
一方向性補強強化繊維織物とその製造方法
【課題】クリンプの発生を実質的になくし、さらには織物の形態が安定し、製造が容易である一方向性補強強化繊維織物を提供する。
【解決手段】一方向性補強強化繊維織物は、複数本の炭素繊維マルチフィラメント糸を経糸1とし、補助繊維糸を緯糸2として織製される。隣接する経糸1である炭素繊維マルチフィラメント糸の間で開口される同じ組織開口内に3本以上の緯糸2a〜2dが連続して挿入され、続く組織開口内に1本の緯糸2eが挿入される組織を単位組織として有している。
【解決手段】一方向性補強強化繊維織物は、複数本の炭素繊維マルチフィラメント糸を経糸1とし、補助繊維糸を緯糸2として織製される。隣接する経糸1である炭素繊維マルチフィラメント糸の間で開口される同じ組織開口内に3本以上の緯糸2a〜2dが連続して挿入され、続く組織開口内に1本の緯糸2eが挿入される組織を単位組織として有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は炭素繊維を用いた織物、さらに詳しくは土建用構造物の補強に用いるのに好適な一方向性補強強化繊維織物とその製造方法に関する。
【背景技術】
【0002】
土建用構造物の補強材料として炭素繊維を一方向に並べた繊維シート状物を構造物に接着する耐震補強方法が知られている。この方法は補強効果が高く、耐久性にも優れており、また補強作業が簡単なことから広く採用されている。例えば、特開昭64−40632号公報(特許文献1)、特許第3279049号公報(特許文献2)、特許第3279256号公報(特許文献3)などでは、繊維シート状物の代表的なシートの構造は炭素繊維を用いた織物(編物)が多く使用されており、その殆どが炭素繊維を一方向に配列した織物(編物)である。
【0003】
特許文献1及び2に記載された一方向性補強強化繊維織物は、屈曲を有しない炭素繊維からなる多数本のマルチフィラメント糸を一方向に互いに並行かつシート状に引揃え、相隣り合う前記マルチフィラメント糸の中間位置に同マルチフィラメント糸と並行に延びる第1の補助糸を配するとともに、前記マルチフィラメント糸に交錯させて第2の補助糸を配して織組織を構成している。前記マルチフィラメント糸は実質的に無撚りであり、その断面形状は円形又は偏平である。
【0004】
特許文献3に記載された一方向性補強強化繊維織物は、炭素繊維からなる偏平なマルチフィラメント糸を経糸に使い、ガラス繊維、アラミド繊維、ビニロン繊維又はポリエステル繊維からなる偏平な補助糸を緯糸とした平織組織をもつ織物である。
【特許文献1】特開昭64−40632号公報
【特許文献2】特許第3279049号公報
【特許文献3】特許第3279256号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献3に開示された一方向性補強強化繊維織物は、その構造上、経糸と緯糸とが互いに交錯して保持される。このとき、経糸と緯糸との交錯部にクリンプが発生する。このクリンプの発生により、交錯部に応力が集中して強化繊維織物としての強度物性の低下が生じることは広く知られている。特許文献1及び2に開示された一方向性補強強化繊維織物は、炭素繊維の偏平糸からなる経糸と、各経糸間に配される補助経糸と、各経糸に直交して配される偏平糸からなる緯糸とを備え、各経糸と緯糸とが交錯するものの、経糸と緯糸とは交錯することなく配されるため、経糸と緯糸との間でクリンプを極力避けて、応力が集中するようなクリンプを有しない織物構造を備えているものの、これらの織物を製織するためには経糸方向に配列した炭素繊維の両側に補助経糸を配列する必要があり、炭素繊維からなる経糸は当然として補助経糸の張力管理の必要性も加わって工程的に非常に煩雑となるという問題がある。
【0006】
本発明は、こうした課題を解決するためになされたものであり、その目的はクリンプの発生を実質的になくし、さらには織物の形態が安定し、製造が容易である一方向性補強強化繊維織物を提供するにある。
【課題を解決するための手段】
【0007】
上記目的は、本発明に係る織物の基本的な構成である、複数本の炭素繊維マルチフィラメント糸を経糸とし、補助繊維糸を緯糸として織製される補強用の強化繊維織物であって、隣接する炭素繊維マルチフィラメント糸の間で開口される同じ組織開口内に3本以上の緯糸が連続して挿入され、続く組織開口内に1本の緯糸が挿入される組織を単位組織として有してなることを特徴とする一方向性補強強化繊維織物により達成される。
【0008】
また本発明に係る製造方法の基本的な構成は、経糸に炭素繊維マルチフィラメント糸を配列し、緯糸に補助糸を配列してなる一方向性補強強化繊維織物の製造において、隣接する経糸に第1開口及び第2開口を交互に順次形成し、前記第1開口内に3本以上の前記緯糸を連続して挿入し、続く第2開口内に1本の緯糸を挿入して経糸と交錯せしめ、これを繰り返して織成することを特徴としている。
【0009】
好ましい態様によれば、2本以上の任意の前記経糸の間に、それぞれ補助経糸である2本の絡み糸による絡み織が配されている。また好ましくは、前記緯糸を構成する補助繊維糸に熱可塑性ポリマーが付着され、緯糸と経糸とが前記熱可塑性ポリマーを介して接着されている。さらに好ましくは、2本の前記補助経糸からなる絡み糸によって、緯糸が1本毎に拘束される。前記経糸のフィラメント数は12,000〜600,000本、糸繊度が800〜3,300texであり、炭素繊維の目付けが200〜600g/m2 であることが望ましい。
【発明を実施するための最良の形態】
【0010】
以下、本発明における好ましい実施形態を図面を参照しつつ詳細に説明する。
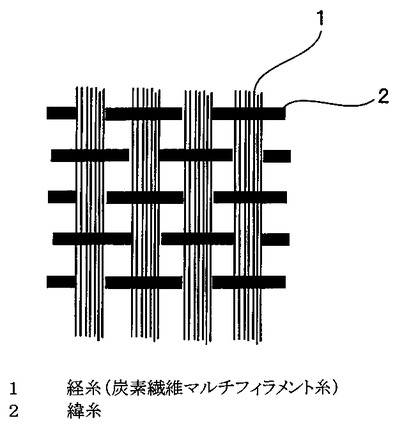
一般的に一方向性補強強化繊維織物は経糸として炭素繊維などの強化繊維マルチフィラメント糸を平行に配列し、緯糸は経糸より繊度の小さい補助繊維で構成されており、織組織としては、上記特許文献3にも記載され図1に示すように、所謂平組織で緯糸2は1本毎に経糸1と交互に交錯を繰り返されて組織される。そのため、経糸1と緯糸2が交錯する箇所では屈曲(クリンプ)が生じ、そこに応力が集中して強度低下を招く一因となっている。この傾向はクリンプ角度が大きいほど強い。
【0011】
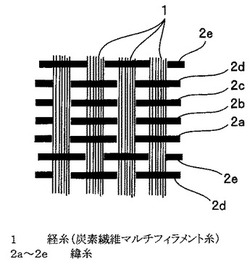
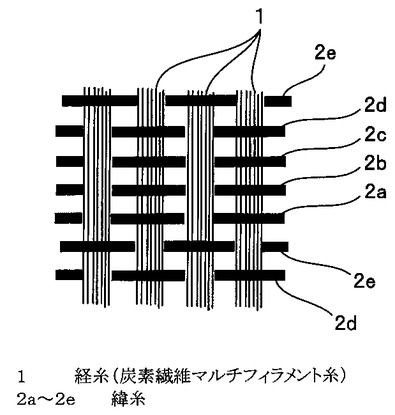
本発明は、これらのクリンプの発生を極力抑えることを可能にし、同時に織物形態の安定化を図った強度発現織物を提案するものである。本発明の具体的な実施形態を図2に従って詳細に説明する。経糸1は目付け、繊度に応じて炭素繊維のマルチフィラメントからなる偏平糸を適宜並列して配し、緯糸2は経糸1より繊度の小さい複数の補助緯糸を配列して織物を形成する。このとき、隣接する経糸1間に開口が作られる。この開口は、緯糸2の挿入毎に隣接する経糸1の位置が上下逆転し、次の開口が形成される。本実施形態では、例えば先行して形成される同じ開口内に、複数本の緯糸2a,2b,2c,2dが連続して並列して挿入される。次いで形成される開口には1本の緯糸2eが挿入され、開口が形成される毎に経糸1と緯糸2とが交錯して一体化された織物が形成される。
【0012】
本発明の一方向性補強強化繊維織物にあっては、前述のとおり、同じ開口内に複数本の緯糸2a,2b,2c,2dが並列して挿入され、続く開口内に1本の緯糸2eが挿入される織物組織からなるため、複数本の緯糸2a,2b,2c,2dが挿入される開口ではクリンプは殆ど生じることなく、即ち、経糸1と4本の緯糸2a,2b,2c,2d間の交錯時に生じるクリンプは通常の平織りに比べて1/4減少することになる。また、隣接緯糸間のピッチの数によりクリンプ度合いが影響され、ピッチが小さい程クリンプが多くなり当然強度低下を招く。よって、緯糸ピッチは強度低下に対して大きい方が有利であり、且つ経糸と緯糸の交錯間隔も長くなるほど、強度低下に対して向上する。しかし、経糸との交錯間隔があまり長くなりすぎると経糸幅が均一に維持されにくくなり、太鼓上に広がりやすくなり逆に強度低下を招くことがある。よって、緯糸ピッチと連続挿入する緯糸本数、即ち経糸と緯糸の交錯間隔を考慮する必要があり、好ましくは緯糸ピッチは10〜20mm、又、経糸と緯糸の交錯間隔は20〜140mmである。
【0013】
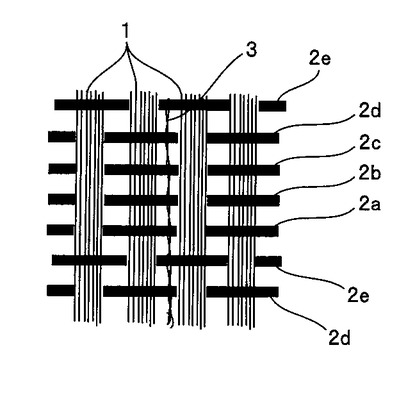
ところで、この種の織物はレピア織機による織製が主流であり、この手法で製織する際、連続挿入された複数本の緯糸2a,2b,2c,2dは織物有効幅内では全く経糸に拘束されず、唯一織物の両端に配された、例えば絡み糸によってのみ拘束されることになる。緯糸2を構成する補助繊維糸は、もともと剛性が小さく織物幅方向に対し非常に不安定な状態のため真直性が殆どなく、蛇行しやすい状態で織物とされ、その外観が悪くなる。この傾向は、緯糸全体のピッチが小さいほどその傾向が顕著であり、織物の外観不良を招く。よって、製織及び織物外観をより向上させるために、図3に示すように、並列する複数本の経糸1である炭素繊維糸の任意の間に、絡み糸3となる経補助繊維を2本1組として配列して製織する。その結果、緯糸2は蛇行することなく安定して織成され、織物となったときの外観品位も良好となる。
【0014】
このように、織物有効幅内に任意の間隔で絡み糸3を配列し、各緯糸2a,2b,2c,2d毎に該絡み糸で把持すれば緯糸2の形状が安定する。しかし、配列する絡み糸3が多いと経糸1の開口時に経糸と接触しやすく開口不良が生じやすくなるため、極力少ない方が良好であり、好ましくは10〜20cm間隔で1組配列することが好ましい。なお、この絡み糸3は経糸1より細いポリエステル、ナイロン、ガラス繊維、アラミド繊維などからなる補助繊維糸であれば何ら差し支えないが、好ましくは繊度44tex以下のガラス繊維糸であることがより好ましい。
【0015】
次いで、本発明の製造方法を簡単に説明する。なお、織機の具体的な構成はよく知られているため、図示は省略する。
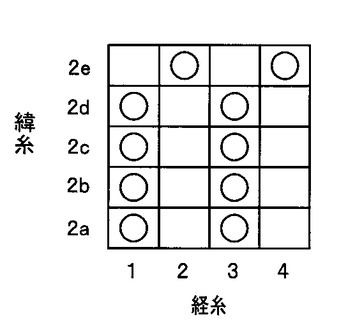
通常のレピア織機の製織工程において、クリールに掛けた経糸を横取りしながら引き出し、各種のガイド、コーム類を経て経糸供給装置を通過後、ヘルド、筬へと導かれる。次いで、緯糸の真直性及び製織を安定させるために絡み織するための、例えばレノ織機などからなる絡み装置を配し、絡み装置を経糸とのヘルドとは異なる別枠ヘルドに設け、その別枠ヘルドに例えばガラス繊維糸を通す。2本1組の絡み糸は経糸の任意の間に配列させる。経糸の開口の方法としては通常の織物を製織する方法と同じで、ドビー機は種々の組織に応じて製織に必要な開口を受持つ開口運動装置を備えており、本実施形態にあっては、図4に具体的に示す組織図の一例に従い、ヘルド枠と連動する紋板の緯糸1本毎に経糸を上昇させる箇所(組織図の○印)にペッグを植える。このペッグが植えられた箇所に対応して連動するヘルド枠は上方に上がり、ペッグが植えられていない箇所に対応して連動するヘルド枠は下方へ下がり隣接する経糸間で開口が作られ、該開口内に緯糸が挿入される。
【0016】
本実施形態では、図4に示す組織図に従って、経糸は通常の平織組織と同様に隣接する経糸の上下運動が交互に入れ替わるものであり、その一の開口内に複数本の緯糸2a,2b,2c,2dが連続して並列状態で挿入される。この複数本の緯糸2a,2b,2c,2dを1本挿入する毎に経糸1は所定の長さ一斉に巻き取られる。緯糸が1本挿入される毎に経糸の間に配列された2本一組の絡み糸3が、それぞれ絡み装置によって織幅方向の左右に交互に移動するとともに、2本一組の絡み糸3がそれぞれに通された別枠ヘルド(図示なし。)に通した絡み糸3を上下させて絡み織を形成し、この絡み糸3により各緯糸2a,2b,2c,2dを拘束保持する。次いで、次回の開口内に緯糸2eを1本挿入して経糸1である炭素繊維糸と交錯させる。このときの緯糸2eに対しても上記絡み糸3によって拘束保持する。
【0017】
また本実施形態にあって、緯糸2の表面には熱可塑性ポリマーが長手方向に付着されてる。上述のようにして織成された一方向性補強強化繊維織物は巻き取られる前に上下一対の加熱ローラーに通され、熱可塑性ポリマーが溶融して経糸1及び絡み糸3と緯糸2とが溶着する。なお、緯糸2への熱可塑性ポリマーの付着方法は、カバリング、合糸によっても、あるいは糊状のポリマーなどを接着させることができる。
【0018】
以下に、本発明の代表的な実施例を比較例とともに具体的に説明する。
〔実施例〕
実施例1〜4と比較例1、2は、表1に示す条件で、経糸に炭素繊維(三菱レイヨン (株) 社製パイロフィル)からな12K(繊維本数:12,000本)のマルチフィラメントを用いて津田駒製レピア織機で製織した。クリールから横取りで引き出した経糸を、各種のガイド、コーム及び経糸供給装置を経てヘルド、筬に通して配列させる。また図3の示した絡み織を形成するため、絡み装置を経糸の15cm毎に1組設置した。緯糸は22.5texのガラス繊維(ユニチカグラスファイバー社製)糸条に熱溶着繊維(東レ(株)社製)を付着させており、目付け200g/m2 の一方向性補強強化繊維織物を織成して、それぞれの外観評価を行った。
【0019】
実施例1〜実施例3は、経糸と緯糸の交錯間隔を20mm、40mm、60mmと変更させている。その結果、交錯間隔が20〜60mmでは経糸と緯糸との接着性は良好であり、緯糸の状態も蛇行はなくほぼ真直ぐに挿入保持されていた。実施例4は、経糸と緯糸の交錯間隔を130mmにしており、経糸と緯糸の接着性は良好であったが、緯糸はやや蛇行気味であった。
【0020】
一方、比較例1は緯糸のピッチを上記実施例1〜4と同じくし、経糸と緯糸との交錯間隔を実施例4より更に広げて150mmとした。この比較例1では、緯糸がかなり蛇行し、外観不良であった。比較例2は、緯糸のピッチを5mmと実施例1〜4及び比較例1の緯糸の各ピッチよりも小さくするとともに、経糸と緯糸との交錯間隔を実施例3と同じくした。この比較例2の織物は、緯糸が非常に蛇行し外観の極めて悪い織物となった。
【0021】
また、表2に示すように、上記特許文献2(特許第3279049号)に従って、経糸として炭素繊維(三菱レイヨン(株)社製パイロフィル)からなる12K(繊維本数:12,000本)のマルチフィラメント糸と22.5texのガラス繊維(ユニチカグラスファイバー社製)を1本交互に配列し、緯糸に22.5texのガラス繊維(ユニチカグラスファイバー社製)糸に熱融着繊維(東レ(株)社製)を付着させた糸条を用い、目付け200g/m2 の一方向性補強強化繊維織物を津田駒製レピア織機で製織した織物と、上記実施例1〜実施例4によって得られた織物とから、それぞれコンポジット板を成形し、引張強度をASTM3039に準拠して測定したところ、本発明法により製織した織物は、いずれも特許文献2に倣って製織した織物より良好な強度結果が得られた。
【0022】
【表1】

【0023】
【表2】
【0024】
以上の説明からも明らかなように、本発明の製造方法によれば、従来設備の大幅な変更を要することなく所期の目的とする一方向性補強強化繊維織物が得られる。すなわち、経糸及び緯糸の繊度の変更によって変更する必要性はあるのの、全緯糸のピッチ及び緯糸の挿入方法を規定して製織するだけで、経糸と緯糸との交錯部における経糸のクリンプが減少し、強度の低下が大きく抑えられるようになり、しかも安定した織物形態をもち、外観的にも高品位な一方向性補強強化繊維織物が得られる。
【図面の簡単な説明】
【0025】
【図1】従来の一方向性補強強化繊維織物の概略構成例を示す平面図である。
【図2】本発明の一方向性補強強化繊維織物の概略構成例を示す平面図である。
【図3】本発明の一方向性補強強化繊維織物の他の概略構成例を示す平面図である。
【図4】本発明の一方向性補強強化繊維織物の1例を示す組織図である。
【符号の説明】
【0026】
1 経糸(炭素繊維マルチフィラメント糸)
2,2a〜2e 緯糸
3 絡み糸
【技術分野】
【0001】
本発明は炭素繊維を用いた織物、さらに詳しくは土建用構造物の補強に用いるのに好適な一方向性補強強化繊維織物とその製造方法に関する。
【背景技術】
【0002】
土建用構造物の補強材料として炭素繊維を一方向に並べた繊維シート状物を構造物に接着する耐震補強方法が知られている。この方法は補強効果が高く、耐久性にも優れており、また補強作業が簡単なことから広く採用されている。例えば、特開昭64−40632号公報(特許文献1)、特許第3279049号公報(特許文献2)、特許第3279256号公報(特許文献3)などでは、繊維シート状物の代表的なシートの構造は炭素繊維を用いた織物(編物)が多く使用されており、その殆どが炭素繊維を一方向に配列した織物(編物)である。
【0003】
特許文献1及び2に記載された一方向性補強強化繊維織物は、屈曲を有しない炭素繊維からなる多数本のマルチフィラメント糸を一方向に互いに並行かつシート状に引揃え、相隣り合う前記マルチフィラメント糸の中間位置に同マルチフィラメント糸と並行に延びる第1の補助糸を配するとともに、前記マルチフィラメント糸に交錯させて第2の補助糸を配して織組織を構成している。前記マルチフィラメント糸は実質的に無撚りであり、その断面形状は円形又は偏平である。
【0004】
特許文献3に記載された一方向性補強強化繊維織物は、炭素繊維からなる偏平なマルチフィラメント糸を経糸に使い、ガラス繊維、アラミド繊維、ビニロン繊維又はポリエステル繊維からなる偏平な補助糸を緯糸とした平織組織をもつ織物である。
【特許文献1】特開昭64−40632号公報
【特許文献2】特許第3279049号公報
【特許文献3】特許第3279256号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献3に開示された一方向性補強強化繊維織物は、その構造上、経糸と緯糸とが互いに交錯して保持される。このとき、経糸と緯糸との交錯部にクリンプが発生する。このクリンプの発生により、交錯部に応力が集中して強化繊維織物としての強度物性の低下が生じることは広く知られている。特許文献1及び2に開示された一方向性補強強化繊維織物は、炭素繊維の偏平糸からなる経糸と、各経糸間に配される補助経糸と、各経糸に直交して配される偏平糸からなる緯糸とを備え、各経糸と緯糸とが交錯するものの、経糸と緯糸とは交錯することなく配されるため、経糸と緯糸との間でクリンプを極力避けて、応力が集中するようなクリンプを有しない織物構造を備えているものの、これらの織物を製織するためには経糸方向に配列した炭素繊維の両側に補助経糸を配列する必要があり、炭素繊維からなる経糸は当然として補助経糸の張力管理の必要性も加わって工程的に非常に煩雑となるという問題がある。
【0006】
本発明は、こうした課題を解決するためになされたものであり、その目的はクリンプの発生を実質的になくし、さらには織物の形態が安定し、製造が容易である一方向性補強強化繊維織物を提供するにある。
【課題を解決するための手段】
【0007】
上記目的は、本発明に係る織物の基本的な構成である、複数本の炭素繊維マルチフィラメント糸を経糸とし、補助繊維糸を緯糸として織製される補強用の強化繊維織物であって、隣接する炭素繊維マルチフィラメント糸の間で開口される同じ組織開口内に3本以上の緯糸が連続して挿入され、続く組織開口内に1本の緯糸が挿入される組織を単位組織として有してなることを特徴とする一方向性補強強化繊維織物により達成される。
【0008】
また本発明に係る製造方法の基本的な構成は、経糸に炭素繊維マルチフィラメント糸を配列し、緯糸に補助糸を配列してなる一方向性補強強化繊維織物の製造において、隣接する経糸に第1開口及び第2開口を交互に順次形成し、前記第1開口内に3本以上の前記緯糸を連続して挿入し、続く第2開口内に1本の緯糸を挿入して経糸と交錯せしめ、これを繰り返して織成することを特徴としている。
【0009】
好ましい態様によれば、2本以上の任意の前記経糸の間に、それぞれ補助経糸である2本の絡み糸による絡み織が配されている。また好ましくは、前記緯糸を構成する補助繊維糸に熱可塑性ポリマーが付着され、緯糸と経糸とが前記熱可塑性ポリマーを介して接着されている。さらに好ましくは、2本の前記補助経糸からなる絡み糸によって、緯糸が1本毎に拘束される。前記経糸のフィラメント数は12,000〜600,000本、糸繊度が800〜3,300texであり、炭素繊維の目付けが200〜600g/m2 であることが望ましい。
【発明を実施するための最良の形態】
【0010】
以下、本発明における好ましい実施形態を図面を参照しつつ詳細に説明する。
一般的に一方向性補強強化繊維織物は経糸として炭素繊維などの強化繊維マルチフィラメント糸を平行に配列し、緯糸は経糸より繊度の小さい補助繊維で構成されており、織組織としては、上記特許文献3にも記載され図1に示すように、所謂平組織で緯糸2は1本毎に経糸1と交互に交錯を繰り返されて組織される。そのため、経糸1と緯糸2が交錯する箇所では屈曲(クリンプ)が生じ、そこに応力が集中して強度低下を招く一因となっている。この傾向はクリンプ角度が大きいほど強い。
【0011】
本発明は、これらのクリンプの発生を極力抑えることを可能にし、同時に織物形態の安定化を図った強度発現織物を提案するものである。本発明の具体的な実施形態を図2に従って詳細に説明する。経糸1は目付け、繊度に応じて炭素繊維のマルチフィラメントからなる偏平糸を適宜並列して配し、緯糸2は経糸1より繊度の小さい複数の補助緯糸を配列して織物を形成する。このとき、隣接する経糸1間に開口が作られる。この開口は、緯糸2の挿入毎に隣接する経糸1の位置が上下逆転し、次の開口が形成される。本実施形態では、例えば先行して形成される同じ開口内に、複数本の緯糸2a,2b,2c,2dが連続して並列して挿入される。次いで形成される開口には1本の緯糸2eが挿入され、開口が形成される毎に経糸1と緯糸2とが交錯して一体化された織物が形成される。
【0012】
本発明の一方向性補強強化繊維織物にあっては、前述のとおり、同じ開口内に複数本の緯糸2a,2b,2c,2dが並列して挿入され、続く開口内に1本の緯糸2eが挿入される織物組織からなるため、複数本の緯糸2a,2b,2c,2dが挿入される開口ではクリンプは殆ど生じることなく、即ち、経糸1と4本の緯糸2a,2b,2c,2d間の交錯時に生じるクリンプは通常の平織りに比べて1/4減少することになる。また、隣接緯糸間のピッチの数によりクリンプ度合いが影響され、ピッチが小さい程クリンプが多くなり当然強度低下を招く。よって、緯糸ピッチは強度低下に対して大きい方が有利であり、且つ経糸と緯糸の交錯間隔も長くなるほど、強度低下に対して向上する。しかし、経糸との交錯間隔があまり長くなりすぎると経糸幅が均一に維持されにくくなり、太鼓上に広がりやすくなり逆に強度低下を招くことがある。よって、緯糸ピッチと連続挿入する緯糸本数、即ち経糸と緯糸の交錯間隔を考慮する必要があり、好ましくは緯糸ピッチは10〜20mm、又、経糸と緯糸の交錯間隔は20〜140mmである。
【0013】
ところで、この種の織物はレピア織機による織製が主流であり、この手法で製織する際、連続挿入された複数本の緯糸2a,2b,2c,2dは織物有効幅内では全く経糸に拘束されず、唯一織物の両端に配された、例えば絡み糸によってのみ拘束されることになる。緯糸2を構成する補助繊維糸は、もともと剛性が小さく織物幅方向に対し非常に不安定な状態のため真直性が殆どなく、蛇行しやすい状態で織物とされ、その外観が悪くなる。この傾向は、緯糸全体のピッチが小さいほどその傾向が顕著であり、織物の外観不良を招く。よって、製織及び織物外観をより向上させるために、図3に示すように、並列する複数本の経糸1である炭素繊維糸の任意の間に、絡み糸3となる経補助繊維を2本1組として配列して製織する。その結果、緯糸2は蛇行することなく安定して織成され、織物となったときの外観品位も良好となる。
【0014】
このように、織物有効幅内に任意の間隔で絡み糸3を配列し、各緯糸2a,2b,2c,2d毎に該絡み糸で把持すれば緯糸2の形状が安定する。しかし、配列する絡み糸3が多いと経糸1の開口時に経糸と接触しやすく開口不良が生じやすくなるため、極力少ない方が良好であり、好ましくは10〜20cm間隔で1組配列することが好ましい。なお、この絡み糸3は経糸1より細いポリエステル、ナイロン、ガラス繊維、アラミド繊維などからなる補助繊維糸であれば何ら差し支えないが、好ましくは繊度44tex以下のガラス繊維糸であることがより好ましい。
【0015】
次いで、本発明の製造方法を簡単に説明する。なお、織機の具体的な構成はよく知られているため、図示は省略する。
通常のレピア織機の製織工程において、クリールに掛けた経糸を横取りしながら引き出し、各種のガイド、コーム類を経て経糸供給装置を通過後、ヘルド、筬へと導かれる。次いで、緯糸の真直性及び製織を安定させるために絡み織するための、例えばレノ織機などからなる絡み装置を配し、絡み装置を経糸とのヘルドとは異なる別枠ヘルドに設け、その別枠ヘルドに例えばガラス繊維糸を通す。2本1組の絡み糸は経糸の任意の間に配列させる。経糸の開口の方法としては通常の織物を製織する方法と同じで、ドビー機は種々の組織に応じて製織に必要な開口を受持つ開口運動装置を備えており、本実施形態にあっては、図4に具体的に示す組織図の一例に従い、ヘルド枠と連動する紋板の緯糸1本毎に経糸を上昇させる箇所(組織図の○印)にペッグを植える。このペッグが植えられた箇所に対応して連動するヘルド枠は上方に上がり、ペッグが植えられていない箇所に対応して連動するヘルド枠は下方へ下がり隣接する経糸間で開口が作られ、該開口内に緯糸が挿入される。
【0016】
本実施形態では、図4に示す組織図に従って、経糸は通常の平織組織と同様に隣接する経糸の上下運動が交互に入れ替わるものであり、その一の開口内に複数本の緯糸2a,2b,2c,2dが連続して並列状態で挿入される。この複数本の緯糸2a,2b,2c,2dを1本挿入する毎に経糸1は所定の長さ一斉に巻き取られる。緯糸が1本挿入される毎に経糸の間に配列された2本一組の絡み糸3が、それぞれ絡み装置によって織幅方向の左右に交互に移動するとともに、2本一組の絡み糸3がそれぞれに通された別枠ヘルド(図示なし。)に通した絡み糸3を上下させて絡み織を形成し、この絡み糸3により各緯糸2a,2b,2c,2dを拘束保持する。次いで、次回の開口内に緯糸2eを1本挿入して経糸1である炭素繊維糸と交錯させる。このときの緯糸2eに対しても上記絡み糸3によって拘束保持する。
【0017】
また本実施形態にあって、緯糸2の表面には熱可塑性ポリマーが長手方向に付着されてる。上述のようにして織成された一方向性補強強化繊維織物は巻き取られる前に上下一対の加熱ローラーに通され、熱可塑性ポリマーが溶融して経糸1及び絡み糸3と緯糸2とが溶着する。なお、緯糸2への熱可塑性ポリマーの付着方法は、カバリング、合糸によっても、あるいは糊状のポリマーなどを接着させることができる。
【0018】
以下に、本発明の代表的な実施例を比較例とともに具体的に説明する。
〔実施例〕
実施例1〜4と比較例1、2は、表1に示す条件で、経糸に炭素繊維(三菱レイヨン (株) 社製パイロフィル)からな12K(繊維本数:12,000本)のマルチフィラメントを用いて津田駒製レピア織機で製織した。クリールから横取りで引き出した経糸を、各種のガイド、コーム及び経糸供給装置を経てヘルド、筬に通して配列させる。また図3の示した絡み織を形成するため、絡み装置を経糸の15cm毎に1組設置した。緯糸は22.5texのガラス繊維(ユニチカグラスファイバー社製)糸条に熱溶着繊維(東レ(株)社製)を付着させており、目付け200g/m2 の一方向性補強強化繊維織物を織成して、それぞれの外観評価を行った。
【0019】
実施例1〜実施例3は、経糸と緯糸の交錯間隔を20mm、40mm、60mmと変更させている。その結果、交錯間隔が20〜60mmでは経糸と緯糸との接着性は良好であり、緯糸の状態も蛇行はなくほぼ真直ぐに挿入保持されていた。実施例4は、経糸と緯糸の交錯間隔を130mmにしており、経糸と緯糸の接着性は良好であったが、緯糸はやや蛇行気味であった。
【0020】
一方、比較例1は緯糸のピッチを上記実施例1〜4と同じくし、経糸と緯糸との交錯間隔を実施例4より更に広げて150mmとした。この比較例1では、緯糸がかなり蛇行し、外観不良であった。比較例2は、緯糸のピッチを5mmと実施例1〜4及び比較例1の緯糸の各ピッチよりも小さくするとともに、経糸と緯糸との交錯間隔を実施例3と同じくした。この比較例2の織物は、緯糸が非常に蛇行し外観の極めて悪い織物となった。
【0021】
また、表2に示すように、上記特許文献2(特許第3279049号)に従って、経糸として炭素繊維(三菱レイヨン(株)社製パイロフィル)からなる12K(繊維本数:12,000本)のマルチフィラメント糸と22.5texのガラス繊維(ユニチカグラスファイバー社製)を1本交互に配列し、緯糸に22.5texのガラス繊維(ユニチカグラスファイバー社製)糸に熱融着繊維(東レ(株)社製)を付着させた糸条を用い、目付け200g/m2 の一方向性補強強化繊維織物を津田駒製レピア織機で製織した織物と、上記実施例1〜実施例4によって得られた織物とから、それぞれコンポジット板を成形し、引張強度をASTM3039に準拠して測定したところ、本発明法により製織した織物は、いずれも特許文献2に倣って製織した織物より良好な強度結果が得られた。
【0022】
【表1】
【0023】
【表2】
【0024】
以上の説明からも明らかなように、本発明の製造方法によれば、従来設備の大幅な変更を要することなく所期の目的とする一方向性補強強化繊維織物が得られる。すなわち、経糸及び緯糸の繊度の変更によって変更する必要性はあるのの、全緯糸のピッチ及び緯糸の挿入方法を規定して製織するだけで、経糸と緯糸との交錯部における経糸のクリンプが減少し、強度の低下が大きく抑えられるようになり、しかも安定した織物形態をもち、外観的にも高品位な一方向性補強強化繊維織物が得られる。
【図面の簡単な説明】
【0025】
【図1】従来の一方向性補強強化繊維織物の概略構成例を示す平面図である。
【図2】本発明の一方向性補強強化繊維織物の概略構成例を示す平面図である。
【図3】本発明の一方向性補強強化繊維織物の他の概略構成例を示す平面図である。
【図4】本発明の一方向性補強強化繊維織物の1例を示す組織図である。
【符号の説明】
【0026】
1 経糸(炭素繊維マルチフィラメント糸)
2,2a〜2e 緯糸
3 絡み糸
【特許請求の範囲】
【請求項1】
複数本の炭素繊維マルチフィラメント糸を経糸とし、補助繊維糸を緯糸として織製される補強用の強化繊維織物であって、
隣接する炭素繊維マルチフィラメント糸の間で開口される同じ組織開口内に3本以上の緯糸が連続して挿入され、続く組織開口内に1本の緯糸が挿入される組織を単位組織として有してなることを特徴とする一方向性補強強化繊維織物。
【請求項2】
2本以上の任意の前記経糸の間に、それぞれ補助経糸である2本の絡み糸による絡み織が配されてなる請求項1記載の一方向性補強強化繊維織物。
【請求項3】
前記緯糸を構成する補助繊維糸に熱可塑性ポリマーが付着され、緯糸と経糸とが前記熱可塑性ポリマーを介して接着されてなる請求項1又は2に記載の一方向性補強強化繊維織物。
【請求項4】
2本の前記補助経糸により、緯糸が1本毎に拘束されてなる請求項1〜3のいずれかに記載の一方向性補強強化繊維織物。
【請求項5】
前記経糸のフィラメント数が12, 000〜600, 000本、糸繊度が800〜3, 300texであり、炭素繊維の目付けが200〜600g/m2 である請求項1〜4のいずれかに記載の一方向性補強強化繊維織物。
【請求項6】
経糸に炭素繊維マルチフィラメント糸を配列し、緯糸に補助糸を配列してなる補強用強化繊維織物の製造において、隣接する経糸に第1開口及び第2開口を交互に順次形成し、前記第1開口内に3本以上の前記緯糸を連続して挿入し、続く第2開口内に1本の緯糸を挿入して経糸と交錯せしめ、これを繰り返して織成することを特徴とする一方向性補強強化繊維織物の製造方法。
【請求項7】
2本以上の前記経糸の任意の間に2本の補助経糸による絡み織を介装することを含んでなる請求項6記載の一方向性補強強化繊維織物の製造方法。
【請求項1】
複数本の炭素繊維マルチフィラメント糸を経糸とし、補助繊維糸を緯糸として織製される補強用の強化繊維織物であって、
隣接する炭素繊維マルチフィラメント糸の間で開口される同じ組織開口内に3本以上の緯糸が連続して挿入され、続く組織開口内に1本の緯糸が挿入される組織を単位組織として有してなることを特徴とする一方向性補強強化繊維織物。
【請求項2】
2本以上の任意の前記経糸の間に、それぞれ補助経糸である2本の絡み糸による絡み織が配されてなる請求項1記載の一方向性補強強化繊維織物。
【請求項3】
前記緯糸を構成する補助繊維糸に熱可塑性ポリマーが付着され、緯糸と経糸とが前記熱可塑性ポリマーを介して接着されてなる請求項1又は2に記載の一方向性補強強化繊維織物。
【請求項4】
2本の前記補助経糸により、緯糸が1本毎に拘束されてなる請求項1〜3のいずれかに記載の一方向性補強強化繊維織物。
【請求項5】
前記経糸のフィラメント数が12, 000〜600, 000本、糸繊度が800〜3, 300texであり、炭素繊維の目付けが200〜600g/m2 である請求項1〜4のいずれかに記載の一方向性補強強化繊維織物。
【請求項6】
経糸に炭素繊維マルチフィラメント糸を配列し、緯糸に補助糸を配列してなる補強用強化繊維織物の製造において、隣接する経糸に第1開口及び第2開口を交互に順次形成し、前記第1開口内に3本以上の前記緯糸を連続して挿入し、続く第2開口内に1本の緯糸を挿入して経糸と交錯せしめ、これを繰り返して織成することを特徴とする一方向性補強強化繊維織物の製造方法。
【請求項7】
2本以上の前記経糸の任意の間に2本の補助経糸による絡み織を介装することを含んでなる請求項6記載の一方向性補強強化繊維織物の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−69033(P2011−69033A)
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2009−223234(P2009−223234)
【出願日】平成21年9月28日(2009.9.28)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願日】平成21年9月28日(2009.9.28)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]