
ワーク積層装置及びワーク搬送方法
【課題】比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れるワーク積層装置及びワーク搬送方法を提供すること。
【解決手段】連続して搬送されるワークWを順次積層し、スタックSとするワーク積層装置であって、ワークWを搬送する搬送コンベア5と、該搬送コンベア5によって搬送されたワークWを一時的に載置する第1フォーク部1aを備える第1オートフォーク1と、搬送コンベア5によって搬送されたワークWを載置する第2フォーク部2aを備える第2オートフォーク2と、第2フォーク部2aから、積層されたワークWを受け取る搬出コンベア6と、を有し、第1フォーク部1aから、第2フォーク部2aに、積層されたワークWを移し替えられるようになっているワーク積層装置である。
【解決手段】連続して搬送されるワークWを順次積層し、スタックSとするワーク積層装置であって、ワークWを搬送する搬送コンベア5と、該搬送コンベア5によって搬送されたワークWを一時的に載置する第1フォーク部1aを備える第1オートフォーク1と、搬送コンベア5によって搬送されたワークWを載置する第2フォーク部2aを備える第2オートフォーク2と、第2フォーク部2aから、積層されたワークWを受け取る搬出コンベア6と、を有し、第1フォーク部1aから、第2フォーク部2aに、積層されたワークWを移し替えられるようになっているワーク積層装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワーク積層装置及びワーク搬送方法に関する。
【背景技術】
【0002】
プレス加工の分野には、帯状のシート体を所望のサイズに切断し、それらを積み重ねて、いわゆるスタックとするブランキングラインがある(例えば、非特許文献1参照)。
【0003】
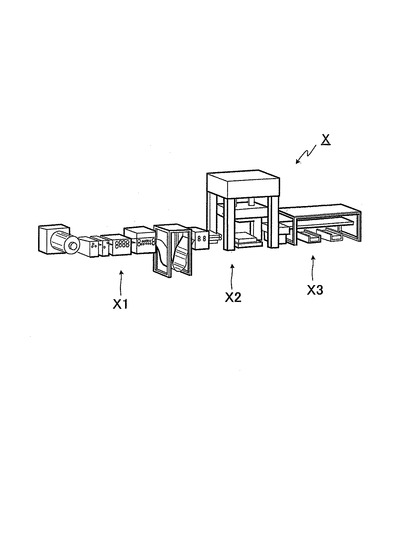
図11は、従来のブランキングプレスラインを示す斜視図である。
図11に示すように、ブランキングプレスラインXにおいては、コイルフィーダーX1によりシート体のカールが解消され、ブランキング・ブランキングプレスX2により帯状のシート体が所望のサイズに切断され、ワーク積層装置X3により切断されたシートが積み重ねられてスタックとされる。なお、ワーク積層装置X3は、ベルトコンベアによって、ワークを搬送し、所定位置にて落下させる装置である。
そして、かかるスタックはタンデム又はトランスファに運搬される。
【0004】
また、他のワーク積層装置として、磁性体からなるシート体を第1コンベアと第2コンベアとで搬送するマグネット吸着式コンベアシステムが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3930854号公報
【非特許文献】
【0006】
【非特許文献1】株式会社エイチアンドエフ、“製品情報「自動プレスライン(ブランキングプレスライン)」”、[online]、株式会社エイチアンドエフホームページ、[平成18年9月1日検索]、インターネット〈URL:http://www.h-f.co.jp/products/line/line_blanking.html〉
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記非特許文献1及び特許文献1記載のワーク積層装置は、ワークを複数箇所に配置させるため、広いスペースが必要である。また、ワークを所定箇所に振り落とすタイミングの調整が複雑である。ちなみに、この場合、ワークを積層する箇所を1つにすると、スタックの段取り替えに時間がかかることになるので、生産性が劣る。
【0008】
本発明は上記事情に鑑みてなされたものであり、比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れるワーク積層装置及びワーク搬送方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を解決するため鋭意検討したところ、敢えて、2つのオートフォークを利用することにより、上記課題を解決し得ることを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明は、(1)連続して搬送されるワークを順次積層し、スタックとするワーク積層装置であって、ワークを搬送する搬送コンベアと、該搬送コンベアによって搬送されたワークを一時的に載置する第1フォーク部を備える第1オートフォークと、搬送コンベアによって搬送されたワークを載置する第2フォーク部を備える第2オートフォークと、第2フォーク部から、積層されたワークを受け取る搬出コンベアと、を有し、第1フォーク部から、第2フォーク部に、積層されたワークを移し替えられるようになっているワーク積層装置に存する。
【0011】
本発明は、(2)第1フォーク部が複数の第1フォーク支持扞からなり、第2フォーク部が第1フォーク支持扞同士の間に挿入可能な複数の第2フォーク支持扞からなる上記(1)記載のワーク積層装置に存する。
【0012】
本発明は、(3)第1フォーク部及び第2フォーク部がいずれも昇降移動可能となっている上記(1)又は(2)に記載のワーク積層装置に存する。
【0013】
本発明は、(4)ワークを載置する際のワークの位置決めをする規制板及びストッパを更に有する上記(1)〜(3)のいずれか一つに記載のワーク積層装置に存する。
【0014】
本発明は、(5)上記(1)〜(4)のいずれか一項に記載のワーク積層装置を用いたワーク搬送方法であって、ワークを搬送コンベアで搬送し、第1フォーク部に順次積層する搬送工程と、ワークを順次積層させながら、第1フォーク部を下降させ、所定位置で第2フォーク部を挿入し、積層されたワークを第2フォーク部に移し替えると共に、第1フォーク部を後退させる移し替え工程と、ワークを順次積層させながら、第2フォーク部を下降させ、ワークが所定枚数積層されたスタックとする積層工程と、第2フォーク部を更に下降させ、スタックを搬出コンベアに載置する載置工程と、搬出コンベアによって、スタックを搬出する搬出工程と、を備えるワーク搬送方法に存する。
【発明の効果】
【0015】
本発明のワーク積層装置によれば、連続して搬送されるワークの積層に、第1オートフォーク及び第2オートフォークの2つを用いるので、例えば、段取り替えに要する時間等のようにワークの搬送をストップする時間を短縮できる。
また、上記ワーク積層装置においては、第2フォーク部が、第1フォーク部から、積層されたワークを受け取るようになっているので、効率よくワークを積層することができ、装置もコンパクトなものとすることができる。
したがって、上記ワーク積層装置によれば。比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れる。
【0016】
上記ワーク積層装置においては、第1フォーク部が複数の第1フォーク支持扞からなり、第2フォーク部が第1フォーク支持扞同士の間に挿入可能な複数の第2フォーク支持扞からなるものであると、載置されたワークを安定化させることができ、且つ第1フォーク部から、第2フォーク部へ、積層されたワークを効率よく受け渡すことができる。
【0017】
上記ワーク積層装置においては、第1フォーク部及び第2フォーク部がいずれも昇降移動可能となっている場合、ワークを受け取る載置位置を、ワークの落下距離が極力小さくなる位置とすることができるので、ワークが落下する際に、ワークが傷ついたり、反転してしまう等の事故の発生を防止できる。
また、例えば、第2オートフォークが第2フォーク部に載置されたスタックを、搬出コンベアに載置するために下降する際、第1フォーク部は、第2フォーク部及びスタックが完全に下降するのを待たずに、第1フォーク部自体を上昇させて、ワークを受け取る載置位置に移動させることができる。このため、ワークの搬送をストップする時間をより短縮できる。
【0018】
上記ワーク積層装置は、ワークを載置する際のワークの位置決めする規制板及びストッパを更に有すると、バラツキがなく整理された状態でワークが積層されることになる。
【0019】
本発明のワーク搬送方法によれば、上述したワーク積層装置を用いるので、比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れる。
【図面の簡単な説明】
【0020】
【図1】図1は、本実施形態に係るワーク積層装置の一例を示す概略図である。
【図2】図2の(a)及び(b)は、本実施形態に係るワーク積層装置における第1オートフォークの昇降移動の状態を示す概略正面図である。
【図3】図3の(a)及び(b)は、本実施形態に係るワーク積層装置における第1フォーク部の前後移動の状態を示す概略上面図である。
【図4】図4の(a)及び(b)は、本実施形態に係るワーク積層装置における第2オートフォークの昇降移動の状態を示す概略正面図である。
【図5】図5は、本実施形態に係るワーク積層装置における第2フォーク部を示す概略上面図である。
【図6】図6は、本実施形態に係るワーク積層装置における搬出コンベアを示す概略上面図である。
【図7】図7は、本発明に係るワーク搬送方法の工程を示すチャートである。
【図8】図8の(a)〜(d)は、本発明に係るワーク搬送方法の搬送工程における第1オートフォークの昇降移動の状態を示す側面図である。
【図9】図9の(a)〜(f)は、本発明に係るワーク搬送方法の移し替え工程及び積層工程における第1オートフォークと第2オートフォークとの動きの状態を示す側面図である。
【図10】図10の(a)及び(b)は、本発明に係るワーク積層装置の他の実施形態を示す概略図である。
【図11】図11は、従来のブランキングプレスラインを示す斜視図である。
【発明を実施するための形態】
【0021】
以下、必要に応じて図面を参照しつつ、本発明の好適な実施形態について詳細に説明する。なお、図面中、同一要素には同一符号を付すこととし、重複する説明は省略する。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。更に、図面の寸法比率は図示の比率に限られるものではない。
【0022】
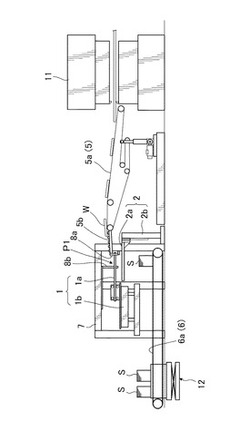
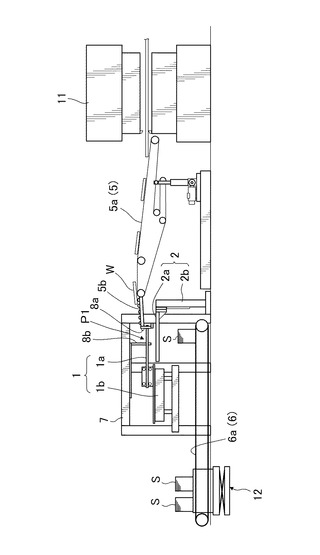
図1は、本実施形態に係るワーク積層装置の一例を示す概略図である。
図1に示すように、本実施形態に係るワーク積層装置100は、ワークWを搬送する搬送コンベア5と、該搬送コンベア5によって搬送されたワークWを一時的に載置する第1フォーク部1aを備える第1オートフォーク1と、搬送コンベア5によって搬送されたワークWを載置する第2フォーク部2aを備える第2オートフォーク2と、第2フォーク部2aから、積層されたワークWを受け取る搬出コンベア6と、ワークWを載置する際のワークWの位置決めする規制板8a及びストッパ8bと、を有する。
【0023】
本実施形態に係るワーク積層装置100は、ブランキングプレス11によって切断され連続して搬送されるワークWを順次積み上げ、最終的にスタックSとするものである。ここで、ワークWは、板状であり、順次積み上げることで積層されスタックSとなる。なお、ワークWが積層されたスタックSは、搬出口12から搬出される。
【0024】
まず、ブランキングプレス11は、帯状のシートを所定サイズの個々の独立したワークWに切断するものであり、公知のものが適宜用いられる。
【0025】
搬送コンベア5は、ブランキングプレス11で切断されたワークWを連続的に又は間欠的に搬送可能な搬送ベルト部5aを備える。
搬送ベルト部5aは、ブランキングプレス11で切断されたワークWを直接受け渡しできるように一端がブランキングプレス11に近接しており、他端が傾斜部材5bに近接している。
【0026】
傾斜部材5bは、搬送コンベア5に隣接するように設けられており、搬送コンベア5によって搬送されたワークWを、第1フォーク部1aがワークWを受け取る位置(以下「載置位置」という。)P1に渡す機能を果たす。すなわち、傾斜部材5bが、傾斜して配置されているので、ワークWは、自重で移動する。
【0027】
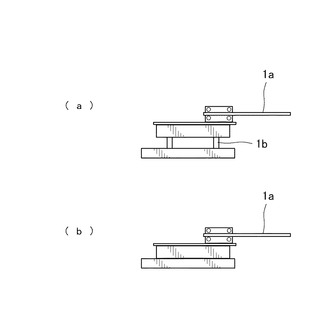
第1オートフォーク1は、ワークWを一時的に載置する第1フォーク部1aと、該第1フォーク部1aを昇降移動させる第1リフト部1bとを備える。
図2の(a)及び(b)は、本実施形態に係るワーク積層装置における第1オートフォークの昇降移動の状態を示す概略正面図である。
図2の(a)及び(b)に示すように、ワーク積層装置においては、第1オートフォーク1が第1リフト部1bを備えることにより、第1フォーク部1aが、昇降移動可能となっている。このため、図2の(a)に示すように、第1フォーク部1aを上昇させた位置を図1に示す載置位置P1に設定することができる。このとき、ワークWが載置位置P1に落下する際、落下の距離を極力小さくすることができる。このため、ワークWが落下する際に、ワークWが傷ついたり、反転してしまう等の事故の発生を防止できる。
また、図2の(b)に示すように、第1フォーク部1aを下降させることにより、積層されたワークWを下降させることができ、後述するように、第2フォーク部への積層されたワークの移し替えが可能となる。
【0028】
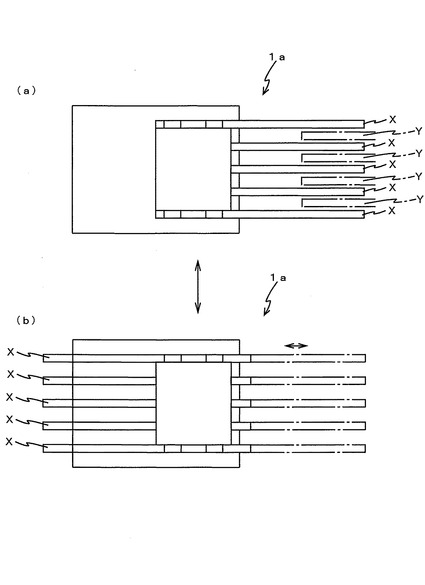
図3の(a)及び(b)は、本実施形態に係るワーク積層装置における第1フォーク部の前後移動の状態を示す概略上面図である。
図3の(a)に示すように、第1フォーク部1aは、複数の第1フォーク支持扞Xが配列された構造となっている。
第1フォーク支持扞Xの上には、ワークWが載置されるようになっており、第1フォーク支持扞X同士の間には、後述する第2フォーク部2aの第2フォーク支持扞Yが挿入可能となっている。このため、第1フォーク部1aを第2フォーク部2aが下から上に通過し、第1フォーク部1から、第2フォーク部2aへ、積層されたワークW(スタックS)を効率よく受け渡すことができる。
【0029】
また、図3の(b)に示すように、第1フォーク部1aは、各第1フォーク支持扞Xが、前後方向に移動可能となっている。
各第1フォーク支持扞Xにはそれぞれ、図示しないラックギア及びモータが設けられており、それぞれ独立に駆動するようになっている。したがって、ワークWの大きさに応じて、必要な第1フォーク支持扞Xのみを作動させることが可能である。
【0030】
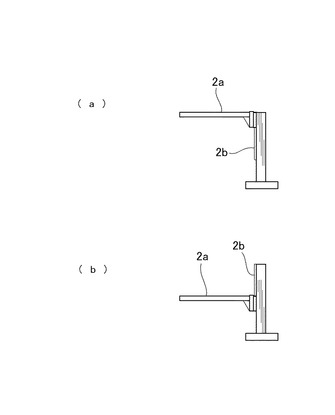
図1に戻り、第2オートフォーク2は、ワークWを載置する第2フォーク部2aと、該第2フォーク部2aを昇降移動させる第2リフト部2bとを備える。
図4の(a)及び(b)は、本実施形態に係るワーク積層装置における第2オートフォークの昇降移動の状態を示す概略正面図である。
図4の(a)及び(b)に示すように、ワーク積層装置においては、第2オートフォークが第2リフト部2bを備えることにより、第2フォーク部2aが、昇降移動可能となっている。このため、図4の(a)に示すように、第2フォーク部2aを上昇させることにより、上述した第1フォーク部1aから積層させたワークを移し替えることが可能となる。
また、図4の(b)に示すように、第2フォーク部2aを下降させることにより、スタックSを後述する搬出コンベアに載置することができる。
【0031】
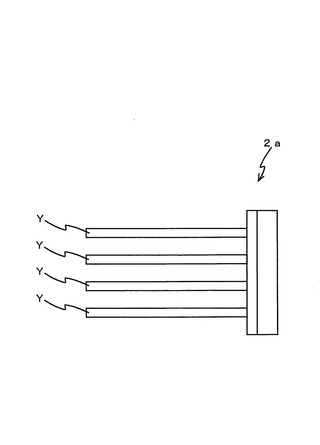
図5は、本実施形態に係るワーク積層装置における第2フォーク部を示す概略上面図である。
図5に示すように、第2フォーク部2aは、複数の第2フォーク支持扞Yが配列された構造となっている。
第2フォーク支持扞Yの上には、ワークWが載置されるようになっており、第2フォーク支持扞Y同士の間には、上述した第1フォーク部1の第1フォーク支持扞Xが挿入可能となっている。
【0032】
図1に戻り、本実施形態に係るワーク積層装置100においては、第1オートフォーク1と第2オートフォーク2とが対向するように配置されている。このため、ワークWの受け渡しをスムーズに行うことができ、よりコンパクトな装置とすることができる。
したがって、上記ワーク積層装置100によれば、比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れたものとなる。
【0033】
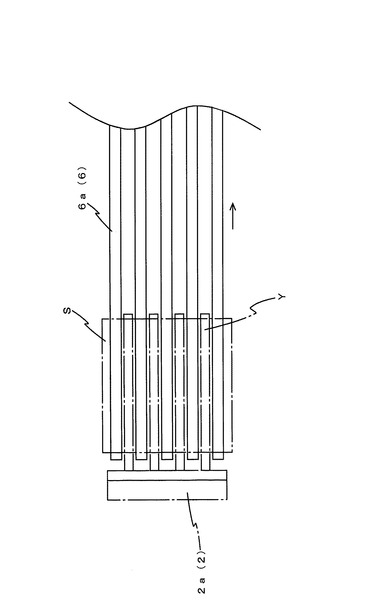
搬出コンベア6は、第2フォーク部2aによって載置されるスタックSを連続的に又は間欠的に搬出口12まで搬送可能な搬出ベルト部6aを備える。
図6は、本実施形態に係るワーク積層装置における搬出コンベアを示す概略上面図である。
図6に示すように、搬出ベルト部6aは、複数の帯からなり、帯の間に、第2フォーク部2aの第2フォーク支持扞Yが干渉しないように挿入可能となっている。すなわち、第2フォーク支持杆YにスタックSが載置された状態のまま、第2フォーク部2aが下降し、第2フォーク杆Yが帯の間を通過することによって、スタックSが第2オートフォーク2から搬出コンベア6に渡されることになる。
【0034】
図1に戻り、本実施形態に係るワーク積層装置100は、規制板8a及びストッパ8bを有する。
規制板8a及びストッパ8bは、いずれも、ワーク積層装置100に設けられた枠体7に固定されている。
かかる規制板8a及びストッパ8bにより、ワークWを載置位置P1に載置する際のワークWの位置決めがなされる。このため、バラツキがなく整理された状態でワークが積層されることになる。
【0035】
ここで、上記ワーク積層装置100においては、図示しないサイドストッパも有することが好ましい。この場合、ワークが四方から位置決めされるので、よりバラツキがなく整理された状態でワークが第1フォーク部1aに積層されることになる。
【0036】
本実施形態に係るワーク積層装置100によれば、連続して搬送されるワークWの積層に、第1オートフォーク1及び第2オートフォーク2の2つを用いるので、例えば、段取り替えに要する時間等のようにワークWの搬送をストップする時間を短縮できる。
また、上記ワーク積層装置100においては、第2フォーク部2aが、第1フォーク部1aから、積層されたワークWを受け取るようになっているので、効率よくワークWを積層することができる。
【0037】
次に、ワーク搬送方法について説明する。
本発明のワーク搬送方法においては、上述したワーク積層装置100が用いられる。
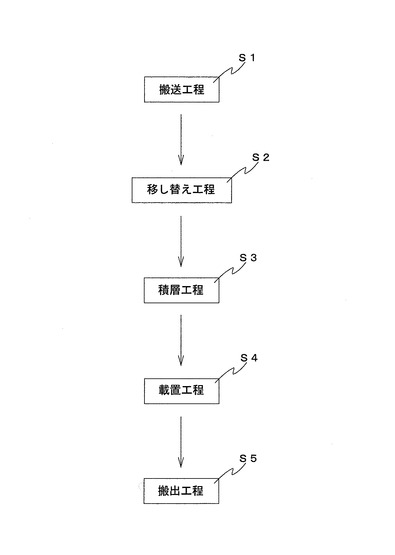
図7は、本発明に係るワーク搬送方法の工程を示すチャートである。
図7に示すように、ワーク搬送方法は、ワークWを搬送コンベア5で搬送し、第1フォーク部に順次積層していく搬送工程S1と、ワークWを順次積層させながら、第1フォーク部1aを下降させ、所定位置で第2フォーク部2aを第1フォーク部1aの間に挿入し、且つ通過させ、積層されたワークWを第2フォーク部2aに移し替えると共に、第1フォーク部1aを後退させる移し替え工程S2と、ワークWを順次積層させながら、第2フォーク部2aを下降させ、ワークWが所定枚数積層されたスタックSとする積層工程S3と、第2フォーク部2aを更に下降させ、スタックSを搬出コンベア6に載置する載置工程S4と、搬出コンベア6によって、スタックSを搬出する搬出工程S5と、を備える。
【0038】
上記ワーク搬送方法によれば、上述したワーク積層装置100を用いるので、比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れる。
【0039】
以下、更に詳細に説明する。
まず、搬送工程S1において、ブランキングプレス11によって切断されたワークWは、搬送コンベア5の搬送ベルト部5a上に落下し、搬送される。このとき、搬送コンベア5は、連続運動しているので、ワークWは、所定の間隔毎に連続的に搬送されることになる。
【0040】
そして、ワークWは、搬送コンベア5により傾斜部材5bに到達し、次いで、傾斜部材5bを自重で滑り落ちる。そうすると、ワークWは、規制板8a及びストッパ8bにより、位置決めされた状態で載置位置P1に落下する。例えば、滑り落ちたワークWは、その勢いがストッパ8bによって止められて載置される。その際、ワークWの後端が規制板8aによって規制される。
【0041】
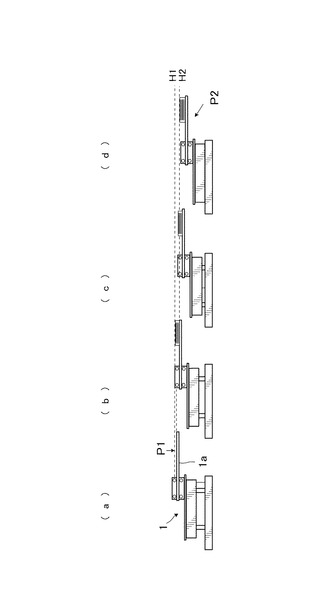
図8の(a)〜(d)は、本発明に係るワーク搬送方法の搬送工程における第1オートフォークの昇降移動の状態を示す側面図である。
図8の(a)〜(d)に示すように、ワーク搬送工程においては、ワークWが載置位置P1に載置されるときの載置高さに一定の範囲(以下「載置範囲」という。)が設けられている。すなわち、ワークWが落下する際に、ワークが傷ついたり、反転してしまわないように載置範囲が設けられている。なお、図8において、載置高さの上死点H1と下死点H2との間が載置範囲である。
【0042】
まず、図8の(a)に示すように、第1オートフォーク1の第1フォーク部1aは、上昇した位置(下死点H2)で待機されている。そのため、ワークWは、第1フォーク部1a上に載置されることになる。
この操作を繰り返し、ワークWが次々と第1フォーク部1a上に載置される。そうすると、図8の(b)に示すように、積層されたワークWは、徐々に高くなる。このとき、載置位置P1の上死点H1には図示しないセンサーが設けられており、ワークWの高さが所定の上死点H1を超えると、図8の(c)に示すように、第1フォーク部1aが一定ピッチ下降するようになっている。すなわち、最上位のワークWの位置が下死点H2になるように第1フォーク部1aが下降する。
このピッチ送り操作を繰り返すことにより、第1オートフォーク1においては、ワークWが載置される載置位置P1の高さが、常に、一定の載置範囲となっている。
そして、最終的に、第1オートフォーク1の第1フォーク部1aは、図8の(d)に示すように、移し替えをする位置(以下「移し替え位置」という。)P2に到達する。
【0043】
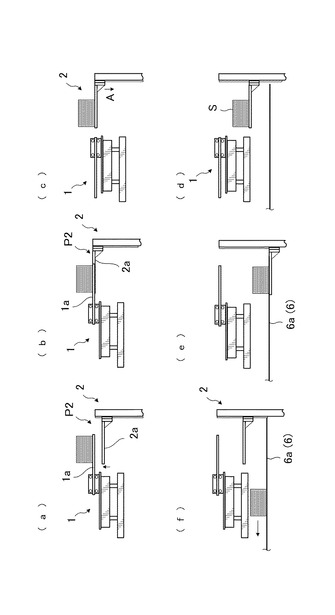
図9の(a)〜(f)は、本発明に係るワーク搬送方法の移し替え工程及び積層工程における第1オートフォークと第2オートフォークとの動きの状態を示す側面図である。
移し替え工程S2においては、図9の(a)に示すように、まず、第1オートフォーク1の第1フォーク部1aが、移し替え位置P2に到達した時に、第2オートフォーク2の第2フォーク部2aを上昇させる。なお、第1フォーク部1aが移し替え位置P2に到達する前に第2フォーク部2aを予め上昇させ、第2フォーク部2aを移し替え位置P2に待機させていてもよい。
そして、図9の(b)に示すように、第1フォーク部1aの第1フォーク支持扞X同士の間に、第2フォーク部2aの第2フォーク支持杆Yを下から通過させ、積層されたワークWを、第1フォーク部1aから第2フォーク部2aに移し替える。
次に、図9の(c)に示すように、第1フォーク部1aを後退させる。これにより、積層されたワークWは、第2フォーク部2aに移し替えられたことになる。なお、このとき、ワークWは、載置位置P1において、継続して積層される。
【0044】
ここで、積層工程S3においては、図9の(c)の矢印Aに示すように、第2フォーク部2aを、上述した第1フォーク部1aと同様にして、ワークWが載置される載置位置P1が載置範囲となるようにピッチ送りで下降させる。そして、第2フォーク部2aにワークWが所定枚数積層されることにより、スタックSとなる。
このとき、第1オートフォーク1は、第1フォーク部1aが後退した状態を維持しつつ、第1フォーク部1aが載置範囲の下死点H2の高さになるまで第1フォーク部1aを上昇させる。
【0045】
次に、載置工程S4においては、図9の(d)に示すように、スタックSが載置された第2フォーク部2aが更に下降される。
そして、図9の(e)に示すように、第2フォーク部2aに載置されたスタックSを、搬出コンベア6の搬出ベルト部6a上に載置する。このとき、第1オートフォーク1の第1フォーク部1aを載置範囲の下死点H2の位置で前進させる。そして、第1フォーク部1aに再び、ワークWが積層されることになる。
【0046】
搬出ベルト部6a上に載置されたスタックSは、搬出工程S5において、図9の(f)に示すように、搬出コンベア6によって、搬出口まで搬出される。このとき、第2オートフォーク2の第2フォーク部2aは、上昇させると共に、一定の位置で待機させる。そして、上述したことと同様に、第1オートフォーク1の第1フォーク部1aが、移し替え位置P2に到達したとき、図9の(a)に示すように、第2オートフォーク2の第2フォーク部2aを上昇させ、これらの工程が繰り返されることになる。
【0047】
以上、本発明の実施形態について説明したが、本発明は上記実施形態に限定されるものではない。
【0048】
例えば、本実施形態に係るワーク積層装置100においては、第1オートフォーク1と第2オートフォーク2とが対向するように配置されているが、同じ向きに配置されていてもよい。なお、その他の装置は、本実施形態に係るワーク積層装置100と同様である。
【0049】
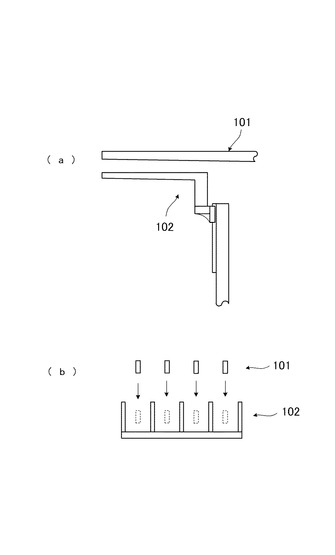
図10の(a)及び(b)は、本発明に係るワーク積層装置の他の実施形態を示す概略図である。
図10の(a)に示すように、他の実施形態に係るワーク積層装置においては、第1オートフォーク101と第2オートフォーク102とが同じ向きに配置されている。すなわち、第1オートフォーク101が、図示しない搬送コンベアの下に配置されている。
【0050】
図10の(b)に示すように、第1オートフォーク101及び第2オートフォーク102は、本実施形態に係るワーク積層装置100における第1オートフォーク1及び第2オートフォーク2と同様に、複数の支持扞からなり、支持杆同士の間において、互いに挿入可能となっている。また、第1オートフォーク101の支持杆は、第2オートフォーク102と干渉しないようにするため、第2オートフォーク102の支持杆よりも短くなっている。
【0051】
この場合、第1オートフォーク101を搬送コンベア5の下に配置することが可能となるので、装置をコンパクトにすることができる。
また、搬出コンベアの上に第1オートフォークが配置されないことになるので、搬出コンベアがスタックSを移動させる距離を少なくすることができる。
さらに、搬出コンベアの位置も上方に配置できるので、第2オートフォーク102のストロークも小さくすることができる。
【0052】
本実施形態に係るワーク積層装置100において、第1オートフォーク1の第1フォーク部1aは、複数の第1フォーク支持扞Xが配列された構造となっており、第2オートフォーク2の第2フォーク部2aは、複数の第2フォーク支持扞Yが配列された構造となっているが、これらの構造に限定されるものではない。
例えば、ワークWを受け渡し可能となるように、第1フォーク部と第2フォーク部とが同じ高さにおいて、互いに挿入可能であればよい。
【0053】
上記ワーク搬送方法において、搬出コンベア6がスタックSを搬出した後、第1オートフォーク1の第1フォーク部1aを載置範囲の下死点H2の位置で前進させているが、第2オートフォーク2が第2フォーク部2aに載置されたスタックSを、搬出コンベア6に載置するために下降する際、第2フォーク部2aが完全に下降するのを待たずに、第1フォーク部1aを載置範囲の下死点H2の位置で前進させてもよい。
この場合、ワークWの搬送をストップする時間をより短縮できる。
【0054】
上記ワーク搬送方法においては、ワークWが、第1フォーク部1a上に複数枚載置された後、第1フォーク部1aが一定ピッチ下降するようになっているが、ワークW1枚毎にピッチ下降してもよい。
【符号の説明】
【0055】
1,101・・・第1オートフォーク
1a・・・第1フォーク部
1b・・・第1リフト部
2,102・・・第2オートフォーク
2a・・・第2フォーク部
2b・・・第2リフト部
5・・・搬送コンベア
5a・・・搬送ベルト部
5b・・・傾斜部材
6・・・搬出コンベア
6a・・・搬出ベルト部
7・・・枠体
8a・・・規制板
8b・・・ストッパ
11・・・ブランキングプレス
12・・・搬出口
100・・・ワーク積層装置
H1・・・上死点
H2・・・下死点
P1・・・載置位置
P2・・・移し替え位置
S・・・スタック
S1・・・搬送工程
S2・・・移し替え工程
S3・・・積層工程
S4・・・載置工程
S5・・・搬出工程
W・・・ワーク
X・・・第1フォーク支持扞
Y・・・第2フォーク支持扞
【技術分野】
【0001】
本発明は、ワーク積層装置及びワーク搬送方法に関する。
【背景技術】
【0002】
プレス加工の分野には、帯状のシート体を所望のサイズに切断し、それらを積み重ねて、いわゆるスタックとするブランキングラインがある(例えば、非特許文献1参照)。
【0003】
図11は、従来のブランキングプレスラインを示す斜視図である。
図11に示すように、ブランキングプレスラインXにおいては、コイルフィーダーX1によりシート体のカールが解消され、ブランキング・ブランキングプレスX2により帯状のシート体が所望のサイズに切断され、ワーク積層装置X3により切断されたシートが積み重ねられてスタックとされる。なお、ワーク積層装置X3は、ベルトコンベアによって、ワークを搬送し、所定位置にて落下させる装置である。
そして、かかるスタックはタンデム又はトランスファに運搬される。
【0004】
また、他のワーク積層装置として、磁性体からなるシート体を第1コンベアと第2コンベアとで搬送するマグネット吸着式コンベアシステムが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3930854号公報
【非特許文献】
【0006】
【非特許文献1】株式会社エイチアンドエフ、“製品情報「自動プレスライン(ブランキングプレスライン)」”、[online]、株式会社エイチアンドエフホームページ、[平成18年9月1日検索]、インターネット〈URL:http://www.h-f.co.jp/products/line/line_blanking.html〉
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記非特許文献1及び特許文献1記載のワーク積層装置は、ワークを複数箇所に配置させるため、広いスペースが必要である。また、ワークを所定箇所に振り落とすタイミングの調整が複雑である。ちなみに、この場合、ワークを積層する箇所を1つにすると、スタックの段取り替えに時間がかかることになるので、生産性が劣る。
【0008】
本発明は上記事情に鑑みてなされたものであり、比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れるワーク積層装置及びワーク搬送方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を解決するため鋭意検討したところ、敢えて、2つのオートフォークを利用することにより、上記課題を解決し得ることを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明は、(1)連続して搬送されるワークを順次積層し、スタックとするワーク積層装置であって、ワークを搬送する搬送コンベアと、該搬送コンベアによって搬送されたワークを一時的に載置する第1フォーク部を備える第1オートフォークと、搬送コンベアによって搬送されたワークを載置する第2フォーク部を備える第2オートフォークと、第2フォーク部から、積層されたワークを受け取る搬出コンベアと、を有し、第1フォーク部から、第2フォーク部に、積層されたワークを移し替えられるようになっているワーク積層装置に存する。
【0011】
本発明は、(2)第1フォーク部が複数の第1フォーク支持扞からなり、第2フォーク部が第1フォーク支持扞同士の間に挿入可能な複数の第2フォーク支持扞からなる上記(1)記載のワーク積層装置に存する。
【0012】
本発明は、(3)第1フォーク部及び第2フォーク部がいずれも昇降移動可能となっている上記(1)又は(2)に記載のワーク積層装置に存する。
【0013】
本発明は、(4)ワークを載置する際のワークの位置決めをする規制板及びストッパを更に有する上記(1)〜(3)のいずれか一つに記載のワーク積層装置に存する。
【0014】
本発明は、(5)上記(1)〜(4)のいずれか一項に記載のワーク積層装置を用いたワーク搬送方法であって、ワークを搬送コンベアで搬送し、第1フォーク部に順次積層する搬送工程と、ワークを順次積層させながら、第1フォーク部を下降させ、所定位置で第2フォーク部を挿入し、積層されたワークを第2フォーク部に移し替えると共に、第1フォーク部を後退させる移し替え工程と、ワークを順次積層させながら、第2フォーク部を下降させ、ワークが所定枚数積層されたスタックとする積層工程と、第2フォーク部を更に下降させ、スタックを搬出コンベアに載置する載置工程と、搬出コンベアによって、スタックを搬出する搬出工程と、を備えるワーク搬送方法に存する。
【発明の効果】
【0015】
本発明のワーク積層装置によれば、連続して搬送されるワークの積層に、第1オートフォーク及び第2オートフォークの2つを用いるので、例えば、段取り替えに要する時間等のようにワークの搬送をストップする時間を短縮できる。
また、上記ワーク積層装置においては、第2フォーク部が、第1フォーク部から、積層されたワークを受け取るようになっているので、効率よくワークを積層することができ、装置もコンパクトなものとすることができる。
したがって、上記ワーク積層装置によれば。比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れる。
【0016】
上記ワーク積層装置においては、第1フォーク部が複数の第1フォーク支持扞からなり、第2フォーク部が第1フォーク支持扞同士の間に挿入可能な複数の第2フォーク支持扞からなるものであると、載置されたワークを安定化させることができ、且つ第1フォーク部から、第2フォーク部へ、積層されたワークを効率よく受け渡すことができる。
【0017】
上記ワーク積層装置においては、第1フォーク部及び第2フォーク部がいずれも昇降移動可能となっている場合、ワークを受け取る載置位置を、ワークの落下距離が極力小さくなる位置とすることができるので、ワークが落下する際に、ワークが傷ついたり、反転してしまう等の事故の発生を防止できる。
また、例えば、第2オートフォークが第2フォーク部に載置されたスタックを、搬出コンベアに載置するために下降する際、第1フォーク部は、第2フォーク部及びスタックが完全に下降するのを待たずに、第1フォーク部自体を上昇させて、ワークを受け取る載置位置に移動させることができる。このため、ワークの搬送をストップする時間をより短縮できる。
【0018】
上記ワーク積層装置は、ワークを載置する際のワークの位置決めする規制板及びストッパを更に有すると、バラツキがなく整理された状態でワークが積層されることになる。
【0019】
本発明のワーク搬送方法によれば、上述したワーク積層装置を用いるので、比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れる。
【図面の簡単な説明】
【0020】
【図1】図1は、本実施形態に係るワーク積層装置の一例を示す概略図である。
【図2】図2の(a)及び(b)は、本実施形態に係るワーク積層装置における第1オートフォークの昇降移動の状態を示す概略正面図である。
【図3】図3の(a)及び(b)は、本実施形態に係るワーク積層装置における第1フォーク部の前後移動の状態を示す概略上面図である。
【図4】図4の(a)及び(b)は、本実施形態に係るワーク積層装置における第2オートフォークの昇降移動の状態を示す概略正面図である。
【図5】図5は、本実施形態に係るワーク積層装置における第2フォーク部を示す概略上面図である。
【図6】図6は、本実施形態に係るワーク積層装置における搬出コンベアを示す概略上面図である。
【図7】図7は、本発明に係るワーク搬送方法の工程を示すチャートである。
【図8】図8の(a)〜(d)は、本発明に係るワーク搬送方法の搬送工程における第1オートフォークの昇降移動の状態を示す側面図である。
【図9】図9の(a)〜(f)は、本発明に係るワーク搬送方法の移し替え工程及び積層工程における第1オートフォークと第2オートフォークとの動きの状態を示す側面図である。
【図10】図10の(a)及び(b)は、本発明に係るワーク積層装置の他の実施形態を示す概略図である。
【図11】図11は、従来のブランキングプレスラインを示す斜視図である。
【発明を実施するための形態】
【0021】
以下、必要に応じて図面を参照しつつ、本発明の好適な実施形態について詳細に説明する。なお、図面中、同一要素には同一符号を付すこととし、重複する説明は省略する。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。更に、図面の寸法比率は図示の比率に限られるものではない。
【0022】
図1は、本実施形態に係るワーク積層装置の一例を示す概略図である。
図1に示すように、本実施形態に係るワーク積層装置100は、ワークWを搬送する搬送コンベア5と、該搬送コンベア5によって搬送されたワークWを一時的に載置する第1フォーク部1aを備える第1オートフォーク1と、搬送コンベア5によって搬送されたワークWを載置する第2フォーク部2aを備える第2オートフォーク2と、第2フォーク部2aから、積層されたワークWを受け取る搬出コンベア6と、ワークWを載置する際のワークWの位置決めする規制板8a及びストッパ8bと、を有する。
【0023】
本実施形態に係るワーク積層装置100は、ブランキングプレス11によって切断され連続して搬送されるワークWを順次積み上げ、最終的にスタックSとするものである。ここで、ワークWは、板状であり、順次積み上げることで積層されスタックSとなる。なお、ワークWが積層されたスタックSは、搬出口12から搬出される。
【0024】
まず、ブランキングプレス11は、帯状のシートを所定サイズの個々の独立したワークWに切断するものであり、公知のものが適宜用いられる。
【0025】
搬送コンベア5は、ブランキングプレス11で切断されたワークWを連続的に又は間欠的に搬送可能な搬送ベルト部5aを備える。
搬送ベルト部5aは、ブランキングプレス11で切断されたワークWを直接受け渡しできるように一端がブランキングプレス11に近接しており、他端が傾斜部材5bに近接している。
【0026】
傾斜部材5bは、搬送コンベア5に隣接するように設けられており、搬送コンベア5によって搬送されたワークWを、第1フォーク部1aがワークWを受け取る位置(以下「載置位置」という。)P1に渡す機能を果たす。すなわち、傾斜部材5bが、傾斜して配置されているので、ワークWは、自重で移動する。
【0027】
第1オートフォーク1は、ワークWを一時的に載置する第1フォーク部1aと、該第1フォーク部1aを昇降移動させる第1リフト部1bとを備える。
図2の(a)及び(b)は、本実施形態に係るワーク積層装置における第1オートフォークの昇降移動の状態を示す概略正面図である。
図2の(a)及び(b)に示すように、ワーク積層装置においては、第1オートフォーク1が第1リフト部1bを備えることにより、第1フォーク部1aが、昇降移動可能となっている。このため、図2の(a)に示すように、第1フォーク部1aを上昇させた位置を図1に示す載置位置P1に設定することができる。このとき、ワークWが載置位置P1に落下する際、落下の距離を極力小さくすることができる。このため、ワークWが落下する際に、ワークWが傷ついたり、反転してしまう等の事故の発生を防止できる。
また、図2の(b)に示すように、第1フォーク部1aを下降させることにより、積層されたワークWを下降させることができ、後述するように、第2フォーク部への積層されたワークの移し替えが可能となる。
【0028】
図3の(a)及び(b)は、本実施形態に係るワーク積層装置における第1フォーク部の前後移動の状態を示す概略上面図である。
図3の(a)に示すように、第1フォーク部1aは、複数の第1フォーク支持扞Xが配列された構造となっている。
第1フォーク支持扞Xの上には、ワークWが載置されるようになっており、第1フォーク支持扞X同士の間には、後述する第2フォーク部2aの第2フォーク支持扞Yが挿入可能となっている。このため、第1フォーク部1aを第2フォーク部2aが下から上に通過し、第1フォーク部1から、第2フォーク部2aへ、積層されたワークW(スタックS)を効率よく受け渡すことができる。
【0029】
また、図3の(b)に示すように、第1フォーク部1aは、各第1フォーク支持扞Xが、前後方向に移動可能となっている。
各第1フォーク支持扞Xにはそれぞれ、図示しないラックギア及びモータが設けられており、それぞれ独立に駆動するようになっている。したがって、ワークWの大きさに応じて、必要な第1フォーク支持扞Xのみを作動させることが可能である。
【0030】
図1に戻り、第2オートフォーク2は、ワークWを載置する第2フォーク部2aと、該第2フォーク部2aを昇降移動させる第2リフト部2bとを備える。
図4の(a)及び(b)は、本実施形態に係るワーク積層装置における第2オートフォークの昇降移動の状態を示す概略正面図である。
図4の(a)及び(b)に示すように、ワーク積層装置においては、第2オートフォークが第2リフト部2bを備えることにより、第2フォーク部2aが、昇降移動可能となっている。このため、図4の(a)に示すように、第2フォーク部2aを上昇させることにより、上述した第1フォーク部1aから積層させたワークを移し替えることが可能となる。
また、図4の(b)に示すように、第2フォーク部2aを下降させることにより、スタックSを後述する搬出コンベアに載置することができる。
【0031】
図5は、本実施形態に係るワーク積層装置における第2フォーク部を示す概略上面図である。
図5に示すように、第2フォーク部2aは、複数の第2フォーク支持扞Yが配列された構造となっている。
第2フォーク支持扞Yの上には、ワークWが載置されるようになっており、第2フォーク支持扞Y同士の間には、上述した第1フォーク部1の第1フォーク支持扞Xが挿入可能となっている。
【0032】
図1に戻り、本実施形態に係るワーク積層装置100においては、第1オートフォーク1と第2オートフォーク2とが対向するように配置されている。このため、ワークWの受け渡しをスムーズに行うことができ、よりコンパクトな装置とすることができる。
したがって、上記ワーク積層装置100によれば、比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れたものとなる。
【0033】
搬出コンベア6は、第2フォーク部2aによって載置されるスタックSを連続的に又は間欠的に搬出口12まで搬送可能な搬出ベルト部6aを備える。
図6は、本実施形態に係るワーク積層装置における搬出コンベアを示す概略上面図である。
図6に示すように、搬出ベルト部6aは、複数の帯からなり、帯の間に、第2フォーク部2aの第2フォーク支持扞Yが干渉しないように挿入可能となっている。すなわち、第2フォーク支持杆YにスタックSが載置された状態のまま、第2フォーク部2aが下降し、第2フォーク杆Yが帯の間を通過することによって、スタックSが第2オートフォーク2から搬出コンベア6に渡されることになる。
【0034】
図1に戻り、本実施形態に係るワーク積層装置100は、規制板8a及びストッパ8bを有する。
規制板8a及びストッパ8bは、いずれも、ワーク積層装置100に設けられた枠体7に固定されている。
かかる規制板8a及びストッパ8bにより、ワークWを載置位置P1に載置する際のワークWの位置決めがなされる。このため、バラツキがなく整理された状態でワークが積層されることになる。
【0035】
ここで、上記ワーク積層装置100においては、図示しないサイドストッパも有することが好ましい。この場合、ワークが四方から位置決めされるので、よりバラツキがなく整理された状態でワークが第1フォーク部1aに積層されることになる。
【0036】
本実施形態に係るワーク積層装置100によれば、連続して搬送されるワークWの積層に、第1オートフォーク1及び第2オートフォーク2の2つを用いるので、例えば、段取り替えに要する時間等のようにワークWの搬送をストップする時間を短縮できる。
また、上記ワーク積層装置100においては、第2フォーク部2aが、第1フォーク部1aから、積層されたワークWを受け取るようになっているので、効率よくワークWを積層することができる。
【0037】
次に、ワーク搬送方法について説明する。
本発明のワーク搬送方法においては、上述したワーク積層装置100が用いられる。
図7は、本発明に係るワーク搬送方法の工程を示すチャートである。
図7に示すように、ワーク搬送方法は、ワークWを搬送コンベア5で搬送し、第1フォーク部に順次積層していく搬送工程S1と、ワークWを順次積層させながら、第1フォーク部1aを下降させ、所定位置で第2フォーク部2aを第1フォーク部1aの間に挿入し、且つ通過させ、積層されたワークWを第2フォーク部2aに移し替えると共に、第1フォーク部1aを後退させる移し替え工程S2と、ワークWを順次積層させながら、第2フォーク部2aを下降させ、ワークWが所定枚数積層されたスタックSとする積層工程S3と、第2フォーク部2aを更に下降させ、スタックSを搬出コンベア6に載置する載置工程S4と、搬出コンベア6によって、スタックSを搬出する搬出工程S5と、を備える。
【0038】
上記ワーク搬送方法によれば、上述したワーク積層装置100を用いるので、比較的狭いスペースであっても、簡便にスタックを搬入することができ、生産性にも十分に優れる。
【0039】
以下、更に詳細に説明する。
まず、搬送工程S1において、ブランキングプレス11によって切断されたワークWは、搬送コンベア5の搬送ベルト部5a上に落下し、搬送される。このとき、搬送コンベア5は、連続運動しているので、ワークWは、所定の間隔毎に連続的に搬送されることになる。
【0040】
そして、ワークWは、搬送コンベア5により傾斜部材5bに到達し、次いで、傾斜部材5bを自重で滑り落ちる。そうすると、ワークWは、規制板8a及びストッパ8bにより、位置決めされた状態で載置位置P1に落下する。例えば、滑り落ちたワークWは、その勢いがストッパ8bによって止められて載置される。その際、ワークWの後端が規制板8aによって規制される。
【0041】
図8の(a)〜(d)は、本発明に係るワーク搬送方法の搬送工程における第1オートフォークの昇降移動の状態を示す側面図である。
図8の(a)〜(d)に示すように、ワーク搬送工程においては、ワークWが載置位置P1に載置されるときの載置高さに一定の範囲(以下「載置範囲」という。)が設けられている。すなわち、ワークWが落下する際に、ワークが傷ついたり、反転してしまわないように載置範囲が設けられている。なお、図8において、載置高さの上死点H1と下死点H2との間が載置範囲である。
【0042】
まず、図8の(a)に示すように、第1オートフォーク1の第1フォーク部1aは、上昇した位置(下死点H2)で待機されている。そのため、ワークWは、第1フォーク部1a上に載置されることになる。
この操作を繰り返し、ワークWが次々と第1フォーク部1a上に載置される。そうすると、図8の(b)に示すように、積層されたワークWは、徐々に高くなる。このとき、載置位置P1の上死点H1には図示しないセンサーが設けられており、ワークWの高さが所定の上死点H1を超えると、図8の(c)に示すように、第1フォーク部1aが一定ピッチ下降するようになっている。すなわち、最上位のワークWの位置が下死点H2になるように第1フォーク部1aが下降する。
このピッチ送り操作を繰り返すことにより、第1オートフォーク1においては、ワークWが載置される載置位置P1の高さが、常に、一定の載置範囲となっている。
そして、最終的に、第1オートフォーク1の第1フォーク部1aは、図8の(d)に示すように、移し替えをする位置(以下「移し替え位置」という。)P2に到達する。
【0043】
図9の(a)〜(f)は、本発明に係るワーク搬送方法の移し替え工程及び積層工程における第1オートフォークと第2オートフォークとの動きの状態を示す側面図である。
移し替え工程S2においては、図9の(a)に示すように、まず、第1オートフォーク1の第1フォーク部1aが、移し替え位置P2に到達した時に、第2オートフォーク2の第2フォーク部2aを上昇させる。なお、第1フォーク部1aが移し替え位置P2に到達する前に第2フォーク部2aを予め上昇させ、第2フォーク部2aを移し替え位置P2に待機させていてもよい。
そして、図9の(b)に示すように、第1フォーク部1aの第1フォーク支持扞X同士の間に、第2フォーク部2aの第2フォーク支持杆Yを下から通過させ、積層されたワークWを、第1フォーク部1aから第2フォーク部2aに移し替える。
次に、図9の(c)に示すように、第1フォーク部1aを後退させる。これにより、積層されたワークWは、第2フォーク部2aに移し替えられたことになる。なお、このとき、ワークWは、載置位置P1において、継続して積層される。
【0044】
ここで、積層工程S3においては、図9の(c)の矢印Aに示すように、第2フォーク部2aを、上述した第1フォーク部1aと同様にして、ワークWが載置される載置位置P1が載置範囲となるようにピッチ送りで下降させる。そして、第2フォーク部2aにワークWが所定枚数積層されることにより、スタックSとなる。
このとき、第1オートフォーク1は、第1フォーク部1aが後退した状態を維持しつつ、第1フォーク部1aが載置範囲の下死点H2の高さになるまで第1フォーク部1aを上昇させる。
【0045】
次に、載置工程S4においては、図9の(d)に示すように、スタックSが載置された第2フォーク部2aが更に下降される。
そして、図9の(e)に示すように、第2フォーク部2aに載置されたスタックSを、搬出コンベア6の搬出ベルト部6a上に載置する。このとき、第1オートフォーク1の第1フォーク部1aを載置範囲の下死点H2の位置で前進させる。そして、第1フォーク部1aに再び、ワークWが積層されることになる。
【0046】
搬出ベルト部6a上に載置されたスタックSは、搬出工程S5において、図9の(f)に示すように、搬出コンベア6によって、搬出口まで搬出される。このとき、第2オートフォーク2の第2フォーク部2aは、上昇させると共に、一定の位置で待機させる。そして、上述したことと同様に、第1オートフォーク1の第1フォーク部1aが、移し替え位置P2に到達したとき、図9の(a)に示すように、第2オートフォーク2の第2フォーク部2aを上昇させ、これらの工程が繰り返されることになる。
【0047】
以上、本発明の実施形態について説明したが、本発明は上記実施形態に限定されるものではない。
【0048】
例えば、本実施形態に係るワーク積層装置100においては、第1オートフォーク1と第2オートフォーク2とが対向するように配置されているが、同じ向きに配置されていてもよい。なお、その他の装置は、本実施形態に係るワーク積層装置100と同様である。
【0049】
図10の(a)及び(b)は、本発明に係るワーク積層装置の他の実施形態を示す概略図である。
図10の(a)に示すように、他の実施形態に係るワーク積層装置においては、第1オートフォーク101と第2オートフォーク102とが同じ向きに配置されている。すなわち、第1オートフォーク101が、図示しない搬送コンベアの下に配置されている。
【0050】
図10の(b)に示すように、第1オートフォーク101及び第2オートフォーク102は、本実施形態に係るワーク積層装置100における第1オートフォーク1及び第2オートフォーク2と同様に、複数の支持扞からなり、支持杆同士の間において、互いに挿入可能となっている。また、第1オートフォーク101の支持杆は、第2オートフォーク102と干渉しないようにするため、第2オートフォーク102の支持杆よりも短くなっている。
【0051】
この場合、第1オートフォーク101を搬送コンベア5の下に配置することが可能となるので、装置をコンパクトにすることができる。
また、搬出コンベアの上に第1オートフォークが配置されないことになるので、搬出コンベアがスタックSを移動させる距離を少なくすることができる。
さらに、搬出コンベアの位置も上方に配置できるので、第2オートフォーク102のストロークも小さくすることができる。
【0052】
本実施形態に係るワーク積層装置100において、第1オートフォーク1の第1フォーク部1aは、複数の第1フォーク支持扞Xが配列された構造となっており、第2オートフォーク2の第2フォーク部2aは、複数の第2フォーク支持扞Yが配列された構造となっているが、これらの構造に限定されるものではない。
例えば、ワークWを受け渡し可能となるように、第1フォーク部と第2フォーク部とが同じ高さにおいて、互いに挿入可能であればよい。
【0053】
上記ワーク搬送方法において、搬出コンベア6がスタックSを搬出した後、第1オートフォーク1の第1フォーク部1aを載置範囲の下死点H2の位置で前進させているが、第2オートフォーク2が第2フォーク部2aに載置されたスタックSを、搬出コンベア6に載置するために下降する際、第2フォーク部2aが完全に下降するのを待たずに、第1フォーク部1aを載置範囲の下死点H2の位置で前進させてもよい。
この場合、ワークWの搬送をストップする時間をより短縮できる。
【0054】
上記ワーク搬送方法においては、ワークWが、第1フォーク部1a上に複数枚載置された後、第1フォーク部1aが一定ピッチ下降するようになっているが、ワークW1枚毎にピッチ下降してもよい。
【符号の説明】
【0055】
1,101・・・第1オートフォーク
1a・・・第1フォーク部
1b・・・第1リフト部
2,102・・・第2オートフォーク
2a・・・第2フォーク部
2b・・・第2リフト部
5・・・搬送コンベア
5a・・・搬送ベルト部
5b・・・傾斜部材
6・・・搬出コンベア
6a・・・搬出ベルト部
7・・・枠体
8a・・・規制板
8b・・・ストッパ
11・・・ブランキングプレス
12・・・搬出口
100・・・ワーク積層装置
H1・・・上死点
H2・・・下死点
P1・・・載置位置
P2・・・移し替え位置
S・・・スタック
S1・・・搬送工程
S2・・・移し替え工程
S3・・・積層工程
S4・・・載置工程
S5・・・搬出工程
W・・・ワーク
X・・・第1フォーク支持扞
Y・・・第2フォーク支持扞
【特許請求の範囲】
【請求項1】
連続して搬送されるワークを順次積層し、スタックとするワーク積層装置であって、
前記ワークを搬送する搬送コンベアと、
該搬送コンベアによって搬送された前記ワークを一時的に載置する第1フォーク部を備える第1オートフォークと、
前記搬送コンベアによって搬送された前記ワークを載置する第2フォーク部を備える第2オートフォークと、
前記第2フォーク部から、積層された前記ワークを受け取る搬出コンベアと、
を有し、
前記第1フォーク部から、前記第2フォーク部に、積層された前記ワークを移し替えられるようになっているワーク積層装置。
【請求項2】
前記第1フォーク部が複数の第1フォーク支持扞からなり、
前記第2フォーク部が前記第1フォーク支持扞同士の間に挿入可能な複数の第2フォーク支持扞からなる請求項1記載のワーク積層装置。
【請求項3】
前記第1フォーク部及び第2フォーク部がいずれも昇降移動可能となっている請求項1又は2に記載のワーク積層装置。
【請求項4】
前記ワークを載置する際の前記ワークの位置決めをする規制板及びストッパを更に有する請求項1〜3のいずれか一項に記載のワーク積層装置。
【請求項5】
請求項1〜4のいずれか一項に記載のワーク積層装置を用いたワーク搬送方法であって、
ワークを搬送コンベアで搬送し、第1フォーク部に順次積層する搬送工程と、
前記ワークを順次積層させながら、第1フォーク部を下降させ、所定位置で第2フォーク部を挿入し、積層されたワークを第2フォーク部に移し替えると共に、第1フォーク部を後退させる移し替え工程と、
前記ワークを順次積層させながら、前記第2フォーク部を下降させ、前記ワークが所定枚数積層されたスタックとする積層工程と、
前記第2フォーク部を更に下降させ、前記スタックを搬出コンベアに載置する載置工程と、
前記搬出コンベアによって、前記スタックを搬出する搬出工程と、
を備えるワーク搬送方法。
【請求項1】
連続して搬送されるワークを順次積層し、スタックとするワーク積層装置であって、
前記ワークを搬送する搬送コンベアと、
該搬送コンベアによって搬送された前記ワークを一時的に載置する第1フォーク部を備える第1オートフォークと、
前記搬送コンベアによって搬送された前記ワークを載置する第2フォーク部を備える第2オートフォークと、
前記第2フォーク部から、積層された前記ワークを受け取る搬出コンベアと、
を有し、
前記第1フォーク部から、前記第2フォーク部に、積層された前記ワークを移し替えられるようになっているワーク積層装置。
【請求項2】
前記第1フォーク部が複数の第1フォーク支持扞からなり、
前記第2フォーク部が前記第1フォーク支持扞同士の間に挿入可能な複数の第2フォーク支持扞からなる請求項1記載のワーク積層装置。
【請求項3】
前記第1フォーク部及び第2フォーク部がいずれも昇降移動可能となっている請求項1又は2に記載のワーク積層装置。
【請求項4】
前記ワークを載置する際の前記ワークの位置決めをする規制板及びストッパを更に有する請求項1〜3のいずれか一項に記載のワーク積層装置。
【請求項5】
請求項1〜4のいずれか一項に記載のワーク積層装置を用いたワーク搬送方法であって、
ワークを搬送コンベアで搬送し、第1フォーク部に順次積層する搬送工程と、
前記ワークを順次積層させながら、第1フォーク部を下降させ、所定位置で第2フォーク部を挿入し、積層されたワークを第2フォーク部に移し替えると共に、第1フォーク部を後退させる移し替え工程と、
前記ワークを順次積層させながら、前記第2フォーク部を下降させ、前記ワークが所定枚数積層されたスタックとする積層工程と、
前記第2フォーク部を更に下降させ、前記スタックを搬出コンベアに載置する載置工程と、
前記搬出コンベアによって、前記スタックを搬出する搬出工程と、
を備えるワーク搬送方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−57351(P2011−57351A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−207681(P2009−207681)
【出願日】平成21年9月9日(2009.9.9)
【出願人】(000238946)株式会社エイチアンドエフ (57)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月9日(2009.9.9)
【出願人】(000238946)株式会社エイチアンドエフ (57)
【Fターム(参考)】
[ Back to top ]