これを基布からの糸と交絡させるとともに残りの繊維を基布からの糸と架橋させることにより所望の性状を有するワンダーファブリックを提供する工程と;
e.このようにして形成されたワンダーファブリックを脱水装置を使用して脱水した後、乾燥機を使用して乾燥する工程と;
f.次いで、乾燥したワンダーファブリックを巻取機によりロール上へ巻取る工程と;
g.次いで、このワンダーファブリックを、家庭用、張り材用および衣服用布地の用途のために、染色および表面仕上げなどの化学処理により加工する工程と;
h.遮光カーテン、バリヤーファブリック、シューアッパー、自動車用ソフトカバーなどの張り材および産業用布地製品を製造するために、このワンダーファブリックを、コーティング/積層機で加工する工程。
【0112】
本発明を、以下の実施例によってより具体的に説明する。しかし、本発明の範囲はこれらの実施例によって何ら限定されるものではないことを理解されたい。当業者であれば、本発明が以下の実施例を含み、さらに本発明の技術的な範囲内でこれを修正および変更することができることを理解するであろう。
【実施例7】
【0113】
以下の表は、本発明が、こうして作り出されたワンダーファブリックに高い吸収速度を付与する方法を示すものである。種々の糸番手および構造を有する基布と綿繊維擬糸とを本発明で定義された方法を用いて加工することによって、これらは高い吸収速度を示す。
【0114】
吸水試験
使用した試験方法:AATCC 79
試験機関:SGS、ムンバイ
試験結果:
【0115】
【表1】

【実施例8】
【0116】
以下の表は、種々の基布と綿繊維で作られた擬糸とを本発明の発見を用いて加工すると、高い吸上速度が得られることを示す。この高い吸上速度と高い吸収速度を組み合わせると、ハイレベルの快適さがユーザーに提供される。
【0117】
垂直吸上試験
試験方法:SGS社内法
試験機関:SGS
試験結果:
【0118】
【表2】
【実施例9】
【0119】
この表から、本発明が、耐久性の高いワンダーファブリックを提供することが分かる。この表に示した種々の基布とポリエステル/綿繊維ブレンドで作られた擬糸とを本発明の発見を用いて加工すると、優れた耐ピリング性が得られる。試験は、高い耐久性を確かめるために水流積層した面で行う。
【0120】
ピリング試験
使用した試験方法:ASTM 4970
試験機関:ITS、ムンバイ
試験結果:
【0121】
【表3】
【実施例10】
【0122】
以下の表から、本発明の発見を用いて製造されたワンダーファブリックが非常に優れた寸法安定性を示すことが分かる。ファブリックが、基布の糸の繊維の再配列と、これらの糸の繊維のさらにより高レベルの交絡を使用して安定化されていることは興味深い。本発明では、ファブリック安定化のためのクリンプ交換および糸密度の再配列からなる従来の方法は使用されていない。架橋繊維が基布の糸からの繊維とも交絡することが、ワンダーファブリックの構造を安定化するのに役だっている。交絡のレベルは、このようにして製造されたワンダーファブリックが受け入れ可能な剛さおよび手触りを獲得するレベルに制御する。
【0123】
寸法安定性試験
使用した試験方法:AATCC 135−2003
試験機関:WIL、アンジャル
【0124】
【表4】
【実施例11】
【0125】
以下の表は、種々の基布と25〜40g/m2の綿擬糸とを本発明の発見を用いて加工すると、少なくとも2.5のパーマネントプレス等級が得られることを示している。この値は、ファブリックをシーティングするための規格要求を十分に超えている。
【0126】
架橋繊維と基布の糸の交絡の量ならびにその配向が、この皺の性状を決める。
【0127】
パーマネントプレス等級
使用した試験方法:AATCC 124−2001
試験機関:ITS
試験結果:
【0128】
【表5】
【実施例12】
【0129】
擬糸と基体からの糸の交絡の量、基布の糸の繊維同士の交絡のレベル、架橋繊維と基布からの糸の交絡の配向および量に応じて、縫い目滑脱抵抗力が決まる。
【0130】
以下の表は、種々の基布と綿繊維ウェブとに本発明が示す方法を施すと、高い縫い目滑脱抵抗力が得られることを示している。
【0131】
基布は、その元の形においては、非常に開いた構造を持っていると共に不安定でもあるという事実を思い出すことが重要である。この形では、基布は、家庭用および衣服用布地の用途に全く適していない。
【0132】
縫い目滑脱
使用した試験方法:ASTM D 434 1995;ASTM D 5034 固定縫い割り
試験機関:ITS
試験結果:
【0133】
【表6】
【実施例13】
【0134】
以下の表は、開いた不安定な構造を有する種々の基布と、たて糸方向により多くの繊維が配向した綿繊維ウェブとから構成されたワンダーファブリックを本発明の方法で処理すると、たて糸とよこ糸の両方向に受け入れ可能な引張強さが得られることを示している。
【0135】
より多くの繊維がたて糸方向に配向しているので、その方向により高い引張強さが得られる。
【0136】
引張り試験
試験方法:ASTM D 5034
試験機関:ITS
試験結果:
【0137】
【表7】
【実施例14】
【0138】
以下の表は、このようにして製造されたワンダーファブリックが必要とされる引裂き強さをもたらすことを示す。
【0139】
引裂き強さ試験
試験方法:ASTM D 1424−2007A(エルメンドルフ試験機)
試験機関:ITS
試験結果:
【0140】
【表8】
【技術分野】
【0001】
本発明は、新規な繊維材料、より特定すればワンダーファブリック(wonder fabric)に関する。このワンダーファブリックには、所定の角度で互いに交差した複数の糸からなるシースルー構造が含まれ、特定の条件下で少なくともその片面において、ステープルファイバーから形成された擬糸(pseudo yarn)がこれらの糸と水流積層(hydro-laminated)し、かつこれらの糸は機械的に架橋している。このワンダーファブリックは家庭用、張り材用、および衣服用布地の用途に好適な耐久性の多機能材料になる。さらにその製造方法および装置も開示する。
【背景技術】
【0002】
伝統的に、家庭用および衣服用布地類は製織または編成技術で製造されている。製織は、たて糸方向である垂直の複数の糸と、よこ糸方向である水平の複数の糸とを交錯させる方法である。編成法では、一本の糸要素しか必要としない。この糸要素を使用してループを形成し、これをその前に形成されたループと互いに噛み合わせる。
【0003】
それぞれの技術はそれぞれの用途を有している。織布は、強く、ドレープおよびフォールという利点を有し、最も普通にフォーマルウェアおよびほとんどの家庭用布地製品に使用されている。高い伸長性/撓み性、柔らかさおよび密着性の利点を有する編地は、カジュアルウェアや下着に使用され、家庭用布地を形成するために使用されることもある。編地は強度および耐久性に欠けるところがある。
【0004】
これらの伝統的な布地製造方法は非常にコストがかかり、かつ労働集約的である。日ごとに競争が高まることにより、コストの低減が強く要求されている。一方、原料費は連続的に上昇し、労働費も上昇している。これは、ヨーロッパとアメリカが伝統的な布地製造ビジネスからほとんど撤退しているという事実から理解することができる。この産業には、主として、低い労働費が魅力的な第三世界の集中が高まっている。ここでも年ごとに労働費はどんどん上昇しており、伝統的な布地製造基地を移すという解決策はコストメリットではなくなっている。
【0005】
すべてのコストのうち原料費が最も高い比率を占めており、コストの55%〜65%程度は常に原料費である。別の重要なコストには運転経費があるが、これはトータルコストの10〜15%程度である。
【0006】
人間の快適さという視点から見ると、家庭用および衣服用布地においては、天然繊維例えば綿系製品の消費が高く連続的に増加している。
【0007】
綿などの繊維では、トータルコストへの原料費の影響は非常に大きい。
【0008】
糸特性と、ファブリック構造、ファブリック特性の間には強い関係がある。糸は、製織の前処理ならびに製織および編成中の様々な応力および歪みに耐えるように、一定の最小強度を有することが望ましい。
【0009】
同様に、繊維特性と糸特性の間にも強い関係が存在する。要求される糸特性を満たすためには一定の最小繊維特性を維持する必要がある。すべての繊維特性の中で最も重要なのは繊維長と強度である。より長くより強い繊維はより強い糸になる。しかし、コストは繊維長に直接左右される。このようにして、コストは制約を受ける。
【0010】
さらに、ファブリック特性をすべて最高のレベルにするのは非常に難しい。常に、ファブリック特性を最適化するためには、いかに妥協するかという手法も求められる。例えば、ノーアイロン100%の綿織物には高い需要がある。この目的のために、綿織物はノーアイロン仕上げで処理される。これにより、ファブリックの引張強さ、引裂き強さ、外観、および手触りが変化し、ファブリックドレープも異なるものになる。皺の性質は化学物質の含浸量の増加で改善するが、化学物質の含浸量が増加すると、他のファブリック特性が悪くなる。この場合、他の特性も最良にすることを望むならば、長く強い繊維が必要であり、これは高コストを意味する。
【0011】
ノーアイロン、無臭気、抗菌性などのファブリック機能への要求が増加すると共に、多くの化学仕上げ剤が、ファブリックの繊維と反応させられ、あるいは結合剤を使用して繊維に固着されている。これらは強度、手触りなどのファブリック特性を低下させるので、高価な長く強い繊維を使用する必要がある。これによりコストはさらに上昇する。
【0012】
ファブリックの製織および編成において、生産性を高めるための様々な試みがなされている。DornierおよびPseudakomaらは、1000〜1200ピック/分の速度で動作できる織機を提供している。Mayer&cie、Fukuwaraは、80〜100r.p.mで動作できる丸編み機を提供している。さらに、より高い生産高が得られる3.5メートルもの広巾の織機も入手可能である。
【0013】
同様に、ロータ式オープンエンド紡績、エアジェット紡績および空気渦紡績などの種々の高速紡績技術も発明されている。しかし、糸の製造においては、リング精紡がまだその優位性を維持している。これは、衣服用および家庭用布地に最も適しているそのユニークな糸構造に基づくものであり、他の紡績技術のどれもこの糸構造を提供することができない。しかし、リング精紡は様々な糸製造技術中で最も遅い。その生産性を改善するために様々な試みがなされているが、いまだに完成されていない。伝統的な布地類全体における極めて多くのかかる労力によって、運転経費においてはある程度の軽減を期待することができる。
【0014】
繊維機械が高速になり高密度ファブリックへの要求が増加するにつれて、原料品質への要求は高くなっており、そのためにコストも高くなり、低い運転経費のメリットが帳消しになってしまう。
【0015】
これらすべてと矛盾するが、消費者はより低コストで優れた製品を求めている。
【0016】
リング紡績糸の構造はベストであるが、繊維選択にはやはり限界がある。20mmの繊維長からNe60/1の糸を紡ぐことはできない。同様に、16Rkmの強度を有するNe60/1の糸は、高速/広幅エアジェットルームを効率的に動作させることができない。このように、技術により原料の価値工学の可能性が制約を受けている。
【0017】
上記の昨今のシナリオを見ると、伝統的な布地技術はその限界に達している。価値工学と市場ニーズを満足させることが望ましいが、これは非常に困難である。したがって、この課題は種々の角度から見る必要性がある。技術経済的な解決策に到着するように繊維/糸/ファブリック特性の関係を再定義する必要がある。
【0018】
この方向で、不織布に取り組む試みがなされている。不織布の技術は、ファブリックを製造する別の技術および方法である。この技術を使用して、ステープルファイバーおよび/または連続フィラメントを互いに接着してファブリックを形成する。米国特許第6736916号、同第7455800号、同第7452834号、同第7432219号、同第4805275号、同第7331091号、同第6103061号、および同第6063717号は、不織布を製造する種々の方法を開示している。不織布の製造には、ウェブ前処理、接着、乾燥/硬化、切断、スリッティング/巻取りが含まれる。
【0019】
接着には種々の方法がある:
1.マリモ(malimo)、ニードルパンチおよび水流交絡(hydro entanglement)などの機械的な接着
2.化学的接着
3.熱接着
4.上記の組合せ
【0020】
しかし、不織布は、織布または編地のように完全ではなく、今のところ家庭用および衣服用布地に直接使用するには適切でない。不織布は織布または編地と組み合わせて存在するものである。最良の例は衣服内部のしん地である。
【0021】
不織布は、家庭用および衣服用布地に必要とされる、外観、ドレープとフォール、耐摩耗性と耐ピリング性などの重要な側面が足りない。これらのすべての特性は同時に得ることができるとは限らない。例えば、耐ピリング性を改善するために接着する量を増やすと、手触りとドレープが悪くなる。ファブリックは硬くなる。別の例としては、保存中に繊維が自由に動くことにより優れたドレープと手触りが生じることがある。しかし、これは強度と耐ピリング性を低下させることになる。不織布を改善して、これを衣服用および家庭用布地に適したものにする様々な試みがなされている。依然として多くの作業がこの方向で行われている。
【0022】
欧州特許第0896645号は、化学接着剤を使用して2つの不織布を積層することを開示している。この発明は、洗濯機での洗浄に耐久性があり、その他の濡れたハードな使用法または乱暴な用途に耐久性のある不織布を作ることに関する。この発明によるファブリックは、伝統的な編地または織物に匹敵する耐久性を有する一方で、低価格、快適さ、ドレープ性、柔らかさ、吸収性、通気性その他を含むスパンレース不織布の特質を保持している。しかし、このものの商業上の成功は限定されている。このファブリックは、布地類としての外観および手触り/タッチが足りない。さらに、このファブリックは、元々不織布であるために、耐ピリング性に欠ける。このファブリックは、弾性変形からの迅速な回復性に欠ける。ボトムウェイトに使用した場合、このファブリックはこの限界により膝が出るものになってしまう。この問題は化学接着剤により解決することができるが、一方では、ファブリックを非常に硬い、着用すると不快なものにする。このファブリックは、布地の衣服用ファブリックの上に着用する作業着として使用することができる。少なくとも現在、我々は、世界中のいかなる場所でも、直接の衣服用および家庭用布地用途の商品棚上にこの製品を見ることはない。
【0023】
別の米国特許第3498874号は、布地のような外観を有する不織布材料を作り出す試みを開示している。織物によく似た孔のある不織布は、バンド間の開孔部の列を定義する繊維束によって横方向に相互連結した平行なバンドに沿ってジグザグパターンで延在する交絡によって適所に固定された繊維を特徴としている。ランダムウェブなどのルーズな層からファブリックを調製する例としては、一方向には太いワイヤー、および別のスクリーン方向には1インチ当たり3〜5倍多い細いワイヤーから織られたスクリーン上で繊維の層を加工する方法がある。この繊維層に、高圧液体を用いて供給される、マニホールドからの細い実質的に円柱状の液体流をトラバースさせて繊維を交絡させる。この製品は、家庭用および衣服用布地などの布地用途へこれを使用するのに必要とされる強度と耐久性に欠けている。すべてのこうした製品の用途は、主として使い捨て製品に限定されている。
【0024】
別の米国特許第6315864号は、改善された布状の基材ウェブを開示している。特に、この発明の基材ウェブは布状の外観と手触りならびに改善された吸収性を有する。この基材ウェブは、パルプおよび/またはステープルファイバーを含むウェブを初めに水流ニードリングすることにより作られる。次いで、少なくともウェブの片面に結合剤を塗布し、ウェブの少なくとも片面にクレープを作る。クレーピング作用と水流ニードリング作用を組み合わせることによって、強く、伸縮自在で、非常に柔軟で、吸収性の基材ウェブが製造される。これもまた衛生用途に適した使い捨て製品である。
【0025】
水流交絡技術は、多くの研究者が、布地と非常に類似した製品を開発するために試みた技術である。この技術の可能性が理解された後、この技術を用いて伝統的な布地類を改良する多くの試みがなされた。
【0026】
米国再発行特許第40362号、米国特許第5136761号、米国特許第4967456号、WO/2005/059215、WO/1992/007984は、高圧ウォータージェットを利用して織布または編地の表面および裏面を処理することにより、その寸法安定性、耐ピリング性および引張強さなどの機械的物性を改良するためになされた試みを開示している。しかし、これは仕上げ工程の一種である。これは布地類を改善するが、伝統的な布地仕上げ工程と比較すると高コストである。したがって、我々にはその商業上の利点および用途が分からない。
【0027】
包帯用織地の安定化のための水流交絡技術の利用を開示している米国特許第4695500号に言及する。この安定化された織地は、緩く構成された基布の1面または両面をステープル長の繊維からなる軽いウェブで覆い、この複合材料に水流交絡を施すことにより形成する。このとき、この複合材料は、基布を構成する糸の交点にステープル長の繊維を導き集結させるように構成された多孔性の成形ベルト上に支持されている。
【0028】
これにより、包帯用ファブリックの使用法がより容易になる。包帯用ファブリックは柔らかい手触りがあり、吸収性が高い。しかし、これは使い捨て製品であり、さらに基本的な製品のコストを上げる。その用途は、一回使用されるだけで再び洗われず使用されない包帯布に限定されている。
【0029】
別の米国特許第4145468号は、合成皮革基層材料を製造するための水流交絡技術の使用を開示している。人造皮革用の基層シートとして有用な複合ファブリックは、織布または編地要素と、少なくとも1つの不織布要素とからできている。この不織布要素は、互いに並行に整列した複数の個別の繊維からなり、束を形成する個別の繊維の数が異なる多数の繊維の束と、互いに独立しかつ繊維の束からも独立した多数の個別の繊維からなる。個別の繊維および繊維の束はランダムに分布し互いに交絡して不織布の本体を形成している。また、不織布要素と織布または編地要素は重ねられ互いに結合して複合ファブリックの本体を形成している。個別の繊維の一部および不織布要素の繊維の束は、織布または編地の内部に浸透し、織布または編地要素の繊維の一部と交絡するようになっている。この複合体は、その元の形では耐久性の製品ではない。これを合成皮革にするために一旦適切な化学物質でコーティングすると、これは耐久性になる。この製品は衣服用または家庭用布地の用途には適していない。
【0030】
WO2008/107907A2の特許に言及する。この発明は、複合ファブリックならびに複合ファブリックの製造方法および装置に関する。一実施形態では、複合体は製織または編成により作られた基布を含む。多くの隙間が基布の糸の繊維の間に配置されている。多くの機能的繊維が隙間内で交絡した後繊維が膨張し、基布の糸に対して所定の保持がなされている。これは、布地用途に適したファブリックを開発するために行われた最初の試みである。しかし、この複合体は洗濯耐久性に限界がある。さらに、個別の繊維と基布の糸からの繊維との交絡には限界がある。これはウェブからの繊維が互いに交絡するリスクをもたらすため、ウェブからの繊維と基布の糸からの繊維との交絡が行われない問題が生じ、層間剥離ならびに耐久性および寿命の低下を引き起こす。さらに、これは、現在の布地類に対する大きな商業上の有利性を示すものではない。
【0031】
ドイツの会社Freudenbergと米国の会社BBA Nonwovenは、衣服用布地の用途に、スパンジェット技術と分割可能な二成分合成繊維を使用して、Evolonと呼ばれる不織布100%の布地を開発し導入しようとした。他の不織布と比較して、Evolonは、非常に耐久性のある製品であり、伝統的な布地染色機および仕上げ機で加工が可能であった。さらに、これはドレープ性にも優れている。
【0032】
しかし、この製品は100%合成であり、必ずしも価値が認められるとは限らないスエード仕上げのレザータッチを有していた。さらに、これは、人々によく知られている伝統的な布地の外観を欠いていた。さらに、これは高価であり、商業上の成功を得なかった。
【0033】
先行技術および上記に見られるように、家庭、張り材および衣服の各用途に使用される耐久性のある伝統的な布地の代替物を作り出すことについて、十分成功した試みは今まで行われていない。必要とされる製品属性を簡単な製法でかつ低コストで達成するという観点から、伝統的な布地が現在いかに作られているかを見直す必要がある。
【0034】
ワンダーファブリックの発明は、現在の伝統的な布地に必要とされる解決策を提供する。この発明により、現在のコストより低いコストで家庭用および衣服用布地用途に好適な相応しい製品を提供することが可能である。
【0035】
先行技術で言及した不織布または複合体とは異なり、このようにして作られたワンダーファブリックは、伝統的な布地とまったく同じように洗濯が可能であり、耐久性があり、加工が可能である。
【0036】
本発明は、伝統的な布地の製法を単純化しており、コストの削減に役立つ。織布または編地は、シースルー効果を有し著しく不安定となる程度までの可能な限り軽い構造で製造される。必要な特性/属性/機能は、擬糸および架橋繊維との水流積層の後期段階において対費用効果の高いやり方で付与される。
【0037】
これにより、伝統的な布地の製法はシンプルで対費用効果の高いものになる。これにより、最終製品も対費用効果の高いものになる。ワンダーファブリックは、伝統的な布地に使用するものと同じ機器および方法を使用して染色および仕上げを行うことができる。
【0038】
1つの最終工程において、本発明は、衣服用および家庭用布地の用途に必要とされる、高い快適性、手入れが簡単なことまたはノーアイロン性、折れ目からの優れた回復性、清潔かつシャープな外観、滑らかで強靭な表面、もちろん優れた洗濯耐久性などの重要な性状を付与する。
【発明の概要】
【発明が解決しようとする課題】
【0039】
本発明の主な目的は、シースルーおよび不安定な構造を有するファブリック要素を含み、これを擬糸および架橋繊維で水流積層した、多機能ワンダーファブリックを提供することである。
【0040】
本発明の別の目的は、家庭用、張り材用および衣服用の布地用途に好適なファブリックを製造する、対費用効果の高い方法および工程を提供することである。
【0041】
さらに本発明の別の目的は、糸の中の多数の隙間に擬糸を作り出し、これを織布または編地からの糸と強く交絡させることにより、家庭用、張り材用および衣服用の布地に使用される伝統的な布地類に近い外観を作り出す新しい方法を開発することである。
【0042】
さらに、本発明の目的は、番手およびファブリック構造とファブリック特性との伝統的な関係を再定義することである。
【0043】
さらに本発明の別の目的は、開放的に構成された不安定なファブリックに必要な機能または性状を付与する新しい方法および工程を提供することである。
【0044】
高い耐久性を有する洗濯可能なファブリックを提供することも本発明の目的である。
【課題を解決するための手段】
【0045】
上記の目的に基づき、本発明は、マットレス/枕の外皮および家庭用布地の同様な用途にシーティングするのに好適な新規多機能ワンダーファブリックを提供する。さらに、このファブリックは、トップス&ボトムス、下着および衣服用布地の同様な用途にも好適である。さらに、このファブリックは、カーテン、家具カバーおよび張り材の同様な用途に好適である。
【0046】
本発明によれば、ワンダーファブリックは、多数の糸を水流積層された擬糸と交差させたシースルーで不安定な構造を有する開放性のファブリックを含み、これにより、家庭、衣服および張り材の用途に必要とされる、受け入れ可能な外観および機能/属性を有する安定した製品を提供する。
【0047】
本発明によれば、シースルーで不安定な構造を有するファブリックは、少なくとも片面の擬糸と水流積層されることにより、寸法安定性、強度および耐久性などの特性が付与される。
【0048】
本発明によれば、擬糸の形成にあずからない繊維は、ファブリックの糸と架橋されることにより、手入れのし易さ/ノーアイロン、折り目からの回復および寸法安定性などの特性を付与するのに役立つ。
【0049】
本発明によれば、交絡の量が布地の手触り、タッチおよび挙動を決める。
【0050】
本発明によれば、ファブリックは、製織または編成され、織機から直接または染色前にまたは染色してまたは仕上げた形で得ることができる。このようにして水流積層されたワンダーファブリックは、他の布地類と同じように後期段階で染色し仕上げを行うことができる。
【図面の簡単な説明】
【0051】
【図1】シースルーファブリック部材およびワンダーファブリックの横断面の概略を示す図である。
【図2】シースルーファブリック部材およびワンダーファブリックの平面図の概略を示す図である。 ワンダーファブリックの表面および裏面の写真と比較した2枚の基布の写真:緑色(図12(a)および(b))、橙黄色(図13(a)および(b))、ならびに漂白色(図14(a)および(b))。本発明によって付与された外観の様子が明瞭に見られる。これらの図から、シースルー構造を有するファブリックがいかにして家庭用、張り材用および衣服用の布地に好適な不透明ワンダーファブリックに変換されるかを理解することができる。
【図3】装置構成の全体を示す図である。
【図4】ワンダーファブリックの横断面のSEM写真である。
【図5】ワンダーファブリックの平面図のSEM写真である。
【図6】架橋繊維および架橋のSEM写真である。
【図7】ワンダーファブリックの製造に使用されたプロセス経路を示す図である。
【図8】ワンダーファブリック製の被覆/積層遮光カーテンの表面を示す図である。
【図9】ワンダーファブリック製の被覆/積層遮光カーテンの裏面を示す図である。
【図10】ワンダーファブリックの横断面のSEM写真である。
【図11】ワンダーファブリックの横断面のSEM写真である。
【図12】(a)ワンダーファブリック(緑色)の裏面の写真である。(b)ワンダーファブリック(緑色)の表面の写真である。
【図13】(a)ワンダーファブリック(橙黄色)の表面の写真である。(b)ワンダーファブリック(橙黄色)の裏面の写真である。
【図14】(a)ワンダーファブリック(漂白色)の表面の写真である。(b)ワンダーファブリック(漂白色)の裏面の写真である。
【図15】(a)基布を示す図である。(b)基布を示す図である。
【発明を実施するための形態】
【0052】
図1および図2から、シースルーファブリック部材の連続した2本の糸の間のスペースに形成された擬糸が見られる。これらの擬糸からの繊維と外部の繊維が交絡して、擬糸とシースルーファブリック部材の糸とが結合することも分かる。
【0053】
図4、図10、図11に示したSEM写真には、連続した2本の元の糸の間のスペースに形成された擬糸が見られる。より明瞭にするために、これらの擬糸を囲んで示した。図5に示したSEM写真には、擬糸が見られる。これらの擬糸を結合する外部の繊維も見られる。
【0054】
図6に示したSEM写真には、元の糸を互いに結合する外部の繊維がある。これにより、ファブリック中での元の糸の運動が誘導され制御される。その結果ファブリック特性が決まる。
【0055】
図3は、このワンダーファブリックの製造に使用される装置の構成を示す。このラインは、様々な開繊、混合/混紡機、および綿の場合は洗浄装置を有する少なくとも1つの開繊ライン(opening line)を有している。このようにして開繊および/または洗浄された繊維材料をカード機に供給する。ここで、繊維は回転部の速度および設定によって決まる特定のやり方で個別化され、並べられる。例えば、ドッファー−トランスファロール−ランダムロールの速度および設定の適切な計画と制御ならびにコンデンサーサクション速度の調節により、機械方向、幅方向の繊維配向を制御することも、ランダムな配向を作り出すこともできる。このように個別化された繊維は、繊維ウェブの形で繊維搬送ベルト上へ送られ、次いでこの繊維ウェブは水流積層装置に搬送される。
【0056】
シースルー構造を有するファブリックは、カード機の後ろに配置されたファブリックロールから送られる。ファブリックは、エキスパンダを通して適切に開繊し、次に延伸ロールを通して適切に延伸する。このようにして開繊したファブリックを、水流積層装置へガイドロールにより支持/搬送する。
【0057】
水流積層装置では、シースルーファブリックにインジェクターを通して送られた少なくとも1つの高圧水流を当てる。少なくとも1つの水流を一定の角度でこのファブリックに当てる。必要に応じて、少なくとも1つの水流を、ファブリックの移動方向または反対方向にこのファブリックに当てる。
【0058】
必要とされる最終のファブリック特性を指標として水流積層のパラメーターを選択する。
【0059】
緩んでかさばった糸を有するこのように処理されたファブリックを、図3に示すように繊維ウェブと合わせる。これ以降、ファブリックと糸に水流積層の連続工程を行う。
【0060】
少なくともベルトまたは適切なシェルを有する有孔ドラムを使用して水流積層を行う。シェルにより、使用される有効な孔面積および水の跳ね返りが決まる。
【0061】
水流積層時には、少なくとも1つの水流が予め設定された角度と方向で繊維およびファブリックに当たる。ファブリックおよび繊維には少なくとも1つの振動水流も当てる。さらに、ファブリックおよび繊維には少なくとも1つの高圧水流も当てる。最終製品で必要とされる特性に基づいてこれらの水流を配列しパラメーターを設計する。水流は、図3に示したインジェクターによって送られる。
【0062】
ジェットサイズ、ジェット/インチ、ジェット長さ、真空度、シェルの種類などの残りの水流積層パラメーターは、ワンダーファブリックである最終製品において必要とされる特性に応じて計画する。
【0063】
このようにして形成されたワンダーファブリックは、次に脱水装置に送る。この装置では真空の使用により物理的に保持された水を除去する。
【0064】
こうして脱水したワンダーファブリックを次に乾燥機を通して化学的に保持された水を除去する。こうして乾燥したワンダーファブリックは最後に巻取機に巻取る。必要に応じ、巻取る前に幅方向にスリットしていくつかの必要な幅にする。
【0065】
以下、本発明について、その種々の態様をより完全に理解し認識できるように、特定の好ましいかつ任意選択の実施形態を用いて詳細に説明する。
【0066】
本発明は、先行技術に対して多数の利点を有し、家庭用、張り材用および衣服用布地の用途に受け入れ可能な外観を有する、ユニークで多機能かつ耐久性のある布地材料を提供する。
【0067】
これ以降、図15(a)および図15(b)に示すような、シースルーかつ不安定な構造を有する布地類を基布と呼ぶ。図4および図5に示すように、基布の少なくとも一面に擬糸を形成する。これらの擬糸は基布と交絡している。
【0068】
基布は、製織技術または編成技術を使用して製造することができる。基布の製造に使用する糸はコーマ糸でもカード糸でもよい。さらに、これらの糸は、リング紡績糸、オープンエンド紡績糸、エアジェット糸、渦紡績糸、またはフリクション紡績糸とすることができる。さらに、上述の技術以外の技術による糸も、基布製造のために使用することができる。さらに、これらの糸は、合成高分子溶融物から紡いだモノフィラメント糸またはマルチ糸とすることもできる。
【0069】
基布の製造に使用する糸は単糸でもよく合撚糸でもよい。さらに、これらの糸にはハードコアを用いてもソフトコアを用いてもよい。
【0070】
基布の製造に使用する糸は、グレーコットン、さらし綿、色木綿、無染色人造繊維、または染色人造繊維から紡ぐことができ、あるいはこれらを混紡してもよい。
【0071】
図6に示したように、基布からの糸は繊維とも交絡している。これらの繊維は、これ以降架橋繊維と呼ぶ。
【0072】
繊維ウェブを基布の上に積み重ねた後、繊維同士を交絡させて擬糸を形成し、基布の糸と擬糸とを交絡させ、基糸からの糸および擬糸の繊維と架橋繊維とを交絡させるプロセスを水流積層と呼ぶ。
【0073】
水流交絡装置は通常少なくとも1つの加圧水流を有する。この加圧水流は、ジェットストリップを介してインジェクターで送られ、ベルトまたはシェル付きのもしくはシェルの無いドラムに支持された材料へ当てる。一般に、インジェクターからのウォータージェットはドラムの中心部に向けられる。
【0074】
このようにして形成された材料は、さらに前処理、染色および/または印刷ならびに後処理のために化学物質で処理される。このようにして送られ、かつ図8、図9に示した最終製品、ならびに図12(a)および図12(b)、図13(a)および図13(b)、図14(a)および図14(b)に示した染色/漂白したファブリックを、これ以降ワンダーファブリックと呼ぶ。
【0075】
基布は、織機または編み機から直接得られる。さらに、基布を前もって染色し加工することもできる。
【0076】
一実施形態では、基布に少なくとも1つの高圧垂直ジェット流を当てる。さらに、前記基布には、所定の角度で当たる少なくとも1つのジェット流も施す。必要に応じて、ファブリックの移動方向は、ジェットと基布が同じ向きに動くように、または互いに反対に動くように調節する。いずれの場合も、基布からの糸はコーミング/ストリッピング作用を受け、これにより糸の繊維が再配列され、擬糸形成時の支持材の役割を果たすのに適切なものになる。これにより、さらにランダムな繊維の交絡が生じ、容易によりが解けたり、ばらばらになることがない糸構造が生じる。これにより、さらに糸部材からの繊維の部分的な交絡も生じる。必要に応じて、交絡のレベルを制御することによりファブリック特性を改善することができる。
【0077】
適切なジェット流パラメーター、例えば0.079mm〜0.14mmのジェット流サイズを選択し、基布に当てるときのエネルギーを適切にして、好適な手触りおよびタッチを作り出す。
【0078】
好ましい実施形態では、本発明は、家庭用布地、張り材用および衣服用布地の用途に好適な多目的ワンダーファブリックを提供する。このワンダーファブリックは、シースルーで不安定な構造を有する少なくとも1つの基布を含み、基布の少なくとも片面に、繊維を水流で交絡させて形成した擬糸が水流積層されている。このワンダーファブリックは、少なくとも片面で架橋繊維と水流交絡した少なくとも1つの基布を有する。
【0079】
前記基布は、製織技術または編成技術を使用して製造する。さらに、基布は、天然繊維または人造繊維またはこれらの混紡繊維から製造することができる。前記基布は、Ne1〜160の範囲、好ましくはNe5〜160の範囲の糸番手で構成する。さらに、前記基布は、これを織る場合は、たて糸方向に42〜300本/インチ、好ましくは30〜168本/インチの範囲、よこ糸方向に15〜500本/インチ、好ましくは25〜300本/インチの範囲の平織または綾織または朱子織または重ね組織で、45〜1200g/m2、好ましくは45〜300の範囲の重量で、および、たて編またはよこ編の場合は、60〜400g/m2の重量で構成する。
【0080】
前記擬糸の形成に使用される繊維は、天然繊維または人造繊維またはこれらの混紡繊維から選択する。
【0081】
別の実施形態では、本発明は、ワンダーファブリックを製造するアセンブリを提供する。このアセンブリは、カード機に供給する繊維材料を洗浄しこれを開繊するための、ベールオープナー、重いきょう雑物のセパレーター、マルチミキサー、目の細かいオープナー、およびカードフィーダを含む開繊ラインと、必要とされるように繊維を個別化し配列するためのカード機と、ファブリックの巻出し、拡張、張力付与装置と、水流積層装置の一部として、少なくとも1つの有孔ドラムまたは少なくとも1つの有孔ベルトまたはベルトを備えた少なくとも1つの有孔ドラムを備え、少なくとも1つの垂直ジェット流および/または所定の角度で基布に当たる少なくとも1つのジェット流を有するファブリックコーミング装置とを備える。有孔ドラムを覆う場合は、有孔スリーブまたは有孔ベルトを用いて行うことができる。水流積層アセンブリは、少なくとも1つまたは複数の有孔ドラムをさらに備える。これらのドラムは、水流積層用に必要な圧力勾配を有する少なくとも1つまたは複数の垂直ジェット流と、少なくとも1つの高圧垂直ジェット流と、所定の角度でドラムに当たる少なくとも1つのジェット流と、少なくとも1つの振動インジェクターとを備える。1つまたは複数の有孔ドラムは、適切な開度を有するベルト、あるいは適切な孔を有する金属またはプラスチックのスリーブで覆われている。このアセンブリは、さらに以下の装置を備えている:ワンダーファブリックを脱水する脱水装置、湿ったワンダーファブリックを乾燥する乾燥機、乾燥したワンダーファブリックを巻取る巻取機、布地の染色および仕上げ工程のためのワンダーファブリックのマーセル化、膨潤および準備用パッドレスチェーンレスマーセライジングマシンまたはチェーンマーセライジングマシン、ワンダーファブリック染色用の拡布連続漂白/染色領域、薬剤を充填して定着させるための硬化装置を有するパッダー、ワンダーファブリックの前処理および染色に必要なソフトフローマシンまたは液流染色機、ワンダーファブリックの上面仕上げのための拡布マシンまたはソフトフローマシン、ワンダーファブリックの機械的表面仕上げのためのエメリー処理機(emerising machine)または起毛機、ワンダーファブリックの寸法安定化のためのサンフォリゼーション機(sanforisation machine)またはデカタイジング機(decatising machine)、ワンダーファブリックの少なくとも片面をポリウレタン、熱可塑性ポリオレフィン、熱可塑性ポリウレタン、ポリウレタン+アルミニウムなどの化学物質でコーティングするためのナイフコータまたはパッダーまたはキスロール装置またはツィンマーマシン(zimmer machine)および硬化装置、ならびに、ワンダーファブリックの少なくとも片面にPUまたはTPUまたはTPO、FR材料などと架橋剤からなるメンブレン/フィルムを積層するための積層装置。
【0082】
別の実施形態では、本発明は、下記の工程を含む擬糸製造方法を提供する:
a.ウェブの繊維を予め交絡させることにより、前記ウェブ内に必要とされる強度を作り出す工程と;
b.基布の少なくとも片面に工程(a)のウェブを支持する工程と;
c.工程(b)のウェブに、必要とされる圧力で少なくとも1つのジェット流を当てるか、または圧力勾配を有する複数のジェット流を当てることにより、ウェブをばらばらにし繊維を抜き取る工程と;
d.工程(c)で形成された繊維を基布に支持された同じスペース内で回転させることにより、擬糸を形成させる工程。
【0083】
まだ別の実施形態では、本発明は、下記の工程を含むワンダーファブリックの製造方法を提供する:
a.開反機で繊維を開繊し洗浄する工程と;
b.カード機で工程(a)の繊維を個別化することにより繊維のウェブを送達する工程と;
c.エキスパンダロールによって基布を開繊する工程と;
d.ファブリックテンショナーを通して工程(c)の基布に張力を与えた後、これに垂直および/または所定の角度で高圧ウォータージェットを当てる工程と;
e.工程(d)の前処理された基布に、工程(b)の予め交絡させた繊維ウェブを層状に積み重ねて、請求項8に記載の擬糸を形成する工程と;
f.工程(d)の前処理された基布および工程(e)の擬糸に、垂直または所定の角度で当たる少なくとも1つの高圧ウォータージェットおよび振動ウォータージェットを施してワンダーファブリックを形成する工程と;
g.脱水装置を通すことにより工程(f)のワンダーファブリックを脱水する工程と;
h.乾燥機を通すことにより工程(g)の脱水されたワンダーファブリックを乾燥する工程であって、
乾燥したファブリックの残留水分が繊維の自然な水分率と等しくなるように、繊維の種類に応じて温度を調節する工程と;
i.巻取機を使用して、工程(h)の乾燥したワンダーファブリックをボビン/チューブ上へ巻取る工程と;
j.工程(i)のワンダーファブリックを化学的前処理および/または乾燥および/または染色および/または印刷および上面仕上げして、これを家庭用、張り材用および衣服用布地などの布地用途に使用することができるようにする工程と;
k.工程(h)のワンダーファブリックを産業用布地および張り材用途のためにコーティングまたは積層する工程。
【0084】
基布は、天然繊維または人造繊維あるいはこれらの混紡繊維で作ることができる。基布は、織物または編物またはこれらの複合材料とすることができるが、シースルーかつ不安定な構造を有するものである。
【0085】
ステープルファイバーは、開繊した後または開繊かつ洗浄した後カーディングする。ウォーカ/ストリッパロールを備えた古典的な不織カードまたはフラットカードを使用することができる。カーディングの後、この繊維はウェブの形で送達される。必要に応じ、この繊維ウェブはウォータージェットを使用して軽く交絡させる。
【0086】
このようにして予め交絡させた繊維または交絡していない繊維を基布の上部に送達する。繊維が予め交絡していない場合も、繊維は高圧ウォータージェットからより高レベルのエネルギーを受けることができるので、これらの繊維はここで軽く交絡することになる。
【0087】
本発明の特定の例について本発明を説明してきたが、この説明は例示的なものであり、本発明は(本発明について説明した後に)添付された特許請求の範囲によってのみ限定される。
【実施例1】
【0088】
23ジェット/インチに一列に配置した0.1mmのジェットを50バールの圧力でウェブに当てることにより繊維の交絡を作り出す。この交絡は、引張り破壊荷重が機械方向に4.5ニュートン/ウェブ幅1メートル、かつ幅方向に1.7ニュートン/ウェブ幅1メートルのレベルである。
【0089】
次いで、この繊維ウェブに、基布の表面に擬糸を形成するのに適切なパラメーターを用いて設計された多数のウォータージェットを施す。この場合、基布は繊維ウェブの支持体としての役割を果たす。基布は、ウェブからの繊維の回転を案内しかつ促し、これにより、これらの繊維を繊維同士交絡させて擬糸を形成させる。
【実施例2】
【0090】
ファブリックカバーファクター(fabric cover factor)が14の基布を綿繊維ウェブと層状に重ね、構造体全体に0.1mm/23ジェット/インチ、0.1mm/40ジェット/インチおよび0.1mm/40ジェット/インチのジェット明細を有する高圧ウォータージェット流を施すことにより、最大の繊維回転が得られ、図4に示した擬糸が形成され、基布の裏面にはごく微量の繊維しか残っていない。
【0091】
上記の現象は、ポリマー、繊維長、剛性、直径および表面摩擦などの繊維特性にも影響を受ける。繊維配向や繊維個別化などのウェブ特性も上記の現象に影響を及ぼす。
【0092】
次いで、上記の構造体に少なくとも1つの高圧ウォータージェット流を施す。擬糸からの繊維は基布からの糸の繊維と交絡する。強度と製品剛性のバランスに応じてウォータージェットパラメーターを選択する。
【実施例3】
【0093】
80g/m2の基布と35g/m2の擬糸構造にジェットサイズ0.1mmの一列に配置された高圧水流を施すと、ピリング抵抗5.0およびシーティング用途に受け入れ可能なファブリック剛性が得られる。
【0094】
家庭用および衣服用布地のための布地類の様々な性状の中では、どんな消費者にも重要な第1の主要な性状はファブリックの外観であり、次が手触りである。その次が強度および耐久性である。時代と共に、かつ安全と衛生の意識が増加すると共に、抗菌性、消臭性、難燃性などの性状がより重要になってきた。
【0095】
一方、コストも重要な側面である。必要とされる外観と性状を低価格で提供する製品は間違いなく売れる。これは費用に見合う価値として知られている。
【0096】
発明の背景で上述したように、原料費はコストのすべての構成要素の中で最も大きいものである。紡績および製織または編成の技術的な限界のために、繊維長、強度などの技術的かつ商業的に重要な原料特性は特定の限界を下回ることができない。したがって、粗悪な原料を使用した価値工学の手法を用いると、コストを大きく、例えば15〜50%も低下させることはできない。さらに、運転効率が全体的に落ちる危険がある。これでは不良品ができることが確実である。
【0097】
本発明では異なるユニークな手法を用いる。基布は大きく開いたシースルー構造に設計かつ構成されており、これにより基布の重量は15〜50%も低下する。これによりコストは50%のレベルまで大きく下がる。しかしながら、この基布は、そのままの形では安定しておらず、家庭、張り材および衣服用途に受け入れ可能な外観および他の性状を有していない。
【0098】
本発明は、擬糸の交絡および形成の支持体としてこの基布を使用する。一旦高圧ウォータージェットを受けたウェブからの繊維は間隔へ滑リ込みやすい。これらの繊維は、まず繊維同士が交絡しやすく、その結果所定の充填密度に到達する。これにより擬糸が形成される。このようにして形成された擬糸と基布がさらに高圧ウォータージェットを受けると、擬布の繊維と基布の糸からの繊維とが交絡する。
【0099】
丸まって擬糸の一部とならない残りの繊維は基布の糸からの繊維と交絡する。このようにして、これらの繊維は基布の糸の中で架橋する。これもファブリック特性を決める。本発明で定義されたプロセスの使用により、少なくとも3.0のパーマネントプレス等級を達成することができる。これは、このようにして作られたワンダーファブリックがそのままで手入れが簡単なことを意味するものである。
【0100】
また、上記の現象は、不安定な基布に寸法安定性を導入することにもなる。
【実施例4】
【0101】
たて糸とよこ糸がそれぞれNe40/1×Ne40/1および100×68本/インチの基布と26mmの綿繊維からなるウェブとを本発明で加工すると、たて糸方向の残留収縮率は4.0%未満となり、よこ糸方向の残留収縮率は2%未満となる。これは、基布で試験した元の収縮性がたて糸方向に12%、よこ糸方向に6%であるのと対照的である。
【0102】
このようにして形成され基布からの糸と交絡した擬糸が、外観以外にも引張強さや引裂き強さを決める。引張強さが少なくとも25%改善することが分かる。引裂き強さも少なくとも8%改善する。
【実施例5】
【0103】
たて糸方向とよこ糸方向にNe40/1×Ne40/1および107×38本/インチの基布と、24mmおよび強度22g/テックスからなる綿繊維ウェブとを、本発明の発見を用いて加工し引張強を試験すると、90ポンド(+50%)と34(+20%)ポンドの破壊荷重が得られる。これにより、4.5ポンド(+35%)およびよこ糸方向に3.5ポンド(+15%)の引裂き強さも得られる。
【0104】
擬糸の形成およびこの擬糸と基布からの糸との交絡、ならびに架橋繊維と基布からの糸との交絡の両方により、縫い目滑脱抵抗力に15〜35%の改善が見られる。
【0105】
本発明により、基布からの糸が被覆されるだけでなく、多くの気孔および連続した毛管が導入される。これにより、得られたワンダーファブリックは、非常に吸収性が優れており、毛管を通して水分の迅速な輸送が可能である。
【実施例6】
【0106】
Ne20/1×Ne20/1および45×25本/インチの基布と綿繊維擬糸とを本発明の発見を用いて処理すると、このようにして得られたワンダーファブリックの吸収速度は1秒未満である。
【0107】
垂直吸上試験では、30分で13cmまで到達した。これは、このようにして作られたワンダーファブリックを着用すると非常に快適であることを示唆するものである。
【0108】
水流積層時にワンダーファブリックに少なくとも1つの振動高圧ジェット流を施すと外観の特徴が付与される。
【0109】
こうして形成されたワンダーファブリックに、水流積層面に所定の角度で当たる少なくとも1つの高圧ジェット流をさらに施すことにより、耐久性能が付与される。
【0110】
本発明は、多目的ワンダーファブリックを製造するためのライン構成を提供する。このライン構成には以下のものが含まれる:ベールまたは類似の形態の繊維を小さな繊維タフトに開繊するための開繊ライン、繊維を個別化し適切な繊維配向を有するウェブを形成するカード機、水流積層装置までウェブを搬送する装置、ファブリックを適切に巻出すためのファブリック巻出し機、織物幅を拡張および制御し、折れ目を形成させないためのエキスパンダおよび予備張力付与ロール、擬糸の形成、擬糸と基布の糸との交絡、繊維と基布の糸との架橋、基布からの糸のコーミングおよび安定化のための水流積層装置、物理的に保持された水を除去するための脱水装置、化学的に保持された水を除去するための乾燥機、ならびに、このようにして形成されたワンダーファブリックを巻取るための巻取機。衣服、家庭用布地および張り材用途には、ワンダーファブリックは従来の繊維加工機械で加工される。産業用布地および張り材用途には、ワンダーファブリックはコーティングおよび/または積層マシンで加工される。
【0111】
本発明は以下のワンダーファブリック製造方法を提供する。この方法には以下の工程が含まれる:
a.基布を開繊、幅調節、および予備張力付与して皺または折れ目の発生を防ぐ工程と;
b.高圧ウォータージェット流で基布の糸を洗浄かつコーミングすることにより、
表面を洗浄し、所要の形状および寸法を付与し、繊維および/または糸の中で所望のようにかつ所望のレベルまで交絡させて、基布を擬糸の形成に適切な支持体にする工程と;
c.繊維を開繊およびカーディングして所望のウェブ特性を有するウェブを形成する工程と;
d.このようにして形成されたウェブを基布の両面のうちの1つの上面にオーバーラップさせ、両方に少なくとも1つまたは複数の高圧ジェット流を当てることにより擬糸を形成し、これを基布からの糸と交絡させるとともに残りの繊維を基布からの糸と架橋させることにより所望の性状を有するワンダーファブリックを提供する工程と;
e.このようにして形成されたワンダーファブリックを脱水装置を使用して脱水した後、乾燥機を使用して乾燥する工程と;
f.次いで、乾燥したワンダーファブリックを巻取機によりロール上へ巻取る工程と;
g.次いで、このワンダーファブリックを、家庭用、張り材用および衣服用布地の用途のために、染色および表面仕上げなどの化学処理により加工する工程と;
h.遮光カーテン、バリヤーファブリック、シューアッパー、自動車用ソフトカバーなどの張り材および産業用布地製品を製造するために、このワンダーファブリックを、コーティング/積層機で加工する工程。
【0112】
本発明を、以下の実施例によってより具体的に説明する。しかし、本発明の範囲はこれらの実施例によって何ら限定されるものではないことを理解されたい。当業者であれば、本発明が以下の実施例を含み、さらに本発明の技術的な範囲内でこれを修正および変更することができることを理解するであろう。
【実施例7】
【0113】
以下の表は、本発明が、こうして作り出されたワンダーファブリックに高い吸収速度を付与する方法を示すものである。種々の糸番手および構造を有する基布と綿繊維擬糸とを本発明で定義された方法を用いて加工することによって、これらは高い吸収速度を示す。
【0114】
吸水試験
使用した試験方法:AATCC 79
試験機関:SGS、ムンバイ
試験結果:
【0115】
【表1】
【実施例8】
【0116】
以下の表は、種々の基布と綿繊維で作られた擬糸とを本発明の発見を用いて加工すると、高い吸上速度が得られることを示す。この高い吸上速度と高い吸収速度を組み合わせると、ハイレベルの快適さがユーザーに提供される。
【0117】
垂直吸上試験
試験方法:SGS社内法
試験機関:SGS
試験結果:
【0118】
【表2】
【実施例9】
【0119】
この表から、本発明が、耐久性の高いワンダーファブリックを提供することが分かる。この表に示した種々の基布とポリエステル/綿繊維ブレンドで作られた擬糸とを本発明の発見を用いて加工すると、優れた耐ピリング性が得られる。試験は、高い耐久性を確かめるために水流積層した面で行う。
【0120】
ピリング試験
使用した試験方法:ASTM 4970
試験機関:ITS、ムンバイ
試験結果:
【0121】
【表3】
【実施例10】
【0122】
以下の表から、本発明の発見を用いて製造されたワンダーファブリックが非常に優れた寸法安定性を示すことが分かる。ファブリックが、基布の糸の繊維の再配列と、これらの糸の繊維のさらにより高レベルの交絡を使用して安定化されていることは興味深い。本発明では、ファブリック安定化のためのクリンプ交換および糸密度の再配列からなる従来の方法は使用されていない。架橋繊維が基布の糸からの繊維とも交絡することが、ワンダーファブリックの構造を安定化するのに役だっている。交絡のレベルは、このようにして製造されたワンダーファブリックが受け入れ可能な剛さおよび手触りを獲得するレベルに制御する。
【0123】
寸法安定性試験
使用した試験方法:AATCC 135−2003
試験機関:WIL、アンジャル
【0124】
【表4】
【実施例11】
【0125】
以下の表は、種々の基布と25〜40g/m2の綿擬糸とを本発明の発見を用いて加工すると、少なくとも2.5のパーマネントプレス等級が得られることを示している。この値は、ファブリックをシーティングするための規格要求を十分に超えている。
【0126】
架橋繊維と基布の糸の交絡の量ならびにその配向が、この皺の性状を決める。
【0127】
パーマネントプレス等級
使用した試験方法:AATCC 124−2001
試験機関:ITS
試験結果:
【0128】
【表5】
【実施例12】
【0129】
擬糸と基体からの糸の交絡の量、基布の糸の繊維同士の交絡のレベル、架橋繊維と基布からの糸の交絡の配向および量に応じて、縫い目滑脱抵抗力が決まる。
【0130】
以下の表は、種々の基布と綿繊維ウェブとに本発明が示す方法を施すと、高い縫い目滑脱抵抗力が得られることを示している。
【0131】
基布は、その元の形においては、非常に開いた構造を持っていると共に不安定でもあるという事実を思い出すことが重要である。この形では、基布は、家庭用および衣服用布地の用途に全く適していない。
【0132】
縫い目滑脱
使用した試験方法:ASTM D 434 1995;ASTM D 5034 固定縫い割り
試験機関:ITS
試験結果:
【0133】
【表6】
【実施例13】
【0134】
以下の表は、開いた不安定な構造を有する種々の基布と、たて糸方向により多くの繊維が配向した綿繊維ウェブとから構成されたワンダーファブリックを本発明の方法で処理すると、たて糸とよこ糸の両方向に受け入れ可能な引張強さが得られることを示している。
【0135】
より多くの繊維がたて糸方向に配向しているので、その方向により高い引張強さが得られる。
【0136】
引張り試験
試験方法:ASTM D 5034
試験機関:ITS
試験結果:
【0137】
【表7】
【実施例14】
【0138】
以下の表は、このようにして製造されたワンダーファブリックが必要とされる引裂き強さをもたらすことを示す。
【0139】
引裂き強さ試験
試験方法:ASTM D 1424−2007A(エルメンドルフ試験機)
試験機関:ITS
試験結果:
【0140】
【表8】
【特許請求の範囲】
【請求項1】
家庭用布地、張り材用および衣服用布地の用途に好適な多目的ワンダーファブリックであって、基布の少なくとも片面に繊維を水流交絡させて形成された擬糸が水流積層されているシースルーで不安定な構造を有する少なくとも1つの基布を含む多目的ワンダーファブリック。
【請求項2】
少なくとも片面に架橋繊維が水流交絡された少なくとも1つの基布を含む、請求項1に記載の多目的ワンダーファブリック。
【請求項3】
前記基布が製織技術を使用して製造される、請求項1に記載の多目的ワンダーファブリック。
【請求項4】
前記基布が編成技術を使用して製造される、請求項1に記載の多目的ワンダーファブリック。
【請求項5】
前記基布が天然繊維または人造繊維またはこれらの混紡繊維から作られる、請求項1に記載の多目的ワンダーファブリック。
【請求項6】
擬糸の形成に使用される繊維が天然繊維または人造繊維またはこれらの混紡繊維である、請求項1に記載の多目的ワンダーファブリック。
【請求項7】
前記ワンダーファブリックが、
a.開繊ラインと;
b.カード機と;
c.ファブリックの巻出し、拡張、張力付与装置、および、水流積層装置の一部として、少なくとも1つの高圧垂直ジェット流および/または所定の角度で基布に当たる少なくとも1つのジェット流を有する少なくとも1つの有孔ドラムを備えたファブリックコーミング装置であって、前記有孔ドラムが適切な開度を有するスリーブまたはベルトで覆われているかまたは覆われていないファブリックコーミング装置と;
d.少なくとも1つまたは複数の有孔ドラムを有する水流積層ユニットであって、前記ドラムが圧力勾配を有する少なくとも1つまたは複数の高圧垂直ジェット流を備えると共に所定の角度でかつ/または振動してドラムに当たる少なくとも1つのジェット流を備え、1つまたは複数の有孔ドラムが適切な開度および配置を有するベルトまたはスリーブで覆われているかまたは覆われていない水流積層ユニットと;
e.ワンダーファブリックを脱水する脱水装置と;
f.湿ったワンダーファブリックを乾燥する乾燥機と;
g.乾燥したワンダーファブリックを巻取る巻取機と;
h.布地染色および仕上げ工程のためのワンダーファブリックのマーセル化、膨潤および準備用パッドレスチェーンレスマーセライジングマシンまたはチェーンマーセライジングマシンであって、綿繊維系ワンダーファブリックに適用できるマーセライジングマシンと;
i.ワンダーファブリック染色用の拡布連続漂白/染色領域と;
j.薬剤を充填して定着させるための硬化装置を有するパッダーであって、人造繊維および混紡に適用できるパッダーと;
k.ワンダーファブリックの前処理および染色に必要なソフトフローマシンまたは液流染色機と;
l.ワンダーファブリックの上面仕上げのための拡布マシンまたはソフトフローマシンと;
m.ワンダーファブリックの機械的表面仕上げのためのエメリー処理機または起毛機と;
n.ワンダーファブリックの寸法安定化のためのサンフォリゼーション機と;
o.ワンダーファブリックの少なくとも片面をポリウレタン、熱可塑性ポリオレフィン、熱可塑性ポリウレタン、ポリウレタン+アルミニウムなどの化学物質でコーティングするためのナイフコータまたはパッダーまたはキスロール装置またはツィンマーマシンおよび硬化装置と;
p.ワンダーファブリックの少なくとも片面にPUまたはTPUまたはTPO、FR材料などと架橋剤からなるメンブレン/フィルムを積層するための積層装置と
を備えるアセンブリを使用して製造される、請求項1に記載の多目的ワンダーファブリック。
【請求項8】
前記擬糸の製造方法が、
a.ウェブの繊維を予め交絡させることにより、前記ウェブ内に必要とされる強度を作り出す工程と;
b.基布の少なくとも片面に前記ウェブを支持し、前記ウェブに、必要とされる圧力で少なくとも1つのジェット流を当てるか、または圧力勾配を有する複数のジェット流を当てることにより、ウェブをばらばらにして繊維を抜き取り、繊維を基布に支持された同じスペース内で回転させることにより、擬糸を形成させる工程と
を含む、請求項1に記載の多目的ワンダーファブリック。
【請求項9】
前記ワンダーファブリックの製造方法が、
a.開反機で繊維を開繊し洗浄した後、カード機で繊維を個別化することにより繊維のウェブを送達する工程と;
b.エキスパンダロールによって請求項1に記載の基布を開繊した後、ファブリックテンショナーを通して基布に張力を付与し、これに所定の角度で高圧ウォータージェットを当てる工程と;
c.次いで、前記前処理された基布に、予め交絡させた繊維ウェブを層状に積み重ねて、請求項8に記載の擬糸を形成する工程と;
d.前処理された基布およびこのようにして形成された擬糸に、垂直および/または所定の角度で、静止または振動して当たる少なくとも1つの高圧ウォータージェットを施す工程と;
e.次いで、脱水装置を通すことによりこのようにして形成されたワンダーファブリックを脱水する工程と;
f.次いで、乾燥機を通すことによりこのようにして脱水されたワンダーファブリックを乾燥する工程であって、乾燥したファブリックの残留水分が繊維の自然な水分率と等しくなるように、繊維の種類に応じて調節した温度で乾燥する工程と;
g.次いで、巻取機を使用して、このようにして乾燥したワンダーファブリックをボビン/チューブ上へ巻取る工程と;
h.次いで、前記ワンダーファブリックを化学的前処理および/または染色および/または印刷および上面仕上げして、これを家庭用、張り材用および衣服用布地などの布地用途に使用することができるようにする工程と;
i.次いで、工程hに記載の工程を経たまたは経ていない前記ワンダーファブリックを、産業用布地および張り材用途のためにコーティングまたは積層する工程と
を含む、請求項1に記載の多目的ワンダーファブリック。
【請求項10】
前記基布が、Ne1〜Ne160の範囲内の糸番手で構成され、糸が単糸または合撚糸のいずれかである、請求項1に記載の多目的ワンダーファブリック。
【請求項11】
請求項3に記載の前記基布が、たて糸方向に30〜300本/インチ、よこ糸方向に12〜500本/インチの平織または綾織または朱子織または重ね組織で、45〜1200g/m2の重量で構成される、請求項1に記載の多目的ワンダーファブリック。
【請求項12】
請求項4に記載の前記基布が、60〜400g/m2のたて編またはよこ編構造で構成される、請求項1に記載の多目的ワンダーファブリック。
【請求項1】
家庭用布地、張り材用および衣服用布地の用途に好適な多目的ワンダーファブリックであって、基布の少なくとも片面に繊維を水流交絡させて形成された擬糸が水流積層されているシースルーで不安定な構造を有する少なくとも1つの基布を含む多目的ワンダーファブリック。
【請求項2】
少なくとも片面に架橋繊維が水流交絡された少なくとも1つの基布を含む、請求項1に記載の多目的ワンダーファブリック。
【請求項3】
前記基布が製織技術を使用して製造される、請求項1に記載の多目的ワンダーファブリック。
【請求項4】
前記基布が編成技術を使用して製造される、請求項1に記載の多目的ワンダーファブリック。
【請求項5】
前記基布が天然繊維または人造繊維またはこれらの混紡繊維から作られる、請求項1に記載の多目的ワンダーファブリック。
【請求項6】
擬糸の形成に使用される繊維が天然繊維または人造繊維またはこれらの混紡繊維である、請求項1に記載の多目的ワンダーファブリック。
【請求項7】
前記ワンダーファブリックが、
a.開繊ラインと;
b.カード機と;
c.ファブリックの巻出し、拡張、張力付与装置、および、水流積層装置の一部として、少なくとも1つの高圧垂直ジェット流および/または所定の角度で基布に当たる少なくとも1つのジェット流を有する少なくとも1つの有孔ドラムを備えたファブリックコーミング装置であって、前記有孔ドラムが適切な開度を有するスリーブまたはベルトで覆われているかまたは覆われていないファブリックコーミング装置と;
d.少なくとも1つまたは複数の有孔ドラムを有する水流積層ユニットであって、前記ドラムが圧力勾配を有する少なくとも1つまたは複数の高圧垂直ジェット流を備えると共に所定の角度でかつ/または振動してドラムに当たる少なくとも1つのジェット流を備え、1つまたは複数の有孔ドラムが適切な開度および配置を有するベルトまたはスリーブで覆われているかまたは覆われていない水流積層ユニットと;
e.ワンダーファブリックを脱水する脱水装置と;
f.湿ったワンダーファブリックを乾燥する乾燥機と;
g.乾燥したワンダーファブリックを巻取る巻取機と;
h.布地染色および仕上げ工程のためのワンダーファブリックのマーセル化、膨潤および準備用パッドレスチェーンレスマーセライジングマシンまたはチェーンマーセライジングマシンであって、綿繊維系ワンダーファブリックに適用できるマーセライジングマシンと;
i.ワンダーファブリック染色用の拡布連続漂白/染色領域と;
j.薬剤を充填して定着させるための硬化装置を有するパッダーであって、人造繊維および混紡に適用できるパッダーと;
k.ワンダーファブリックの前処理および染色に必要なソフトフローマシンまたは液流染色機と;
l.ワンダーファブリックの上面仕上げのための拡布マシンまたはソフトフローマシンと;
m.ワンダーファブリックの機械的表面仕上げのためのエメリー処理機または起毛機と;
n.ワンダーファブリックの寸法安定化のためのサンフォリゼーション機と;
o.ワンダーファブリックの少なくとも片面をポリウレタン、熱可塑性ポリオレフィン、熱可塑性ポリウレタン、ポリウレタン+アルミニウムなどの化学物質でコーティングするためのナイフコータまたはパッダーまたはキスロール装置またはツィンマーマシンおよび硬化装置と;
p.ワンダーファブリックの少なくとも片面にPUまたはTPUまたはTPO、FR材料などと架橋剤からなるメンブレン/フィルムを積層するための積層装置と
を備えるアセンブリを使用して製造される、請求項1に記載の多目的ワンダーファブリック。
【請求項8】
前記擬糸の製造方法が、
a.ウェブの繊維を予め交絡させることにより、前記ウェブ内に必要とされる強度を作り出す工程と;
b.基布の少なくとも片面に前記ウェブを支持し、前記ウェブに、必要とされる圧力で少なくとも1つのジェット流を当てるか、または圧力勾配を有する複数のジェット流を当てることにより、ウェブをばらばらにして繊維を抜き取り、繊維を基布に支持された同じスペース内で回転させることにより、擬糸を形成させる工程と
を含む、請求項1に記載の多目的ワンダーファブリック。
【請求項9】
前記ワンダーファブリックの製造方法が、
a.開反機で繊維を開繊し洗浄した後、カード機で繊維を個別化することにより繊維のウェブを送達する工程と;
b.エキスパンダロールによって請求項1に記載の基布を開繊した後、ファブリックテンショナーを通して基布に張力を付与し、これに所定の角度で高圧ウォータージェットを当てる工程と;
c.次いで、前記前処理された基布に、予め交絡させた繊維ウェブを層状に積み重ねて、請求項8に記載の擬糸を形成する工程と;
d.前処理された基布およびこのようにして形成された擬糸に、垂直および/または所定の角度で、静止または振動して当たる少なくとも1つの高圧ウォータージェットを施す工程と;
e.次いで、脱水装置を通すことによりこのようにして形成されたワンダーファブリックを脱水する工程と;
f.次いで、乾燥機を通すことによりこのようにして脱水されたワンダーファブリックを乾燥する工程であって、乾燥したファブリックの残留水分が繊維の自然な水分率と等しくなるように、繊維の種類に応じて調節した温度で乾燥する工程と;
g.次いで、巻取機を使用して、このようにして乾燥したワンダーファブリックをボビン/チューブ上へ巻取る工程と;
h.次いで、前記ワンダーファブリックを化学的前処理および/または染色および/または印刷および上面仕上げして、これを家庭用、張り材用および衣服用布地などの布地用途に使用することができるようにする工程と;
i.次いで、工程hに記載の工程を経たまたは経ていない前記ワンダーファブリックを、産業用布地および張り材用途のためにコーティングまたは積層する工程と
を含む、請求項1に記載の多目的ワンダーファブリック。
【請求項10】
前記基布が、Ne1〜Ne160の範囲内の糸番手で構成され、糸が単糸または合撚糸のいずれかである、請求項1に記載の多目的ワンダーファブリック。
【請求項11】
請求項3に記載の前記基布が、たて糸方向に30〜300本/インチ、よこ糸方向に12〜500本/インチの平織または綾織または朱子織または重ね組織で、45〜1200g/m2の重量で構成される、請求項1に記載の多目的ワンダーファブリック。
【請求項12】
請求項4に記載の前記基布が、60〜400g/m2のたて編またはよこ編構造で構成される、請求項1に記載の多目的ワンダーファブリック。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2011−69034(P2011−69034A)
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【外国語出願】
【出願番号】特願2009−233964(P2009−233964)
【出願日】平成21年10月8日(2009.10.8)
【出願人】(509280419)ウェルスパン グローバル ブランズ リミテッド (1)
【出願人】(509280420)
【Fターム(参考)】
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2009−233964(P2009−233964)
【出願日】平成21年10月8日(2009.10.8)
【出願人】(509280419)ウェルスパン グローバル ブランズ リミテッド (1)
【出願人】(509280420)
【Fターム(参考)】
[ Back to top ]