
ワーク寸法計測装置及びワーク寸法計測方法
【課題】計測精度の向上を実現したうえで、寸法計測から計測後の検査記録作成までの作業コストの低減及び作業時間の短縮を実現でき、平坦度や捻れ等の三次元データをも得ることが可能であるワーク寸法計測装置及びワーク寸法計測方法を提供する。
【解決手段】セグメントWの寸法を計測するワーク寸法計測装置1であって、多関節アーム12を具備して、アーム12の先端に有する探触子11をセグメントWに接触させることで三次元座標値を得る複数の測定機10と、複数の測定機10の相対位置関係を校正する作業及び該複数の測定機10で得られた各三次元座標値に基づいてセグメントWの寸法を自動算出する作業を行う校正演算手段21と、校正演算手段21からの校正結果及び演算結果に基づいてセグメントWの寸法計測結果を評価する計測評価手段22と、計測評価手段22からの計測結果を検査記録にまとめて出力するデータ管理手段31を備えている。
【解決手段】セグメントWの寸法を計測するワーク寸法計測装置1であって、多関節アーム12を具備して、アーム12の先端に有する探触子11をセグメントWに接触させることで三次元座標値を得る複数の測定機10と、複数の測定機10の相対位置関係を校正する作業及び該複数の測定機10で得られた各三次元座標値に基づいてセグメントWの寸法を自動算出する作業を行う校正演算手段21と、校正演算手段21からの校正結果及び演算結果に基づいてセグメントWの寸法計測結果を評価する計測評価手段22と、計測評価手段22からの計測結果を検査記録にまとめて出力するデータ管理手段31を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、シールド工事用セグメント等の大型ワークの寸法を計測するのに用いられるワーク寸法計測装置及びワーク寸法計測方法に関するものである。
【背景技術】
【0002】
大型ワーク、例えば、シールドトンネルの壁体として使用されるシールド工事用のセグメントは、一般的に、他の複数のセグメントとともにリング状に組み立てられる。このようにして組み立てられたセグメントリングは、トンネル長手方向に順次連結され、この際、隣接するセグメントリングの各セグメント同士が互いに千鳥状をなすように連結される。
【0003】
上記したように、シールド工事用のセグメントは、シールドトンネル内において互いに密着した状態で組み立てられることから、セグメントの完成品検査に際しては、セグメントの寸法を正確に計測する必要がある。
【0004】
上記セグメントの寸法計測は、大型のノギスやゲージ等の専用計測具を用いて複数の人手により行うのが一般的であるが、この計測作業及び計測後の検査記録作成作業には、多大な手間隙がかかっているのに加えて、この計測作業では、セグメントの平坦度や捻れ等の三次元データを得ることはほとんどできない。
【0005】
従来において、上記したような欠点を解消するべく成された技術としては、例えば、特許文献1に記載されたセグメント寸法計測装置がある。このセグメント寸法計測装置は、セグメントを水平に載置して定位置に保持する受け台と、この受け台上に配置されてセグメントの四方の側面と互いに平行を成す4本のレールと、これらのレール上を移動するセンサを備えており、レール上を移動するセンサからの出力信号の時間的変化により、セグメントの四方の側面に設けられたボルト孔のピッチを測定するようになっている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第2971965号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記したセグメント寸法計測装置では、セグメントの側面にあるボルト孔のピッチを正確に測定することはできるものの、形態の異なるセグメント毎に専用の受け台を必要とする分だけコスト高となるうえ、測定する度にセグメントの受け台に対する位置決めを行う分だけ多くの時間を費やしてしまうという問題を有しており、これらの問題を解決することが従来の課題となっていた。
【0008】
本発明は、上記した従来の課題に着目してなされたもので、計測精度の向上を実現したうえで、寸法計測から計測後の検査記録作成までを低コストで且つ短時間で行うことができ、加えて、平坦度や捻れ等の三次元データをも得ることが可能であるワーク寸法計測装置及びワーク寸法計測方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明の請求項1に係る発明は、シールド工事用セグメント等の大型ワークの寸法を計測するワーク寸法計測装置であって、多関節アームを具備して、該アームの先端に有する探触子を前記ワークに接触させることで三次元座標値を得る複数の測定機と、前記複数の測定機の相対位置関係を校正する作業及び該複数の測定機で得られた各三次元座標値に基づいて前記ワークの寸法を自動算出する作業を行う校正演算手段と、前記校正演算手段からの校正結果及び演算結果に基づいて前記ワークの寸法計測結果を評価する計測評価手段と、前記計測評価手段からの計測結果を検査記録にまとめて出力するデータ管理手段を備えている構成としたことを特徴としており、この構成のワーク寸法計測装置を前述した従来の課題を解決するための手段としている。
【0010】
また、本発明の請求項2に係るワーク寸法計測装置は、前記計測評価手段からの計測結果を管理するデータベースを備えている構成としている。
【0011】
一方、本発明の請求項3に係る発明は、請求項1記載のワーク寸法計測装置を用いて、シールド工事用セグメント等の大型ワークの寸法を計測するに際して、前記校正演算手段により前記多関節アームを具備した複数の測定機の相対位置関係を校正した後、前記複数の測定機の各探触子を前記ワークに接触させてそれぞれ三次元座標値を得るのに続いて、前記校正演算手段により前記複数の測定機で得た各三次元座標値に基づいて前記ワークの寸法を自動算出し、次いで、前記計測評価手段により前記校正演算手段からの校正結果及び演算結果に基づいて前記ワークの寸法計測結果を評価して、前記データ管理手段により前記計測評価手段からの計測結果を検査記録にまとめて出力する構成としている。
【0012】
本発明に係るワーク寸法計測装置及びワーク寸法計測方法では、ワーク上に適宜設定される計測点、例えば、研磨加工が施されたポイントに、複数の測定機の各探触子を接触させることで三次元座標値が得られる。例えば、ワークの幅や長さや高さの寸法計測に必要となるコーナ頂点の三次元座標値は、互いに交差する3つの平面の各々において、任意の3点で計測をそれぞれ実施して3つの仮想平面を作成すれば、それらの交点として算出される。
【0013】
また、本発明に係るワーク寸法計測装置及びワーク寸法計測方法において、ワークの寸法計測結果を評価する計測評価手段は、校正演算手段からの校正結果及び演算結果に基づいて、ワークの種別選択や温度補正や設計値との比較等を行う。
【0014】
本発明に係るワーク寸法計測装置及びワーク寸法計測方法では、相対位置関係が校正された複数の測定機の各探触子をワークの長さや幅や高さを算出するのに必要な計測点に接触させてそれぞれ三次元座標値を取得して、これらのデータに基づいてワークの寸法を自動算出し、この演算結果に基づいてワークの寸法計測結果を評価して出力するようにしているので、計測精度の向上が図られ、この際、専用の治具を必要としたり、ワークの位置決めを行ったりしなくて済む分だけ、寸法計測から計測後の検査記録作成までの作業コストの低減及び作業時間の短縮が図られることとなり、加えて、平坦度や捻れ等の三次元データも得られることとなる。
【0015】
また、計測結果を管理するデータベースを備えた構成とすると、ワークが例えばセグメントである場合には、セグメント製造型枠の経年変化を評価し得ることとなり、したがって、セグメントの品質向上が図られることとなる。
【発明の効果】
【0016】
本発明に係るワーク寸法計測装置では、上記した構成としているので、計測精度を向上させることができると共に、寸法計測から計測後の検査記録作成に至るまでの作業コストの低減及び作業時間の短縮を実現でき、加えて、平坦度や捻れ等の三次元データをも得ることが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0017】
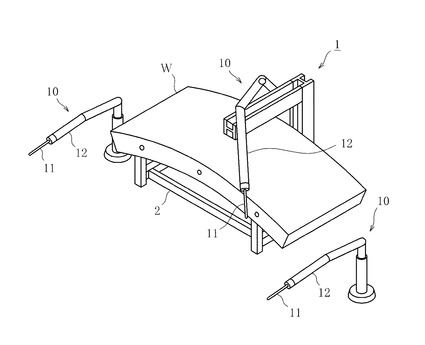
【図1】本発明に係るワーク寸法計測装置の一実施例を示す測定機の配置状況を説明する全体斜視説明図である。
【図2】図1に示したワーク寸法計測装置の構成説明図である。
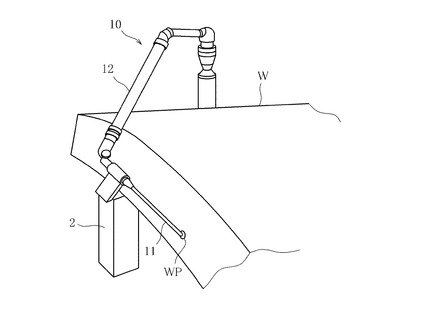
【図3】図1に示したワーク寸法計測装置の測定機による計測要領を説明する部分斜視説明図である。
【図4】図1に示したワーク寸法計測装置の測定機によるコーナ頂点の算出要領を説明する部分斜視説明図である。
【図5】図1に示したワーク寸法計測装置によるワーク寸法計測要領を説明するフローチャートである。
【発明を実施するための形態】
【0018】
以下、本発明を図面に基づいて説明する。
図1〜図5は本発明に係るワーク寸法計測装置の一実施例を示しており、この実施例では、大型ワークがシールド工事用のセグメントである場合を示す。
【0019】
図1に示すように、このワーク寸法計測装置1は、ワークであるセグメントWを寝かせた状態で載置するベッド2と、探触子11を先端に有する多関節アーム12を具備した複数(この実施例では3台)の測定機10を備えており、これらの測定機10は、ベッド2の周囲に配置されて、各々の探触子11をベッド2上のセグメントWに接触させることで三次元座標値を得るものとなっている。
【0020】
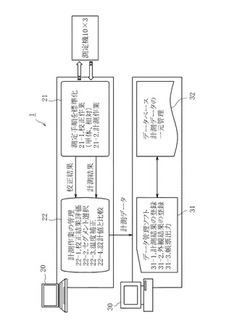
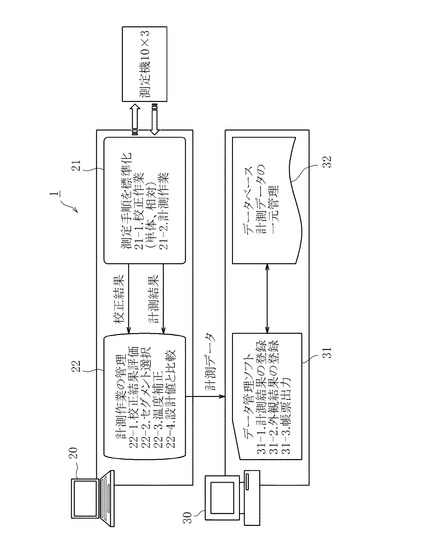
また、このワーク寸法計測装置1は、図2に示すように、ベッド2の周囲に配置される3台の測定機10の相対位置関係を校正すると共に、3台の測定機10で得られた各三次元座標値に基づいてセグメントWの幅や長さや高さなどの寸法を自動算出する校正演算手段21と、この校正演算手段21からの校正結果及び演算結果に基づいてセグメントWの寸法計測結果を評価する計測評価手段22を備えている。これらの校正演算手段21及び計測評価手段22は、いずれも計測現場に設置される計測用コンピュータ20に搭載されている。
【0021】
この場合、測定機10の探触子11を接触させる部位は、図3に示すように、例えば、研磨加工が施された計測点WPであり、セグメントW上に適宜設定される。
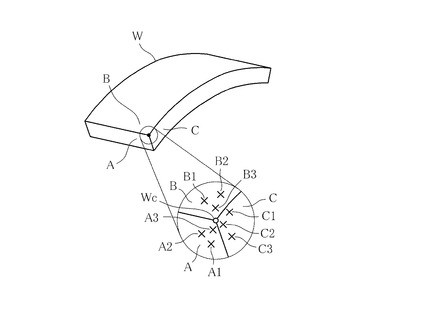
ここで、図4に示すように、セグメントWの幅や長さや高さの寸法計測に必要となるコーナ頂点Wcの三次元座標値は、互いに交差する3つの平面A,B,Cの各々において、任意の3点A1〜A3,B1〜B3,C1〜C3で計測をそれぞれ実施して3つの仮想平面を作成すれば、校正演算手段21において3つの仮想平面の交点として算出される。
【0022】
一方、セグメントWの寸法計測結果を評価する計測評価手段22では、校正演算手段21からの校正結果及び演算結果に基づいて、セグメントWの種別選択や温度補正や設計値との比較等を行う。
【0023】
さらに、このワーク寸法計測装置1は、計測評価手段22からの計測結果を出力するデータ管理手段31を備えていると共に、計測評価手段22からの計測結果を管理するデータベース32を備えており、これらのデータ管理手段31及びデータベース32は、いずれも管理用コンピュータ30に搭載されている。
【0024】
データ管理手段31は計測結果を検査記録にまとめて帳票の形で出力するほか、計測結果(外観観測結果を含む)が登録され、一方、データベース32には計測結果が一元管理されて、このデータベース32内の計測結果は、セグメント製造型枠の経年変化の評価に用いられる。
【0025】
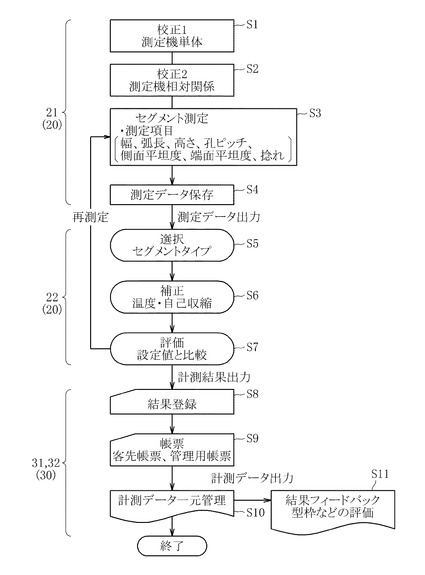
上記したワーク寸法計測装置1を用いて、シールド工事用のセグメントWの寸法を計測するに際しては、図5に示すように、まず、ステップS1,S2において、校正演算手段21により多関節アーム12を具備した測定機10の単体校正及び3台の測定機10の相対位置関係を校正した後、ステップS3において、3台の測定機10の各探触子11をセグメントWの計測点WPに接触させてそれぞれ三次元座標値を得る。
【0026】
続いて、校正演算手段21により3台の測定機10で得た各三次元座標値に基づいてセグメントWの寸法(幅、弧長、高さ、孔ピッチ、側面平坦度、端面平坦度及び捻れ)が自動算出されて、ステップS4において、これらの測定データが保存される。
【0027】
次いで、計測評価手段22により校正演算手段21からの校正結果及び演算結果に基づいて、ステップS5〜S7において、セグメントWの種別選択や温度補正や設計値との比較等が行われてセグメントWの寸法計測結果が評価され、管理用コンピュータ30のデータ管理手段31に出力される。
なお、ステップS7におけるセグメントWの寸法計測結果の評価が劣る場合には、ステップS3以降の工程をやり直す。
【0028】
そして、ステップS8において、データ管理手段31に計測評価手段22からの計測結果が登録されるのに続いて、ステップS9において、計測結果が検査記録にまとめられて帳票の形で出力され、ステップS10において、上記計測結果がデータベース32に一元管理され、このデータベース32内の計測結果は、ステップS11において、セグメント製造型枠の経年変化の評価に用いられる。
【0029】
このように、上記したワーク寸法計測装置1では、相対位置関係が校正された3台の測定機10の各探触子11をセグメントWの長さや幅や高さを算出するのに必要な計測点WP(図4では任意の3点A1〜A3,B1〜B3,C1〜C3)に接触させて三次元座標値を取得して、これらのデータに基づいてセグメントWの寸法を自動算出し、この演算結果に基づいてセグメントWの寸法計測結果を評価して出力するようにしているので、計測精度の向上が図られることとなる。
【0030】
この際、専用の治具を必要としたり、セグメントWの位置決めを行ったりしなくて済む分だけ、寸法計測から計測後の検査記録作成までの作業コストの低減が図られると共に、作業時間の短縮が図られるうえ、平坦度や捻れ等の三次元データも得られることとなる。
【0031】
また、上記したワーク寸法計測装置1では、計測結果を管理するデータベース32を備えているので、データベース32内の計測結果をセグメント製造型枠の経年変化の評価に用いれば、セグメントWの品質向上が図られることとなる。
【0032】
本発明に係るワーク寸法計測装置及びワーク寸法計測方法の構成は、上記した実施例の構成に限定されるものではなく、3台の測定機10の配置は適宜変更可能であり、測定機10の台数も3台に限定されない。
【0033】
また、測定機10の多関節アーム12の探触子11をセグメントWに触れさせる操作は、自動的に行われるようにしてもよいし、人手によって行うようにしてもよい。
【0034】
さらに、上記した実施例では、セグメントWをベッド2に載置して計測を行うようにしているが、セグメントWを安定して保持することが可能であれば、ベッド2は必ずしも必要ではない。
【0035】
さらにまた、上記した実施例では、大型ワークがシールド工事用のセグメントである場合を示したが、これに限定されるものではない。
【符号の説明】
【0036】
1 ワーク寸法計測装置
10 測定機
11 探触子
12 多関節アーム
21 校正演算手段
22 計測評価手段
31 データ管理手段
32 データベース
W セグメント(ワーク)
【技術分野】
【0001】
本発明は、例えば、シールド工事用セグメント等の大型ワークの寸法を計測するのに用いられるワーク寸法計測装置及びワーク寸法計測方法に関するものである。
【背景技術】
【0002】
大型ワーク、例えば、シールドトンネルの壁体として使用されるシールド工事用のセグメントは、一般的に、他の複数のセグメントとともにリング状に組み立てられる。このようにして組み立てられたセグメントリングは、トンネル長手方向に順次連結され、この際、隣接するセグメントリングの各セグメント同士が互いに千鳥状をなすように連結される。
【0003】
上記したように、シールド工事用のセグメントは、シールドトンネル内において互いに密着した状態で組み立てられることから、セグメントの完成品検査に際しては、セグメントの寸法を正確に計測する必要がある。
【0004】
上記セグメントの寸法計測は、大型のノギスやゲージ等の専用計測具を用いて複数の人手により行うのが一般的であるが、この計測作業及び計測後の検査記録作成作業には、多大な手間隙がかかっているのに加えて、この計測作業では、セグメントの平坦度や捻れ等の三次元データを得ることはほとんどできない。
【0005】
従来において、上記したような欠点を解消するべく成された技術としては、例えば、特許文献1に記載されたセグメント寸法計測装置がある。このセグメント寸法計測装置は、セグメントを水平に載置して定位置に保持する受け台と、この受け台上に配置されてセグメントの四方の側面と互いに平行を成す4本のレールと、これらのレール上を移動するセンサを備えており、レール上を移動するセンサからの出力信号の時間的変化により、セグメントの四方の側面に設けられたボルト孔のピッチを測定するようになっている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第2971965号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記したセグメント寸法計測装置では、セグメントの側面にあるボルト孔のピッチを正確に測定することはできるものの、形態の異なるセグメント毎に専用の受け台を必要とする分だけコスト高となるうえ、測定する度にセグメントの受け台に対する位置決めを行う分だけ多くの時間を費やしてしまうという問題を有しており、これらの問題を解決することが従来の課題となっていた。
【0008】
本発明は、上記した従来の課題に着目してなされたもので、計測精度の向上を実現したうえで、寸法計測から計測後の検査記録作成までを低コストで且つ短時間で行うことができ、加えて、平坦度や捻れ等の三次元データをも得ることが可能であるワーク寸法計測装置及びワーク寸法計測方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明の請求項1に係る発明は、シールド工事用セグメント等の大型ワークの寸法を計測するワーク寸法計測装置であって、多関節アームを具備して、該アームの先端に有する探触子を前記ワークに接触させることで三次元座標値を得る複数の測定機と、前記複数の測定機の相対位置関係を校正する作業及び該複数の測定機で得られた各三次元座標値に基づいて前記ワークの寸法を自動算出する作業を行う校正演算手段と、前記校正演算手段からの校正結果及び演算結果に基づいて前記ワークの寸法計測結果を評価する計測評価手段と、前記計測評価手段からの計測結果を検査記録にまとめて出力するデータ管理手段を備えている構成としたことを特徴としており、この構成のワーク寸法計測装置を前述した従来の課題を解決するための手段としている。
【0010】
また、本発明の請求項2に係るワーク寸法計測装置は、前記計測評価手段からの計測結果を管理するデータベースを備えている構成としている。
【0011】
一方、本発明の請求項3に係る発明は、請求項1記載のワーク寸法計測装置を用いて、シールド工事用セグメント等の大型ワークの寸法を計測するに際して、前記校正演算手段により前記多関節アームを具備した複数の測定機の相対位置関係を校正した後、前記複数の測定機の各探触子を前記ワークに接触させてそれぞれ三次元座標値を得るのに続いて、前記校正演算手段により前記複数の測定機で得た各三次元座標値に基づいて前記ワークの寸法を自動算出し、次いで、前記計測評価手段により前記校正演算手段からの校正結果及び演算結果に基づいて前記ワークの寸法計測結果を評価して、前記データ管理手段により前記計測評価手段からの計測結果を検査記録にまとめて出力する構成としている。
【0012】
本発明に係るワーク寸法計測装置及びワーク寸法計測方法では、ワーク上に適宜設定される計測点、例えば、研磨加工が施されたポイントに、複数の測定機の各探触子を接触させることで三次元座標値が得られる。例えば、ワークの幅や長さや高さの寸法計測に必要となるコーナ頂点の三次元座標値は、互いに交差する3つの平面の各々において、任意の3点で計測をそれぞれ実施して3つの仮想平面を作成すれば、それらの交点として算出される。
【0013】
また、本発明に係るワーク寸法計測装置及びワーク寸法計測方法において、ワークの寸法計測結果を評価する計測評価手段は、校正演算手段からの校正結果及び演算結果に基づいて、ワークの種別選択や温度補正や設計値との比較等を行う。
【0014】
本発明に係るワーク寸法計測装置及びワーク寸法計測方法では、相対位置関係が校正された複数の測定機の各探触子をワークの長さや幅や高さを算出するのに必要な計測点に接触させてそれぞれ三次元座標値を取得して、これらのデータに基づいてワークの寸法を自動算出し、この演算結果に基づいてワークの寸法計測結果を評価して出力するようにしているので、計測精度の向上が図られ、この際、専用の治具を必要としたり、ワークの位置決めを行ったりしなくて済む分だけ、寸法計測から計測後の検査記録作成までの作業コストの低減及び作業時間の短縮が図られることとなり、加えて、平坦度や捻れ等の三次元データも得られることとなる。
【0015】
また、計測結果を管理するデータベースを備えた構成とすると、ワークが例えばセグメントである場合には、セグメント製造型枠の経年変化を評価し得ることとなり、したがって、セグメントの品質向上が図られることとなる。
【発明の効果】
【0016】
本発明に係るワーク寸法計測装置では、上記した構成としているので、計測精度を向上させることができると共に、寸法計測から計測後の検査記録作成に至るまでの作業コストの低減及び作業時間の短縮を実現でき、加えて、平坦度や捻れ等の三次元データをも得ることが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るワーク寸法計測装置の一実施例を示す測定機の配置状況を説明する全体斜視説明図である。
【図2】図1に示したワーク寸法計測装置の構成説明図である。
【図3】図1に示したワーク寸法計測装置の測定機による計測要領を説明する部分斜視説明図である。
【図4】図1に示したワーク寸法計測装置の測定機によるコーナ頂点の算出要領を説明する部分斜視説明図である。
【図5】図1に示したワーク寸法計測装置によるワーク寸法計測要領を説明するフローチャートである。
【発明を実施するための形態】
【0018】
以下、本発明を図面に基づいて説明する。
図1〜図5は本発明に係るワーク寸法計測装置の一実施例を示しており、この実施例では、大型ワークがシールド工事用のセグメントである場合を示す。
【0019】
図1に示すように、このワーク寸法計測装置1は、ワークであるセグメントWを寝かせた状態で載置するベッド2と、探触子11を先端に有する多関節アーム12を具備した複数(この実施例では3台)の測定機10を備えており、これらの測定機10は、ベッド2の周囲に配置されて、各々の探触子11をベッド2上のセグメントWに接触させることで三次元座標値を得るものとなっている。
【0020】
また、このワーク寸法計測装置1は、図2に示すように、ベッド2の周囲に配置される3台の測定機10の相対位置関係を校正すると共に、3台の測定機10で得られた各三次元座標値に基づいてセグメントWの幅や長さや高さなどの寸法を自動算出する校正演算手段21と、この校正演算手段21からの校正結果及び演算結果に基づいてセグメントWの寸法計測結果を評価する計測評価手段22を備えている。これらの校正演算手段21及び計測評価手段22は、いずれも計測現場に設置される計測用コンピュータ20に搭載されている。
【0021】
この場合、測定機10の探触子11を接触させる部位は、図3に示すように、例えば、研磨加工が施された計測点WPであり、セグメントW上に適宜設定される。
ここで、図4に示すように、セグメントWの幅や長さや高さの寸法計測に必要となるコーナ頂点Wcの三次元座標値は、互いに交差する3つの平面A,B,Cの各々において、任意の3点A1〜A3,B1〜B3,C1〜C3で計測をそれぞれ実施して3つの仮想平面を作成すれば、校正演算手段21において3つの仮想平面の交点として算出される。
【0022】
一方、セグメントWの寸法計測結果を評価する計測評価手段22では、校正演算手段21からの校正結果及び演算結果に基づいて、セグメントWの種別選択や温度補正や設計値との比較等を行う。
【0023】
さらに、このワーク寸法計測装置1は、計測評価手段22からの計測結果を出力するデータ管理手段31を備えていると共に、計測評価手段22からの計測結果を管理するデータベース32を備えており、これらのデータ管理手段31及びデータベース32は、いずれも管理用コンピュータ30に搭載されている。
【0024】
データ管理手段31は計測結果を検査記録にまとめて帳票の形で出力するほか、計測結果(外観観測結果を含む)が登録され、一方、データベース32には計測結果が一元管理されて、このデータベース32内の計測結果は、セグメント製造型枠の経年変化の評価に用いられる。
【0025】
上記したワーク寸法計測装置1を用いて、シールド工事用のセグメントWの寸法を計測するに際しては、図5に示すように、まず、ステップS1,S2において、校正演算手段21により多関節アーム12を具備した測定機10の単体校正及び3台の測定機10の相対位置関係を校正した後、ステップS3において、3台の測定機10の各探触子11をセグメントWの計測点WPに接触させてそれぞれ三次元座標値を得る。
【0026】
続いて、校正演算手段21により3台の測定機10で得た各三次元座標値に基づいてセグメントWの寸法(幅、弧長、高さ、孔ピッチ、側面平坦度、端面平坦度及び捻れ)が自動算出されて、ステップS4において、これらの測定データが保存される。
【0027】
次いで、計測評価手段22により校正演算手段21からの校正結果及び演算結果に基づいて、ステップS5〜S7において、セグメントWの種別選択や温度補正や設計値との比較等が行われてセグメントWの寸法計測結果が評価され、管理用コンピュータ30のデータ管理手段31に出力される。
なお、ステップS7におけるセグメントWの寸法計測結果の評価が劣る場合には、ステップS3以降の工程をやり直す。
【0028】
そして、ステップS8において、データ管理手段31に計測評価手段22からの計測結果が登録されるのに続いて、ステップS9において、計測結果が検査記録にまとめられて帳票の形で出力され、ステップS10において、上記計測結果がデータベース32に一元管理され、このデータベース32内の計測結果は、ステップS11において、セグメント製造型枠の経年変化の評価に用いられる。
【0029】
このように、上記したワーク寸法計測装置1では、相対位置関係が校正された3台の測定機10の各探触子11をセグメントWの長さや幅や高さを算出するのに必要な計測点WP(図4では任意の3点A1〜A3,B1〜B3,C1〜C3)に接触させて三次元座標値を取得して、これらのデータに基づいてセグメントWの寸法を自動算出し、この演算結果に基づいてセグメントWの寸法計測結果を評価して出力するようにしているので、計測精度の向上が図られることとなる。
【0030】
この際、専用の治具を必要としたり、セグメントWの位置決めを行ったりしなくて済む分だけ、寸法計測から計測後の検査記録作成までの作業コストの低減が図られると共に、作業時間の短縮が図られるうえ、平坦度や捻れ等の三次元データも得られることとなる。
【0031】
また、上記したワーク寸法計測装置1では、計測結果を管理するデータベース32を備えているので、データベース32内の計測結果をセグメント製造型枠の経年変化の評価に用いれば、セグメントWの品質向上が図られることとなる。
【0032】
本発明に係るワーク寸法計測装置及びワーク寸法計測方法の構成は、上記した実施例の構成に限定されるものではなく、3台の測定機10の配置は適宜変更可能であり、測定機10の台数も3台に限定されない。
【0033】
また、測定機10の多関節アーム12の探触子11をセグメントWに触れさせる操作は、自動的に行われるようにしてもよいし、人手によって行うようにしてもよい。
【0034】
さらに、上記した実施例では、セグメントWをベッド2に載置して計測を行うようにしているが、セグメントWを安定して保持することが可能であれば、ベッド2は必ずしも必要ではない。
【0035】
さらにまた、上記した実施例では、大型ワークがシールド工事用のセグメントである場合を示したが、これに限定されるものではない。
【符号の説明】
【0036】
1 ワーク寸法計測装置
10 測定機
11 探触子
12 多関節アーム
21 校正演算手段
22 計測評価手段
31 データ管理手段
32 データベース
W セグメント(ワーク)
【特許請求の範囲】
【請求項1】
シールド工事用セグメント等の大型ワークの寸法を計測するワーク寸法計測装置であって、
多関節アームを具備して、該アームの先端に有する探触子を前記ワークに接触させることで三次元座標値を得る複数の測定機と、
前記複数の測定機の相対位置関係を校正する作業及び該複数の測定機で得られた各三次元座標値に基づいて前記ワークの寸法を自動算出する作業を行う校正演算手段と、
前記校正演算手段からの校正結果及び演算結果に基づいて前記ワークの寸法計測結果を評価する計測評価手段と、
前記計測評価手段からの計測結果を検査記録にまとめて出力するデータ管理手段を備えている
ことを特徴とするワーク寸法計測装置。
【請求項2】
前記計測評価手段からの計測結果を管理するデータベースを備えている請求項1に記載のワーク寸法計測装置。
【請求項3】
請求項1記載のワーク寸法計測装置を用いて、シールド工事用セグメント等の大型ワークの寸法を計測するに際して、
前記校正演算手段により前記多関節アームを具備した複数の測定機の相対位置関係を校正した後、
前記複数の測定機の各探触子を前記ワークに接触させてそれぞれ三次元座標値を得るのに続いて、前記校正演算手段により前記複数の測定機で得た各三次元座標値に基づいて前記ワークの寸法を自動算出し、
次いで、前記計測評価手段により前記校正演算手段からの校正結果及び演算結果に基づいて前記ワークの寸法計測結果を評価して、
前記データ管理手段により前記計測評価手段からの計測結果を検査記録にまとめて出力する
ことを特徴とするワーク寸法計測方法。
【請求項1】
シールド工事用セグメント等の大型ワークの寸法を計測するワーク寸法計測装置であって、
多関節アームを具備して、該アームの先端に有する探触子を前記ワークに接触させることで三次元座標値を得る複数の測定機と、
前記複数の測定機の相対位置関係を校正する作業及び該複数の測定機で得られた各三次元座標値に基づいて前記ワークの寸法を自動算出する作業を行う校正演算手段と、
前記校正演算手段からの校正結果及び演算結果に基づいて前記ワークの寸法計測結果を評価する計測評価手段と、
前記計測評価手段からの計測結果を検査記録にまとめて出力するデータ管理手段を備えている
ことを特徴とするワーク寸法計測装置。
【請求項2】
前記計測評価手段からの計測結果を管理するデータベースを備えている請求項1に記載のワーク寸法計測装置。
【請求項3】
請求項1記載のワーク寸法計測装置を用いて、シールド工事用セグメント等の大型ワークの寸法を計測するに際して、
前記校正演算手段により前記多関節アームを具備した複数の測定機の相対位置関係を校正した後、
前記複数の測定機の各探触子を前記ワークに接触させてそれぞれ三次元座標値を得るのに続いて、前記校正演算手段により前記複数の測定機で得た各三次元座標値に基づいて前記ワークの寸法を自動算出し、
次いで、前記計測評価手段により前記校正演算手段からの校正結果及び演算結果に基づいて前記ワークの寸法計測結果を評価して、
前記データ管理手段により前記計測評価手段からの計測結果を検査記録にまとめて出力する
ことを特徴とするワーク寸法計測方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−107983(P2012−107983A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−256834(P2010−256834)
【出願日】平成22年11月17日(2010.11.17)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(000198307)石川島建材工業株式会社 (139)
【出願人】(500183814)関東セグメント株式会社 (1)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月17日(2010.11.17)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(000198307)石川島建材工業株式会社 (139)
【出願人】(500183814)関東セグメント株式会社 (1)
【Fターム(参考)】
[ Back to top ]