
ワークキャリアおよびめっき装置
【課題】ワーク(被めっき物)に対してめっきを確実かつ均一に行い、ワークのめっき品質を向上させることができ、しかも、めっき工程におけるめっき効率をも改善することができるめっき装置用のワークキャリアおよびこのワークキャリアを有するめっき装置を提供すること。
【解決手段】本発明に係るワークキャリア1は、連続する細長い形状を有し、導電部を備え、被めっき物としての複数のワークを長手方向に沿って収容可能である。また、本発明に係るめっき装置は、本発明に係るワークキャリア1と、給電部を備えためっき槽と、を有する。
【解決手段】本発明に係るワークキャリア1は、連続する細長い形状を有し、導電部を備え、被めっき物としての複数のワークを長手方向に沿って収容可能である。また、本発明に係るめっき装置は、本発明に係るワークキャリア1と、給電部を備えためっき槽と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワークキャリアおよびめっき装置に関し、さらに詳しくはチップ電子部品のめっき・搬送に好適なワークキャリアと、このワークキャリアを有するめっき装置に関する。
【背景技術】
【0002】
チップコンデンサ、チップインダクタ、チップバリスタなどの小型電子部品では、キャップ状の外部電極がセラミック素子本体の長さ方向の両端側、あるいは、長さ方向とは異なる短手方向の両端側に端子として形成されている。また、外部電極が形成された端子を多く有する、いわゆる多端子の電子部品もある。このような外部電極は、通常、素子本体側から下地層、中間めっき層、外側めっき層の順に形成される。中間めっき層および外側めっき層は、バレルめっき法を用いて形成されるのが一般的である。
【0003】
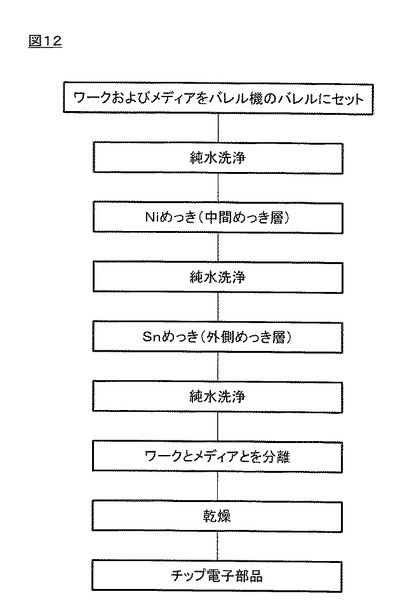
バレルめっき法を、図12に示すフローチャートに沿って説明する。まず、バレル内に、被めっき物(ワーク)、導電性ダミー(メディア)を投入する。このバレルを、純水で洗浄した後、めっき槽に浸漬させた状態で回転させながら電気を流すことによって、ワークに対してNiめっき(中間めっき層の形成)を行う。そして、中間めっき層が形成されたワークを再び純水で洗浄した後、バレルを別のめっき槽に浸漬させた状態で回転させながら電気を流すことによって、ワークに対してSnめっき(外側めっき層の形成)を行う。外側めっき層が形成されたワークは再び純水で洗浄され、その後、ワークとメディアとが分離され、ワークが回収される。
【0004】
このような工程はそれぞれ単独で行われるため、めっき工程における生産効率等が低いという問題があった。この問題を解決するために、たとえば、特許文献1には、上記の工程間におけるワークの搬送を自動で行うバレルめっき装置が開示されている。
【0005】
しかしながら、バレルめっき法では、バレル内での撹拌状態やメディアと給電部との接触状態によっては、電気が通じず、めっきが不十分となる恐れがあり、その結果、めっき厚みのバラツキが発生することがあった。さらには、バレル内では、ワークが強制的に撹拌されるため、ワーク同士、または、ワークとメディアとが衝突し、その衝撃によりワークに割れ、欠けなどの破損が生じることがあった。
【0006】
このように、バレルめっき法を採用した場合には、上記のような不具合により、ppmオーダーでのめっき不良に対する対策には限界があった。
【0007】
ところで、特許文献2には、バレルめっき法とは異なり、ワークと給電部とをステンレスメッシュを介して接触させ、ワークに連続的にめっきする方法が開示されている。しかしながら、特許文献2に開示された方法では、ワークとメッシュとが固定されているため、ワークとめっき液とが接触していない部分が存在し、均一なめっきができないという問題があった。さらには、給電電極全体が導電性を有しているため、給電電極全体がめっきされることとなり、無駄なめっきが多く生じてしまう問題もあった。
【特許文献1】特開2003−41399号公報
【特許文献2】特開平5−9778号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、このような実状に鑑みてなされ、その目的は、ワーク(被めっき物)に対してめっきを確実かつ均一に行い、ワークのめっき品質を向上させることができ、しかも、めっき工程におけるめっき効率をも改善することができるワークキャリアおよびこのワークキャリアを有するめっき装置を提供することである。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明に係るワークキャリアは、
連続する細長い形状を有し、導電部を備え、被めっき物としての複数のワークを長手方向に沿って収容可能であることを特徴とする。
【0010】
本発明のワークキャリアは、導電部を備えることで、外部からの給電により、ワークキャリア自体が、めっき工程における給電部(カソード)として機能することができる。そのため、バレルめっき法におけるメディアは必要とされない。しかも、複数のワークが収容され、ワークに対するめっきを連続的に行うことができるため、めっき装置用のワークキャリアとして好適である。
【0011】
好ましくは、前記ワークを収容する入り口が、前記ワークキャリアの長手方向に沿って連続して設けられていることを特徴とする。
【0012】
好ましくは、前記ワークキャリアが弾力性を有し、前記入り口の幅が可変であることを特徴とする。
【0013】
好ましくは、前記ワークキャリアに外力が作用しない状態では、前記入り口の幅が、前記ワークの短径よりも狭いことを特徴とする。
【0014】
ワークキャリアにおいて、ワークを収容するための入り口を上記のように設けることで、ワークキャリアに対して、外力を作用させ、入り口の幅を変化させることができる。そして、この入り口を通じ、複数のワークを同時に効率よく容易に収容することができる。しかも、ワークキャリアに外力が作用しない状態では、入り口の幅が、ワークの短径よりも狭いため、ワークを収容した状態を維持することができ、ワークキャリアからワークが脱落するのを防止することができる。さらに、ワークキャリアが弾力性を有しているため、ワークを柔軟に保持でき、その結果、ワークの全面にめっき液が接触するため、より均一なめっきを行うことができる。
【0015】
好ましくは、前記ワークキャリアの長手方向に形成された縦糸と、前記縦糸と交差する横糸とを有し、前記縦糸の少なくとも一部が導電性であり、前記横糸の少なくとも一部が、所定間隔で導電性を有していることを特徴とする。
【0016】
ワークキャリアが、縦糸と、横糸とを有しているため、ワークキャリア内部に収容されているワークに対して十分なめっき液を供給することができる。また、給電部(カソード)としての機能を十分に果たしつつ、ワークキャリアに非導電部を設けることにより、ワークキャリア自体に施されるめっきを最小限とすることができ、無駄なめっきが削減される。その結果、めっき効率を向上させることができる。さらに、ワークキャリアの長手方向に縦糸が形成されているため、外部からの給電部が導電性を有する縦糸に接触しさえすれば、ワークキャリア全体に確実に給電することができる。その結果、めっきが不十分となる不具合を解消することができる。
【0017】
本発明に係るめっき装置は、給電部を備えためっき槽と、上記のいずれかに記載のワークキャリアと、を有することを特徴とする。
【0018】
本発明のワークキャリアを有していることで、本発明のめっき装置は、ワークを個別にめっき処理することができ、しかも、ワークに対して、均一かつ確実にめっきすることができる。
【0019】
好ましくは、前記ワークキャリア内において、前記ワークの位置を変化させる機構を有することを特徴とする。
【0020】
上記の機構を有していることにより、強制的に、ワークの外面全体をめっき液に接触させることができるため、より確実かつ均一にめっきをすることができ、めっき品質を向上させることができる。
【0021】
好ましくは、前記ワークキャリアの前記入り口を広げることにより、前記ワークを取り出す機構を有することを特徴とする。
【0022】
上記の機構を有していることで、ワークを容易に回収できる。しかも、バレルめっき法のようなワークとメディアとを分離する工程が必要ないため、めっき工程における効率を向上させることができる。
【発明を実施するための最良の形態】
【0023】
以下、本発明を、図面に示す実施形態に基づき説明する。
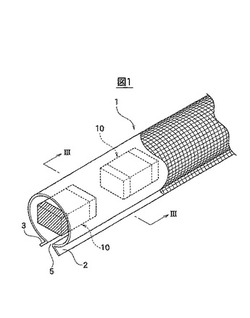
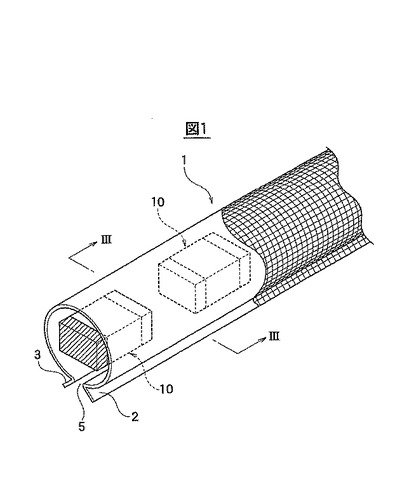
図1は、本発明の一実施形態に係るワークキャリアの概略斜視図、
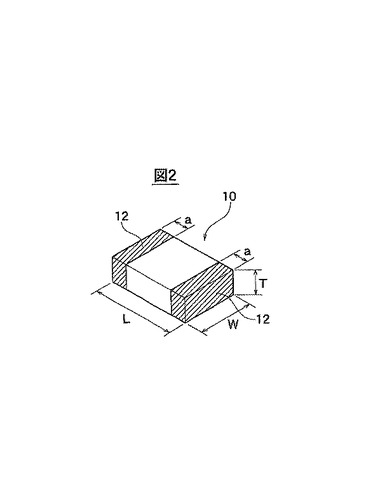
図2は、ワークであるチップ電子部品の概略斜視図、
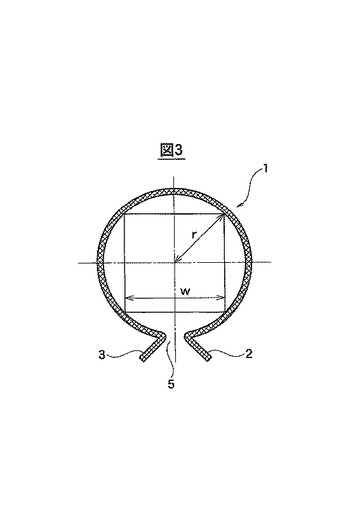
図3は、図1に示すワークキャリアのIII−III方向から見た概略断面図、
図4は、図1に示すワークキャリアを構成する縦糸および横糸の概略拡大図、
図5は、本発明の一実施形態に係るめっき装置の概略断面図、
図6は、図5に示すめっき装置が有する給電部の拡大概略図、
図7は、図1に示すワークキャリアの長手方向に沿った概略断面図、
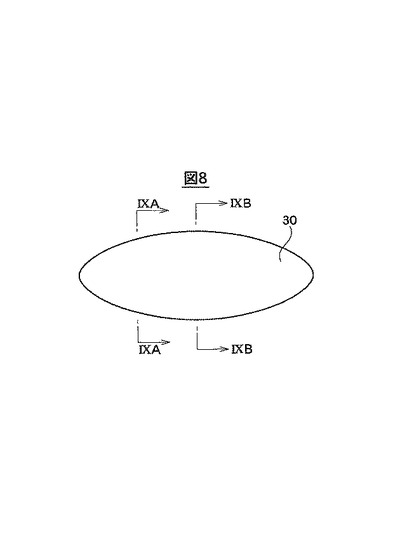
図8は、図7に示す拡開部材をVIII−VIII方向から見た概略平面図、
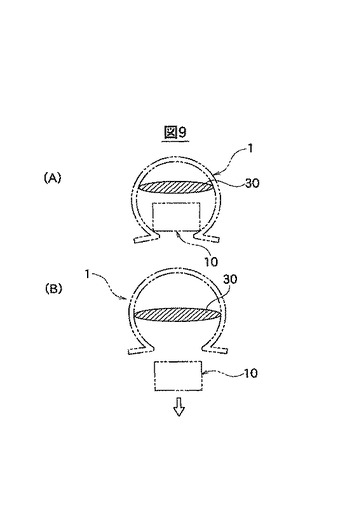
図9(A)は、図8に示す拡開部材をIXA−IXA方向から見た概略断面図、図9(B)は、図8に示す拡開部材をIXB−IXB方向から見た概略断面図、
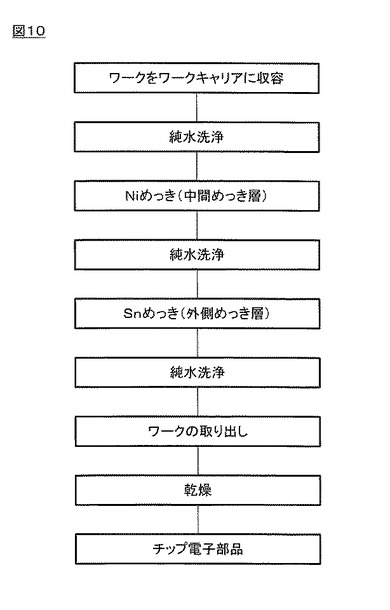
図10は、本発明のワークキャリアおよびめっき装置を用いた場合のめっき工程を示すフローチャート、
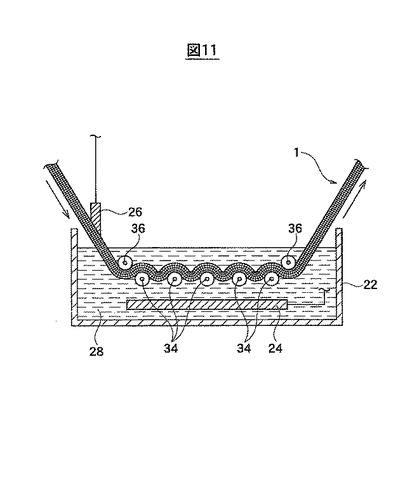
図11は、本発明の他の実施形態に係るめっき装置の概略断面図、
図12は、従来例に係るバレルめっき法によるめっき工程を示すフローチャートである。
【0024】
ワークキャリア1
図1に示すように、本実施形態に係るワークキャリア1は、ワークキャリア1の長手方向に沿って設けられた連続する入り口5を有しているため、複数のワーク10(被めっき物)を長手方向に沿って収容することが可能である。複数のワーク10を収容したワークキャリア1は、ワーク10のめっき工程において、ワーク10を搬送し、後述するめっき装置のめっき槽に投入される。
【0025】
また、本実施形態に係るワークキャリア1は、後述するように縦糸と横糸とから構成されるメッシュ状であるため、弾力性を有している。そのため、たとえば、図1に示すワークキャリア1の引き出し部2、3に外力を作用させることで、ワークキャリア1の入り口5の幅を容易に可変させることができる。ワークキャリア1の入り口5の幅を、ワーク10の径よりも大きくすると、ワーク10をワークキャリア1の内部に収容することができる。
【0026】
なお、ワークキャリア1に対して外力が作用していない場合には、ワークキャリア1の入り口5の幅が、ワーク10の短径よりも狭いことが好ましい。ワーク10を上記のようにしてワークキャリア1内に収容した後、外力を作用させない場合、ワークキャリア1の入り口5の幅がワーク10の短径よりも小さくなる。その結果、ワーク10を収容した状態を保持でき、ワークキャリア1からのワーク10の脱落を防止できるからである。
【0027】
本実施形態では、被めっき物であるワーク10は、図2に示すように、通常は、直方体形状であり、その寸法は、長さ方向(図2におけるL)が0.4〜5.7mm、幅方向(図2におけるW)が0.2〜5.0mm、高さ方向(図2におけるT)が0.2〜2.5mmとされる。ここで、L>W≧Tであるため、ワーク10の短径はTとなる。そして、ワーク10の長さ方向の両端に、外部電極12が一定の幅aで形成される(図2のハッチング部)。
【0028】
このようなワーク10を確実に収容するため、本実施形態に係るワークキャリア1は、図1のIII−III方向から見た断面形状が、図3に示すように、略円形状である。ワークキャリア1の断面形状は特に制限されず、三角形状、四角形状などの多角形状であってもよいが、ワーク10と確実に接触し、かつその接触面積を最小限とするためには、略円形状であることが好ましい。
【0029】
本実施形態では、ワーク10を容易にワークキャリア1内に収容するため、ワーク10の長さ方向Lが、ワークキャリア1の長手方向に一致するようにワーク10が配置される。このようにすることで、ワークキャリア1の入り口5の幅を、ワーク10の長さLまで大きくする必要はなく、ワーク10の幅Wまたは高さTよりも大きくすることで、ワーク10をワークキャリア1内に収容することができる。
【0030】
この場合、ワークキャリア1が、幅Wのワーク10を確実に収容するには、図3に示すように、ワークキャリア1の断面形状の半径rが、幅Wに対して、r>(√2/2)×Wの関係式を満足することが好ましい。
【0031】
また、ワークキャリア1は、導電性を有しており、ワーク10のめっき時には、めっき装置の給電部から給電され、ワーク10に対する給電部(カソード)として機能する。そして、ワークキャリア1とワーク10との接触部分を通じてワーク10がめっきされる。ワークキャリア1自体がカソードとして機能するため、バレルめっき法のような導電性ダミー(メディア)を用いる必要はない。
【0032】
本実施形態に係るワークキャリア1は、ワークキャリア1の長手方向に形成された縦糸7と、その縦糸に交差する横糸8と、から構成されており、この縦糸7および横糸8が導電性を有している。
【0033】
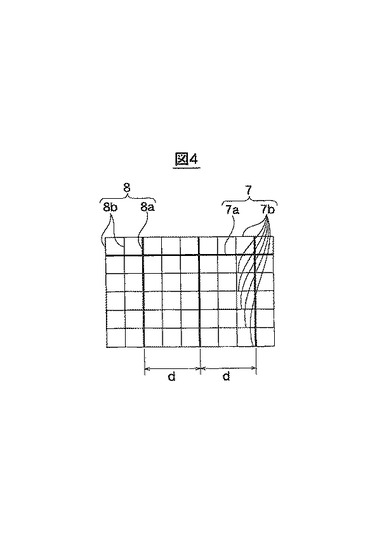
ワークキャリア1を構成する全ての縦糸7および横糸8が導電性を有していてもよいが、ワークキャリア1は、ワーク10とともにめっき液中に導入されるため、ワークキャリア1自体もめっきされることとなる。したがって、無駄なめっきを削減するために、本実施形態では、図4に示すように、縦糸7の少なくとも一部(7a)が導電性を有し、横糸8の少なくとも一部(8a)が、所定間隔dで導電性を有していることが好ましい。すなわち、ワークキャリア1の一部(7b、8b)が非導電性であることが好ましい。
【0034】
縦糸7はワークキャリア1の長手方向に沿って形成されており、しかも、ワークキャリア1は、長手方向に移動するため、外部からの給電部が導電性を有する縦糸7aに接触しさえすれば、ワークキャリア1全体に確実に給電することができる。そして、ワークキャリア1が、ワーク10に対する給電部(カソード)として機能する。
【0035】
一方、横糸8は、縦糸7と交差しており、横糸8の少なくとも一部(8a)は、ワーク10と常時接触している。したがって、ワーク10において外部電極12が形成されるべき部分(図2のハッチング部)と、導電性を有する横糸8aと、が接触していれば、通電し、めっきされることとなる。
【0036】
ここで、図2に示すように、ワーク10において外部電極12は、一定の幅aで形成される。そのため、この外部電極12が形成されるべき部分の幅a(図2のハッチング部)が、導電性を有する横糸8a(図4の太線)の間隔dよりも大きければ、ワーク10において外部電極12が形成されるべき部分が、通電している横糸8aに常に接触していることとなる。したがって、当該部分に対して、確実にめっきを行うことができる。
【0037】
縦糸および横糸の材質としては特に制限されないが、ステンレス、銅、銀、アルミニウムなどが好ましい。
【0038】
めっき装置20
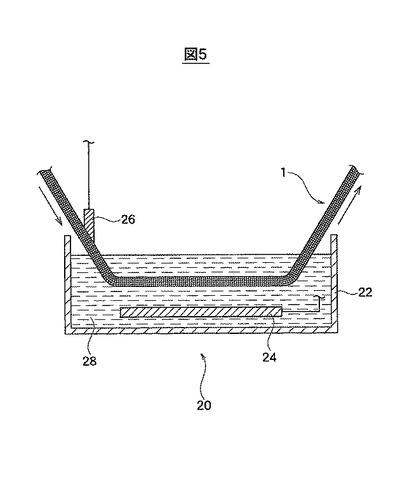
本実施形態に係るめっき装置20は、図5に示すように、上述したワークキャリア1と、給電部(24、26)を備えためっき槽22と、洗浄槽と、ワークの回収機構と、乾燥機構と、を有する。なお、図5においては、洗浄槽、ワークの回収機構および乾燥機構の図示は省略した。また、図5においては、ワークの図示を省略したが、ワークは、ワークキャリア1の内部に収容されている。
【0039】
図5に示すように、めっき装置20において、ワークキャリア1は、矢印の方向に移動しながら、ワークとともに、めっき槽22のめっき液28中に導入される。めっき槽22の内部には、給電部24(アノード)が設置されている。一方、めっき槽22の外部に設置されている給電部26は、ワークキャリア1に接触しており、ワークキャリア1に対して給電する。その結果、ワークキャリア1がワークに対する給電部(カソード)として機能する。
【0040】
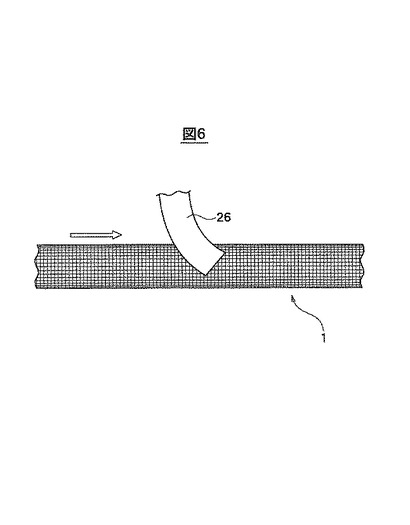
ワークキャリア1に給電する機構は、特に制限されないが、図6に示す給電部26によりワークキャリア1に給電することが好ましい。図6に示す給電部26は、容易に変形することができ、しなった状態で、ワークキャリア1に確実に接触している。一方、ワークキャリア1には、上述したように、ワークキャリア1の長手方向(進行方向)に沿って縦糸が形成されており、縦糸の少なくとも一部が導電性を有している。この給電部26と、ワークキャリア1の導電性を有する縦糸とが、接触することで、ワークキャリア1全体に給電される。
【0041】
給電部26は、図6に示すように、しなった状態で、ワークキャリア1と接触しているため、ワークキャリア1の位置が多少ずれたとしても、給電部26は、ワークキャリア1との接触状態を維持することができる。したがって、移動するワークキャリア1に対して確実に給電することができ、確実なめっきを行うことができる。なお、図6においては、1つの給電部26のみを図示しているが、給電部26が複数あってもよい。給電部26を複数設けることで、より確実にワークキャリア1に対して給電することができる。
【0042】
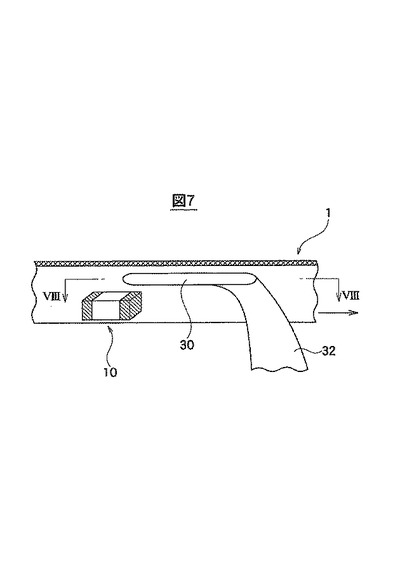
本実施形態に係るめっき装置20は、さらに、めっきされたワークを回収する機構を有している。めっきされたワークを回収する手段は特に制限されないが、本実施形態では、図7に示す拡開部材30を用いてワーク10を回収することができる。図7に示すように、拡開部材30は、ワークキャリア1の入り口5の幅よりも狭い幅を有する支持部材32により支持されている。そして、拡開部材30は、ワークキャリア1の内部に静止した状態で固定されている。
【0043】
拡開部材30は、図7のVIII−VIII方向から見ると、図8に示すように、ワークキャリア1の進行方向に沿って広がる構成を有している。すなわち、拡開部材30の先端部(図8の左端)の幅は、ワークキャリア1の幅よりも狭く、拡開部材30の最大幅部は、ワークキャリア1の幅よりも大きい構成となっている。
【0044】
このような構成を有していることにより、ワークキャリア1が矢印に示す進行方向に移動すると、まず、図9(A)に示すように、拡開部材30がワークキャリア1の内部に接触する。さらに、ワークキャリア1が移動すると、拡開部材30が、ワークキャリア1を内部から押し広げることとなる。その結果、図9(B)に示すように、ワークキャリア1が変形し、ワークキャリア1の入り口5の幅が広がる。そして、ワークキャリア1の入り口5の幅が、ワーク10の幅よりも大きくなると、ワーク10は、ワークキャリア1から解放され、ワーク10が回収される。なお、回収の際に、拡開部材30は、ワーク10に接触していてもよいし、接触していなくてもよい。
【0045】
また、たとえば、支持部材32に溝を形成したり、支持部材32を特定の角度で設置するなどして、めっきされたワーク10を、ワークキャリア1から直接回収せずに、支持部材32を通じて回収してもよい。すなわち、支持部材32を利用することで、回収の際にワーク10に加わる衝撃等を緩和することができる。
【0046】
めっき工程
次に、本実施形態に係るめっき装置20を用いためっき工程について説明する。一具体例として、積層セラミックコンデンサの製造について説明する。
【0047】
まず、チタン酸バリウム等の誘電体粒子を含むペーストから、グリーンシートを形成する。次に、グリーンシートの表面に、Ni等を含む内部電極ペーストを印刷する。次に、内部電極ペーストが印刷されたグリーンシートを複数積層し、積層方向の両端面に保護用グリーンシートを積層して、積層体を得る。次に、この積層体を所定の寸法に切断して、グリーンチップを得る。このグリーンチップに対して、脱バインダ処理、焼成処理、および熱処理を行って、コンデンサ素子本体が得られる。
【0048】
次に、コンデンサ素子本体の長手方向の両端部に、外部電極を形成する。各外部電極は、通常、下地層、中間めっき層、および外側めっき層の3層から構成される。下地層は、コンデンサ素子本体の両端部に、電極ペースト膜(Ag,Cu等)を塗布し、これに焼き付け処理を行うことで形成される。中間めっき層は、NiまたはNi合金膜等で構成され、電解めっき法により形成される。外側めっき層は、電解めっき法により形成され、SnあるいはSn合金のめっき層で構成される。
【0049】
以下では、図5を用い、図10に示すめっき工程のフローチャートに沿って、本実施形態に係るめっき装置20により、中間めっき層および外側めっき層を形成する工程について説明する。
【0050】
まず、下地層が既に形成された複数のコンデンサ素子本体(ワーク)を、ワークキャリア1に収容する。そして、収容されたワークは、ワークキャリア1により搬送され、ワークキャリア1に収容された状態で洗浄槽に投入され洗浄される。
【0051】
次に、図5に示すように、洗浄されたワークは、ワークキャリア1により矢印の方向に搬送され、ワークキャリア1とともに、Niめっき(中間めっき)用のめっき液28が充填されためっき槽22に投入される。めっき槽22の内部には、給電部24(アノード)が設置され、めっき槽22の外部に設置されている給電部26がワークキャリア1に接触している。そのため、ワークキャリア1がワークに対する給電部(カソード)となり、めっき液28中において、カソードであるワークキャリア1に接触しているワークがNiめっきされ、ワークに中間めっき層が形成される。
【0052】
このとき、上述したワークキャリア1を用いることで、ワークを確実かつ均一にめっきすることができ、めっき品質を向上させることができる。しかも、バレルめっき法のめっき工程のように、めっき時にワーク同士、またはワークとメディアとが衝突し、その衝撃で、ワークの破損が生じることはない。さらには、ワークキャリア1を図5に示す方向に移動させることで、複数のワークに対して、連続的なめっきを実現できる。その結果、めっき不良率を改善できるだけでなく、めっき効率をも改善することができる。
【0053】
中間めっき層が形成されたワークは、さらにワークキャリア1により搬送され、ワークキャリア1とともに洗浄槽に投入され、洗浄される。洗浄されたワークは、ワークキャリア1により搬送され、Snめっき(外側めっき)用のめっき液が充填されためっき槽に、ワークキャリア1とともに投入され、Niめっきの場合と同様にして、Snめっきされ、ワークに外側めっき層が形成される。
【0054】
外側めっき層が形成されたワークは、上記と同様に洗浄される。その後、上述したワークの取り出し機構により、ワークが回収され、めっき装置20の乾燥機構により乾燥され、製品とされる。
【0055】
本実施形態に係るめっき装置20を用いためっき工程においては、バレルめっき法のようにめっきされたワークをメディアから分離する工程は必要ないため、めっき工程における生産効率が改善される。また、上述した拡開部材を用いることで、めっきされたワークを容易に回収することができるため、めっき工程における効率をより向上させることができる。
【0056】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
【0057】
例えば、図11に示すように、めっき槽22の中に、ワークに対して振動を与えるためのローラ34が設置されていてもよい。
【0058】
図11に示すように、ローラ34はワークキャリア1の移動の障害となるように配置されている。ワークキャリア1は弾力性を有しているので、これらのローラ34に沿って進む際には、ワークキャリア1は変形しながら移動することとなる。このとき、ワークキャリア1に外力が作用することとなり、ワークキャリア1に振動が与えられる。そして、この振動により、ワークキャリア1に収容されているワークは、ワークキャリア1内における位置が変わる。そのため、ワークキャリア1とワークとが接触していた部分が、ワークキャリア1と接触しなくなり、ワークの別の部分が、ワークキャリア1と接触するようになる。したがって、ワークがめっき液28中に投入されている状態で、ワークキャリア1を通じてワークに振動を与えることで、ワークの外面全体をめっき液28に接触させることができ、所望の箇所に均一なめっきをより確実に行うことができる。
【0059】
なお、図11に示すローラのうち、両端部に配置してあるローラ36は、ワークキャリア1の進行方向を変えるために配置され、ワークキャリア1の進行方向への移動に応じて回転する。
【0060】
本実施形態においては、ワークに振動を与える機構として、図11に示すようなローラ34を用いたが、ワークに振動を与えて、ワークの外面全体をめっき液28に接触させるような機構であれば、特に制限されず、本発明の効果を得ることができる。
【0061】
本発明のめっき装置20は、上述した積層セラミックコンデンサの他に、チップインダクタ、チップバリスタ等のチップ電子部品の製造に好適に用いられる。
【図面の簡単な説明】
【0062】
【図1】図1は、本発明の一実施形態に係るワークキャリアの概略斜視図である。
【図2】図2は、ワークであるチップ電子部品の概略斜視図である。
【図3】図3は、図1に示すワークキャリアのIII−III方向から見た概略断面図である。
【図4】図4は、図1に示すワークキャリアを構成する縦糸および横糸の概略拡大図である。
【図5】図5は、本発明の一実施形態に係るめっき装置の概略断面図である。
【図6】図6は、図5に示すめっき装置が有する給電部の拡大概略図である。
【図7】図7は、図1に示すワークキャリアの長手方向に沿った概略断面図である。
【図8】図8は、図7に示す拡開部材をVIII−VIII方向から見た概略平面図である。
【図9】図9(A)は、図8に示す拡開部材をIXA−IXA方向から見た概略断面図、図9(B)は、図8に示す拡開部材をIXB−IXB方向から見た概略断面図である。
【図10】図10は、本発明のワークキャリアおよびめっき装置を用いた場合のめっき工程を示すフローチャートである。
【図11】図11は、本発明の他の実施形態に係るめっき装置の概略断面図である。
【図12】図12は、従来例に係るバレルめっき法によるめっき工程を示すフローチャートである。
【符号の説明】
【0063】
1… ワークキャリア
2、3… 引き出し部
5… 入り口
7… 縦糸
8… 横糸
10… ワーク
12… 外部電極
20… めっき装置
22… めっき槽
24、26… 給電部
28… めっき液
30… 拡開部材
32… 支持部材
34、36… ローラ
【技術分野】
【0001】
本発明は、ワークキャリアおよびめっき装置に関し、さらに詳しくはチップ電子部品のめっき・搬送に好適なワークキャリアと、このワークキャリアを有するめっき装置に関する。
【背景技術】
【0002】
チップコンデンサ、チップインダクタ、チップバリスタなどの小型電子部品では、キャップ状の外部電極がセラミック素子本体の長さ方向の両端側、あるいは、長さ方向とは異なる短手方向の両端側に端子として形成されている。また、外部電極が形成された端子を多く有する、いわゆる多端子の電子部品もある。このような外部電極は、通常、素子本体側から下地層、中間めっき層、外側めっき層の順に形成される。中間めっき層および外側めっき層は、バレルめっき法を用いて形成されるのが一般的である。
【0003】
バレルめっき法を、図12に示すフローチャートに沿って説明する。まず、バレル内に、被めっき物(ワーク)、導電性ダミー(メディア)を投入する。このバレルを、純水で洗浄した後、めっき槽に浸漬させた状態で回転させながら電気を流すことによって、ワークに対してNiめっき(中間めっき層の形成)を行う。そして、中間めっき層が形成されたワークを再び純水で洗浄した後、バレルを別のめっき槽に浸漬させた状態で回転させながら電気を流すことによって、ワークに対してSnめっき(外側めっき層の形成)を行う。外側めっき層が形成されたワークは再び純水で洗浄され、その後、ワークとメディアとが分離され、ワークが回収される。
【0004】
このような工程はそれぞれ単独で行われるため、めっき工程における生産効率等が低いという問題があった。この問題を解決するために、たとえば、特許文献1には、上記の工程間におけるワークの搬送を自動で行うバレルめっき装置が開示されている。
【0005】
しかしながら、バレルめっき法では、バレル内での撹拌状態やメディアと給電部との接触状態によっては、電気が通じず、めっきが不十分となる恐れがあり、その結果、めっき厚みのバラツキが発生することがあった。さらには、バレル内では、ワークが強制的に撹拌されるため、ワーク同士、または、ワークとメディアとが衝突し、その衝撃によりワークに割れ、欠けなどの破損が生じることがあった。
【0006】
このように、バレルめっき法を採用した場合には、上記のような不具合により、ppmオーダーでのめっき不良に対する対策には限界があった。
【0007】
ところで、特許文献2には、バレルめっき法とは異なり、ワークと給電部とをステンレスメッシュを介して接触させ、ワークに連続的にめっきする方法が開示されている。しかしながら、特許文献2に開示された方法では、ワークとメッシュとが固定されているため、ワークとめっき液とが接触していない部分が存在し、均一なめっきができないという問題があった。さらには、給電電極全体が導電性を有しているため、給電電極全体がめっきされることとなり、無駄なめっきが多く生じてしまう問題もあった。
【特許文献1】特開2003−41399号公報
【特許文献2】特開平5−9778号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、このような実状に鑑みてなされ、その目的は、ワーク(被めっき物)に対してめっきを確実かつ均一に行い、ワークのめっき品質を向上させることができ、しかも、めっき工程におけるめっき効率をも改善することができるワークキャリアおよびこのワークキャリアを有するめっき装置を提供することである。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明に係るワークキャリアは、
連続する細長い形状を有し、導電部を備え、被めっき物としての複数のワークを長手方向に沿って収容可能であることを特徴とする。
【0010】
本発明のワークキャリアは、導電部を備えることで、外部からの給電により、ワークキャリア自体が、めっき工程における給電部(カソード)として機能することができる。そのため、バレルめっき法におけるメディアは必要とされない。しかも、複数のワークが収容され、ワークに対するめっきを連続的に行うことができるため、めっき装置用のワークキャリアとして好適である。
【0011】
好ましくは、前記ワークを収容する入り口が、前記ワークキャリアの長手方向に沿って連続して設けられていることを特徴とする。
【0012】
好ましくは、前記ワークキャリアが弾力性を有し、前記入り口の幅が可変であることを特徴とする。
【0013】
好ましくは、前記ワークキャリアに外力が作用しない状態では、前記入り口の幅が、前記ワークの短径よりも狭いことを特徴とする。
【0014】
ワークキャリアにおいて、ワークを収容するための入り口を上記のように設けることで、ワークキャリアに対して、外力を作用させ、入り口の幅を変化させることができる。そして、この入り口を通じ、複数のワークを同時に効率よく容易に収容することができる。しかも、ワークキャリアに外力が作用しない状態では、入り口の幅が、ワークの短径よりも狭いため、ワークを収容した状態を維持することができ、ワークキャリアからワークが脱落するのを防止することができる。さらに、ワークキャリアが弾力性を有しているため、ワークを柔軟に保持でき、その結果、ワークの全面にめっき液が接触するため、より均一なめっきを行うことができる。
【0015】
好ましくは、前記ワークキャリアの長手方向に形成された縦糸と、前記縦糸と交差する横糸とを有し、前記縦糸の少なくとも一部が導電性であり、前記横糸の少なくとも一部が、所定間隔で導電性を有していることを特徴とする。
【0016】
ワークキャリアが、縦糸と、横糸とを有しているため、ワークキャリア内部に収容されているワークに対して十分なめっき液を供給することができる。また、給電部(カソード)としての機能を十分に果たしつつ、ワークキャリアに非導電部を設けることにより、ワークキャリア自体に施されるめっきを最小限とすることができ、無駄なめっきが削減される。その結果、めっき効率を向上させることができる。さらに、ワークキャリアの長手方向に縦糸が形成されているため、外部からの給電部が導電性を有する縦糸に接触しさえすれば、ワークキャリア全体に確実に給電することができる。その結果、めっきが不十分となる不具合を解消することができる。
【0017】
本発明に係るめっき装置は、給電部を備えためっき槽と、上記のいずれかに記載のワークキャリアと、を有することを特徴とする。
【0018】
本発明のワークキャリアを有していることで、本発明のめっき装置は、ワークを個別にめっき処理することができ、しかも、ワークに対して、均一かつ確実にめっきすることができる。
【0019】
好ましくは、前記ワークキャリア内において、前記ワークの位置を変化させる機構を有することを特徴とする。
【0020】
上記の機構を有していることにより、強制的に、ワークの外面全体をめっき液に接触させることができるため、より確実かつ均一にめっきをすることができ、めっき品質を向上させることができる。
【0021】
好ましくは、前記ワークキャリアの前記入り口を広げることにより、前記ワークを取り出す機構を有することを特徴とする。
【0022】
上記の機構を有していることで、ワークを容易に回収できる。しかも、バレルめっき法のようなワークとメディアとを分離する工程が必要ないため、めっき工程における効率を向上させることができる。
【発明を実施するための最良の形態】
【0023】
以下、本発明を、図面に示す実施形態に基づき説明する。
図1は、本発明の一実施形態に係るワークキャリアの概略斜視図、
図2は、ワークであるチップ電子部品の概略斜視図、
図3は、図1に示すワークキャリアのIII−III方向から見た概略断面図、
図4は、図1に示すワークキャリアを構成する縦糸および横糸の概略拡大図、
図5は、本発明の一実施形態に係るめっき装置の概略断面図、
図6は、図5に示すめっき装置が有する給電部の拡大概略図、
図7は、図1に示すワークキャリアの長手方向に沿った概略断面図、
図8は、図7に示す拡開部材をVIII−VIII方向から見た概略平面図、
図9(A)は、図8に示す拡開部材をIXA−IXA方向から見た概略断面図、図9(B)は、図8に示す拡開部材をIXB−IXB方向から見た概略断面図、
図10は、本発明のワークキャリアおよびめっき装置を用いた場合のめっき工程を示すフローチャート、
図11は、本発明の他の実施形態に係るめっき装置の概略断面図、
図12は、従来例に係るバレルめっき法によるめっき工程を示すフローチャートである。
【0024】
ワークキャリア1
図1に示すように、本実施形態に係るワークキャリア1は、ワークキャリア1の長手方向に沿って設けられた連続する入り口5を有しているため、複数のワーク10(被めっき物)を長手方向に沿って収容することが可能である。複数のワーク10を収容したワークキャリア1は、ワーク10のめっき工程において、ワーク10を搬送し、後述するめっき装置のめっき槽に投入される。
【0025】
また、本実施形態に係るワークキャリア1は、後述するように縦糸と横糸とから構成されるメッシュ状であるため、弾力性を有している。そのため、たとえば、図1に示すワークキャリア1の引き出し部2、3に外力を作用させることで、ワークキャリア1の入り口5の幅を容易に可変させることができる。ワークキャリア1の入り口5の幅を、ワーク10の径よりも大きくすると、ワーク10をワークキャリア1の内部に収容することができる。
【0026】
なお、ワークキャリア1に対して外力が作用していない場合には、ワークキャリア1の入り口5の幅が、ワーク10の短径よりも狭いことが好ましい。ワーク10を上記のようにしてワークキャリア1内に収容した後、外力を作用させない場合、ワークキャリア1の入り口5の幅がワーク10の短径よりも小さくなる。その結果、ワーク10を収容した状態を保持でき、ワークキャリア1からのワーク10の脱落を防止できるからである。
【0027】
本実施形態では、被めっき物であるワーク10は、図2に示すように、通常は、直方体形状であり、その寸法は、長さ方向(図2におけるL)が0.4〜5.7mm、幅方向(図2におけるW)が0.2〜5.0mm、高さ方向(図2におけるT)が0.2〜2.5mmとされる。ここで、L>W≧Tであるため、ワーク10の短径はTとなる。そして、ワーク10の長さ方向の両端に、外部電極12が一定の幅aで形成される(図2のハッチング部)。
【0028】
このようなワーク10を確実に収容するため、本実施形態に係るワークキャリア1は、図1のIII−III方向から見た断面形状が、図3に示すように、略円形状である。ワークキャリア1の断面形状は特に制限されず、三角形状、四角形状などの多角形状であってもよいが、ワーク10と確実に接触し、かつその接触面積を最小限とするためには、略円形状であることが好ましい。
【0029】
本実施形態では、ワーク10を容易にワークキャリア1内に収容するため、ワーク10の長さ方向Lが、ワークキャリア1の長手方向に一致するようにワーク10が配置される。このようにすることで、ワークキャリア1の入り口5の幅を、ワーク10の長さLまで大きくする必要はなく、ワーク10の幅Wまたは高さTよりも大きくすることで、ワーク10をワークキャリア1内に収容することができる。
【0030】
この場合、ワークキャリア1が、幅Wのワーク10を確実に収容するには、図3に示すように、ワークキャリア1の断面形状の半径rが、幅Wに対して、r>(√2/2)×Wの関係式を満足することが好ましい。
【0031】
また、ワークキャリア1は、導電性を有しており、ワーク10のめっき時には、めっき装置の給電部から給電され、ワーク10に対する給電部(カソード)として機能する。そして、ワークキャリア1とワーク10との接触部分を通じてワーク10がめっきされる。ワークキャリア1自体がカソードとして機能するため、バレルめっき法のような導電性ダミー(メディア)を用いる必要はない。
【0032】
本実施形態に係るワークキャリア1は、ワークキャリア1の長手方向に形成された縦糸7と、その縦糸に交差する横糸8と、から構成されており、この縦糸7および横糸8が導電性を有している。
【0033】
ワークキャリア1を構成する全ての縦糸7および横糸8が導電性を有していてもよいが、ワークキャリア1は、ワーク10とともにめっき液中に導入されるため、ワークキャリア1自体もめっきされることとなる。したがって、無駄なめっきを削減するために、本実施形態では、図4に示すように、縦糸7の少なくとも一部(7a)が導電性を有し、横糸8の少なくとも一部(8a)が、所定間隔dで導電性を有していることが好ましい。すなわち、ワークキャリア1の一部(7b、8b)が非導電性であることが好ましい。
【0034】
縦糸7はワークキャリア1の長手方向に沿って形成されており、しかも、ワークキャリア1は、長手方向に移動するため、外部からの給電部が導電性を有する縦糸7aに接触しさえすれば、ワークキャリア1全体に確実に給電することができる。そして、ワークキャリア1が、ワーク10に対する給電部(カソード)として機能する。
【0035】
一方、横糸8は、縦糸7と交差しており、横糸8の少なくとも一部(8a)は、ワーク10と常時接触している。したがって、ワーク10において外部電極12が形成されるべき部分(図2のハッチング部)と、導電性を有する横糸8aと、が接触していれば、通電し、めっきされることとなる。
【0036】
ここで、図2に示すように、ワーク10において外部電極12は、一定の幅aで形成される。そのため、この外部電極12が形成されるべき部分の幅a(図2のハッチング部)が、導電性を有する横糸8a(図4の太線)の間隔dよりも大きければ、ワーク10において外部電極12が形成されるべき部分が、通電している横糸8aに常に接触していることとなる。したがって、当該部分に対して、確実にめっきを行うことができる。
【0037】
縦糸および横糸の材質としては特に制限されないが、ステンレス、銅、銀、アルミニウムなどが好ましい。
【0038】
めっき装置20
本実施形態に係るめっき装置20は、図5に示すように、上述したワークキャリア1と、給電部(24、26)を備えためっき槽22と、洗浄槽と、ワークの回収機構と、乾燥機構と、を有する。なお、図5においては、洗浄槽、ワークの回収機構および乾燥機構の図示は省略した。また、図5においては、ワークの図示を省略したが、ワークは、ワークキャリア1の内部に収容されている。
【0039】
図5に示すように、めっき装置20において、ワークキャリア1は、矢印の方向に移動しながら、ワークとともに、めっき槽22のめっき液28中に導入される。めっき槽22の内部には、給電部24(アノード)が設置されている。一方、めっき槽22の外部に設置されている給電部26は、ワークキャリア1に接触しており、ワークキャリア1に対して給電する。その結果、ワークキャリア1がワークに対する給電部(カソード)として機能する。
【0040】
ワークキャリア1に給電する機構は、特に制限されないが、図6に示す給電部26によりワークキャリア1に給電することが好ましい。図6に示す給電部26は、容易に変形することができ、しなった状態で、ワークキャリア1に確実に接触している。一方、ワークキャリア1には、上述したように、ワークキャリア1の長手方向(進行方向)に沿って縦糸が形成されており、縦糸の少なくとも一部が導電性を有している。この給電部26と、ワークキャリア1の導電性を有する縦糸とが、接触することで、ワークキャリア1全体に給電される。
【0041】
給電部26は、図6に示すように、しなった状態で、ワークキャリア1と接触しているため、ワークキャリア1の位置が多少ずれたとしても、給電部26は、ワークキャリア1との接触状態を維持することができる。したがって、移動するワークキャリア1に対して確実に給電することができ、確実なめっきを行うことができる。なお、図6においては、1つの給電部26のみを図示しているが、給電部26が複数あってもよい。給電部26を複数設けることで、より確実にワークキャリア1に対して給電することができる。
【0042】
本実施形態に係るめっき装置20は、さらに、めっきされたワークを回収する機構を有している。めっきされたワークを回収する手段は特に制限されないが、本実施形態では、図7に示す拡開部材30を用いてワーク10を回収することができる。図7に示すように、拡開部材30は、ワークキャリア1の入り口5の幅よりも狭い幅を有する支持部材32により支持されている。そして、拡開部材30は、ワークキャリア1の内部に静止した状態で固定されている。
【0043】
拡開部材30は、図7のVIII−VIII方向から見ると、図8に示すように、ワークキャリア1の進行方向に沿って広がる構成を有している。すなわち、拡開部材30の先端部(図8の左端)の幅は、ワークキャリア1の幅よりも狭く、拡開部材30の最大幅部は、ワークキャリア1の幅よりも大きい構成となっている。
【0044】
このような構成を有していることにより、ワークキャリア1が矢印に示す進行方向に移動すると、まず、図9(A)に示すように、拡開部材30がワークキャリア1の内部に接触する。さらに、ワークキャリア1が移動すると、拡開部材30が、ワークキャリア1を内部から押し広げることとなる。その結果、図9(B)に示すように、ワークキャリア1が変形し、ワークキャリア1の入り口5の幅が広がる。そして、ワークキャリア1の入り口5の幅が、ワーク10の幅よりも大きくなると、ワーク10は、ワークキャリア1から解放され、ワーク10が回収される。なお、回収の際に、拡開部材30は、ワーク10に接触していてもよいし、接触していなくてもよい。
【0045】
また、たとえば、支持部材32に溝を形成したり、支持部材32を特定の角度で設置するなどして、めっきされたワーク10を、ワークキャリア1から直接回収せずに、支持部材32を通じて回収してもよい。すなわち、支持部材32を利用することで、回収の際にワーク10に加わる衝撃等を緩和することができる。
【0046】
めっき工程
次に、本実施形態に係るめっき装置20を用いためっき工程について説明する。一具体例として、積層セラミックコンデンサの製造について説明する。
【0047】
まず、チタン酸バリウム等の誘電体粒子を含むペーストから、グリーンシートを形成する。次に、グリーンシートの表面に、Ni等を含む内部電極ペーストを印刷する。次に、内部電極ペーストが印刷されたグリーンシートを複数積層し、積層方向の両端面に保護用グリーンシートを積層して、積層体を得る。次に、この積層体を所定の寸法に切断して、グリーンチップを得る。このグリーンチップに対して、脱バインダ処理、焼成処理、および熱処理を行って、コンデンサ素子本体が得られる。
【0048】
次に、コンデンサ素子本体の長手方向の両端部に、外部電極を形成する。各外部電極は、通常、下地層、中間めっき層、および外側めっき層の3層から構成される。下地層は、コンデンサ素子本体の両端部に、電極ペースト膜(Ag,Cu等)を塗布し、これに焼き付け処理を行うことで形成される。中間めっき層は、NiまたはNi合金膜等で構成され、電解めっき法により形成される。外側めっき層は、電解めっき法により形成され、SnあるいはSn合金のめっき層で構成される。
【0049】
以下では、図5を用い、図10に示すめっき工程のフローチャートに沿って、本実施形態に係るめっき装置20により、中間めっき層および外側めっき層を形成する工程について説明する。
【0050】
まず、下地層が既に形成された複数のコンデンサ素子本体(ワーク)を、ワークキャリア1に収容する。そして、収容されたワークは、ワークキャリア1により搬送され、ワークキャリア1に収容された状態で洗浄槽に投入され洗浄される。
【0051】
次に、図5に示すように、洗浄されたワークは、ワークキャリア1により矢印の方向に搬送され、ワークキャリア1とともに、Niめっき(中間めっき)用のめっき液28が充填されためっき槽22に投入される。めっき槽22の内部には、給電部24(アノード)が設置され、めっき槽22の外部に設置されている給電部26がワークキャリア1に接触している。そのため、ワークキャリア1がワークに対する給電部(カソード)となり、めっき液28中において、カソードであるワークキャリア1に接触しているワークがNiめっきされ、ワークに中間めっき層が形成される。
【0052】
このとき、上述したワークキャリア1を用いることで、ワークを確実かつ均一にめっきすることができ、めっき品質を向上させることができる。しかも、バレルめっき法のめっき工程のように、めっき時にワーク同士、またはワークとメディアとが衝突し、その衝撃で、ワークの破損が生じることはない。さらには、ワークキャリア1を図5に示す方向に移動させることで、複数のワークに対して、連続的なめっきを実現できる。その結果、めっき不良率を改善できるだけでなく、めっき効率をも改善することができる。
【0053】
中間めっき層が形成されたワークは、さらにワークキャリア1により搬送され、ワークキャリア1とともに洗浄槽に投入され、洗浄される。洗浄されたワークは、ワークキャリア1により搬送され、Snめっき(外側めっき)用のめっき液が充填されためっき槽に、ワークキャリア1とともに投入され、Niめっきの場合と同様にして、Snめっきされ、ワークに外側めっき層が形成される。
【0054】
外側めっき層が形成されたワークは、上記と同様に洗浄される。その後、上述したワークの取り出し機構により、ワークが回収され、めっき装置20の乾燥機構により乾燥され、製品とされる。
【0055】
本実施形態に係るめっき装置20を用いためっき工程においては、バレルめっき法のようにめっきされたワークをメディアから分離する工程は必要ないため、めっき工程における生産効率が改善される。また、上述した拡開部材を用いることで、めっきされたワークを容易に回収することができるため、めっき工程における効率をより向上させることができる。
【0056】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
【0057】
例えば、図11に示すように、めっき槽22の中に、ワークに対して振動を与えるためのローラ34が設置されていてもよい。
【0058】
図11に示すように、ローラ34はワークキャリア1の移動の障害となるように配置されている。ワークキャリア1は弾力性を有しているので、これらのローラ34に沿って進む際には、ワークキャリア1は変形しながら移動することとなる。このとき、ワークキャリア1に外力が作用することとなり、ワークキャリア1に振動が与えられる。そして、この振動により、ワークキャリア1に収容されているワークは、ワークキャリア1内における位置が変わる。そのため、ワークキャリア1とワークとが接触していた部分が、ワークキャリア1と接触しなくなり、ワークの別の部分が、ワークキャリア1と接触するようになる。したがって、ワークがめっき液28中に投入されている状態で、ワークキャリア1を通じてワークに振動を与えることで、ワークの外面全体をめっき液28に接触させることができ、所望の箇所に均一なめっきをより確実に行うことができる。
【0059】
なお、図11に示すローラのうち、両端部に配置してあるローラ36は、ワークキャリア1の進行方向を変えるために配置され、ワークキャリア1の進行方向への移動に応じて回転する。
【0060】
本実施形態においては、ワークに振動を与える機構として、図11に示すようなローラ34を用いたが、ワークに振動を与えて、ワークの外面全体をめっき液28に接触させるような機構であれば、特に制限されず、本発明の効果を得ることができる。
【0061】
本発明のめっき装置20は、上述した積層セラミックコンデンサの他に、チップインダクタ、チップバリスタ等のチップ電子部品の製造に好適に用いられる。
【図面の簡単な説明】
【0062】
【図1】図1は、本発明の一実施形態に係るワークキャリアの概略斜視図である。
【図2】図2は、ワークであるチップ電子部品の概略斜視図である。
【図3】図3は、図1に示すワークキャリアのIII−III方向から見た概略断面図である。
【図4】図4は、図1に示すワークキャリアを構成する縦糸および横糸の概略拡大図である。
【図5】図5は、本発明の一実施形態に係るめっき装置の概略断面図である。
【図6】図6は、図5に示すめっき装置が有する給電部の拡大概略図である。
【図7】図7は、図1に示すワークキャリアの長手方向に沿った概略断面図である。
【図8】図8は、図7に示す拡開部材をVIII−VIII方向から見た概略平面図である。
【図9】図9(A)は、図8に示す拡開部材をIXA−IXA方向から見た概略断面図、図9(B)は、図8に示す拡開部材をIXB−IXB方向から見た概略断面図である。
【図10】図10は、本発明のワークキャリアおよびめっき装置を用いた場合のめっき工程を示すフローチャートである。
【図11】図11は、本発明の他の実施形態に係るめっき装置の概略断面図である。
【図12】図12は、従来例に係るバレルめっき法によるめっき工程を示すフローチャートである。
【符号の説明】
【0063】
1… ワークキャリア
2、3… 引き出し部
5… 入り口
7… 縦糸
8… 横糸
10… ワーク
12… 外部電極
20… めっき装置
22… めっき槽
24、26… 給電部
28… めっき液
30… 拡開部材
32… 支持部材
34、36… ローラ
【特許請求の範囲】
【請求項1】
連続する細長い形状を有し、導電部を備え、被めっき物としての複数のワークを長手方向に沿って収容可能であることを特徴とするワークキャリア。
【請求項2】
前記ワークを収容する入り口が、前記ワークキャリアの長手方向に沿って連続して設けられていることを特徴とする請求項1に記載のワークキャリア。
【請求項3】
弾力性を有し、前記入り口の幅が可変であることを特徴とする請求項1または2に記載のワークキャリア。
【請求項4】
前記ワークキャリアに外力が作用しない状態において、前記入り口の幅が、前記ワークの短径よりも狭いことを特徴とする請求項1〜3のいずれかに記載のワークキャリア。
【請求項5】
前記ワークキャリアの長手方向に形成された縦糸と、前記縦糸と交差する横糸とを有し、前記縦糸の少なくとも一部が導電性であり、前記横糸の少なくとも一部が、所定間隔で導電性を有していることを特徴とする請求項1〜4のいずれかに記載のワークキャリア。
【請求項6】
給電部を備えためっき槽と、請求項1〜5のいずれかに記載のワークキャリアと、を有することを特徴とするめっき装置。
【請求項7】
前記ワークキャリア内において、前記ワークの位置を変化させる機構を有することを特徴とする請求項6に記載のめっき装置。
【請求項8】
前記ワークキャリアの前記入り口を広げることにより、前記ワークキャリアに収容された前記ワークを取り出す機構を有することを特徴とする請求項6または7に記載のめっき装置。
【請求項1】
連続する細長い形状を有し、導電部を備え、被めっき物としての複数のワークを長手方向に沿って収容可能であることを特徴とするワークキャリア。
【請求項2】
前記ワークを収容する入り口が、前記ワークキャリアの長手方向に沿って連続して設けられていることを特徴とする請求項1に記載のワークキャリア。
【請求項3】
弾力性を有し、前記入り口の幅が可変であることを特徴とする請求項1または2に記載のワークキャリア。
【請求項4】
前記ワークキャリアに外力が作用しない状態において、前記入り口の幅が、前記ワークの短径よりも狭いことを特徴とする請求項1〜3のいずれかに記載のワークキャリア。
【請求項5】
前記ワークキャリアの長手方向に形成された縦糸と、前記縦糸と交差する横糸とを有し、前記縦糸の少なくとも一部が導電性であり、前記横糸の少なくとも一部が、所定間隔で導電性を有していることを特徴とする請求項1〜4のいずれかに記載のワークキャリア。
【請求項6】
給電部を備えためっき槽と、請求項1〜5のいずれかに記載のワークキャリアと、を有することを特徴とするめっき装置。
【請求項7】
前記ワークキャリア内において、前記ワークの位置を変化させる機構を有することを特徴とする請求項6に記載のめっき装置。
【請求項8】
前記ワークキャリアの前記入り口を広げることにより、前記ワークキャリアに収容された前記ワークを取り出す機構を有することを特徴とする請求項6または7に記載のめっき装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−221538(P2009−221538A)
【公開日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願番号】特願2008−67320(P2008−67320)
【出願日】平成20年3月17日(2008.3.17)
【出願人】(000003067)TDK株式会社 (7,238)
【公開日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願日】平成20年3月17日(2008.3.17)
【出願人】(000003067)TDK株式会社 (7,238)
[ Back to top ]