
ワーク搬送方法およびワーク搬送装置
【課題】ワークを受け渡す取数が相違する場合であっても、短時間でしかも安定してワークを受け渡すことが可能なワーク搬送方法およびワーク搬送装置を提供する。
【解決手段】供給側治具12から一回の供給動作で一定数のワーク11を、一定数よりも多い数のワーク保持部17を有するワーク保持治具10におけるワーク保持部17に供給していくワーク搬送方法である。供給側治具12からの一定数のワーク11の供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具10のワーク保持部17への供給を含ませることにより、複数のワーク保持治具10の全ワーク保持部17にワークを供給する。
【解決手段】供給側治具12から一回の供給動作で一定数のワーク11を、一定数よりも多い数のワーク保持部17を有するワーク保持治具10におけるワーク保持部17に供給していくワーク搬送方法である。供給側治具12からの一定数のワーク11の供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具10のワーク保持部17への供給を含ませることにより、複数のワーク保持治具10の全ワーク保持部17にワークを供給する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送装置および搬送装置に関し、特に、リフロー治具等にワークを供給するためのワーク搬送方法およびワーク搬送装置に関する。
【背景技術】
【0002】
プリント基板等のはんだ付けの工業的方法には、大きく分けてフロー方式とリフロー方式がある。フロー方式は、はんだ槽に溶かしておいたはんだの表層にプリント基板の下面を浸すことによって、はんだ付けを行う方法であり、リフロー方式は、プリント基板上にはんだペースト(はんだの粉末にフラックスを加えて、適当な粘度にしたもの)を印刷し、その上に部品を載せてからリフロー炉にて熱を加えてはんだを溶かす方法である。このリフロー方式では、プリント基板等はリフロー治具に固定されて搬送される(特許文献1〜3)。
【0003】
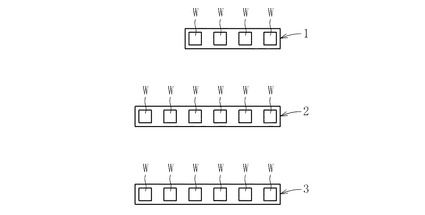
ところで、リフロー治具にワーク(例えば、ピン)を供給する場合、一般的には、図4に示すように、ワークWを保持する治具(下治具)1と、ワークWをリフロー治具3に供給するための中間ステージ2等を用いる。これは、下治具1に供給されているワーク数と、リフロー治具に供給されるワーク数が相違し、しかも、リフロー治具3には、組付ヘッドにて1回の動作にてワークWを供給する必要があるためである。図4では、下治具1に供給されるワーク数として4個であり、リフロー治具3に供給されるワーク数が6である場合を示している。
【0004】
図4に示す場合、まず、下治具1から中間ステージ2へワークWを供給して中間ステージ2に6個のワークWを供給した後、中間ステージ2から6個のワークWを供給することになる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−215062号公報
【特許文献2】特開2009−248123号公報
【特許文献3】特開2001−144430号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記した方法では、一旦中間ステージにワークを供給する必要があり、全体の工程時間が大となって作業性に劣ることになる。しかも、下治具のワークを中間ステージに供給した後、中間ステージのワークをリフロー治具に供給することになるので、搬送途中で、ワークが、欠落したり、損傷したりするおそれがあり、リフロー治具に安定してワークを供給することができなかった。
【0007】
そこで、本発明は斯かる実情に鑑み、ワークを受け渡す取数が相違する場合であっても、短時間でしかも安定してワークを受け渡すことが可能な搬送方法および搬送装置を提供するものである。
【課題を解決するための手段】
【0008】
本発明のワーク搬送方法は、供給側治具から一回の供給動作で一定数のワークを、前記一定数よりも多い数のワーク保持部を有するワーク保持治具における前記ワーク保持部に供給していくワーク搬送方法であって、前記供給側治具からの一定数のワークの供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具のワーク保持部への供給を含ませることにより、複数のワーク保持治具の全ワーク保持部にワークを供給していくものである。
【0009】
本発明のワーク搬送方法によれば、供給側治具側からの一つの供給動作において、2つのワーク保持治具のワーク保持部への供給を含ませることよって、複数のワーク保持治具の全ワーク保持部にワークを供給することができる。これによって、中間ステージ等を必要とすることなく、各ワーク保持治具の前記ワーク保持部にワークを供給することができる。
【0010】
例えば、供給側治具からの供給動作が3回であり、この3回の供給動作で2つのワーク保持治具の全ワーク保持部にワークを供給することになる。この場合、一回の供給動作のワーク供給数は4の倍数であり、ワーク保持治具のワーク保持部の数が6の倍数であるように設定するのが好ましい。
【0011】
一回の供給動作のワーク供給数が4個で、ワーク保持治具のワーク保持部の数が6個では、まず下流側のワーク保持治具の6個のワーク保持部に対して、上流側の2個のワーク保持部を残して他の4個のワーク保持部にワークを供給することができる。その後、この下流側のワーク保持治具の上流側の2個のワーク保持部と、上流側のワーク保持治具の下流側の2個のワーク保持部とに、供給側治具の4個のワークを供給できる。これによって、下流側のワーク保持治具の6個のワーク保持部にワークを供給することができ、また、上流側にワーク保持治具の下流側の2個のワーク保持部にワークが供給された状態となる。その後、上流側のワーク保持治具の他の4個に供給側治具の4個のワークを供給すれば、この上流側のワーク保持治具の6個のワーク保持部にワークを供給することができる。このため、供給側治具からの3回の供給動作で、2つのワーク保持治具の全ワーク保持部にワークを供給することができる。
【0012】
前記ワーク保持治具はリフロー方式のはんだ付けに用いるリフロー治具であってもよい。
【0013】
本発明のワーク搬送装置は、供給側治具から一回の供給動作で一定数のワークを、前記一定数よりも多い数のワーク保持部を有するワーク保持治具における前記ワーク保持部に供給していくワーク搬送装置であって、供給側治具から一定数のワークを、1回の供給動作でワーク保持治具のワーク保持部にワークを供給するワーク供給手段と、前記供給側治具からワークが供給される被供給位置に複数のワーク保持治具を順次搬送する搬送手段とを備え、前記供給側治具からの一定数のワークの供給動作のみを複数回行い、複数のワーク保持治具の全ワーク保持部にワークを供給するものである。
【0014】
本発明のワーク搬送装置によれば、ワーク供給手段および搬送手段を制御することによって、供給側治具側からの一つの供給動作において、2つのワーク保持治具のワーク保持部への供給を含ませることよって、複数のワーク保持治具の全ワーク保持部にワークを供給することができる。これによって、中間ステージ等を必要とすることなく、各ワーク保持治具の前記ワーク保持部にワークを供給することができる。
【0015】
前記搬送手段は、各ワーク保持治具を搬送方向上流側から搬送方向下流側へ案内する少なくとも一対の案内機構と、ワーク保持治具が被供給位置に搬送された状態の位置決めを行う位置決め機構とを備え、一方の案内機構にてワーク保持治具が被供給位置に搬送された状態で、他方の案内機構によるワーク保持治具の被供給位置への搬送準備が完了しているのが好ましい。
【発明の効果】
【0016】
本発明では、ワークを受け渡す2つの治具(供給側治具とワーク保持治具)の取数が相違する場合でも、中間ステージ等を必要とすることなく、少ない受け渡し動作で、ワーク保持治具に安定してワークを供給していくことができる。このため、搬送途中でのワークの欠落や損傷等を生じさせにくく、ワーク保持治具に安定してワークを供給することができる。
【0017】
一回の供給動作のワーク供給数が4個であり、ワーク保持治具のワーク保持部の数が6個である場合、供給側治具からの3回の供給動作で、2つのワーク保持治具の全ワーク保持部にワークを供給することができる。このため、供給動作の回数のロスを無くすことができ、作業性の向上を図ることができる。この搬送方法および搬送装置に用いるワーク保持治具としては、リフロー治具が最適となる。
【0018】
一方の案内機構にてワーク保持治具が被供給位置に搬送された状態で、他方の案内機構によるワーク保持治具の被供給位置への搬送準備ができるように設定した場合、作業時間の短縮を図ることができ、生産性に優れる。
【0019】
また、位置決め機構を備えたものでは、ワークのワーク保持部への供給精度の向上を図ることが可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明のワーク搬送方法の実施形態の簡略構成図である。
【図2】本発明のワーク搬送装置の簡略ブロック図である。
【図3】保持機構の動作を説明する簡略図である。
【図4】従来の課題説明図である。
【0021】
以下本発明の実施の形態を図1〜図3に基づいて説明する。
【0022】
図1は、本発明に係るワーク搬送装置の簡略構成図を示す。この装置は、リフロー治具であるワーク保持治具10にピン等のワーク11を供給するものである。この装置は、供給用のワーク11を保持している供給側治具(下治具)12からリフロー治具(ワーク保持治具)10にワーク11を供給するワーク供給手段15(図2参照)と、ワーク保持治具10を上流側から下流側へ順次搬送する搬送手段16(図2参照)とを備える。
【0023】
この場合の供給側治具12に保持されるワーク11は、例えば、3行4列に配置されている。また、ワーク保持治具10にはワーク保持部17が設けられている。ワーク保持部17は3行6列に配設されている。そして、ワーク保持治具10が前記搬送手段16によって順次、供給側治具12のワーク11が供給される被供給位置50に搬送される。
【0024】
ワーク供給手段15は、供給側治具12のワーク11をワーク保持治具10のワーク保持部17に供給するものである。この場合、図1に示すように、4つの吸着ヘッド18を有し、各吸着ヘッド18にてワーク11を吸着した状態で、ロボット機構等にて、被供給位置50に搬送されているワーク保持治具10の上方にこの吸着ヘッド18を位置させることになる。そして、その状態で、各吸着ヘッド18の各ワーク11を、ハッチングで示しているワーク保持部17へ供給することになる。この供給が終了すれば、ワーク11を供給し吸着ヘッド18が被供給位置50から退避する。
【0025】
この場合の吸着ヘッド18は3個のワーク11を吸着保持することができ、少なくとも、搬送方向上流側の2つの吸着ヘッド18,18と、搬送方向下流側の2つの吸着ヘッド18,18との間のピッチPaの変換(変更)を可能としている。なお、この場合、搬送方向上流側の2つの吸着ヘッド18,18間のピッチPbを固定するとともに、搬送方向下流側の2つの吸着ヘッド18,18との間のピッチPcを固定したり、各ピッチPa、Pb、Pcの変換(変更)を可能としたりできる。
【0026】
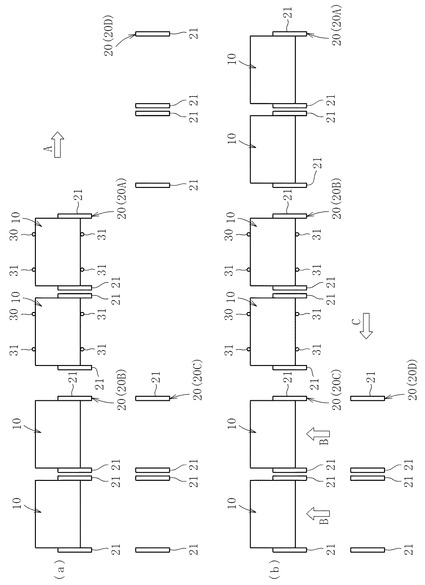
搬送手段16は、図3に示すように、搬送方向に沿って配設される2つのワーク保持治具10をそれぞれ挟持状に保持する一対のスライドアーム21、21を有する案内機構20を備える。
【0027】
このスライドアーム21は、図3に示すように、ワーク保持治具10,10を挟持支持した状態で、リニアガイド機構等を介して搬送方向に沿って移動することによって、この一対のワーク保持治具10,10を同時に搬送方向に沿って搬送することができる。これによって、ワーク保持治具10を順次、供給側治具12からワーク11が供給される被供給位置50に搬送していくことになる。
【0028】
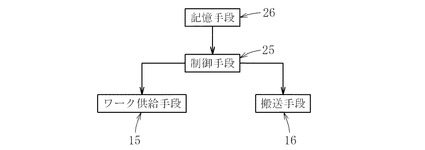
この場合、搬送手段16の搬送制御や吸着ヘッド18の動作等は制御手段25および記憶手段26等にて行うことができる。制御手段25は、例えば、CPU(Central Processing Unit)を中心としてROM(Read Only Memory)やRAM(Random Access Memory)等がバスを介して相互に接続されたマイクロコンピューターである。記憶手段26としての記憶装置は、HDD(Hard Disc Drive)やDVD(Digital Versatile Disk)ドライブ、CD−R(Compact Disc-Recordable)ドライブ、EEPROM(Electronically Erasable and Programmable Read Only Memory)等からなる。なお、ROMには、CPUが実行するプログラムやデータが格納されている。
【0029】
また、被供給部位50においては、図3に示すように、位置決め手段30が設けられている。位置決め手段30は、ノッチと、これに係合するピン部材31等で構成できる。この位置決め手段30による位置決めは、後述するように、一対のワーク保持治具10が被供給部位に位置したときに行うことになる。
【0030】
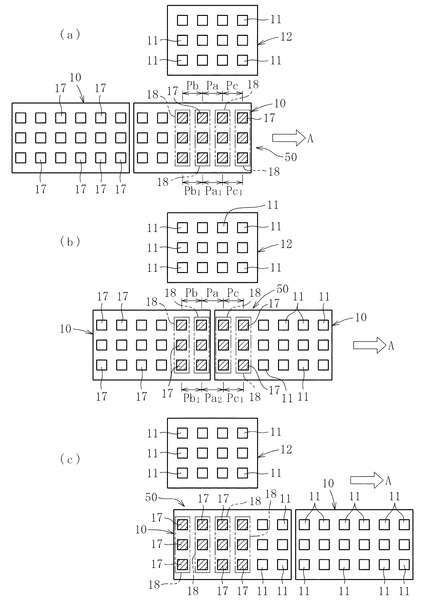
次に、前記のように構成された搬送装置にて、供給側治具12のワーク11をワーク保持治具10に供給する方法を図1を用いて説明する。一対のワーク保持治具10を搬送方向上流側から搬送方向下流側に向かって、矢印A方向に、ピッチ送りで、搬送手段16を介して搬送する。この際、図1(a)で示すように、被供給部位50に、下流側のワーク保持治具10の下流側の3行4列のワーク保持部17が到達するまで、搬送する。
【0031】
この状態で、供給側治具12をワーク供給手段15を介して、供給側治具12のワークを、この被供給部位50に位置しているワーク保持部17に供給する。図1において、ハッチングしている部位がワーク11を供給する部位である。
【0032】
次に、被供給部位50に、下流側のワーク保持治具10の上流側の3行2列のワーク保持部17と、上流側のワーク保持治具10の下流側の3行2列のワーク保持部17とを、図1(b)に示すように、被供給部位50に位置させる。この状態で、供給側治具12をワーク供給手段15を介して、供給側治具12のワークを、この被供給部位50に位置しているワーク保持部17(ハッチングにて示している12個のワーク保持部17)に供給する
【0033】
その後、図1(c)に示すように、上流側のワーク保持治具10の上流側の3行4列のワーク保持部17(ハッチングで示している部位)を、被供給部位50に位置させる。そして、これらのワーク保持部17に供給側治具12のワーク11を供給する。
【0034】
これによって、この上流側のワーク保持治具10と下流側のワーク保持治具10の2つのワーク保持治具10,10の全ワーク保持部17にワーク11を供給することができる。
【0035】
ところで、図1(a)に示す状態における搬送方向上流側の2列のワーク11と搬送方向下流側の2列のワーク11との間のピッチPa1と、図1(b)に示す状態おける搬送方向上流側の2列のワーク11と搬送方向下流側の2列のワーク11との間のピッチPa2で相違する場合がある。このため、上流側の2つの吸着ヘッド18,18と下流側の2つの吸着ヘッド18,18との間のピッチPaを、他のピッチPb,Pcと相違させることになる。これによって、図1(a)に示す状態においても、図1(b)に示す状態においても、図1(c)に示す状態においても、各ワーク11をワーク保持治具10のワーク保持部17に供給することができる。
【0036】
このため、この実施形態では、供給側治具からの供給動作が3回であり、この3回の供給動作で2つのワーク保持治具10の全ワーク保持部17にワーク11を供給することになる。この場合、1回の供給動作のワーク供給数は12個であり、ワーク保持治具10のワーク保持部17の数が18個であった。このため、まず下流側のワーク保持治具10の12個のワーク保持部17に対して、上流側の6個のワーク保持部17を残して他の12個のワーク保持部17にワーク11を供給することができる。ここで、供給動作とは、供給用ヘッド12にワーク11を吸着ヘッド18を介してワーク保持治具に供給する動作であり、1回の供給動作とは、全吸着ヘッド18によって供給する動作である。
【0037】
その後、この下流側のワーク保持治具の上流側の6個のワーク保持部17と、上流側のワーク保持治具10の下流側の6個のワーク保持部17とに、供給側治具の12個のワーク11を供給できる。これによって、下流側のワーク保持治具10の18個のワーク保持部17にワーク11を供給することができ、また、上流側のワーク保持治具10の下流側の6個のワーク保持部17にワーク11が供給された状態となる。その後、上流側のワーク保持治具10の他の12個に供給側治具12の12個のワーク11を供給すれば、この上流側のワーク保持治具10の16個のワーク保持部17にワーク11を供給することができる。このため、供給側治具12からの3回の供給動作で、2つのワーク保持治具17の全ワーク保持部17にワーク11を供給することができる。
【0038】
ところで、前記搬送工程においては、案内機構20は図3に示すような動作を行うことになる。2つの案内機構20で2つのワーク保持治具10,10を保持して順次図1(a)(b)(c)に示すように搬送することになるが、図3(a)に示すように、案内機構20(20A,20B)で一対のワーク保持治具10を搬送して、上流側のワーク保持治具10にワーク11の供給動作が終了した時点で、図3(b)に示すように、他の案内機構20(20C)が矢印B方向に移動して一対のワーク保持治具10を保持する状態となっている。この際、別の案内機構20(20D)が矢印C方向に移動して、図3(a)に示す状態に戻る。
【0039】
このため、一方の案内機構20にてワーク保持治具10が被供給位置50に搬送された状態で、他方の案内機構20によるワーク保持治具10の被供給位置50への搬送準備ができるようになっている。
【0040】
本発明のワーク搬送方法によれば、供給側治具12側からの一つの供給動作において、2つのワーク保持治具10のワーク保持部17への供給を含ませることよって、複数のワーク保持治具10の全ワーク保持部17にワーク11を供給することができる。これによって、中間ステージ等を必要とすることなく、各ワーク保持治具10の前記ワーク保持部17にワーク11を供給することができる。
【0041】
このため、本発明では、ワーク11を受け渡す2つの治具(供給側治具12とワーク保持治具10)の取数が相違する場合でも、中間ステージ等を必要とすることなく、少ない受け渡し動作で、ワーク保持治具10に安定してワーク11を供給していくことができる。このため、搬送途中でのワーク11の欠落や損傷等を生じさせにくく、ワーク保持治具10に安定してワークを供給することができる。
【0042】
一回の供給動作のワーク供給数が4個であり、ワーク保持治具のワーク保持部の数が6個である場合、供給側治具からの3回の供給動作で、2つのワーク保持治具の全ワーク保持部にワークを供給することができる。これにより、
供給動作の回数のロスを無くすことができ、作業性の向上を図ることができる。この搬送方法および搬送装置に用いるワーク保持治具としては、リフロー治具が最適となる。
【0043】
一方の案内機構20にてワーク保持治具10が被供給位置50に搬送された状態で、他方の案内機構20によるワーク保持治具10の被供給位置50への搬送準備ができるように設定した場合、作業時間の短縮を図ることができ、生産性に優れる。
【0044】
また、位置決め機構30を備えたものでは、ワーク11のワーク保持部17への供給精度の向上を図ることが可能となる。
【0045】
以上、本発明の実施形態につき説明したが、前記実施形態に限定されることなく種々の変形が可能であって、例えば、ワーク11として、ピンに限るものではなく、半導体チップ等の種々の電子部品や、他の各種の機械部品等であってもよい。また、供給側治具12のワーク数としても12個に限るものではなく、ワーク保持治具10側のワーク保持部17の数も18個に限るものではない。このため、吸着ヘッド18として4個に限るものではなく、その数の増減は可能であり、各吸着ヘッド18にて保持できるワーク11の数も任意に設定できる。さらに、前記実施形態では、ワーク保持治具10は2つを一体状に搬送して、2つのワーク保持治具10ずつにワーク11の供給を行うものであったが、3以上のワーク保持治具10ずつワーク供給するものであってもよい。
【符号の説明】
【0046】
10 ワーク保持治具(リフロー治具)
11 ワーク
12 供給側治具
15 ワーク供給手段
16 搬送手段
17 ワーク保持部
20 案内機構
30 位置決め手段
50 被供給部位
【技術分野】
【0001】
本発明は、搬送装置および搬送装置に関し、特に、リフロー治具等にワークを供給するためのワーク搬送方法およびワーク搬送装置に関する。
【背景技術】
【0002】
プリント基板等のはんだ付けの工業的方法には、大きく分けてフロー方式とリフロー方式がある。フロー方式は、はんだ槽に溶かしておいたはんだの表層にプリント基板の下面を浸すことによって、はんだ付けを行う方法であり、リフロー方式は、プリント基板上にはんだペースト(はんだの粉末にフラックスを加えて、適当な粘度にしたもの)を印刷し、その上に部品を載せてからリフロー炉にて熱を加えてはんだを溶かす方法である。このリフロー方式では、プリント基板等はリフロー治具に固定されて搬送される(特許文献1〜3)。
【0003】
ところで、リフロー治具にワーク(例えば、ピン)を供給する場合、一般的には、図4に示すように、ワークWを保持する治具(下治具)1と、ワークWをリフロー治具3に供給するための中間ステージ2等を用いる。これは、下治具1に供給されているワーク数と、リフロー治具に供給されるワーク数が相違し、しかも、リフロー治具3には、組付ヘッドにて1回の動作にてワークWを供給する必要があるためである。図4では、下治具1に供給されるワーク数として4個であり、リフロー治具3に供給されるワーク数が6である場合を示している。
【0004】
図4に示す場合、まず、下治具1から中間ステージ2へワークWを供給して中間ステージ2に6個のワークWを供給した後、中間ステージ2から6個のワークWを供給することになる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−215062号公報
【特許文献2】特開2009−248123号公報
【特許文献3】特開2001−144430号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記した方法では、一旦中間ステージにワークを供給する必要があり、全体の工程時間が大となって作業性に劣ることになる。しかも、下治具のワークを中間ステージに供給した後、中間ステージのワークをリフロー治具に供給することになるので、搬送途中で、ワークが、欠落したり、損傷したりするおそれがあり、リフロー治具に安定してワークを供給することができなかった。
【0007】
そこで、本発明は斯かる実情に鑑み、ワークを受け渡す取数が相違する場合であっても、短時間でしかも安定してワークを受け渡すことが可能な搬送方法および搬送装置を提供するものである。
【課題を解決するための手段】
【0008】
本発明のワーク搬送方法は、供給側治具から一回の供給動作で一定数のワークを、前記一定数よりも多い数のワーク保持部を有するワーク保持治具における前記ワーク保持部に供給していくワーク搬送方法であって、前記供給側治具からの一定数のワークの供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具のワーク保持部への供給を含ませることにより、複数のワーク保持治具の全ワーク保持部にワークを供給していくものである。
【0009】
本発明のワーク搬送方法によれば、供給側治具側からの一つの供給動作において、2つのワーク保持治具のワーク保持部への供給を含ませることよって、複数のワーク保持治具の全ワーク保持部にワークを供給することができる。これによって、中間ステージ等を必要とすることなく、各ワーク保持治具の前記ワーク保持部にワークを供給することができる。
【0010】
例えば、供給側治具からの供給動作が3回であり、この3回の供給動作で2つのワーク保持治具の全ワーク保持部にワークを供給することになる。この場合、一回の供給動作のワーク供給数は4の倍数であり、ワーク保持治具のワーク保持部の数が6の倍数であるように設定するのが好ましい。
【0011】
一回の供給動作のワーク供給数が4個で、ワーク保持治具のワーク保持部の数が6個では、まず下流側のワーク保持治具の6個のワーク保持部に対して、上流側の2個のワーク保持部を残して他の4個のワーク保持部にワークを供給することができる。その後、この下流側のワーク保持治具の上流側の2個のワーク保持部と、上流側のワーク保持治具の下流側の2個のワーク保持部とに、供給側治具の4個のワークを供給できる。これによって、下流側のワーク保持治具の6個のワーク保持部にワークを供給することができ、また、上流側にワーク保持治具の下流側の2個のワーク保持部にワークが供給された状態となる。その後、上流側のワーク保持治具の他の4個に供給側治具の4個のワークを供給すれば、この上流側のワーク保持治具の6個のワーク保持部にワークを供給することができる。このため、供給側治具からの3回の供給動作で、2つのワーク保持治具の全ワーク保持部にワークを供給することができる。
【0012】
前記ワーク保持治具はリフロー方式のはんだ付けに用いるリフロー治具であってもよい。
【0013】
本発明のワーク搬送装置は、供給側治具から一回の供給動作で一定数のワークを、前記一定数よりも多い数のワーク保持部を有するワーク保持治具における前記ワーク保持部に供給していくワーク搬送装置であって、供給側治具から一定数のワークを、1回の供給動作でワーク保持治具のワーク保持部にワークを供給するワーク供給手段と、前記供給側治具からワークが供給される被供給位置に複数のワーク保持治具を順次搬送する搬送手段とを備え、前記供給側治具からの一定数のワークの供給動作のみを複数回行い、複数のワーク保持治具の全ワーク保持部にワークを供給するものである。
【0014】
本発明のワーク搬送装置によれば、ワーク供給手段および搬送手段を制御することによって、供給側治具側からの一つの供給動作において、2つのワーク保持治具のワーク保持部への供給を含ませることよって、複数のワーク保持治具の全ワーク保持部にワークを供給することができる。これによって、中間ステージ等を必要とすることなく、各ワーク保持治具の前記ワーク保持部にワークを供給することができる。
【0015】
前記搬送手段は、各ワーク保持治具を搬送方向上流側から搬送方向下流側へ案内する少なくとも一対の案内機構と、ワーク保持治具が被供給位置に搬送された状態の位置決めを行う位置決め機構とを備え、一方の案内機構にてワーク保持治具が被供給位置に搬送された状態で、他方の案内機構によるワーク保持治具の被供給位置への搬送準備が完了しているのが好ましい。
【発明の効果】
【0016】
本発明では、ワークを受け渡す2つの治具(供給側治具とワーク保持治具)の取数が相違する場合でも、中間ステージ等を必要とすることなく、少ない受け渡し動作で、ワーク保持治具に安定してワークを供給していくことができる。このため、搬送途中でのワークの欠落や損傷等を生じさせにくく、ワーク保持治具に安定してワークを供給することができる。
【0017】
一回の供給動作のワーク供給数が4個であり、ワーク保持治具のワーク保持部の数が6個である場合、供給側治具からの3回の供給動作で、2つのワーク保持治具の全ワーク保持部にワークを供給することができる。このため、供給動作の回数のロスを無くすことができ、作業性の向上を図ることができる。この搬送方法および搬送装置に用いるワーク保持治具としては、リフロー治具が最適となる。
【0018】
一方の案内機構にてワーク保持治具が被供給位置に搬送された状態で、他方の案内機構によるワーク保持治具の被供給位置への搬送準備ができるように設定した場合、作業時間の短縮を図ることができ、生産性に優れる。
【0019】
また、位置決め機構を備えたものでは、ワークのワーク保持部への供給精度の向上を図ることが可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明のワーク搬送方法の実施形態の簡略構成図である。
【図2】本発明のワーク搬送装置の簡略ブロック図である。
【図3】保持機構の動作を説明する簡略図である。
【図4】従来の課題説明図である。
【0021】
以下本発明の実施の形態を図1〜図3に基づいて説明する。
【0022】
図1は、本発明に係るワーク搬送装置の簡略構成図を示す。この装置は、リフロー治具であるワーク保持治具10にピン等のワーク11を供給するものである。この装置は、供給用のワーク11を保持している供給側治具(下治具)12からリフロー治具(ワーク保持治具)10にワーク11を供給するワーク供給手段15(図2参照)と、ワーク保持治具10を上流側から下流側へ順次搬送する搬送手段16(図2参照)とを備える。
【0023】
この場合の供給側治具12に保持されるワーク11は、例えば、3行4列に配置されている。また、ワーク保持治具10にはワーク保持部17が設けられている。ワーク保持部17は3行6列に配設されている。そして、ワーク保持治具10が前記搬送手段16によって順次、供給側治具12のワーク11が供給される被供給位置50に搬送される。
【0024】
ワーク供給手段15は、供給側治具12のワーク11をワーク保持治具10のワーク保持部17に供給するものである。この場合、図1に示すように、4つの吸着ヘッド18を有し、各吸着ヘッド18にてワーク11を吸着した状態で、ロボット機構等にて、被供給位置50に搬送されているワーク保持治具10の上方にこの吸着ヘッド18を位置させることになる。そして、その状態で、各吸着ヘッド18の各ワーク11を、ハッチングで示しているワーク保持部17へ供給することになる。この供給が終了すれば、ワーク11を供給し吸着ヘッド18が被供給位置50から退避する。
【0025】
この場合の吸着ヘッド18は3個のワーク11を吸着保持することができ、少なくとも、搬送方向上流側の2つの吸着ヘッド18,18と、搬送方向下流側の2つの吸着ヘッド18,18との間のピッチPaの変換(変更)を可能としている。なお、この場合、搬送方向上流側の2つの吸着ヘッド18,18間のピッチPbを固定するとともに、搬送方向下流側の2つの吸着ヘッド18,18との間のピッチPcを固定したり、各ピッチPa、Pb、Pcの変換(変更)を可能としたりできる。
【0026】
搬送手段16は、図3に示すように、搬送方向に沿って配設される2つのワーク保持治具10をそれぞれ挟持状に保持する一対のスライドアーム21、21を有する案内機構20を備える。
【0027】
このスライドアーム21は、図3に示すように、ワーク保持治具10,10を挟持支持した状態で、リニアガイド機構等を介して搬送方向に沿って移動することによって、この一対のワーク保持治具10,10を同時に搬送方向に沿って搬送することができる。これによって、ワーク保持治具10を順次、供給側治具12からワーク11が供給される被供給位置50に搬送していくことになる。
【0028】
この場合、搬送手段16の搬送制御や吸着ヘッド18の動作等は制御手段25および記憶手段26等にて行うことができる。制御手段25は、例えば、CPU(Central Processing Unit)を中心としてROM(Read Only Memory)やRAM(Random Access Memory)等がバスを介して相互に接続されたマイクロコンピューターである。記憶手段26としての記憶装置は、HDD(Hard Disc Drive)やDVD(Digital Versatile Disk)ドライブ、CD−R(Compact Disc-Recordable)ドライブ、EEPROM(Electronically Erasable and Programmable Read Only Memory)等からなる。なお、ROMには、CPUが実行するプログラムやデータが格納されている。
【0029】
また、被供給部位50においては、図3に示すように、位置決め手段30が設けられている。位置決め手段30は、ノッチと、これに係合するピン部材31等で構成できる。この位置決め手段30による位置決めは、後述するように、一対のワーク保持治具10が被供給部位に位置したときに行うことになる。
【0030】
次に、前記のように構成された搬送装置にて、供給側治具12のワーク11をワーク保持治具10に供給する方法を図1を用いて説明する。一対のワーク保持治具10を搬送方向上流側から搬送方向下流側に向かって、矢印A方向に、ピッチ送りで、搬送手段16を介して搬送する。この際、図1(a)で示すように、被供給部位50に、下流側のワーク保持治具10の下流側の3行4列のワーク保持部17が到達するまで、搬送する。
【0031】
この状態で、供給側治具12をワーク供給手段15を介して、供給側治具12のワークを、この被供給部位50に位置しているワーク保持部17に供給する。図1において、ハッチングしている部位がワーク11を供給する部位である。
【0032】
次に、被供給部位50に、下流側のワーク保持治具10の上流側の3行2列のワーク保持部17と、上流側のワーク保持治具10の下流側の3行2列のワーク保持部17とを、図1(b)に示すように、被供給部位50に位置させる。この状態で、供給側治具12をワーク供給手段15を介して、供給側治具12のワークを、この被供給部位50に位置しているワーク保持部17(ハッチングにて示している12個のワーク保持部17)に供給する
【0033】
その後、図1(c)に示すように、上流側のワーク保持治具10の上流側の3行4列のワーク保持部17(ハッチングで示している部位)を、被供給部位50に位置させる。そして、これらのワーク保持部17に供給側治具12のワーク11を供給する。
【0034】
これによって、この上流側のワーク保持治具10と下流側のワーク保持治具10の2つのワーク保持治具10,10の全ワーク保持部17にワーク11を供給することができる。
【0035】
ところで、図1(a)に示す状態における搬送方向上流側の2列のワーク11と搬送方向下流側の2列のワーク11との間のピッチPa1と、図1(b)に示す状態おける搬送方向上流側の2列のワーク11と搬送方向下流側の2列のワーク11との間のピッチPa2で相違する場合がある。このため、上流側の2つの吸着ヘッド18,18と下流側の2つの吸着ヘッド18,18との間のピッチPaを、他のピッチPb,Pcと相違させることになる。これによって、図1(a)に示す状態においても、図1(b)に示す状態においても、図1(c)に示す状態においても、各ワーク11をワーク保持治具10のワーク保持部17に供給することができる。
【0036】
このため、この実施形態では、供給側治具からの供給動作が3回であり、この3回の供給動作で2つのワーク保持治具10の全ワーク保持部17にワーク11を供給することになる。この場合、1回の供給動作のワーク供給数は12個であり、ワーク保持治具10のワーク保持部17の数が18個であった。このため、まず下流側のワーク保持治具10の12個のワーク保持部17に対して、上流側の6個のワーク保持部17を残して他の12個のワーク保持部17にワーク11を供給することができる。ここで、供給動作とは、供給用ヘッド12にワーク11を吸着ヘッド18を介してワーク保持治具に供給する動作であり、1回の供給動作とは、全吸着ヘッド18によって供給する動作である。
【0037】
その後、この下流側のワーク保持治具の上流側の6個のワーク保持部17と、上流側のワーク保持治具10の下流側の6個のワーク保持部17とに、供給側治具の12個のワーク11を供給できる。これによって、下流側のワーク保持治具10の18個のワーク保持部17にワーク11を供給することができ、また、上流側のワーク保持治具10の下流側の6個のワーク保持部17にワーク11が供給された状態となる。その後、上流側のワーク保持治具10の他の12個に供給側治具12の12個のワーク11を供給すれば、この上流側のワーク保持治具10の16個のワーク保持部17にワーク11を供給することができる。このため、供給側治具12からの3回の供給動作で、2つのワーク保持治具17の全ワーク保持部17にワーク11を供給することができる。
【0038】
ところで、前記搬送工程においては、案内機構20は図3に示すような動作を行うことになる。2つの案内機構20で2つのワーク保持治具10,10を保持して順次図1(a)(b)(c)に示すように搬送することになるが、図3(a)に示すように、案内機構20(20A,20B)で一対のワーク保持治具10を搬送して、上流側のワーク保持治具10にワーク11の供給動作が終了した時点で、図3(b)に示すように、他の案内機構20(20C)が矢印B方向に移動して一対のワーク保持治具10を保持する状態となっている。この際、別の案内機構20(20D)が矢印C方向に移動して、図3(a)に示す状態に戻る。
【0039】
このため、一方の案内機構20にてワーク保持治具10が被供給位置50に搬送された状態で、他方の案内機構20によるワーク保持治具10の被供給位置50への搬送準備ができるようになっている。
【0040】
本発明のワーク搬送方法によれば、供給側治具12側からの一つの供給動作において、2つのワーク保持治具10のワーク保持部17への供給を含ませることよって、複数のワーク保持治具10の全ワーク保持部17にワーク11を供給することができる。これによって、中間ステージ等を必要とすることなく、各ワーク保持治具10の前記ワーク保持部17にワーク11を供給することができる。
【0041】
このため、本発明では、ワーク11を受け渡す2つの治具(供給側治具12とワーク保持治具10)の取数が相違する場合でも、中間ステージ等を必要とすることなく、少ない受け渡し動作で、ワーク保持治具10に安定してワーク11を供給していくことができる。このため、搬送途中でのワーク11の欠落や損傷等を生じさせにくく、ワーク保持治具10に安定してワークを供給することができる。
【0042】
一回の供給動作のワーク供給数が4個であり、ワーク保持治具のワーク保持部の数が6個である場合、供給側治具からの3回の供給動作で、2つのワーク保持治具の全ワーク保持部にワークを供給することができる。これにより、
供給動作の回数のロスを無くすことができ、作業性の向上を図ることができる。この搬送方法および搬送装置に用いるワーク保持治具としては、リフロー治具が最適となる。
【0043】
一方の案内機構20にてワーク保持治具10が被供給位置50に搬送された状態で、他方の案内機構20によるワーク保持治具10の被供給位置50への搬送準備ができるように設定した場合、作業時間の短縮を図ることができ、生産性に優れる。
【0044】
また、位置決め機構30を備えたものでは、ワーク11のワーク保持部17への供給精度の向上を図ることが可能となる。
【0045】
以上、本発明の実施形態につき説明したが、前記実施形態に限定されることなく種々の変形が可能であって、例えば、ワーク11として、ピンに限るものではなく、半導体チップ等の種々の電子部品や、他の各種の機械部品等であってもよい。また、供給側治具12のワーク数としても12個に限るものではなく、ワーク保持治具10側のワーク保持部17の数も18個に限るものではない。このため、吸着ヘッド18として4個に限るものではなく、その数の増減は可能であり、各吸着ヘッド18にて保持できるワーク11の数も任意に設定できる。さらに、前記実施形態では、ワーク保持治具10は2つを一体状に搬送して、2つのワーク保持治具10ずつにワーク11の供給を行うものであったが、3以上のワーク保持治具10ずつワーク供給するものであってもよい。
【符号の説明】
【0046】
10 ワーク保持治具(リフロー治具)
11 ワーク
12 供給側治具
15 ワーク供給手段
16 搬送手段
17 ワーク保持部
20 案内機構
30 位置決め手段
50 被供給部位
【特許請求の範囲】
【請求項1】
供給側治具から一回の供給動作で一定数のワークを、前記一定数よりも多い数のワーク保持部を有するワーク保持治具における前記ワーク保持部に供給していくワーク搬送方法であって、
前記供給側治具からの一定数のワークの供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具のワーク保持部への供給を含ませることにより、複数のワーク保持治具の全ワーク保持部にワークを供給していくことを特徴とするワーク搬送方法。
【請求項2】
供給側治具からの供給動作が3回であり、この3回の供給動作で2つのワーク保持治具の全ワーク保持部にワークを供給することを特徴とする請求項1に記載のワーク搬送方法。
【請求項3】
一回の供給動作のワーク供給数は4の倍数であり、ワーク保持治具のワーク保持部の数が6の倍数であることを特徴とする請求項1又は請求項2に記載のワーク搬送方法。
【請求項4】
前記ワーク保持治具はリフロー方式のはんだ付けに用いるリフロー治具であることを特徴とする請求項1〜請求項3のいずれか1項に記載のワーク搬送方法。
【請求項5】
供給側治具から一回の供給動作で一定数のワークを、前記一定数よりも多い数のワーク保持部を有するワーク保持治具における前記ワーク保持部に供給していくワーク搬送装置であって、
供給側治具から一定数のワークを、1回の供給動作でワーク保持治具のワーク保持部にワークを供給するワーク供給手段と、
前記供給側治具からワークが供給される被供給位置に複数のワーク保持治具を順次搬送する搬送手段とを備え、
前記供給側治具からの一定数のワークの供給動作のみを複数回行い、複数のワーク保持治具の全ワーク保持部にワークを供給することを特徴とするワーク搬送装置。
【請求項6】
前記搬送手段は、各ワーク保持治具を搬送方向上流側から搬送方向下流側へ案内する少なくとも一対の案内機構と、ワーク保持治具が被供給位置に搬送された状態の位置決めを行う位置決め機構とを備え、一方の案内機構にてワーク保持治具が被供給位置に搬送された状態で、他方の案内機構によるワーク保持治具の被供給位置への搬送準備が完了していることを特徴とする請求項5に記載のワーク搬送装置。
【請求項1】
供給側治具から一回の供給動作で一定数のワークを、前記一定数よりも多い数のワーク保持部を有するワーク保持治具における前記ワーク保持部に供給していくワーク搬送方法であって、
前記供給側治具からの一定数のワークの供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具のワーク保持部への供給を含ませることにより、複数のワーク保持治具の全ワーク保持部にワークを供給していくことを特徴とするワーク搬送方法。
【請求項2】
供給側治具からの供給動作が3回であり、この3回の供給動作で2つのワーク保持治具の全ワーク保持部にワークを供給することを特徴とする請求項1に記載のワーク搬送方法。
【請求項3】
一回の供給動作のワーク供給数は4の倍数であり、ワーク保持治具のワーク保持部の数が6の倍数であることを特徴とする請求項1又は請求項2に記載のワーク搬送方法。
【請求項4】
前記ワーク保持治具はリフロー方式のはんだ付けに用いるリフロー治具であることを特徴とする請求項1〜請求項3のいずれか1項に記載のワーク搬送方法。
【請求項5】
供給側治具から一回の供給動作で一定数のワークを、前記一定数よりも多い数のワーク保持部を有するワーク保持治具における前記ワーク保持部に供給していくワーク搬送装置であって、
供給側治具から一定数のワークを、1回の供給動作でワーク保持治具のワーク保持部にワークを供給するワーク供給手段と、
前記供給側治具からワークが供給される被供給位置に複数のワーク保持治具を順次搬送する搬送手段とを備え、
前記供給側治具からの一定数のワークの供給動作のみを複数回行い、複数のワーク保持治具の全ワーク保持部にワークを供給することを特徴とするワーク搬送装置。
【請求項6】
前記搬送手段は、各ワーク保持治具を搬送方向上流側から搬送方向下流側へ案内する少なくとも一対の案内機構と、ワーク保持治具が被供給位置に搬送された状態の位置決めを行う位置決め機構とを備え、一方の案内機構にてワーク保持治具が被供給位置に搬送された状態で、他方の案内機構によるワーク保持治具の被供給位置への搬送準備が完了していることを特徴とする請求項5に記載のワーク搬送装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−110220(P2013−110220A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252960(P2011−252960)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000110859)キヤノンマシナリー株式会社 (179)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000110859)キヤノンマシナリー株式会社 (179)
【Fターム(参考)】
[ Back to top ]