
一体型ブレードローターを生産する方法
【課題】一体型ブレードを生産する方法を提供する。
【解決手段】一体型ブレードローターを製造するためのシステムには、リングコンポーネント20が、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面しているブレード円錐形表面とをさらに含むリングコンポーネント20と、少なくとも1つのエーロフォイルコンポーネントが、単一の単体材料片から作り出されており、かつ複数の単体エーロフォイルブレード12と、連続的に半径方向内方に面しているブレード円錐形表面とをさらに含むエーロフォイルコンポーネントと、軸方向に加えられた溶接負荷を受けて、該リングコンポーネント20と該エーロフォイルコンポーネントとを摩擦係合させて、それらのコンポーネントの間で円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段とを含む。
【解決手段】一体型ブレードローターを製造するためのシステムには、リングコンポーネント20が、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面しているブレード円錐形表面とをさらに含むリングコンポーネント20と、少なくとも1つのエーロフォイルコンポーネントが、単一の単体材料片から作り出されており、かつ複数の単体エーロフォイルブレード12と、連続的に半径方向内方に面しているブレード円錐形表面とをさらに含むエーロフォイルコンポーネントと、軸方向に加えられた溶接負荷を受けて、該リングコンポーネント20と該エーロフォイルコンポーネントとを摩擦係合させて、それらのコンポーネントの間で円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本記載の発明は、全体として、ガスタービンエンジン用の一体型ブレードローターに関し、より詳細には、ローターのリングコンポーネントまたはローターのエーロフォイルコンポーネントの中に少なくとも1つの金属マトリックス複合材が組み込まれたBLINGローターの製造方法に関する。
【背景技術】
【0002】
ローター、特にガスタービンエンジンに使用されるローターなどは一般に、基本ローター本体と該ローター本体に取り付けられた複数のローターブレードとを含む。ローターブレードは、ローター本体内に形成された特定のくぼみ内に固定されてもよく、または該ローター本体自体と一体形成されてもよい。一体型ブレードローターは、ディスク形状の基本ローター本体が利用された場合、BLISKS(ブレードディスク)と呼ばれ、リング形状の基本ローター本体が利用された場合、BLING(ブレードリング)と呼ばれる。BLING設計によれば、一般にBLISK設計で可能な内部空隙より大きい内部空隙が結果として得られるので、BLINGローターには、BLISKローターより明らかに有利である。この空隙によって、更なる装置、たとえば、組み込み型発電機および/または熱交換機などに使用できる空間がエンジン内部に生まれる。BLING設計によれば、従来の金属ディスクおよびそれどころか一体型ブレードBLISKローターに比べて改善されたローター動的減衰およびより高いE/rho(70%も)を得ることもできる。BLING設計によれば、基本ローター本体に金属マトリックス複合材(MMC)を使用することも可能になる。ガスタービンエンジンの分野では、高強度、低密度MMCによって、モノリシック金属合金を超える著しい利点が提供され、エンジンコンポーネントの重量を著しく低減させることができる。
【0003】
MMC補強BLINGローターを製造するための公知の方法では、一般に、さまざまなコンポーネントの拡散接合を含む熱間等静圧圧縮成形(HIP)が利用される。HIPプロセスによって、金属マトリックス複合材は高密度均一微粒状組織に強化される。しかし、多荷重経路構造、すなわち、ローターからブレードにMMCリングを組み込むことは、技術的に困難であり、該組織が出来上がった後に内部欠陥がまったく存在しないことを保証するためには多数のプロセス制御が必要である。ブレード用に使用されるモノリシック材料とMMCリングとの間の熱膨張係数に不整合があれば、接合表面に沿って残留圧縮応力場が発生する可能性がある。結果として生じた内部欠陥は非破壊検査技法によって検出不可能であり、したがって、厳密なプロセス制御を実施しなければならない。したがって、MMCおよびHIP拡散接合によって適切な品質のBLINGローターを作るために要する費用は、従来の鍛造品から機械加工されたBLISKローターの費用に比べてずいぶん大きくなる可能性がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許第7,007,382号
【特許文献2】米国特許第6,935,817号
【特許文献3】米国特許第6,905,312号
【特許文献4】米国特許第6,869,259号
【特許文献5】米国特許第6,524,072号
【特許文献6】米国特許第6,077,002号
【特許文献7】米国特許第5,946,801号
【特許文献8】米国特許第5,867,885号
【特許文献9】米国特許第5,556,257号
【特許文献10】米国特許第5,106,012号
【特許文献11】米国特許出願公開第2005/0086804号
【特許文献12】米国特許出願公開第2005/0071999号
【特許文献13】米国特許出願公開第2005/0011070号
【特許文献14】米国特許出願公開第2002/0127108号
【発明の概要】
【0005】
したがって、完成済みローターを処理して残留圧縮応力を除去することができ、さらに内部欠陥を検出するために従来の非破壊手法によって接合表面の完全性を検査することができる、MMCが組み込まれたBLINGローターの経済的に安定した確実な製造方法が求められている。
【0006】
以下に典型的な実施形態の概要を記載する。この概要は、広範囲にわたる大要ではなく、さらに本発明の基幹または不可欠な態様または要素を特定したり、あるいは本発明の範囲を限定したりするものではない。
【0007】
典型的な一実施形態によれば、一体型ブレードローダーを製造するためのシステムが提供される。このシステムは、少なくとも1つのリングコンポーネントが、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面しているブレード円錐形表面とをさらに含む少なくとも1つのリングコンポーネントと、少なくとも1つのエーロフォイルコンポーネントが、単一の材料片から創出されており、かつ複数の単体エーロフォイルブレードと、連続的に半径方向内方に面しているブレード円錐形表面とをさらに含む少なくとも1つのエーロフォイルコンポーネントと、軸方向に加えられた溶接負荷を受けて、該少なくとも1つのリングコンポーネントと該少なくとも1つのエーロフォイルコンポーネントとを摩擦係合させて、それらのコンポーネントの間で円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段とを含む。
【0008】
別の典型的な実施形態によれば、一体型ブレードローターが提供される。このローターは、少なくとも1つのリングコンポーネントが、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面している円錐形表面とをさらに含む少なくとも1つのリングコンポーネントと、少なくとも1つのエーロフォイルコンポーネントが、単一の材料片から創出されており、かつ複数の単体エーロフォイルブレードと、連続的に半径方向内方に面している円錐形表面とをさらに含む少なくとも1つのエーロフォイルコンポーネントとを含み、該少なくとも1つのリングコンポーネントおよび該少なくとも1つのエーロフォイルコンポーネントは、イナーシャ溶接手段によって円錐形表面に沿って互いに摩擦係合されている。
【0009】
さらに別の典型的な実施形態においては、一体型ブレードローターの製造方法が提供される。この方法には、リングコンポーネントが、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面している円錐形表面とをさらに含む少なくとも1つのリングコンポーネントと、少なくとも1つのエーロフォイルコンポーネントが、単一の材料片から創出されており、かつ単一の材料片から創出された複数の単体エーロフォイルブレードと、連続的に半径方向内方に面している円錐形表面とをさらに含む少なくとも1つのエーロフォイルコンポーネントとを準備するステップと、軸方向に加えられた溶接負荷を受けて、該少なくとも1つのリングコンポーネントと該少なくとも1つのエーロフォイルコンポーネントとを摩擦係合させて、それらのコンポーネントの間で円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段を使用するステップとが含まれる。この方法には、組み立て済み一体型ブレードローターを熱処理にかけて、イナーシャ溶接によって生じた内部応力を十分に除去するステップも含まれる。
【0010】
BLINGローターをガスタービンエンジンに使用すると、他の設計を超えて著しく有利である。たとえば、エーロフォイルコンポーネントとローターリングを組み合わせて単一構造物にすると、全体として、対重量比強度およびガスタービンエンジン性能が向上する。本発明の更なる特徴および態様は、以下の典型的な実施形態に関する詳細な説明を読みかつ理解するとき、当業者には明白となるであろう。明らかなとおり、本発明の更なる好ましい実施形態は、本発明の範囲および精神を逸脱することなく可能である。したがって、図面および関連する説明は、例証として考えられるべきであり、本質的に限定されるべきではない。
【図面の簡単な説明】
【0011】
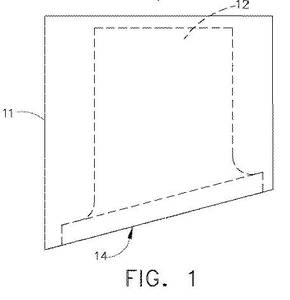
【図1】本発明のエーロフォイルコンポーネントの正面図であり、ブレードが単一材料片から機械加工される以前のエーロフォイルブレードの全体形状と、角度付き、すなわち、円錐形の溶接準備表面の全体形状との両方を示している。
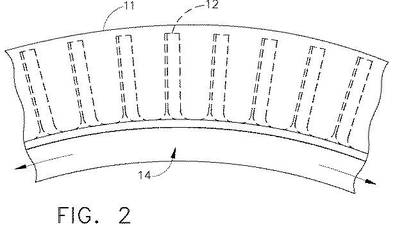
【図2】本発明のエーロフォイルコンポーネントの正面図であり、ブレードが単一材料片から機械加工される以前のエーロフォイルブレードの全体形状と、角度付き、すなわち、円錐形の溶接準備表面の全体形状との両方を示している。
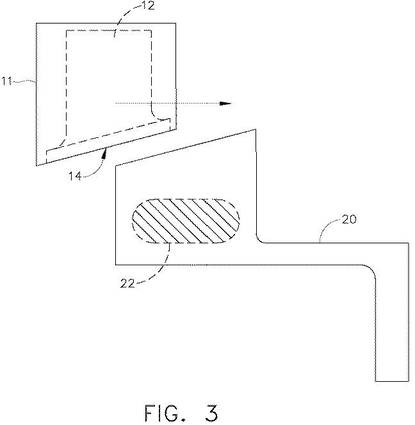
【図3】典型的なエーロフォイルコンポーネントおよびブレードの断面図と、エーロフォイルコンポーネントおよびリングコンポーネントがイナーシャ溶接される以前の本発明のMMC補強ローターリングの断面図である。
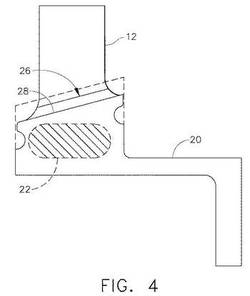
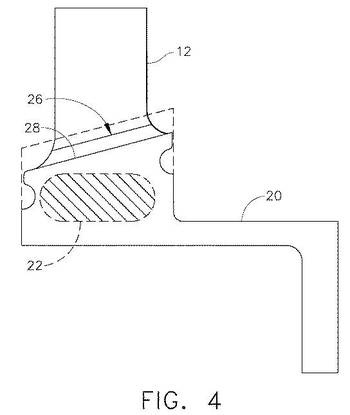
【図4】典型的なエーロフォイルブレードの断面図と、エーロフォイルコンポーネントおよびリングコンポーネントがイナーシャ溶接された後の本発明のMMC補強ローターリングの断面図である。
【発明を実施するための形態】
【0012】
本明細書に組み込まれかつその一部を形成している添付の図面は、本発明の1つ以上の典型的な実施形態を概略的に示し、さらに上述の概略説明および下記の詳細説明とともに本発明の原理を説明するものである。
【0013】
これより図を参照しながら本発明の典型的な好ましい実施形態を説明する。詳細説明の全体にわたって、さまざまな要素および構造物を指すために参照番号を使用する。その他の場合、公知の構造物および装置については、説明の簡素化のためにブロック線図形式で示す。以下の詳細説明には説明のために多くの仕様が含まれるとはいえ、下記の説明に対する多くの変形物および改変が本発明の範囲内であることは、当業者には明白であろう。したがって、本発明の特許請求の範囲に対していかなる普遍性も失うことなく、かつ規制を加えることもなく、本発明の実施形態を以下に述べる。
【0014】
開示されたシステムには、少なくとも1つのリングコンポーネントであって、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面している円錐形表面とをさらに含む少なくとも1つのリングコンポーネントと、少なくとも1つのエーロフォイルコンポーネントが、単一の単体材料片、たとえば、金属から創出されており、かつ単体材料片から形成された複数の単体エーロフォイルブレードと、連続的に半径方向内方に面している円錐形表面とをさらに含む少なくとも1つのエーロフォイルコンポーネントと、軸方向に加えられた溶接負荷を受けて、該少なくとも1つのリングコンポーネントと該少なくとも1つのエーロフォイルコンポーネントとを摩擦係合させて、それらのコンポーネントの間で円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段とが含まれる。
【0015】
金属マトリックス複合材(MMC)は、少なくとも2つの成分を含む複合材料であり、それらの成分の中の1つは金属である。他の成分は、別の金属か、またはセラミック、有機体、または他の非金属複合物などの別の材料であってよい。少なくとも3つの材料が存在する場合、該複合物はハイブリッド複合材料と呼ばれる。該材料の各部分は、マトリックスか補強材かである。マトリックスは、本質的に、補強材が埋め込まれている「フレーム」であり、補強材として適合する支持物を設けるためにアルミニウム、マグネシウム、チタン、ニッケル、コバルト、および鉄などの金属を含めてもよい。補強材は、マトリックスの中に埋め込まれる。補強材は、純粋に構造上の目的(複合物の補強)に常に役立つだけでなく、耐摩耗性、摩擦係数、材料減衰、または熱伝導率などの複合材特性に影響を及ぼすためにも使われる。補強材は、連続的か不連続的かいずれであってもよい。連続補強材には、炭素繊維または炭化珪素などの単繊維ワイヤーまたはモノフィラメントファイバーが用いられる。ファイバーをマトリックスの中に特定方向に埋め込むと、材料の配向によって該材料の強度が影響を受ける等方性構造物が創出される。不連続補強材には、「ホイスカー」、短繊維、または微粒子が用いられる。この範疇で最も一般的な補強材料は、アルミナおよび炭化珪素である。
【0016】
モノリシック金属に比べて、MMCは、密度に対する強度比が高く、密度に対する剛性比が高く、耐疲労性が良く、高温特性が良く(高強度、低クリープひずみ速度)、熱膨張係数が低く、耐磨耗性および動的減衰が良い。MMC補強材は、5つの主要範疇、すなわち、連続ファイバー、不連続ファイバー、ホイスカー、微粒子、およびワイヤーに分割できる。金属であるワイヤーを除いて、補強材には、一般にセラミックスまたは非金属複合物が含まれる。連続ファイバーには、ホウ素、黒鉛(炭素)、アルミナ、および炭化珪素が含まれてよい。タングステン、ベリリウム、チタン、およびモリブデンを含む若干の金属ワイヤーは、金属マトリックスの補強に使われてきた。マトリックスとして使われてきた多数の金属には、アルミニウム、チタン、マグネシウム、ニッケル、コバルト、鉄、および銅合金および超合金が含まれる。MMCの優れた機械特性によって、MMCの使用が喚起されている。しかし、MMCの魅力的な特性、すなわち、MMCが他の複合物と共有する特性は、マトリックス材料、補強材、および層配向の適切な選択によって、特定の設計の要求に適合するようにコンポーネントの特性を調整できることである。たとえば、広い範囲内で、ある方向に強度および剛性を、別方向に膨張係数を、などと指定が可能である。このような指定は、モノリシック材料では不可能な場合が多い。モノリシック金属は、等方性、すなわち、全方向に同一特性を有する傾向がある。
【0017】
イナーシャ溶接は、材料を互いに溶接するために利用されるエネルギーが主として溶接用機械の蓄積回転運動エネルギーによって供給される溶接プロセスである。イナーシャ溶接のプロセスの一環として、2つのワークピースの中の1つは、通常、フライホイールに連結され、他方のワークピースは回転が抑制されている。フライホイールが所定の回転速度まで加速され、それによって、特定量のエネルギーが蓄積される。駆動モーターが切り離され、ワークピース同士が摩擦溶接力によって強制的に接合せしめられる。この動作によって、対向面同士が圧力下で摩擦を起こす。回転しているフライホイールに蓄積されたエネルギーは、溶接接合面の摩擦によって熱として放散され、このようにして、フライホイールが減速するにつれて2つの表面がともに溶接され、最後には、溶着部によってフライホイールが停止される。金属の溶融がまったくないので、ガス多孔性、分離、またはスラグ巻込みなどの凝固欠陥は通常発生しない。接合準備は一般に重要ではなく、機械加工面、鋸切削面、およびせん断加工面でさえも、ほとんど溶接可能な場合が多い。結果として生じた接合部は、接触領域の端から端まで完全な衝合継手溶着部を備えた鍛造品質のものである。消耗品、たとえば、フラックス、フィラー、およびシールドガスは、まったく使用されないし、溶接スパッタも通常まったく発生しない。同様にスパークも最小である。
【0018】
図1〜4を参照しながら、本発明の典型的な実施形態によって、エーロフォイルコンポーネント11およびリングコンポーネント20を含むBLINGローターを製造するためのシステムおよび方法を説明する。エーロフォイルコンポーネントは、ブレードロータープラットフォームを作るために、鋳造または鍛造された360度リングなどの単一材料片から形成(たとえば、機械加工)された複数の単体エーロフォイルブレード12を含む。図1〜2に示すとおり、360度リングの底部分は、別の形状もあり得るが本明細書では「円錐形表面」と呼んでいる角度付き表面14を形成している角度付き溶接領域(すなわち、溶接準備表面)を含む。表面14は、凸面、凹面、または平坦であってよい。図2〜3に示すとおり、リングコンポーネント20には、通常、ローターの回転方向で円周方向に配向されたファイバーの層または束によって補強されている区域がローター内に設けられているMMC補強コア22が含まれる。リングコンポーネント20もまた、エーロフォイル表面14に対応する連続的な角度付きまたは「円錐形」表面24を含む。表面24もまた、凸面、凹面、または平坦であってよい。
【0019】
ファイバー補強(すなわち、MMC)リングコンポーネント20の製造には、一般に、リングの内部で少なくとも1本のファイバーがローターの回転方向で円周方向に延在しているリング状の構造物を形成するステップが含まれる。円周方向に配向されたファイバーは、単一の連続フィラメントまたは材料ストランド、リングの内部で半径方向に配向された多重ファイバー層のスタック、または連続フィラメントまたはストランドの1つ以上の撚られていない束、すなわち、1本の綱または複数本の綱であってよい。ファイバーは、HIPプロセスの間、ファイバーと金属マトリックスとの間に反応(たとえば、ファイバーコアの酸化)が起きないように、ファイバーの外側表面のまわりに炭素コーティングが施されたSCS6または他のセラミックまたは非金属材料で作るとよい。ファイバー層もまた、ランダムに、または円周方向に、または層状に配置された少なくとも1つの不連続または束になったナノサイズのひげ状繊維で作るとよい。金属マトリックス複合材薄層を形成している位置にファイバーを保持するために、コーティングされたファイバーをプラズマ溶射によってまたはプラズマ蒸着法によって、接着結合剤とともに液状金属合金スラリー、たとえば、チタン合金、ニッケル合金、アルミニウム合金、または他の粉末金属と混合するとよい。コーティングされた金属マトリックス複合材薄層が重層化形状に安定した後、重層化されたコーティング済みファイバーをマンドレルのまわりに巻き付けてリング形状構造物を作る。金属マトリックス複合材層状リングは、HIPによって、および/または炭素、TZM、または鋼工具固定具中での焼結プロセスによって強化される。追加材料の領域は、一般にファイバー補強リングの外側直径に沿って含まれる。この「増強領域」は、通常、少なくとも0.5インチ(1.27cm)の高さであり、必要な厚さまで粉末金属のプラズマ溶射により、または金属フォイルの堆積によって作るとよい。さらに、増強領域は、HIPによって、および/または炭素、TZM、または鋼工具固定具内での焼結プロセスによって強化される。
【0020】
典型的な実施形態において、エーロフォイルコンポーネント11は、イナーシャまたは摩擦溶接技法によってファイバー補強リングコンポーネント20に溶接される。前述したとおり、エーロフォイルコンポーネント11は、ローターの中央軸のまわりに半径方向に配向された連続的に内方に面している円錐形表面14を有するブレードロータープラットフォームを含む。エーロフォイルコンポーネント11は適切なイナーシャ溶接設備の一方の端部に取り付けられている。連続的に外方に面している円錐形表面24を含むリングコンポーネント20はイナーシャ溶接設備の他方の端部に取り付けられている。次に、リングコンポーネント20は、所定の接触速度まで回転されて、エーロフォイルコンポーネント10と接触する状態にされ、それによって、イナーシャ溶接に特有のパラメータによって両コンポーネント間に溶着部が形成される。このようにして、内方に面している円錐形表面は、軸方向に加えられた溶接負荷を受けて外方に面している円錐形表面と摩擦係合され、摩擦溶接が角度付き表面において2つのコンポーネントの間で起こる。イナーシャ溶接プロセスによる発熱は、通常、エーロフォイルの全体形状および/または形状寸法またはMMCファイバーおよび溶接表面に悪影響を及ぼさない。一般に、円錐形表面が形成されているコンポーネントに対する各円錐形表面の角度は、回転の中心線に対して約15度〜75度である。別の角度によってBLINGローターコンポーネントの係合が影響を受けることはあり得る。
【0021】
いったん溶接が完了すると、イナーシャ溶接プロセスの間に、コンポーネント境界面の下から強制的に押し出された余分な材料がリングコンポーネント20の周辺部にあるので、エーロフォイルルート16のまわりの余分なストック材料は、機械加工または他の手段によって溶接線の下まで除去される。図4に示すとおり、この再機械仕上げされた表面は内部流路26となり、それによって、各エーロフォイルを通る溶接線28は内部流路より若干上に配置される。
【0022】
ローターコンポーネントのイナーシャ溶接に引き続いて、組み立て済みBLINGローターは、通常、熱処理にかけられ、溶接プロセスによって生じた内部応力が十分に除去されて、ガスタービンエンジンの適切な機能のために重要な材料特性を回復させることができる。当業者には明らかなとおり、溶接後熱処理の特定の形式は、ローター製造に使用される材料、すなわち、合金に基づいて変わる。エーロフォイルコンポーネントおよび/またはリングコンポーネントにMMCが含まれているので、過熱および/または溶融に関連する検査上の問題は防止または低減される。したがって、内部欠陥を検出するための従来の渦電流、超音波、または他の非破壊検査(NDI)法によって、接合表面の完全性を検査すればよい。
【0023】
本発明の典型的な実施形態の記載によって本発明を説明し、さらに好ましい実施形態を確実に詳細説明してきたが、本出願の意図は、添付のクレームの範囲をそのような詳細に限定または決して制限することではない。更なる利点および変更は、当業者にとって容易に明白であろう。したがって、本発明は、本発明の広範な態様において、特定の詳細、個々の装置および方法、および/または図示および記載の事例の中のいずれにも限定されない。それゆえ、出願者の包括的な発明の概念の精神または範囲を逸脱することなく、そのような詳細からの逸脱が可能である。
【符号の説明】
【0024】
10 エーロフォイルコンポーネント
11 エーロフォイルコンポーネント
12 エーロフォイルブレード(機械加工後の)
14 エーロフォイルブレード円錐形表面
16 エーロフォイルルート
20 リングコンポーネント
22 MMC補強リングコア
26 内部流路
28 溶接線
【技術分野】
【0001】
本記載の発明は、全体として、ガスタービンエンジン用の一体型ブレードローターに関し、より詳細には、ローターのリングコンポーネントまたはローターのエーロフォイルコンポーネントの中に少なくとも1つの金属マトリックス複合材が組み込まれたBLINGローターの製造方法に関する。
【背景技術】
【0002】
ローター、特にガスタービンエンジンに使用されるローターなどは一般に、基本ローター本体と該ローター本体に取り付けられた複数のローターブレードとを含む。ローターブレードは、ローター本体内に形成された特定のくぼみ内に固定されてもよく、または該ローター本体自体と一体形成されてもよい。一体型ブレードローターは、ディスク形状の基本ローター本体が利用された場合、BLISKS(ブレードディスク)と呼ばれ、リング形状の基本ローター本体が利用された場合、BLING(ブレードリング)と呼ばれる。BLING設計によれば、一般にBLISK設計で可能な内部空隙より大きい内部空隙が結果として得られるので、BLINGローターには、BLISKローターより明らかに有利である。この空隙によって、更なる装置、たとえば、組み込み型発電機および/または熱交換機などに使用できる空間がエンジン内部に生まれる。BLING設計によれば、従来の金属ディスクおよびそれどころか一体型ブレードBLISKローターに比べて改善されたローター動的減衰およびより高いE/rho(70%も)を得ることもできる。BLING設計によれば、基本ローター本体に金属マトリックス複合材(MMC)を使用することも可能になる。ガスタービンエンジンの分野では、高強度、低密度MMCによって、モノリシック金属合金を超える著しい利点が提供され、エンジンコンポーネントの重量を著しく低減させることができる。
【0003】
MMC補強BLINGローターを製造するための公知の方法では、一般に、さまざまなコンポーネントの拡散接合を含む熱間等静圧圧縮成形(HIP)が利用される。HIPプロセスによって、金属マトリックス複合材は高密度均一微粒状組織に強化される。しかし、多荷重経路構造、すなわち、ローターからブレードにMMCリングを組み込むことは、技術的に困難であり、該組織が出来上がった後に内部欠陥がまったく存在しないことを保証するためには多数のプロセス制御が必要である。ブレード用に使用されるモノリシック材料とMMCリングとの間の熱膨張係数に不整合があれば、接合表面に沿って残留圧縮応力場が発生する可能性がある。結果として生じた内部欠陥は非破壊検査技法によって検出不可能であり、したがって、厳密なプロセス制御を実施しなければならない。したがって、MMCおよびHIP拡散接合によって適切な品質のBLINGローターを作るために要する費用は、従来の鍛造品から機械加工されたBLISKローターの費用に比べてずいぶん大きくなる可能性がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許第7,007,382号
【特許文献2】米国特許第6,935,817号
【特許文献3】米国特許第6,905,312号
【特許文献4】米国特許第6,869,259号
【特許文献5】米国特許第6,524,072号
【特許文献6】米国特許第6,077,002号
【特許文献7】米国特許第5,946,801号
【特許文献8】米国特許第5,867,885号
【特許文献9】米国特許第5,556,257号
【特許文献10】米国特許第5,106,012号
【特許文献11】米国特許出願公開第2005/0086804号
【特許文献12】米国特許出願公開第2005/0071999号
【特許文献13】米国特許出願公開第2005/0011070号
【特許文献14】米国特許出願公開第2002/0127108号
【発明の概要】
【0005】
したがって、完成済みローターを処理して残留圧縮応力を除去することができ、さらに内部欠陥を検出するために従来の非破壊手法によって接合表面の完全性を検査することができる、MMCが組み込まれたBLINGローターの経済的に安定した確実な製造方法が求められている。
【0006】
以下に典型的な実施形態の概要を記載する。この概要は、広範囲にわたる大要ではなく、さらに本発明の基幹または不可欠な態様または要素を特定したり、あるいは本発明の範囲を限定したりするものではない。
【0007】
典型的な一実施形態によれば、一体型ブレードローダーを製造するためのシステムが提供される。このシステムは、少なくとも1つのリングコンポーネントが、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面しているブレード円錐形表面とをさらに含む少なくとも1つのリングコンポーネントと、少なくとも1つのエーロフォイルコンポーネントが、単一の材料片から創出されており、かつ複数の単体エーロフォイルブレードと、連続的に半径方向内方に面しているブレード円錐形表面とをさらに含む少なくとも1つのエーロフォイルコンポーネントと、軸方向に加えられた溶接負荷を受けて、該少なくとも1つのリングコンポーネントと該少なくとも1つのエーロフォイルコンポーネントとを摩擦係合させて、それらのコンポーネントの間で円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段とを含む。
【0008】
別の典型的な実施形態によれば、一体型ブレードローターが提供される。このローターは、少なくとも1つのリングコンポーネントが、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面している円錐形表面とをさらに含む少なくとも1つのリングコンポーネントと、少なくとも1つのエーロフォイルコンポーネントが、単一の材料片から創出されており、かつ複数の単体エーロフォイルブレードと、連続的に半径方向内方に面している円錐形表面とをさらに含む少なくとも1つのエーロフォイルコンポーネントとを含み、該少なくとも1つのリングコンポーネントおよび該少なくとも1つのエーロフォイルコンポーネントは、イナーシャ溶接手段によって円錐形表面に沿って互いに摩擦係合されている。
【0009】
さらに別の典型的な実施形態においては、一体型ブレードローターの製造方法が提供される。この方法には、リングコンポーネントが、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面している円錐形表面とをさらに含む少なくとも1つのリングコンポーネントと、少なくとも1つのエーロフォイルコンポーネントが、単一の材料片から創出されており、かつ単一の材料片から創出された複数の単体エーロフォイルブレードと、連続的に半径方向内方に面している円錐形表面とをさらに含む少なくとも1つのエーロフォイルコンポーネントとを準備するステップと、軸方向に加えられた溶接負荷を受けて、該少なくとも1つのリングコンポーネントと該少なくとも1つのエーロフォイルコンポーネントとを摩擦係合させて、それらのコンポーネントの間で円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段を使用するステップとが含まれる。この方法には、組み立て済み一体型ブレードローターを熱処理にかけて、イナーシャ溶接によって生じた内部応力を十分に除去するステップも含まれる。
【0010】
BLINGローターをガスタービンエンジンに使用すると、他の設計を超えて著しく有利である。たとえば、エーロフォイルコンポーネントとローターリングを組み合わせて単一構造物にすると、全体として、対重量比強度およびガスタービンエンジン性能が向上する。本発明の更なる特徴および態様は、以下の典型的な実施形態に関する詳細な説明を読みかつ理解するとき、当業者には明白となるであろう。明らかなとおり、本発明の更なる好ましい実施形態は、本発明の範囲および精神を逸脱することなく可能である。したがって、図面および関連する説明は、例証として考えられるべきであり、本質的に限定されるべきではない。
【図面の簡単な説明】
【0011】
【図1】本発明のエーロフォイルコンポーネントの正面図であり、ブレードが単一材料片から機械加工される以前のエーロフォイルブレードの全体形状と、角度付き、すなわち、円錐形の溶接準備表面の全体形状との両方を示している。
【図2】本発明のエーロフォイルコンポーネントの正面図であり、ブレードが単一材料片から機械加工される以前のエーロフォイルブレードの全体形状と、角度付き、すなわち、円錐形の溶接準備表面の全体形状との両方を示している。
【図3】典型的なエーロフォイルコンポーネントおよびブレードの断面図と、エーロフォイルコンポーネントおよびリングコンポーネントがイナーシャ溶接される以前の本発明のMMC補強ローターリングの断面図である。
【図4】典型的なエーロフォイルブレードの断面図と、エーロフォイルコンポーネントおよびリングコンポーネントがイナーシャ溶接された後の本発明のMMC補強ローターリングの断面図である。
【発明を実施するための形態】
【0012】
本明細書に組み込まれかつその一部を形成している添付の図面は、本発明の1つ以上の典型的な実施形態を概略的に示し、さらに上述の概略説明および下記の詳細説明とともに本発明の原理を説明するものである。
【0013】
これより図を参照しながら本発明の典型的な好ましい実施形態を説明する。詳細説明の全体にわたって、さまざまな要素および構造物を指すために参照番号を使用する。その他の場合、公知の構造物および装置については、説明の簡素化のためにブロック線図形式で示す。以下の詳細説明には説明のために多くの仕様が含まれるとはいえ、下記の説明に対する多くの変形物および改変が本発明の範囲内であることは、当業者には明白であろう。したがって、本発明の特許請求の範囲に対していかなる普遍性も失うことなく、かつ規制を加えることもなく、本発明の実施形態を以下に述べる。
【0014】
開示されたシステムには、少なくとも1つのリングコンポーネントであって、少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面している円錐形表面とをさらに含む少なくとも1つのリングコンポーネントと、少なくとも1つのエーロフォイルコンポーネントが、単一の単体材料片、たとえば、金属から創出されており、かつ単体材料片から形成された複数の単体エーロフォイルブレードと、連続的に半径方向内方に面している円錐形表面とをさらに含む少なくとも1つのエーロフォイルコンポーネントと、軸方向に加えられた溶接負荷を受けて、該少なくとも1つのリングコンポーネントと該少なくとも1つのエーロフォイルコンポーネントとを摩擦係合させて、それらのコンポーネントの間で円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段とが含まれる。
【0015】
金属マトリックス複合材(MMC)は、少なくとも2つの成分を含む複合材料であり、それらの成分の中の1つは金属である。他の成分は、別の金属か、またはセラミック、有機体、または他の非金属複合物などの別の材料であってよい。少なくとも3つの材料が存在する場合、該複合物はハイブリッド複合材料と呼ばれる。該材料の各部分は、マトリックスか補強材かである。マトリックスは、本質的に、補強材が埋め込まれている「フレーム」であり、補強材として適合する支持物を設けるためにアルミニウム、マグネシウム、チタン、ニッケル、コバルト、および鉄などの金属を含めてもよい。補強材は、マトリックスの中に埋め込まれる。補強材は、純粋に構造上の目的(複合物の補強)に常に役立つだけでなく、耐摩耗性、摩擦係数、材料減衰、または熱伝導率などの複合材特性に影響を及ぼすためにも使われる。補強材は、連続的か不連続的かいずれであってもよい。連続補強材には、炭素繊維または炭化珪素などの単繊維ワイヤーまたはモノフィラメントファイバーが用いられる。ファイバーをマトリックスの中に特定方向に埋め込むと、材料の配向によって該材料の強度が影響を受ける等方性構造物が創出される。不連続補強材には、「ホイスカー」、短繊維、または微粒子が用いられる。この範疇で最も一般的な補強材料は、アルミナおよび炭化珪素である。
【0016】
モノリシック金属に比べて、MMCは、密度に対する強度比が高く、密度に対する剛性比が高く、耐疲労性が良く、高温特性が良く(高強度、低クリープひずみ速度)、熱膨張係数が低く、耐磨耗性および動的減衰が良い。MMC補強材は、5つの主要範疇、すなわち、連続ファイバー、不連続ファイバー、ホイスカー、微粒子、およびワイヤーに分割できる。金属であるワイヤーを除いて、補強材には、一般にセラミックスまたは非金属複合物が含まれる。連続ファイバーには、ホウ素、黒鉛(炭素)、アルミナ、および炭化珪素が含まれてよい。タングステン、ベリリウム、チタン、およびモリブデンを含む若干の金属ワイヤーは、金属マトリックスの補強に使われてきた。マトリックスとして使われてきた多数の金属には、アルミニウム、チタン、マグネシウム、ニッケル、コバルト、鉄、および銅合金および超合金が含まれる。MMCの優れた機械特性によって、MMCの使用が喚起されている。しかし、MMCの魅力的な特性、すなわち、MMCが他の複合物と共有する特性は、マトリックス材料、補強材、および層配向の適切な選択によって、特定の設計の要求に適合するようにコンポーネントの特性を調整できることである。たとえば、広い範囲内で、ある方向に強度および剛性を、別方向に膨張係数を、などと指定が可能である。このような指定は、モノリシック材料では不可能な場合が多い。モノリシック金属は、等方性、すなわち、全方向に同一特性を有する傾向がある。
【0017】
イナーシャ溶接は、材料を互いに溶接するために利用されるエネルギーが主として溶接用機械の蓄積回転運動エネルギーによって供給される溶接プロセスである。イナーシャ溶接のプロセスの一環として、2つのワークピースの中の1つは、通常、フライホイールに連結され、他方のワークピースは回転が抑制されている。フライホイールが所定の回転速度まで加速され、それによって、特定量のエネルギーが蓄積される。駆動モーターが切り離され、ワークピース同士が摩擦溶接力によって強制的に接合せしめられる。この動作によって、対向面同士が圧力下で摩擦を起こす。回転しているフライホイールに蓄積されたエネルギーは、溶接接合面の摩擦によって熱として放散され、このようにして、フライホイールが減速するにつれて2つの表面がともに溶接され、最後には、溶着部によってフライホイールが停止される。金属の溶融がまったくないので、ガス多孔性、分離、またはスラグ巻込みなどの凝固欠陥は通常発生しない。接合準備は一般に重要ではなく、機械加工面、鋸切削面、およびせん断加工面でさえも、ほとんど溶接可能な場合が多い。結果として生じた接合部は、接触領域の端から端まで完全な衝合継手溶着部を備えた鍛造品質のものである。消耗品、たとえば、フラックス、フィラー、およびシールドガスは、まったく使用されないし、溶接スパッタも通常まったく発生しない。同様にスパークも最小である。
【0018】
図1〜4を参照しながら、本発明の典型的な実施形態によって、エーロフォイルコンポーネント11およびリングコンポーネント20を含むBLINGローターを製造するためのシステムおよび方法を説明する。エーロフォイルコンポーネントは、ブレードロータープラットフォームを作るために、鋳造または鍛造された360度リングなどの単一材料片から形成(たとえば、機械加工)された複数の単体エーロフォイルブレード12を含む。図1〜2に示すとおり、360度リングの底部分は、別の形状もあり得るが本明細書では「円錐形表面」と呼んでいる角度付き表面14を形成している角度付き溶接領域(すなわち、溶接準備表面)を含む。表面14は、凸面、凹面、または平坦であってよい。図2〜3に示すとおり、リングコンポーネント20には、通常、ローターの回転方向で円周方向に配向されたファイバーの層または束によって補強されている区域がローター内に設けられているMMC補強コア22が含まれる。リングコンポーネント20もまた、エーロフォイル表面14に対応する連続的な角度付きまたは「円錐形」表面24を含む。表面24もまた、凸面、凹面、または平坦であってよい。
【0019】
ファイバー補強(すなわち、MMC)リングコンポーネント20の製造には、一般に、リングの内部で少なくとも1本のファイバーがローターの回転方向で円周方向に延在しているリング状の構造物を形成するステップが含まれる。円周方向に配向されたファイバーは、単一の連続フィラメントまたは材料ストランド、リングの内部で半径方向に配向された多重ファイバー層のスタック、または連続フィラメントまたはストランドの1つ以上の撚られていない束、すなわち、1本の綱または複数本の綱であってよい。ファイバーは、HIPプロセスの間、ファイバーと金属マトリックスとの間に反応(たとえば、ファイバーコアの酸化)が起きないように、ファイバーの外側表面のまわりに炭素コーティングが施されたSCS6または他のセラミックまたは非金属材料で作るとよい。ファイバー層もまた、ランダムに、または円周方向に、または層状に配置された少なくとも1つの不連続または束になったナノサイズのひげ状繊維で作るとよい。金属マトリックス複合材薄層を形成している位置にファイバーを保持するために、コーティングされたファイバーをプラズマ溶射によってまたはプラズマ蒸着法によって、接着結合剤とともに液状金属合金スラリー、たとえば、チタン合金、ニッケル合金、アルミニウム合金、または他の粉末金属と混合するとよい。コーティングされた金属マトリックス複合材薄層が重層化形状に安定した後、重層化されたコーティング済みファイバーをマンドレルのまわりに巻き付けてリング形状構造物を作る。金属マトリックス複合材層状リングは、HIPによって、および/または炭素、TZM、または鋼工具固定具中での焼結プロセスによって強化される。追加材料の領域は、一般にファイバー補強リングの外側直径に沿って含まれる。この「増強領域」は、通常、少なくとも0.5インチ(1.27cm)の高さであり、必要な厚さまで粉末金属のプラズマ溶射により、または金属フォイルの堆積によって作るとよい。さらに、増強領域は、HIPによって、および/または炭素、TZM、または鋼工具固定具内での焼結プロセスによって強化される。
【0020】
典型的な実施形態において、エーロフォイルコンポーネント11は、イナーシャまたは摩擦溶接技法によってファイバー補強リングコンポーネント20に溶接される。前述したとおり、エーロフォイルコンポーネント11は、ローターの中央軸のまわりに半径方向に配向された連続的に内方に面している円錐形表面14を有するブレードロータープラットフォームを含む。エーロフォイルコンポーネント11は適切なイナーシャ溶接設備の一方の端部に取り付けられている。連続的に外方に面している円錐形表面24を含むリングコンポーネント20はイナーシャ溶接設備の他方の端部に取り付けられている。次に、リングコンポーネント20は、所定の接触速度まで回転されて、エーロフォイルコンポーネント10と接触する状態にされ、それによって、イナーシャ溶接に特有のパラメータによって両コンポーネント間に溶着部が形成される。このようにして、内方に面している円錐形表面は、軸方向に加えられた溶接負荷を受けて外方に面している円錐形表面と摩擦係合され、摩擦溶接が角度付き表面において2つのコンポーネントの間で起こる。イナーシャ溶接プロセスによる発熱は、通常、エーロフォイルの全体形状および/または形状寸法またはMMCファイバーおよび溶接表面に悪影響を及ぼさない。一般に、円錐形表面が形成されているコンポーネントに対する各円錐形表面の角度は、回転の中心線に対して約15度〜75度である。別の角度によってBLINGローターコンポーネントの係合が影響を受けることはあり得る。
【0021】
いったん溶接が完了すると、イナーシャ溶接プロセスの間に、コンポーネント境界面の下から強制的に押し出された余分な材料がリングコンポーネント20の周辺部にあるので、エーロフォイルルート16のまわりの余分なストック材料は、機械加工または他の手段によって溶接線の下まで除去される。図4に示すとおり、この再機械仕上げされた表面は内部流路26となり、それによって、各エーロフォイルを通る溶接線28は内部流路より若干上に配置される。
【0022】
ローターコンポーネントのイナーシャ溶接に引き続いて、組み立て済みBLINGローターは、通常、熱処理にかけられ、溶接プロセスによって生じた内部応力が十分に除去されて、ガスタービンエンジンの適切な機能のために重要な材料特性を回復させることができる。当業者には明らかなとおり、溶接後熱処理の特定の形式は、ローター製造に使用される材料、すなわち、合金に基づいて変わる。エーロフォイルコンポーネントおよび/またはリングコンポーネントにMMCが含まれているので、過熱および/または溶融に関連する検査上の問題は防止または低減される。したがって、内部欠陥を検出するための従来の渦電流、超音波、または他の非破壊検査(NDI)法によって、接合表面の完全性を検査すればよい。
【0023】
本発明の典型的な実施形態の記載によって本発明を説明し、さらに好ましい実施形態を確実に詳細説明してきたが、本出願の意図は、添付のクレームの範囲をそのような詳細に限定または決して制限することではない。更なる利点および変更は、当業者にとって容易に明白であろう。したがって、本発明は、本発明の広範な態様において、特定の詳細、個々の装置および方法、および/または図示および記載の事例の中のいずれにも限定されない。それゆえ、出願者の包括的な発明の概念の精神または範囲を逸脱することなく、そのような詳細からの逸脱が可能である。
【符号の説明】
【0024】
10 エーロフォイルコンポーネント
11 エーロフォイルコンポーネント
12 エーロフォイルブレード(機械加工後の)
14 エーロフォイルブレード円錐形表面
16 エーロフォイルルート
20 リングコンポーネント
22 MMC補強リングコア
26 内部流路
28 溶接線
【特許請求の範囲】
【請求項1】
一体型ブレードローターを生産する方法であって、
(a)少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面している円錐形表面と、を含むリングコンポーネントを用意するステップと、
(b)単一の材料片から創出された複数の個別のエーロフォイルブレードと、連続的に半径方向内方に面しているブレード円錐形表面と、を含むエーロフォイルコンポーネントを用意するステップと、
(c)軸方向に加えられた溶接負荷のもとで、前記リングコンポーネントと前記エーロフォイルコンポーネントとを摩擦係合させて、それらの間で前記円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段を使用するステップと、
(d)前記リングコンポーネントと前記エーロフォイルコンポーネントとの前記溶接に引き続いて、各エーロフォイルブレードの基部まわりの大量の材料を、各円錐形表面間の溶接部分の直径よりも小さな直径となるように除去するステップと、
を含む方法。
【請求項2】
組み立て済みの一体型ブレードローターを熱処理にかけて、イナーシャ溶接によって生じた内部応力を十分に除去するステップをさらに含む、請求項1に記載の方法。
【請求項3】
前記一体型ブレードローターの前記リングコンポーネントは、前記ローターの回転中心線に対して円周方向かつ軸方向に延在し、
少なくとも1つの補強ファイバーは、前記リングの内部に含まれ、
前記補強ファイバーは、前記ローターの回転方向で円周方向に延在する、
ことを特徴とする、請求項1に記載の方法。
【請求項4】
前記円周方向に配向されたファイバーは、単一の連続繊維トウと、ランダムに配置されたナノサイズのひげ状繊維群と、を備える、請求項3に記載の方法。
【請求項5】
前記円周方向に配向されたファイバーは、前記リングの内部で半径方向に配向された多重ファイバー層のスタックを含む、請求項3に記載の方法。
【請求項6】
前記ファイバー層は、ランダムに、円周方向に、または層状に配置されたナノサイズのひげ状繊維を含む、請求項5に記載の方法。
【請求項7】
各円錐形表面の角度は、前記ローターの回転中心線に対して15度〜75度である、請求項5に記載の方法。
【請求項1】
一体型ブレードローターを生産する方法であって、
(a)少なくとも1つの金属マトリックス複合材と、連続的に半径方向外方に面している円錐形表面と、を含むリングコンポーネントを用意するステップと、
(b)単一の材料片から創出された複数の個別のエーロフォイルブレードと、連続的に半径方向内方に面しているブレード円錐形表面と、を含むエーロフォイルコンポーネントを用意するステップと、
(c)軸方向に加えられた溶接負荷のもとで、前記リングコンポーネントと前記エーロフォイルコンポーネントとを摩擦係合させて、それらの間で前記円錐形表面に沿ってイナーシャ溶接を行うためのイナーシャ溶接手段を使用するステップと、
(d)前記リングコンポーネントと前記エーロフォイルコンポーネントとの前記溶接に引き続いて、各エーロフォイルブレードの基部まわりの大量の材料を、各円錐形表面間の溶接部分の直径よりも小さな直径となるように除去するステップと、
を含む方法。
【請求項2】
組み立て済みの一体型ブレードローターを熱処理にかけて、イナーシャ溶接によって生じた内部応力を十分に除去するステップをさらに含む、請求項1に記載の方法。
【請求項3】
前記一体型ブレードローターの前記リングコンポーネントは、前記ローターの回転中心線に対して円周方向かつ軸方向に延在し、
少なくとも1つの補強ファイバーは、前記リングの内部に含まれ、
前記補強ファイバーは、前記ローターの回転方向で円周方向に延在する、
ことを特徴とする、請求項1に記載の方法。
【請求項4】
前記円周方向に配向されたファイバーは、単一の連続繊維トウと、ランダムに配置されたナノサイズのひげ状繊維群と、を備える、請求項3に記載の方法。
【請求項5】
前記円周方向に配向されたファイバーは、前記リングの内部で半径方向に配向された多重ファイバー層のスタックを含む、請求項3に記載の方法。
【請求項6】
前記ファイバー層は、ランダムに、円周方向に、または層状に配置されたナノサイズのひげ状繊維を含む、請求項5に記載の方法。
【請求項7】
各円錐形表面の角度は、前記ローターの回転中心線に対して15度〜75度である、請求項5に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−68223(P2013−68223A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2012−227561(P2012−227561)
【出願日】平成24年10月15日(2012.10.15)
【分割の表示】特願2007−286850(P2007−286850)の分割
【原出願日】平成19年11月5日(2007.11.5)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成24年10月15日(2012.10.15)
【分割の表示】特願2007−286850(P2007−286850)の分割
【原出願日】平成19年11月5日(2007.11.5)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
[ Back to top ]