
一体型ヘッダの製造中に異種金属溶接(DMW)を省くための機能的に段階付けられた組成制御方法
【課題】異種金属溶接が介在せず且つ溶接後の熱処理の必要性を省いたヘッダアセンブリの製造方法を提供する。
【解決手段】ヘッダアセンブリ10のリバースモールド(逆形の型)を提供するステップと、リバースモールド10のヘッダ部分を微粒化低合金粉末で充填することでヘッダ部分12を形成するステップと、管部分11を形成するステップとを含んでいる。管部分は、[リバースモールドの]管部分の第1部分13を微粒化低合金鋼粉末で充填すること、低合金鋼からオーステナイトステンレス鋼へと段階的に変化する一連の微粒化鋼粉末で管部分の第2部分を充填することで移行領域14を形成すること、及び、管部分の第3部分15を微粒化オーステナイトステンレス鋼粉末で充填すること、によって形成される。この方法は更に、微粒化粉末を高温、高圧雰囲気中で固めて溶融させるステップを含む。
【解決手段】ヘッダアセンブリ10のリバースモールド(逆形の型)を提供するステップと、リバースモールド10のヘッダ部分を微粒化低合金粉末で充填することでヘッダ部分12を形成するステップと、管部分11を形成するステップとを含んでいる。管部分は、[リバースモールドの]管部分の第1部分13を微粒化低合金鋼粉末で充填すること、低合金鋼からオーステナイトステンレス鋼へと段階的に変化する一連の微粒化鋼粉末で管部分の第2部分を充填することで移行領域14を形成すること、及び、管部分の第3部分15を微粒化オーステナイトステンレス鋼粉末で充填すること、によって形成される。この方法は更に、微粒化粉末を高温、高圧雰囲気中で固めて溶融させるステップを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は、米国仮出願61/489507(出願日:2011年5月24日)の優先権を主張する。
本出願は、DMWが介在せず、溶接後の熱処置の必要性を省いたヘッダアセンブリの製造方法に関する。
【背景技術】
【0002】
多くの化石燃料プラントは連続的負荷運転のために建設され、現在では重要なサイクル運転が出現し始めている。ヘッダおよび高温パイプなどの部材への大きな負荷は、一般的に、しばしば部材の劣化、ひび割れ及び故障につながるサイクル(繰返し)的運行を伴う。更にサイクル運転は、ヘッダの長手方向に沿った様々な部位での熱勾配をもたらし、これらの部位のオーバーヒートや損傷につながる可能性がある。損傷が発生したとき、ヘッダ全体を取り替えるジレンマにしばしば直面する。
【0003】
従来のヘッダ設計および製造では、ヘッダスタッブ管を受け入れるべく穴が開けられた、長くて太いパイプ部の作成を必要とする。炭素鋼または低合金鋼のヘッダ、及び、ステンレス鋼のヘッダは一般的に、ロール溶接(R&W)プレート部分または押出しパイプ部分のいずれかを利用して作製される。貫通部(または穴)が直径あたりで特定の長さに沿って特定の配向性にてヘッダに機械加工され、その後スタッブ管(stub tube)がその部材と接続される。スタッブ管は、製造者に応じて様々な溶接方法により接続される。これは、低合金鋼(例:2−1/4Cr‐1Mo)またはクリープ強度強化フェライト鋼(グレード91)から通常は全体的(ヘッダ及び管)に製造されるヘッダアセンブリとなる。
【0004】
当該分野のヘッダ/管(tube)アセンブリをオーステナイトステンレス鋼製ボイラー管へ結合するには、第2の溶接が必要である。この利用形態で、SSボイラー管と低合金またはCSFFスタッブ管との間で異種金属溶接(DMW)が利用される。通常、管とスタッブ管との溶接にはニッケルベースの充填材料が利用される。不都合なことに、これはこの分野では実行することが困難な溶接であり、作業温度での時間の経過に伴い、DMWに特有の炭素移動と減少したクリープ強度の問題によって失敗することがある。この従来手法でのCSEF鋼への一つのユニークな試みは、スタッブ管での溶接後熱処理(PWHT)の実行の必要性である。スタッブ管のヘッダへの接近度のため、不正確なPWMTは、スタッブ管またはヘッダ自体のいずれかに損傷を引き起こす可能性がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】(なし)
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来技術のこれらの及びその他の欠点は、DMWが介在せず且つ溶接後の熱処理の必要性を省いたヘッダアセンブリの製造方法を提供する本発明によって解消される。
【課題を解決するための手段】
【0007】
本発明の一観点によれば、ボイラー管とヘッダアセンブリとの間における異種金属間の接続に利用するための、ヘッダ部及び管部を有するヘッダアセンブリの製造方法は、ヘッダアセンブリのリバースモールド(逆形の型)を提供するステップと、リバースモールドのヘッダ部を微粒化低合金鋼粉末で充填することによってヘッダ部を形成するステップと、管部を形成するステップとを含んでいる。管部は、リバースモールドの管部の第1部分を微粒化低合金鋼粉末で充填し、リバースモールドの管部の第2部分を低合金鋼からオーステナイトス連レス鋼へと徐々に一連の微粒化鋼粉末で充填することで移行領域を形成し、リバースモールドの管部の第3部分を微粒化オーステナイトステンレス鋼粉末で充填することによって形成される。移行領域の低合金鋼粉末が第1部分の低合金鋼粉末の隣に配置され、移行領域のオーステナイトステンレス鋼粉末が第3部分の隣に配置されるよう、移行領域は、第1部分と第3部分との間に配置される。この方法は、ヘッダアセンブリを形成するため、微粒化粉末を高温、高圧雰囲気下で固めて溶融させるステップを更に含む。
【0008】
本発明のもう一つの観点によれば、低合金鋼パイプとオーステナイトステンレス鋼管との間を接続するために使用するヘッダアセンブリは、低合金鋼で形成されたヘッダ部分と、ヘッダ部分から外側に延びる管部分とを含んでいる。管部分は、ヘッダ部分に接続された第1の低合金鋼部分と、第2の移行部分と、オーステナイトステンレス鋼管への接続のための第3のオーステナイトステンレス鋼部分とを含んでおり、第2の移行部分は、第1の低合金鋼部分と第3のオーステナイトステンレス鋼部分との間に配置されている。
【0009】
本発明とみなされる技術主題は、添付の図面と共に以下の説明を参照することで最も良く理解されるであろう。
【図面の簡単な説明】
【0010】
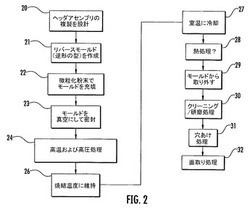
【図1】図1は、本発明の一実施例に従う一体型ヘッダ・管取付物を示す。
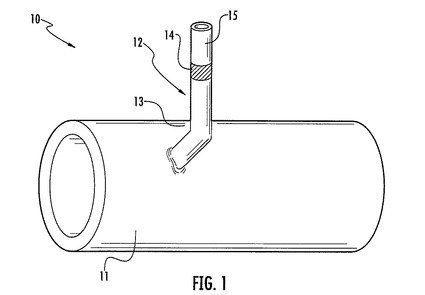
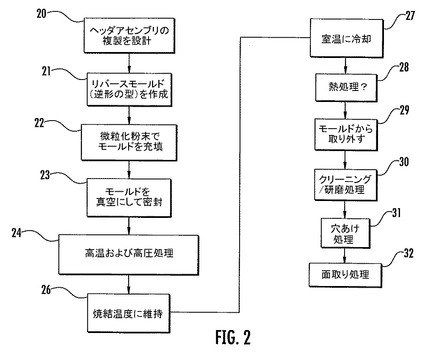
【図2】図2は、ヘッダアセンブリの製造方法のフローチャートである。
【発明を実施するための形態】
【0011】
[発明の詳細な説明]
図面によると、本発明の一実施例に従って形成されたヘッダアセンブリが、図1に符号「10」で示されている。
【0012】
本発明はヘッダアセンブリでのDMWの必要性を完全に省く全く新しい製造技術を利用する。この製造方法は、スタッブ管合金からボイラー管合金へのスムーズな組成移行部を生み出すため、粉末治金および熱間静水圧処理(PM/HIP)を介して製造される機能的にグレード(勾配加工)された組成制御を利用する。このアプローチでは、ヘッダアセンブリ10全体が、スタッブ管12を含みつつPM/HIPを利用して製造される。しかしながら、このアプローチの新規な点は、微粒化低合金鋼粉末から微粒化オーステナイト鋼粉末へと段階的に適用される一連の鋼粉末により形成される移行部分14を用いて、低合金鋼(またはCSEF鋼)部分13からオーステナイトステンレス鋼部分15へと組成が徐々に変化するように、管12の最終端から1〜2インチ(約2.5〜約5.1cm)が機能的にグレード(勾配加工)された組成物で製造されること、にある。これは、合金を低Cr(2‐1/4Crまたは9Cr)から18Crオーステナイトステンレス鋼ボイラー管合金へと徐々に移行させるため、PM組成制御を利用して達成される。このプロセスの利用は、ヘッダ管アセンブリをボイラー管に連結させるために通常必要とされるDMWを省略させる。機能的にグレードされた一体的ヘッダを製造することで、全ての熱処理が、制御された工場環境で実行されることができ、この分野での溶接後熱処理の必要性を省くことができる。
【0013】
ヘッダ部分が一つの完成したシステムとして製造できるので、HIP/PM技術はロール溶接または押出し製造ステップを省略させる。さらに重要なことは、スタッブ管12とヘッダ11が一つの継続的なPM/HIPプロセスで一体的に製造されるので、ヘッダ11へのスタッブ管12の結合工程が省かれる。非常に重要なことは、スタッブ管12の組成を低クロム合金鋼またはCSEF鋼から、設置後にステンレス製過熱管(superheater tubing)へ溶接できる18重量%Crステンレス鋼へとグレードすることによって、この分野で伝統的に実行されている異種金属溶接(DMW)が省かれることである。図2を参照すると、このプロセスは、ヘッダの図から得られる典型的なDMW結合部を越えて、図1の全ての管部分を含む、ヘッダ部分の正確な複製の設計を含む(ブロック20)。次に、ヘッダ部分のリバースモールド(つまり成形容器)が、ヘッダ部分の最終形状を確立する炭素鋼材料から2つの半割体(またはそれ以上の分割体)によって形成される(ブロック21)。モールドは組み立てられ、微粒化低合金鋼粉末で充填されて当該モールドを満たす(ブロック22)。スタッブ管の組成は、18重量%Crステンレス鋼から9%または21/4%Crフェライト鋼へとクロム含有量が減少する合金の連続的な層で満たすことによってグレードされる(ブロック22)。次に、モールドは真空化装置を用いて排気されて潜在的エアポケットを除去し、溶接によって密封される(ブロック23)。
【0014】
アセンブリの全体がその後HIP炉に挿入され、高温および高圧処理され(通常は不活性アルゴン雰囲気下)、ヘッダの最終形状へと粉末を固めて焼結される(ブロック24)。このアセンブリは設定された時間、焼結温度に維持され(ブロック26)、その後室温に冷却される。(ブロック27)。ヘッダを焼きならしと焼戻し状態にするために追加の熱処理が必要となろう(ブロック28)。この最終熱処理は缶の内部または外部で行なわれる。ヘッダが室温に戻ると、缶の取り外しが必要となる(ブロック29)。
【0015】
この時点で、ヘッダは近似形状(ほぼ最終形状)の状態にある。最終的な(仕上がり)表面を得るべく残留物を除去するために、いく分かのクリーニングと研磨処理が必要であろう(ブロック30)。この時点で2つの追加ステップも必要である。すなわち(1)内部貫通孔を作成するためにスタッブ管を中ぐり加工(穿孔)すること(ブロック31)および(2)腔部領域の内径を面取りすること(ブロック32)。これらのステップはCNCミリング加工/穴あけ加工を利用して容易に達成できる。
【0016】
これでスタッブ管はヘッダの一体的部分となり、過去において大きな問題であったヘッダとスタッブ管との間の溶接移行部は必要としない。溶接部を取り除いたことは、熱膨張問題、金属疲労およびクリープ損傷問題、並びに、しばしばスタッブ管の溶接取付部と関係するウエッジング(wedging)(くさび亀裂)を排除する。一体的スタッブ管であるため、当該スタッブ管を既存のボイラー管に取り付けるための溶接のみが必要であり、将来の損傷の可能性を大きく減少させる。形状は注意深く管理されるので、スタッブとヘッダとの間の反復可能なスムーズな移行部が達成でき、応力集中部形成の可能性を減少させる。非常に重要なことは、スタッブ管の端が、この分野で結合されることになるであろう過熱管と同じステンレス鋼組成物であることである。粉末治金法によって組成物を機能的にグレードすることで、DMW結合部が省かれる。
【0017】
DMWが介在せず、溶接後熱処理を省略するヘッダアセンブリの製造方法について解説した。本発明の特定の実施例について解説したが、本発明の精神および範囲から逸脱せずに多様な改変が可能であることは当業者には明確であろう。従って、前述の本発明の好適実施例および本発明を実施するための最良形態の説明は例示的なものであり、本発明を限定することは意図されていない。
【技術分野】
【0001】
本出願は、米国仮出願61/489507(出願日:2011年5月24日)の優先権を主張する。
本出願は、DMWが介在せず、溶接後の熱処置の必要性を省いたヘッダアセンブリの製造方法に関する。
【背景技術】
【0002】
多くの化石燃料プラントは連続的負荷運転のために建設され、現在では重要なサイクル運転が出現し始めている。ヘッダおよび高温パイプなどの部材への大きな負荷は、一般的に、しばしば部材の劣化、ひび割れ及び故障につながるサイクル(繰返し)的運行を伴う。更にサイクル運転は、ヘッダの長手方向に沿った様々な部位での熱勾配をもたらし、これらの部位のオーバーヒートや損傷につながる可能性がある。損傷が発生したとき、ヘッダ全体を取り替えるジレンマにしばしば直面する。
【0003】
従来のヘッダ設計および製造では、ヘッダスタッブ管を受け入れるべく穴が開けられた、長くて太いパイプ部の作成を必要とする。炭素鋼または低合金鋼のヘッダ、及び、ステンレス鋼のヘッダは一般的に、ロール溶接(R&W)プレート部分または押出しパイプ部分のいずれかを利用して作製される。貫通部(または穴)が直径あたりで特定の長さに沿って特定の配向性にてヘッダに機械加工され、その後スタッブ管(stub tube)がその部材と接続される。スタッブ管は、製造者に応じて様々な溶接方法により接続される。これは、低合金鋼(例:2−1/4Cr‐1Mo)またはクリープ強度強化フェライト鋼(グレード91)から通常は全体的(ヘッダ及び管)に製造されるヘッダアセンブリとなる。
【0004】
当該分野のヘッダ/管(tube)アセンブリをオーステナイトステンレス鋼製ボイラー管へ結合するには、第2の溶接が必要である。この利用形態で、SSボイラー管と低合金またはCSFFスタッブ管との間で異種金属溶接(DMW)が利用される。通常、管とスタッブ管との溶接にはニッケルベースの充填材料が利用される。不都合なことに、これはこの分野では実行することが困難な溶接であり、作業温度での時間の経過に伴い、DMWに特有の炭素移動と減少したクリープ強度の問題によって失敗することがある。この従来手法でのCSEF鋼への一つのユニークな試みは、スタッブ管での溶接後熱処理(PWHT)の実行の必要性である。スタッブ管のヘッダへの接近度のため、不正確なPWMTは、スタッブ管またはヘッダ自体のいずれかに損傷を引き起こす可能性がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】(なし)
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来技術のこれらの及びその他の欠点は、DMWが介在せず且つ溶接後の熱処理の必要性を省いたヘッダアセンブリの製造方法を提供する本発明によって解消される。
【課題を解決するための手段】
【0007】
本発明の一観点によれば、ボイラー管とヘッダアセンブリとの間における異種金属間の接続に利用するための、ヘッダ部及び管部を有するヘッダアセンブリの製造方法は、ヘッダアセンブリのリバースモールド(逆形の型)を提供するステップと、リバースモールドのヘッダ部を微粒化低合金鋼粉末で充填することによってヘッダ部を形成するステップと、管部を形成するステップとを含んでいる。管部は、リバースモールドの管部の第1部分を微粒化低合金鋼粉末で充填し、リバースモールドの管部の第2部分を低合金鋼からオーステナイトス連レス鋼へと徐々に一連の微粒化鋼粉末で充填することで移行領域を形成し、リバースモールドの管部の第3部分を微粒化オーステナイトステンレス鋼粉末で充填することによって形成される。移行領域の低合金鋼粉末が第1部分の低合金鋼粉末の隣に配置され、移行領域のオーステナイトステンレス鋼粉末が第3部分の隣に配置されるよう、移行領域は、第1部分と第3部分との間に配置される。この方法は、ヘッダアセンブリを形成するため、微粒化粉末を高温、高圧雰囲気下で固めて溶融させるステップを更に含む。
【0008】
本発明のもう一つの観点によれば、低合金鋼パイプとオーステナイトステンレス鋼管との間を接続するために使用するヘッダアセンブリは、低合金鋼で形成されたヘッダ部分と、ヘッダ部分から外側に延びる管部分とを含んでいる。管部分は、ヘッダ部分に接続された第1の低合金鋼部分と、第2の移行部分と、オーステナイトステンレス鋼管への接続のための第3のオーステナイトステンレス鋼部分とを含んでおり、第2の移行部分は、第1の低合金鋼部分と第3のオーステナイトステンレス鋼部分との間に配置されている。
【0009】
本発明とみなされる技術主題は、添付の図面と共に以下の説明を参照することで最も良く理解されるであろう。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明の一実施例に従う一体型ヘッダ・管取付物を示す。
【図2】図2は、ヘッダアセンブリの製造方法のフローチャートである。
【発明を実施するための形態】
【0011】
[発明の詳細な説明]
図面によると、本発明の一実施例に従って形成されたヘッダアセンブリが、図1に符号「10」で示されている。
【0012】
本発明はヘッダアセンブリでのDMWの必要性を完全に省く全く新しい製造技術を利用する。この製造方法は、スタッブ管合金からボイラー管合金へのスムーズな組成移行部を生み出すため、粉末治金および熱間静水圧処理(PM/HIP)を介して製造される機能的にグレード(勾配加工)された組成制御を利用する。このアプローチでは、ヘッダアセンブリ10全体が、スタッブ管12を含みつつPM/HIPを利用して製造される。しかしながら、このアプローチの新規な点は、微粒化低合金鋼粉末から微粒化オーステナイト鋼粉末へと段階的に適用される一連の鋼粉末により形成される移行部分14を用いて、低合金鋼(またはCSEF鋼)部分13からオーステナイトステンレス鋼部分15へと組成が徐々に変化するように、管12の最終端から1〜2インチ(約2.5〜約5.1cm)が機能的にグレード(勾配加工)された組成物で製造されること、にある。これは、合金を低Cr(2‐1/4Crまたは9Cr)から18Crオーステナイトステンレス鋼ボイラー管合金へと徐々に移行させるため、PM組成制御を利用して達成される。このプロセスの利用は、ヘッダ管アセンブリをボイラー管に連結させるために通常必要とされるDMWを省略させる。機能的にグレードされた一体的ヘッダを製造することで、全ての熱処理が、制御された工場環境で実行されることができ、この分野での溶接後熱処理の必要性を省くことができる。
【0013】
ヘッダ部分が一つの完成したシステムとして製造できるので、HIP/PM技術はロール溶接または押出し製造ステップを省略させる。さらに重要なことは、スタッブ管12とヘッダ11が一つの継続的なPM/HIPプロセスで一体的に製造されるので、ヘッダ11へのスタッブ管12の結合工程が省かれる。非常に重要なことは、スタッブ管12の組成を低クロム合金鋼またはCSEF鋼から、設置後にステンレス製過熱管(superheater tubing)へ溶接できる18重量%Crステンレス鋼へとグレードすることによって、この分野で伝統的に実行されている異種金属溶接(DMW)が省かれることである。図2を参照すると、このプロセスは、ヘッダの図から得られる典型的なDMW結合部を越えて、図1の全ての管部分を含む、ヘッダ部分の正確な複製の設計を含む(ブロック20)。次に、ヘッダ部分のリバースモールド(つまり成形容器)が、ヘッダ部分の最終形状を確立する炭素鋼材料から2つの半割体(またはそれ以上の分割体)によって形成される(ブロック21)。モールドは組み立てられ、微粒化低合金鋼粉末で充填されて当該モールドを満たす(ブロック22)。スタッブ管の組成は、18重量%Crステンレス鋼から9%または21/4%Crフェライト鋼へとクロム含有量が減少する合金の連続的な層で満たすことによってグレードされる(ブロック22)。次に、モールドは真空化装置を用いて排気されて潜在的エアポケットを除去し、溶接によって密封される(ブロック23)。
【0014】
アセンブリの全体がその後HIP炉に挿入され、高温および高圧処理され(通常は不活性アルゴン雰囲気下)、ヘッダの最終形状へと粉末を固めて焼結される(ブロック24)。このアセンブリは設定された時間、焼結温度に維持され(ブロック26)、その後室温に冷却される。(ブロック27)。ヘッダを焼きならしと焼戻し状態にするために追加の熱処理が必要となろう(ブロック28)。この最終熱処理は缶の内部または外部で行なわれる。ヘッダが室温に戻ると、缶の取り外しが必要となる(ブロック29)。
【0015】
この時点で、ヘッダは近似形状(ほぼ最終形状)の状態にある。最終的な(仕上がり)表面を得るべく残留物を除去するために、いく分かのクリーニングと研磨処理が必要であろう(ブロック30)。この時点で2つの追加ステップも必要である。すなわち(1)内部貫通孔を作成するためにスタッブ管を中ぐり加工(穿孔)すること(ブロック31)および(2)腔部領域の内径を面取りすること(ブロック32)。これらのステップはCNCミリング加工/穴あけ加工を利用して容易に達成できる。
【0016】
これでスタッブ管はヘッダの一体的部分となり、過去において大きな問題であったヘッダとスタッブ管との間の溶接移行部は必要としない。溶接部を取り除いたことは、熱膨張問題、金属疲労およびクリープ損傷問題、並びに、しばしばスタッブ管の溶接取付部と関係するウエッジング(wedging)(くさび亀裂)を排除する。一体的スタッブ管であるため、当該スタッブ管を既存のボイラー管に取り付けるための溶接のみが必要であり、将来の損傷の可能性を大きく減少させる。形状は注意深く管理されるので、スタッブとヘッダとの間の反復可能なスムーズな移行部が達成でき、応力集中部形成の可能性を減少させる。非常に重要なことは、スタッブ管の端が、この分野で結合されることになるであろう過熱管と同じステンレス鋼組成物であることである。粉末治金法によって組成物を機能的にグレードすることで、DMW結合部が省かれる。
【0017】
DMWが介在せず、溶接後熱処理を省略するヘッダアセンブリの製造方法について解説した。本発明の特定の実施例について解説したが、本発明の精神および範囲から逸脱せずに多様な改変が可能であることは当業者には明確であろう。従って、前述の本発明の好適実施例および本発明を実施するための最良形態の説明は例示的なものであり、本発明を限定することは意図されていない。
【特許請求の範囲】
【請求項1】
ボイラー管とヘッダアセンブリとの間における異種金属間の接続に利用するための、ヘッダ部分及び管部分を有するヘッダアセンブリを製造する方法であって、
(a)前記ヘッダアセンブリのリバースモールド(逆形の型)を提供するステップと、
(b)前記リバースモールドのヘッダ部分を微粒化低合金鋼粉末で充填することでヘッダ部分を形成するステップと、
(c)
(i)前記リバースモールドの管部分の第1部分を、微粒化低合金鋼粉末で充填すること、
(ii)前記リバースモールドの前記管部分の第2部分を、低合金鋼からオーステナイトステンレス鋼へと段階的に移行する一連の微粒化鋼粉末で充填することにより、移行領域を形成すること、及び、
(iii)前記リバースモールドの前記管部分の第3部分を、微粒化オーステナイトステンレス鋼粉末で充填すること、
によって前記管部分を形成するステップであって、
前記移行領域の低合金鋼粉末が前記第1部分の低合金鋼粉末に隣接して配置され、且つ、前記移行領域のオーステナイトステンレス鋼粉末が前記第3部分に隣接して配置されるよう、前記移行領域は前記第1部分と前記第3部分との間に配置される、ステップと、
(d)前記ヘッダアセンブリを形成すべく、前記微粒化粉末を高温、高圧雰囲気下で固めて溶融させるステップと、
含んでいることを特徴とする方法。
【請求項2】
前記固めて溶融させるステップは、不活性ガス雰囲気内で実施されることを特徴とする請求項1記載の方法。
【請求項3】
エアポケットを排除するため前記モールドを真空にするステップをさらに含んでいる、ことを特徴とする請求項1記載の方法。
【請求項4】
真空状態を維持するため前記モールドを密封するステップをさらに含んでいる、ことを特徴とする請求項3記載の方法。
【請求項5】
前記モールドと固めた粉末を室温に冷却するステップをさらに含んでいる、ことを特徴とする請求項1記載の方法。
【請求項6】
前記ヘッダアセンブリを熱処理するステップをさらに含んでいる、ことを特徴とする請求項1記載の方法。
【請求項7】
(a)残留物を除去するため、前記ヘッダアセンブリの外面を研磨すること、
(b)内側貫通部を形成するため、前記ヘッダアセンブリの管部分を穴あけ加工すること、及び、
(c)前記穴あけ加工された管部分の内側を面取りすること、
によって前記ヘッダアセンブリを最終形状に仕上げ加工するステップをさらに含んでいる、ことを特徴とする請求項1記載の方法。
【請求項8】
前記微粒化粉末を固めて溶融させるため、前記モールドと微粒化粉末を熱間静水圧プロセス炉に挿入するステップをさらに含んでいることを特徴とする請求項1記載の方法。
【請求項9】
低合金鋼パイプとオーステナイトステンレス鋼管との間の接続に使用するためのヘッダアセンブリであって、
(a)低合金鋼で形成されたヘッダ部分と、
(b)前記ヘッダ部分から外側に延びる管部分と、を含んでおり、
前記管部分は、
(i)前記ヘッダ部分に接続された第1の低合金鋼部分、
(ii)第2の移行部分、及び、
(iii)前記オーステナイトステンレス鋼管への接続のための第3のオーステナイトステンレス鋼部分、
を有しており、前記第2の移行部分は前記第1の低合金鋼部分と前記第3のオーステナイトステンレス鋼部分との間に配置されている、ことを特徴とするヘッダアセンブリ。
【請求項10】
前記管部分は、前記ヘッダ部分と一体的に形成されている、請求項9記載のヘッダアセンブリ。
【請求項11】
前記第2の移行部分は、前記第1の合金鋼部分と結合する低合金鋼から始まって前記第3のオーステナイトステンレス鋼部分と結合するオーステナイトステンレス鋼へと段階的にクロム含有量を増すように調製された一連のスチール鋼により、形成されている、請求項9記載のヘッダアセンブリ。
【請求項12】
前記第1の合金鋼部分、前記第2の移行部分および前記第3のオーステナイトステンレス鋼部分は、継ぎ目のない管部を形成する、請求項9記載のヘッダアセンブリ。
【請求項1】
ボイラー管とヘッダアセンブリとの間における異種金属間の接続に利用するための、ヘッダ部分及び管部分を有するヘッダアセンブリを製造する方法であって、
(a)前記ヘッダアセンブリのリバースモールド(逆形の型)を提供するステップと、
(b)前記リバースモールドのヘッダ部分を微粒化低合金鋼粉末で充填することでヘッダ部分を形成するステップと、
(c)
(i)前記リバースモールドの管部分の第1部分を、微粒化低合金鋼粉末で充填すること、
(ii)前記リバースモールドの前記管部分の第2部分を、低合金鋼からオーステナイトステンレス鋼へと段階的に移行する一連の微粒化鋼粉末で充填することにより、移行領域を形成すること、及び、
(iii)前記リバースモールドの前記管部分の第3部分を、微粒化オーステナイトステンレス鋼粉末で充填すること、
によって前記管部分を形成するステップであって、
前記移行領域の低合金鋼粉末が前記第1部分の低合金鋼粉末に隣接して配置され、且つ、前記移行領域のオーステナイトステンレス鋼粉末が前記第3部分に隣接して配置されるよう、前記移行領域は前記第1部分と前記第3部分との間に配置される、ステップと、
(d)前記ヘッダアセンブリを形成すべく、前記微粒化粉末を高温、高圧雰囲気下で固めて溶融させるステップと、
含んでいることを特徴とする方法。
【請求項2】
前記固めて溶融させるステップは、不活性ガス雰囲気内で実施されることを特徴とする請求項1記載の方法。
【請求項3】
エアポケットを排除するため前記モールドを真空にするステップをさらに含んでいる、ことを特徴とする請求項1記載の方法。
【請求項4】
真空状態を維持するため前記モールドを密封するステップをさらに含んでいる、ことを特徴とする請求項3記載の方法。
【請求項5】
前記モールドと固めた粉末を室温に冷却するステップをさらに含んでいる、ことを特徴とする請求項1記載の方法。
【請求項6】
前記ヘッダアセンブリを熱処理するステップをさらに含んでいる、ことを特徴とする請求項1記載の方法。
【請求項7】
(a)残留物を除去するため、前記ヘッダアセンブリの外面を研磨すること、
(b)内側貫通部を形成するため、前記ヘッダアセンブリの管部分を穴あけ加工すること、及び、
(c)前記穴あけ加工された管部分の内側を面取りすること、
によって前記ヘッダアセンブリを最終形状に仕上げ加工するステップをさらに含んでいる、ことを特徴とする請求項1記載の方法。
【請求項8】
前記微粒化粉末を固めて溶融させるため、前記モールドと微粒化粉末を熱間静水圧プロセス炉に挿入するステップをさらに含んでいることを特徴とする請求項1記載の方法。
【請求項9】
低合金鋼パイプとオーステナイトステンレス鋼管との間の接続に使用するためのヘッダアセンブリであって、
(a)低合金鋼で形成されたヘッダ部分と、
(b)前記ヘッダ部分から外側に延びる管部分と、を含んでおり、
前記管部分は、
(i)前記ヘッダ部分に接続された第1の低合金鋼部分、
(ii)第2の移行部分、及び、
(iii)前記オーステナイトステンレス鋼管への接続のための第3のオーステナイトステンレス鋼部分、
を有しており、前記第2の移行部分は前記第1の低合金鋼部分と前記第3のオーステナイトステンレス鋼部分との間に配置されている、ことを特徴とするヘッダアセンブリ。
【請求項10】
前記管部分は、前記ヘッダ部分と一体的に形成されている、請求項9記載のヘッダアセンブリ。
【請求項11】
前記第2の移行部分は、前記第1の合金鋼部分と結合する低合金鋼から始まって前記第3のオーステナイトステンレス鋼部分と結合するオーステナイトステンレス鋼へと段階的にクロム含有量を増すように調製された一連のスチール鋼により、形成されている、請求項9記載のヘッダアセンブリ。
【請求項12】
前記第1の合金鋼部分、前記第2の移行部分および前記第3のオーステナイトステンレス鋼部分は、継ぎ目のない管部を形成する、請求項9記載のヘッダアセンブリ。
【図1】


【図2】
【図2】
【公開番号】特開2013−28862(P2013−28862A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−113316(P2012−113316)
【出願日】平成24年5月17日(2012.5.17)
【出願人】(507291523)エレクトリック パワー リサーチ インスティテュート,インク. (15)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−113316(P2012−113316)
【出願日】平成24年5月17日(2012.5.17)
【出願人】(507291523)エレクトリック パワー リサーチ インスティテュート,インク. (15)
【Fターム(参考)】
[ Back to top ]