
ワーク搬送装置およびワーク搬送方法
【課題】パレットを不要とすると共に、ワークを搬送媒体に搭載しまま簡単に姿勢変更することができるワーク搬送装置およびワーク搬送方法を提供する。
【解決手段】それぞれが処理エリア上にワークWの搬送路を有し、搬送路が連なるように横並びに配設した複数のワーク処理装置に、搬送路に沿って複数のワークを順次搬送するワーク搬送装置において、各ワークWを表裏一方の面に固着した状態で搬送する搬送テープTと、搬送テープTを搬送路に沿って送るテープ送り手段と、を備えた。
【解決手段】それぞれが処理エリア上にワークWの搬送路を有し、搬送路が連なるように横並びに配設した複数のワーク処理装置に、搬送路に沿って複数のワークを順次搬送するワーク搬送装置において、各ワークWを表裏一方の面に固着した状態で搬送する搬送テープTと、搬送テープTを搬送路に沿って送るテープ送り手段と、を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送テープに複数のワークを固着した状態で順次搬送するワーク搬送装置およびワーク搬送方法に関するものである。
【背景技術】
【0002】
従来、この種のワーク搬送装置として、処理対象となるワークをパレットに載置した状態で、搬送路に沿って搬送するものが知られている(特許文献1参照)。この場合、各種処理装置(ロボット)は、パレット上のワークにアクセスして、部品の組み込み等の処理を行なうようになっている。
【特許文献1】特開平5−138463号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記のような構成では、搬送の際にパレットを用いなければならない。このため、使用するパレットの管理が煩雑になると共に、パレットの製造コストがかかる。また、パレット上においてワークの姿勢を簡単に変更することができないため、その分、各種処理装置を複雑な動作を行なうロボットで構成せざるを得なかった。
【0004】
本発明は、パレットを不要とすると共に、ワークを搬送媒体に搭載しまま簡単に姿勢変更することができるワーク搬送装置およびワーク搬送方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明のワーク搬送装置は、それぞれが処理エリア上にワークの搬送路を有し、搬送路が連なるように横並びに配設した複数のワーク処理装置に、搬送路に沿って複数のワークを順次搬送するワーク搬送装置において、各ワークを表裏一方の面に固着した状態で搬送する搬送テープと、搬送テープを搬送路に沿って送るテープ送り手段と、を備えたことを特徴とする。
【0006】
本発明のワーク搬送方法は、それぞれが処理エリア上にワークの搬送路を有し、搬送路が連なるように横並びに配設した複数のワーク処理装置に、搬送路に沿って複数のワークを順次搬送するワークの搬送方法において、搬送路の搬送開始位置において搬送テープの表裏一方の面に所定のピッチで各ワークを接着しながら、搬送テープを搬送路に沿って送ることで、各ワークを搬送することを特徴とする。
【0007】
この構成によれば、搬送テープに各ワークを固着した状態で搬送することができるため、パレットを用いることなく搬送が可能となる。また、ワークの姿勢を変える場合には、例えば、搬送テープを捻ることにより、ワークが落下することなく簡単に姿勢を変えることができる。これにより、ワークを搬送テープに搭載したまま各ワーク処理装置による処理を適切に行なうことができると共に、各ワーク処理装置の構造が複雑になることがない。
【0008】
この場合、搬送路の搬送開始位置に配設され、各ワークを搬送テープに固着する給材装置、を更に備えたことが、好ましい。
【0009】
この構成によれば、搬送テープに各ワークを固着した状態で、搬送路に順次送り出すことができる。
【0010】
また、上記ワーク搬送装置において、搬送テープは、ワークの製品ラベルを表裏他方の面に所定のピッチで印刷したものであり、給材装置は、製品ラベルの部分に各ワークを熱圧着することが、好ましい。
【0011】
同様に、上記ワーク搬送方法において、搬送テープは、ワークの製品ラベルを表裏他方の面に所定のピッチで印刷したものであり、各ワークは、製品ラベルの部分に熱圧着されることが、好ましい。
【0012】
この構成によれば、ワークの製品ラベルが印刷された搬送テープを用いることにより、搬送テープをワークに固着する固着作業が、製品ラベルをワークに固着する固着作業として兼ねることができる。このように、製品ラベルを印刷したテープを有効活用することができる。
【0013】
この場合、搬送テープは、ワークの1の面を覆う覆装フィルムと同一の材料で構成したものであり、給材装置は、搬送テープに各ワークを熱圧着することが、好ましい。
【0014】
この構成によれば、搬送テープをワークの覆装フィルムとして用いることができ、搬送テープを有効活用することができる。
【0015】
この場合、搬送テープは、表裏一方の面に所定のピッチで粘着部を設けたものであり、給材装置は、粘着部に各ワークを貼着することが、好ましい。
【0016】
この構成によれば、粘着部にワークを貼着することで、簡単に搬送テープにワークを固着させることができる。すなわち、ワークを搬送テープに簡単に搭載することができる。
【0017】
この場合、テープ送り手段は、ワークおよび搬送テープのいずれかを把持する把持アームと、把持アームを搬送路に沿って往復動させる往復動機構と、往復動機構による把持アームの搬送方向への往動時に把持アームを把持動作させ、復動時に把持アームを把持解除動作させる制御手段と、を有していることが、好ましい。
【0018】
この構成によれば、ワークまたは搬送テープをしっかりと把持した状態で所定のピッチで搬送することができるため、各ワークを適切に複数のワーク処理装置に臨ませることができる。また、搬送テープを巻き取る構造のテープ送り手段ではないため、ワークが邪魔になることがない。
【0019】
この場合、テープ送り手段は、搬送路の延在方向に分散して複数設けられていることが、好ましい。
【0020】
この構成によれば、搬送路の一部が、異なるピッチまたは搬送速度で搬送する場合にも、適応させることができる。
【0021】
この場合、搬送路の途中に、搬送テープを捻じって各ワークの姿勢を変更する姿勢変更手段を、更に備えたことが、好ましい。
【0022】
この構成によれば、搬送テープを捻ることにより、簡単にワークの姿勢を変更することができる。
【0023】
この場合、姿勢変更手段は、搬送テープの表裏他方の面に摺接し、搬送テープに倣って捻り変形させた板状ガイドで構成されていることが、好ましい。
【0024】
この構成によれば、板状ガイドに沿って搬送テープを搬送するだけで、簡単にワークの姿勢を変更することができる。これにより、姿勢変更用のハンドリング装置を設ける必要が無く、装置コストを軽減することができ、簡易な装置構成でワークの姿勢変更を行なうことができる。
【0025】
この場合、姿勢変更手段は、搬送テープの表裏他方の面に摺接し、搬送テープに倣って捻り変形させた平行な一対の棒状ガイドで構成されていることが、好ましい。
【0026】
この構成によれば、一対の棒状ガイドに沿って搬送テープを搬送するだけで、簡単にワークの姿勢を変更することができる。これにより、姿勢変更用のハンドリング装置を設ける必要が無く、装置コストを軽減することができ、簡易な装置構成でワークの姿勢変更を行なうことができる。
【0027】
この場合、姿勢変更手段は、搬送テープの表裏他方の面に転接し、搬送テープに倣って配設した複数のガイドローラで構成されていることが、好ましい。
【0028】
この構成によれば、複数のガイドローラに沿って搬送テープを搬送するだけで、簡単にワークの姿勢を変更することができる。これにより、姿勢変更用のハンドリング装置を設ける必要が無く、装置コストを軽減することができ、簡易な装置構成でワークの姿勢変更を行なうことができる。
【0029】
この場合、搬送路は、搬送テープを下方に弛ませるバッファ部を有していることが、好ましい。
【0030】
この構成によれば、搬送路の各部分において、各種処理作業を行なう場合、前処理が処理停止した場合でも、バッファ部内に待機させたワークを後処理に臨ませることができるため、搬送路全体が停止することがない。また、前処理および後処理が異なる処理時間であっても、バッファ部により前後処理の処理時間の差を吸収することができるため、効率良くワークを搬送することができる。
【0031】
この場合、各ワークがインクカートリッジの本体ケースであり、複数のワーク処理装置には、本体ケースに部品を組み込む部品組込み装置および本体ケースにインクを注入するインク注入装置が、含まれていることが、好ましい。
【0032】
この構成によれば、インクカートリッジを簡単且つ効率良く組み立てることができ、生産性を向上させることができる。
【発明を実施するための最良の形態】
【0033】
以下、添付の図面を参照して、本発明に係るワーク搬送装置について説明する。このワーク搬送装置は、搬送テープに熱圧着した複数のワークを、複数のワーク処理装置に順次臨ませるよう搬送するものである。本実施形態では、ワークとして、例えば、インクカートリッジの本体ケースを用いている。ここで、本体ケースに各部品を組み込むと共に、インクを注入してインクカートリッジを製造するカートリッジ製造ラインに、ワーク搬送装置を適用した場合について説明する。
【0034】
カートリッジ製造ライン1で製造されるインクカートリッジは、図示は省略するが、プリンタにインクを供給するインク供給口2を有すると共に内部にインクを貯留する本体ケースW(図4参照)と、インク供給口2に装着され、インク供給口2を開閉する開閉バルブと、開閉バルブを開放状態と閉塞状態との間で付勢する付勢バネと、インク供給口2からのインク漏れを防ぐためのゴム製のシール部材と、を有しており、これら全体を複数枚のフィルムで覆うように構成されている。また、本体ケースWには、後述するインク注入装置100からインクを注入するためのインク注入口が設けられ、インクの注入後、インク注入口を覆うようフィルムが溶着されることにより、このインク注入口が封止される。
【0035】
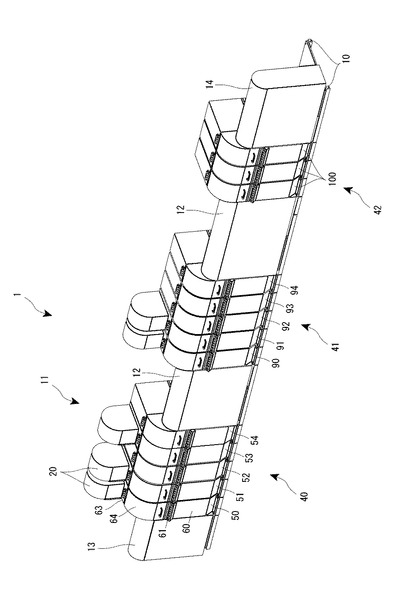
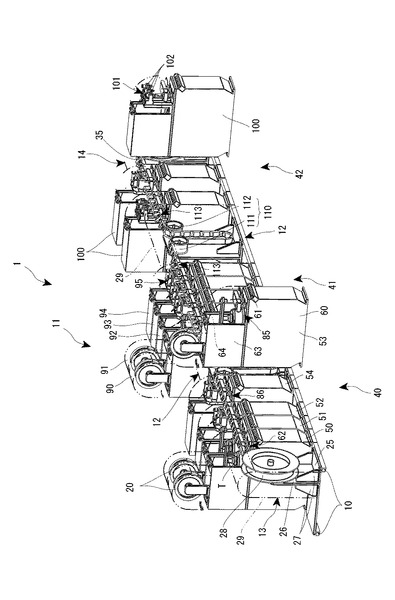
図1および図2に示すように、カートリッジ製造ライン1は、ベースとなる一対のレール状フレーム10と、一対のレール状フレーム10上に設置され、複数のワーク処理装置20から成る3つの処理ブース11と、各処理ブース11間に設けられた2つのバッファ装置12と、カートリッジ製造ライン1の始端に設けられた繰出しリール装置13と、終端に設けられた巻取りリール装置14と、を有している。ここで、ワークを搬送する搬送路は、複数のワーク処理装置20およびバッファ装置12により構成されている。すなわち、複数のワーク処理装置20およびバッファ装置12は、それぞれ搬送路を有しており、各搬送路が連なるよう一対のレール状フレーム10に横並びに配置されている。
【0036】
一対のレール状フレーム10は、断面方形状に形成されると共に平行に配置されており、複数のワーク処理装置20、バッファ装置12、繰出しリール装置13および巻取りリール装置14を横並びに固定設置している。
【0037】
繰出しリール装置13は、一対のレール状フレーム10に固定設置される方形状のベースプレート25と、ベースプレート25に連なり鉛直方向に立設した板状フレーム26と、板状フレーム26の基端部に設けられ、板状フレーム26の表裏両側を補強する4つの補強プレート27と、板状フレーム26の上部側面に回動自在に軸着された繰出しリール28と、これら全体を覆うカバーボックス29と、を有している。繰出しリール28には、搬送テープTが巻回されており、搬送テープTを複数のワーク処理装置20の並び方向に向かって繰り出すよう構成されている。このとき、繰出しリール28の軸部には、繰り出されてゆく搬送テープTに対しバックテンションが付与されるようテンション付与機構が組み込まれている。このため、搬送テープTは、弛むことなく繰出しリール装置13から繰り出される。
【0038】
巻回された搬送テープTは、本体ケースWより幅広のフィルムで構成され、その一方の面には、インクカートリッジの製品ラベルが所定のピッチで印刷されている。このように構成された搬送テープTは、印刷部分が内側となるよう繰出しリール28に巻回され、詳細は後述するが、この印刷部分に外側から本体ケースWが熱圧着されて搬送される。これにより、製品ラベルが印刷されたテープを搬送テープTとして有効活用することができる。
【0039】
巻取りリール装置14は、繰出しリール装置13と略同様に構成されており、繰出しリール28に代えて巻取りリール35が設けられている。巻取りリール35は、減速ギア列等を介して駆動モータにより回転自在に構成されており、処理後の本体ケースW(すなわち、インクカートリッジ)を、搬送テープTに固着した状態で弛みを生じさせない程度に、適宜巻き取ってゆく。
【0040】
つまり、繰出しリール装置13から繰り出された搬送テープTは、巻取りリール装置14に巻き取られるよう構成され、繰出しリール装置13と巻取りリール装置14との間が搬送テープTの搬送路となっており、この搬送路に、複数のワーク処理装置20およびバッファ装置12が臨むこととなる。
【0041】
3つの処理ブース11は、第1組込みブース40、第2組込みブース41およびインク注入ブース42から構成されており、これら各ブース40、41、42の複数のワーク処理装置20が本体ケースWに部品等を組み込むと共にインクを注入することで、インクカートリッジが製造される。
【0042】
第1組込みブース40は、図示左側から、導入された搬送テープTと本体ケースWとを熱圧着して、搬送テープTに本体ケースWを固着させるケース溶着装置50(給材装置)と、本体ケースWの第1部分にフィルムを熱溶着する第1フィルム溶着装置51と、本体ケースWの第2部分にフィルムを熱溶着する第2フィルム溶着装置52と、本体ケースWに付勢バネを組み込むバネ組込み装置53と、組み込んだバネの上方から開閉バルブを組み込むバルブ組込み装置54と、を備えている。
【0043】
ケース溶着装置50は、ベースとなる装置ボックス60と、装置ボックス60の前面上部に設けられたコントロールパネル61と、装置ボックス60の上面に設けられたケース溶着処理部62と、ケース溶着処理部62を覆う処理カバーボックス63と、を有している。処理カバーボックス63は、その前面半部が開閉蓋64となっている。詳細は後述するが、ケース溶着処理部62は、搬送テープTに本体ケースWを溶着するよう構成されている。なお、他のワーク処理装置20も略同様の構成となっており、処理によって、ケース溶着処理部62が、それぞれ異なる処理部となるよう構成される。
【0044】
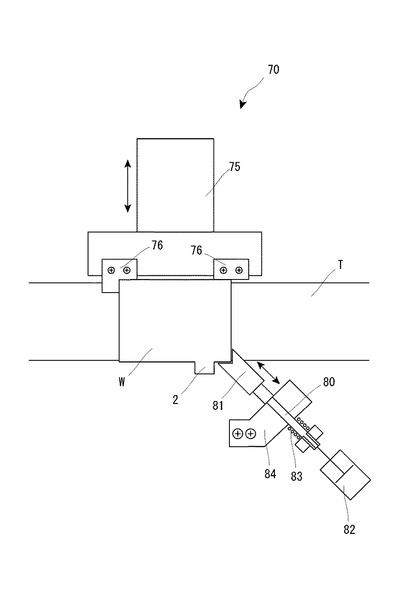
ケース溶着装置50により搬送テープTに熱溶着された本体ケースWが、第1フィルム溶着装置51に臨むと、図3に示したケース位置決め機構70により、本体ケースWが位置決めされ、位置決めされた状態で本体ケースWにフィルムが溶着される。
【0045】
ケース位置決め機構70は、本体ケースWが搬送される搬送方向に直交する直交方向に進退自在に移動する位置決めヘッド71と、搬送方向の斜めに進退自在に移動する位置決めハンド72と、を有している。位置決めヘッド71は、エアーシリンダによりガイド上を進退する「T」字状の進退ブロック75と、進退ブロック75の先頭側両端部にネジ止めされた2つのブロック位置決め部材76と、を有している。2つのブロック位置決め部材76の一方は、「L」字状に形成されており、他方は、長方形状に形成されている。位置決めハンド72は、斜め搬送方向に進退移動するガイド棒80と、ガイド棒80の先端に設けられたハンド位置決め部材81と、ガイド棒80をガイドするガイド受け部84と、を有しており、ハンド位置決め部材81を前進させるためのエアーシリンダ82と、ハンド位置決め部材81を後退方向に付勢する後退バネ83とを有している。ハンド位置決め部材81は、長方形状に形成され、その先端が直角に切り欠かれている。
【0046】
本体ケースWが第1フィルム溶着装置51に臨むと、本体ケースWの下側から位置決めヘッド71が前進すると共に、本体ケースWの斜め搬送方向上側から、位置決めハンド72が前進して、本体ケースWを挟み込む。これにより、本体ケースWを位置決めし、この状態でフィルムが熱溶着される。なお、このケース位置決め機構70は、本体ケースWの姿勢に対応した状態で、ケース溶着装置50を除くすべてのワーク処理装置20に搭載されている。
【0047】
第2フィルム溶着装置52は、第1フィルム溶着装置51により溶着した部分と異なる部分にフィルムを溶着するよう構成されている。同様に、他のフィルム溶着装置90、91、92、93もそれぞれ本体ケースWの異なる部分にフィルムを溶着するよう構成されているため、後述する各フィルム溶着装置90、91、92、93については、説明を省略する。
【0048】
バネ組込み装置53は、上記のケース溶着装置50のケース溶着処理部62に代えて、バネ組込み処理部85となっており、本体ケースWのインク供給口2に付勢バネを装着するよう構成されている。同様に、バルブ組込み装置54も、上記のケース溶着装置50のケース溶着処理部62に代えて、バルブ組込み処理部86となっており、装着した付勢バネの上方から開閉バルブを装着するよう構成されている。
【0049】
第2組込みブース41は、図示左側から、本体ケースWの第3部分にフィルムを熱溶着する第3フィルム溶着装置90と、本体ケースWの第4部分にフィルムを熱溶着する第4フィルム溶着装置91と、本体ケースWの第5部分にフィルムを熱溶着する第5フィルム溶着装置92と、本体ケースWの第6部分にフィルムを熱溶着する第6フィルム溶着装置93と、本体ケースWのインク供給口にシール部材を挿入するゴム挿入装置94と、を備えている。
【0050】
ゴム挿入装置94も、上記の装置と同様に、上記のケース溶着装置50のケース溶着処理部62に代えて、ゴム挿入処理部95となっており、本体ケースWのインク供給口2を封止するためのゴム製のシール部材を挿入するよう構成されている。
【0051】
インク注入ブース42は、本体ケースWにインクを注入する3台のインク注入装置100で構成されており、各インク注入装置100は、本体ケースWにインクを注入するインク注入処理部101を有している。このインク注入処理部101は、3つのインクノズル102を有しており、その3つのインクノズル102から3つの本体ケースWのインク注入口を介してインクを注入し、インク注入後、インク注入口をフィルムでシールするよう構成されている。
【0052】
なお、これら複数のワーク処理装置20は、それぞれ処理エリアに搬送路を有しており、これらの搬送路が連なるよう横並びに配置されることで搬送路を構成している。また、詳細は後述するが、各ワーク処理装置20は、搬送テープTをおくるためのテープ送り部105(図5参照)を有しており、搬送テープTを適宜送り出している。
【0053】
バッファ装置12も、繰出しリール装置13と略同様に構成され、繰出しリール28に代えて、板状フレーム26の上部側面に軸着された2つのローラ110を有している。2つのローラ110は、上流側ローラ111および下流側ローラ112から構成され、2つのローラ110は相互に水平(同じ高さ)に配置されている。そして、搬送テープTは、この2つのローラ110に垂れ下がるよう掛け渡されている。また、板状フレーム26には、上流側ローラ111の上流側と、下流側ローラ112の下流側に2つの姿勢変更部113(詳細は後述)が設けられている。すなわち、このバッファ装置12は、処理途中の複数の本体ケースWを、処理待ち状態としておき、前処理装置が処理停止した場合でも、バッファ装置12内に待機させた本体ケースWを後処理装置に臨ませることができるため、搬送路全体が停止することがない。また、各処理ブース11が異なる処理時間であっても、バッファ装置12により前後処理の処理時間の差を吸収することができるため、効率良く本体ケースWを搬送することができる。
【0054】
各ワーク処理装置20に設けられたテープ送り部105が搬送テープTを送り出すと、繰出しリール装置13から搬送テープTが引き出され、引き出された搬送テープTは、第1組込みブース40のケース溶着装置50に臨む。ケース溶着装置50は、臨んだ搬送テープTに本体ケースWを熱溶着して固着し、固着後、テープ送り部105によって、第1フィルム溶着装置51に臨む。第1フィルム溶着装置51に臨んだ本体ケースWは、ケース位置決め機構70により、位置決めされ、この状態でフィルムが熱溶着される。この後、再びテープ送り部105によって、搬送テープTが送られ、本体ケースWは次の処理装置に臨む。本体ケースWが、バネ組込み装置53に臨むと、本体ケースWは位置決めされた状態で、そのインク供給口2に付勢バネが装着される。付勢バネ装着後、今度は、バルブ組込み装置54に本体ケースWが臨み、装着した付勢バネの上方から開閉バルブが装着される。
【0055】
第1組込みブース40を通過した本体ケースWは、次に、第1のバッファ装置12に臨み、第2組込みブース41に向かって第1のバッファ装置12内を移動する。本体ケースWが、第1のバッファ装置12内の下流端付近の搬送路に臨むと、姿勢変更部113によって、本体ケースWの姿勢が変更され、この状態で第2組込みブース41に臨む。第2組込みブース41に本体ケースWが臨むと、各フィルム溶着装置90、91、92、93により、本体ケースWにフィルムが溶着され、フィルム溶着後、本体ケースWは、ゴム挿入装置94に臨む。ゴム挿入装置94では、本体ケースWのインク供給口2に、ゴム製のシール部材を装着する。この後、本体ケースWは、再び、第2のバッファ装置12に臨む。
【0056】
本体ケースWが、第2のバッファ装置12からインク注入ブース42のインク注入装置100に臨むと、インク注入装置100は、本体ケースWのインク注入口からインクを注入すると共に、インク注入後、インク注入口を封止する。この後、巻取りリール装置14が、処理後の本体ケースW、すなわち製造後のインクカートリッジを、搬送テープTが固着されたまま巻き取る。なお、巻取り後のインクカートリッジ付搬送テープTは、インクカートリッジを個々に切り離す切断部によりカット処理され、複数のインクカートリッジに切り分けられる。
【0057】
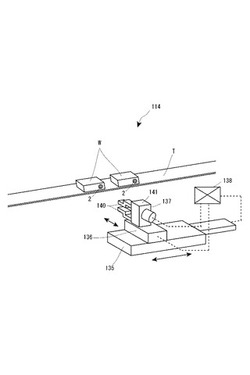
ここで、本発明のワーク搬送装置114について詳細に説明する。このワーク搬送装置114は、繰出しリール装置13から繰り出されると共に、巻取りリール装置14に巻き取られる搬送テープTと、搬送テープTに本体ケースWを熱溶着する上記のケース溶着装置50と、本体ケースWが熱溶着された搬送テープTを送るテープ送り部105と、バッファ装置12に設けられ、本体ケースWの姿勢を変更する姿勢変更部113と、から構成されている。
【0058】
図4は、ケース溶着装置50におけるケース溶着処理部62の模式図であり、この図に示すように、ケース溶着処理部62は、搬送テープTをガイドすると共に、搬送路となる一対のガイドブロック115と、一対のガイドブロック115の間に設けられ、上下移動する圧着ヘッド116と、装置内に設けられたケースストッカから本体ケースWをピックアップし、本体ケースWを搬送テープTに臨ませる搬入アーム117とを有している。
【0059】
一対のガイドブロック115は、長方体状に設けられ、搬送テープTの導入部分および搬送テープTの送出部分は、斜面状に形成されている。圧着ヘッド116は、内部にヒータ120を有しており、ヒータ120により圧着ヘッド116が加熱される。搬入アーム117は、鉛直軸を中心に回動自在に移動するアーム部125と、アーム部125の先端に設けられたハンドリング部126とを有しており、ハンドリング部126を下降させるためのエアーシリンダ82と、ハンドリング部126を上昇方向に付勢する上昇バネ127とを更に備えている。ハンドリング部126は、その下部に、本体ケースWを真空吸着するため真空吸着機構128が組み込まれており、真空吸着機構128は、ハンドリング部126の先端に設けた窪み形状の吸着室129と、吸着室129と図外の吸引ポンプとを連通する吸引管130とを備えている。
【0060】
ケース溶着装置50に、搬送テープTの印刷部分が臨むと搬入アーム117は、ケースストッカから本体ケースWを吸着して、搬送テープTの製品ラベルに合致するよう臨ませ、ハンドリング部126を下降させる。この後、下方から圧着ヘッド116が上昇し、搬送テープTおよび本体ケースWを挟み込んで熱圧着する。熱圧着後、搬入アーム117のハンドリング部126の吸着を解除し、本体ケースWは、第1フィルム溶着装置51へ向けて搬送される。
【0061】
図5に示すように、テープ送り部105は、ホーム位置とエンド位置との間を搬送方向に往復移動する1軸テーブル135と、1軸テーブル135上に搭載され、エアーシリンダにより搬送方向と直交する直交方向にガイドされて進退移動する載置テーブル136と、載置テーブル136上に搭載されたチャック部137と、これらを制御する搬送制御部138とを有している。
【0062】
チャック部137は、搬送テープTまたは本体ケースWを把持する一対の把持アーム140と、一対の把持アーム140を把持動作および把持解除動作させる把持動作機構141と、を有しており、把持動作機構141は、エアーシリンダにより一対の把持アーム140の把持動作を行っている。一対の把持アーム140は、その基端部が、幅広になるよう形成されると共に、その先端部が幅狭になるよう形成され、幅狭の部分において、本体ケースWまたは搬送テープTを把持する。搬送制御部138は、1軸テーブル135の移動制御、載置テーブル136の移動制御および一対の把持アーム140の把持動作を制御している。
【0063】
テープ送り部105は、ホーム位置において、搬送路に臨んだ搬送テープTに対し、一対の把持アーム140を広げた状態(把持解除状態)で、載置テーブル136を前進させ、一対の把持アーム140の間に搬送テープTを臨ませる。この後、搬送制御部138は、一対の把持アーム140に把持動作させて搬送テープTを把持させ、続いて搬送テープTをエンド位置に往動するよう1軸テーブル135を搬送方向に所定のピッチで移動させる。移動後、搬送制御部138は、一対の把持アーム140の把持状態を解除すると共に、載置テーブル136を後退させ、そして、1軸テーブル135をホーム位置に復動させる。この動作を繰り返すことで、搬送テープTを、所定のピッチで搬送することが可能となる。なお、テープ送り部105は、複数のワーク処理装置20すべてに設けてもよいし、適宜各ワーク処理装置20のいずれかに設けてもよい。また、テープ送り部105を、独立したテープ搬送装置として設け、この装置をカートリッジ製造ライン1に設置してもよい。これにより、各処理ブース40、41、42に対応したピッチで本体ケースWを搬送することができる。
【0064】
バッファ装置12に設けられた姿勢変更部113は、図6(a)に示すように、板状の薄板を軸線廻りに90°に捻って変形したものであり、この姿勢変更部113上を搬送テープTが移動することで、本体ケースWの姿勢が横置きから縦置きに、または縦置きから横置きに変更されるよう構成されている。なお、搬送の際に、搬送テープTが浮き上がらないよう搬送テープTの両幅を押さえる押えローラを設けてもよい。また、これに限らず、例えば、ローラコンベアを軸線廻りに90°に捻って変形させたもの(図6(b)参照)を用いてもよいし、一対の棒状ガイドを軸線廻りに90°に捻って変形させたものを用いてもよい。
【0065】
以上の構成によれば、搬送テープTに本体ケースWを固着させることで、パレットを用いることなく本体ケースWを搬送することができ、また、姿勢変更部113により本体ケースWが落下することなく簡単に姿勢を変更することが可能となる。なお、本実施形態では、製品ラベルが印刷されたテープを搬送テープTとして用いたが、インクカートリッジを覆装する覆装フィルムを搬送テープTとして用いてもよい。また、熱溶着により、本体ケースWに搬送テープTを固着したが、搬送テープTに粘着部を設け、これに本体ケースWを貼着してもよい。これにより、搬送テープTに本体ケースWを簡単に固着することができる。
【0066】
ここで、図7を参照して、バッファ装置12の変形例について説明する。このバッファ装置12は、板状フレーム26に軸着された1のローラ110と、ローラ110の下流側の板状フレーム26に設けられた一対の姿勢変更ガイド部145とを有しており、一対の姿勢変更ガイド部145は、搬送テープTの両幅をそれぞれガイドするよう構成されている。一対の姿勢変更ガイド部145は、本体ケースWが横置きから縦置きになるよう捻り形成されており、その上流端は、垂れ下がった搬送テープTの最下端に位置し、その下流端は、ローラ110と略同じ高さに位置している。
【0067】
以上の構成においても、搬送テープTに固着された本体ケースWの姿勢を簡単に変更することができる。なお、図示は省略するが、この姿勢変更部113が、2つの歯付ローラで構成されていてもよい。すなわち、歯付ローラは、ローラ本体と、ローラ本体の上周縁部および下周縁部にそれぞれ径方向に突設された複数の歯と、を有している。このとき、搬送テープTには、複数の歯が噛み合うよう、その両側に複数の噛合穴が設けられている。そして、2つの歯付ローラの一方は、垂れ下がった搬送テープTの最下端に転接するよう配設され、他方は、本体ケースWが横置きから縦置きに姿勢が変更されるよう転接角度を変えて配設される。これにより、2つの歯付ローラが回転すると、その歯が搬送テープTと噛合しつつ、本体ケースWを横置きから縦置きへと姿勢を変更させる。この構成においても、搬送テープTに固着された本体ケースWの姿勢を簡単に変更することができる。
【図面の簡単な説明】
【0068】
【図1】本実施形態のワーク搬送装置を組み込んだカートリッジ製造ラインの外観斜視図である。
【図2】本実施形態のワーク搬送装置を組み込んだカートリッジ製造ラインの一部を省略した外観斜視図である。
【図3】ケース位置決め機構の模式図である。
【図4】ケース溶着装置のケース溶着処理部の模式図である。
【図5】テープ送り部の模式図である。
【図6】姿勢変更部の模式図である。
【図7】バッファ装置の変形例の説明図である。
【符号の説明】
【0069】
12…バッファ装置 20…ワーク処理装置 50…ケース溶着装置 100…インク注入装置 105…テープ送り部 113…姿勢変更部 135…1軸テーブル 136…載置テーブル 138…搬送制御部 140…把持アーム W…本体ケース T…搬送テープ
【技術分野】
【0001】
本発明は、搬送テープに複数のワークを固着した状態で順次搬送するワーク搬送装置およびワーク搬送方法に関するものである。
【背景技術】
【0002】
従来、この種のワーク搬送装置として、処理対象となるワークをパレットに載置した状態で、搬送路に沿って搬送するものが知られている(特許文献1参照)。この場合、各種処理装置(ロボット)は、パレット上のワークにアクセスして、部品の組み込み等の処理を行なうようになっている。
【特許文献1】特開平5−138463号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記のような構成では、搬送の際にパレットを用いなければならない。このため、使用するパレットの管理が煩雑になると共に、パレットの製造コストがかかる。また、パレット上においてワークの姿勢を簡単に変更することができないため、その分、各種処理装置を複雑な動作を行なうロボットで構成せざるを得なかった。
【0004】
本発明は、パレットを不要とすると共に、ワークを搬送媒体に搭載しまま簡単に姿勢変更することができるワーク搬送装置およびワーク搬送方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明のワーク搬送装置は、それぞれが処理エリア上にワークの搬送路を有し、搬送路が連なるように横並びに配設した複数のワーク処理装置に、搬送路に沿って複数のワークを順次搬送するワーク搬送装置において、各ワークを表裏一方の面に固着した状態で搬送する搬送テープと、搬送テープを搬送路に沿って送るテープ送り手段と、を備えたことを特徴とする。
【0006】
本発明のワーク搬送方法は、それぞれが処理エリア上にワークの搬送路を有し、搬送路が連なるように横並びに配設した複数のワーク処理装置に、搬送路に沿って複数のワークを順次搬送するワークの搬送方法において、搬送路の搬送開始位置において搬送テープの表裏一方の面に所定のピッチで各ワークを接着しながら、搬送テープを搬送路に沿って送ることで、各ワークを搬送することを特徴とする。
【0007】
この構成によれば、搬送テープに各ワークを固着した状態で搬送することができるため、パレットを用いることなく搬送が可能となる。また、ワークの姿勢を変える場合には、例えば、搬送テープを捻ることにより、ワークが落下することなく簡単に姿勢を変えることができる。これにより、ワークを搬送テープに搭載したまま各ワーク処理装置による処理を適切に行なうことができると共に、各ワーク処理装置の構造が複雑になることがない。
【0008】
この場合、搬送路の搬送開始位置に配設され、各ワークを搬送テープに固着する給材装置、を更に備えたことが、好ましい。
【0009】
この構成によれば、搬送テープに各ワークを固着した状態で、搬送路に順次送り出すことができる。
【0010】
また、上記ワーク搬送装置において、搬送テープは、ワークの製品ラベルを表裏他方の面に所定のピッチで印刷したものであり、給材装置は、製品ラベルの部分に各ワークを熱圧着することが、好ましい。
【0011】
同様に、上記ワーク搬送方法において、搬送テープは、ワークの製品ラベルを表裏他方の面に所定のピッチで印刷したものであり、各ワークは、製品ラベルの部分に熱圧着されることが、好ましい。
【0012】
この構成によれば、ワークの製品ラベルが印刷された搬送テープを用いることにより、搬送テープをワークに固着する固着作業が、製品ラベルをワークに固着する固着作業として兼ねることができる。このように、製品ラベルを印刷したテープを有効活用することができる。
【0013】
この場合、搬送テープは、ワークの1の面を覆う覆装フィルムと同一の材料で構成したものであり、給材装置は、搬送テープに各ワークを熱圧着することが、好ましい。
【0014】
この構成によれば、搬送テープをワークの覆装フィルムとして用いることができ、搬送テープを有効活用することができる。
【0015】
この場合、搬送テープは、表裏一方の面に所定のピッチで粘着部を設けたものであり、給材装置は、粘着部に各ワークを貼着することが、好ましい。
【0016】
この構成によれば、粘着部にワークを貼着することで、簡単に搬送テープにワークを固着させることができる。すなわち、ワークを搬送テープに簡単に搭載することができる。
【0017】
この場合、テープ送り手段は、ワークおよび搬送テープのいずれかを把持する把持アームと、把持アームを搬送路に沿って往復動させる往復動機構と、往復動機構による把持アームの搬送方向への往動時に把持アームを把持動作させ、復動時に把持アームを把持解除動作させる制御手段と、を有していることが、好ましい。
【0018】
この構成によれば、ワークまたは搬送テープをしっかりと把持した状態で所定のピッチで搬送することができるため、各ワークを適切に複数のワーク処理装置に臨ませることができる。また、搬送テープを巻き取る構造のテープ送り手段ではないため、ワークが邪魔になることがない。
【0019】
この場合、テープ送り手段は、搬送路の延在方向に分散して複数設けられていることが、好ましい。
【0020】
この構成によれば、搬送路の一部が、異なるピッチまたは搬送速度で搬送する場合にも、適応させることができる。
【0021】
この場合、搬送路の途中に、搬送テープを捻じって各ワークの姿勢を変更する姿勢変更手段を、更に備えたことが、好ましい。
【0022】
この構成によれば、搬送テープを捻ることにより、簡単にワークの姿勢を変更することができる。
【0023】
この場合、姿勢変更手段は、搬送テープの表裏他方の面に摺接し、搬送テープに倣って捻り変形させた板状ガイドで構成されていることが、好ましい。
【0024】
この構成によれば、板状ガイドに沿って搬送テープを搬送するだけで、簡単にワークの姿勢を変更することができる。これにより、姿勢変更用のハンドリング装置を設ける必要が無く、装置コストを軽減することができ、簡易な装置構成でワークの姿勢変更を行なうことができる。
【0025】
この場合、姿勢変更手段は、搬送テープの表裏他方の面に摺接し、搬送テープに倣って捻り変形させた平行な一対の棒状ガイドで構成されていることが、好ましい。
【0026】
この構成によれば、一対の棒状ガイドに沿って搬送テープを搬送するだけで、簡単にワークの姿勢を変更することができる。これにより、姿勢変更用のハンドリング装置を設ける必要が無く、装置コストを軽減することができ、簡易な装置構成でワークの姿勢変更を行なうことができる。
【0027】
この場合、姿勢変更手段は、搬送テープの表裏他方の面に転接し、搬送テープに倣って配設した複数のガイドローラで構成されていることが、好ましい。
【0028】
この構成によれば、複数のガイドローラに沿って搬送テープを搬送するだけで、簡単にワークの姿勢を変更することができる。これにより、姿勢変更用のハンドリング装置を設ける必要が無く、装置コストを軽減することができ、簡易な装置構成でワークの姿勢変更を行なうことができる。
【0029】
この場合、搬送路は、搬送テープを下方に弛ませるバッファ部を有していることが、好ましい。
【0030】
この構成によれば、搬送路の各部分において、各種処理作業を行なう場合、前処理が処理停止した場合でも、バッファ部内に待機させたワークを後処理に臨ませることができるため、搬送路全体が停止することがない。また、前処理および後処理が異なる処理時間であっても、バッファ部により前後処理の処理時間の差を吸収することができるため、効率良くワークを搬送することができる。
【0031】
この場合、各ワークがインクカートリッジの本体ケースであり、複数のワーク処理装置には、本体ケースに部品を組み込む部品組込み装置および本体ケースにインクを注入するインク注入装置が、含まれていることが、好ましい。
【0032】
この構成によれば、インクカートリッジを簡単且つ効率良く組み立てることができ、生産性を向上させることができる。
【発明を実施するための最良の形態】
【0033】
以下、添付の図面を参照して、本発明に係るワーク搬送装置について説明する。このワーク搬送装置は、搬送テープに熱圧着した複数のワークを、複数のワーク処理装置に順次臨ませるよう搬送するものである。本実施形態では、ワークとして、例えば、インクカートリッジの本体ケースを用いている。ここで、本体ケースに各部品を組み込むと共に、インクを注入してインクカートリッジを製造するカートリッジ製造ラインに、ワーク搬送装置を適用した場合について説明する。
【0034】
カートリッジ製造ライン1で製造されるインクカートリッジは、図示は省略するが、プリンタにインクを供給するインク供給口2を有すると共に内部にインクを貯留する本体ケースW(図4参照)と、インク供給口2に装着され、インク供給口2を開閉する開閉バルブと、開閉バルブを開放状態と閉塞状態との間で付勢する付勢バネと、インク供給口2からのインク漏れを防ぐためのゴム製のシール部材と、を有しており、これら全体を複数枚のフィルムで覆うように構成されている。また、本体ケースWには、後述するインク注入装置100からインクを注入するためのインク注入口が設けられ、インクの注入後、インク注入口を覆うようフィルムが溶着されることにより、このインク注入口が封止される。
【0035】
図1および図2に示すように、カートリッジ製造ライン1は、ベースとなる一対のレール状フレーム10と、一対のレール状フレーム10上に設置され、複数のワーク処理装置20から成る3つの処理ブース11と、各処理ブース11間に設けられた2つのバッファ装置12と、カートリッジ製造ライン1の始端に設けられた繰出しリール装置13と、終端に設けられた巻取りリール装置14と、を有している。ここで、ワークを搬送する搬送路は、複数のワーク処理装置20およびバッファ装置12により構成されている。すなわち、複数のワーク処理装置20およびバッファ装置12は、それぞれ搬送路を有しており、各搬送路が連なるよう一対のレール状フレーム10に横並びに配置されている。
【0036】
一対のレール状フレーム10は、断面方形状に形成されると共に平行に配置されており、複数のワーク処理装置20、バッファ装置12、繰出しリール装置13および巻取りリール装置14を横並びに固定設置している。
【0037】
繰出しリール装置13は、一対のレール状フレーム10に固定設置される方形状のベースプレート25と、ベースプレート25に連なり鉛直方向に立設した板状フレーム26と、板状フレーム26の基端部に設けられ、板状フレーム26の表裏両側を補強する4つの補強プレート27と、板状フレーム26の上部側面に回動自在に軸着された繰出しリール28と、これら全体を覆うカバーボックス29と、を有している。繰出しリール28には、搬送テープTが巻回されており、搬送テープTを複数のワーク処理装置20の並び方向に向かって繰り出すよう構成されている。このとき、繰出しリール28の軸部には、繰り出されてゆく搬送テープTに対しバックテンションが付与されるようテンション付与機構が組み込まれている。このため、搬送テープTは、弛むことなく繰出しリール装置13から繰り出される。
【0038】
巻回された搬送テープTは、本体ケースWより幅広のフィルムで構成され、その一方の面には、インクカートリッジの製品ラベルが所定のピッチで印刷されている。このように構成された搬送テープTは、印刷部分が内側となるよう繰出しリール28に巻回され、詳細は後述するが、この印刷部分に外側から本体ケースWが熱圧着されて搬送される。これにより、製品ラベルが印刷されたテープを搬送テープTとして有効活用することができる。
【0039】
巻取りリール装置14は、繰出しリール装置13と略同様に構成されており、繰出しリール28に代えて巻取りリール35が設けられている。巻取りリール35は、減速ギア列等を介して駆動モータにより回転自在に構成されており、処理後の本体ケースW(すなわち、インクカートリッジ)を、搬送テープTに固着した状態で弛みを生じさせない程度に、適宜巻き取ってゆく。
【0040】
つまり、繰出しリール装置13から繰り出された搬送テープTは、巻取りリール装置14に巻き取られるよう構成され、繰出しリール装置13と巻取りリール装置14との間が搬送テープTの搬送路となっており、この搬送路に、複数のワーク処理装置20およびバッファ装置12が臨むこととなる。
【0041】
3つの処理ブース11は、第1組込みブース40、第2組込みブース41およびインク注入ブース42から構成されており、これら各ブース40、41、42の複数のワーク処理装置20が本体ケースWに部品等を組み込むと共にインクを注入することで、インクカートリッジが製造される。
【0042】
第1組込みブース40は、図示左側から、導入された搬送テープTと本体ケースWとを熱圧着して、搬送テープTに本体ケースWを固着させるケース溶着装置50(給材装置)と、本体ケースWの第1部分にフィルムを熱溶着する第1フィルム溶着装置51と、本体ケースWの第2部分にフィルムを熱溶着する第2フィルム溶着装置52と、本体ケースWに付勢バネを組み込むバネ組込み装置53と、組み込んだバネの上方から開閉バルブを組み込むバルブ組込み装置54と、を備えている。
【0043】
ケース溶着装置50は、ベースとなる装置ボックス60と、装置ボックス60の前面上部に設けられたコントロールパネル61と、装置ボックス60の上面に設けられたケース溶着処理部62と、ケース溶着処理部62を覆う処理カバーボックス63と、を有している。処理カバーボックス63は、その前面半部が開閉蓋64となっている。詳細は後述するが、ケース溶着処理部62は、搬送テープTに本体ケースWを溶着するよう構成されている。なお、他のワーク処理装置20も略同様の構成となっており、処理によって、ケース溶着処理部62が、それぞれ異なる処理部となるよう構成される。
【0044】
ケース溶着装置50により搬送テープTに熱溶着された本体ケースWが、第1フィルム溶着装置51に臨むと、図3に示したケース位置決め機構70により、本体ケースWが位置決めされ、位置決めされた状態で本体ケースWにフィルムが溶着される。
【0045】
ケース位置決め機構70は、本体ケースWが搬送される搬送方向に直交する直交方向に進退自在に移動する位置決めヘッド71と、搬送方向の斜めに進退自在に移動する位置決めハンド72と、を有している。位置決めヘッド71は、エアーシリンダによりガイド上を進退する「T」字状の進退ブロック75と、進退ブロック75の先頭側両端部にネジ止めされた2つのブロック位置決め部材76と、を有している。2つのブロック位置決め部材76の一方は、「L」字状に形成されており、他方は、長方形状に形成されている。位置決めハンド72は、斜め搬送方向に進退移動するガイド棒80と、ガイド棒80の先端に設けられたハンド位置決め部材81と、ガイド棒80をガイドするガイド受け部84と、を有しており、ハンド位置決め部材81を前進させるためのエアーシリンダ82と、ハンド位置決め部材81を後退方向に付勢する後退バネ83とを有している。ハンド位置決め部材81は、長方形状に形成され、その先端が直角に切り欠かれている。
【0046】
本体ケースWが第1フィルム溶着装置51に臨むと、本体ケースWの下側から位置決めヘッド71が前進すると共に、本体ケースWの斜め搬送方向上側から、位置決めハンド72が前進して、本体ケースWを挟み込む。これにより、本体ケースWを位置決めし、この状態でフィルムが熱溶着される。なお、このケース位置決め機構70は、本体ケースWの姿勢に対応した状態で、ケース溶着装置50を除くすべてのワーク処理装置20に搭載されている。
【0047】
第2フィルム溶着装置52は、第1フィルム溶着装置51により溶着した部分と異なる部分にフィルムを溶着するよう構成されている。同様に、他のフィルム溶着装置90、91、92、93もそれぞれ本体ケースWの異なる部分にフィルムを溶着するよう構成されているため、後述する各フィルム溶着装置90、91、92、93については、説明を省略する。
【0048】
バネ組込み装置53は、上記のケース溶着装置50のケース溶着処理部62に代えて、バネ組込み処理部85となっており、本体ケースWのインク供給口2に付勢バネを装着するよう構成されている。同様に、バルブ組込み装置54も、上記のケース溶着装置50のケース溶着処理部62に代えて、バルブ組込み処理部86となっており、装着した付勢バネの上方から開閉バルブを装着するよう構成されている。
【0049】
第2組込みブース41は、図示左側から、本体ケースWの第3部分にフィルムを熱溶着する第3フィルム溶着装置90と、本体ケースWの第4部分にフィルムを熱溶着する第4フィルム溶着装置91と、本体ケースWの第5部分にフィルムを熱溶着する第5フィルム溶着装置92と、本体ケースWの第6部分にフィルムを熱溶着する第6フィルム溶着装置93と、本体ケースWのインク供給口にシール部材を挿入するゴム挿入装置94と、を備えている。
【0050】
ゴム挿入装置94も、上記の装置と同様に、上記のケース溶着装置50のケース溶着処理部62に代えて、ゴム挿入処理部95となっており、本体ケースWのインク供給口2を封止するためのゴム製のシール部材を挿入するよう構成されている。
【0051】
インク注入ブース42は、本体ケースWにインクを注入する3台のインク注入装置100で構成されており、各インク注入装置100は、本体ケースWにインクを注入するインク注入処理部101を有している。このインク注入処理部101は、3つのインクノズル102を有しており、その3つのインクノズル102から3つの本体ケースWのインク注入口を介してインクを注入し、インク注入後、インク注入口をフィルムでシールするよう構成されている。
【0052】
なお、これら複数のワーク処理装置20は、それぞれ処理エリアに搬送路を有しており、これらの搬送路が連なるよう横並びに配置されることで搬送路を構成している。また、詳細は後述するが、各ワーク処理装置20は、搬送テープTをおくるためのテープ送り部105(図5参照)を有しており、搬送テープTを適宜送り出している。
【0053】
バッファ装置12も、繰出しリール装置13と略同様に構成され、繰出しリール28に代えて、板状フレーム26の上部側面に軸着された2つのローラ110を有している。2つのローラ110は、上流側ローラ111および下流側ローラ112から構成され、2つのローラ110は相互に水平(同じ高さ)に配置されている。そして、搬送テープTは、この2つのローラ110に垂れ下がるよう掛け渡されている。また、板状フレーム26には、上流側ローラ111の上流側と、下流側ローラ112の下流側に2つの姿勢変更部113(詳細は後述)が設けられている。すなわち、このバッファ装置12は、処理途中の複数の本体ケースWを、処理待ち状態としておき、前処理装置が処理停止した場合でも、バッファ装置12内に待機させた本体ケースWを後処理装置に臨ませることができるため、搬送路全体が停止することがない。また、各処理ブース11が異なる処理時間であっても、バッファ装置12により前後処理の処理時間の差を吸収することができるため、効率良く本体ケースWを搬送することができる。
【0054】
各ワーク処理装置20に設けられたテープ送り部105が搬送テープTを送り出すと、繰出しリール装置13から搬送テープTが引き出され、引き出された搬送テープTは、第1組込みブース40のケース溶着装置50に臨む。ケース溶着装置50は、臨んだ搬送テープTに本体ケースWを熱溶着して固着し、固着後、テープ送り部105によって、第1フィルム溶着装置51に臨む。第1フィルム溶着装置51に臨んだ本体ケースWは、ケース位置決め機構70により、位置決めされ、この状態でフィルムが熱溶着される。この後、再びテープ送り部105によって、搬送テープTが送られ、本体ケースWは次の処理装置に臨む。本体ケースWが、バネ組込み装置53に臨むと、本体ケースWは位置決めされた状態で、そのインク供給口2に付勢バネが装着される。付勢バネ装着後、今度は、バルブ組込み装置54に本体ケースWが臨み、装着した付勢バネの上方から開閉バルブが装着される。
【0055】
第1組込みブース40を通過した本体ケースWは、次に、第1のバッファ装置12に臨み、第2組込みブース41に向かって第1のバッファ装置12内を移動する。本体ケースWが、第1のバッファ装置12内の下流端付近の搬送路に臨むと、姿勢変更部113によって、本体ケースWの姿勢が変更され、この状態で第2組込みブース41に臨む。第2組込みブース41に本体ケースWが臨むと、各フィルム溶着装置90、91、92、93により、本体ケースWにフィルムが溶着され、フィルム溶着後、本体ケースWは、ゴム挿入装置94に臨む。ゴム挿入装置94では、本体ケースWのインク供給口2に、ゴム製のシール部材を装着する。この後、本体ケースWは、再び、第2のバッファ装置12に臨む。
【0056】
本体ケースWが、第2のバッファ装置12からインク注入ブース42のインク注入装置100に臨むと、インク注入装置100は、本体ケースWのインク注入口からインクを注入すると共に、インク注入後、インク注入口を封止する。この後、巻取りリール装置14が、処理後の本体ケースW、すなわち製造後のインクカートリッジを、搬送テープTが固着されたまま巻き取る。なお、巻取り後のインクカートリッジ付搬送テープTは、インクカートリッジを個々に切り離す切断部によりカット処理され、複数のインクカートリッジに切り分けられる。
【0057】
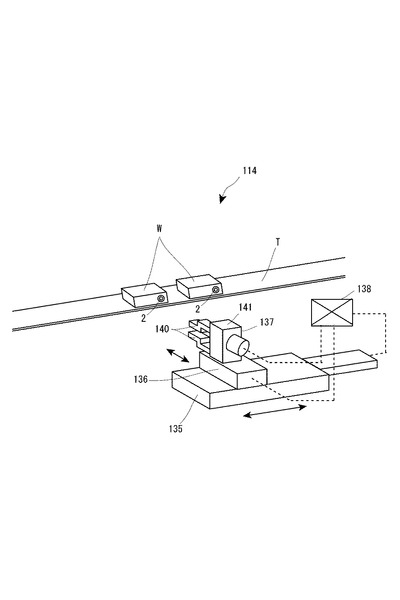
ここで、本発明のワーク搬送装置114について詳細に説明する。このワーク搬送装置114は、繰出しリール装置13から繰り出されると共に、巻取りリール装置14に巻き取られる搬送テープTと、搬送テープTに本体ケースWを熱溶着する上記のケース溶着装置50と、本体ケースWが熱溶着された搬送テープTを送るテープ送り部105と、バッファ装置12に設けられ、本体ケースWの姿勢を変更する姿勢変更部113と、から構成されている。
【0058】
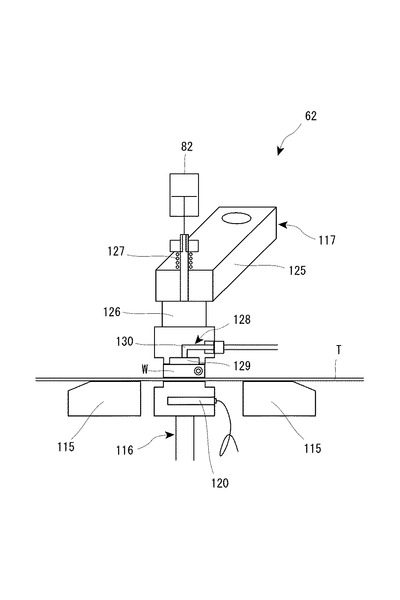
図4は、ケース溶着装置50におけるケース溶着処理部62の模式図であり、この図に示すように、ケース溶着処理部62は、搬送テープTをガイドすると共に、搬送路となる一対のガイドブロック115と、一対のガイドブロック115の間に設けられ、上下移動する圧着ヘッド116と、装置内に設けられたケースストッカから本体ケースWをピックアップし、本体ケースWを搬送テープTに臨ませる搬入アーム117とを有している。
【0059】
一対のガイドブロック115は、長方体状に設けられ、搬送テープTの導入部分および搬送テープTの送出部分は、斜面状に形成されている。圧着ヘッド116は、内部にヒータ120を有しており、ヒータ120により圧着ヘッド116が加熱される。搬入アーム117は、鉛直軸を中心に回動自在に移動するアーム部125と、アーム部125の先端に設けられたハンドリング部126とを有しており、ハンドリング部126を下降させるためのエアーシリンダ82と、ハンドリング部126を上昇方向に付勢する上昇バネ127とを更に備えている。ハンドリング部126は、その下部に、本体ケースWを真空吸着するため真空吸着機構128が組み込まれており、真空吸着機構128は、ハンドリング部126の先端に設けた窪み形状の吸着室129と、吸着室129と図外の吸引ポンプとを連通する吸引管130とを備えている。
【0060】
ケース溶着装置50に、搬送テープTの印刷部分が臨むと搬入アーム117は、ケースストッカから本体ケースWを吸着して、搬送テープTの製品ラベルに合致するよう臨ませ、ハンドリング部126を下降させる。この後、下方から圧着ヘッド116が上昇し、搬送テープTおよび本体ケースWを挟み込んで熱圧着する。熱圧着後、搬入アーム117のハンドリング部126の吸着を解除し、本体ケースWは、第1フィルム溶着装置51へ向けて搬送される。
【0061】
図5に示すように、テープ送り部105は、ホーム位置とエンド位置との間を搬送方向に往復移動する1軸テーブル135と、1軸テーブル135上に搭載され、エアーシリンダにより搬送方向と直交する直交方向にガイドされて進退移動する載置テーブル136と、載置テーブル136上に搭載されたチャック部137と、これらを制御する搬送制御部138とを有している。
【0062】
チャック部137は、搬送テープTまたは本体ケースWを把持する一対の把持アーム140と、一対の把持アーム140を把持動作および把持解除動作させる把持動作機構141と、を有しており、把持動作機構141は、エアーシリンダにより一対の把持アーム140の把持動作を行っている。一対の把持アーム140は、その基端部が、幅広になるよう形成されると共に、その先端部が幅狭になるよう形成され、幅狭の部分において、本体ケースWまたは搬送テープTを把持する。搬送制御部138は、1軸テーブル135の移動制御、載置テーブル136の移動制御および一対の把持アーム140の把持動作を制御している。
【0063】
テープ送り部105は、ホーム位置において、搬送路に臨んだ搬送テープTに対し、一対の把持アーム140を広げた状態(把持解除状態)で、載置テーブル136を前進させ、一対の把持アーム140の間に搬送テープTを臨ませる。この後、搬送制御部138は、一対の把持アーム140に把持動作させて搬送テープTを把持させ、続いて搬送テープTをエンド位置に往動するよう1軸テーブル135を搬送方向に所定のピッチで移動させる。移動後、搬送制御部138は、一対の把持アーム140の把持状態を解除すると共に、載置テーブル136を後退させ、そして、1軸テーブル135をホーム位置に復動させる。この動作を繰り返すことで、搬送テープTを、所定のピッチで搬送することが可能となる。なお、テープ送り部105は、複数のワーク処理装置20すべてに設けてもよいし、適宜各ワーク処理装置20のいずれかに設けてもよい。また、テープ送り部105を、独立したテープ搬送装置として設け、この装置をカートリッジ製造ライン1に設置してもよい。これにより、各処理ブース40、41、42に対応したピッチで本体ケースWを搬送することができる。
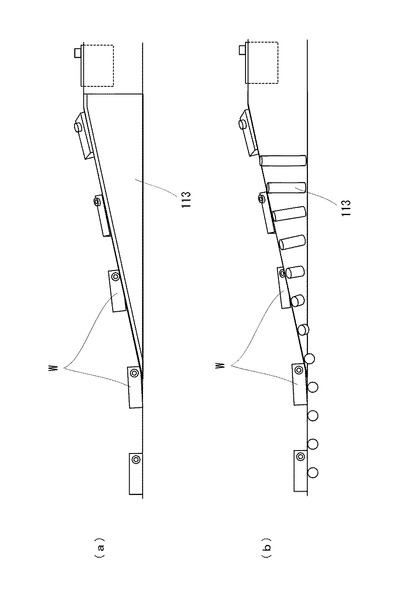
【0064】
バッファ装置12に設けられた姿勢変更部113は、図6(a)に示すように、板状の薄板を軸線廻りに90°に捻って変形したものであり、この姿勢変更部113上を搬送テープTが移動することで、本体ケースWの姿勢が横置きから縦置きに、または縦置きから横置きに変更されるよう構成されている。なお、搬送の際に、搬送テープTが浮き上がらないよう搬送テープTの両幅を押さえる押えローラを設けてもよい。また、これに限らず、例えば、ローラコンベアを軸線廻りに90°に捻って変形させたもの(図6(b)参照)を用いてもよいし、一対の棒状ガイドを軸線廻りに90°に捻って変形させたものを用いてもよい。
【0065】
以上の構成によれば、搬送テープTに本体ケースWを固着させることで、パレットを用いることなく本体ケースWを搬送することができ、また、姿勢変更部113により本体ケースWが落下することなく簡単に姿勢を変更することが可能となる。なお、本実施形態では、製品ラベルが印刷されたテープを搬送テープTとして用いたが、インクカートリッジを覆装する覆装フィルムを搬送テープTとして用いてもよい。また、熱溶着により、本体ケースWに搬送テープTを固着したが、搬送テープTに粘着部を設け、これに本体ケースWを貼着してもよい。これにより、搬送テープTに本体ケースWを簡単に固着することができる。
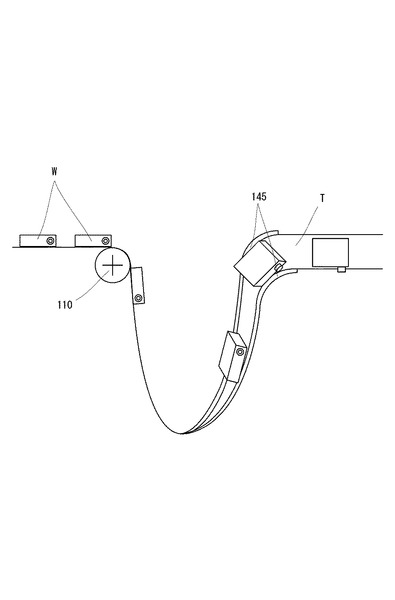
【0066】
ここで、図7を参照して、バッファ装置12の変形例について説明する。このバッファ装置12は、板状フレーム26に軸着された1のローラ110と、ローラ110の下流側の板状フレーム26に設けられた一対の姿勢変更ガイド部145とを有しており、一対の姿勢変更ガイド部145は、搬送テープTの両幅をそれぞれガイドするよう構成されている。一対の姿勢変更ガイド部145は、本体ケースWが横置きから縦置きになるよう捻り形成されており、その上流端は、垂れ下がった搬送テープTの最下端に位置し、その下流端は、ローラ110と略同じ高さに位置している。
【0067】
以上の構成においても、搬送テープTに固着された本体ケースWの姿勢を簡単に変更することができる。なお、図示は省略するが、この姿勢変更部113が、2つの歯付ローラで構成されていてもよい。すなわち、歯付ローラは、ローラ本体と、ローラ本体の上周縁部および下周縁部にそれぞれ径方向に突設された複数の歯と、を有している。このとき、搬送テープTには、複数の歯が噛み合うよう、その両側に複数の噛合穴が設けられている。そして、2つの歯付ローラの一方は、垂れ下がった搬送テープTの最下端に転接するよう配設され、他方は、本体ケースWが横置きから縦置きに姿勢が変更されるよう転接角度を変えて配設される。これにより、2つの歯付ローラが回転すると、その歯が搬送テープTと噛合しつつ、本体ケースWを横置きから縦置きへと姿勢を変更させる。この構成においても、搬送テープTに固着された本体ケースWの姿勢を簡単に変更することができる。
【図面の簡単な説明】
【0068】
【図1】本実施形態のワーク搬送装置を組み込んだカートリッジ製造ラインの外観斜視図である。
【図2】本実施形態のワーク搬送装置を組み込んだカートリッジ製造ラインの一部を省略した外観斜視図である。
【図3】ケース位置決め機構の模式図である。
【図4】ケース溶着装置のケース溶着処理部の模式図である。
【図5】テープ送り部の模式図である。
【図6】姿勢変更部の模式図である。
【図7】バッファ装置の変形例の説明図である。
【符号の説明】
【0069】
12…バッファ装置 20…ワーク処理装置 50…ケース溶着装置 100…インク注入装置 105…テープ送り部 113…姿勢変更部 135…1軸テーブル 136…載置テーブル 138…搬送制御部 140…把持アーム W…本体ケース T…搬送テープ
【特許請求の範囲】
【請求項1】
それぞれが処理エリア上にワークの搬送路を有し、前記搬送路が連なるように横並びに配設した複数のワーク処理装置に、前記搬送路に沿って複数の前記ワークを順次搬送するワーク搬送装置において、
前記各ワークを表裏一方の面に固着した状態で搬送する搬送テープと、
前記搬送テープを前記搬送路に沿って送るテープ送り手段と、を備えたことを特徴とするワーク搬送装置。
【請求項2】
前記搬送路の搬送開始位置に配設され、前記各ワークを前記搬送テープに固着する給材装置、を更に備えたことを特徴とする請求項1に記載のワーク搬送装置。
【請求項3】
前記搬送テープは、前記ワークの製品ラベルを表裏他方の面に前記所定のピッチで印刷したものであり、
前記給材装置は、前記製品ラベルの部分に前記各ワークを熱圧着することを特徴とする請求項2に記載のワーク搬送装置。
【請求項4】
前記搬送テープは、前記ワークの1の面を覆う覆装フィルムと同一の材料で構成したものであり、
前記給材装置は、前記搬送テープに前記各ワークを熱圧着することを特徴とする請求項1に記載のワーク搬送装置。
【請求項5】
前記搬送テープは、表裏一方の面に前記所定のピッチで粘着部を設けたものであり、
前記給材装置は、前記粘着部に前記各ワークを貼着することを特徴とする請求項1に記載のワーク搬送装置。
【請求項6】
前記テープ送り手段は、前記ワークおよび前記搬送テープのいずれかを把持する把持アームと、
前記把持アームを前記搬送路に沿って往復動させる往復動機構と、
前記往復動機構による前記把持アームの前記搬送方向への往動時に前記把持アームを把持動作させ、復動時に前記把持アームを把持解除動作させる制御手段と、を有していることを特徴とする請求項1ないし5のいずれかに記載のワーク搬送装置。
【請求項7】
前記テープ送り手段は、前記搬送路の延在方向に分散して複数設けられていることを特徴とする請求項1ないし6のいずれかに記載のワーク搬送装置。
【請求項8】
前記搬送路の途中に、前記搬送テープを捻じって前記各ワークの姿勢を変更する姿勢変更手段を、更に備えたことを特徴とする請求項1ないし7のいずれかに記載のワーク搬送装置。
【請求項9】
前記姿勢変更手段は、前記搬送テープの表裏他方の面に摺接し、前記搬送テープに倣って捻り変形させた板状ガイドで構成されていることを特徴とする請求項8に記載のワーク搬送装置。
【請求項10】
前記姿勢変更手段は、前記搬送テープの表裏他方の面に摺接し、前記搬送テープに倣って捻り変形させた平行な一対の棒状ガイドで構成されていることを特徴とする請求項8に記載のワーク搬送装置。
【請求項11】
前記姿勢変更手段は、前記搬送テープの表裏他方の面に転接し、前記搬送テープに倣って配設した複数のガイドローラで構成されていることを特徴とする請求項8に記載のワーク搬送装置。
【請求項12】
前記搬送路は、前記搬送テープを下方に弛ませるバッファ部を有していることを特徴とする請求項1ないし11のいずれかに記載のワーク搬送装置。
【請求項13】
前記各ワークが、インクカートリッジの本体ケースであり、
前記複数のワーク処理装置には、前記本体ケースに部品を組み込む部品組込み装置および前記本体ケースにインクを注入するインク注入装置が、含まれていることを特徴とする請求項1ないし12のいずれかに記載のワーク搬送装置。
【請求項14】
それぞれが処理エリア上にワークの搬送路を有し、前記搬送路が連なるように横並びに配設した複数のワーク処理装置に、前記搬送路に沿って複数の前記ワークを順次搬送するワーク搬送方法において、
前記搬送路の搬送開始位置において搬送テープの表裏一方の面に所定のピッチで各ワークを接着しながら、前記搬送テープを前記搬送路に沿って送ることで、前記各ワークを搬送することを特徴とするワーク搬送方法。
【請求項15】
前記搬送テープは、ワークの製品ラベルを表裏他方の面に前記所定のピッチで印刷したものであり、前記各ワークは、前記製品ラベルの部分に熱圧着されることを特徴とする請求項14に記載のワーク搬送方法。
【請求項1】
それぞれが処理エリア上にワークの搬送路を有し、前記搬送路が連なるように横並びに配設した複数のワーク処理装置に、前記搬送路に沿って複数の前記ワークを順次搬送するワーク搬送装置において、
前記各ワークを表裏一方の面に固着した状態で搬送する搬送テープと、
前記搬送テープを前記搬送路に沿って送るテープ送り手段と、を備えたことを特徴とするワーク搬送装置。
【請求項2】
前記搬送路の搬送開始位置に配設され、前記各ワークを前記搬送テープに固着する給材装置、を更に備えたことを特徴とする請求項1に記載のワーク搬送装置。
【請求項3】
前記搬送テープは、前記ワークの製品ラベルを表裏他方の面に前記所定のピッチで印刷したものであり、
前記給材装置は、前記製品ラベルの部分に前記各ワークを熱圧着することを特徴とする請求項2に記載のワーク搬送装置。
【請求項4】
前記搬送テープは、前記ワークの1の面を覆う覆装フィルムと同一の材料で構成したものであり、
前記給材装置は、前記搬送テープに前記各ワークを熱圧着することを特徴とする請求項1に記載のワーク搬送装置。
【請求項5】
前記搬送テープは、表裏一方の面に前記所定のピッチで粘着部を設けたものであり、
前記給材装置は、前記粘着部に前記各ワークを貼着することを特徴とする請求項1に記載のワーク搬送装置。
【請求項6】
前記テープ送り手段は、前記ワークおよび前記搬送テープのいずれかを把持する把持アームと、
前記把持アームを前記搬送路に沿って往復動させる往復動機構と、
前記往復動機構による前記把持アームの前記搬送方向への往動時に前記把持アームを把持動作させ、復動時に前記把持アームを把持解除動作させる制御手段と、を有していることを特徴とする請求項1ないし5のいずれかに記載のワーク搬送装置。
【請求項7】
前記テープ送り手段は、前記搬送路の延在方向に分散して複数設けられていることを特徴とする請求項1ないし6のいずれかに記載のワーク搬送装置。
【請求項8】
前記搬送路の途中に、前記搬送テープを捻じって前記各ワークの姿勢を変更する姿勢変更手段を、更に備えたことを特徴とする請求項1ないし7のいずれかに記載のワーク搬送装置。
【請求項9】
前記姿勢変更手段は、前記搬送テープの表裏他方の面に摺接し、前記搬送テープに倣って捻り変形させた板状ガイドで構成されていることを特徴とする請求項8に記載のワーク搬送装置。
【請求項10】
前記姿勢変更手段は、前記搬送テープの表裏他方の面に摺接し、前記搬送テープに倣って捻り変形させた平行な一対の棒状ガイドで構成されていることを特徴とする請求項8に記載のワーク搬送装置。
【請求項11】
前記姿勢変更手段は、前記搬送テープの表裏他方の面に転接し、前記搬送テープに倣って配設した複数のガイドローラで構成されていることを特徴とする請求項8に記載のワーク搬送装置。
【請求項12】
前記搬送路は、前記搬送テープを下方に弛ませるバッファ部を有していることを特徴とする請求項1ないし11のいずれかに記載のワーク搬送装置。
【請求項13】
前記各ワークが、インクカートリッジの本体ケースであり、
前記複数のワーク処理装置には、前記本体ケースに部品を組み込む部品組込み装置および前記本体ケースにインクを注入するインク注入装置が、含まれていることを特徴とする請求項1ないし12のいずれかに記載のワーク搬送装置。
【請求項14】
それぞれが処理エリア上にワークの搬送路を有し、前記搬送路が連なるように横並びに配設した複数のワーク処理装置に、前記搬送路に沿って複数の前記ワークを順次搬送するワーク搬送方法において、
前記搬送路の搬送開始位置において搬送テープの表裏一方の面に所定のピッチで各ワークを接着しながら、前記搬送テープを前記搬送路に沿って送ることで、前記各ワークを搬送することを特徴とするワーク搬送方法。
【請求項15】
前記搬送テープは、ワークの製品ラベルを表裏他方の面に前記所定のピッチで印刷したものであり、前記各ワークは、前記製品ラベルの部分に熱圧着されることを特徴とする請求項14に記載のワーク搬送方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−246253(P2007−246253A)
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願番号】特願2006−74469(P2006−74469)
【出願日】平成18年3月17日(2006.3.17)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願日】平成18年3月17日(2006.3.17)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]