
一体押出成形体および建築用部材
【課題】ビスホール部を有していても成形体の厚みを比較的小さく設定できる一体押出成形体および建築用部材を提供する。
【解決手段】中実な芯材本体1および該芯材本体1の長手方向に沿って芯材本体1に固定・配置された筒状ビスホール部2bからなるアルミ製芯材が、少なくとも1層の合成樹脂層からなる被覆層3を有してなり、芯材と接触する合成樹脂層が発泡合成樹脂層31であることを特徴とする一体押出成形体、および該一体押出成形体からなる建築用部材。
【解決手段】中実な芯材本体1および該芯材本体1の長手方向に沿って芯材本体1に固定・配置された筒状ビスホール部2bからなるアルミ製芯材が、少なくとも1層の合成樹脂層からなる被覆層3を有してなり、芯材と接触する合成樹脂層が発泡合成樹脂層31であることを特徴とする一体押出成形体、および該一体押出成形体からなる建築用部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミ製芯材入り一体押出成形体および建築用部材に関する。
【背景技術】
【0002】
従来より、外構用フェンスや防犯用面格子を構成する縦格子および横格子等の建築用部材として、金属製芯材に合成樹脂層を被覆した芯材入り合成樹脂製品が使用されている。そのような芯材入り合成樹脂製品の製造方法として、表面に樹脂系接着剤を塗布した金属製芯材を用いて合成樹脂により積層成形及び/又は押出成形によって芯材入りの合成樹脂製品を得ることを特徴とした方法が報告されている(特許文献1)。具体的には、あらかじめフェノール変性アクリル系接着剤、変性ウレタン系接着剤、シランカップリング剤から成る接着剤などをアルミニウム芯材に塗布しておき、当該芯材を押出成形機にかけて、芯材入り合成樹脂成形体を得るものである。
【0003】
そのような芯材入り合成樹脂品においては、製品の取り付け時の作業性の観点から、製品に固定用ビスホール部を予め設けておくことが知られている。例えば、軽量化のために中空形状とされた芯材の内部に芯材の長手方向に沿ってビスホール部が固定・配置される(特許文献2)。
【特許文献1】特開昭62−13315号公報
【特許文献2】特開2000−352225号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のように、従来の芯材入り合成樹脂品がビスホール部を有する場合、ビスホール部は芯材の中空内部に形成されるため、芯材厚みを小さく設定するのが困難であった。その結果、厚みの小さい合成樹脂品の製造が困難であった。
【0005】
本発明は、ビスホール部を有していても成形体の厚みを比較的小さく設定できる一体押出成形体および建築用部材を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、中実な芯材本体および該芯材本体の長手方向に沿って芯材本体に固定・配置された筒状ビスホール部からなるアルミ製芯材が、少なくとも1層の合成樹脂層からなる被覆層を有してなり、芯材と接触する合成樹脂層が発泡合成樹脂層であることを特徴とする一体押出成形体、および該一体押出成形体からなる建築用部材に関する。
【0007】
本明細書中、一体押出成形とは、被覆層用樹脂を押出成形すると同時に当該層を、送り込まれた芯材に順次被覆して一体化することを意味し、そのよう方法で形成されたものを一体押出成形体という。
【発明の効果】
【0008】
本発明に係る一体押出成形体は、芯材本体が中空部を有しない中実体であり、そのような芯材本体に対してビスホール部が固定・配置されるので、ビスホール部を有していても芯材厚みを比較的小さく設定できる。その結果、成形体厚みを比較的小さく設定できる。
しかも、芯材と接触する被覆層を発泡合成樹脂層とするため、ビスホール部が切欠き部を有する場合、ビスホールに該発泡合成樹脂が侵入しても、ビスを比較的容易に打ち込むことができる。
【発明を実施するための最良の形態】
【0009】
本発明の一体押出成形体は、アルミ製芯材の外表面に合成樹脂からなる被覆層が形成されてなるものである。
【0010】
本発明において使用される芯材は中実な芯材本体(部)および筒状ビスホール部を有し、いずれの部材もアルミニウムまたはアルミニウム合金からなるものである。
【0011】
芯材本体は中空部を有しない中実体である。芯材本体の形状は、例えば、板形状、棒形状等が挙げられ、発泡合成樹脂中にインサートする場合の成形性および成形体の厚みを小さくする観点から、板形状が好ましい。板形状は平板形状、および平板に湾曲部および/または折れ部を付与してなる形状等を包含して意味する。
【0012】
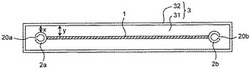
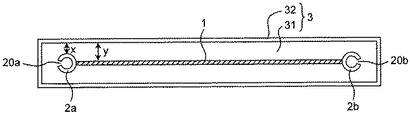
板形状の具体例について、図1および図2を例に挙げて説明する。図1および図2はいずれも、本発明の一体押出成形体における芯材本体の長手方向に対して垂直な断面の概略構成図の一例である。図2における図1と同じ符号の部材は図1と同様である。
【0013】
平板形状とは、図1に示す芯材本体1(斜線領域)が有する形状である。
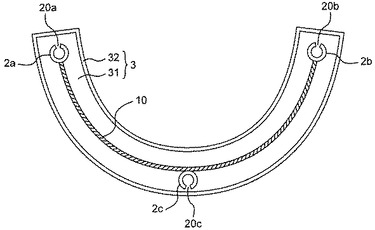
平板に湾曲部を付与してなる形状としては、例えば、図2に示す芯材本体10(斜線領域)が有する湾曲板形状が挙げられる。図2において芯材本体10は全体として1つの湾曲部を形成するが、全体として2以上の湾曲部を形成する波板形状であってもよい。
【0014】
平板に折れ部を付与してなる形状としては、例えば、芯材本体長手方向に対して垂直な断面形状がコ字形状・L字形状等種々の特殊形状(図示しない)を有する形状が挙げられる。
【0015】
芯材本体の厚みは特に制限されず、通常は0.7mm以上、特に1.1〜5.0mmが好適である。
芯材本体の長手方向および幅方向の長さは、得られる一体押出成形体の用途に応じて適宜設定されればよい。
【0016】
筒状ビスホール部は成形体の取り付け時においてビスを打ち込むためのビス孔であり、芯材本体の長手方向に沿って芯材本体に固定・配置される。詳しくは図1および図2に示すように、ビスホール部(2a、2b、2c)は該ビスホール部の軸方向が芯材本体の長手方向に沿うように延在する。
【0017】
ビスホール部の軸方向に対する垂直断面(以下、単に「垂直断面」という)の形状はビスの打ち込みが可能な限り特に制限されない。具体例として、例えば、略円形状、略三角形状、略四角形状等が挙げられ、通常は略円形状である。
【0018】
ビスホール部の垂直断面におけるホール寸法は所望のビス寸法に応じて選択されればよく、通常はホール内径で5.0〜10.0mmである。
ビスホール部を形成するアルミ厚みは、ビスによる成形体の取り付けが達成される限り特に制限されず、通常は芯材本体の厚みと同様の範囲内で選択される。
【0019】
ビスホール部は切欠き部を有しても良い。切欠き部は、例えば図1および図2中の20a、20bおよび20cで表されるもので、押出成形によりビスホール部を製造するうえで、切欠き部を有する方が好ましく、通常は芯材本体の長手方向の全長にわたって形成される。
【0020】
芯材本体に固定されるビスホール部の数は、成形体を取り付け可能な限り特に制限されず、通常は1以上であり、好ましくは2〜3である。
ビスホール部の芯材本体に対する固定位置もまた、成形体を取り付け可能な限り特に制限されず、例えば、図1および図2に示すビスホール部(2a、2b)のように芯材本体の端部であってもよいし、または図2に示すビスホール部2cのように芯材本体の面領域であってもよい。
【0021】
芯材本体およびビスホール部は押出成形によって同時形成可能である。芯材本体の押出成形の際に使用される吐出用金型にビスホール部形成のための吐出孔を設けておけばよい。
【0022】
芯材の外表面に形成される被覆層3は少なくとも1層の合成樹脂層からなり、芯材と接触する合成樹脂層が発泡合成樹脂層である。そのため、ビスホール部は、例えば図1および図2に示すように、当該発泡合成樹脂層31中にインサートされ、結果として埋封される。ビスホール部が切欠き部を有する場合、一体押出成形時において当該切欠き部からビスホール部内に被覆層形成用合成樹脂が侵入し、ビスホール空間が一部または全部塞がれてしまう。したがって、ビスホール部が合成樹脂に埋封されないよう、通常はビスホール部が中空形状内部に設けられているのである。しかしながら、本発明において芯材と接触する合成樹脂層は発泡合成樹脂層であって、切欠き部から侵入するのは当該層を形成する発泡合成樹脂であるので、そのような侵入が起こっても、ビスの打ち込みは比較的容易である。
【0023】
発泡合成樹脂層は、押出成形時の形状表現性、成形体取り付け時のビスの打ち込み作業効率および成形体の強度の観点から、発泡倍率1.1〜5.0倍、特に1.2〜3.0倍のいわゆる低発泡層であることが好ましい。発泡倍率が小さすぎるまたは非発泡である場合、押出成形時の成形体表面形状が良好に表現できない。特にビスホール部が切欠き部を有する芯材について、成形体表面形状がうまくでない。また、発泡倍率が大きすぎると、成形体の強度が不十分となり、住宅等の内外装材等として適するものが得られない。
【0024】
発泡倍率は、樹脂の真比重と発泡層の比重から算出できる。すなわち、真比重/発泡層比重の値を発泡倍率とする。例えば発泡層形成樹脂の真比重が1.1であり、発泡層の比重が0.55であるとすると、発泡倍率は2.0倍となる。
【0025】
発泡合成樹脂層を構成する合成樹脂の種類は特に制限されるものではなく、押出成形可能な熱可塑性樹脂が使用される。具体例として、例えばポリ塩化ビニル樹脂(以後、PVC樹脂という)、アクリロニトリル−ブタジエン−スチレン共重合樹脂(以後、ABS樹脂という)、アクリロニトリル−スチレン−アクリルゴム共重合樹脂(以後、ASA樹脂という)、ポリスチレン樹脂、ハイインパクトポリスチレン樹脂、アクリロニトリル−スチレン共重合樹脂(以後、AS樹脂という)、シリコン系複合ゴム変性アクリロニトリル−スチレン共重合樹脂(以後、SAS樹脂という)、変性ポリフェニレンエーテル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリメチルメタクリレート樹脂(以後、PMMA樹脂という)、メチルメタクリレート−ブチルアクリレート共重合樹脂、メチルメタクリレート−スチレン共重合樹脂(以後、MS樹脂という)などのアクリル系樹脂またはポリエステル系樹脂もしくはこれらの混合樹脂等が挙げられる。成形性、強靭性、経済性の面から特に好ましいのは、PVC樹脂、ABS樹脂、SAS樹脂、AS樹脂、ASA樹脂、PMMA樹脂であり、これらの樹脂はそれ自体、その他の樹脂より硬質のものである。なお、これらの合成樹脂には、炭酸カルシウム、タルク、マイカ、シラスバルーン等の充填材や軽量化材、ガラス繊維やセルロース繊維等の補強材、難燃剤、その他熱安定剤、滑剤等の合成樹脂成形体に添加される各種添加剤を含むことができる。
【0026】
発泡合成樹脂層の厚みは、当該層中にビスホール部がインサートされ得る限り特に制限されず、通常は、ビスホール部が存在する領域で3〜12mm、ビスホール部が存在しない領域で4〜15mmである。例えば、図1中、ビスホール部が存在する領域の発泡合成樹脂層の厚みを「x」で、ビスホール部が存在しない領域の発泡合成樹脂層の厚みを「y」で示す。特に図1および図2に示すビスホール部(2a、2b)のように、ビスホール部が芯材本体の端部に固定される場合、発泡合成樹脂層の成形体幅方向の端面からビスホール部までの距離は通常、ビスホール部が存在する領域における上記発泡合成樹脂層厚みと同様の範囲内であればよい。
【0027】
被覆層は発泡合成樹脂単独からなっていても、または発泡合成樹脂層を含む2層以上の合成樹脂層からなっていてもよいが、成形体表面の保護および/または成形体の表面外観の観点から、2層以上、特に2〜3層の合成樹脂層からなることが好ましい。被覆層が2層以上の合成樹脂層からなる場合、芯材と接触する発泡合成樹脂層以外の各層を構成する合成樹脂はそれぞれ独立して上記合成樹脂から選択されればよい。
【0028】
例えば、被覆層が2層の合成樹脂層からなる場合、最表面層(図1および図2中の32)は表面を保護するための保護機能および/または表面外観を醸し出す加飾機能を有する。そのような保護機能を有する最表面層は通常は、上記合成樹脂のうち、PMMA樹脂、SAS樹脂、AS樹脂、ASA樹脂、ABS樹脂、MS樹脂、PVC樹脂からなっている。加飾機能を有する最表面層とする手法としては、発泡合成樹脂層を構成する合成樹脂として例示した同様の合成樹脂に対して種剤、加飾性粉末等を添加する方法を採用できる。保護機能を有する最表面層を形成可能な上記樹脂に対して種剤、加飾性粉末等を添加することにより、保護機能と加飾機能とを併せ持つ最表面層を形成可能である。
【0029】
また例えば、被覆層が3層の合成樹脂層からなる場合、最表面層をPMMA樹脂、ABS樹脂、MS樹脂、AS樹脂から構成させると、透明保護層とすることができる。最表面層を透明保護層とし、かつ、当該最表面層と発泡合成樹脂層との間の中間層に加飾機能を持たせることにより、透明保護層を通して中間層の加飾表現を発現できる。そのような中間層の加飾表現は、加飾機能を有する最表面層とする上記手法と同様の方法により発揮可能である。
【0030】
被覆層が2層以上、特に2〜3層の合成樹脂層からなる場合の最表面層の厚みは特に制限されず、通常は0.1〜1.5mmである。
被覆層が3層以上、特に3層の合成樹脂層からなる場合における、芯材と接触する発泡合成樹脂層および最表面層以外の合成樹脂層(例えば、中間層)の厚みは特に制限されず、通常は0.1〜1.5mmである。
【0031】
被覆層の好ましい構成を以下に示す。ただし、以下の構成に限定されるものではない。なお、最初に記載の層は芯材と接触する層であり、順に最表面層に近づく層を示し、最後に記載の層は最表面層である;
(1)発泡ABS樹脂層−PMMA樹脂層;
(2)発泡ABS樹脂層−種剤を含有するSAS樹脂層;
(3)発泡ABS樹脂層−SAS樹脂層;
(4)発泡PVC樹脂層−PMMA樹脂層;
(5)発泡PVC樹脂層−種剤を含有するSAS樹脂層;
(6)発泡PVC樹脂層−SAS樹脂層;
【0032】
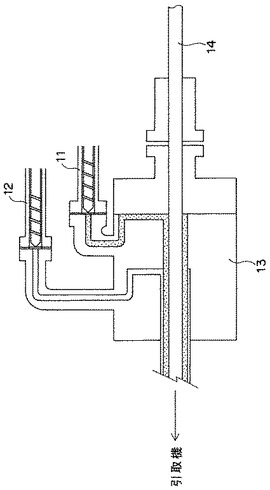
本発明の一体押出成形体は、生産性、長尺物成形、製品特性の一定性という面から、被覆層の押出成形と同時に被覆層を芯材と一体化させる、いわゆる一体押出法によって製造される。特に、2層の合成樹脂層からなる被覆層を有する一体押出成形体を製造する場合には、図3に示すような共押出式の一体化押出成形機によって製造される。詳しくは、各合成樹脂層を形成する樹脂を溶融・混練するための各押出機(図3中、11,12)より押し出された樹脂を1個のダイス13内で積層すると同時に、当該層を、送り込まれた芯材14に順次被覆して一体化する。一体化された後は、通常、冷却され、所望寸法に切断される。図3では2台の押出機が使用されているが、これに制限されず、被覆層を構成する合成樹脂層の数に応じて適宜設置されればよい。
【0033】
発泡合成樹脂層形成用押出機には、所定の発泡倍率を達成する程度の量の発泡剤を、所定の合成樹脂とともに供給する。発泡剤としては、発泡合成樹脂の分野で従来から発泡剤として使用されているものが使用可能であり、例えば、重炭酸ナトリウム、炭酸アンモニウム、アゾジカルボン酸アミド、ベンゼンスルホニルヒドラジド等が挙げられる。
【0034】
一体押出成形体の表面は、例えば図1および図2に示すように略平滑であってもよいし、または一体押出成形時においてダイス内の溶融樹脂接触部に凹部や凸部を形成するなどして凸部や凹部を付与されてもよい。すなわち、図1および図2において成形体は、成形体幅方向の厚み変化がないものであるが、例えば、ビスホール部のない部分は薄く、ビスホールの存在する部分は厚くするように、幅方向に厚み変化を持たせてもよい。成形体の全体厚みは特に制限されず、通常は5〜35mm、特に8〜20mmである。成形体表面に凸部や凹部が付与される場合、成形体の最小厚および最大厚は通常、いずれも上記範囲内になるように設定される。そのような場合、各合成樹脂層の厚みは通常、凸部においても凹部においても所定の範囲内になるように制御される。
【0035】
特にビスホール部における成形体の全体厚みは8〜30mm、10〜20mmであることが好ましい。
【実施例】
【0036】
(実施例1)
[芯材]
押出成形によって製造した以下に示すアルミ合金製芯材を用いた。
芯材本体;図1に示す平板形状、厚み1.2mm
ビスホール部;図1に示す円筒形状であり、幅方向先端に開口幅約2mmの切欠き部を有し、外径6.7mm、アルミ厚1.2mm
芯材全体;幅(図1における左右方向の長さ)120mm、全長(長手方向)2m
【0037】
[一体押出成形体の製造]
上記芯材を用いて、図3に示す共押出式の一体化押出成形機によって一体押出成形体を製造した。詳しくは、外層(最表面層)、内層(芯材と接触する層)の合成樹脂を、それぞれ外層用押出機12、内層用押出機11から同時に押出し、ダイス13内でアルミ製芯材14に積層・被覆して、図1に示すような、2層型被覆層を有する一体押出成形体を製造した。なお、押出条件、押出樹脂、芯材条件、被覆層および成形体は次の通りであった。
【0038】
外層用押出機:40φ、一軸押出機(押出温度約170℃)
内層用押出機:45φ、二軸押出機(押出温度約170℃)
内層樹脂:ABS樹脂100重量部に対して発泡剤(重炭酸ナトリウム)4重量部を添加した混合物。
外層樹脂:SAS樹脂(ユーエムジーウッド;ユーエムジーエービーエス社製)100重量部に対して種剤(ユーエムジーウッド;ユーエムジーエービーエス社製)3重量部を添加した混合物。
アルミ製芯材は、ダイス内に挿入直前に予備加熱(約100℃)を行った。
内層:発泡倍率2倍、ビスホール部が存在する領域の厚み(図1中のx)約6.1mm、ビスホール部が存在しない領域の厚み(図1中のy)約8.8mm
外層:ビスホール部が存在する領域の厚み約0.6mm、ビスホール部が存在しない領域の厚み約0.6mm
成形体:全体厚み20mm、幅方向長さ130mm、全長(長手方向)2m
【0039】
(実施例2)
外層樹脂としてPMMA樹脂(アクリペット;三菱レイヨン社製)を用いたこと以外、実施例1と同様の方法により、一体押出成形体を製造した。被覆層は次の通りであった。
内層:発泡倍率2倍、ビスホール部が存在する領域の厚み(図1中のx)約6.3mm、ビスホール部が存在しない領域の厚み(図1中のy)約9mm
外層:ビスホール部が存在する領域の厚み約0.4mm、ビスホール部が存在しない領域の厚み約0.4mm
成形体:全体厚み20mm、幅方向長さ130mm、全長(長手方向)2m
【0040】
実施例1および実施例2で得られた一体押出成形体は、芯材と接触する合成樹脂層が発泡合成樹脂層であって、ビスホールには該発泡合成樹脂が侵入するため、ビスを比較的容易に打ち込むことができた。
【産業上の利用可能性】
【0041】
本発明のアルミ製芯材入り一体押出成形体は、門扉、外構用フェンスや防犯用面格子を構成する縦格子および横格子、内外装材等の建築材料、その他産業資材材料全般等として有用である。
【図面の簡単な説明】
【0042】
【図1】本発明の一体押出成形体の一例を表す概略断面図である。
【図2】本発明の一体押出成形体の一例を表す概略断面図である。
【図3】本発明の一体押出成形体を製造するための共押出式の一体押出成形機の概略断面図である。
【符号の説明】
【0043】
1:芯材本体、2a:2b:2c:ビスホール部、3:被覆層、20a:20b:20c:切欠き部、31:発泡合成樹脂層、32:最表面層、10:14:芯材、11:12:押出機、13:ダイス。
【技術分野】
【0001】
本発明は、アルミ製芯材入り一体押出成形体および建築用部材に関する。
【背景技術】
【0002】
従来より、外構用フェンスや防犯用面格子を構成する縦格子および横格子等の建築用部材として、金属製芯材に合成樹脂層を被覆した芯材入り合成樹脂製品が使用されている。そのような芯材入り合成樹脂製品の製造方法として、表面に樹脂系接着剤を塗布した金属製芯材を用いて合成樹脂により積層成形及び/又は押出成形によって芯材入りの合成樹脂製品を得ることを特徴とした方法が報告されている(特許文献1)。具体的には、あらかじめフェノール変性アクリル系接着剤、変性ウレタン系接着剤、シランカップリング剤から成る接着剤などをアルミニウム芯材に塗布しておき、当該芯材を押出成形機にかけて、芯材入り合成樹脂成形体を得るものである。
【0003】
そのような芯材入り合成樹脂品においては、製品の取り付け時の作業性の観点から、製品に固定用ビスホール部を予め設けておくことが知られている。例えば、軽量化のために中空形状とされた芯材の内部に芯材の長手方向に沿ってビスホール部が固定・配置される(特許文献2)。
【特許文献1】特開昭62−13315号公報
【特許文献2】特開2000−352225号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のように、従来の芯材入り合成樹脂品がビスホール部を有する場合、ビスホール部は芯材の中空内部に形成されるため、芯材厚みを小さく設定するのが困難であった。その結果、厚みの小さい合成樹脂品の製造が困難であった。
【0005】
本発明は、ビスホール部を有していても成形体の厚みを比較的小さく設定できる一体押出成形体および建築用部材を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、中実な芯材本体および該芯材本体の長手方向に沿って芯材本体に固定・配置された筒状ビスホール部からなるアルミ製芯材が、少なくとも1層の合成樹脂層からなる被覆層を有してなり、芯材と接触する合成樹脂層が発泡合成樹脂層であることを特徴とする一体押出成形体、および該一体押出成形体からなる建築用部材に関する。
【0007】
本明細書中、一体押出成形とは、被覆層用樹脂を押出成形すると同時に当該層を、送り込まれた芯材に順次被覆して一体化することを意味し、そのよう方法で形成されたものを一体押出成形体という。
【発明の効果】
【0008】
本発明に係る一体押出成形体は、芯材本体が中空部を有しない中実体であり、そのような芯材本体に対してビスホール部が固定・配置されるので、ビスホール部を有していても芯材厚みを比較的小さく設定できる。その結果、成形体厚みを比較的小さく設定できる。
しかも、芯材と接触する被覆層を発泡合成樹脂層とするため、ビスホール部が切欠き部を有する場合、ビスホールに該発泡合成樹脂が侵入しても、ビスを比較的容易に打ち込むことができる。
【発明を実施するための最良の形態】
【0009】
本発明の一体押出成形体は、アルミ製芯材の外表面に合成樹脂からなる被覆層が形成されてなるものである。
【0010】
本発明において使用される芯材は中実な芯材本体(部)および筒状ビスホール部を有し、いずれの部材もアルミニウムまたはアルミニウム合金からなるものである。
【0011】
芯材本体は中空部を有しない中実体である。芯材本体の形状は、例えば、板形状、棒形状等が挙げられ、発泡合成樹脂中にインサートする場合の成形性および成形体の厚みを小さくする観点から、板形状が好ましい。板形状は平板形状、および平板に湾曲部および/または折れ部を付与してなる形状等を包含して意味する。
【0012】
板形状の具体例について、図1および図2を例に挙げて説明する。図1および図2はいずれも、本発明の一体押出成形体における芯材本体の長手方向に対して垂直な断面の概略構成図の一例である。図2における図1と同じ符号の部材は図1と同様である。
【0013】
平板形状とは、図1に示す芯材本体1(斜線領域)が有する形状である。
平板に湾曲部を付与してなる形状としては、例えば、図2に示す芯材本体10(斜線領域)が有する湾曲板形状が挙げられる。図2において芯材本体10は全体として1つの湾曲部を形成するが、全体として2以上の湾曲部を形成する波板形状であってもよい。
【0014】
平板に折れ部を付与してなる形状としては、例えば、芯材本体長手方向に対して垂直な断面形状がコ字形状・L字形状等種々の特殊形状(図示しない)を有する形状が挙げられる。
【0015】
芯材本体の厚みは特に制限されず、通常は0.7mm以上、特に1.1〜5.0mmが好適である。
芯材本体の長手方向および幅方向の長さは、得られる一体押出成形体の用途に応じて適宜設定されればよい。
【0016】
筒状ビスホール部は成形体の取り付け時においてビスを打ち込むためのビス孔であり、芯材本体の長手方向に沿って芯材本体に固定・配置される。詳しくは図1および図2に示すように、ビスホール部(2a、2b、2c)は該ビスホール部の軸方向が芯材本体の長手方向に沿うように延在する。
【0017】
ビスホール部の軸方向に対する垂直断面(以下、単に「垂直断面」という)の形状はビスの打ち込みが可能な限り特に制限されない。具体例として、例えば、略円形状、略三角形状、略四角形状等が挙げられ、通常は略円形状である。
【0018】
ビスホール部の垂直断面におけるホール寸法は所望のビス寸法に応じて選択されればよく、通常はホール内径で5.0〜10.0mmである。
ビスホール部を形成するアルミ厚みは、ビスによる成形体の取り付けが達成される限り特に制限されず、通常は芯材本体の厚みと同様の範囲内で選択される。
【0019】
ビスホール部は切欠き部を有しても良い。切欠き部は、例えば図1および図2中の20a、20bおよび20cで表されるもので、押出成形によりビスホール部を製造するうえで、切欠き部を有する方が好ましく、通常は芯材本体の長手方向の全長にわたって形成される。
【0020】
芯材本体に固定されるビスホール部の数は、成形体を取り付け可能な限り特に制限されず、通常は1以上であり、好ましくは2〜3である。
ビスホール部の芯材本体に対する固定位置もまた、成形体を取り付け可能な限り特に制限されず、例えば、図1および図2に示すビスホール部(2a、2b)のように芯材本体の端部であってもよいし、または図2に示すビスホール部2cのように芯材本体の面領域であってもよい。
【0021】
芯材本体およびビスホール部は押出成形によって同時形成可能である。芯材本体の押出成形の際に使用される吐出用金型にビスホール部形成のための吐出孔を設けておけばよい。
【0022】
芯材の外表面に形成される被覆層3は少なくとも1層の合成樹脂層からなり、芯材と接触する合成樹脂層が発泡合成樹脂層である。そのため、ビスホール部は、例えば図1および図2に示すように、当該発泡合成樹脂層31中にインサートされ、結果として埋封される。ビスホール部が切欠き部を有する場合、一体押出成形時において当該切欠き部からビスホール部内に被覆層形成用合成樹脂が侵入し、ビスホール空間が一部または全部塞がれてしまう。したがって、ビスホール部が合成樹脂に埋封されないよう、通常はビスホール部が中空形状内部に設けられているのである。しかしながら、本発明において芯材と接触する合成樹脂層は発泡合成樹脂層であって、切欠き部から侵入するのは当該層を形成する発泡合成樹脂であるので、そのような侵入が起こっても、ビスの打ち込みは比較的容易である。
【0023】
発泡合成樹脂層は、押出成形時の形状表現性、成形体取り付け時のビスの打ち込み作業効率および成形体の強度の観点から、発泡倍率1.1〜5.0倍、特に1.2〜3.0倍のいわゆる低発泡層であることが好ましい。発泡倍率が小さすぎるまたは非発泡である場合、押出成形時の成形体表面形状が良好に表現できない。特にビスホール部が切欠き部を有する芯材について、成形体表面形状がうまくでない。また、発泡倍率が大きすぎると、成形体の強度が不十分となり、住宅等の内外装材等として適するものが得られない。
【0024】
発泡倍率は、樹脂の真比重と発泡層の比重から算出できる。すなわち、真比重/発泡層比重の値を発泡倍率とする。例えば発泡層形成樹脂の真比重が1.1であり、発泡層の比重が0.55であるとすると、発泡倍率は2.0倍となる。
【0025】
発泡合成樹脂層を構成する合成樹脂の種類は特に制限されるものではなく、押出成形可能な熱可塑性樹脂が使用される。具体例として、例えばポリ塩化ビニル樹脂(以後、PVC樹脂という)、アクリロニトリル−ブタジエン−スチレン共重合樹脂(以後、ABS樹脂という)、アクリロニトリル−スチレン−アクリルゴム共重合樹脂(以後、ASA樹脂という)、ポリスチレン樹脂、ハイインパクトポリスチレン樹脂、アクリロニトリル−スチレン共重合樹脂(以後、AS樹脂という)、シリコン系複合ゴム変性アクリロニトリル−スチレン共重合樹脂(以後、SAS樹脂という)、変性ポリフェニレンエーテル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリメチルメタクリレート樹脂(以後、PMMA樹脂という)、メチルメタクリレート−ブチルアクリレート共重合樹脂、メチルメタクリレート−スチレン共重合樹脂(以後、MS樹脂という)などのアクリル系樹脂またはポリエステル系樹脂もしくはこれらの混合樹脂等が挙げられる。成形性、強靭性、経済性の面から特に好ましいのは、PVC樹脂、ABS樹脂、SAS樹脂、AS樹脂、ASA樹脂、PMMA樹脂であり、これらの樹脂はそれ自体、その他の樹脂より硬質のものである。なお、これらの合成樹脂には、炭酸カルシウム、タルク、マイカ、シラスバルーン等の充填材や軽量化材、ガラス繊維やセルロース繊維等の補強材、難燃剤、その他熱安定剤、滑剤等の合成樹脂成形体に添加される各種添加剤を含むことができる。
【0026】
発泡合成樹脂層の厚みは、当該層中にビスホール部がインサートされ得る限り特に制限されず、通常は、ビスホール部が存在する領域で3〜12mm、ビスホール部が存在しない領域で4〜15mmである。例えば、図1中、ビスホール部が存在する領域の発泡合成樹脂層の厚みを「x」で、ビスホール部が存在しない領域の発泡合成樹脂層の厚みを「y」で示す。特に図1および図2に示すビスホール部(2a、2b)のように、ビスホール部が芯材本体の端部に固定される場合、発泡合成樹脂層の成形体幅方向の端面からビスホール部までの距離は通常、ビスホール部が存在する領域における上記発泡合成樹脂層厚みと同様の範囲内であればよい。
【0027】
被覆層は発泡合成樹脂単独からなっていても、または発泡合成樹脂層を含む2層以上の合成樹脂層からなっていてもよいが、成形体表面の保護および/または成形体の表面外観の観点から、2層以上、特に2〜3層の合成樹脂層からなることが好ましい。被覆層が2層以上の合成樹脂層からなる場合、芯材と接触する発泡合成樹脂層以外の各層を構成する合成樹脂はそれぞれ独立して上記合成樹脂から選択されればよい。
【0028】
例えば、被覆層が2層の合成樹脂層からなる場合、最表面層(図1および図2中の32)は表面を保護するための保護機能および/または表面外観を醸し出す加飾機能を有する。そのような保護機能を有する最表面層は通常は、上記合成樹脂のうち、PMMA樹脂、SAS樹脂、AS樹脂、ASA樹脂、ABS樹脂、MS樹脂、PVC樹脂からなっている。加飾機能を有する最表面層とする手法としては、発泡合成樹脂層を構成する合成樹脂として例示した同様の合成樹脂に対して種剤、加飾性粉末等を添加する方法を採用できる。保護機能を有する最表面層を形成可能な上記樹脂に対して種剤、加飾性粉末等を添加することにより、保護機能と加飾機能とを併せ持つ最表面層を形成可能である。
【0029】
また例えば、被覆層が3層の合成樹脂層からなる場合、最表面層をPMMA樹脂、ABS樹脂、MS樹脂、AS樹脂から構成させると、透明保護層とすることができる。最表面層を透明保護層とし、かつ、当該最表面層と発泡合成樹脂層との間の中間層に加飾機能を持たせることにより、透明保護層を通して中間層の加飾表現を発現できる。そのような中間層の加飾表現は、加飾機能を有する最表面層とする上記手法と同様の方法により発揮可能である。
【0030】
被覆層が2層以上、特に2〜3層の合成樹脂層からなる場合の最表面層の厚みは特に制限されず、通常は0.1〜1.5mmである。
被覆層が3層以上、特に3層の合成樹脂層からなる場合における、芯材と接触する発泡合成樹脂層および最表面層以外の合成樹脂層(例えば、中間層)の厚みは特に制限されず、通常は0.1〜1.5mmである。
【0031】
被覆層の好ましい構成を以下に示す。ただし、以下の構成に限定されるものではない。なお、最初に記載の層は芯材と接触する層であり、順に最表面層に近づく層を示し、最後に記載の層は最表面層である;
(1)発泡ABS樹脂層−PMMA樹脂層;
(2)発泡ABS樹脂層−種剤を含有するSAS樹脂層;
(3)発泡ABS樹脂層−SAS樹脂層;
(4)発泡PVC樹脂層−PMMA樹脂層;
(5)発泡PVC樹脂層−種剤を含有するSAS樹脂層;
(6)発泡PVC樹脂層−SAS樹脂層;
【0032】
本発明の一体押出成形体は、生産性、長尺物成形、製品特性の一定性という面から、被覆層の押出成形と同時に被覆層を芯材と一体化させる、いわゆる一体押出法によって製造される。特に、2層の合成樹脂層からなる被覆層を有する一体押出成形体を製造する場合には、図3に示すような共押出式の一体化押出成形機によって製造される。詳しくは、各合成樹脂層を形成する樹脂を溶融・混練するための各押出機(図3中、11,12)より押し出された樹脂を1個のダイス13内で積層すると同時に、当該層を、送り込まれた芯材14に順次被覆して一体化する。一体化された後は、通常、冷却され、所望寸法に切断される。図3では2台の押出機が使用されているが、これに制限されず、被覆層を構成する合成樹脂層の数に応じて適宜設置されればよい。
【0033】
発泡合成樹脂層形成用押出機には、所定の発泡倍率を達成する程度の量の発泡剤を、所定の合成樹脂とともに供給する。発泡剤としては、発泡合成樹脂の分野で従来から発泡剤として使用されているものが使用可能であり、例えば、重炭酸ナトリウム、炭酸アンモニウム、アゾジカルボン酸アミド、ベンゼンスルホニルヒドラジド等が挙げられる。
【0034】
一体押出成形体の表面は、例えば図1および図2に示すように略平滑であってもよいし、または一体押出成形時においてダイス内の溶融樹脂接触部に凹部や凸部を形成するなどして凸部や凹部を付与されてもよい。すなわち、図1および図2において成形体は、成形体幅方向の厚み変化がないものであるが、例えば、ビスホール部のない部分は薄く、ビスホールの存在する部分は厚くするように、幅方向に厚み変化を持たせてもよい。成形体の全体厚みは特に制限されず、通常は5〜35mm、特に8〜20mmである。成形体表面に凸部や凹部が付与される場合、成形体の最小厚および最大厚は通常、いずれも上記範囲内になるように設定される。そのような場合、各合成樹脂層の厚みは通常、凸部においても凹部においても所定の範囲内になるように制御される。
【0035】
特にビスホール部における成形体の全体厚みは8〜30mm、10〜20mmであることが好ましい。
【実施例】
【0036】
(実施例1)
[芯材]
押出成形によって製造した以下に示すアルミ合金製芯材を用いた。
芯材本体;図1に示す平板形状、厚み1.2mm
ビスホール部;図1に示す円筒形状であり、幅方向先端に開口幅約2mmの切欠き部を有し、外径6.7mm、アルミ厚1.2mm
芯材全体;幅(図1における左右方向の長さ)120mm、全長(長手方向)2m
【0037】
[一体押出成形体の製造]
上記芯材を用いて、図3に示す共押出式の一体化押出成形機によって一体押出成形体を製造した。詳しくは、外層(最表面層)、内層(芯材と接触する層)の合成樹脂を、それぞれ外層用押出機12、内層用押出機11から同時に押出し、ダイス13内でアルミ製芯材14に積層・被覆して、図1に示すような、2層型被覆層を有する一体押出成形体を製造した。なお、押出条件、押出樹脂、芯材条件、被覆層および成形体は次の通りであった。
【0038】
外層用押出機:40φ、一軸押出機(押出温度約170℃)
内層用押出機:45φ、二軸押出機(押出温度約170℃)
内層樹脂:ABS樹脂100重量部に対して発泡剤(重炭酸ナトリウム)4重量部を添加した混合物。
外層樹脂:SAS樹脂(ユーエムジーウッド;ユーエムジーエービーエス社製)100重量部に対して種剤(ユーエムジーウッド;ユーエムジーエービーエス社製)3重量部を添加した混合物。
アルミ製芯材は、ダイス内に挿入直前に予備加熱(約100℃)を行った。
内層:発泡倍率2倍、ビスホール部が存在する領域の厚み(図1中のx)約6.1mm、ビスホール部が存在しない領域の厚み(図1中のy)約8.8mm
外層:ビスホール部が存在する領域の厚み約0.6mm、ビスホール部が存在しない領域の厚み約0.6mm
成形体:全体厚み20mm、幅方向長さ130mm、全長(長手方向)2m
【0039】
(実施例2)
外層樹脂としてPMMA樹脂(アクリペット;三菱レイヨン社製)を用いたこと以外、実施例1と同様の方法により、一体押出成形体を製造した。被覆層は次の通りであった。
内層:発泡倍率2倍、ビスホール部が存在する領域の厚み(図1中のx)約6.3mm、ビスホール部が存在しない領域の厚み(図1中のy)約9mm
外層:ビスホール部が存在する領域の厚み約0.4mm、ビスホール部が存在しない領域の厚み約0.4mm
成形体:全体厚み20mm、幅方向長さ130mm、全長(長手方向)2m
【0040】
実施例1および実施例2で得られた一体押出成形体は、芯材と接触する合成樹脂層が発泡合成樹脂層であって、ビスホールには該発泡合成樹脂が侵入するため、ビスを比較的容易に打ち込むことができた。
【産業上の利用可能性】
【0041】
本発明のアルミ製芯材入り一体押出成形体は、門扉、外構用フェンスや防犯用面格子を構成する縦格子および横格子、内外装材等の建築材料、その他産業資材材料全般等として有用である。
【図面の簡単な説明】
【0042】
【図1】本発明の一体押出成形体の一例を表す概略断面図である。
【図2】本発明の一体押出成形体の一例を表す概略断面図である。
【図3】本発明の一体押出成形体を製造するための共押出式の一体押出成形機の概略断面図である。
【符号の説明】
【0043】
1:芯材本体、2a:2b:2c:ビスホール部、3:被覆層、20a:20b:20c:切欠き部、31:発泡合成樹脂層、32:最表面層、10:14:芯材、11:12:押出機、13:ダイス。
【特許請求の範囲】
【請求項1】
中実な芯材本体および該芯材本体の長手方向に沿って芯材本体に固定・配置された筒状ビスホール部からなるアルミ製芯材が、少なくとも1層の合成樹脂層からなる被覆層を有してなり、芯材と接触する合成樹脂層が発泡合成樹脂層であることを特徴とする一体押出成形体。
【請求項2】
芯材本体およびビスホール部が押出成形によって同時に形成された請求項1に記載の一体押出成形体。
【請求項3】
ビスホール部が切欠き部を有する請求項1または2に記載の一体押出成形体。
【請求項4】
ビスホール部が発泡合成樹脂層中にインサートされている請求項1〜3のいずれかに記載の一体押出成形体。
【請求項5】
被覆層が2層以上の合成樹脂層からなる請求項1〜4のいずれかに記載の一体押出成形体。
【請求項6】
請求項1〜5のいずれかに記載の一体押出成形体からなる建築用部材。
【請求項1】
中実な芯材本体および該芯材本体の長手方向に沿って芯材本体に固定・配置された筒状ビスホール部からなるアルミ製芯材が、少なくとも1層の合成樹脂層からなる被覆層を有してなり、芯材と接触する合成樹脂層が発泡合成樹脂層であることを特徴とする一体押出成形体。
【請求項2】
芯材本体およびビスホール部が押出成形によって同時に形成された請求項1に記載の一体押出成形体。
【請求項3】
ビスホール部が切欠き部を有する請求項1または2に記載の一体押出成形体。
【請求項4】
ビスホール部が発泡合成樹脂層中にインサートされている請求項1〜3のいずれかに記載の一体押出成形体。
【請求項5】
被覆層が2層以上の合成樹脂層からなる請求項1〜4のいずれかに記載の一体押出成形体。
【請求項6】
請求項1〜5のいずれかに記載の一体押出成形体からなる建築用部材。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−55866(P2008−55866A)
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願番号】特願2006−238808(P2006−238808)
【出願日】平成18年9月4日(2006.9.4)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願日】平成18年9月4日(2006.9.4)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]