
ワンパス穿孔装置
本発明は、ワンパス穿孔装置、ロックボルト、ドリルビットの使用、及び強化と掘削の安定性に対するワンパスロックボルト締めのための方法に関する。ワンパス穿孔装置は、穿孔方向(F)に関して、先端部(12)と後端部(13)とを有する細長いドリル鋼(11)を包含する。先端部(12)は、接続部分を有する。上下続きのドリルビット(16)は、岩盤の機械加工手段(17、18;17’、18’)を有して活用される。ドリルビットは、ドリル鋼に接続可能である。ワンパス穿孔装置(10)は、少なくとも部分的にドリル鋼(11)を囲むようになっているロックボルト(21;121、221;321)をさらに包含する。ドリルビット(16)の最大直径寸法(DB)は、ロックボルトの最小直径寸法(DI)よりも小さい。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワンパス穿孔装置、ロックボルト、ドリルビットを使用すること、及び補強、掘削の安定性、道路盛り土穿孔(road banks drilling)、ベンチ穿孔(bench drilling)、チューブ設置、又はケース穿孔(case drilling)の範囲内の独立請求項の前文に記載のワンパスロックボルト締めのための方法に関する。
【背景技術】
【0002】
掘削を補強するためのロックボルトの設置は、二つの明確な段階で通常実行される。通常、穴が穿孔され、ドリル鋼とビットとが抜取られ、その後ボルトが穴に挿入されて、固定される、又はグラウト仕上げされる。ワンパスロックボルト締めは、ボルトを挿入するために排除されるドリル鋼を取り除く作業によって、これら二つの段階を同時に実行することを含んでいる。ワンパスボルト締めの利点は、ボルトを設置するために必要な時間を最小化すること、手動の又は半自動のボルト締めと比較した場合に、穿孔装置の操作者の安全性を向上すること、及び工程の全自動の見通しを高めることを含む。さらなる利点は、手動の又は半自動のボルト締めと比較した場合に、ロックボルト設置の品質及び正確さを向上させる。穴の直径は、例えばスプリットセット(Split-set)、ボルトのような摩擦の場合に、ロックボルト性能に重要になる。ワンパスボルト締めが備えるさらなる利点は、ドリルビットを引込める時にボルトがすでに穴の中にあるから、穴が崩壊する可能性が無いことである。これは、ボルトが常に設置され、すなわち失う穴が無いので、非常に良い効率を導く。
【0003】
【特許文献1】米国特許第4423986号明細書
【発明の開示】
【発明が解決しようとする課題】
【0004】
ワンパスボルト締めにおける先行の試みは、概ね、ドリル鋼としても機能し、その端部周辺にドリルビットを備える革新的なロックボルトを目標にしてきた。このような装置は、回転穿孔方法、又は回転/衝撃穿孔方法を介して使用され、硬い地盤条件に対しては概ね不適切である。ドリルビットを再使用しない既存の硬い地盤用衝撃ロックボルトは、コスト面に問題を有する。多種多様なルーフボルトが存在し、ある特定の形状は管状(例えばスプリットセット、スエレックス(Swellex)等)であり、ボルトの中を通る縦方向に形成される中央穴を有する。筐体を介して抜取られるようになっているドリルビットは、複雑であり、従って高価である。穿孔速度に対するビットコストの価格競争力は、専用のロックボルトの使用、及び任意の複雑な格納式ビットの限定的な使用によって、以前のワンパスロックボルトにおいて悪化する。にもかかわらず、自動穿孔ルーフボルトの据付の利点は、非自動穿孔タイプの利点に勝ることが、問題を残している。
【課題を解決するための手段】
【0005】
穿孔装置、ロックボルト、ドリルビットの使用、及び本発明の方法が、本発明の一つの目的として、先行技術に関連した上述の問題をほぼ克服するに違いなく、又は少なくともその代案を提供する。
【0006】
本発明の別の目的は、ルーフボルト用ワンパス穿孔装置を提供することである。
【0007】
さらに、本発明の別の目的は、管状の膨張可能な自動穿孔ルーフボルトを提供することである。
【0008】
さらに、本発明の別の目的は、上述された種類のルーフボルトを使用するより安価となるルーフボルト用ワンパス穿孔装置を提供することであり、従って鉱工業においてルーフボルトの使用がより魅力的になる。
【0009】
さらに、本発明の別の目的は、今日の機械化されたシステムと比較して、より簡単でより小型の装置の利用を可能にする、最適なルーフボルト用ワンパス穿孔装置を提供することである。
【0010】
さらに、本発明の別の目的は、ドリルビットの再使用を可能にするルーフボルト用ワンパス穿孔装置において、ドリルビットの使用を提案することである。
【0011】
明細書の全般にわたって、文脈上、特段の要求が無ければ、単語「具備する(comprise)」が、又は、「具備する(comprises)」又は「具備している(comprising)」のような変形が、どのようなその他の集合体又は集合体のグループを排除すること無しに、定まった集合体又は集合体のグループを包含することを意味することが理解されるだろう。
【0012】
添付図面は、前述の性質を有する本発明の例示の実施形態を示す。これらの図面及び関連する記述の特殊性は、本発明の前記の広範囲な記述の一般性を奪うものではない。
【発明を実施するための最良の形態】
【0013】
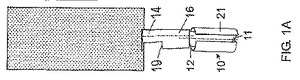
図1Aから1Gは、本発明に記載のワンパス穿孔装置10を示す。ワンパス穿孔装置10は、数個の部品を包含する。細長いドリル鋼11は、穿孔方向Fに関して、先端部12と後端部13とを有する。先端部12は、ネジ山15、先細り、又は差込ピン接続(示されていない)を包含する接続部分を有する。上下続きのドリルビット16は、岩盤の機械加工手段17と18を有する。ドリルビット16は、ネジ山20、先細り、又は差込ピン接続(示されていない)を包含する接続部分を介してドリル鋼に接続可能である。ワンパス穿孔装置10は、少なくとも部分的にドリル鋼11を囲むようになっているロックボルト21をさらに包含する。ドリルビットの最大直径寸法は、ロックボルトの最小直径よりも小さい。
【0014】
本発明に記載のワンパス穿孔装置10の基本的な考案は、ドリル鋼を囲っているボルトを用いて穴を穿孔することであり、それから問題なくビットを引込めることである。ビット部品の損失が無い。
【0015】
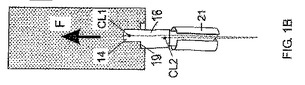
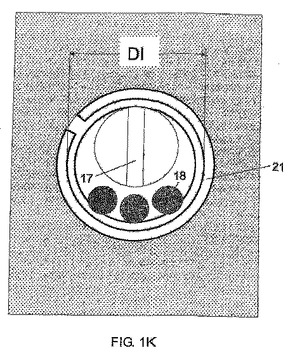
ドリルビット16は、以下のようになっていて、参照が図1K又は2A及び2Bに示される。上下続きのドリルビット16は、二つの一体化部分、すなわち、パイロット部分14とリーマ部分19とを有し、パイロット部分14は、パイロット部分14の軸CL1が、穴22の軸CL3と一致するところで、装置10全体を適切に導くために十分な長さである。パイロット部分14の中心軸又は中心線CL1は、穿孔中にロックボルトの中心軸とほぼ一致するが、ドリルビットを引込める時は一致しない。リーマ部分19の中心軸又は中心線CL2とドリル鋼11の軸とは一致するが、穴22の軸CL3からは、ほぼ間隔をあけられる。パイロット部分とリーマ部分とはいずれも、断面が円形である必要が無いことに注意するべきであり、従って軸CL1とCL2を参照することは、夫々の部分の平均の中心線を参照することと理解されるだろう。
【0016】
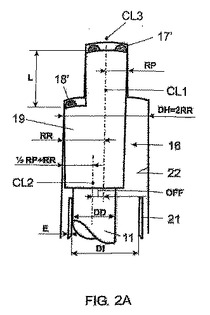
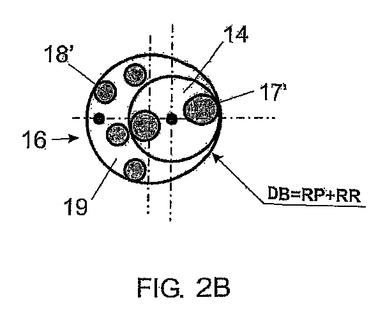
上下続きのロックドリルビット16は、本体25及びセメントで結合されたカーバイド手段、すなわち、たがね及び/又はボタン17、18及び17’、18’を包含する。ドリルビットの本体は、鋼鉄製である。本体25は、ほぼ円錐のパイロット部分14とほぼ円錐のリーマ部分19を包含する。パイロット部分14は、図2Bに見ることが出来るような円形の断面を持ち得る。パイロット部分は、反対方向に延伸するたがね17又は全く反対向きの二つの前ボタン17’を支えている前面を有す。リーマ部分19は、円形の断面を有することが出来る。リーマ部分19は、図2Bに見ることが出来るような円形の断面を持ち得る。リーマ部分は、三つの前ボタン18又は四つの前ボタン18’を支えている前面を有する。前面は、凸状又はほぼ平面であってもよい。ボタン18、18’は、リーマ部分に周縁の円弧を形成してもよい。ボタン18、18’は、穿孔中に鋼鉄本体より幾らか大きな直径を有する穴を機械加工するために、リーマ部分の周縁部の幾らか外側に突出してもよい。チップウェイ(chipways)又は凹所は、近接するリーマボタンの間の領域に備えることが可能で、それを介して洗浄媒体が通過できる。通常の方法で回転運動を伝達するために、ロックドリルビットは、接続部分(示されていない)によってドリル鋼11に、又はダウンホール(down-the-hole)ハンマーの駆動輪サブ(示されていない)に連結されるべきである。ドリル鋼11は、洗浄媒体を運搬するための導管を含む。洗浄媒体のための主要な導管は、ドリルビット内部に備えられる。この主要な導管は、前方端部で多数の分岐導管と連絡し、前面から排出する。洗浄媒体は、実際のところ水、セメント、又は空気である。パイロット部分は、穴22に対して直径も長さも短いパイロット穴22Aを作る。重要な寸法は以下の通りである。
RPは、穴の軸CL3に照らしてパイロット部分14の最大半径である。RRは、リーマ部分19の最大半径である。1/2(RP+RR)は、ドリル鋼11の軸CL2に照らしてリーマ部分19の半径である。DHは、2×RRに等しい穴22の直径である。管21の板厚は、Eによって図示される。OFFは、穴22の軸CL3とドリル鋼11の軸CL2との間のオフセット量である。DDは、ドリル鋼11の直径である。DIは、ドリルビット16が自由に動くことが可能な最小直径である。DBは、ドリルビット16の最大直径寸法である。ODは、ロックボルトの外径である。次の公式が適用される。
RR=1/2DH、
RP<OD-RR-2E ロックボルト21及び121で適用可能である、又は、
2RR-E<DI<2RR-2E ドリルビット16がロックボルトを通過して引込むことを可能にするために、ロックボルト221及び321で適用可能である、
DD<RR+RP-2E ドリル鋼11がボルト21の中を偏心して進むことを可能にする。
DB=RP+RR。
例:次の寸法は、ボルト締めの適用例として適切となるだろう。:RR=19mm、RP=14mm、OFF=2.5mm、及び10mm<L<60mm。
【0017】
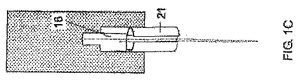
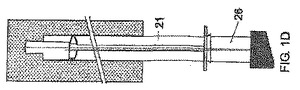
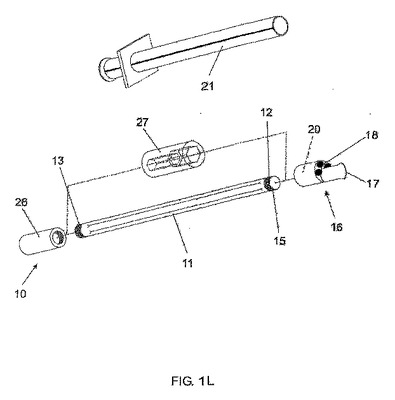
ワンパスロックボルト締め装置10の操作が、図1Aから1Gに示される。ドリルビット16は、例えばネジ山を切られてドリル鋼11に接続される。標準のドリルジャンボのような穿孔機械装置は、ドリル鋼を保持する。ボルト21は、ドリル鋼の周囲に好ましくは自動的に供給され、穿孔方向Fにおいてドリルビット16の後に位置付けられる。図1Aにおいて、パイロット部分14は第一に、短時間、円弧補間で岩盤表面を機械加工するために、岩盤に接触するだろう。そこでパイロット部分14は、正しい中心を見出し中央から穿孔を始め、一方ドリル鋼11は同時に、パイロット部分の軸CL1の周囲に搖動を開始する(図1Bを参照)。それからリーマ部分19は、岩盤表面に接触し、パイロット部分14によって掘られた穴の拡張を始める。短時間後に、ボルト21が穴に到達し、図1Cと1Hで示されたように穴の中に押込まれる。通常、ボルト21は、ドリルビット16から軸方向に間隔があけられる。スプリットボルト21は、圧縮によって穴22の直径になることが可能である。ドリルビット16は穿孔を続け、穴22を拡張し、一方ボルトは、穿孔機械装置の連結スリーブ26によって(図1Dを参照)、新たな部品の供給が停止されるまで、前方に押進められる。穴22の深さは、ボルト21の長さによってほぼ決定され、すなわち、ボルトの後端部に位置付けられるワッシャ23が、岩盤表面又は穴の入口に達する時に、さらなる供給は停止される(図1Eを参照)。穿孔機械装置にはロックボルトプッシャがある。ボルトプッシャは、連結スリーブ26又はドリル鋼によって駆動されるドリー(dolly)工具27(図1Lを参照)である。ドリー工具27は通常、挿入の間ドリル鋼及びボルトと共に回転する。しかしながら、例えばボルトは、機械式のアンカーボルトの場合のように、穿孔中に予期しないシェルの膨張を回避するために、挿入の間に回転しないように保持されてもよい。ドリー工具は、十分に挿入された時に、膨張シェルロックボルトにトルクを与えることが出来る。ドリー工具はまた、機械式シェルボルト及びグラウト仕上げボルトのより容易な据付を可能にするために、ドリル鋼に沿ってスライドすることが可能である。図1Eは、十分に挿入されたドリル鋼とドリルビット、及び岩盤表面にプレートを押し付けているプッシャを備える、十分に挿入されたロックボルトを示す。ワッシャは、ボルトの終端部で突出し部24と協同する、中央孔を有する結合していない従来型プレートである。それから、ドリルビットは、パイロット穴22Aから引込められる(図1Fと1Kを参照)。ボルトとドリルビットとの間の軸方向の隙間は、ボルトの先端部がドリルビットを引込めることに干渉しないように、パイロット穴22Aの深さよりも大きいことが好適である。ドリルビットとドリル鋼は、完全に引込めることが出来て、繰返しの穿孔作業に対して再利用が可能である。別の言い方をすれば、ワンパスロックボルト締めの方法は、次の段階を含む。
- 穿孔方向Fに関して先端部12及び後端部13を有する細長いドリル鋼11、接続部分15を有する前記先端部12、岩盤を機械加工する手段17、18又は17’、18’を有する上下続きのドリルビット16、及びドリル鋼11に接続可能な前記ドリルビットを包含する、ワンパス穿孔装置10を準備する段階、
- 少なくとも部分的にロックボルト21でドリル鋼11を囲む段階において、前記ドリルビット16と前記ロックボルト21が、ドリルビットが引込む時に、ドリルビット16がロックボルト21を通過することを可能とするようになっている段階、
- 穴22にロックボルトを押込みながら、岩盤に前記穴を穿孔する段階、
- ロックボルト21を介して前記ドリル鋼11及び前記ドリルビット16を引込める段階。
【0018】
装置10を駆動する機械が、トップハンマーの穿孔機械、回転機械、又はダウンホール装置である。パイロット部でリーマからの半径方向の力による、片寄り、摩損、及び穴直径の減少を回避するために、パイロット部の先端は、前記半径方向の力を打ち消すように、リーマ部分と完全に向き合う角度で形成されるだろう。リーマ部分に対抗する前記の力は、リーマ部分の半径方向に最も遠い部分で、リーマ部分が作業し続けることに役立ち、それはまたリーマ側のパイロット部分の摩損を許容するが、リーマ部分から見て遠方のパイロット側の大き過ぎる摩損は許容しない。リーマ部分から見て遠方のパイロット部分の側面は、摩損パッドを備えることが出来る。リーマ側のパイロット部分のこの摩損はまた、穴の直径を維持するためにも、及びリーマ部分の周縁の摩損を部分的に補正するためにも有利になるだろう。この形態は、自動研削ドリルビットを提供するだろう。
【0019】
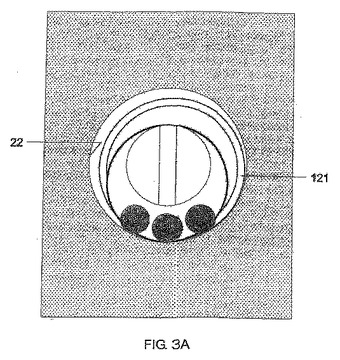
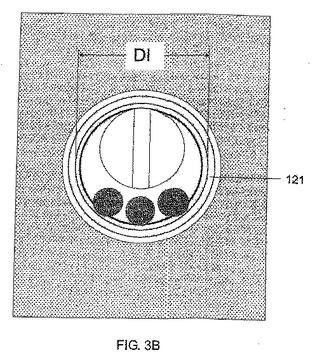
図3Aと3Bは、図1Hと1Kと同様な視野のワンパスボルト締め用の穿孔装置の代替の実施形態を示す。この実施形態は、ボルト121が異なる構造を有し、先に開示されたものと異なっている。ロックボルト121は、長手方向のスロットを有しない鋼鉄管から製造される。ロックボルト121は、穿孔穴より小さな直径を有する。上で議論したように、穴が穿孔された時に、ドリルビットとドリル鋼は引込められ(図3Bを参照)、一方ボルト121は穴に残る。ドリルビット16の最大直径寸法は、ロックボルト121の最小直径寸法DIより小さい。ボルトは、結合されていないパラシュートによる、又はロックボルト自体に一体化されたパラシュートによる、穿孔装置に連結された外部システムのおかげで穴に残る。
【0020】
それからグラウト剤又は樹脂が、内部的に又は外部的にボルトに充填され、充填は硬化又は固化することを可能にする。ワッシャは上で議論されたように、穴の入口を覆うために好ましくは使用される。
【0021】
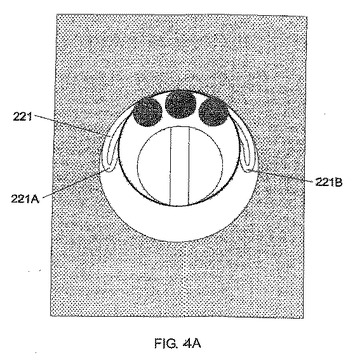
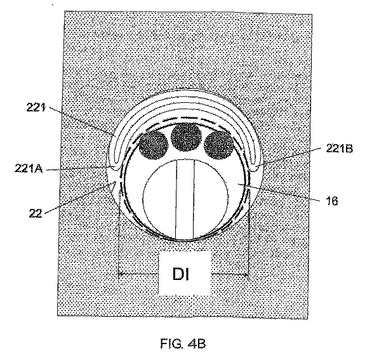
図4Aと4Bは、図1Hと1Kの同様な視野において、ワンパスボルト締め用の穿孔装置の代替の実施形態を示す。この実施形態は、ボルト221が異なる構造を有し、先に開示されたものとは異なっている。ロックボルト221は、ほぼ減少した直径となるために、すなわち寸法が円筒管のほぼ半分に減少されるために、深い凹部を有するように変形がなされた鋼鉄管から製造される。流体で膨張可能な管に形成されたロックボルト221は、両端部を閉じられているが流体の入口を備える、内部に細長い加圧流体を受容するチャンバを有する。スリーブは、その外側端部を押しつぶされ、溶接を介して密閉され又は機械的に塞がれる。ボルトは、ドリルビット16がそれを通過できるように、概ねU字形状となっている。図4Bの半径方向の断面において、端部221Aと221Bは、互いにほぼ正反対の方向にあり、すなわちボルトは、ほぼ半円形である。ロックボルト221は、少なくとも部分的にドリル鋼11を囲うようになっている。ドリルビット16の最大直径寸法DBは、ロックボルトと穴22との間の最小の隙間、又は直径寸法よりも小さい。
【0022】
穿孔作業は、上に議論されたように実施される。ロックボルトがボーリング穴に自動的に挿入され、ドリルビット16及びドリル鋼が、上で説明されたように引込められた時に、高圧の液体が通路を介して穴に移送され、管が塑性変形を介して膨張するように、管の内部チャンバにスリーブを介して導かれ、それによって、ボーリング穴の中にロックボルトを固定する。ロックボルトはそこで、圧力から解放され固定される。流体チャンバを加圧することの本質的な機能は、より厳密に特許文献1で述べられる。ワッシャは、上で議論されたように穴の入口を覆うために、好ましくは使用される。
【0023】
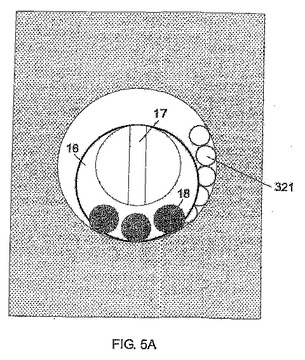
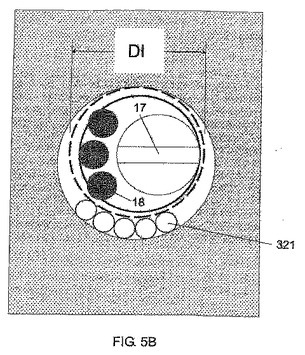
図5Aと5Bは、図1Hと1Kの同様な視野において、ワンパスボルト締め用の穿孔装置の代替の実施形態を示す。この実施形態は、先に開示されたものとは異なり、ボルト221が異なる構造を有する。ロックケーブルボルト321は、多重より線の鋼鉄ケーブルから製造される。ドリルビット16は穿孔し、一回の穿孔作業で穴を拡張する。上で議論したように、穴が穿孔された時に、ドリルビットとドリル鋼とは引込められ(図3Bを参照)、一方ボルト321は穴の中に残る。ケーブルボルト321に関する最大寸法DIは、穴の壁と全く反対側の穴の壁を圧迫する時のケーブル間で使用可能な隙間である。
【0024】
それからグラウト剤又は樹脂が、内部的に又は外部的にボルトに充填され、充填は硬化又は固化することを可能にする。ケーブルボルト締めは、表面に近接する岩盤の補強及び地下の岩盤の掘削のために、広範囲に使用される確立された技術である。ケーブルボルトは長く、十分にグラウトで固められ、張力の掛からない補強要素となる。ケーブルボルト締めの目的は、岩盤の剪断強度及び引張強度を向上することである。
【0025】
本発明の様々な実施形態に従うワンパス穿孔装置は、穿孔中に少なくとも部分的にドリル鋼を囲むようになっているロックボルトを包含し、ドリルビットの最大直径寸法は、ロックボルトの最小直径寸法より小さい。
【0026】
自動穿孔ボルトの使用の利点は、以下である。
- 穿孔と設置が、同時に実施される。
- 迅速で容易な据付が、ボルト締めの以下のコストを低減する。
- 困難な地質学的な条件対して、特に不安定なドリル穴となるような場合のコスト。
- グラウトで固定する時の岩盤の養生のコスト。
- グラウトの条件に依存するボルトの選択のコスト。
- 標準のドリルジャンボを用いる穿孔と設置のコスト。
- 特別な設備を必要としないコスト。
- ドリルビットは、数個の穴を穿孔するために使用できる。
- ドリルビットは、引込みが開始される前に、場所に栓をする必要が無い。
【0027】
ここに述べられた発明が、明確に述べられた以外は、変形、改良、及び/又は追加を受けやすく、本発明は、特許請求の範囲にある変形、改良、及び/又は追加の全てを包含することが理解されるべきである。回転打撃式トップハンマーに限定されない。概念は、純粋な回転式穿孔又はDTHドリフターを用いることもまた妥当である。パイロット部分及びリーマ部分の、セメントで結合されたカーバイドのボタンの数は、ドリルビットの直径の大きさに依存して変化させることが出来る。リーマ部分は、その直径を維持すること及び穴の壁の品質を向上することを目指し、ジャケット表面とほぼ面一で硬質のスリーブ又はインサートを備えてもよい。より深い穴が穿孔されている場合に、ドリル鋼及びロックボルトは、一つ又はそれ以上の構成要素を用いて延伸させることが出来ることもまた理解される。
【図面の簡単な説明】
【0028】
【図1A】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1B】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1C】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1D】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
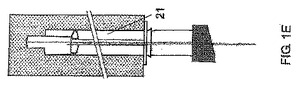
【図1E】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
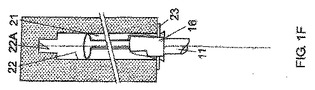
【図1F】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
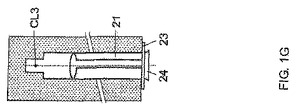
【図1G】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
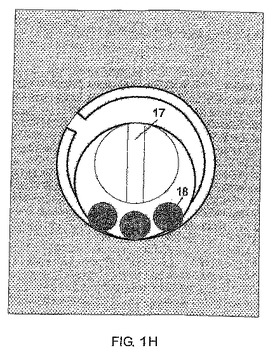
【図1H】図1Dと同様の穴の中の穿孔装置の断面を示す。
【図1K】図1Eと同様に穴の中の穿孔装置の断面を示す。
【図1L】本発明に従う穿孔装置の組立分解図を示す。
【図2A】図1Cに従う穿孔装置の側面図及び本発明に従うドリルビットの端部図を示す。
【図2B】図1Cに従う穿孔装置の側面図及び本発明に従うドリルビットの端部図を示す。
【図3A】図1Hと同様な視野でワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図3B】図1Kと同様な視野でワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図4A】図1Hと同様な視野で本発明に従うワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図4B】図1Kと同様な視野で本発明に従うワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図5A】図1Hと同様な視野で本発明に従うワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図5B】図1Kと同様な視野で本発明に従うワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【技術分野】
【0001】
本発明は、ワンパス穿孔装置、ロックボルト、ドリルビットを使用すること、及び補強、掘削の安定性、道路盛り土穿孔(road banks drilling)、ベンチ穿孔(bench drilling)、チューブ設置、又はケース穿孔(case drilling)の範囲内の独立請求項の前文に記載のワンパスロックボルト締めのための方法に関する。
【背景技術】
【0002】
掘削を補強するためのロックボルトの設置は、二つの明確な段階で通常実行される。通常、穴が穿孔され、ドリル鋼とビットとが抜取られ、その後ボルトが穴に挿入されて、固定される、又はグラウト仕上げされる。ワンパスロックボルト締めは、ボルトを挿入するために排除されるドリル鋼を取り除く作業によって、これら二つの段階を同時に実行することを含んでいる。ワンパスボルト締めの利点は、ボルトを設置するために必要な時間を最小化すること、手動の又は半自動のボルト締めと比較した場合に、穿孔装置の操作者の安全性を向上すること、及び工程の全自動の見通しを高めることを含む。さらなる利点は、手動の又は半自動のボルト締めと比較した場合に、ロックボルト設置の品質及び正確さを向上させる。穴の直径は、例えばスプリットセット(Split-set)、ボルトのような摩擦の場合に、ロックボルト性能に重要になる。ワンパスボルト締めが備えるさらなる利点は、ドリルビットを引込める時にボルトがすでに穴の中にあるから、穴が崩壊する可能性が無いことである。これは、ボルトが常に設置され、すなわち失う穴が無いので、非常に良い効率を導く。
【0003】
【特許文献1】米国特許第4423986号明細書
【発明の開示】
【発明が解決しようとする課題】
【0004】
ワンパスボルト締めにおける先行の試みは、概ね、ドリル鋼としても機能し、その端部周辺にドリルビットを備える革新的なロックボルトを目標にしてきた。このような装置は、回転穿孔方法、又は回転/衝撃穿孔方法を介して使用され、硬い地盤条件に対しては概ね不適切である。ドリルビットを再使用しない既存の硬い地盤用衝撃ロックボルトは、コスト面に問題を有する。多種多様なルーフボルトが存在し、ある特定の形状は管状(例えばスプリットセット、スエレックス(Swellex)等)であり、ボルトの中を通る縦方向に形成される中央穴を有する。筐体を介して抜取られるようになっているドリルビットは、複雑であり、従って高価である。穿孔速度に対するビットコストの価格競争力は、専用のロックボルトの使用、及び任意の複雑な格納式ビットの限定的な使用によって、以前のワンパスロックボルトにおいて悪化する。にもかかわらず、自動穿孔ルーフボルトの据付の利点は、非自動穿孔タイプの利点に勝ることが、問題を残している。
【課題を解決するための手段】
【0005】
穿孔装置、ロックボルト、ドリルビットの使用、及び本発明の方法が、本発明の一つの目的として、先行技術に関連した上述の問題をほぼ克服するに違いなく、又は少なくともその代案を提供する。
【0006】
本発明の別の目的は、ルーフボルト用ワンパス穿孔装置を提供することである。
【0007】
さらに、本発明の別の目的は、管状の膨張可能な自動穿孔ルーフボルトを提供することである。
【0008】
さらに、本発明の別の目的は、上述された種類のルーフボルトを使用するより安価となるルーフボルト用ワンパス穿孔装置を提供することであり、従って鉱工業においてルーフボルトの使用がより魅力的になる。
【0009】
さらに、本発明の別の目的は、今日の機械化されたシステムと比較して、より簡単でより小型の装置の利用を可能にする、最適なルーフボルト用ワンパス穿孔装置を提供することである。
【0010】
さらに、本発明の別の目的は、ドリルビットの再使用を可能にするルーフボルト用ワンパス穿孔装置において、ドリルビットの使用を提案することである。
【0011】
明細書の全般にわたって、文脈上、特段の要求が無ければ、単語「具備する(comprise)」が、又は、「具備する(comprises)」又は「具備している(comprising)」のような変形が、どのようなその他の集合体又は集合体のグループを排除すること無しに、定まった集合体又は集合体のグループを包含することを意味することが理解されるだろう。
【0012】
添付図面は、前述の性質を有する本発明の例示の実施形態を示す。これらの図面及び関連する記述の特殊性は、本発明の前記の広範囲な記述の一般性を奪うものではない。
【発明を実施するための最良の形態】
【0013】
図1Aから1Gは、本発明に記載のワンパス穿孔装置10を示す。ワンパス穿孔装置10は、数個の部品を包含する。細長いドリル鋼11は、穿孔方向Fに関して、先端部12と後端部13とを有する。先端部12は、ネジ山15、先細り、又は差込ピン接続(示されていない)を包含する接続部分を有する。上下続きのドリルビット16は、岩盤の機械加工手段17と18を有する。ドリルビット16は、ネジ山20、先細り、又は差込ピン接続(示されていない)を包含する接続部分を介してドリル鋼に接続可能である。ワンパス穿孔装置10は、少なくとも部分的にドリル鋼11を囲むようになっているロックボルト21をさらに包含する。ドリルビットの最大直径寸法は、ロックボルトの最小直径よりも小さい。
【0014】
本発明に記載のワンパス穿孔装置10の基本的な考案は、ドリル鋼を囲っているボルトを用いて穴を穿孔することであり、それから問題なくビットを引込めることである。ビット部品の損失が無い。
【0015】
ドリルビット16は、以下のようになっていて、参照が図1K又は2A及び2Bに示される。上下続きのドリルビット16は、二つの一体化部分、すなわち、パイロット部分14とリーマ部分19とを有し、パイロット部分14は、パイロット部分14の軸CL1が、穴22の軸CL3と一致するところで、装置10全体を適切に導くために十分な長さである。パイロット部分14の中心軸又は中心線CL1は、穿孔中にロックボルトの中心軸とほぼ一致するが、ドリルビットを引込める時は一致しない。リーマ部分19の中心軸又は中心線CL2とドリル鋼11の軸とは一致するが、穴22の軸CL3からは、ほぼ間隔をあけられる。パイロット部分とリーマ部分とはいずれも、断面が円形である必要が無いことに注意するべきであり、従って軸CL1とCL2を参照することは、夫々の部分の平均の中心線を参照することと理解されるだろう。
【0016】
上下続きのロックドリルビット16は、本体25及びセメントで結合されたカーバイド手段、すなわち、たがね及び/又はボタン17、18及び17’、18’を包含する。ドリルビットの本体は、鋼鉄製である。本体25は、ほぼ円錐のパイロット部分14とほぼ円錐のリーマ部分19を包含する。パイロット部分14は、図2Bに見ることが出来るような円形の断面を持ち得る。パイロット部分は、反対方向に延伸するたがね17又は全く反対向きの二つの前ボタン17’を支えている前面を有す。リーマ部分19は、円形の断面を有することが出来る。リーマ部分19は、図2Bに見ることが出来るような円形の断面を持ち得る。リーマ部分は、三つの前ボタン18又は四つの前ボタン18’を支えている前面を有する。前面は、凸状又はほぼ平面であってもよい。ボタン18、18’は、リーマ部分に周縁の円弧を形成してもよい。ボタン18、18’は、穿孔中に鋼鉄本体より幾らか大きな直径を有する穴を機械加工するために、リーマ部分の周縁部の幾らか外側に突出してもよい。チップウェイ(chipways)又は凹所は、近接するリーマボタンの間の領域に備えることが可能で、それを介して洗浄媒体が通過できる。通常の方法で回転運動を伝達するために、ロックドリルビットは、接続部分(示されていない)によってドリル鋼11に、又はダウンホール(down-the-hole)ハンマーの駆動輪サブ(示されていない)に連結されるべきである。ドリル鋼11は、洗浄媒体を運搬するための導管を含む。洗浄媒体のための主要な導管は、ドリルビット内部に備えられる。この主要な導管は、前方端部で多数の分岐導管と連絡し、前面から排出する。洗浄媒体は、実際のところ水、セメント、又は空気である。パイロット部分は、穴22に対して直径も長さも短いパイロット穴22Aを作る。重要な寸法は以下の通りである。
RPは、穴の軸CL3に照らしてパイロット部分14の最大半径である。RRは、リーマ部分19の最大半径である。1/2(RP+RR)は、ドリル鋼11の軸CL2に照らしてリーマ部分19の半径である。DHは、2×RRに等しい穴22の直径である。管21の板厚は、Eによって図示される。OFFは、穴22の軸CL3とドリル鋼11の軸CL2との間のオフセット量である。DDは、ドリル鋼11の直径である。DIは、ドリルビット16が自由に動くことが可能な最小直径である。DBは、ドリルビット16の最大直径寸法である。ODは、ロックボルトの外径である。次の公式が適用される。
RR=1/2DH、
RP<OD-RR-2E ロックボルト21及び121で適用可能である、又は、
2RR-E<DI<2RR-2E ドリルビット16がロックボルトを通過して引込むことを可能にするために、ロックボルト221及び321で適用可能である、
DD<RR+RP-2E ドリル鋼11がボルト21の中を偏心して進むことを可能にする。
DB=RP+RR。
例:次の寸法は、ボルト締めの適用例として適切となるだろう。:RR=19mm、RP=14mm、OFF=2.5mm、及び10mm<L<60mm。
【0017】
ワンパスロックボルト締め装置10の操作が、図1Aから1Gに示される。ドリルビット16は、例えばネジ山を切られてドリル鋼11に接続される。標準のドリルジャンボのような穿孔機械装置は、ドリル鋼を保持する。ボルト21は、ドリル鋼の周囲に好ましくは自動的に供給され、穿孔方向Fにおいてドリルビット16の後に位置付けられる。図1Aにおいて、パイロット部分14は第一に、短時間、円弧補間で岩盤表面を機械加工するために、岩盤に接触するだろう。そこでパイロット部分14は、正しい中心を見出し中央から穿孔を始め、一方ドリル鋼11は同時に、パイロット部分の軸CL1の周囲に搖動を開始する(図1Bを参照)。それからリーマ部分19は、岩盤表面に接触し、パイロット部分14によって掘られた穴の拡張を始める。短時間後に、ボルト21が穴に到達し、図1Cと1Hで示されたように穴の中に押込まれる。通常、ボルト21は、ドリルビット16から軸方向に間隔があけられる。スプリットボルト21は、圧縮によって穴22の直径になることが可能である。ドリルビット16は穿孔を続け、穴22を拡張し、一方ボルトは、穿孔機械装置の連結スリーブ26によって(図1Dを参照)、新たな部品の供給が停止されるまで、前方に押進められる。穴22の深さは、ボルト21の長さによってほぼ決定され、すなわち、ボルトの後端部に位置付けられるワッシャ23が、岩盤表面又は穴の入口に達する時に、さらなる供給は停止される(図1Eを参照)。穿孔機械装置にはロックボルトプッシャがある。ボルトプッシャは、連結スリーブ26又はドリル鋼によって駆動されるドリー(dolly)工具27(図1Lを参照)である。ドリー工具27は通常、挿入の間ドリル鋼及びボルトと共に回転する。しかしながら、例えばボルトは、機械式のアンカーボルトの場合のように、穿孔中に予期しないシェルの膨張を回避するために、挿入の間に回転しないように保持されてもよい。ドリー工具は、十分に挿入された時に、膨張シェルロックボルトにトルクを与えることが出来る。ドリー工具はまた、機械式シェルボルト及びグラウト仕上げボルトのより容易な据付を可能にするために、ドリル鋼に沿ってスライドすることが可能である。図1Eは、十分に挿入されたドリル鋼とドリルビット、及び岩盤表面にプレートを押し付けているプッシャを備える、十分に挿入されたロックボルトを示す。ワッシャは、ボルトの終端部で突出し部24と協同する、中央孔を有する結合していない従来型プレートである。それから、ドリルビットは、パイロット穴22Aから引込められる(図1Fと1Kを参照)。ボルトとドリルビットとの間の軸方向の隙間は、ボルトの先端部がドリルビットを引込めることに干渉しないように、パイロット穴22Aの深さよりも大きいことが好適である。ドリルビットとドリル鋼は、完全に引込めることが出来て、繰返しの穿孔作業に対して再利用が可能である。別の言い方をすれば、ワンパスロックボルト締めの方法は、次の段階を含む。
- 穿孔方向Fに関して先端部12及び後端部13を有する細長いドリル鋼11、接続部分15を有する前記先端部12、岩盤を機械加工する手段17、18又は17’、18’を有する上下続きのドリルビット16、及びドリル鋼11に接続可能な前記ドリルビットを包含する、ワンパス穿孔装置10を準備する段階、
- 少なくとも部分的にロックボルト21でドリル鋼11を囲む段階において、前記ドリルビット16と前記ロックボルト21が、ドリルビットが引込む時に、ドリルビット16がロックボルト21を通過することを可能とするようになっている段階、
- 穴22にロックボルトを押込みながら、岩盤に前記穴を穿孔する段階、
- ロックボルト21を介して前記ドリル鋼11及び前記ドリルビット16を引込める段階。
【0018】
装置10を駆動する機械が、トップハンマーの穿孔機械、回転機械、又はダウンホール装置である。パイロット部でリーマからの半径方向の力による、片寄り、摩損、及び穴直径の減少を回避するために、パイロット部の先端は、前記半径方向の力を打ち消すように、リーマ部分と完全に向き合う角度で形成されるだろう。リーマ部分に対抗する前記の力は、リーマ部分の半径方向に最も遠い部分で、リーマ部分が作業し続けることに役立ち、それはまたリーマ側のパイロット部分の摩損を許容するが、リーマ部分から見て遠方のパイロット側の大き過ぎる摩損は許容しない。リーマ部分から見て遠方のパイロット部分の側面は、摩損パッドを備えることが出来る。リーマ側のパイロット部分のこの摩損はまた、穴の直径を維持するためにも、及びリーマ部分の周縁の摩損を部分的に補正するためにも有利になるだろう。この形態は、自動研削ドリルビットを提供するだろう。
【0019】
図3Aと3Bは、図1Hと1Kと同様な視野のワンパスボルト締め用の穿孔装置の代替の実施形態を示す。この実施形態は、ボルト121が異なる構造を有し、先に開示されたものと異なっている。ロックボルト121は、長手方向のスロットを有しない鋼鉄管から製造される。ロックボルト121は、穿孔穴より小さな直径を有する。上で議論したように、穴が穿孔された時に、ドリルビットとドリル鋼は引込められ(図3Bを参照)、一方ボルト121は穴に残る。ドリルビット16の最大直径寸法は、ロックボルト121の最小直径寸法DIより小さい。ボルトは、結合されていないパラシュートによる、又はロックボルト自体に一体化されたパラシュートによる、穿孔装置に連結された外部システムのおかげで穴に残る。
【0020】
それからグラウト剤又は樹脂が、内部的に又は外部的にボルトに充填され、充填は硬化又は固化することを可能にする。ワッシャは上で議論されたように、穴の入口を覆うために好ましくは使用される。
【0021】
図4Aと4Bは、図1Hと1Kの同様な視野において、ワンパスボルト締め用の穿孔装置の代替の実施形態を示す。この実施形態は、ボルト221が異なる構造を有し、先に開示されたものとは異なっている。ロックボルト221は、ほぼ減少した直径となるために、すなわち寸法が円筒管のほぼ半分に減少されるために、深い凹部を有するように変形がなされた鋼鉄管から製造される。流体で膨張可能な管に形成されたロックボルト221は、両端部を閉じられているが流体の入口を備える、内部に細長い加圧流体を受容するチャンバを有する。スリーブは、その外側端部を押しつぶされ、溶接を介して密閉され又は機械的に塞がれる。ボルトは、ドリルビット16がそれを通過できるように、概ねU字形状となっている。図4Bの半径方向の断面において、端部221Aと221Bは、互いにほぼ正反対の方向にあり、すなわちボルトは、ほぼ半円形である。ロックボルト221は、少なくとも部分的にドリル鋼11を囲うようになっている。ドリルビット16の最大直径寸法DBは、ロックボルトと穴22との間の最小の隙間、又は直径寸法よりも小さい。
【0022】
穿孔作業は、上に議論されたように実施される。ロックボルトがボーリング穴に自動的に挿入され、ドリルビット16及びドリル鋼が、上で説明されたように引込められた時に、高圧の液体が通路を介して穴に移送され、管が塑性変形を介して膨張するように、管の内部チャンバにスリーブを介して導かれ、それによって、ボーリング穴の中にロックボルトを固定する。ロックボルトはそこで、圧力から解放され固定される。流体チャンバを加圧することの本質的な機能は、より厳密に特許文献1で述べられる。ワッシャは、上で議論されたように穴の入口を覆うために、好ましくは使用される。
【0023】
図5Aと5Bは、図1Hと1Kの同様な視野において、ワンパスボルト締め用の穿孔装置の代替の実施形態を示す。この実施形態は、先に開示されたものとは異なり、ボルト221が異なる構造を有する。ロックケーブルボルト321は、多重より線の鋼鉄ケーブルから製造される。ドリルビット16は穿孔し、一回の穿孔作業で穴を拡張する。上で議論したように、穴が穿孔された時に、ドリルビットとドリル鋼とは引込められ(図3Bを参照)、一方ボルト321は穴の中に残る。ケーブルボルト321に関する最大寸法DIは、穴の壁と全く反対側の穴の壁を圧迫する時のケーブル間で使用可能な隙間である。
【0024】
それからグラウト剤又は樹脂が、内部的に又は外部的にボルトに充填され、充填は硬化又は固化することを可能にする。ケーブルボルト締めは、表面に近接する岩盤の補強及び地下の岩盤の掘削のために、広範囲に使用される確立された技術である。ケーブルボルトは長く、十分にグラウトで固められ、張力の掛からない補強要素となる。ケーブルボルト締めの目的は、岩盤の剪断強度及び引張強度を向上することである。
【0025】
本発明の様々な実施形態に従うワンパス穿孔装置は、穿孔中に少なくとも部分的にドリル鋼を囲むようになっているロックボルトを包含し、ドリルビットの最大直径寸法は、ロックボルトの最小直径寸法より小さい。
【0026】
自動穿孔ボルトの使用の利点は、以下である。
- 穿孔と設置が、同時に実施される。
- 迅速で容易な据付が、ボルト締めの以下のコストを低減する。
- 困難な地質学的な条件対して、特に不安定なドリル穴となるような場合のコスト。
- グラウトで固定する時の岩盤の養生のコスト。
- グラウトの条件に依存するボルトの選択のコスト。
- 標準のドリルジャンボを用いる穿孔と設置のコスト。
- 特別な設備を必要としないコスト。
- ドリルビットは、数個の穴を穿孔するために使用できる。
- ドリルビットは、引込みが開始される前に、場所に栓をする必要が無い。
【0027】
ここに述べられた発明が、明確に述べられた以外は、変形、改良、及び/又は追加を受けやすく、本発明は、特許請求の範囲にある変形、改良、及び/又は追加の全てを包含することが理解されるべきである。回転打撃式トップハンマーに限定されない。概念は、純粋な回転式穿孔又はDTHドリフターを用いることもまた妥当である。パイロット部分及びリーマ部分の、セメントで結合されたカーバイドのボタンの数は、ドリルビットの直径の大きさに依存して変化させることが出来る。リーマ部分は、その直径を維持すること及び穴の壁の品質を向上することを目指し、ジャケット表面とほぼ面一で硬質のスリーブ又はインサートを備えてもよい。より深い穴が穿孔されている場合に、ドリル鋼及びロックボルトは、一つ又はそれ以上の構成要素を用いて延伸させることが出来ることもまた理解される。
【図面の簡単な説明】
【0028】
【図1A】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1B】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1C】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1D】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1E】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1F】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1G】本発明に従う装置を用いて、ワンパスルーフボルト締めの次第を概略的に示す。
【図1H】図1Dと同様の穴の中の穿孔装置の断面を示す。
【図1K】図1Eと同様に穴の中の穿孔装置の断面を示す。
【図1L】本発明に従う穿孔装置の組立分解図を示す。
【図2A】図1Cに従う穿孔装置の側面図及び本発明に従うドリルビットの端部図を示す。
【図2B】図1Cに従う穿孔装置の側面図及び本発明に従うドリルビットの端部図を示す。
【図3A】図1Hと同様な視野でワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図3B】図1Kと同様な視野でワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図4A】図1Hと同様な視野で本発明に従うワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図4B】図1Kと同様な視野で本発明に従うワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図5A】図1Hと同様な視野で本発明に従うワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【図5B】図1Kと同様な視野で本発明に従うワンパスボルト締め用穿孔装置の代替の実施形態を示す。
【特許請求の範囲】
【請求項1】
ワンパス穿孔装置(10)であって、
細長いドリル鋼(11)と上下続きのドリルビット(16)とを具備し、
前記細長いドリル鋼(11)が、穿孔方向(F)に関して、先端部(12)と後端部(13)を有し、前記先端部(12)が接続部分を有し、
前記上下続きのドリルビット(16)が、岩盤の機械加工手段(17、18;17’、18’)を有し、前記ドリルビットが、ドリル鋼に堅固に接続されているものであって、
少なくとも部分的に前記ドリル鋼(11)を囲むようになっているロックボルト(21;121、221;321)をさらに包含すること、及び
前記ドリルビット(16)と前記ロックボルト(21;121、221;321)とが、前記ドリルビットの引込み時に、前記ドリルビット(16)が前記ロックボルト(21;121、221;321)を通過することを可能にするようになっていること、
に特徴付けられるワンパス穿孔装置。
【請求項2】
前記ドリルビット(16)の最大直径寸法(DB)が、前記ロックボルトの最小直径寸法(DI)よりも小さいこと、及び前記上下続きのドリルビット(16)が、間隔があいた中心線(それぞれ、CL1とCL2)を有する、パイロット部分(14)とリーマ部分(19)とを包含することに特徴付けられる、請求項1に記載のワンパス穿孔装置。
【請求項3】
前記パイロット部分(14)の中心線(CL1)が、穿孔中に前記ロックボルトの中心軸とほぼ一致することに特徴付けられる、請求項2に記載のワンパス穿孔装置。
【請求項4】
前記リーマ部分(19)の中心線(CL2)が、前記ドリル鋼(11)の先端部(12)の回転軸とほぼ一致することに特徴付けられる、請求項2に記載のワンパス穿孔装置。
【請求項5】
上下続きのドリルビット(16)を使用することであって、
請求項1に記載のワンパス穿孔装置の、間隔があいた中心線(それぞれ、CL1とCL2)を有する、パイロット部分(14)とリーマ部分(19)とを具備する、上下続きのドリルビット(16)を使用すること。
【請求項6】
次の段階を含むワンパスロックボルト締めの方法であって、
- 細長いドリル鋼(11)と上下続きのドリルビット(16)とを包含する、ワンパス穿孔装置(10)を準備する段階であって、前記細長いドリル鋼(11)が、穿孔方向(F)に関して、先端部(12)と後端部(13)を有し、前記先端部(12)が接続部分を有し、前記上下続きのドリルビット(16)が、岩盤の機械加工手段(17、18;17’、18’)を有し、ドリル鋼に堅固に接続されるものとされている段階と、
- 前記ドリル鋼を少なくとも部分的にロックボルト(21;121、221;321)で囲む段階であって、前記ドリルビット(16)と前記ロックボルト(21;121、221;321)とが、ドリルビットの引込み時に、前記ドリルビット(16)が前記ロックボルト(21;121、221;321)を通過することを可能にするようになっている段階と
- 前記ロックボルトを穴の中に押込みながら、岩盤に前記穴を穿孔する段階と、
- ロックボルトを介して、前記ドリル鋼と前記ドリルビットとを引込める段階と、
を含むワンパスロックボルト締めの方法。
【請求項7】
前記方法が、間隔があいた中心線(それぞれ、CL1とCL2)を有する、パイロット部分(14)とリーマ部分(19)とを包含する上下続きのドリルビットのような、前記ドリルビット(16)を備えることのさらなる段階を含む、請求項6に記載の方法。
【請求項8】
前記ロックボルト(221)が、先端部と後端部とを備える部分的に管状に形成された本体を有し、前記後端部が、ワッシャとワッシャの停止手段とを有し、前記ロックボルト(221)が、流体で膨張可能である、請求項1に記載のワンパス穿孔装置用のロックボルトであって、
ほぼ半円形で、ドリル鋼に堅固に接続されるドリルビットの通過を可能にするために、概ねU字形状となっていることに特徴付けられる、請求項1に記載のワンパス穿孔装置用のロックボルト。
【請求項9】
前記ロックボルトの半径方向の断面において、端部(221A、221B)が互いにほぼ正反対の方向にあることに特徴付けられる、請求項8に記載のロックボルト。
【請求項1】
ワンパス穿孔装置(10)であって、
細長いドリル鋼(11)と上下続きのドリルビット(16)とを具備し、
前記細長いドリル鋼(11)が、穿孔方向(F)に関して、先端部(12)と後端部(13)を有し、前記先端部(12)が接続部分を有し、
前記上下続きのドリルビット(16)が、岩盤の機械加工手段(17、18;17’、18’)を有し、前記ドリルビットが、ドリル鋼に堅固に接続されているものであって、
少なくとも部分的に前記ドリル鋼(11)を囲むようになっているロックボルト(21;121、221;321)をさらに包含すること、及び
前記ドリルビット(16)と前記ロックボルト(21;121、221;321)とが、前記ドリルビットの引込み時に、前記ドリルビット(16)が前記ロックボルト(21;121、221;321)を通過することを可能にするようになっていること、
に特徴付けられるワンパス穿孔装置。
【請求項2】
前記ドリルビット(16)の最大直径寸法(DB)が、前記ロックボルトの最小直径寸法(DI)よりも小さいこと、及び前記上下続きのドリルビット(16)が、間隔があいた中心線(それぞれ、CL1とCL2)を有する、パイロット部分(14)とリーマ部分(19)とを包含することに特徴付けられる、請求項1に記載のワンパス穿孔装置。
【請求項3】
前記パイロット部分(14)の中心線(CL1)が、穿孔中に前記ロックボルトの中心軸とほぼ一致することに特徴付けられる、請求項2に記載のワンパス穿孔装置。
【請求項4】
前記リーマ部分(19)の中心線(CL2)が、前記ドリル鋼(11)の先端部(12)の回転軸とほぼ一致することに特徴付けられる、請求項2に記載のワンパス穿孔装置。
【請求項5】
上下続きのドリルビット(16)を使用することであって、
請求項1に記載のワンパス穿孔装置の、間隔があいた中心線(それぞれ、CL1とCL2)を有する、パイロット部分(14)とリーマ部分(19)とを具備する、上下続きのドリルビット(16)を使用すること。
【請求項6】
次の段階を含むワンパスロックボルト締めの方法であって、
- 細長いドリル鋼(11)と上下続きのドリルビット(16)とを包含する、ワンパス穿孔装置(10)を準備する段階であって、前記細長いドリル鋼(11)が、穿孔方向(F)に関して、先端部(12)と後端部(13)を有し、前記先端部(12)が接続部分を有し、前記上下続きのドリルビット(16)が、岩盤の機械加工手段(17、18;17’、18’)を有し、ドリル鋼に堅固に接続されるものとされている段階と、
- 前記ドリル鋼を少なくとも部分的にロックボルト(21;121、221;321)で囲む段階であって、前記ドリルビット(16)と前記ロックボルト(21;121、221;321)とが、ドリルビットの引込み時に、前記ドリルビット(16)が前記ロックボルト(21;121、221;321)を通過することを可能にするようになっている段階と
- 前記ロックボルトを穴の中に押込みながら、岩盤に前記穴を穿孔する段階と、
- ロックボルトを介して、前記ドリル鋼と前記ドリルビットとを引込める段階と、
を含むワンパスロックボルト締めの方法。
【請求項7】
前記方法が、間隔があいた中心線(それぞれ、CL1とCL2)を有する、パイロット部分(14)とリーマ部分(19)とを包含する上下続きのドリルビットのような、前記ドリルビット(16)を備えることのさらなる段階を含む、請求項6に記載の方法。
【請求項8】
前記ロックボルト(221)が、先端部と後端部とを備える部分的に管状に形成された本体を有し、前記後端部が、ワッシャとワッシャの停止手段とを有し、前記ロックボルト(221)が、流体で膨張可能である、請求項1に記載のワンパス穿孔装置用のロックボルトであって、
ほぼ半円形で、ドリル鋼に堅固に接続されるドリルビットの通過を可能にするために、概ねU字形状となっていることに特徴付けられる、請求項1に記載のワンパス穿孔装置用のロックボルト。
【請求項9】
前記ロックボルトの半径方向の断面において、端部(221A、221B)が互いにほぼ正反対の方向にあることに特徴付けられる、請求項8に記載のロックボルト。
【図1A】

【図1B】
【図1C】
【図1D】
【図1E】
【図1F】
【図1G】
【図1H】
【図1K】
【図1L】
【図2A】
【図2B】
【図3A】
【図3B】
【図4A】
【図4B】
【図5A】
【図5B】
【図1B】
【図1C】
【図1D】
【図1E】
【図1F】
【図1G】
【図1H】
【図1K】
【図1L】
【図2A】
【図2B】
【図3A】
【図3B】
【図4A】
【図4B】
【図5A】
【図5B】
【公表番号】特表2007−528459(P2007−528459A)
【公表日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2007−502755(P2007−502755)
【出願日】平成17年2月18日(2005.2.18)
【国際出願番号】PCT/SE2005/000219
【国際公開番号】WO2005/085582
【国際公開日】平成17年9月15日(2005.9.15)
【出願人】(505277521)サンドビック インテレクチュアル プロパティー アクティエボラーグ (284)
【Fターム(参考)】
【公表日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成17年2月18日(2005.2.18)
【国際出願番号】PCT/SE2005/000219
【国際公開番号】WO2005/085582
【国際公開日】平成17年9月15日(2005.9.15)
【出願人】(505277521)サンドビック インテレクチュアル プロパティー アクティエボラーグ (284)
【Fターム(参考)】
[ Back to top ]