
ワーク取付治具及びこれを用いた溶接方法

【課題】 センタリングが容易なワーク取付治具及びこれを用いた溶接方法を提供する。
【解決手段】 仮止めされたワーク20のウエブ31の端部を第1又は第2発明のワーク取付治具の間隙に嵌合してポジショナに固定する工程と、ワークの寸法に基づいて隣接する1対のフランジ32間に挿入されるトーチ33とフランジ32との間の間隔が所定値以上であるか否かを判定する工程と、間隔が所定値以上である場合にトーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程と、所定値未満の場合にワーク取付治具を中心点35を通る水平軸を中心に回転させて間隔を所定値以上とした後、トーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程とを有し、トーチとフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、ワーク取付治具の回転中心35とウエブ相互間の交点36との間の偏心量を補正する工程を含む。
【解決手段】 仮止めされたワーク20のウエブ31の端部を第1又は第2発明のワーク取付治具の間隙に嵌合してポジショナに固定する工程と、ワークの寸法に基づいて隣接する1対のフランジ32間に挿入されるトーチ33とフランジ32との間の間隔が所定値以上であるか否かを判定する工程と、間隔が所定値以上である場合にトーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程と、所定値未満の場合にワーク取付治具を中心点35を通る水平軸を中心に回転させて間隔を所定値以上とした後、トーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程とを有し、トーチとフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、ワーク取付治具の回転中心35とウエブ相互間の交点36との間の偏心量を補正する工程を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接対象であるワークをポジショナに固定する際の中心軸の決定が容易なワーク取付治具及びこれを用いた適用範囲の広い溶接方法に関する。
【背景技術】
【0002】
自動溶接の対象となるワークを回転ポジショナに固定する際に使用される拘束治具に関する従来技術として、例えば特開平5−318109号公報が挙げられる。この従来技術は1種類の溶接システムにより溶接継手箇所の異なる各種ワークを溶接可能とするワーク拘束治具を提供することを目的としてなされたものである。
【0003】
図17(a)は上記従来技術における回転ポジショナの回転フレーム部分を示す正面図、図17(b)は、図17(a)の一部拡大斜視図である。図17(a)、(b)において、この回転ポジショナはSRC柱を外部からクランプする回転ポジショナであって、回転ポジショナには通常1対の枠体110が設けられており、この枠体110にはその中心部に回転フレーム111がガイドローラ112を介して支承されている。回転フレーム111の外周にはギヤ部111aが形成されており、このギヤ部111aに噛み合うピニオン113が設けられている。ピニオン113を駆動モータ113aによって回転駆動することにより、回転フレーム111が枠体110に対して回動するようになっている。
【0004】
回転フレーム111の上部の1部111bはワークの脱着を容易にするため、取り外し可能に構成されている。円形の回転フレーム111の下部には水平のワーク支持フレーム117がハンドル120及び1対のネジ118によって上下動可能に設けられており、このワーク支持フレーム117にはワーク押し板121A及び121Bが取り付けられている。ワーク押し板121A及び121Bはワークの両側を支持してこれを固定する。ワーク押し板121Aと121Bとの間隔はハンドル126及びネジ125によって調整可能に構成されている。
【0005】
回転フレーム111のワーク支持フレーム117の上方には、このワーク支持フレーム117と協働してワークを上下双方から拘束するためのワーク押しネジ116が設けられている。
【0006】
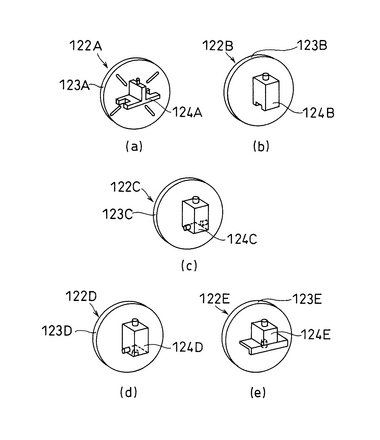
図18は上述した回転フレーム111に取り付けられる従来技術としての拘束アダプタの説明図である。拘束アダプタ122A乃至122Eは、夫々面板123A乃至123Eと、この面板123A乃至123Eに夫々固定されたブロック124A乃至124Eとから主として構成されており、ブロック124A乃至124Eの上下両側を回転フレーム111のワーク支持フレーム117及びワーク押しネジ116で拘束することによって拘束アダプタ122A乃至122Eが夫々ポジショナの枠体110に固定される。このようにして回転ポジショナに固定された1対の拘束アダプタ122A乃至122E相互間に各種ワークが挟持されるように装着、固定され、溶接トーチを用いた自動溶接が行われる。
【0007】
【特許文献1】特開平5−318109号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、上記従来技術には、ポジショナに固定するワークの中心軸を求めること(以下、センタリングという)が困難であるか又は、ワークの中心を求める際にセンタリング装置を使用した煩雑な操作が必要になるという問題点があった。
【0009】
ところで、溶接ロボットの適用範囲を広くするためには、溶接トーチをワークの狭隘部にまで進入させる必要があり、ワークと溶接トーチとの干渉をなくすためにはワーク寸法を精度よく検出し、指定する必要がある。寸法精度が悪いと溶接トーチとワークとの干渉余裕距離を大きく設定して干渉の可能性を低下させる必要があり、これではロボットの適用範囲が狭くなる。
【0010】
また、溶接トーチをワークの狭隘部へ進入させた場合、溶接トーチから左右両側のワーク端部までの幅が異なると、垂直のトーチ姿勢に対してワークの干渉位置が左右で異なり、このときワーク端部との干渉余裕距離が短い場合、偏心量の精度によっては溶接トーチ進入不可の決定がなされることもあり、溶接ロボットの適用範囲が低下する原因となる。
【0011】
本発明はかかる問題点に鑑みてなされたものであって、溶接対象であるワークをポジショナに固定する際のセンタリングが容易なワーク取付治具及びこれを使用した適用範囲の広い溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本願第1発明に係るポジショナへのワーク取付治具は、被溶接物を支持するポジショナの回転フレームに固定される面板と、この面板に設けられワークの端部を嵌合する十字状の間隙が形成されたブロック材と、このブロック材の前記十字状の間隙に嵌合されるワークの端部を前記ブロック材に対して固定する固定具と、を有し、前記面板の中心点と十字状空間部の中心点とが一致していることを特徴とする。
【0013】
本願第2発明に係るポジショナへのワーク取付治具は、被溶接物を支持するポジショナの回転フレームに固定される面板と、この面板に設けられワークの端部を嵌合する放射状に延びる複数の間隙が形成されたブロック材と、このブロック材の前記放射状に延びる複数の間隙に嵌合されるワークの端部を前記ブロック材に対して固定する固定具と、を有し、前記面板の中心点と放射状に延びる複数の間隙の中心点とが一致していることを特徴とする。
【0014】
本願第1発明及び第2発明に係るポジショナへのワーク取付治具において、前記固定具は、前記間隙内で前記ワークの端部を押圧固定するネジ部材であることが好ましい。
【0015】
本願第3発明に係る溶接方法は、ウエブの一端部にフランジが設けられた複数個のワークを前記ウエブの他端部を継手として溶接トーチにより相互に隅肉溶接する溶接方法において、仮止めされた前記ワークのウエブの端部を前記請求項1乃至3のいずれか1項に記載のワーク取付治具の前記間隙に嵌合してポジショナに固定する工程と、前記ワークの寸法に基づいて隣接する1対のフランジ間に挿入されるトーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程と、前記間隔が所定値以上である場合に前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、前記間隔が所定値未満の場合に前記ワーク取付治具をその中心点をとおる水平軸を中心として回転させて前記間隔を所定値以上とした後、前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、を有し、前記トーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、前記ワーク取付治具の回転中心と溶接対象の前記ウエブ相互間の交点との間の偏心量を補正する工程を含むことを特徴とする。
【0016】
本願第3発明に係る溶接方法において、溶接すべき前記継手が3個以上の場合であって前記継手を1層盛り又は多層盛りで溶接する場合、溶接順序は、少なくとも一部において隣接する継手が連続しないものであることが好ましい。
【0017】
また、本願第3発明に係る溶接方法において、溶接すべき継手が複数の場合、先行する溶接工程に起因するワークの歪の有無を検出し、歪がある場合にはこの歪量を加味して前記トーチと前記フランジとの間隔が前記所定値以上であるか否かを判定することが好ましい。
【発明の効果】
【0018】
本願第1発明に係るポジショナへのワーク取付治具によれば、十字状の間隙でワークである例えば両端がSRCシャフトで構成されるSRC柱のウェブ材の交点を拘束し、固定することにより、ワーク外側のフランジ面を拘束する従来技術に比べてワークのセンタリングが容易となり、溶接準備時間を短縮することができる。
【0019】
本願第2発明に係るポジショナへのワーク取付治具によれば、放射状に延びる複数の間隙でワークである例えばウェブ材の交点を拘束し、固定することにより、上記発明と同様、ワーク外側のフランジ面を拘束する従来技術に比べてワークのセンタリングが容易となり、溶接準備時間を短縮することができる。
【0020】
本願の請求項3に係るポジショナへのワーク取付治具によれば、前記固定具を、前記間隙内で前記ワークの端部を押圧固定するネジ部材としたので、このネジ部材によって間隙に挿入されたワークの一部を前記間隙を形成する対向面に当接して確実に固定することができる。また、これによって種々の厚さのウェブ材に対応することができる。
【0021】
本願第3発明に係る溶接方法によれば、前記トーチとフランジとの間の間隔が所定値以上であるか否かを判定する工程が、ワーク取付治具の回転中心と溶接対象の前記ウェブ相互間の交点との間の偏心量を補正する工程を含むものとしたので、前記間隔が所定値以上であるか否かの判定がより正確になり、溶接トーチとフランジ材端部との間の必要幅をより小さく設定することができる。従って、この溶接方法の適用範囲が拡大する。
【0022】
本願の請求項4に係る溶接方法によれば、溶接すべき継手が3個以上の場合であって前記継手を1層盛り又は多層盛りで溶接する場合、溶接順序は、少なくとも一部において隣接する継手が連続しないものとしたので、溶接による熱歪に起因するワーク変形の影響を最低限に抑えることができる。
【0023】
また、本願の請求項5に係る溶接方法によれば、溶接すべき継手が複数の場合、先行する溶接工程に起因するワークの歪の有無を検出し、歪がある場合にはこの歪量を加味して前記トーチと前記フランジとの間隔が前記所定値以上であるか否かを判定するようにしたので、前工程の溶接に起因するワークの熱歪の影響を低減することができる。
【発明を実施するための最良の形態】
【0024】
以下、本発明の実施の形態について、添付の図面を参照して説明する。
【0025】
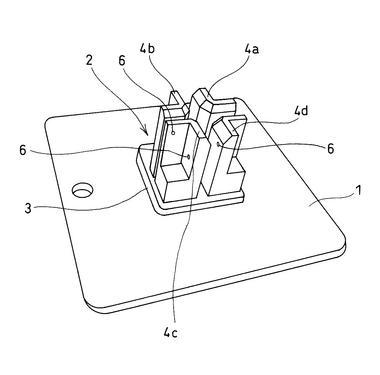
図1は本発明の第1実施形態に係るポジショナへのワーク取付治具を示す斜視図、図2は図1の要部拡大平面図である。
【0026】
図1及び図2において、このワーク取付治具は正方形の板状体からなる面板1と、この面板1の片面に設けられた十字状の間隙を形成するブロック材2とから主として構成されている。ブロック材2は面板1に固定された平板状の基部3と、この基部3上に前記十字状の間隙を形成するように配置された4つの鉤型の突出片4a、4b、4c及び4dとから構成されている。
【0027】
各突出片4a乃至4dにおける前記十字状の間隙を形成する平行な平面の一方には、この十字状間隙に嵌合されるワークの端部を対向する平面に押し付けて固定する固定具としてのネジ部材用のネジ孔6が設けられている。ネジ部材としての押さえネジ5は後述する図4及び図5に示すように、ネジ孔6に嵌め込んで使用され、ワークの端部を対向する突出片の平面に押し付けて固定する。
【0028】
押さえネジ5は前記十字状間隙における中心部を介して連通する平面状間隙部においては同一向きに配置され、ワークの一部を同一方向に押し付けて固定する。従って、ネジ孔6も同一方向に設けられている。
【0029】
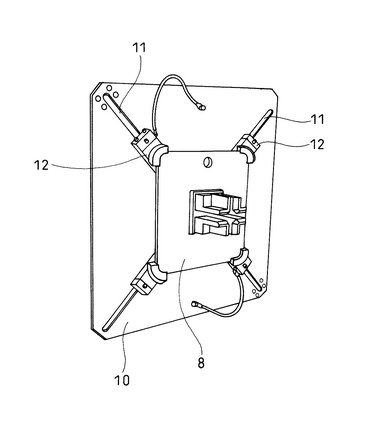
次に、このような構成の本実施形態に係るワーク取付治具の動作を説明する。図3は、ワーク取付治具を自動溶接装置のポジショナの回転フレーム10に固定した状態を示す説明図である。図3において、ワーク取付治具8の面板1の4角がポジショナの回転フレーム10に固定部材12を介して固定されている。即ちポジショナの回転フレーム10は正方形の板状体であり、その各頂点近傍から中心部に向かってスリット状の隙間11が形成されている。各スリット状の隙間11にはワーク又は取付治具を固定するためのスライド可能な固定部材12が設けられており、この固定部材12によってワーク取付治具8の面板1の4つの角が回転フレーム10の中心部に押さえつけるように固定されている。
【0030】
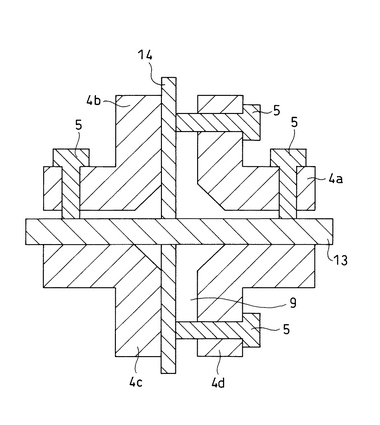
このようなワーク取付治具8に、例えばワークとしてのSRCシャフトのT字型H鋼又は十字型H鋼の端部が固定される。図4及び図5は夫々SRCシャフトのT字型H鋼及び十字型H鋼のワーク取付治具8への取付状態を示す断面図である。
【0031】
図4及び図5において、ワーク取付治具8における十字状間隙9を形成する4つ突出片4a、4b、4c及び4dにおける対向面相互間の間隔、即ち上下左右の4方向に延びる各間隙の厚みはワークであるSRCシャフトのT字型H鋼又は十字型H鋼における水平ウェブ材13及び垂直ウェブ材14の厚みよりも厚くなっている。従って、SRCシャフトの端部をワーク取付治具8に嵌合させた場合、水平ウェブ材13又は垂直ウェブ材14との間に隙間ができる。
【0032】
このときワークの自重によって水平ウェブ材13は図中下側の突出片4c及び4dの水平面に当接する。従って突出片4a及び4bの水平部にネジ孔6を設け、このネジ孔6に嵌合する押さえネジ5によって水平ウェブ材13を下向きに押し付けて固定する。
【0033】
一方、図4において、垂直ウェブ材14は図中左側である例えば反溶接ロボット側に押し付けて固定される。即ち、垂直ウェブ材14はワーク取付治具8のブロック材2を構成する突出片4bの垂直面に当接するように突出片4aの縦部材に設けられたネジ孔6に嵌合された押さえネジ5によって押し付けて固定されている。
【0034】
他方、図5においても、垂直ウェブ材14は図中左側である例えば反溶接ロボット側に押し付けて固定されている。即ち、垂直ウェブ材14はワーク取付治具8のブロック材2を構成する突出片4b及び4cの垂直面に当接するように、突出片4aの縦部材及び突出片4dの縦部材に夫々設けられたネジ孔6に嵌合する押さえネジ5、5によって押し付けて固定されている。
【0035】
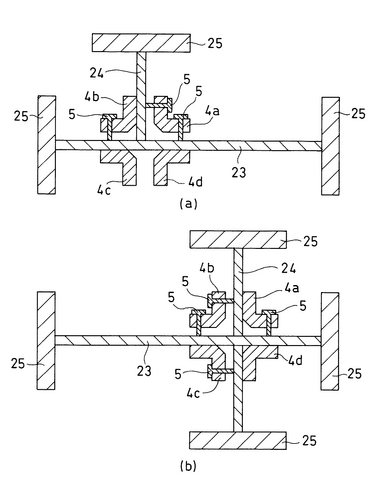
図6はワークであるSRCシャフトをワーク取付治具8に取り付けた状態を示す説明図である。図6(a)において、ワークの一部であるT字型ウェブ材を形成する垂直ウェブ材24は図4及び図5と同様、反溶接ロボット側(図中左側)に押し付けて固定されているが、水平ウェブ材23及び垂直ウェブ材24の先端部にフランジ部材25が固定されているために、垂直ウェブ材24の左側に形成される押さえネジ5を締め付けるための空間が非常に狭くなり、作業性が低下する原因となる。従って、このような狭い空間内で締結する押さえネジ5の数をできるだけ低減するため、ワークの押し付け方向を反溶接ロボット側(図中左側)として水平方向の押さえネジ5の締め付け位置が広い空間を有する垂直ウェブ材24の図中右側となるようにする。
【0036】
一方、図6(b)においては、ワークの一部である十字型ウェブ材を形成する垂直ウェブ材24は溶接ロボット側(図中右側)に押し付けて固定されている。図6(b)において、水平ウェブ材23及び垂直ウェブ材24の先端部にフランジ部材25が固定されているために、垂直ウェブ材24の右側に形成される押さえネジ5を締め付けるための空間が非常に狭くなり、この空間における押さえネジ5の数が多いと、作業性が低下する原因となる。従って、このような狭い空間内で締結する押さえネジ5の数をできるだけ低減するため、ワークの押し付け方向を例えば溶接ロボット側(図中右側)として水平方向の押さえネジ5の締め付け位置が広い空間を有する垂直ウェブ材24の図中左側になるようにする。
【0037】
図7(a)、(b)、(c)及び(d)はそれぞれSRCシャフトの床面への設置状態を示す断面図である。SRCシャフトは、これを床面に置く場合、バランスを考慮して倒れない状態に置かれる。図7(a)及び(b)において、長いウェブ材26と短いウェブ材27とを有するSRCシャフトにおいては長いウェブ材26が水平になるように床面に配置される。この場合、長いウェブ材26を水平のままの状態で吊り上げて回転ポジショナに装着することが作業性を向上させる点で有効である。従って、長いウェブ材26を水平のままの状態でクレーンで吊り上げ、そのままの状態でポジショナのワーク取付治具8に装着する。
【0038】
このときワークをワーク取付治具8に嵌合させる直前に、ポジショナにおけるワーク取付治具8の姿勢を十字状の間隙の一部が水平になるような状態に調整する。ワーク取付治具8の姿勢の調整は手動又は自動でポジショナを水平回転軸を中心に回転することによって行われ、ポジショナに固定したワーク取付治具8の十字状間隙9の一部が水平、残りの部分が垂直になる状態に調整される。このようにワーク取付治具の回転位置を調整した後、ワークを取り上げてワーク取付治具8にワークを装着する。
【0039】
一方、ウェブ材29の長さが等しい十字状H鋼を有するSRCシャフトにおいては、倒れないようにバランスを考慮して図7(c)又は図7(d)のように床面に置かれる。この場合であっても、床面に置かれたままの状態で吊り上げてワーク取付治具8に装着できれば持ち替えなしでワークを取付治具に装着できるので作業上好ましい。
【0040】
従って、図7(c)及び(d)に記載したように、ワークが床面に置かれたままの状態でクレーンで吊り上げ、ワークを回転ポジショナのワーク取付治具に嵌合する直前にワーク取付治具8の方向を調整する。即ち、ワークが床面に置かれた状態が断面X状である場合(図7(c))は取付治具の十字状間隙部がX状となるように、ワークが床面に置かれた状態が断面十字状である場合(図7(d))は取付治具の十字状間隙部が十字状となるようにワーク取付治具8を任意角度だけ回転させる。ポジショナの回転は手動又は自動で行う。
【0041】
このようにワーク取付治具8の回転位置をワークを床面に置いた状態のままの吊り上げて装着できるように調整することにより、ワークの持ち替えが不要となるので、作業性が向上する。
【0042】
本発明において、ワーク取付治具8のブロック材に形成される間隙形状は十字状に限られず、放射状に延びる複数の間隙とすることができる。即ち、例えば三ツ股形状、六股形状の間隙であってもよい。
【0043】
次に、本発明の第2実施形態に係るワーク取付治具を用いた溶接方法について添付の図面を参照して説明する。
【0044】
本実施形態に係る溶接方法は、ウエブの一端部にフランジが設けられた複数個のワークを前記ウエブの他端部を継手として溶接トーチにより相互に隅肉溶接する溶接方法において、仮止めされた前記ワークのウエブの端部を前記請求項1乃至3のいずれか1項に記載のワーク取付治具の前記間隙に嵌合してポジショナに固定する工程と、前記ワークの寸法に基づいて隣接する1対のフランジ間に挿入されるトーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程と、前記間隔が所定値以上である場合に前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、前記間隔が所定値未満の場合に前記ワーク取付治具をその中心点をとおる水平軸を中心として回転させて前記間隔を所定値以上とした後、前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、を有し、前記トーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、前記ワーク取付治具の回転中心と溶接対象の前記ウエブ相互間の交点との間の偏心量を補正する工程を含むものである。
【0045】
本実施形態で使用される自動溶接装置は、例えば溶接トーチと、ワークを固定するポジショナと、十字状の間隙を有するワーク固定治具と、ワーク寸法等のデータが入力される中央処理装置(CPU)と、入力データに基づいて溶接トーチとフランジとの間隔が所定値以上であるか否かを判定すると、判定結果に基づいてワークを固定したポジショナの回転量を算出して回転駆動部に支持を与える判定部とを有する。
【0046】
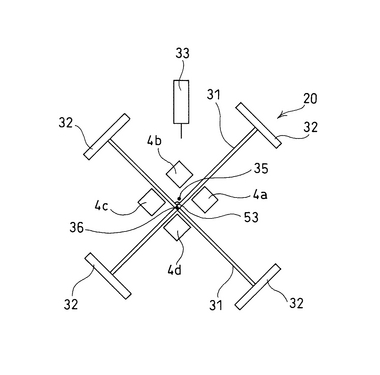
図8は、本実施形態における被溶接材であるSRCシャフト20と溶接トーチ33との位置関係を示す説明図である。図8において、被溶接材であるSRCシャフト20はウェブ材31とこのウェブ材31の各端部に固着されたフランジ材32とから主として構成されている。このようなSRCシャフトの両端部は図示省略した回転ポジショナの1対の回転フレームに夫々固定されたワーク取付治具8に装着されている。ワーク取付治具8は図中突出片4a、4b、4c及び4dで表わされる。
【0047】
図8において、ビード形状の正確性を確保する等のために、溶接トーチ33の姿勢が下向きになるようにワーク取付治具8の回転位置が調整される。溶接継手53を挟んで隣接するフランジ材32相互間の間隔が上方に向かって解放するような位置に配置され、溶接トーチ33と2つのウェブ材31とがなす角度が約45度となるようにポジショナ角度、即ちワーク取付治具8の回転位置が調整される。これによって溶接トーチ33とこれに隣接する2つのフランジ材32との間の間隔がほぼ同一となり、溶接トーチ33とワークとの干渉が回避され易くなる。このとき溶接線は水平である。
【0048】
次に、図9及び図10を用いてワーク位置決め角度決定方法を詳細に説明する。オペレータによって、図示省略したCPUにワーク寸法データ等が入力されると、図9の演算部51及び判定部52において、溶接トーチ33とワーク20の一部であるフランジ材32、32との間の間隔が所定値以上であるか否かが判定され、干渉の虞があるときはこれを解消するための必要な措置が講じられる。
【0049】
本実施形態においては、ワーク20の回転の中心とワーク取付治具8の回転の中心が一致していないので、この偏心量を無視したのでは、溶接トーチ33とワーク20のフランジ材32との間の隙間を正確に把握することができず、溶接トーチ33とワーク20との干渉を有効に回避することができなくなる。
【0050】
従って、先ずワーク20の中心点36とワーク取付部材8の回転の中心点35との偏心量を正確に求め、この偏心量を補正する。
【0051】
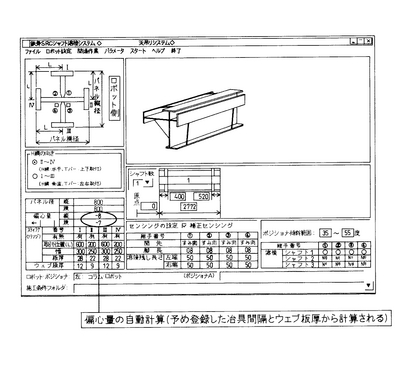
ワーク20の中心点36とワーク取付部材8の回転の中心点35との偏心量は以下のように求められる。図11は、本実施形態における鉄骨SRCシャフト溶接システムにおけるデータ入力画面を示す説明図である。図11において、オペレータは先ず溶接対象であるワーク断面のサイズを入力する。
【0052】
具体的には溶接対象である十字柱(SRCシャフト)の断面形状におけるパネル縦径及びパネル横径として例えば夫々800を入力し、H鋼の向きとして水平を、Tバーが上下取り付けであることを入力する。次に、オペレータはウェブ材をワーク取付治具8に固定する際の押し付け方向として、例えば反溶接ロボット側「←」を入力する。
【0053】
ワーク取付治具8における十字状間隙を形成する突出片相互間の間隔及び被溶接材であるSRCシャフトにおけるウェブ材の板厚は、例えば予めデータ入力装置に入力されており、上記入力データ及び予め入力されたデータに基づいてワーク20の中心点36が算出される。
【0054】
次に、ワークの中心点36とワーク取付治具8の回転の中心点35との偏心量を求め、ワークの中心点36ではなく、ワーク取付治具8の回転の中心点35を中心としてワーク20を回転させた場合の第1フランジ及びこれに隣接する第2フランジと溶接トーチ33と間の間隔が溶接トーチ33を進入させるのに十分な所定間隔以上であるか否かを以下のように検出し、判定する。
【0055】
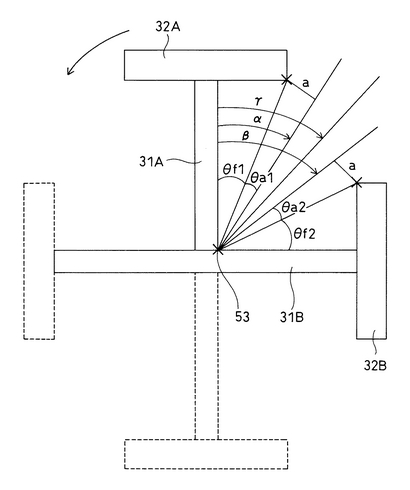
即ち、図9の演算部51において、図9のブロック図に従い、図示省略したCPUに入力されたワーク寸法データ等に基づいて、図10における溶接位置(継手)53とフランジ材32Aの端部とを結ぶ直線とウェブ材31Aとの角度θf1、溶接位置53とフランジ材32Bの端部とを結ぶ直線とウェブ材31Bとの角度θf2を求める。
【0056】
次いで、溶接トーチ33の進入に必要なフランジ端部からの幅寸法aに基づいて、幅寸法aに相当する角度θa1及びθa2を求め、これらθf1、θa1及びθf2、θa2から夫々フランジ32Aを回避するための角度α及びフランジ32Bを回避するための角度βを求める。
【0057】
次に、図9の判定部52は、図9のブロック図に従って、演算部51で求めた角度αと角度βとを比較し、溶接トーチ33とフランジ材32との干渉発生の可能性の有無を判定し、干渉する可能性がある時は図示しない回転軸駆動装置(モータ)に必要な指示を与える。すなわち、角度αが角度βと同じかまたはこれより小さいときは、下向き溶接となるワーク位置決め角度γが角度αと角度βとの間にあることを条件として二つのウェブ材31A及び31Bの位置決めを行うための図10における反時計方向の回転量θをγと決定し、モータにその信号が送られる。信号を受けたモータは指示に従ってワーク取付治具8を回転させ、この回転に伴って十字柱が回転し、フランジ32Aと32Bとの間に上向きの必要な空間部が形成される。この空間部に溶接トーチ33を適正姿勢で進入させ、隅肉溶接によって十字柱を形成する(図9(a))。
【0058】
次に、角度αが角度βと同じかまたはこれより小さく、下向き溶接となるワーク位置決め角度γが角度αと角度βとの間になく、かつ角度γが角度αよりも小さいことを条件として十字柱の位置決めを行うための図10における反時計方向の回転量θがαと決定され(図9(b))、モータにその信号が送られ、ワーク取付治具8の回転によって十字柱が回転し、以下同様にして十字柱を形成する。
【0059】
次に、角度αが角度βと同じかこれよりも小さく、γが角度αと角度βとの間になく、角度γが角度αよりも小さくないことを条件として、十字柱の位置決めを行うための図10における半時計方向の回転量θがβと決定され(図9(c))、モータにそのための信号が送られ、以下同様にして十字柱を溶接する。
【0060】
角度αが角度βよりも大きいときは溶接トーチ33の溶接継手53への進入は不可能と判断され、十字柱を形成するための作業を停止する(図9(d))。このとき、溶接継手53の溶接は次工程以降に人手で行われる。
【0061】
本実施形態によれば、十字状間隙を有するワーク取付治具8を回転ポジショナの回転フレーム10に固定し、このワーク取付治具8を用いて被溶接材であるSRCシャフト20を固定するようにしたので、ワーク20の外側フランジ面を拘束する従来方法に比べてワークのセンタリングが容易となる。従って、溶接準備工程を簡素化し、溶接準備時間を短縮することができる。
【0062】
また、本実施形態によれば、ワーク取付治具8の十字状間隙の間隙幅とワークであるSRCシャフト20のウェブ材の板厚との差違に起因してワーク取付治具8の中心点とワークの中心点とが偏心するが、この偏心量を求め、これを補正して溶接トーチ33とフランジ材32との間の現実の隙間を正確に求めることができるので、溶接トーチ33とフランジ材32との間の必要間隔の大きさを必要最小限とすることができ、これによって溶接ロボットの適用範囲が拡大する。
【0063】
このとき、正確な偏心量を実測しなくても、ワークの板厚とワーク取付治具8におけるワーク押し付け方向等を入力するだけで、偏心量が自動で算出され、補正されるので自動溶接方法の適用範囲が広くなる。溶接トーチ33とフランジ材32の端部との間の必要間隔は、例えば20mmであり、ワーク20の中心点36と、ワーク取付治具8の回転の中心点35との偏心量を補正しない寸法精度が低い従来技術における例えば40mmに比べて狭くすることができる。
【0064】
更に、本実施形態によれば、ポジショナの回転フレーム10にワーク取付治具8を取り付け、このワーク取付治具8の十字状間隙9にワークの一部を嵌合して支持、固定するようにしたことにより、SRCシャフトの撓みを減少することができる。
【0065】
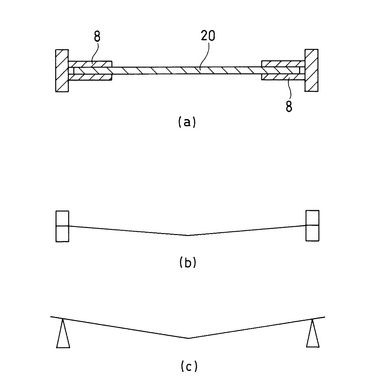
図12(a)乃至(c)は、本実施形態におけるSRCシャフトの撓み緩和効果を示す説明図である。図12(a)において、本実施形態におけるワーク取付治具8とSRCシャフト20との接触部が所定面積を有する平面となっている。即ちSRCシャフトの両端を点で支持するのではなく、面で支持する本実施例においてSRCシャフトの撓み量は、例えば図12(b)のようになり、図12(c)に示した点接触で支持する従来技術に比べて撓み量を低減する効果がある。
【0066】
また、本実施形態に係るSRCシャフトの溶接方法によれば、ワーク取付治具として回転中心部に十字状又は放射状の間隙部9を有するものを使用したことにより、通しダイヤフラムとフランジの交叉部を有するSRC柱の溶接に適用することができる。
【0067】
図13は通しダイヤフラム55とフランジ材56の交叉部が溶接継手53となるSRC柱を示す斜視図である。SRC柱はSRCシャフトと仕口とで構成され、図13のSRC柱は4つのSRCシャフト57と3つの仕口58とで構成されている。SRCシャフト57はその長さ方向に沿った中心部にウェブ材59が十字状に交叉する部分を有するので、この部分をワーク取付治具の十字状間隙に挿入して固定することにより容易にセンタリングすることができ、溶接開始までの準備時間を短縮することができる。
【0068】
なお、SRCシャフト以外の被溶接物として、例えばコラムコア、パイプコア等を溶接したい場合は、ポジショナの回転フレームからワーク取付治具を取り外し、ワークの外側面を回転フレームで直接クランプして溶接することができる。
【0069】
図14は、回転ポジショナの回転フレーム10からSRCシャフト用の取付治具8を外して他のワークとして直接コラムコア60を取り付けた状態を示す図である。このように、ワーク取付治具を取り外してワークを直接回転フレームに取り付けて溶接することもできる。
【0070】
次に、本発明の第3の実施形態に係る溶接方法の変形例について説明する。図15は被溶接材としてのSRCシャフト(十字状柱)の断面を示す図である。図15において、溶接継手は、各ウェブ材41相互の接触線であり、例えば4箇所ある。この場合、溶接順序を少なくとも一部において隣接する継手が連続しないようにすること、例えば図15(a)において、先ずウェブ材41の交点である47の図中上部の継手43を溶接し(1)、その後、ワーク取付治具8を回転させて下部の継手44を溶接し(2)、次いで図中、例えば左側の継手45を溶接し(3)、最後に図中右側の継手46を溶接する(4)。これによって溶接熱によるワーク40の歪の影響を緩和することができる。
【0071】
また上記複数の継手に対し、多層盛り溶接を施す場合は、上述したように継手43、44、45及び46の順に1パス溶接を施し、全ての継手に対して1パス目の溶接を施した後、継手43、44、45及び46の順に第2パスを施す((5)、(6)、(7)、(8))。このように多層盛り溶接を施すことにより、上記と同様、溶接熱によるワークの歪荷よるワークの変形等の影響を緩和して正確な溶接をすることができる。
【0072】
本実施形態において、継手の溶接順序は特に限定されるものではなく、溶接熱に起因するワークの熱歪を緩和できる順序であればよい。なお、1の継手に対して連続して多層盛り溶接を施した後、次の継手に対して連続して多層盛り溶接を施す方法では、図15(b)に示したように、溶接熱の影響によるワークの変形が大きくなり、歪を防止するために挿入した歪防止用バンドが破損することがあり、正確な溶接を行うことができなくなる。
【0073】
本実施形態において、熱歪によるワークの変形を考慮し、溶接前にフランジ端部の間隔を検出し、先行する工程の溶接における溶接熱に起因する歪の有無を検出し、歪がある場合は、その歪を加味して前記トーチとフランジとの間隔が所定値以上であるか否かを判定するようにすることもできる。これによって、溶接トーチとワークとの干渉を確実に回避することができる。
【0074】
図16は、前工程における溶接の溶接熱に起因するワークの歪を求め、これを補正した後、次の溶接を行う溶接方法を示す説明図である。図16において、先行する工程の溶接に起因してSRCシャフトを構成する左上方のウェブ材41が上方側に変位した場合、この変位量を例えばタッチセンシング等によって検出し、例えば変位量の1/2に相当する角度だけワーク取付治具8を図中左側に回転させることにより、溶接トーチ33と左右両側のフランジ材42端部との間隔が等しくなり、溶接トーチ33とフランジ材42との干渉を回避し易くなる。なお、ウェブ材41の変形により、溶接トーチ33とフランジ材42との間に必要な間隙を確保できなくなったときは、自動溶接を中止し、次工程以降において手動溶接が施される。
【産業上の利用可能性】
【0075】
ワークのセンタリングが容易で、ワークの中心部とワーク取付治具の中心部との偏心量の補正が容易な本発明のワーク取付治具及びこれを使用した溶接方法は、自動溶接の分野、特にSRCシャフト及びSRC柱の溶接分野で有用である。
【図面の簡単な説明】
【0076】
【図1】本発明の第1実施形態に係るワーク取付治具の斜視図である。
【図2】本発明の第1実施形態に係るワーク取付治具の要部拡大平面図である。
【図3】ワーク取付治具のポジショナへの取付状態を示す説明図である。
【図4】ワーク取付治具におけるワーク固定方法を示す図である。
【図5】ワーク取付治具におけるワーク固定方法を示す図である。
【図6】ワーク取付治具におけるワーク固定方法を示す図である。
【図7】ワーク吊り上げ方向とワーク固定方法との関係を示す図である。
【図8】本発明の第2実施形態に係る溶接方法を示す図である。
【図9】ワーク取付治具の回転角度決定方法を示す説明図である。
【図10】ワーク取付治具の回転角度決定方法を示す説明図である。
【図11】本発明の実施形態におけるデータ入力画面を示す図である。
【図12】ワーク取付治具の効果を示す図である。
【図13】通しダイヤフラムとフランジの交叉部を有するSRC柱を示す斜視図である。
【図14】ワーク取付治具を取り外し、コラムコアを直接取り付けたポジショナの回転フレームを示す図である。
【図15】本発明における多重盛り溶接する場合の溶接順序を示す図である。
【図16】本発明の溶接熱によるワークの歪を考慮した溶接方法を示す図である。
【図17】従来技術を示す説明図である。
【図18】従来技術を示す説明図である。
【符号の説明】
【0077】
1:面板
2:ブロック材
3:基部
4a〜4d:突出片
5:押さえネジ(ネジ部材)
6:ネジ孔
8:ワーク取付治具
9:十字状間隙
10:回転フレーム
11:スリット状隙間
12:固定部材
13:水平ウェブ材
14:垂直ウェブ材
20:ワーク(SRCシャフト)
23:水平ウェブ材
24:垂直ウェブ材
25:フランジ材
26:長いウェブ材
27:短いウェブ材
28:吊り上げ方向を示す矢印
29:ウェブ材
31:ウェブ材
32:フランジ材
33:溶接トーチ
35:回転の中心点
36:ワーク中心点
40:ワーク
41:ウェブ材
42:フランジ材
43〜46:継手
47:ウェブ材の交点
51:演算部
52:判定部
53:溶接継手
55:通しダイヤフラム
56:フランジ材
57:SRCシャフト
58:仕口
59:ウェブ材
60:コラムコア
110:枠体
111:回転フレーム
111b:回転フレームの一部
112:ギヤ部
113:ピニオン
113a:駆動モータ
116:ワーク押しネジ
117:ワーク支持フレーム
118:ネジ
120:ハンドル
121A、121B:ワーク押し板
122A〜122E:拘束アダプタ
123A〜123E:面板
124A〜124E:ブロック
【技術分野】
【0001】
本発明は、溶接対象であるワークをポジショナに固定する際の中心軸の決定が容易なワーク取付治具及びこれを用いた適用範囲の広い溶接方法に関する。
【背景技術】
【0002】
自動溶接の対象となるワークを回転ポジショナに固定する際に使用される拘束治具に関する従来技術として、例えば特開平5−318109号公報が挙げられる。この従来技術は1種類の溶接システムにより溶接継手箇所の異なる各種ワークを溶接可能とするワーク拘束治具を提供することを目的としてなされたものである。
【0003】
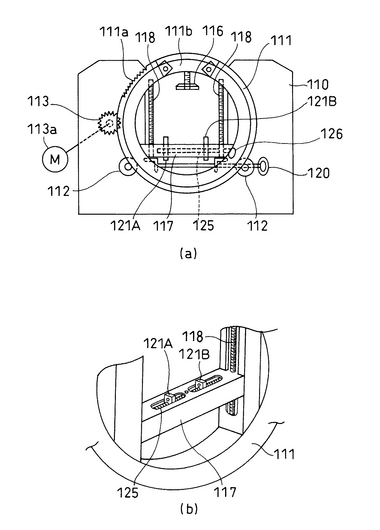
図17(a)は上記従来技術における回転ポジショナの回転フレーム部分を示す正面図、図17(b)は、図17(a)の一部拡大斜視図である。図17(a)、(b)において、この回転ポジショナはSRC柱を外部からクランプする回転ポジショナであって、回転ポジショナには通常1対の枠体110が設けられており、この枠体110にはその中心部に回転フレーム111がガイドローラ112を介して支承されている。回転フレーム111の外周にはギヤ部111aが形成されており、このギヤ部111aに噛み合うピニオン113が設けられている。ピニオン113を駆動モータ113aによって回転駆動することにより、回転フレーム111が枠体110に対して回動するようになっている。
【0004】
回転フレーム111の上部の1部111bはワークの脱着を容易にするため、取り外し可能に構成されている。円形の回転フレーム111の下部には水平のワーク支持フレーム117がハンドル120及び1対のネジ118によって上下動可能に設けられており、このワーク支持フレーム117にはワーク押し板121A及び121Bが取り付けられている。ワーク押し板121A及び121Bはワークの両側を支持してこれを固定する。ワーク押し板121Aと121Bとの間隔はハンドル126及びネジ125によって調整可能に構成されている。
【0005】
回転フレーム111のワーク支持フレーム117の上方には、このワーク支持フレーム117と協働してワークを上下双方から拘束するためのワーク押しネジ116が設けられている。
【0006】
図18は上述した回転フレーム111に取り付けられる従来技術としての拘束アダプタの説明図である。拘束アダプタ122A乃至122Eは、夫々面板123A乃至123Eと、この面板123A乃至123Eに夫々固定されたブロック124A乃至124Eとから主として構成されており、ブロック124A乃至124Eの上下両側を回転フレーム111のワーク支持フレーム117及びワーク押しネジ116で拘束することによって拘束アダプタ122A乃至122Eが夫々ポジショナの枠体110に固定される。このようにして回転ポジショナに固定された1対の拘束アダプタ122A乃至122E相互間に各種ワークが挟持されるように装着、固定され、溶接トーチを用いた自動溶接が行われる。
【0007】
【特許文献1】特開平5−318109号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、上記従来技術には、ポジショナに固定するワークの中心軸を求めること(以下、センタリングという)が困難であるか又は、ワークの中心を求める際にセンタリング装置を使用した煩雑な操作が必要になるという問題点があった。
【0009】
ところで、溶接ロボットの適用範囲を広くするためには、溶接トーチをワークの狭隘部にまで進入させる必要があり、ワークと溶接トーチとの干渉をなくすためにはワーク寸法を精度よく検出し、指定する必要がある。寸法精度が悪いと溶接トーチとワークとの干渉余裕距離を大きく設定して干渉の可能性を低下させる必要があり、これではロボットの適用範囲が狭くなる。
【0010】
また、溶接トーチをワークの狭隘部へ進入させた場合、溶接トーチから左右両側のワーク端部までの幅が異なると、垂直のトーチ姿勢に対してワークの干渉位置が左右で異なり、このときワーク端部との干渉余裕距離が短い場合、偏心量の精度によっては溶接トーチ進入不可の決定がなされることもあり、溶接ロボットの適用範囲が低下する原因となる。
【0011】
本発明はかかる問題点に鑑みてなされたものであって、溶接対象であるワークをポジショナに固定する際のセンタリングが容易なワーク取付治具及びこれを使用した適用範囲の広い溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本願第1発明に係るポジショナへのワーク取付治具は、被溶接物を支持するポジショナの回転フレームに固定される面板と、この面板に設けられワークの端部を嵌合する十字状の間隙が形成されたブロック材と、このブロック材の前記十字状の間隙に嵌合されるワークの端部を前記ブロック材に対して固定する固定具と、を有し、前記面板の中心点と十字状空間部の中心点とが一致していることを特徴とする。
【0013】
本願第2発明に係るポジショナへのワーク取付治具は、被溶接物を支持するポジショナの回転フレームに固定される面板と、この面板に設けられワークの端部を嵌合する放射状に延びる複数の間隙が形成されたブロック材と、このブロック材の前記放射状に延びる複数の間隙に嵌合されるワークの端部を前記ブロック材に対して固定する固定具と、を有し、前記面板の中心点と放射状に延びる複数の間隙の中心点とが一致していることを特徴とする。
【0014】
本願第1発明及び第2発明に係るポジショナへのワーク取付治具において、前記固定具は、前記間隙内で前記ワークの端部を押圧固定するネジ部材であることが好ましい。
【0015】
本願第3発明に係る溶接方法は、ウエブの一端部にフランジが設けられた複数個のワークを前記ウエブの他端部を継手として溶接トーチにより相互に隅肉溶接する溶接方法において、仮止めされた前記ワークのウエブの端部を前記請求項1乃至3のいずれか1項に記載のワーク取付治具の前記間隙に嵌合してポジショナに固定する工程と、前記ワークの寸法に基づいて隣接する1対のフランジ間に挿入されるトーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程と、前記間隔が所定値以上である場合に前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、前記間隔が所定値未満の場合に前記ワーク取付治具をその中心点をとおる水平軸を中心として回転させて前記間隔を所定値以上とした後、前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、を有し、前記トーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、前記ワーク取付治具の回転中心と溶接対象の前記ウエブ相互間の交点との間の偏心量を補正する工程を含むことを特徴とする。
【0016】
本願第3発明に係る溶接方法において、溶接すべき前記継手が3個以上の場合であって前記継手を1層盛り又は多層盛りで溶接する場合、溶接順序は、少なくとも一部において隣接する継手が連続しないものであることが好ましい。
【0017】
また、本願第3発明に係る溶接方法において、溶接すべき継手が複数の場合、先行する溶接工程に起因するワークの歪の有無を検出し、歪がある場合にはこの歪量を加味して前記トーチと前記フランジとの間隔が前記所定値以上であるか否かを判定することが好ましい。
【発明の効果】
【0018】
本願第1発明に係るポジショナへのワーク取付治具によれば、十字状の間隙でワークである例えば両端がSRCシャフトで構成されるSRC柱のウェブ材の交点を拘束し、固定することにより、ワーク外側のフランジ面を拘束する従来技術に比べてワークのセンタリングが容易となり、溶接準備時間を短縮することができる。
【0019】
本願第2発明に係るポジショナへのワーク取付治具によれば、放射状に延びる複数の間隙でワークである例えばウェブ材の交点を拘束し、固定することにより、上記発明と同様、ワーク外側のフランジ面を拘束する従来技術に比べてワークのセンタリングが容易となり、溶接準備時間を短縮することができる。
【0020】
本願の請求項3に係るポジショナへのワーク取付治具によれば、前記固定具を、前記間隙内で前記ワークの端部を押圧固定するネジ部材としたので、このネジ部材によって間隙に挿入されたワークの一部を前記間隙を形成する対向面に当接して確実に固定することができる。また、これによって種々の厚さのウェブ材に対応することができる。
【0021】
本願第3発明に係る溶接方法によれば、前記トーチとフランジとの間の間隔が所定値以上であるか否かを判定する工程が、ワーク取付治具の回転中心と溶接対象の前記ウェブ相互間の交点との間の偏心量を補正する工程を含むものとしたので、前記間隔が所定値以上であるか否かの判定がより正確になり、溶接トーチとフランジ材端部との間の必要幅をより小さく設定することができる。従って、この溶接方法の適用範囲が拡大する。
【0022】
本願の請求項4に係る溶接方法によれば、溶接すべき継手が3個以上の場合であって前記継手を1層盛り又は多層盛りで溶接する場合、溶接順序は、少なくとも一部において隣接する継手が連続しないものとしたので、溶接による熱歪に起因するワーク変形の影響を最低限に抑えることができる。
【0023】
また、本願の請求項5に係る溶接方法によれば、溶接すべき継手が複数の場合、先行する溶接工程に起因するワークの歪の有無を検出し、歪がある場合にはこの歪量を加味して前記トーチと前記フランジとの間隔が前記所定値以上であるか否かを判定するようにしたので、前工程の溶接に起因するワークの熱歪の影響を低減することができる。
【発明を実施するための最良の形態】
【0024】
以下、本発明の実施の形態について、添付の図面を参照して説明する。
【0025】
図1は本発明の第1実施形態に係るポジショナへのワーク取付治具を示す斜視図、図2は図1の要部拡大平面図である。
【0026】
図1及び図2において、このワーク取付治具は正方形の板状体からなる面板1と、この面板1の片面に設けられた十字状の間隙を形成するブロック材2とから主として構成されている。ブロック材2は面板1に固定された平板状の基部3と、この基部3上に前記十字状の間隙を形成するように配置された4つの鉤型の突出片4a、4b、4c及び4dとから構成されている。
【0027】
各突出片4a乃至4dにおける前記十字状の間隙を形成する平行な平面の一方には、この十字状間隙に嵌合されるワークの端部を対向する平面に押し付けて固定する固定具としてのネジ部材用のネジ孔6が設けられている。ネジ部材としての押さえネジ5は後述する図4及び図5に示すように、ネジ孔6に嵌め込んで使用され、ワークの端部を対向する突出片の平面に押し付けて固定する。
【0028】
押さえネジ5は前記十字状間隙における中心部を介して連通する平面状間隙部においては同一向きに配置され、ワークの一部を同一方向に押し付けて固定する。従って、ネジ孔6も同一方向に設けられている。
【0029】
次に、このような構成の本実施形態に係るワーク取付治具の動作を説明する。図3は、ワーク取付治具を自動溶接装置のポジショナの回転フレーム10に固定した状態を示す説明図である。図3において、ワーク取付治具8の面板1の4角がポジショナの回転フレーム10に固定部材12を介して固定されている。即ちポジショナの回転フレーム10は正方形の板状体であり、その各頂点近傍から中心部に向かってスリット状の隙間11が形成されている。各スリット状の隙間11にはワーク又は取付治具を固定するためのスライド可能な固定部材12が設けられており、この固定部材12によってワーク取付治具8の面板1の4つの角が回転フレーム10の中心部に押さえつけるように固定されている。
【0030】
このようなワーク取付治具8に、例えばワークとしてのSRCシャフトのT字型H鋼又は十字型H鋼の端部が固定される。図4及び図5は夫々SRCシャフトのT字型H鋼及び十字型H鋼のワーク取付治具8への取付状態を示す断面図である。
【0031】
図4及び図5において、ワーク取付治具8における十字状間隙9を形成する4つ突出片4a、4b、4c及び4dにおける対向面相互間の間隔、即ち上下左右の4方向に延びる各間隙の厚みはワークであるSRCシャフトのT字型H鋼又は十字型H鋼における水平ウェブ材13及び垂直ウェブ材14の厚みよりも厚くなっている。従って、SRCシャフトの端部をワーク取付治具8に嵌合させた場合、水平ウェブ材13又は垂直ウェブ材14との間に隙間ができる。
【0032】
このときワークの自重によって水平ウェブ材13は図中下側の突出片4c及び4dの水平面に当接する。従って突出片4a及び4bの水平部にネジ孔6を設け、このネジ孔6に嵌合する押さえネジ5によって水平ウェブ材13を下向きに押し付けて固定する。
【0033】
一方、図4において、垂直ウェブ材14は図中左側である例えば反溶接ロボット側に押し付けて固定される。即ち、垂直ウェブ材14はワーク取付治具8のブロック材2を構成する突出片4bの垂直面に当接するように突出片4aの縦部材に設けられたネジ孔6に嵌合された押さえネジ5によって押し付けて固定されている。
【0034】
他方、図5においても、垂直ウェブ材14は図中左側である例えば反溶接ロボット側に押し付けて固定されている。即ち、垂直ウェブ材14はワーク取付治具8のブロック材2を構成する突出片4b及び4cの垂直面に当接するように、突出片4aの縦部材及び突出片4dの縦部材に夫々設けられたネジ孔6に嵌合する押さえネジ5、5によって押し付けて固定されている。
【0035】
図6はワークであるSRCシャフトをワーク取付治具8に取り付けた状態を示す説明図である。図6(a)において、ワークの一部であるT字型ウェブ材を形成する垂直ウェブ材24は図4及び図5と同様、反溶接ロボット側(図中左側)に押し付けて固定されているが、水平ウェブ材23及び垂直ウェブ材24の先端部にフランジ部材25が固定されているために、垂直ウェブ材24の左側に形成される押さえネジ5を締め付けるための空間が非常に狭くなり、作業性が低下する原因となる。従って、このような狭い空間内で締結する押さえネジ5の数をできるだけ低減するため、ワークの押し付け方向を反溶接ロボット側(図中左側)として水平方向の押さえネジ5の締め付け位置が広い空間を有する垂直ウェブ材24の図中右側となるようにする。
【0036】
一方、図6(b)においては、ワークの一部である十字型ウェブ材を形成する垂直ウェブ材24は溶接ロボット側(図中右側)に押し付けて固定されている。図6(b)において、水平ウェブ材23及び垂直ウェブ材24の先端部にフランジ部材25が固定されているために、垂直ウェブ材24の右側に形成される押さえネジ5を締め付けるための空間が非常に狭くなり、この空間における押さえネジ5の数が多いと、作業性が低下する原因となる。従って、このような狭い空間内で締結する押さえネジ5の数をできるだけ低減するため、ワークの押し付け方向を例えば溶接ロボット側(図中右側)として水平方向の押さえネジ5の締め付け位置が広い空間を有する垂直ウェブ材24の図中左側になるようにする。
【0037】
図7(a)、(b)、(c)及び(d)はそれぞれSRCシャフトの床面への設置状態を示す断面図である。SRCシャフトは、これを床面に置く場合、バランスを考慮して倒れない状態に置かれる。図7(a)及び(b)において、長いウェブ材26と短いウェブ材27とを有するSRCシャフトにおいては長いウェブ材26が水平になるように床面に配置される。この場合、長いウェブ材26を水平のままの状態で吊り上げて回転ポジショナに装着することが作業性を向上させる点で有効である。従って、長いウェブ材26を水平のままの状態でクレーンで吊り上げ、そのままの状態でポジショナのワーク取付治具8に装着する。
【0038】
このときワークをワーク取付治具8に嵌合させる直前に、ポジショナにおけるワーク取付治具8の姿勢を十字状の間隙の一部が水平になるような状態に調整する。ワーク取付治具8の姿勢の調整は手動又は自動でポジショナを水平回転軸を中心に回転することによって行われ、ポジショナに固定したワーク取付治具8の十字状間隙9の一部が水平、残りの部分が垂直になる状態に調整される。このようにワーク取付治具の回転位置を調整した後、ワークを取り上げてワーク取付治具8にワークを装着する。
【0039】
一方、ウェブ材29の長さが等しい十字状H鋼を有するSRCシャフトにおいては、倒れないようにバランスを考慮して図7(c)又は図7(d)のように床面に置かれる。この場合であっても、床面に置かれたままの状態で吊り上げてワーク取付治具8に装着できれば持ち替えなしでワークを取付治具に装着できるので作業上好ましい。
【0040】
従って、図7(c)及び(d)に記載したように、ワークが床面に置かれたままの状態でクレーンで吊り上げ、ワークを回転ポジショナのワーク取付治具に嵌合する直前にワーク取付治具8の方向を調整する。即ち、ワークが床面に置かれた状態が断面X状である場合(図7(c))は取付治具の十字状間隙部がX状となるように、ワークが床面に置かれた状態が断面十字状である場合(図7(d))は取付治具の十字状間隙部が十字状となるようにワーク取付治具8を任意角度だけ回転させる。ポジショナの回転は手動又は自動で行う。
【0041】
このようにワーク取付治具8の回転位置をワークを床面に置いた状態のままの吊り上げて装着できるように調整することにより、ワークの持ち替えが不要となるので、作業性が向上する。
【0042】
本発明において、ワーク取付治具8のブロック材に形成される間隙形状は十字状に限られず、放射状に延びる複数の間隙とすることができる。即ち、例えば三ツ股形状、六股形状の間隙であってもよい。
【0043】
次に、本発明の第2実施形態に係るワーク取付治具を用いた溶接方法について添付の図面を参照して説明する。
【0044】
本実施形態に係る溶接方法は、ウエブの一端部にフランジが設けられた複数個のワークを前記ウエブの他端部を継手として溶接トーチにより相互に隅肉溶接する溶接方法において、仮止めされた前記ワークのウエブの端部を前記請求項1乃至3のいずれか1項に記載のワーク取付治具の前記間隙に嵌合してポジショナに固定する工程と、前記ワークの寸法に基づいて隣接する1対のフランジ間に挿入されるトーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程と、前記間隔が所定値以上である場合に前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、前記間隔が所定値未満の場合に前記ワーク取付治具をその中心点をとおる水平軸を中心として回転させて前記間隔を所定値以上とした後、前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、を有し、前記トーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、前記ワーク取付治具の回転中心と溶接対象の前記ウエブ相互間の交点との間の偏心量を補正する工程を含むものである。
【0045】
本実施形態で使用される自動溶接装置は、例えば溶接トーチと、ワークを固定するポジショナと、十字状の間隙を有するワーク固定治具と、ワーク寸法等のデータが入力される中央処理装置(CPU)と、入力データに基づいて溶接トーチとフランジとの間隔が所定値以上であるか否かを判定すると、判定結果に基づいてワークを固定したポジショナの回転量を算出して回転駆動部に支持を与える判定部とを有する。
【0046】
図8は、本実施形態における被溶接材であるSRCシャフト20と溶接トーチ33との位置関係を示す説明図である。図8において、被溶接材であるSRCシャフト20はウェブ材31とこのウェブ材31の各端部に固着されたフランジ材32とから主として構成されている。このようなSRCシャフトの両端部は図示省略した回転ポジショナの1対の回転フレームに夫々固定されたワーク取付治具8に装着されている。ワーク取付治具8は図中突出片4a、4b、4c及び4dで表わされる。
【0047】
図8において、ビード形状の正確性を確保する等のために、溶接トーチ33の姿勢が下向きになるようにワーク取付治具8の回転位置が調整される。溶接継手53を挟んで隣接するフランジ材32相互間の間隔が上方に向かって解放するような位置に配置され、溶接トーチ33と2つのウェブ材31とがなす角度が約45度となるようにポジショナ角度、即ちワーク取付治具8の回転位置が調整される。これによって溶接トーチ33とこれに隣接する2つのフランジ材32との間の間隔がほぼ同一となり、溶接トーチ33とワークとの干渉が回避され易くなる。このとき溶接線は水平である。
【0048】
次に、図9及び図10を用いてワーク位置決め角度決定方法を詳細に説明する。オペレータによって、図示省略したCPUにワーク寸法データ等が入力されると、図9の演算部51及び判定部52において、溶接トーチ33とワーク20の一部であるフランジ材32、32との間の間隔が所定値以上であるか否かが判定され、干渉の虞があるときはこれを解消するための必要な措置が講じられる。
【0049】
本実施形態においては、ワーク20の回転の中心とワーク取付治具8の回転の中心が一致していないので、この偏心量を無視したのでは、溶接トーチ33とワーク20のフランジ材32との間の隙間を正確に把握することができず、溶接トーチ33とワーク20との干渉を有効に回避することができなくなる。
【0050】
従って、先ずワーク20の中心点36とワーク取付部材8の回転の中心点35との偏心量を正確に求め、この偏心量を補正する。
【0051】
ワーク20の中心点36とワーク取付部材8の回転の中心点35との偏心量は以下のように求められる。図11は、本実施形態における鉄骨SRCシャフト溶接システムにおけるデータ入力画面を示す説明図である。図11において、オペレータは先ず溶接対象であるワーク断面のサイズを入力する。
【0052】
具体的には溶接対象である十字柱(SRCシャフト)の断面形状におけるパネル縦径及びパネル横径として例えば夫々800を入力し、H鋼の向きとして水平を、Tバーが上下取り付けであることを入力する。次に、オペレータはウェブ材をワーク取付治具8に固定する際の押し付け方向として、例えば反溶接ロボット側「←」を入力する。
【0053】
ワーク取付治具8における十字状間隙を形成する突出片相互間の間隔及び被溶接材であるSRCシャフトにおけるウェブ材の板厚は、例えば予めデータ入力装置に入力されており、上記入力データ及び予め入力されたデータに基づいてワーク20の中心点36が算出される。
【0054】
次に、ワークの中心点36とワーク取付治具8の回転の中心点35との偏心量を求め、ワークの中心点36ではなく、ワーク取付治具8の回転の中心点35を中心としてワーク20を回転させた場合の第1フランジ及びこれに隣接する第2フランジと溶接トーチ33と間の間隔が溶接トーチ33を進入させるのに十分な所定間隔以上であるか否かを以下のように検出し、判定する。
【0055】
即ち、図9の演算部51において、図9のブロック図に従い、図示省略したCPUに入力されたワーク寸法データ等に基づいて、図10における溶接位置(継手)53とフランジ材32Aの端部とを結ぶ直線とウェブ材31Aとの角度θf1、溶接位置53とフランジ材32Bの端部とを結ぶ直線とウェブ材31Bとの角度θf2を求める。
【0056】
次いで、溶接トーチ33の進入に必要なフランジ端部からの幅寸法aに基づいて、幅寸法aに相当する角度θa1及びθa2を求め、これらθf1、θa1及びθf2、θa2から夫々フランジ32Aを回避するための角度α及びフランジ32Bを回避するための角度βを求める。
【0057】
次に、図9の判定部52は、図9のブロック図に従って、演算部51で求めた角度αと角度βとを比較し、溶接トーチ33とフランジ材32との干渉発生の可能性の有無を判定し、干渉する可能性がある時は図示しない回転軸駆動装置(モータ)に必要な指示を与える。すなわち、角度αが角度βと同じかまたはこれより小さいときは、下向き溶接となるワーク位置決め角度γが角度αと角度βとの間にあることを条件として二つのウェブ材31A及び31Bの位置決めを行うための図10における反時計方向の回転量θをγと決定し、モータにその信号が送られる。信号を受けたモータは指示に従ってワーク取付治具8を回転させ、この回転に伴って十字柱が回転し、フランジ32Aと32Bとの間に上向きの必要な空間部が形成される。この空間部に溶接トーチ33を適正姿勢で進入させ、隅肉溶接によって十字柱を形成する(図9(a))。
【0058】
次に、角度αが角度βと同じかまたはこれより小さく、下向き溶接となるワーク位置決め角度γが角度αと角度βとの間になく、かつ角度γが角度αよりも小さいことを条件として十字柱の位置決めを行うための図10における反時計方向の回転量θがαと決定され(図9(b))、モータにその信号が送られ、ワーク取付治具8の回転によって十字柱が回転し、以下同様にして十字柱を形成する。
【0059】
次に、角度αが角度βと同じかこれよりも小さく、γが角度αと角度βとの間になく、角度γが角度αよりも小さくないことを条件として、十字柱の位置決めを行うための図10における半時計方向の回転量θがβと決定され(図9(c))、モータにそのための信号が送られ、以下同様にして十字柱を溶接する。
【0060】
角度αが角度βよりも大きいときは溶接トーチ33の溶接継手53への進入は不可能と判断され、十字柱を形成するための作業を停止する(図9(d))。このとき、溶接継手53の溶接は次工程以降に人手で行われる。
【0061】
本実施形態によれば、十字状間隙を有するワーク取付治具8を回転ポジショナの回転フレーム10に固定し、このワーク取付治具8を用いて被溶接材であるSRCシャフト20を固定するようにしたので、ワーク20の外側フランジ面を拘束する従来方法に比べてワークのセンタリングが容易となる。従って、溶接準備工程を簡素化し、溶接準備時間を短縮することができる。
【0062】
また、本実施形態によれば、ワーク取付治具8の十字状間隙の間隙幅とワークであるSRCシャフト20のウェブ材の板厚との差違に起因してワーク取付治具8の中心点とワークの中心点とが偏心するが、この偏心量を求め、これを補正して溶接トーチ33とフランジ材32との間の現実の隙間を正確に求めることができるので、溶接トーチ33とフランジ材32との間の必要間隔の大きさを必要最小限とすることができ、これによって溶接ロボットの適用範囲が拡大する。
【0063】
このとき、正確な偏心量を実測しなくても、ワークの板厚とワーク取付治具8におけるワーク押し付け方向等を入力するだけで、偏心量が自動で算出され、補正されるので自動溶接方法の適用範囲が広くなる。溶接トーチ33とフランジ材32の端部との間の必要間隔は、例えば20mmであり、ワーク20の中心点36と、ワーク取付治具8の回転の中心点35との偏心量を補正しない寸法精度が低い従来技術における例えば40mmに比べて狭くすることができる。
【0064】
更に、本実施形態によれば、ポジショナの回転フレーム10にワーク取付治具8を取り付け、このワーク取付治具8の十字状間隙9にワークの一部を嵌合して支持、固定するようにしたことにより、SRCシャフトの撓みを減少することができる。
【0065】
図12(a)乃至(c)は、本実施形態におけるSRCシャフトの撓み緩和効果を示す説明図である。図12(a)において、本実施形態におけるワーク取付治具8とSRCシャフト20との接触部が所定面積を有する平面となっている。即ちSRCシャフトの両端を点で支持するのではなく、面で支持する本実施例においてSRCシャフトの撓み量は、例えば図12(b)のようになり、図12(c)に示した点接触で支持する従来技術に比べて撓み量を低減する効果がある。
【0066】
また、本実施形態に係るSRCシャフトの溶接方法によれば、ワーク取付治具として回転中心部に十字状又は放射状の間隙部9を有するものを使用したことにより、通しダイヤフラムとフランジの交叉部を有するSRC柱の溶接に適用することができる。
【0067】
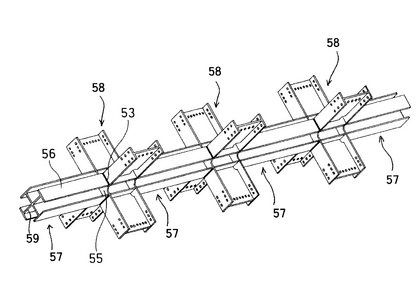
図13は通しダイヤフラム55とフランジ材56の交叉部が溶接継手53となるSRC柱を示す斜視図である。SRC柱はSRCシャフトと仕口とで構成され、図13のSRC柱は4つのSRCシャフト57と3つの仕口58とで構成されている。SRCシャフト57はその長さ方向に沿った中心部にウェブ材59が十字状に交叉する部分を有するので、この部分をワーク取付治具の十字状間隙に挿入して固定することにより容易にセンタリングすることができ、溶接開始までの準備時間を短縮することができる。
【0068】
なお、SRCシャフト以外の被溶接物として、例えばコラムコア、パイプコア等を溶接したい場合は、ポジショナの回転フレームからワーク取付治具を取り外し、ワークの外側面を回転フレームで直接クランプして溶接することができる。
【0069】
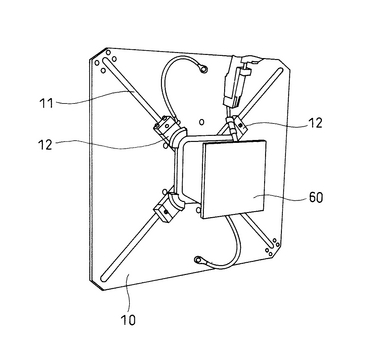
図14は、回転ポジショナの回転フレーム10からSRCシャフト用の取付治具8を外して他のワークとして直接コラムコア60を取り付けた状態を示す図である。このように、ワーク取付治具を取り外してワークを直接回転フレームに取り付けて溶接することもできる。
【0070】
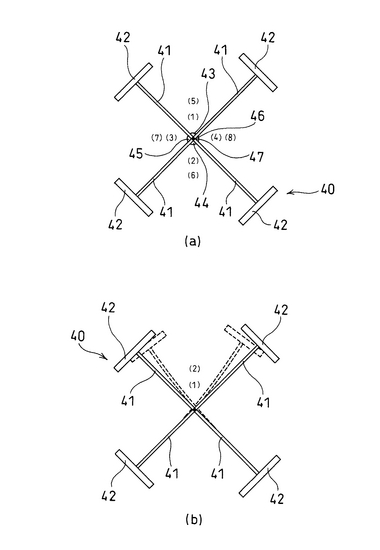
次に、本発明の第3の実施形態に係る溶接方法の変形例について説明する。図15は被溶接材としてのSRCシャフト(十字状柱)の断面を示す図である。図15において、溶接継手は、各ウェブ材41相互の接触線であり、例えば4箇所ある。この場合、溶接順序を少なくとも一部において隣接する継手が連続しないようにすること、例えば図15(a)において、先ずウェブ材41の交点である47の図中上部の継手43を溶接し(1)、その後、ワーク取付治具8を回転させて下部の継手44を溶接し(2)、次いで図中、例えば左側の継手45を溶接し(3)、最後に図中右側の継手46を溶接する(4)。これによって溶接熱によるワーク40の歪の影響を緩和することができる。
【0071】
また上記複数の継手に対し、多層盛り溶接を施す場合は、上述したように継手43、44、45及び46の順に1パス溶接を施し、全ての継手に対して1パス目の溶接を施した後、継手43、44、45及び46の順に第2パスを施す((5)、(6)、(7)、(8))。このように多層盛り溶接を施すことにより、上記と同様、溶接熱によるワークの歪荷よるワークの変形等の影響を緩和して正確な溶接をすることができる。
【0072】
本実施形態において、継手の溶接順序は特に限定されるものではなく、溶接熱に起因するワークの熱歪を緩和できる順序であればよい。なお、1の継手に対して連続して多層盛り溶接を施した後、次の継手に対して連続して多層盛り溶接を施す方法では、図15(b)に示したように、溶接熱の影響によるワークの変形が大きくなり、歪を防止するために挿入した歪防止用バンドが破損することがあり、正確な溶接を行うことができなくなる。
【0073】
本実施形態において、熱歪によるワークの変形を考慮し、溶接前にフランジ端部の間隔を検出し、先行する工程の溶接における溶接熱に起因する歪の有無を検出し、歪がある場合は、その歪を加味して前記トーチとフランジとの間隔が所定値以上であるか否かを判定するようにすることもできる。これによって、溶接トーチとワークとの干渉を確実に回避することができる。
【0074】
図16は、前工程における溶接の溶接熱に起因するワークの歪を求め、これを補正した後、次の溶接を行う溶接方法を示す説明図である。図16において、先行する工程の溶接に起因してSRCシャフトを構成する左上方のウェブ材41が上方側に変位した場合、この変位量を例えばタッチセンシング等によって検出し、例えば変位量の1/2に相当する角度だけワーク取付治具8を図中左側に回転させることにより、溶接トーチ33と左右両側のフランジ材42端部との間隔が等しくなり、溶接トーチ33とフランジ材42との干渉を回避し易くなる。なお、ウェブ材41の変形により、溶接トーチ33とフランジ材42との間に必要な間隙を確保できなくなったときは、自動溶接を中止し、次工程以降において手動溶接が施される。
【産業上の利用可能性】
【0075】
ワークのセンタリングが容易で、ワークの中心部とワーク取付治具の中心部との偏心量の補正が容易な本発明のワーク取付治具及びこれを使用した溶接方法は、自動溶接の分野、特にSRCシャフト及びSRC柱の溶接分野で有用である。
【図面の簡単な説明】
【0076】
【図1】本発明の第1実施形態に係るワーク取付治具の斜視図である。
【図2】本発明の第1実施形態に係るワーク取付治具の要部拡大平面図である。
【図3】ワーク取付治具のポジショナへの取付状態を示す説明図である。
【図4】ワーク取付治具におけるワーク固定方法を示す図である。
【図5】ワーク取付治具におけるワーク固定方法を示す図である。
【図6】ワーク取付治具におけるワーク固定方法を示す図である。
【図7】ワーク吊り上げ方向とワーク固定方法との関係を示す図である。
【図8】本発明の第2実施形態に係る溶接方法を示す図である。
【図9】ワーク取付治具の回転角度決定方法を示す説明図である。
【図10】ワーク取付治具の回転角度決定方法を示す説明図である。
【図11】本発明の実施形態におけるデータ入力画面を示す図である。
【図12】ワーク取付治具の効果を示す図である。
【図13】通しダイヤフラムとフランジの交叉部を有するSRC柱を示す斜視図である。
【図14】ワーク取付治具を取り外し、コラムコアを直接取り付けたポジショナの回転フレームを示す図である。
【図15】本発明における多重盛り溶接する場合の溶接順序を示す図である。
【図16】本発明の溶接熱によるワークの歪を考慮した溶接方法を示す図である。
【図17】従来技術を示す説明図である。
【図18】従来技術を示す説明図である。
【符号の説明】
【0077】
1:面板
2:ブロック材
3:基部
4a〜4d:突出片
5:押さえネジ(ネジ部材)
6:ネジ孔
8:ワーク取付治具
9:十字状間隙
10:回転フレーム
11:スリット状隙間
12:固定部材
13:水平ウェブ材
14:垂直ウェブ材
20:ワーク(SRCシャフト)
23:水平ウェブ材
24:垂直ウェブ材
25:フランジ材
26:長いウェブ材
27:短いウェブ材
28:吊り上げ方向を示す矢印
29:ウェブ材
31:ウェブ材
32:フランジ材
33:溶接トーチ
35:回転の中心点
36:ワーク中心点
40:ワーク
41:ウェブ材
42:フランジ材
43〜46:継手
47:ウェブ材の交点
51:演算部
52:判定部
53:溶接継手
55:通しダイヤフラム
56:フランジ材
57:SRCシャフト
58:仕口
59:ウェブ材
60:コラムコア
110:枠体
111:回転フレーム
111b:回転フレームの一部
112:ギヤ部
113:ピニオン
113a:駆動モータ
116:ワーク押しネジ
117:ワーク支持フレーム
118:ネジ
120:ハンドル
121A、121B:ワーク押し板
122A〜122E:拘束アダプタ
123A〜123E:面板
124A〜124E:ブロック
【特許請求の範囲】
【請求項1】
被溶接物を支持するポジショナの回転フレームに固定される面板と、この面板に設けられワークの端部を嵌合する十字状の間隙が形成されたブロック材と、このブロック材の前記十字状の間隙に嵌合されるワークの端部を前記ブロック材に対して固定する固定具と、を有し、前記面板の中心点と十字状間隙の中心点とが一致していることを特徴とするポジショナへのワーク取付治具。
【請求項2】
被溶接物を支持するポジショナの回転フレームに固定される面板と、この面板に設けられワークの端部を嵌合する放射状に延びる複数の間隙が形成されたブロック材と、このブロック材の前記放射状に延びる複数の間隙に嵌合されるワークの端部を前記ブロック材に対して固定する固定具と、を有し、前記面板の中心点と放射状に延びる複数の間隙の中心点とが一致していることを特徴とするポジショナへのワーク取付治具。
【請求項3】
前記固定具は、前記間隙内で前記ワークの端部を押圧固定するネジ部材であることを特徴とする請求項1又は2に記載のポジショナへのワーク取付治具。
【請求項4】
ウエブの一端部にフランジが設けられた複数個のワークを前記ウエブの他端部を継手として溶接トーチにより相互に隅肉溶接する溶接方法において、仮止めされた前記ワークのウエブの端部を前記請求項1乃至3のいずれか1項に記載のワーク取付治具の前記間隙に嵌合してポジショナに固定する工程と、前記ワークの寸法に基づいて隣接する1対のフランジ間に挿入されるトーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程と、前記間隔が所定値以上である場合に前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、前記間隔が所定値未満の場合に前記ワーク取付治具をその中心点をとおる水平軸を中心として回転させて前記間隔を所定値以上とした後、前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、を有し、前記トーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、前記ワーク取付治具の回転中心と溶接対象の前記ウエブ相互間の交点との間の偏心量を補正する工程を含むことを特徴とする溶接方法。
【請求項5】
溶接すべき前記継手が3個以上の場合であって前記継手を1層盛り又は多層盛りで溶接する場合、溶接順序は、少なくとも一部において隣接する継手が連続しないものであることを特徴とする請求項4に記載の溶接方法。
【請求項6】
溶接すべき継手が複数の場合、先行する溶接工程に起因するワークの歪の有無を検出し、歪がある場合にはこの歪量を加味して前記トーチと前記フランジとの間隔が前記所定値以上であるか否かを判定することを特徴とする請求項4又は5に記載の溶接方法。
【請求項1】
被溶接物を支持するポジショナの回転フレームに固定される面板と、この面板に設けられワークの端部を嵌合する十字状の間隙が形成されたブロック材と、このブロック材の前記十字状の間隙に嵌合されるワークの端部を前記ブロック材に対して固定する固定具と、を有し、前記面板の中心点と十字状間隙の中心点とが一致していることを特徴とするポジショナへのワーク取付治具。
【請求項2】
被溶接物を支持するポジショナの回転フレームに固定される面板と、この面板に設けられワークの端部を嵌合する放射状に延びる複数の間隙が形成されたブロック材と、このブロック材の前記放射状に延びる複数の間隙に嵌合されるワークの端部を前記ブロック材に対して固定する固定具と、を有し、前記面板の中心点と放射状に延びる複数の間隙の中心点とが一致していることを特徴とするポジショナへのワーク取付治具。
【請求項3】
前記固定具は、前記間隙内で前記ワークの端部を押圧固定するネジ部材であることを特徴とする請求項1又は2に記載のポジショナへのワーク取付治具。
【請求項4】
ウエブの一端部にフランジが設けられた複数個のワークを前記ウエブの他端部を継手として溶接トーチにより相互に隅肉溶接する溶接方法において、仮止めされた前記ワークのウエブの端部を前記請求項1乃至3のいずれか1項に記載のワーク取付治具の前記間隙に嵌合してポジショナに固定する工程と、前記ワークの寸法に基づいて隣接する1対のフランジ間に挿入されるトーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程と、前記間隔が所定値以上である場合に前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、前記間隔が所定値未満の場合に前記ワーク取付治具をその中心点をとおる水平軸を中心として回転させて前記間隔を所定値以上とした後、前記トーチを前記フランジ間に進入させて前記ウエブの他端部間を溶接する工程と、を有し、前記トーチとそのフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、前記ワーク取付治具の回転中心と溶接対象の前記ウエブ相互間の交点との間の偏心量を補正する工程を含むことを特徴とする溶接方法。
【請求項5】
溶接すべき前記継手が3個以上の場合であって前記継手を1層盛り又は多層盛りで溶接する場合、溶接順序は、少なくとも一部において隣接する継手が連続しないものであることを特徴とする請求項4に記載の溶接方法。
【請求項6】
溶接すべき継手が複数の場合、先行する溶接工程に起因するワークの歪の有無を検出し、歪がある場合にはこの歪量を加味して前記トーチと前記フランジとの間隔が前記所定値以上であるか否かを判定することを特徴とする請求項4又は5に記載の溶接方法。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】
【図7】

【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】

【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2006−75894(P2006−75894A)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−265885(P2004−265885)
【出願日】平成16年9月13日(2004.9.13)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成16年9月13日(2004.9.13)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]