
ワーク評価方法およびワーク評価装置
【課題】超音波接合における不良品の発生を防止することができるワーク評価方法およびワーク評価装置を提供する。
【解決手段】本発明のワーク評価方法は、スキューネスを算出する段階およびワークの良否を判定する段階を有する。スキューネスを算出する段階は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する。ワークの良否を判定する段階は、算出されるスキューネスに基づいて、超音波接合されるワークの良否を判定する。
【解決手段】本発明のワーク評価方法は、スキューネスを算出する段階およびワークの良否を判定する段階を有する。スキューネスを算出する段階は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する。ワークの良否を判定する段階は、算出されるスキューネスに基づいて、超音波接合されるワークの良否を判定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワーク評価方法およびワーク評価装置に関する。特に、本発明は、超音波接合されるワークの良否を判定するワーク評価方法およびワーク評価装置に関する。
【背景技術】
【0002】
超音波接合は、たとえば、2枚の金属板をホーンとアンビルとの間に挟んで加圧しつつ、接触面に平行に超音波振動を加えることによって、これらの金属板を固相接合するものである。
【0003】
超音波接合された2枚の金属板の接合状態を評価する技術としては、下記の特許文献1に示す良否判別方法が知られている。特許文献1に開示されている良否判別方法では、接合されている金属板および載置部の温度をそれぞれ測定し、測定された温度データを予め定められた基準値と比較することにより接合状態の良否を判別する。
【特許文献1】特開2000−202644号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記良否判別方法では、2枚の金属板の接合不具合が判明するのは超音波接合後であるため、接合不具合が判明した2枚の金属板は破棄されなければならず、不良品が発生してしまうという問題がある。
【0005】
本発明は、上述した問題を解決するためになされたものである。したがって、本発明の目的は、超音波接合における不良品の発生を防止することができるワーク評価方法およびワーク評価装置を提供することである。
【課題を解決するための手段】
【0006】
本発明の上記目的は、下記の手段によって達成される。
【0007】
本発明のワーク評価方法は、スキューネスを算出する段階およびワークの良否を判定する段階を有する。前記スキューネスを算出する段階は、超音波接合されるワークの表面粗さ測定結果から、前記ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する。前記ワークの良否を判定する段階は、前記算出されるスキューネスに基づいて、前記超音波接合されるワークの良否を判定する。
【0008】
本発明のワーク評価装置は、算出手段および判定手段を有する。前記算出手段は、超音波接合されるワークの表面粗さ測定結果から、前記ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する。前記判定手段は、前記算出されるスキューネスに基づいて、前記超音波接合されるワークの良否を判定する。
【発明の効果】
【0009】
本発明のワーク評価方法およびワーク評価装置によれば、超音波接合前にワークの良否を判定することができるため、超音波接合による不良品の発生を防止することができる。
【発明を実施するための最良の形態】
【0010】
以下、図面を参照して、本発明の実施の形態を説明する。なお、以下の実施の形態では、本発明のワーク評価方法およびワーク評価装置を用いて、生産工程において超音波接合されるワークの良否を判定する場合を例にとって説明する。図中、同様の部材には、同一の符号を用いた。
【0011】
(第1の実施の形態)
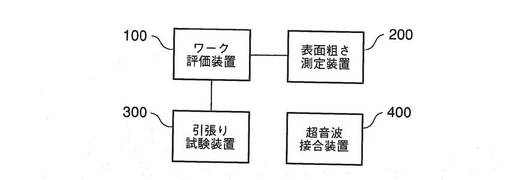
図1は、本発明の第1の実施の形態におけるワーク評価装置の適用環境の一例を示すブロック図である。図1に示すとおり、本発明の第1の実施の形態におけるワーク評価装置100は、表面粗さ測定装置200および引張り試験装置300と電気的に接続されている。また、ワーク評価装置100の周辺には、超音波接合装置400が設けられている。
【0012】
ワーク評価装置100は、超音波接合されるワーク(たとえば、板状の金属部材)の良否を判定するものである。ワーク評価装置100は、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスSkに基づいてワークの良否を判定する。ワーク評価装置100についての詳細な説明は後述する。
【0013】
表面粗さ測定装置200は、たとえば、触針式の粗さ測定装置であって、超音波接合される前のワークの表面粗さを測定する。また、引張り試験装置300は、超音波接合された一組のワークの接合強度を測定するものであり、超音波接合装置400は、重ね合わされた一組のワークを加圧しつつ、超音波振動を加えることによってワークを超音波接合するものである。なお、表面粗さ測定装置200、引張り試験装置300、および超音波接合装置400自体は、一般的な表面粗さ測定装置、引張り試験装置、および超音波接合装置であるため、詳細な説明は省略する。
【0014】
次に、図2を参照しつつ、本実施の形態におけるワーク評価装置100について詳細に説明する。
【0015】
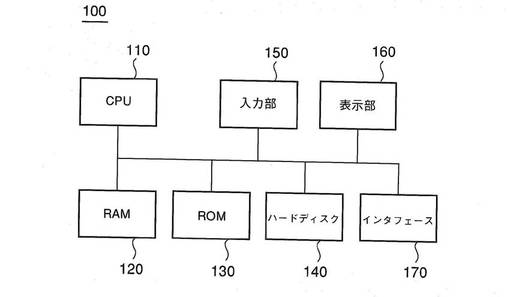
図2は、図1に示すワーク評価装置の概略構成を示すブロック図である。図2に示すとおり、本実施の形態のワーク評価装置100は、CPU110、RAM120、ROM130、ハードディスク140、入力部150、表示部160、およびインタフェース170を有する。これらの各部は、バスを介して相互に接続されている。
【0016】
CPU110は、表面粗さ測定装置200で取得される表面粗さデータなどに対して種々の演算を実行するものである。CPU110は、算出部(算出手段)および判定部(判定手段)として機能する。
【0017】
ここで、算出部は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスSkを算出するものであり、判定部は、スキューネスSkに基づいて、ワークの良否を判定するものである。なお、各部の具体的な処理内容については後述する。
【0018】
RAM120は、上述した表面粗さデータを一時的に記憶するものであり、ROM130は、制御プログラムおよびパラメータなどを予め記憶するものである。
【0019】
ハードディスク140は、ワークのスキューネスSkなどを記憶するものである。また、ハードディスク140は、ワークの表面粗さデータからスキューネスSkを算出する算出プログラム、および、スキューネスSkに基づいて、ワークの良否を判定する判定プログラムを格納する。
【0020】
入力部150は、たとえば、キーボード、タッチパネル、およびマウスなどのポインティングデバイスであり、表示部160は、たとえば、液晶ディスプレイおよびCRTディスプレイなどである。
【0021】
インタフェース170は、表面粗さ測定装置200から送信される表面粗さデータなどを受信する。
【0022】
以上のとおり、構成される本実施の形態におけるワーク評価装置100では、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合を示すスキューネスSkが算出され、算出されるスキューネスSkに基づいて、超音波接合されるワークの良否が判定される。以下、図3および図4を参照しつつ、本実施の形態におけるワーク評価方法について詳細に説明する。
【0023】
まず、図3を参照しつつ、本実施の形態のワーク評価方法において用いられるスキューネスSkについて説明する。
【0024】
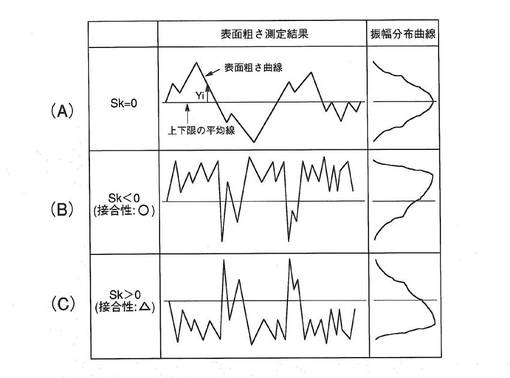
図3(A)は、スキューネスSkが0の場合に対応するワークの表面粗さデータの偏り具合を示す図であり、図3(B)は、スキューネスSkが負の値をとる場合に対応するワークの表面粗さデータの偏り具合を示す図である。図3(C)は、スキューネスSkが正の値をとる場合に対応するワークの表面粗さデータの偏り具合を示す図である。
【0025】
上述したとおり、スキューネスSkは、ワークの表面粗さデータの高さ方向における偏り度合(ゆがみ)を示すものであり、次式(1)および(2)に基づいて算出される。なお、式中、nは、表面粗さデータのサンプル数を示し、Yiは、i番目の表面粗さデータの粗さ曲線の平均線からの高さを示す。
【0026】
【数1】

【0027】
図3(A)に示すとおり、スキューネスSkが0の場合(Sk=0)、ワークの表面粗さデータは高さ方向における偏りを有さない。言い換えれば、スキューネスSkが0の場合、ワークの表面粗さ曲線は、高さ方向における平均線からの偏りを有さず、振幅分布曲線も上下方向に偏りを有さない。
【0028】
また、図3(B)に示すとおり、スキューネスSkが負の値をとる場合(Sk<0)、ワークの表面粗さデータは高さ方向において上側への偏りを有する。言い換えれば、スキューネスSkが負の値をとる場合、ワークの表面粗さ曲線は、高さ方向における平均線から上側への偏りを有し、振幅分布曲線も上側への偏りを有する。
【0029】
また、図3(C)に示すとおり、スキューネスSkが正の値をとる場合(Sk>0)、ワークの表面粗さデータは高さ方向において下側への偏りを有する。言い換えれば、スキューネスSkが正の値をとる場合、ワークの表面粗さ曲線は、高さ方向における平均線から下側への偏りを有し、振幅分布曲線も下側への偏りを有する。
【0030】
そして、ワーク表面の凹凸が上側へ偏っており、スキューネスSkが負の値をとるワークは、他のワークとの間で適度な摩擦係数が得られるため、超音波接合された一組のワークは十分な接合強度が確保される。一方、ワーク表面の凹凸が下側へ偏っており、スキューネスSkが正の値をとるワークは、超音波接合時に他のワークとの間で適度な摩擦係数が得られないため、超音波接合された一組のワークは十分な接合強度が確保されない場合がある。本実施の形態のワーク評価方法では、上述したスキューネスSkに基づいて、超音波接合されるワークの良否が判定される。
【0031】
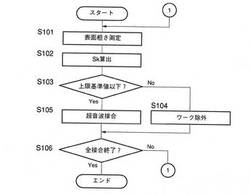
図4は、本実施の形態におけるワーク評価処理を示すフローチャートである。本実施の形態では、ワークの良否を判定する前段階として、ワーク評価装置100において、ワークの良否を判定する基準となるスキューネスSkの上限基準値が算出されている。以下の処理では、予め算出されているスキューネスSkの上限基準値に基づいて、ワークの良否が判定される。なお、スキューネスSkの上限基準値が算出される処理の詳細は後述する。
【0032】
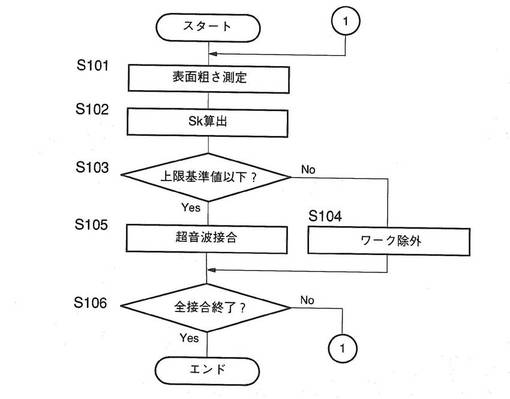
図4に示すとおり、本実施の形態のワーク評価処理では、まず、超音波接合される前のワークの表面粗さが測定される(ステップS101)。本実施の形態では、表面粗さ測定装置200にワークが載置され、超音波接合される前のワークの接合箇所の表面粗さが測定される。測定されたワークの表面粗さデータは、ワーク評価装置100に送信される。
【0033】
次に、表面粗さが測定されたワークのスキューネスSkが算出される(ステップS102)。本実施の形態では、ワーク評価装置100がワークの表面粗さデータを受信して、スキューネスSkを算出する。なお、ワークの表面粗さデータからスキューネスSkを算出する処理自体は、一般的なデータ処理技術であるため、詳細な説明は省略する。
【0034】
次に、算出されたスキューネスSkが上限基準値以下か否かが判断される(ステップS103)。本実施の形態では、ワーク評価装置100において、ステップS102に示す処理で算出されたワークのスキューネスSkと、予め設定されている上限基準値とが比較される。算出されたスキューネスSkが上限基準値よりも大きい場合(ステップS103:NO)、スキューネスSkが算出されたワークは十分な接合強度が得られないとして、超音波接合されることなく除外される(ステップS104)。
【0035】
一方、算出されたスキューネスSkが上限基準値以下の場合(ステップS103:YES)、スキューネスSkが算出されたワークは十分な接合強度が得られるとして、超音波接合される(ステップS105)。本実施の形態では、ステップS103に示す処理において十分な接合強度が得られると判断されたワークが、他のワークと重ね合わされて超音波接合される。より具体的には、超音波接合装置400のアンビル上に重ね合わされた一組のワークが載置され、ワーク上にホーンが押し当てられることにより、ワークが超音波接合される。
【0036】
そして、すべてのワークに対して接合が終了したか否かが判断される(ステップS106)。すべてのワークに対して接合が終了した場合(ステップS106:YES)、処理が終了される。一方、すべてのワークに対して接合が終了していない場合(ステップS106:NO)、すべてのワークに対して接合が終了するまで、ステップS101以下の処理が繰り返される。
【0037】
以上のとおり、図4に示すフローチャートの処理によれば、ワークのスキューネスSkに基づいて、超音波接合される前のワークの良否が判定される。具体的には、予め設定されている上限基準値以下のスキューネスSkのワークが良好であると判定され、他のワークと超音波接合される。一方、上限基準値よりも大きいスキューネスSkのワークは不良であると判定され、超音波接合されることなく除外される。以下、図5および図6を参照しつつ、スキューネスSkの上限基準値を算出する事前評価処理について説明する。
【0038】
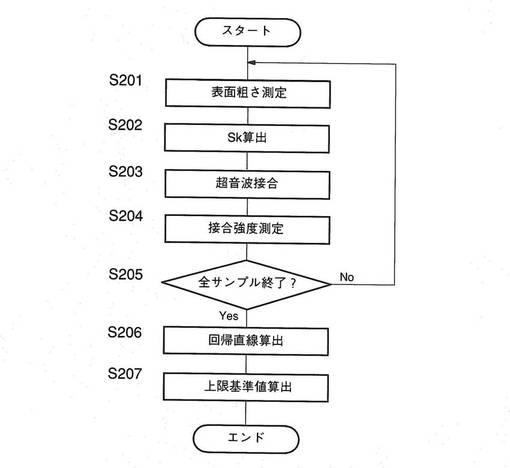
図5は、本実施の形態における事前評価処理を説明するためのフローチャートである。本実施の形態の事前評価処理では、複数の事前評価用ワーク(以下、ワークサンプルと称する)を利用して、スキューネスSkの上限基準値が算出される。
【0039】
図5に示すとおり、本実施の形態における事前評価処理では、まず、ワークサンプルの表面粗さが測定され、表面粗さが測定されたワークサンプルのスキューネスSkが算出される(ステップS201,S202)。
【0040】
次に、スキューネスSkが算出されたワークサンプルが超音波接合される(ステップS203)。本実施の形態では、超音波接合装置400のアンビル上に一組のワークサンプルが載置され、ワークサンプル上にホーンが押し当てられることにより、ワークサンプルが超音波接合される。
【0041】
次に、超音波接合されたワークサンプルの接合強度が測定される(ステップS204)。本実施の形態では、引張り試験装置300によって超音波接合された一組のワークサンプルの接合強度が測定される。測定された接合強度データは、ワーク評価装置100に送信される。
【0042】
そして、すべてのワークサンプルに対してスキューネスSkおよび接合強度が算出されたか否かが判断され(ステップS205)、すべてのワークサンプルに対してスキューネスSkおよび接合強度が算出されるまで、ステップS201以下の処理が繰り返される。
【0043】
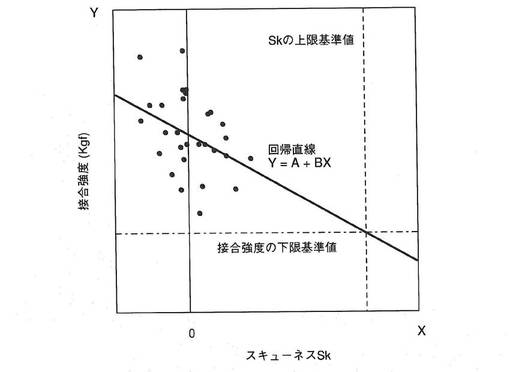
次に、複数のワークサンプルに対して算出されたスキューネスSkおよび接合強度のデータに基づいて、回帰直線が算出される(ステップS206)。本実施の形態では、スキューネスSkを説明変数、かつ、接合強度を目的変数とする単回帰分析によって、たとえば、図6に示すような回帰直線(回帰式:Y=A+BX)が算出される。このような回帰直線は、複数のスキューネスSkと接合強度との関係を示すデータから、たとえば、最小二乗法などにより算出される。
【0044】
次に、回帰直線に基づいて、スキューネスSkの上限基準値が算出される(ステップS207)。本実施の形態では、予め設定される接合強度の下限基準値(たとえば、5kgf)と、ステップS206に示す処理で算出された回帰直線とに基づいて回帰の逆推定が実行され、スキューネスSkの上限基準値が算出される。より具体的には、図6における回帰直線と下限基準値との交点のスキューネスSkの値が、スキューネスSkの上限基準値として算出される。そして、算出されたスキューネスSkの上限基準値は、ワーク評価装置100のハードディスク140に記憶され、処理が終了される。
【0045】
以上のとおり、図5に示すフローチャートの処理によれば、複数のワークサンプルから得られるスキューネス−接合強度関係式に基づいて、スキューネスSkの上限基準値が算出される。そして、図5のフローチャートに示す事前評価処理において算出されたスキューネスSkの上限基準値に基づいて、上述した図4に示すフローチャートの処理において、ワークの良否が判定される。
【0046】
以上のとおり、説明した本実施の形態は、以下の効果を奏する。
【0047】
(a)本実施の形態のワーク評価方法は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する段階と、算出されるスキューネスに基づいて、超音波接合されるワークの良否を判定する段階と、を有する。したがって、超音波接合前にワークの良否を判定することができるため、超音波接合による不良品の発生を防止することができる。その結果、不良品の発生による経済的損失を抑制することができる。
【0048】
(b)ワークの良否を判定する段階は、算出されるスキューネスと上限基準値とを比較する段階と、スキューネスが上限基準値以下の場合、ワークを良好と判定する段階と、を有する。したがって、予め設定される上限基準値とスキューネスとを比較することによって、ワークの良否を判定することができる。
【0049】
(c)本実施の形態のワーク評価方法は、複数のワークに対してスキューネスをそれぞれ算出する段階と、複数のワークに対して算出されるスキューネスと対応するワークの接合強度との関係を示すスキューネス−接合強度関係式に基づいて、スキューネスの上限基準値を算出する段階と、をさらに有し、ワークの良否を判定する段階は、上限基準値以下のスキューネスのワークを良好と判定する。したがって、スキューネスSkから直接的にワークの良否を判定することができる。また、超音波接合されるワークの接合強度が確保される。
【0050】
(d)スキューネスの上限基準値を算出する段階は、複数のワークのスキューネスを説明変数、かつ、接合強度を目的変数とする回帰分析により回帰直線を算出する段階と、接合強度の下限基準値と回帰直線とから、スキューネスの上限基準値を算出する段階と、を有する。したがって、回帰分析に基づいて、ワークのスキューネス−接合強度関係式を算出するため、ワークの良否を精度よく判定することができる。
【0051】
(e)本実施の形態のワーク評価装置は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する算出部と、算出されるスキューネスに基づいて、超音波接合されるワークの良否を判定する判定部と、を有する。したがって、超音波接合前にワークの良否を判定することができるため、超音波接合による不良品の発生を防止することができる。
【0052】
(第2の実施の形態)
第1の実施の形態では、ワークの表面粗さデータから算出されるスキューネスSkに基づいて、ワークの良否を判定した。本実施の形態では、ワークの表面粗さデータから算出されるスキューネスSkと平均粗さRaとに基づいて、ワークの良否を判定する。
【0053】
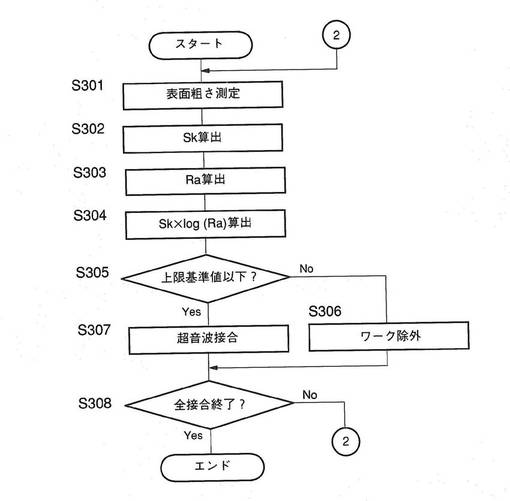
図7は、本発明の第2の実施の形態におけるワーク評価処理を示すフローチャートである。本実施の形態では、ワーク表面の平均粗さRaの対数とスキューネスSkとの積、すなわち、Sk×log(Ra)に基づいて、ワークの良否が判定される。また、本実施の形態では、ワークの良否を判定する前段階として、ワーク評価装置100において、ワークの良否を判定する基準となるSk×log(Ra)の上限基準値が算出されている。Sk×log(Ra)の上限基準値が算出される処理の詳細は後述する。
【0054】
図7に示すとおり、本実施の形態のワーク評価処理では、まず、超音波接合される前のワークの表面粗さが測定され、表面粗さが測定されたワークのスキューネスSkが算出される(ステップS301,S302)。
【0055】
次に、表面粗さが測定されたワークの平均粗さRaが算出される(ステップS303)。本実施の形態では、ワーク評価装置100がワークの表面粗さデータを受信して、平均粗さRaを算出する。なお、平均粗さRaは、次式(3)に基づいて算出される。ここで、式中、nは、表面粗さデータのサンプル数、Yiは、i番目の表面粗さデータの粗さ曲線の平均線からの高さを示す。また、粗さデータから平均粗さRaを算出する処理自体は、一般的なデータ処理技術であるため、詳細な説明は省略する。
【0056】
【数2】
【0057】
次に、平均粗さRaの対数とスキューネスSkとの積であるSk×log(Ra)が算出される(ステップS304)。そして、算出されたSk×log(Ra)が上限基準値以下か否かが判断される(ステップS305)。本実施の形態では、ワーク評価装置100において、予め設定されている上限基準値と、ステップS304に示す処理で算出されたSk×log(Ra)とが比較される。Sk×log(Ra)が上限基準値よりも大きい場合(ステップS305:NO)、Sk×log(Ra)が算出されたワークは十分な接合強度が得られないとして、超音波接合されることなく除外される(ステップS306)。一方、Sk×log(Ra)が上限基準値以下の場合(ステップS305:YES)、Sk×log(Ra)が算出されたワークは十分な接合強度が得られるとして、超音波接合される(ステップS307)。
【0058】
そして、すべてのワークに対して接合が終了したか否かが判断され(ステップS308)、すべてのワークに対して接合が終了するまで、ステップS301以下の処理が繰り返される。
【0059】
以上のとおり、図7に示すフローチャートの処理によれば、ワーク表面のスキューネスSkおよび平均粗さRaに基づいて、ワークの良否が判定される。具体的には、上限基準値以下のSk×log(Ra)のワークが良好であると判定され、他のワークと超音波接合される。一方、上限基準値よりも大きいSk×log(Ra)のワークは不良であると判定され、超音波接合されることなく除外される。以下、図8を参照しつつ、Sk×log(Ra)の上限基準値を算出する事前評価処理について説明する。
【0060】
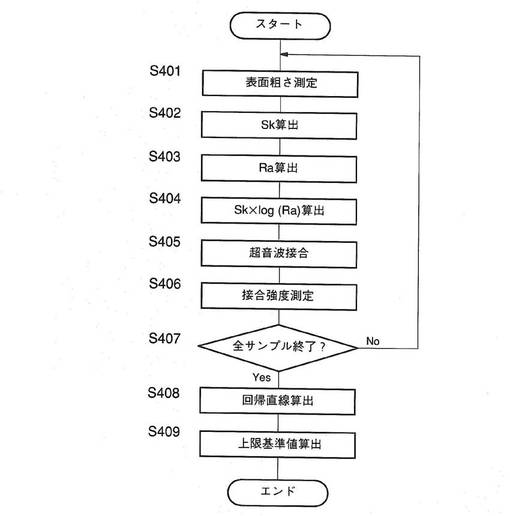
図8は、本実施の形態における事前評価処理を説明するためのフローチャートである。本実施の形態の事前評価処理では、複数のワークサンプルを利用して、Sk×log(Ra)の上限基準値が算出される。
【0061】
図8に示すとおり、本実施の形態における事前評価処理では、まず、ワークサンプルの表面粗さが測定され(ステップS401)、ワークサンプルのスキューネスSkおよび平均粗さRaが算出される(ステップS402,S403)。そして、平均粗さRaの対数とスキューネスSkとの積であるSk×log(Ra)が算出される(ステップS404)。
【0062】
次に、スキューネスSkおよび平均粗さRaが算出されたワークサンプルが超音波接合され、超音波接合されたワークの接合強度が測定される(ステップS405,S406)。
【0063】
次に、すべてのワークサンプルに対してスキューネスSk、平均粗さRa、および接合強度が算出されたか否かが判断され(ステップS407)、すべてのワークサンプルに対してスキューネスSk、平均粗さRa、および接合強度が算出されるまで、ステップS401以下の処理が繰り返される。
【0064】
そして、複数のワークサンプルに対して算出されたスキューネスSk、平均粗さRa、および接合強度のデータに基づいて、回帰直線が算出される(ステップS408)。本実施の形態では、Sk×log(Ra)を説明変数、かつ、接合強度を目的変数とする単回帰分析によって、回帰直線が算出される。
【0065】
次に、接合強度の下限基準値と回帰直線とに基づいて、Sk×log(Ra)の上限基準値が算出され(ステップS409)、処理が終了される。
【0066】
以上のとおり、図8に示すフローチャートの処理によれば、複数のワークサンプルから得られるスキューネス−平均粗さ−接合強度関係式に基づいて、Sk×log(Ra)の上限基準値が算出される。そして、図8のフローチャートに示す事前評価処理において算出されたSk×log(Ra)の上限基準値に基づいて、上述した図7に示すフローチャートの処理において、ワークの良否が判定される。
【0067】
以上のとおり、説明した本実施の形態は、第1の実施の形態における効果に加えて、以下の効果を奏する。
【0068】
(f)本実施の形態のワーク評価方法は、ワークの表面粗さ測定結果から、ワークの平均粗さを算出する段階をさらに有し、ワークの良否を判定する段階は、ワークのスキューネスと平均粗さと接合強度との関係を示すスキューネス−平均粗さ−接合強度関係式に基づいて、ワークの良否を判定する。したがって、複数のパラメータに基づいてワークの良否が判定されるため、良否の判定精度が向上する。
【0069】
(g)スキューネス−平均粗さ−接合強度関係式は、複数のワークそれぞれの平均粗さをRa、かつ、スキューネスをSkとした場合に、Sk×log(Ra)を説明変数、かつ、接合強度を目的変数とする回帰分析により算出される。したがって、回帰直線を利用したワークの良否の判定精度が向上する。
【0070】
(第3の実施の形態)
次に、図9および図10を参照しつつ、本発明の第3の実施の形態について説明する。本実施の形態は、重回帰分析を利用してワークの良否を判定する実施の形態である。
【0071】
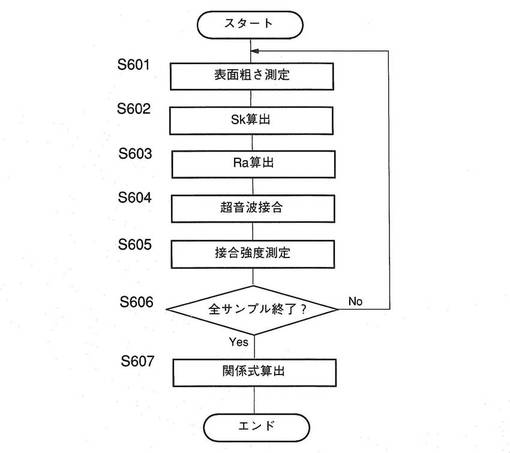
図9は、本発明の第3の実施の形態におけるワーク評価処理を示すフローチャートである。本実施の形態では、ワーク表面のスキューネスSkおよび平均粗さRaから推定されるワークの接合強度により、ワークの良否が判定される。また、本実施の形態では、ワークの良否を判定する前段階として、スキューネスSkと平均粗さRaとを説明変数、かつ、接合強度を目的変数とする重回帰分析により、スキューネス−平均粗さ−接合強度関係式が算出されている。スキューネス−平均粗さ−接合強度関係式が算出される処理の詳細は後述する。
【0072】
図9に示すとおり、本実施の形態のワーク評価処理では、まず、超音波接合される前のワークの表面粗さが測定され(ステップS501)、表面粗さが測定されたワークのスキューネスSkおよび平均粗さRaが算出される(ステップS502,S503)。
【0073】
次に、算出されたスキューネスSkおよび平均粗さRaに基づいて、接合強度の推定値が算出される(ステップS504)。本実施の形態では、前段階で設定されるスキューネス−平均粗さ−接合強度関係式に基づいて、接合強度の推定値が算出される。
【0074】
次に、接合強度の推定値が下限基準値以上か否かが判断される(ステップS505)。接合強度の推定値が下限基準値未満の場合(ステップS505:NO)、スキューネスSkおよび平均粗さRaが算出されたワークは十分な接合強度が得られないとして、超音波接合対象から除外される(ステップS506)。一方、接合強度の推定値が下限基準値以上の場合(ステップS505:YES)、スキューネスSkおよび平均粗さRaが算出されたワークは十分な接合強度が得られるとして、超音波接合される(ステップS507)。
【0075】
そして、すべてのワークに対して接合が終了したか否かが判断され(ステップS508)、すべてのワークに対して接合が終了するまで、ステップS501以下の処理が繰り返される。
【0076】
以上のとおり、図9に示すフローチャートの処理によれば、ワーク表面のスキューネスSkおよび平均粗さRaに基づいて、ワークの接合強度が推定される。そして、推定された接合強度に基づいて、ワークの良否が判定される。以下、図10を参照しつつ、接合強度を推定するためのスキューネス−平均粗さ−接合強度関係式を算出する事前評価処理について説明する。
【0077】
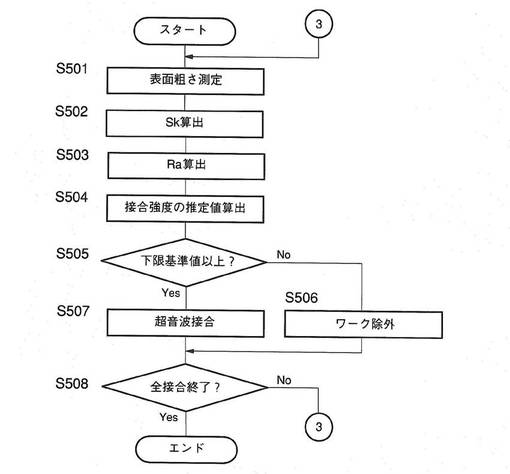
図10は、本実施の形態における事前評価処理を説明するためのフローチャートである。本実施の形態の事前評価処理では、複数のワークサンプルを利用して、接合強度を推定するためのスキューネス−平均粗さ−接合強度関係式が算出される。
【0078】
図10に示すとおり、本実施の形態における事前評価処理では、まず、ワークサンプルの表面粗さが測定され(ステップS601)、表面粗さが測定されたワークサンプルのスキューネスSkおよび平均粗さRaが算出される(ステップS602,S603)。
【0079】
次に、スキューネスSkおよび平均粗さRaが算出されたワークサンプルが超音波接合され、超音波接合されたワークの接合強度が測定される(ステップS604,S605)。
【0080】
次に、すべてのワークサンプルに対してスキューネスSk、平均粗さRa、および接合強度が算出されたか否かが判断され(ステップS606)、すべてのワークサンプルに対してスキューネスSk、平均粗さRa、および接合強度が算出されるまで、ステップS601以下の処理が繰り返される。
【0081】
そして、複数のワークサンプルに対して算出されたスキューネスSk、平均粗さRa、および接合強度のデータに基づいて、スキューネス−平均粗さ−接合強度関係式が算出される(ステップS407)。本実施の形態では、スキューネスSkおよび平均粗さRaを説明変数、かつ、接合強度を目的変数とする重回帰分析によって、関係式(回帰式:Y=A+BX1+CX2、Y:接合強度、X1:スキューネスSk、X2:平均粗さRa)が算出される。そして、算出されたスキューネス−平均粗さ−接合強度関係式は、ワーク評価装置100のハードディスク140に記憶され、処理が終了される。
【0082】
以上のとおり、図10のフローチャートに示す事前評価処理によれば、複数のワークサンプルに対して算出されたスキューネスSk、平均粗さRa、および接合強度のデータに基づいて、スキューネス−平均粗さ−接合強度関係式が算出される。そして、図10に示すフローチャートの処理において算出されたスキューネス−平均粗さ−接合強度関係式に基づいて、図9に示すフローチャートの処理において、ワークの良否が判定される。なお、上述した実施の形態では、重回帰分析により関係式を算出した。しかしながら、たとえば、スキューネスSkおよび平均粗さRaを説明変数、かつ、接合強度を目的変数とするニューラルネットワークのような他の統計分析を用いて、関係式を算出してもよい。
【0083】
以上のとおり、説明した本実施の形態は、第1および第2の実施の形態における効果に加えて、以下の効果を奏する。
【0084】
(h)スキューネス−平均粗さ−接合強度関係式は、複数のワークのスキューネスおよび平均粗さを説明変数、かつ、接合強度を目的変数とする重回帰分析により算出される。したがって、統計的手法により複数の説明変数と目的変数とが関連付けられるため、ワークの良否の判定精度が向上する。
【0085】
以上のとおり、第1〜第3の実施の形態において、本発明のワーク評価方法およびワーク評価装置を説明した。しかしながら、本発明は、その技術思想の範囲内において当業者が適宜に追加、変形、および省略することができることはいうまでもない。
【0086】
たとえば、第1〜第3の実施の形態では、表面粗さ測定装置での測定結果から、ワーク評価装置がワークのスキューネスおよび平均粗さを算出した。しかしながら、表面粗さ測定装置に内蔵される演算プログラムなどによって、表面粗さ測定装置がワークのスキューネスおよび平均粗さを算出してもよい。
【0087】
また、第1〜第3の実施の形態では、下限基準値を超える接合強度に対応するスキューネスのワークを良好と判定した。しかしながら、接合強度を考慮することなく、たとえば、スキューネスが負であるワークを良好と判断してもよい。
【0088】
さらに、第1および第2の実施の形態では、スキューネスおよびSk×log(Ra)の上限基準値を算出することによって、ワークの良否を判定した。しかしながら、第1および第2の実施の形態においても、第3の実施の形態と同様に、接合強度の推定値を算出することによって、ワークの良否を判定してもよい。
【0089】
さらに、第1および第2の実施の形態では、線形の回帰式を算出することによって、スキューネスおよびSk×log(Ra)の上限基準値を算出した。しかしながら、非線形の回帰式を算出することによって、上限基準値を算出してもよい。
【図面の簡単な説明】
【0090】
【図1】本発明の第1の実施の形態におけるワーク評価装置の適用環境の一例を示すブロック図である。
【図2】図1に示すワーク評価装置の概略構成を示すブロック図である。
【図3】図1に示すワーク評価装置でのワーク評価処理において用いられるスキューネスを説明するための図である。
【図4】図1に示すワーク評価装置によるワーク評価処理を示すフローチャートである。
【図5】図1に示すワーク評価装置による事前評価処理を説明するためのフローチャートである。
【図6】図5に示すフローチャートの処理にける単回帰分析を説明するための図である。
【図7】本発明の第2の実施の形態におけるワーク評価処理を示すフローチャートである。
【図8】本発明の第2の実施の形態における事前評価処理を説明するためのフローチャートである。
【図9】本発明の第3の実施の形態におけるワーク評価処理を示すフローチャートである。
【図10】本発明の第3の実施の形態における事前評価処理を説明するためのフローチャートである。
【符号の説明】
【0091】
100 ワーク評価装置、
200 表面粗さ測定装置、
300 引張り試験装置、
400 超音波接合装置。
【技術分野】
【0001】
本発明は、ワーク評価方法およびワーク評価装置に関する。特に、本発明は、超音波接合されるワークの良否を判定するワーク評価方法およびワーク評価装置に関する。
【背景技術】
【0002】
超音波接合は、たとえば、2枚の金属板をホーンとアンビルとの間に挟んで加圧しつつ、接触面に平行に超音波振動を加えることによって、これらの金属板を固相接合するものである。
【0003】
超音波接合された2枚の金属板の接合状態を評価する技術としては、下記の特許文献1に示す良否判別方法が知られている。特許文献1に開示されている良否判別方法では、接合されている金属板および載置部の温度をそれぞれ測定し、測定された温度データを予め定められた基準値と比較することにより接合状態の良否を判別する。
【特許文献1】特開2000−202644号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記良否判別方法では、2枚の金属板の接合不具合が判明するのは超音波接合後であるため、接合不具合が判明した2枚の金属板は破棄されなければならず、不良品が発生してしまうという問題がある。
【0005】
本発明は、上述した問題を解決するためになされたものである。したがって、本発明の目的は、超音波接合における不良品の発生を防止することができるワーク評価方法およびワーク評価装置を提供することである。
【課題を解決するための手段】
【0006】
本発明の上記目的は、下記の手段によって達成される。
【0007】
本発明のワーク評価方法は、スキューネスを算出する段階およびワークの良否を判定する段階を有する。前記スキューネスを算出する段階は、超音波接合されるワークの表面粗さ測定結果から、前記ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する。前記ワークの良否を判定する段階は、前記算出されるスキューネスに基づいて、前記超音波接合されるワークの良否を判定する。
【0008】
本発明のワーク評価装置は、算出手段および判定手段を有する。前記算出手段は、超音波接合されるワークの表面粗さ測定結果から、前記ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する。前記判定手段は、前記算出されるスキューネスに基づいて、前記超音波接合されるワークの良否を判定する。
【発明の効果】
【0009】
本発明のワーク評価方法およびワーク評価装置によれば、超音波接合前にワークの良否を判定することができるため、超音波接合による不良品の発生を防止することができる。
【発明を実施するための最良の形態】
【0010】
以下、図面を参照して、本発明の実施の形態を説明する。なお、以下の実施の形態では、本発明のワーク評価方法およびワーク評価装置を用いて、生産工程において超音波接合されるワークの良否を判定する場合を例にとって説明する。図中、同様の部材には、同一の符号を用いた。
【0011】
(第1の実施の形態)
図1は、本発明の第1の実施の形態におけるワーク評価装置の適用環境の一例を示すブロック図である。図1に示すとおり、本発明の第1の実施の形態におけるワーク評価装置100は、表面粗さ測定装置200および引張り試験装置300と電気的に接続されている。また、ワーク評価装置100の周辺には、超音波接合装置400が設けられている。
【0012】
ワーク評価装置100は、超音波接合されるワーク(たとえば、板状の金属部材)の良否を判定するものである。ワーク評価装置100は、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスSkに基づいてワークの良否を判定する。ワーク評価装置100についての詳細な説明は後述する。
【0013】
表面粗さ測定装置200は、たとえば、触針式の粗さ測定装置であって、超音波接合される前のワークの表面粗さを測定する。また、引張り試験装置300は、超音波接合された一組のワークの接合強度を測定するものであり、超音波接合装置400は、重ね合わされた一組のワークを加圧しつつ、超音波振動を加えることによってワークを超音波接合するものである。なお、表面粗さ測定装置200、引張り試験装置300、および超音波接合装置400自体は、一般的な表面粗さ測定装置、引張り試験装置、および超音波接合装置であるため、詳細な説明は省略する。
【0014】
次に、図2を参照しつつ、本実施の形態におけるワーク評価装置100について詳細に説明する。
【0015】
図2は、図1に示すワーク評価装置の概略構成を示すブロック図である。図2に示すとおり、本実施の形態のワーク評価装置100は、CPU110、RAM120、ROM130、ハードディスク140、入力部150、表示部160、およびインタフェース170を有する。これらの各部は、バスを介して相互に接続されている。
【0016】
CPU110は、表面粗さ測定装置200で取得される表面粗さデータなどに対して種々の演算を実行するものである。CPU110は、算出部(算出手段)および判定部(判定手段)として機能する。
【0017】
ここで、算出部は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスSkを算出するものであり、判定部は、スキューネスSkに基づいて、ワークの良否を判定するものである。なお、各部の具体的な処理内容については後述する。
【0018】
RAM120は、上述した表面粗さデータを一時的に記憶するものであり、ROM130は、制御プログラムおよびパラメータなどを予め記憶するものである。
【0019】
ハードディスク140は、ワークのスキューネスSkなどを記憶するものである。また、ハードディスク140は、ワークの表面粗さデータからスキューネスSkを算出する算出プログラム、および、スキューネスSkに基づいて、ワークの良否を判定する判定プログラムを格納する。
【0020】
入力部150は、たとえば、キーボード、タッチパネル、およびマウスなどのポインティングデバイスであり、表示部160は、たとえば、液晶ディスプレイおよびCRTディスプレイなどである。
【0021】
インタフェース170は、表面粗さ測定装置200から送信される表面粗さデータなどを受信する。
【0022】
以上のとおり、構成される本実施の形態におけるワーク評価装置100では、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合を示すスキューネスSkが算出され、算出されるスキューネスSkに基づいて、超音波接合されるワークの良否が判定される。以下、図3および図4を参照しつつ、本実施の形態におけるワーク評価方法について詳細に説明する。
【0023】
まず、図3を参照しつつ、本実施の形態のワーク評価方法において用いられるスキューネスSkについて説明する。
【0024】
図3(A)は、スキューネスSkが0の場合に対応するワークの表面粗さデータの偏り具合を示す図であり、図3(B)は、スキューネスSkが負の値をとる場合に対応するワークの表面粗さデータの偏り具合を示す図である。図3(C)は、スキューネスSkが正の値をとる場合に対応するワークの表面粗さデータの偏り具合を示す図である。
【0025】
上述したとおり、スキューネスSkは、ワークの表面粗さデータの高さ方向における偏り度合(ゆがみ)を示すものであり、次式(1)および(2)に基づいて算出される。なお、式中、nは、表面粗さデータのサンプル数を示し、Yiは、i番目の表面粗さデータの粗さ曲線の平均線からの高さを示す。
【0026】
【数1】
【0027】
図3(A)に示すとおり、スキューネスSkが0の場合(Sk=0)、ワークの表面粗さデータは高さ方向における偏りを有さない。言い換えれば、スキューネスSkが0の場合、ワークの表面粗さ曲線は、高さ方向における平均線からの偏りを有さず、振幅分布曲線も上下方向に偏りを有さない。
【0028】
また、図3(B)に示すとおり、スキューネスSkが負の値をとる場合(Sk<0)、ワークの表面粗さデータは高さ方向において上側への偏りを有する。言い換えれば、スキューネスSkが負の値をとる場合、ワークの表面粗さ曲線は、高さ方向における平均線から上側への偏りを有し、振幅分布曲線も上側への偏りを有する。
【0029】
また、図3(C)に示すとおり、スキューネスSkが正の値をとる場合(Sk>0)、ワークの表面粗さデータは高さ方向において下側への偏りを有する。言い換えれば、スキューネスSkが正の値をとる場合、ワークの表面粗さ曲線は、高さ方向における平均線から下側への偏りを有し、振幅分布曲線も下側への偏りを有する。
【0030】
そして、ワーク表面の凹凸が上側へ偏っており、スキューネスSkが負の値をとるワークは、他のワークとの間で適度な摩擦係数が得られるため、超音波接合された一組のワークは十分な接合強度が確保される。一方、ワーク表面の凹凸が下側へ偏っており、スキューネスSkが正の値をとるワークは、超音波接合時に他のワークとの間で適度な摩擦係数が得られないため、超音波接合された一組のワークは十分な接合強度が確保されない場合がある。本実施の形態のワーク評価方法では、上述したスキューネスSkに基づいて、超音波接合されるワークの良否が判定される。
【0031】
図4は、本実施の形態におけるワーク評価処理を示すフローチャートである。本実施の形態では、ワークの良否を判定する前段階として、ワーク評価装置100において、ワークの良否を判定する基準となるスキューネスSkの上限基準値が算出されている。以下の処理では、予め算出されているスキューネスSkの上限基準値に基づいて、ワークの良否が判定される。なお、スキューネスSkの上限基準値が算出される処理の詳細は後述する。
【0032】
図4に示すとおり、本実施の形態のワーク評価処理では、まず、超音波接合される前のワークの表面粗さが測定される(ステップS101)。本実施の形態では、表面粗さ測定装置200にワークが載置され、超音波接合される前のワークの接合箇所の表面粗さが測定される。測定されたワークの表面粗さデータは、ワーク評価装置100に送信される。
【0033】
次に、表面粗さが測定されたワークのスキューネスSkが算出される(ステップS102)。本実施の形態では、ワーク評価装置100がワークの表面粗さデータを受信して、スキューネスSkを算出する。なお、ワークの表面粗さデータからスキューネスSkを算出する処理自体は、一般的なデータ処理技術であるため、詳細な説明は省略する。
【0034】
次に、算出されたスキューネスSkが上限基準値以下か否かが判断される(ステップS103)。本実施の形態では、ワーク評価装置100において、ステップS102に示す処理で算出されたワークのスキューネスSkと、予め設定されている上限基準値とが比較される。算出されたスキューネスSkが上限基準値よりも大きい場合(ステップS103:NO)、スキューネスSkが算出されたワークは十分な接合強度が得られないとして、超音波接合されることなく除外される(ステップS104)。
【0035】
一方、算出されたスキューネスSkが上限基準値以下の場合(ステップS103:YES)、スキューネスSkが算出されたワークは十分な接合強度が得られるとして、超音波接合される(ステップS105)。本実施の形態では、ステップS103に示す処理において十分な接合強度が得られると判断されたワークが、他のワークと重ね合わされて超音波接合される。より具体的には、超音波接合装置400のアンビル上に重ね合わされた一組のワークが載置され、ワーク上にホーンが押し当てられることにより、ワークが超音波接合される。
【0036】
そして、すべてのワークに対して接合が終了したか否かが判断される(ステップS106)。すべてのワークに対して接合が終了した場合(ステップS106:YES)、処理が終了される。一方、すべてのワークに対して接合が終了していない場合(ステップS106:NO)、すべてのワークに対して接合が終了するまで、ステップS101以下の処理が繰り返される。
【0037】
以上のとおり、図4に示すフローチャートの処理によれば、ワークのスキューネスSkに基づいて、超音波接合される前のワークの良否が判定される。具体的には、予め設定されている上限基準値以下のスキューネスSkのワークが良好であると判定され、他のワークと超音波接合される。一方、上限基準値よりも大きいスキューネスSkのワークは不良であると判定され、超音波接合されることなく除外される。以下、図5および図6を参照しつつ、スキューネスSkの上限基準値を算出する事前評価処理について説明する。
【0038】
図5は、本実施の形態における事前評価処理を説明するためのフローチャートである。本実施の形態の事前評価処理では、複数の事前評価用ワーク(以下、ワークサンプルと称する)を利用して、スキューネスSkの上限基準値が算出される。
【0039】
図5に示すとおり、本実施の形態における事前評価処理では、まず、ワークサンプルの表面粗さが測定され、表面粗さが測定されたワークサンプルのスキューネスSkが算出される(ステップS201,S202)。
【0040】
次に、スキューネスSkが算出されたワークサンプルが超音波接合される(ステップS203)。本実施の形態では、超音波接合装置400のアンビル上に一組のワークサンプルが載置され、ワークサンプル上にホーンが押し当てられることにより、ワークサンプルが超音波接合される。
【0041】
次に、超音波接合されたワークサンプルの接合強度が測定される(ステップS204)。本実施の形態では、引張り試験装置300によって超音波接合された一組のワークサンプルの接合強度が測定される。測定された接合強度データは、ワーク評価装置100に送信される。
【0042】
そして、すべてのワークサンプルに対してスキューネスSkおよび接合強度が算出されたか否かが判断され(ステップS205)、すべてのワークサンプルに対してスキューネスSkおよび接合強度が算出されるまで、ステップS201以下の処理が繰り返される。
【0043】
次に、複数のワークサンプルに対して算出されたスキューネスSkおよび接合強度のデータに基づいて、回帰直線が算出される(ステップS206)。本実施の形態では、スキューネスSkを説明変数、かつ、接合強度を目的変数とする単回帰分析によって、たとえば、図6に示すような回帰直線(回帰式:Y=A+BX)が算出される。このような回帰直線は、複数のスキューネスSkと接合強度との関係を示すデータから、たとえば、最小二乗法などにより算出される。
【0044】
次に、回帰直線に基づいて、スキューネスSkの上限基準値が算出される(ステップS207)。本実施の形態では、予め設定される接合強度の下限基準値(たとえば、5kgf)と、ステップS206に示す処理で算出された回帰直線とに基づいて回帰の逆推定が実行され、スキューネスSkの上限基準値が算出される。より具体的には、図6における回帰直線と下限基準値との交点のスキューネスSkの値が、スキューネスSkの上限基準値として算出される。そして、算出されたスキューネスSkの上限基準値は、ワーク評価装置100のハードディスク140に記憶され、処理が終了される。
【0045】
以上のとおり、図5に示すフローチャートの処理によれば、複数のワークサンプルから得られるスキューネス−接合強度関係式に基づいて、スキューネスSkの上限基準値が算出される。そして、図5のフローチャートに示す事前評価処理において算出されたスキューネスSkの上限基準値に基づいて、上述した図4に示すフローチャートの処理において、ワークの良否が判定される。
【0046】
以上のとおり、説明した本実施の形態は、以下の効果を奏する。
【0047】
(a)本実施の形態のワーク評価方法は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する段階と、算出されるスキューネスに基づいて、超音波接合されるワークの良否を判定する段階と、を有する。したがって、超音波接合前にワークの良否を判定することができるため、超音波接合による不良品の発生を防止することができる。その結果、不良品の発生による経済的損失を抑制することができる。
【0048】
(b)ワークの良否を判定する段階は、算出されるスキューネスと上限基準値とを比較する段階と、スキューネスが上限基準値以下の場合、ワークを良好と判定する段階と、を有する。したがって、予め設定される上限基準値とスキューネスとを比較することによって、ワークの良否を判定することができる。
【0049】
(c)本実施の形態のワーク評価方法は、複数のワークに対してスキューネスをそれぞれ算出する段階と、複数のワークに対して算出されるスキューネスと対応するワークの接合強度との関係を示すスキューネス−接合強度関係式に基づいて、スキューネスの上限基準値を算出する段階と、をさらに有し、ワークの良否を判定する段階は、上限基準値以下のスキューネスのワークを良好と判定する。したがって、スキューネスSkから直接的にワークの良否を判定することができる。また、超音波接合されるワークの接合強度が確保される。
【0050】
(d)スキューネスの上限基準値を算出する段階は、複数のワークのスキューネスを説明変数、かつ、接合強度を目的変数とする回帰分析により回帰直線を算出する段階と、接合強度の下限基準値と回帰直線とから、スキューネスの上限基準値を算出する段階と、を有する。したがって、回帰分析に基づいて、ワークのスキューネス−接合強度関係式を算出するため、ワークの良否を精度よく判定することができる。
【0051】
(e)本実施の形態のワーク評価装置は、超音波接合されるワークの表面粗さ測定結果から、ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する算出部と、算出されるスキューネスに基づいて、超音波接合されるワークの良否を判定する判定部と、を有する。したがって、超音波接合前にワークの良否を判定することができるため、超音波接合による不良品の発生を防止することができる。
【0052】
(第2の実施の形態)
第1の実施の形態では、ワークの表面粗さデータから算出されるスキューネスSkに基づいて、ワークの良否を判定した。本実施の形態では、ワークの表面粗さデータから算出されるスキューネスSkと平均粗さRaとに基づいて、ワークの良否を判定する。
【0053】
図7は、本発明の第2の実施の形態におけるワーク評価処理を示すフローチャートである。本実施の形態では、ワーク表面の平均粗さRaの対数とスキューネスSkとの積、すなわち、Sk×log(Ra)に基づいて、ワークの良否が判定される。また、本実施の形態では、ワークの良否を判定する前段階として、ワーク評価装置100において、ワークの良否を判定する基準となるSk×log(Ra)の上限基準値が算出されている。Sk×log(Ra)の上限基準値が算出される処理の詳細は後述する。
【0054】
図7に示すとおり、本実施の形態のワーク評価処理では、まず、超音波接合される前のワークの表面粗さが測定され、表面粗さが測定されたワークのスキューネスSkが算出される(ステップS301,S302)。
【0055】
次に、表面粗さが測定されたワークの平均粗さRaが算出される(ステップS303)。本実施の形態では、ワーク評価装置100がワークの表面粗さデータを受信して、平均粗さRaを算出する。なお、平均粗さRaは、次式(3)に基づいて算出される。ここで、式中、nは、表面粗さデータのサンプル数、Yiは、i番目の表面粗さデータの粗さ曲線の平均線からの高さを示す。また、粗さデータから平均粗さRaを算出する処理自体は、一般的なデータ処理技術であるため、詳細な説明は省略する。
【0056】
【数2】
【0057】
次に、平均粗さRaの対数とスキューネスSkとの積であるSk×log(Ra)が算出される(ステップS304)。そして、算出されたSk×log(Ra)が上限基準値以下か否かが判断される(ステップS305)。本実施の形態では、ワーク評価装置100において、予め設定されている上限基準値と、ステップS304に示す処理で算出されたSk×log(Ra)とが比較される。Sk×log(Ra)が上限基準値よりも大きい場合(ステップS305:NO)、Sk×log(Ra)が算出されたワークは十分な接合強度が得られないとして、超音波接合されることなく除外される(ステップS306)。一方、Sk×log(Ra)が上限基準値以下の場合(ステップS305:YES)、Sk×log(Ra)が算出されたワークは十分な接合強度が得られるとして、超音波接合される(ステップS307)。
【0058】
そして、すべてのワークに対して接合が終了したか否かが判断され(ステップS308)、すべてのワークに対して接合が終了するまで、ステップS301以下の処理が繰り返される。
【0059】
以上のとおり、図7に示すフローチャートの処理によれば、ワーク表面のスキューネスSkおよび平均粗さRaに基づいて、ワークの良否が判定される。具体的には、上限基準値以下のSk×log(Ra)のワークが良好であると判定され、他のワークと超音波接合される。一方、上限基準値よりも大きいSk×log(Ra)のワークは不良であると判定され、超音波接合されることなく除外される。以下、図8を参照しつつ、Sk×log(Ra)の上限基準値を算出する事前評価処理について説明する。
【0060】
図8は、本実施の形態における事前評価処理を説明するためのフローチャートである。本実施の形態の事前評価処理では、複数のワークサンプルを利用して、Sk×log(Ra)の上限基準値が算出される。
【0061】
図8に示すとおり、本実施の形態における事前評価処理では、まず、ワークサンプルの表面粗さが測定され(ステップS401)、ワークサンプルのスキューネスSkおよび平均粗さRaが算出される(ステップS402,S403)。そして、平均粗さRaの対数とスキューネスSkとの積であるSk×log(Ra)が算出される(ステップS404)。
【0062】
次に、スキューネスSkおよび平均粗さRaが算出されたワークサンプルが超音波接合され、超音波接合されたワークの接合強度が測定される(ステップS405,S406)。
【0063】
次に、すべてのワークサンプルに対してスキューネスSk、平均粗さRa、および接合強度が算出されたか否かが判断され(ステップS407)、すべてのワークサンプルに対してスキューネスSk、平均粗さRa、および接合強度が算出されるまで、ステップS401以下の処理が繰り返される。
【0064】
そして、複数のワークサンプルに対して算出されたスキューネスSk、平均粗さRa、および接合強度のデータに基づいて、回帰直線が算出される(ステップS408)。本実施の形態では、Sk×log(Ra)を説明変数、かつ、接合強度を目的変数とする単回帰分析によって、回帰直線が算出される。
【0065】
次に、接合強度の下限基準値と回帰直線とに基づいて、Sk×log(Ra)の上限基準値が算出され(ステップS409)、処理が終了される。
【0066】
以上のとおり、図8に示すフローチャートの処理によれば、複数のワークサンプルから得られるスキューネス−平均粗さ−接合強度関係式に基づいて、Sk×log(Ra)の上限基準値が算出される。そして、図8のフローチャートに示す事前評価処理において算出されたSk×log(Ra)の上限基準値に基づいて、上述した図7に示すフローチャートの処理において、ワークの良否が判定される。
【0067】
以上のとおり、説明した本実施の形態は、第1の実施の形態における効果に加えて、以下の効果を奏する。
【0068】
(f)本実施の形態のワーク評価方法は、ワークの表面粗さ測定結果から、ワークの平均粗さを算出する段階をさらに有し、ワークの良否を判定する段階は、ワークのスキューネスと平均粗さと接合強度との関係を示すスキューネス−平均粗さ−接合強度関係式に基づいて、ワークの良否を判定する。したがって、複数のパラメータに基づいてワークの良否が判定されるため、良否の判定精度が向上する。
【0069】
(g)スキューネス−平均粗さ−接合強度関係式は、複数のワークそれぞれの平均粗さをRa、かつ、スキューネスをSkとした場合に、Sk×log(Ra)を説明変数、かつ、接合強度を目的変数とする回帰分析により算出される。したがって、回帰直線を利用したワークの良否の判定精度が向上する。
【0070】
(第3の実施の形態)
次に、図9および図10を参照しつつ、本発明の第3の実施の形態について説明する。本実施の形態は、重回帰分析を利用してワークの良否を判定する実施の形態である。
【0071】
図9は、本発明の第3の実施の形態におけるワーク評価処理を示すフローチャートである。本実施の形態では、ワーク表面のスキューネスSkおよび平均粗さRaから推定されるワークの接合強度により、ワークの良否が判定される。また、本実施の形態では、ワークの良否を判定する前段階として、スキューネスSkと平均粗さRaとを説明変数、かつ、接合強度を目的変数とする重回帰分析により、スキューネス−平均粗さ−接合強度関係式が算出されている。スキューネス−平均粗さ−接合強度関係式が算出される処理の詳細は後述する。
【0072】
図9に示すとおり、本実施の形態のワーク評価処理では、まず、超音波接合される前のワークの表面粗さが測定され(ステップS501)、表面粗さが測定されたワークのスキューネスSkおよび平均粗さRaが算出される(ステップS502,S503)。
【0073】
次に、算出されたスキューネスSkおよび平均粗さRaに基づいて、接合強度の推定値が算出される(ステップS504)。本実施の形態では、前段階で設定されるスキューネス−平均粗さ−接合強度関係式に基づいて、接合強度の推定値が算出される。
【0074】
次に、接合強度の推定値が下限基準値以上か否かが判断される(ステップS505)。接合強度の推定値が下限基準値未満の場合(ステップS505:NO)、スキューネスSkおよび平均粗さRaが算出されたワークは十分な接合強度が得られないとして、超音波接合対象から除外される(ステップS506)。一方、接合強度の推定値が下限基準値以上の場合(ステップS505:YES)、スキューネスSkおよび平均粗さRaが算出されたワークは十分な接合強度が得られるとして、超音波接合される(ステップS507)。
【0075】
そして、すべてのワークに対して接合が終了したか否かが判断され(ステップS508)、すべてのワークに対して接合が終了するまで、ステップS501以下の処理が繰り返される。
【0076】
以上のとおり、図9に示すフローチャートの処理によれば、ワーク表面のスキューネスSkおよび平均粗さRaに基づいて、ワークの接合強度が推定される。そして、推定された接合強度に基づいて、ワークの良否が判定される。以下、図10を参照しつつ、接合強度を推定するためのスキューネス−平均粗さ−接合強度関係式を算出する事前評価処理について説明する。
【0077】
図10は、本実施の形態における事前評価処理を説明するためのフローチャートである。本実施の形態の事前評価処理では、複数のワークサンプルを利用して、接合強度を推定するためのスキューネス−平均粗さ−接合強度関係式が算出される。
【0078】
図10に示すとおり、本実施の形態における事前評価処理では、まず、ワークサンプルの表面粗さが測定され(ステップS601)、表面粗さが測定されたワークサンプルのスキューネスSkおよび平均粗さRaが算出される(ステップS602,S603)。
【0079】
次に、スキューネスSkおよび平均粗さRaが算出されたワークサンプルが超音波接合され、超音波接合されたワークの接合強度が測定される(ステップS604,S605)。
【0080】
次に、すべてのワークサンプルに対してスキューネスSk、平均粗さRa、および接合強度が算出されたか否かが判断され(ステップS606)、すべてのワークサンプルに対してスキューネスSk、平均粗さRa、および接合強度が算出されるまで、ステップS601以下の処理が繰り返される。
【0081】
そして、複数のワークサンプルに対して算出されたスキューネスSk、平均粗さRa、および接合強度のデータに基づいて、スキューネス−平均粗さ−接合強度関係式が算出される(ステップS407)。本実施の形態では、スキューネスSkおよび平均粗さRaを説明変数、かつ、接合強度を目的変数とする重回帰分析によって、関係式(回帰式:Y=A+BX1+CX2、Y:接合強度、X1:スキューネスSk、X2:平均粗さRa)が算出される。そして、算出されたスキューネス−平均粗さ−接合強度関係式は、ワーク評価装置100のハードディスク140に記憶され、処理が終了される。
【0082】
以上のとおり、図10のフローチャートに示す事前評価処理によれば、複数のワークサンプルに対して算出されたスキューネスSk、平均粗さRa、および接合強度のデータに基づいて、スキューネス−平均粗さ−接合強度関係式が算出される。そして、図10に示すフローチャートの処理において算出されたスキューネス−平均粗さ−接合強度関係式に基づいて、図9に示すフローチャートの処理において、ワークの良否が判定される。なお、上述した実施の形態では、重回帰分析により関係式を算出した。しかしながら、たとえば、スキューネスSkおよび平均粗さRaを説明変数、かつ、接合強度を目的変数とするニューラルネットワークのような他の統計分析を用いて、関係式を算出してもよい。
【0083】
以上のとおり、説明した本実施の形態は、第1および第2の実施の形態における効果に加えて、以下の効果を奏する。
【0084】
(h)スキューネス−平均粗さ−接合強度関係式は、複数のワークのスキューネスおよび平均粗さを説明変数、かつ、接合強度を目的変数とする重回帰分析により算出される。したがって、統計的手法により複数の説明変数と目的変数とが関連付けられるため、ワークの良否の判定精度が向上する。
【0085】
以上のとおり、第1〜第3の実施の形態において、本発明のワーク評価方法およびワーク評価装置を説明した。しかしながら、本発明は、その技術思想の範囲内において当業者が適宜に追加、変形、および省略することができることはいうまでもない。
【0086】
たとえば、第1〜第3の実施の形態では、表面粗さ測定装置での測定結果から、ワーク評価装置がワークのスキューネスおよび平均粗さを算出した。しかしながら、表面粗さ測定装置に内蔵される演算プログラムなどによって、表面粗さ測定装置がワークのスキューネスおよび平均粗さを算出してもよい。
【0087】
また、第1〜第3の実施の形態では、下限基準値を超える接合強度に対応するスキューネスのワークを良好と判定した。しかしながら、接合強度を考慮することなく、たとえば、スキューネスが負であるワークを良好と判断してもよい。
【0088】
さらに、第1および第2の実施の形態では、スキューネスおよびSk×log(Ra)の上限基準値を算出することによって、ワークの良否を判定した。しかしながら、第1および第2の実施の形態においても、第3の実施の形態と同様に、接合強度の推定値を算出することによって、ワークの良否を判定してもよい。
【0089】
さらに、第1および第2の実施の形態では、線形の回帰式を算出することによって、スキューネスおよびSk×log(Ra)の上限基準値を算出した。しかしながら、非線形の回帰式を算出することによって、上限基準値を算出してもよい。
【図面の簡単な説明】
【0090】
【図1】本発明の第1の実施の形態におけるワーク評価装置の適用環境の一例を示すブロック図である。
【図2】図1に示すワーク評価装置の概略構成を示すブロック図である。
【図3】図1に示すワーク評価装置でのワーク評価処理において用いられるスキューネスを説明するための図である。
【図4】図1に示すワーク評価装置によるワーク評価処理を示すフローチャートである。
【図5】図1に示すワーク評価装置による事前評価処理を説明するためのフローチャートである。
【図6】図5に示すフローチャートの処理にける単回帰分析を説明するための図である。
【図7】本発明の第2の実施の形態におけるワーク評価処理を示すフローチャートである。
【図8】本発明の第2の実施の形態における事前評価処理を説明するためのフローチャートである。
【図9】本発明の第3の実施の形態におけるワーク評価処理を示すフローチャートである。
【図10】本発明の第3の実施の形態における事前評価処理を説明するためのフローチャートである。
【符号の説明】
【0091】
100 ワーク評価装置、
200 表面粗さ測定装置、
300 引張り試験装置、
400 超音波接合装置。
【特許請求の範囲】
【請求項1】
超音波接合されるワークの表面粗さ測定結果から、前記ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する段階と、
前記算出されるスキューネスに基づいて、前記超音波接合されるワークの良否を判定する段階と、を有することを特徴とするワーク評価方法。
【請求項2】
前記ワークの良否を判定する段階は、
前記算出されるスキューネスと上限基準値とを比較する段階と、
前記スキューネスが上限基準値以下の場合、前記ワークを良好と判定する段階と、を有することを特徴とする請求項1に記載のワーク評価方法。
【請求項3】
複数のワークに対してスキューネスをそれぞれ算出する段階と、
前記複数のワークに対して算出されるスキューネスと対応するワークの接合強度との関係を示すスキューネス−接合強度関係式に基づいて、前記スキューネスの上限基準値を算出する段階と、をさらに有し、
前記ワークの良否を判定する段階は、
前記上限基準値以下のスキューネスのワークを良好と判定することを特徴とする請求項2に記載のワーク評価方法。
【請求項4】
前記スキューネスの上限基準値を算出する段階は、
前記複数のワークのスキューネスを説明変数、かつ、接合強度を目的変数とする回帰分析により回帰直線を算出する段階と、
接合強度の下限基準値と前記回帰直線とから、前記スキューネスの上限基準値を算出する段階と、を有することを特徴とする請求項3に記載のワーク評価方法。
【請求項5】
前記ワークの表面粗さ測定結果から、前記ワークの平均粗さを算出する段階をさらに有し、
前記ワークの良否を判定する段階は、
ワークのスキューネスと平均粗さと接合強度との関係を示すスキューネス−平均粗さ−接合強度関係式に基づいて、ワークの良否を判定することを特徴とする請求項1に記載のワーク評価方法。
【請求項6】
前記スキューネス−平均粗さ−接合強度関係式は、複数のワークそれぞれの平均粗さをRa、かつ、スキューネスをSkとした場合に、Sk×log(Ra)を説明変数、かつ、接合強度を目的変数とする回帰分析により算出されることを特徴とする請求項5に記載のワーク評価方法。
【請求項7】
前記スキューネス−平均粗さ−接合強度関係式は、前記複数のワークのスキューネスおよび平均粗さを説明変数、かつ、接合強度を目的変数とする統計分析により算出されることを特徴とする請求項5に記載のワーク評価方法。
【請求項8】
超音波接合されるワークの表面粗さ測定結果から、前記ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する算出手段と、
前記算出されるスキューネスに基づいて、前記超音波接合されるワークの良否を判定する判定手段と、を有することを特徴とするワーク評価装置。
【請求項1】
超音波接合されるワークの表面粗さ測定結果から、前記ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する段階と、
前記算出されるスキューネスに基づいて、前記超音波接合されるワークの良否を判定する段階と、を有することを特徴とするワーク評価方法。
【請求項2】
前記ワークの良否を判定する段階は、
前記算出されるスキューネスと上限基準値とを比較する段階と、
前記スキューネスが上限基準値以下の場合、前記ワークを良好と判定する段階と、を有することを特徴とする請求項1に記載のワーク評価方法。
【請求項3】
複数のワークに対してスキューネスをそれぞれ算出する段階と、
前記複数のワークに対して算出されるスキューネスと対応するワークの接合強度との関係を示すスキューネス−接合強度関係式に基づいて、前記スキューネスの上限基準値を算出する段階と、をさらに有し、
前記ワークの良否を判定する段階は、
前記上限基準値以下のスキューネスのワークを良好と判定することを特徴とする請求項2に記載のワーク評価方法。
【請求項4】
前記スキューネスの上限基準値を算出する段階は、
前記複数のワークのスキューネスを説明変数、かつ、接合強度を目的変数とする回帰分析により回帰直線を算出する段階と、
接合強度の下限基準値と前記回帰直線とから、前記スキューネスの上限基準値を算出する段階と、を有することを特徴とする請求項3に記載のワーク評価方法。
【請求項5】
前記ワークの表面粗さ測定結果から、前記ワークの平均粗さを算出する段階をさらに有し、
前記ワークの良否を判定する段階は、
ワークのスキューネスと平均粗さと接合強度との関係を示すスキューネス−平均粗さ−接合強度関係式に基づいて、ワークの良否を判定することを特徴とする請求項1に記載のワーク評価方法。
【請求項6】
前記スキューネス−平均粗さ−接合強度関係式は、複数のワークそれぞれの平均粗さをRa、かつ、スキューネスをSkとした場合に、Sk×log(Ra)を説明変数、かつ、接合強度を目的変数とする回帰分析により算出されることを特徴とする請求項5に記載のワーク評価方法。
【請求項7】
前記スキューネス−平均粗さ−接合強度関係式は、前記複数のワークのスキューネスおよび平均粗さを説明変数、かつ、接合強度を目的変数とする統計分析により算出されることを特徴とする請求項5に記載のワーク評価方法。
【請求項8】
超音波接合されるワークの表面粗さ測定結果から、前記ワークの表面粗さデータの高さ方向における偏り度合いを示すスキューネスを算出する算出手段と、
前記算出されるスキューネスに基づいて、前記超音波接合されるワークの良否を判定する判定手段と、を有することを特徴とするワーク評価装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−47456(P2009−47456A)
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願番号】特願2007−211483(P2007−211483)
【出願日】平成19年8月14日(2007.8.14)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願日】平成19年8月14日(2007.8.14)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]