
三層巻き線パターンおよびその製造方法
【課題】自動化に結びつくとともに、重ね巻の利点を実現する三相4極モータの三層巻き線構造と、その製造方法を提供する。
【解決手段】第1〜4の第1〜3相コイルグループから構成され、コイルグループがそれぞれ、複数のスロットの下部に収納される第1相の第1,2極の対を有する第1巻線層と、複数のスロットの下部に部分的に収納されるとともに上部に部分的に収納される第2相の第1,2極の対を有する第2巻線層と、複数のスロットの上部に収納される第3相の第1,2極の対を有する第3巻線層を有する。
【解決手段】第1〜4の第1〜3相コイルグループから構成され、コイルグループがそれぞれ、複数のスロットの下部に収納される第1相の第1,2極の対を有する第1巻線層と、複数のスロットの下部に部分的に収納されるとともに上部に部分的に収納される第2相の第1,2極の対を有する第2巻線層と、複数のスロットの上部に収納される第3相の第1,2極の対を有する第3巻線層を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は概略的に電気モータに関し、より詳しくは重ね巻と同心巻の利点を実現する巻き線パターンに関する。
【背景技術】
【0002】
低燃費、低排気ガス自動車を設計、製造することへ向かう趨勢は、この10年で劇的に増加し、ハイブリッドおよび全電気自動車の開発が非常に重要視されている。これは、延いては、推進の単独動力源(例えば全電気自動車)あるいは複合推進システム(例えばハイブリッドあるいはデュアル電気モータ自動車)における推進の二次的動力源として、電気モータがより重要視されることにつながる。
【0003】
AC誘導モータが周知であり、一般産業から自動車にわたる種々の応用技術で用いられている。このようなモータでは、モータ固定子の内部周面において、円周上に分布配置された複数のスロット内に固定された円周上に配置された複数のコイル巻き線によって磁場が形成され、コイル巻き線はAC電源に接続される。固定子コア内に形成された磁場はモータの回転子の回転を生じさせ、回転子は1以上の磁極の対から成る。
【0004】
一般に、固定子のコイル巻き線は、典型的には電源の相の数に等しい相の数で、複数の相に分割される。コイル巻き線の各相はコイルグループにまとめられ、各コイルグループは1つの相の1つの極に対応する。各コイルグループは1以上の個別のコイルあるいはコイル巻き線から成る。したがって、一相2極誘導モータの典型的な巻き線パターンは2つのコイルグループを有し、三相2極誘導モータは6つのコイルグループを有する。コイルグループの個別のコイル巻き線が固定子のスロット内に配置される態様は、製造コストはもちろんのこと、モータの性能をある程度決定する。一般的には、同心巻および重ね巻と称される、2つの巻き方の一方が用いられる。
【0005】
同心巻は、コストを考慮する応用分野において最も一般的な巻き方であり、これはこの方法が容易に自動化され、したがって比較的コスト低減効果があるからである。同心巻の配置において、各コイルグループを構成する個々のコイル巻き線は、グループ内の全ての巻き線が各固定子スロット内の同じ径方向深さに配置されるように、極の中心の周りに同心的に配置される。この手法は自動化され得るが、このような配置は固定子巻き線の起磁力(MMF)波形に望ましくない空間高調波を一般に引起し、これによりモータ性能に悪影響を及ぼす。
【0006】
他の一般的な巻き方である重ね巻ではコイルがオーバーラップする配置が適用され、この配置では、各コイルの構成は実質的に同じであり、各コイルのひとつの辺が他のコイルの辺にオーバーラップする。同じ巻線抵抗を有する実質的に同じコイルを用いる結果、各相における電気特性はよく釣合い、これにより固定子巻き線のMMF波形における高調波の大きさが減少する。しかし、この手法は優れたモータ性能をもたらすが、自動化には結びつかず、コストのかかる製造工程となる。
【0007】
したがって、求められることは、自動化に結びつくとともに、重ね巻の利点を実現する電気モータ巻き線の構成である。本発明はそのような巻き線パターンと、それに対応した自動化された製造方法を提供する。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は三相4極電気モータの3層巻き線の構成と、その製造方法を提供する。各巻き線層は1つの相から成る。複数の固定子スロットの下部に収容される第1巻き線層は、4つのコイルグループから成り、より詳しくは第1、第2、第3および第4の第1相コイルグループから成る。第1および第2の第1相コイルグループは第1相の第1の極の対を備え、第3および第4の第1相コイルグループは第1相の第2の極の対を備える。固定子スロットの下部内に部分的に収容され、かつ上部内に部分的に収容される第2巻き線層は4つのコイルグループから成り、より詳しくは第1、第2、第3および第4の第2相コイルグループから成る。第1および第2の第2相コイルグループは第2相の第1の極の対を備え、第3および第4の第2相コイルグループは第2相の第2の極の対を備える。固定子スロットの上部に収容される第3巻き線層は、4つのコイルグループから成り、より詳しくは、第1、第2、第3および第4の第3相コイルグループから成る。第1および第2の第3相コイルグループは第3相の第1の極の対を備え、第3および第4の第3相コイルグループは第3相の第2の極の対を備える。好ましくは、第1および第2の第1相コイルグループを電気的に接続する第1極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1および第2の第1相コイルグループを形成する。好ましくは、第1および第2の第2相コイルグループを電気的に接続する第2極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1および第2の第2相コイルグループを形成する。好ましくは、第1および第2の第3相コイルグループを電気的に接続する第3極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1および第2の第3相コイルグループを形成する。好ましくは、第3および第4の第1相コイルグループを電気的に接続する第4極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第3および第4の第1相コイルグループを形成する。好ましくは、第3および第4の第2相コイルグループを電気的に接続する第5極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第3および第4の第2相コイルグループを形成する。好ましくは、第3および第4の第3相コイルグループを電気的に接続する第6極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第3および第4の第3相コイルグループを形成する。選択的に、第1および第2の第1相コイルグループを電気的に接続する第1極間接続と、第2および第3の第1相コイルグループを電気的に接続する第2極間接続と、第3および第4の第1相コイルグループを電気的に接続する第3極間接続とは、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1、第2、第3および第4の第1相コイルグループを形成する。また、第1および第2の第2相コイルグループを電気的に接続する第4極間接続と、第2および第3の第2相コイルグループを電気的に接続する第5極間接続と、第3および第4の第2相コイルグループを電気的に接続する第6極間接続とは、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて、第1、第2、第3および第4の第2相コイルグループを形成する。また、第1および第2の第3相コイルグループを電気的に接続する第7極間接続と、第2および第3の第3相コイルグループを電気的に接続する第8極間接続と、第3および第4の第3相コイルグループを電気的に接続する第9極間接続とは、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1、第2、第3および第4の第3相コイルグループを形成する。三相4極電気モータの固定子は60スロットを有してもよい。各コイルグループは3、4、5あるいは異なる数のコイルを有してもよい。好ましくは、第1、第2および第3巻き線層の各コイルグループは重ね巻パターンで配置されてもよい。
【0009】
本発明の別の観点では、三相4極電気モータを製造する方法が提供される。この方法は、第1および第2の第1相コイルグループが第1の第1相の極の対の部材であるように、第1ワイヤあるいはワイヤ束から第1および第2の第1相コイルグループを巻き、第1および第2の第1相コイルグループを複数の固定子スロットの第1の下部に挿入し、第3および第4の第1相コイルグループが第2の第1相の極の対の部材であるように、第2ワイヤあるいはワイヤ束から第3および第4の第1相コイルグループを巻き、第3および第4の第1相コイルグループを複数の固定子スロットの第2の下部に挿入し、第1および第2の第2相コイルグループが第1の第2相の極の対の部材であるように、第3ワイヤあるいはワイヤ束から第1および第2の第2相コイルグループを巻き、第1および第2の第2相コイルグループの半分を複数の固定子スロットの下部に挿入し、第1および第2の第2相コイルグループの他の半分を複数の固定子スロットの上部に挿入し、第3および第4の第2相コイルグループが第2の第2相の極の対の部材であるように、第4ワイヤあるいはワイヤ束から第3および第4の第2相コイルグループを巻き、第3および第4の第2相コイルグループの半分を複数の固定子スロットの下部に挿入し、第3および第4の第2相コイルグループの他の半分を複数の固定子スロットの上部に挿入し、第1および第2の第3相コイルグループが第1の第3相の極の対の部材であるように、第5ワイヤあるいはワイヤ束から第1および第2の第3相コイルグループを巻き、第1および第2の第3相コイルグループを複数の固定子スロットの上部に挿入し、第3および第4の第3相コイルグループが第2の第3相の極の対の部材であるように、第6ワイヤあるいはワイヤ束から第3および第4の第3相コイルグループを巻き、第3および第4の第3相コイルグループを複数の固定子スロットの上部に挿入するステップを備える。
【0010】
本方法は、第1の第1相コイルグループと第3の第1相コイルグループの間に第1極間接続を形成し、第1の第2相コイルグループと第3の第2相コイルグループの間に第2極間接続を形成し、第1の第3相コイルグループと第3の第3相コイルグループの間に第3極間接続を形成するステップをさらに備えてもよい。
【0011】
本方法は、第1ワイヤおよび第2ワイヤのために連続ワイヤあるいはワイヤ束を使用して、第1および第3の第1相コイルグループの間に極間接続を自動的に形成し、第3ワイヤおよび第4ワイヤのために連続ワイヤあるいはワイヤ束を使用して、第1および第3の第2相コイルグループの間に極間接続を自動的に形成し、第5および第6ワイヤのために連続ワイヤあるいはワイヤ束を使用し、第1および第3の第3相コイルグループの間に極間接続を自動的に形成するステップをさらに備えてもよい。
【0012】
本発明の本質および利点のさらなる理解は明細書の残りの部分と図面を参照することにより明白となるであろう。
【図面の簡単な説明】
【0013】
【図1】2つの巻き線層が設けられた固定子スロットの断面図である。
【0014】
【図2】第1の好ましい実施形態の各巻き線層のコイル構成を示す。
【0015】
【図3】第1の好ましい実施形態の各相のコイル構成を示す。
【0016】
【図4】第1の好ましい実施形態の各相のコイル構成を図式的に示す。
【0017】
【図5】第1の好ましい実施形態の第1相のコイル構成を図式的に示す。
【0018】
【図6】本発明の三相4極モータの極間接続を示す。
【0019】
【図7】第2の好ましい実施形態の各巻き線層のコイル構成を示す。
【0020】
【図8】第2の好ましい実施形態の各相のコイル構成を示す。
【0021】
【図9】第2の好ましい実施形態の各相のコイル構成を図式的に示す。
【0022】
【図10】第3の好ましい実施形態の各巻き線層のコイル構成を示す。
【0023】
【図11】第3の好ましい実施形態の各相のコイル構成を示す。
【0024】
【図12】第3の好ましい実施形態の各相のコイル構成を図式的に示す。
【0025】
【図13】第4の好ましい実施形態の各巻き線層のコイル構成を示す。
【0026】
【図14】第4の好ましい実施形態の各相のコイル構成を示す。
【0027】
【図15】第4の好ましい実施形態の各相のコイル構成を図式的に示す。
【0028】
【図16】第5の好ましい実施形態の各巻き線層のコイル構成を示す。
【0029】
【図17】第5の好ましい実施形態の各相のコイル構成を示す。
【0030】
【図18】第5の好ましい実施形態の各相のコイル構成を図式的に示す。
【0031】
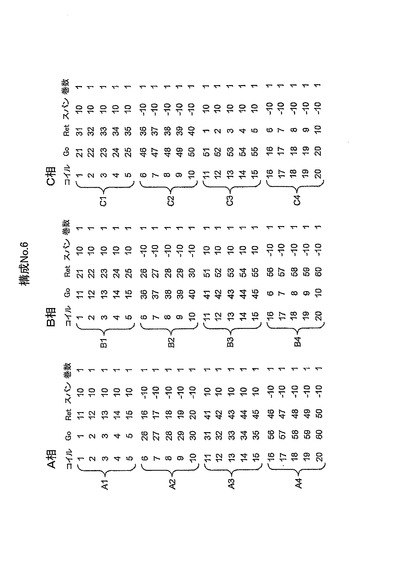
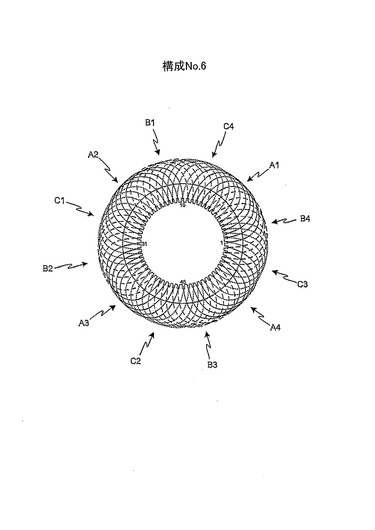
【図19】第6の好ましい実施形態の各巻き線層のコイル構成を示す。
【0032】
【図20】第6の好ましい実施形態の各相のコイル構成を示す。
【0033】
【図21】第6の好ましい実施形態の各相のコイル構成を図式的に示す。
【0034】
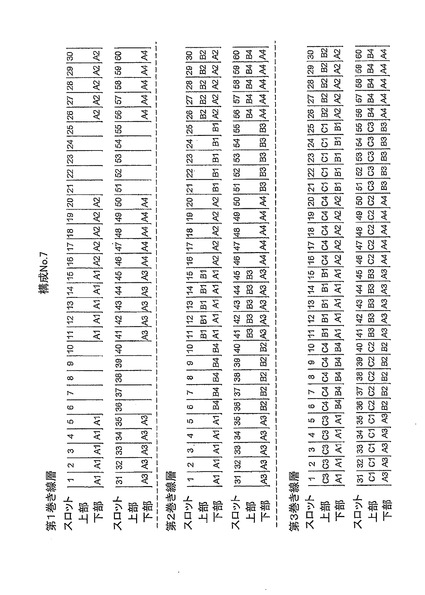
【図22】第7の好ましい実施形態の各ワ巻き線層のコイル構成を示す。
【発明を実施するための形態】
【0035】
本発明は、同心巻が有する製造の容易さに加え、重ね巻が一般に有するモータ動作性能を達成するために、2層巻き線挿入方法を用いた三相4極設計を利用するものである。一般的にこの技術は、第1巻き線層が、各相に2つの極、計6つの個別の極に対応するコイルグループから成り、第2巻き線層が、各相に2つの極、計6つの個別の極に対応するコイルグループから成ることを要求する。各層において、各相の2つの極は一対の極の一方であり、電磁石の相補的な極(例えばN極およびS極)を形成する。したがって、例えば、第1層はA相の極A1およびA2を有し、第2層はA相の極A3およびA4を有する。ここで極A1およびA2は第1の極の対、そして極A3およびA4は第2の極の対であり、両方の極の対は同じ相に結び付けられる。この手法を用い、後述するように、各巻き線層はわずかに修正された同心巻の技術を用いて製造され、その製造工程が自動化される。
【0036】
本発明は2層よりも層が多いパターンに用いられてもよいが、本発明者らは、自動化されるのに十分に単純でありながら優れたモータ性能を得るのに2層設計が最適であることを見出した。したがって、以下の例は2層構造についてのみ説明するが、本発明は2層を越えた構成にも適用可能であることが理解されるであろう。
【0037】
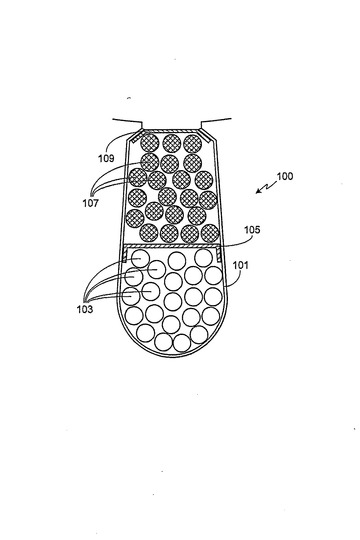
図1は、図示しない固定子アセンブリの1つのスロット100の断面図である。巻き線の挿入に先立ち、スロット絶縁体ライナ101がスロットに挿入される。次に、スロット100が2巻きだけで満たされると仮定し、第1コイルの第1巻き線がスロットに挿入される。この例では、この巻き線は一束の絶縁されたワイヤ103から成る。ワイヤ103の数と番手が、所望のモータ特性に依存することは当業者によって理解されるであろう。製造の際、次のステップは、ワイヤ103がスロット100内に押し込められるか圧縮されることを要求する。圧縮の後、相間絶縁セパレータ105がスロット100内に挿入される。ワイヤ103から成る第1コイルと、ワイヤ107から成る第2コイルが同一相であれば、相間絶縁セパレータ105は必要ないであろう。次に、第2巻き線がスロット100内に挿入され、この巻き線は絶縁されたワイヤ107から成る。後述するように、第2巻き線は同じコイルグループあるいは異なるコイルグループから形成されてもよい。ワイヤ103に関して上述したように、各ワイヤ107は多重撚り線であってもよく、あるいは単一の撚り線でもよい。第2の圧縮のステップ後、スロットトップウェッジ109が、ワイヤがスロット内に維持されることを確実にするために、スロット100内に挿入される。
【0038】
図2〜5は本発明の第1の好ましい実施形態を示す。この構成は、他の実施形態と同様に、60スロットの固定子を用いる。しかし、本発明は60スロットの固定子に限定されず、むしろ、本発明者らは、この構成が自動化にとって複雑になり過ぎることなく、望ましいモータ性能を生み出すことを発見した。他の例の構成は48スロットの固定子(すなわち各グループ毎に4コイルのコイルグループ)および72スロットの固定子(すなわち各グループ毎に6コイルのコイルグループ)を用いる。
【0039】
図2は各巻き線層のコイルの構成を示す。図示されるように、本実施形態において、各巻き線層には、比較的単純な同心巻パターンを用い、各コイルグループは好ましくは5つのコイルから成る。なお、本明細書を通して、第1巻き線層は単に第1層としても参照され、固定子スロット内に挿入された第1の組のコイルを示し、第1の組のコイルは、各相から2つの極、計6つの極に対応するコイルグループから成る。同様に、第2巻き線層は単に第2層としても参照され、固定子スロット内に挿入された第2の組のコイルを示し、第2の組のコイルは、各相から2つの極、残りの6つの極のコイルグループから成る。本発明の次の実施形態で示されるように、いくつかの構成において、1つの巻き線層(第1あるいは第2巻き線層)が1つの固定子スロット内に挿入された同じコイルグループからの2巻きを有してもよいことが分かる。このような構成において、両方の巻き線は同一の同心巻のコイルグループのメンバーであり、かつ同一の1つの巻き線層の一部である。
【0040】
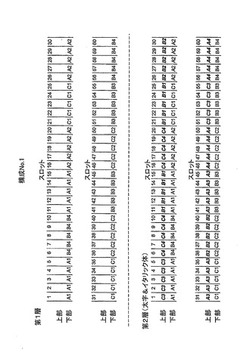
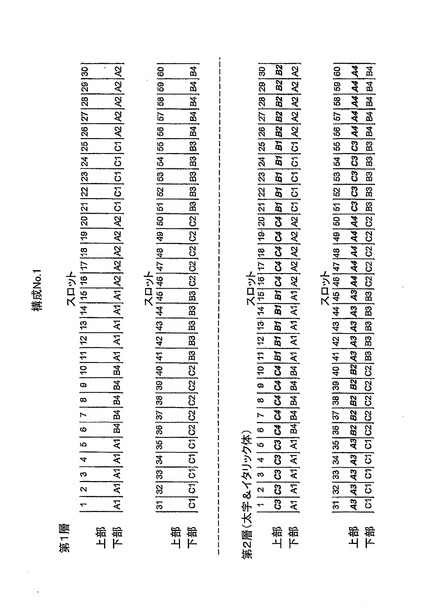
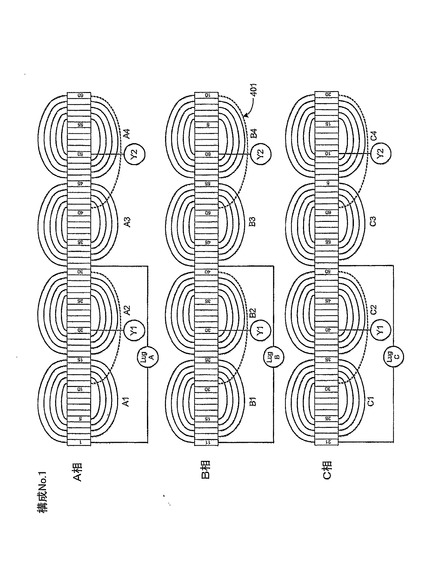
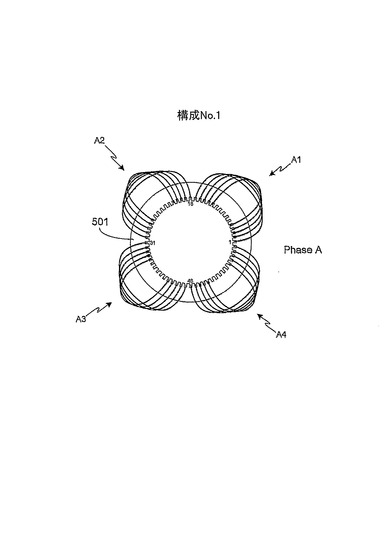
図2において、各巻き線層は、コイルのオーバーラップがない6つの同心巻のコイルグループから成る。前述したように、各巻き線層の6つのコイルグループは相毎に2つのコイルグループから成り、各相の2つの同一相のコイルグループは同一の極の対に属する。換言すれば、1つの層における同一相のコイルグループは互いに隣接し、相補的な極すなわち同一の極の対である。本発明のこの特徴は図4に示され、これは相毎に4つのコイルグループを示している。この特徴は図5にも示され、この図において、A相における4つのコイルグループが60スロット固定子501に示されている。図示されるように、コイルグループA1およびA2は1つの極の対のメンバーであり、つまり電磁気学的意味において互いに相反し、コイルグループA3およびA4は第2の極の対である。なお、コイルグループA1およびA2は第1巻き線層の一部であり、コイルグループA3およびA4は第2巻き線層の一部ある。
【0041】
前述したように、図2において、2つの巻き線層が示されている。第1巻き線層は、各固定子スロットの下部を完全に満たし、オーバーラップせず、スキップするスロットもない。同様に、第2巻き線層は各固定子スロットの上部においても、完全にスロットを満たす。なお図2において、各第2層のコイルにおける相の表示はイタリック体で太字である。
【0042】
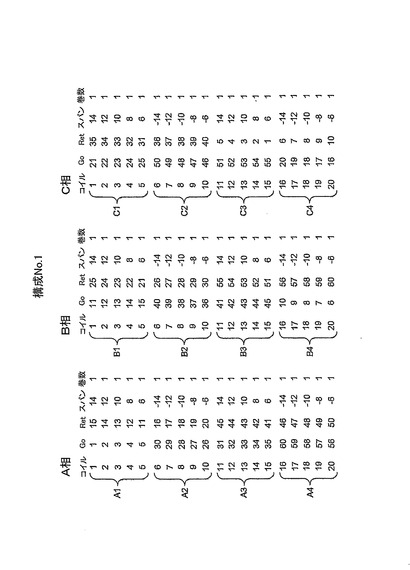
図3は第1の好ましい実施形態、すなわち構成No.1の各コイルにおけるコイル巻き線の情報を示し、図2に示されたデータに対応する。しかし図3は、各コイルに関係する固定子スロットを示し、また例えば各コイルにおけるスパン距離を示す。例えば、A相のコイル1はスロット1からスロット15へ行き、これは14スロットの距離に及ぶ。同様に、A相のコイル6はスロット30からスロット16へ行き、したがって、14スロットの距離に及ぶ。しかし、これらの2つのコイルにおける巻き線の方向は相互に反対であり、したがって相反する磁極を構成する。なお、巻き線の方向はスパン距離の前のマイナス符号により示される(例えばコイルグループA2およびA4におけるスパンの列に示される)。
【0043】
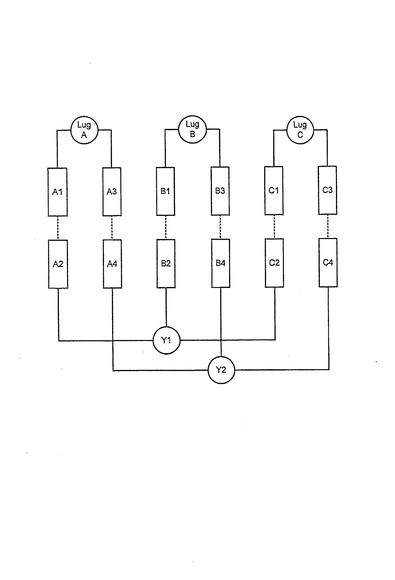
図4は図3に示されたのと同じ情報を図式的に示している。図4における点線、例えばライン401は極間の接続を示す。なお、本発明により提供される巻き線の手法により、これらの極間の接続は、巻き線とコイルの挿入工程において実行され、従来技術の巻き線パターンにおいて一般的であったようにコイルの挿入の後ではない。したがって例えば、同一の連続したワイヤあるいはワイヤ束が用いられて、まずA1コイルグループにおけるコイルを、そして次にA2コイルグループにおけるコイルを成形し、これにより巻き線層の成形の際に内部の極間の接続を自動的に形成し、挿入後におけるこれら2つのコイルグループ間の極間の接続を形成する必要性を除去する。挿入後の極間接続の工程の省略はモータの製造を単純化し、したがって、モータ信頼性と品質を改善しつつコストとモータの複雑さを低減する。これらの同一極間接続は図6にも示され、この図は、本発明の4極三相構造におけるコイルグループの接続を示す。
【0044】
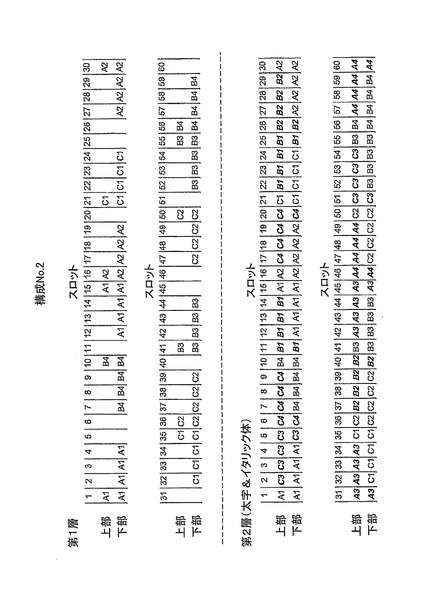
図7〜9は本発明の第2の好ましい実施形態を示す。図7は、層毎のコイル情報を示し、図8は対応する詳細なコイル情報を示す。本実施形態において、各コイルグループは5つのコイルから成り、各コイルグループのコイルの2つが単一の固定子スロットに挿入される。したがって、同一コイルグループの2巻きが挿入されたスロットにおいて、スロットは1つの巻き線層(好ましい2巻き構造であると仮定する)の挿入の間に満たされる。本実施形態のこの特徴は図7および8に示されている。例えば、コイルグループA1の2巻きが第1巻き線層の形成段階の間に挿入されるスロット1と、同様に、コイルC3の2巻きが第2巻き線層の形成段階で挿入されるスロット5を参照。なお、構成No. 2を図式的に示す図9において、二重巻きコイルは太線で示されている。
【0045】
図10〜12は本発明の第3の好ましい実施形態を示す。第2実施形態と同様に、本実施形態における各コイルグループは5つのコイルから成り、そのうちの2つのコイルは単一の固定子スロットに挿入される。第2実施形態では各グループの最外周のコイルが二重巻きであるが、本実施形態では、各コイルグループの最外周から2番目のコイルが二重巻きコイルである。しかし第2実施形態と異なり、本実施形態では、1つの巻き線層の形成において、コイル間にわずかなオーバーラップがある。より具体的には、各巻き線層の形成において、2つの異なるコイルグループが同じスロットに挿入される3つのスロットがあり、すなわち第1層におけるスロット16、36および56と、第2層におけるスロット6、26および46である。
【0046】
図13〜15は、コイルグループ毎に5つのコイルを含む本発明の第4の好ましい実施形態を示す。本実施形態において、各コイルグループ内には、2つの二重巻きコイルがある。より具体的には図示されるように、各グループの最外周のコイルは第2実施形態と同様に二重巻きコイルである。さらに、各コイルグループの最外周から2番目のコイルも第3実施形態と同様に二重巻きコイルである。しかし本実施形態は第2実施形態と同様に、単一の巻き線層の成形の間に、その層におけるコイルグループ間にオーバーラップがない。
【0047】
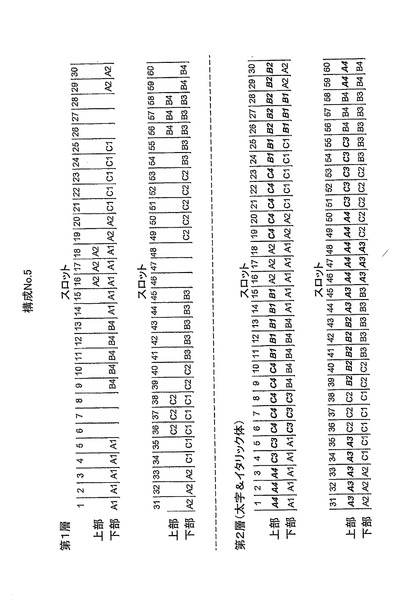
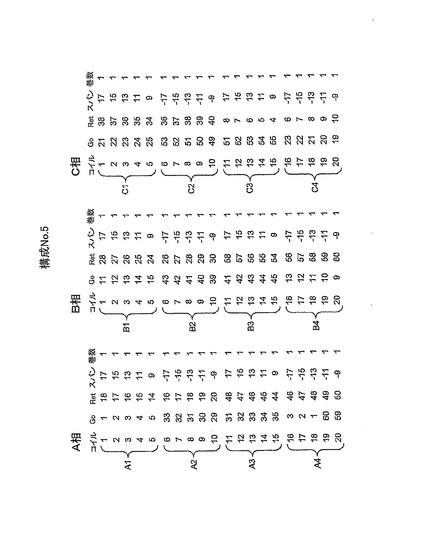
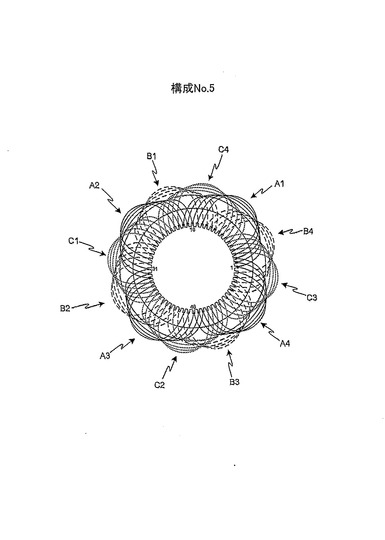
図16〜18は本発明の第5の好ましい実施形態を示す。第1実施形態と同様に、本実施形態における各コイルグループは、グループ内でコイルの重複がない5つのコイルから成る。しかし第1実施形態とは異なり、本実施形態は第1および第2層の形成の段階において、異なるコイルグループに属するコイルをオーバーラップする。例えば、第1巻き線層の挿入の間に、3つのA2コイルがスロット16〜18内で3つのA1コイルの上に配置される。
【0048】
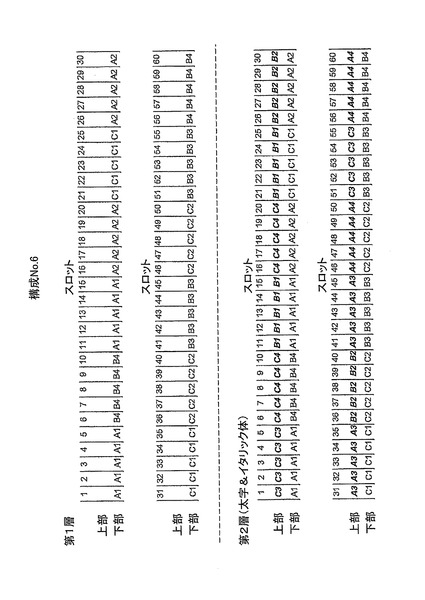
図19〜21は本発明の第6の好ましい実施形態を示す。第1および第5実施形態と同様に、好ましくは、本実施形態における各コイルグループはグループ内でコイルの重複がない5つのコイルから成る。第1実施形態と同様に、第6実施形態において、第1または第2の層の形成段階の間に、異なるコイルグループ間でオーバーラップはない。しかしこれまでの実施形態と異なり、第6実施形態において、各コイルグループ内のコイルは全て重ねて巻かれる。したがって、図2および19の表は同じであるが、第1および第6実施形態の間の違いは図20および21に示され、これらは第6実施形態における各コイルグループに用いられる重ね巻の手法を示している。
【0049】
第6実施形態はいくつかの異なる製造方法に適用される。上記実施形態に応用可能な方法に類似する好ましい方法において、好ましくは自動化されたワインディング機を用いて、各相の極の対が最初に形成される。好ましくは、各極の対は連続したワイヤあるいはワイヤ束から形成されて、各極の対の2つの極の間における極間接続が自動的に形成され、これにより、コイル挿入後のそれら特別な極間接続を形成する必要性を除去する。このように、例えば、コイルグループA1およびA2における極の対は連続したワイヤあるいはワイヤ束から形成され、コイルグループA3およびA4の極の対は第2の連続したワイヤあるいはワイヤ束から形成され、コイルグループB1およびB2の極の対は第3の連続したワイヤあるいはワイヤ束から形成される。次に、図19〜21に示されるように、コイルグループA1、A2、B3、B4、C1およびC2から成る第1層が挿入される。そして、必要に応じて相間絶縁セパレータが挿入され、次いでコイルグループA3、A4、B1、B2、C3およびC4から成る第2層の挿入が行われる。必要に応じて固定くさびの挿入の後、図6に示されるように、外部ラグ(lug)および外部接続部材が形成される。
【0050】
図22は第6実施形態と密接に関係した第7の実施形態を示す。本実施形態において、各層が1つの相から成る3巻き線層設計が用いられる。2つではなく、3つの巻き線層が用いられるが、第7実施形態のコイルグループのスロット配置は第6実施形態におけるコイルグループのスロット配置と同じである。しかし、後述するように、いくつかの固定子スロット内での配置は、例えば上部スロット配置と下部スロット配置の間での変更のように、変更される。したがって、図20および21は第6および第7実施形態間では変更がないが、第6実施形態に関して図19に示された表は、単一の巻き線層の中に完全な相が挿入されるようにするため、図22に示されるように修正される。特に、この方法の結果として、コイルグループA3、A4、B1(スロット21〜25)、およびB2(スロット36〜40)は、図22に示されるように固定子スロットの上部ではなく、下部に挿入される。同様に、この方法において、コイルグループB3(スロット41〜45)、B4(スロット56〜60)、C1およびC2は、固定子スロットの下部ではなく、上部に挿入される。この方法の利点は、連続するワイヤあるいはワイヤ束によって各相における4つ全てのコイルグループを巻くことを可能とし、それにより図6に示す極間接続(すなわちラグ(lug)A、BおよびC)を除去することである。
【0051】
添付した図において、複数の図において用いられている同一の要素符号は、同一の要素あるいは同一機能を有する要素を示すことが理解される。さらに、添付した図は、例示することを意図しているにすぎず、本発明の範囲を限定することを意図したものではない。
【0052】
当業者によって理解されるように、本発明は、本発明の趣旨あるいは本質から離れることなく他の特定の形態に具体化してもよい。したがって、この明細書における開示と記述は説明的であることを意図するが、後述する請求項に記載される本発明の範囲を限定するものではない。
【技術分野】
【0001】
本発明は概略的に電気モータに関し、より詳しくは重ね巻と同心巻の利点を実現する巻き線パターンに関する。
【背景技術】
【0002】
低燃費、低排気ガス自動車を設計、製造することへ向かう趨勢は、この10年で劇的に増加し、ハイブリッドおよび全電気自動車の開発が非常に重要視されている。これは、延いては、推進の単独動力源(例えば全電気自動車)あるいは複合推進システム(例えばハイブリッドあるいはデュアル電気モータ自動車)における推進の二次的動力源として、電気モータがより重要視されることにつながる。
【0003】
AC誘導モータが周知であり、一般産業から自動車にわたる種々の応用技術で用いられている。このようなモータでは、モータ固定子の内部周面において、円周上に分布配置された複数のスロット内に固定された円周上に配置された複数のコイル巻き線によって磁場が形成され、コイル巻き線はAC電源に接続される。固定子コア内に形成された磁場はモータの回転子の回転を生じさせ、回転子は1以上の磁極の対から成る。
【0004】
一般に、固定子のコイル巻き線は、典型的には電源の相の数に等しい相の数で、複数の相に分割される。コイル巻き線の各相はコイルグループにまとめられ、各コイルグループは1つの相の1つの極に対応する。各コイルグループは1以上の個別のコイルあるいはコイル巻き線から成る。したがって、一相2極誘導モータの典型的な巻き線パターンは2つのコイルグループを有し、三相2極誘導モータは6つのコイルグループを有する。コイルグループの個別のコイル巻き線が固定子のスロット内に配置される態様は、製造コストはもちろんのこと、モータの性能をある程度決定する。一般的には、同心巻および重ね巻と称される、2つの巻き方の一方が用いられる。
【0005】
同心巻は、コストを考慮する応用分野において最も一般的な巻き方であり、これはこの方法が容易に自動化され、したがって比較的コスト低減効果があるからである。同心巻の配置において、各コイルグループを構成する個々のコイル巻き線は、グループ内の全ての巻き線が各固定子スロット内の同じ径方向深さに配置されるように、極の中心の周りに同心的に配置される。この手法は自動化され得るが、このような配置は固定子巻き線の起磁力(MMF)波形に望ましくない空間高調波を一般に引起し、これによりモータ性能に悪影響を及ぼす。
【0006】
他の一般的な巻き方である重ね巻ではコイルがオーバーラップする配置が適用され、この配置では、各コイルの構成は実質的に同じであり、各コイルのひとつの辺が他のコイルの辺にオーバーラップする。同じ巻線抵抗を有する実質的に同じコイルを用いる結果、各相における電気特性はよく釣合い、これにより固定子巻き線のMMF波形における高調波の大きさが減少する。しかし、この手法は優れたモータ性能をもたらすが、自動化には結びつかず、コストのかかる製造工程となる。
【0007】
したがって、求められることは、自動化に結びつくとともに、重ね巻の利点を実現する電気モータ巻き線の構成である。本発明はそのような巻き線パターンと、それに対応した自動化された製造方法を提供する。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は三相4極電気モータの3層巻き線の構成と、その製造方法を提供する。各巻き線層は1つの相から成る。複数の固定子スロットの下部に収容される第1巻き線層は、4つのコイルグループから成り、より詳しくは第1、第2、第3および第4の第1相コイルグループから成る。第1および第2の第1相コイルグループは第1相の第1の極の対を備え、第3および第4の第1相コイルグループは第1相の第2の極の対を備える。固定子スロットの下部内に部分的に収容され、かつ上部内に部分的に収容される第2巻き線層は4つのコイルグループから成り、より詳しくは第1、第2、第3および第4の第2相コイルグループから成る。第1および第2の第2相コイルグループは第2相の第1の極の対を備え、第3および第4の第2相コイルグループは第2相の第2の極の対を備える。固定子スロットの上部に収容される第3巻き線層は、4つのコイルグループから成り、より詳しくは、第1、第2、第3および第4の第3相コイルグループから成る。第1および第2の第3相コイルグループは第3相の第1の極の対を備え、第3および第4の第3相コイルグループは第3相の第2の極の対を備える。好ましくは、第1および第2の第1相コイルグループを電気的に接続する第1極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1および第2の第1相コイルグループを形成する。好ましくは、第1および第2の第2相コイルグループを電気的に接続する第2極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1および第2の第2相コイルグループを形成する。好ましくは、第1および第2の第3相コイルグループを電気的に接続する第3極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1および第2の第3相コイルグループを形成する。好ましくは、第3および第4の第1相コイルグループを電気的に接続する第4極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第3および第4の第1相コイルグループを形成する。好ましくは、第3および第4の第2相コイルグループを電気的に接続する第5極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第3および第4の第2相コイルグループを形成する。好ましくは、第3および第4の第3相コイルグループを電気的に接続する第6極間接続は、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第3および第4の第3相コイルグループを形成する。選択的に、第1および第2の第1相コイルグループを電気的に接続する第1極間接続と、第2および第3の第1相コイルグループを電気的に接続する第2極間接続と、第3および第4の第1相コイルグループを電気的に接続する第3極間接続とは、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1、第2、第3および第4の第1相コイルグループを形成する。また、第1および第2の第2相コイルグループを電気的に接続する第4極間接続と、第2および第3の第2相コイルグループを電気的に接続する第5極間接続と、第3および第4の第2相コイルグループを電気的に接続する第6極間接続とは、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて、第1、第2、第3および第4の第2相コイルグループを形成する。また、第1および第2の第3相コイルグループを電気的に接続する第7極間接続と、第2および第3の第3相コイルグループを電気的に接続する第8極間接続と、第3および第4の第3相コイルグループを電気的に接続する第9極間接続とは、連続したワイヤあるいはワイヤ束を用いて自動的に形成されて第1、第2、第3および第4の第3相コイルグループを形成する。三相4極電気モータの固定子は60スロットを有してもよい。各コイルグループは3、4、5あるいは異なる数のコイルを有してもよい。好ましくは、第1、第2および第3巻き線層の各コイルグループは重ね巻パターンで配置されてもよい。
【0009】
本発明の別の観点では、三相4極電気モータを製造する方法が提供される。この方法は、第1および第2の第1相コイルグループが第1の第1相の極の対の部材であるように、第1ワイヤあるいはワイヤ束から第1および第2の第1相コイルグループを巻き、第1および第2の第1相コイルグループを複数の固定子スロットの第1の下部に挿入し、第3および第4の第1相コイルグループが第2の第1相の極の対の部材であるように、第2ワイヤあるいはワイヤ束から第3および第4の第1相コイルグループを巻き、第3および第4の第1相コイルグループを複数の固定子スロットの第2の下部に挿入し、第1および第2の第2相コイルグループが第1の第2相の極の対の部材であるように、第3ワイヤあるいはワイヤ束から第1および第2の第2相コイルグループを巻き、第1および第2の第2相コイルグループの半分を複数の固定子スロットの下部に挿入し、第1および第2の第2相コイルグループの他の半分を複数の固定子スロットの上部に挿入し、第3および第4の第2相コイルグループが第2の第2相の極の対の部材であるように、第4ワイヤあるいはワイヤ束から第3および第4の第2相コイルグループを巻き、第3および第4の第2相コイルグループの半分を複数の固定子スロットの下部に挿入し、第3および第4の第2相コイルグループの他の半分を複数の固定子スロットの上部に挿入し、第1および第2の第3相コイルグループが第1の第3相の極の対の部材であるように、第5ワイヤあるいはワイヤ束から第1および第2の第3相コイルグループを巻き、第1および第2の第3相コイルグループを複数の固定子スロットの上部に挿入し、第3および第4の第3相コイルグループが第2の第3相の極の対の部材であるように、第6ワイヤあるいはワイヤ束から第3および第4の第3相コイルグループを巻き、第3および第4の第3相コイルグループを複数の固定子スロットの上部に挿入するステップを備える。
【0010】
本方法は、第1の第1相コイルグループと第3の第1相コイルグループの間に第1極間接続を形成し、第1の第2相コイルグループと第3の第2相コイルグループの間に第2極間接続を形成し、第1の第3相コイルグループと第3の第3相コイルグループの間に第3極間接続を形成するステップをさらに備えてもよい。
【0011】
本方法は、第1ワイヤおよび第2ワイヤのために連続ワイヤあるいはワイヤ束を使用して、第1および第3の第1相コイルグループの間に極間接続を自動的に形成し、第3ワイヤおよび第4ワイヤのために連続ワイヤあるいはワイヤ束を使用して、第1および第3の第2相コイルグループの間に極間接続を自動的に形成し、第5および第6ワイヤのために連続ワイヤあるいはワイヤ束を使用し、第1および第3の第3相コイルグループの間に極間接続を自動的に形成するステップをさらに備えてもよい。
【0012】
本発明の本質および利点のさらなる理解は明細書の残りの部分と図面を参照することにより明白となるであろう。
【図面の簡単な説明】
【0013】
【図1】2つの巻き線層が設けられた固定子スロットの断面図である。
【0014】
【図2】第1の好ましい実施形態の各巻き線層のコイル構成を示す。
【0015】
【図3】第1の好ましい実施形態の各相のコイル構成を示す。
【0016】
【図4】第1の好ましい実施形態の各相のコイル構成を図式的に示す。
【0017】
【図5】第1の好ましい実施形態の第1相のコイル構成を図式的に示す。
【0018】
【図6】本発明の三相4極モータの極間接続を示す。
【0019】
【図7】第2の好ましい実施形態の各巻き線層のコイル構成を示す。
【0020】
【図8】第2の好ましい実施形態の各相のコイル構成を示す。
【0021】
【図9】第2の好ましい実施形態の各相のコイル構成を図式的に示す。
【0022】
【図10】第3の好ましい実施形態の各巻き線層のコイル構成を示す。
【0023】
【図11】第3の好ましい実施形態の各相のコイル構成を示す。
【0024】
【図12】第3の好ましい実施形態の各相のコイル構成を図式的に示す。
【0025】
【図13】第4の好ましい実施形態の各巻き線層のコイル構成を示す。
【0026】
【図14】第4の好ましい実施形態の各相のコイル構成を示す。
【0027】
【図15】第4の好ましい実施形態の各相のコイル構成を図式的に示す。
【0028】
【図16】第5の好ましい実施形態の各巻き線層のコイル構成を示す。
【0029】
【図17】第5の好ましい実施形態の各相のコイル構成を示す。
【0030】
【図18】第5の好ましい実施形態の各相のコイル構成を図式的に示す。
【0031】
【図19】第6の好ましい実施形態の各巻き線層のコイル構成を示す。
【0032】
【図20】第6の好ましい実施形態の各相のコイル構成を示す。
【0033】
【図21】第6の好ましい実施形態の各相のコイル構成を図式的に示す。
【0034】
【図22】第7の好ましい実施形態の各ワ巻き線層のコイル構成を示す。
【発明を実施するための形態】
【0035】
本発明は、同心巻が有する製造の容易さに加え、重ね巻が一般に有するモータ動作性能を達成するために、2層巻き線挿入方法を用いた三相4極設計を利用するものである。一般的にこの技術は、第1巻き線層が、各相に2つの極、計6つの個別の極に対応するコイルグループから成り、第2巻き線層が、各相に2つの極、計6つの個別の極に対応するコイルグループから成ることを要求する。各層において、各相の2つの極は一対の極の一方であり、電磁石の相補的な極(例えばN極およびS極)を形成する。したがって、例えば、第1層はA相の極A1およびA2を有し、第2層はA相の極A3およびA4を有する。ここで極A1およびA2は第1の極の対、そして極A3およびA4は第2の極の対であり、両方の極の対は同じ相に結び付けられる。この手法を用い、後述するように、各巻き線層はわずかに修正された同心巻の技術を用いて製造され、その製造工程が自動化される。
【0036】
本発明は2層よりも層が多いパターンに用いられてもよいが、本発明者らは、自動化されるのに十分に単純でありながら優れたモータ性能を得るのに2層設計が最適であることを見出した。したがって、以下の例は2層構造についてのみ説明するが、本発明は2層を越えた構成にも適用可能であることが理解されるであろう。
【0037】
図1は、図示しない固定子アセンブリの1つのスロット100の断面図である。巻き線の挿入に先立ち、スロット絶縁体ライナ101がスロットに挿入される。次に、スロット100が2巻きだけで満たされると仮定し、第1コイルの第1巻き線がスロットに挿入される。この例では、この巻き線は一束の絶縁されたワイヤ103から成る。ワイヤ103の数と番手が、所望のモータ特性に依存することは当業者によって理解されるであろう。製造の際、次のステップは、ワイヤ103がスロット100内に押し込められるか圧縮されることを要求する。圧縮の後、相間絶縁セパレータ105がスロット100内に挿入される。ワイヤ103から成る第1コイルと、ワイヤ107から成る第2コイルが同一相であれば、相間絶縁セパレータ105は必要ないであろう。次に、第2巻き線がスロット100内に挿入され、この巻き線は絶縁されたワイヤ107から成る。後述するように、第2巻き線は同じコイルグループあるいは異なるコイルグループから形成されてもよい。ワイヤ103に関して上述したように、各ワイヤ107は多重撚り線であってもよく、あるいは単一の撚り線でもよい。第2の圧縮のステップ後、スロットトップウェッジ109が、ワイヤがスロット内に維持されることを確実にするために、スロット100内に挿入される。
【0038】
図2〜5は本発明の第1の好ましい実施形態を示す。この構成は、他の実施形態と同様に、60スロットの固定子を用いる。しかし、本発明は60スロットの固定子に限定されず、むしろ、本発明者らは、この構成が自動化にとって複雑になり過ぎることなく、望ましいモータ性能を生み出すことを発見した。他の例の構成は48スロットの固定子(すなわち各グループ毎に4コイルのコイルグループ)および72スロットの固定子(すなわち各グループ毎に6コイルのコイルグループ)を用いる。
【0039】
図2は各巻き線層のコイルの構成を示す。図示されるように、本実施形態において、各巻き線層には、比較的単純な同心巻パターンを用い、各コイルグループは好ましくは5つのコイルから成る。なお、本明細書を通して、第1巻き線層は単に第1層としても参照され、固定子スロット内に挿入された第1の組のコイルを示し、第1の組のコイルは、各相から2つの極、計6つの極に対応するコイルグループから成る。同様に、第2巻き線層は単に第2層としても参照され、固定子スロット内に挿入された第2の組のコイルを示し、第2の組のコイルは、各相から2つの極、残りの6つの極のコイルグループから成る。本発明の次の実施形態で示されるように、いくつかの構成において、1つの巻き線層(第1あるいは第2巻き線層)が1つの固定子スロット内に挿入された同じコイルグループからの2巻きを有してもよいことが分かる。このような構成において、両方の巻き線は同一の同心巻のコイルグループのメンバーであり、かつ同一の1つの巻き線層の一部である。
【0040】
図2において、各巻き線層は、コイルのオーバーラップがない6つの同心巻のコイルグループから成る。前述したように、各巻き線層の6つのコイルグループは相毎に2つのコイルグループから成り、各相の2つの同一相のコイルグループは同一の極の対に属する。換言すれば、1つの層における同一相のコイルグループは互いに隣接し、相補的な極すなわち同一の極の対である。本発明のこの特徴は図4に示され、これは相毎に4つのコイルグループを示している。この特徴は図5にも示され、この図において、A相における4つのコイルグループが60スロット固定子501に示されている。図示されるように、コイルグループA1およびA2は1つの極の対のメンバーであり、つまり電磁気学的意味において互いに相反し、コイルグループA3およびA4は第2の極の対である。なお、コイルグループA1およびA2は第1巻き線層の一部であり、コイルグループA3およびA4は第2巻き線層の一部ある。
【0041】
前述したように、図2において、2つの巻き線層が示されている。第1巻き線層は、各固定子スロットの下部を完全に満たし、オーバーラップせず、スキップするスロットもない。同様に、第2巻き線層は各固定子スロットの上部においても、完全にスロットを満たす。なお図2において、各第2層のコイルにおける相の表示はイタリック体で太字である。
【0042】
図3は第1の好ましい実施形態、すなわち構成No.1の各コイルにおけるコイル巻き線の情報を示し、図2に示されたデータに対応する。しかし図3は、各コイルに関係する固定子スロットを示し、また例えば各コイルにおけるスパン距離を示す。例えば、A相のコイル1はスロット1からスロット15へ行き、これは14スロットの距離に及ぶ。同様に、A相のコイル6はスロット30からスロット16へ行き、したがって、14スロットの距離に及ぶ。しかし、これらの2つのコイルにおける巻き線の方向は相互に反対であり、したがって相反する磁極を構成する。なお、巻き線の方向はスパン距離の前のマイナス符号により示される(例えばコイルグループA2およびA4におけるスパンの列に示される)。
【0043】
図4は図3に示されたのと同じ情報を図式的に示している。図4における点線、例えばライン401は極間の接続を示す。なお、本発明により提供される巻き線の手法により、これらの極間の接続は、巻き線とコイルの挿入工程において実行され、従来技術の巻き線パターンにおいて一般的であったようにコイルの挿入の後ではない。したがって例えば、同一の連続したワイヤあるいはワイヤ束が用いられて、まずA1コイルグループにおけるコイルを、そして次にA2コイルグループにおけるコイルを成形し、これにより巻き線層の成形の際に内部の極間の接続を自動的に形成し、挿入後におけるこれら2つのコイルグループ間の極間の接続を形成する必要性を除去する。挿入後の極間接続の工程の省略はモータの製造を単純化し、したがって、モータ信頼性と品質を改善しつつコストとモータの複雑さを低減する。これらの同一極間接続は図6にも示され、この図は、本発明の4極三相構造におけるコイルグループの接続を示す。
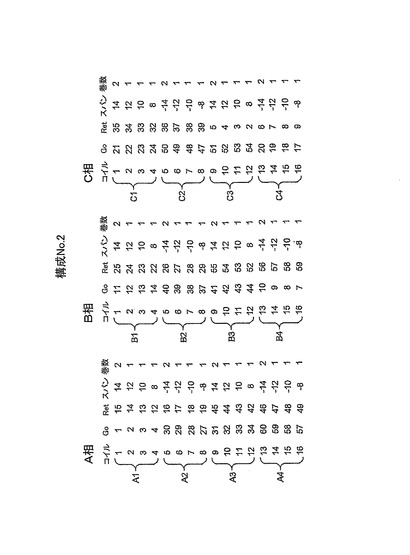
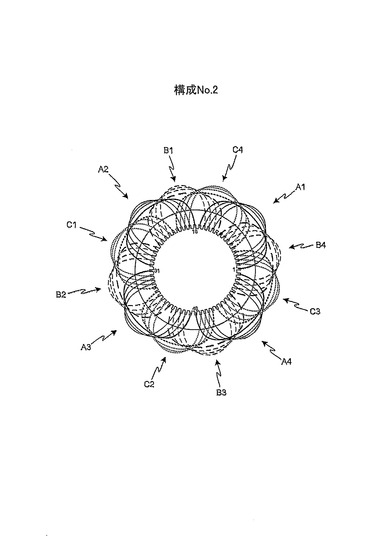
【0044】
図7〜9は本発明の第2の好ましい実施形態を示す。図7は、層毎のコイル情報を示し、図8は対応する詳細なコイル情報を示す。本実施形態において、各コイルグループは5つのコイルから成り、各コイルグループのコイルの2つが単一の固定子スロットに挿入される。したがって、同一コイルグループの2巻きが挿入されたスロットにおいて、スロットは1つの巻き線層(好ましい2巻き構造であると仮定する)の挿入の間に満たされる。本実施形態のこの特徴は図7および8に示されている。例えば、コイルグループA1の2巻きが第1巻き線層の形成段階の間に挿入されるスロット1と、同様に、コイルC3の2巻きが第2巻き線層の形成段階で挿入されるスロット5を参照。なお、構成No. 2を図式的に示す図9において、二重巻きコイルは太線で示されている。
【0045】
図10〜12は本発明の第3の好ましい実施形態を示す。第2実施形態と同様に、本実施形態における各コイルグループは5つのコイルから成り、そのうちの2つのコイルは単一の固定子スロットに挿入される。第2実施形態では各グループの最外周のコイルが二重巻きであるが、本実施形態では、各コイルグループの最外周から2番目のコイルが二重巻きコイルである。しかし第2実施形態と異なり、本実施形態では、1つの巻き線層の形成において、コイル間にわずかなオーバーラップがある。より具体的には、各巻き線層の形成において、2つの異なるコイルグループが同じスロットに挿入される3つのスロットがあり、すなわち第1層におけるスロット16、36および56と、第2層におけるスロット6、26および46である。
【0046】
図13〜15は、コイルグループ毎に5つのコイルを含む本発明の第4の好ましい実施形態を示す。本実施形態において、各コイルグループ内には、2つの二重巻きコイルがある。より具体的には図示されるように、各グループの最外周のコイルは第2実施形態と同様に二重巻きコイルである。さらに、各コイルグループの最外周から2番目のコイルも第3実施形態と同様に二重巻きコイルである。しかし本実施形態は第2実施形態と同様に、単一の巻き線層の成形の間に、その層におけるコイルグループ間にオーバーラップがない。
【0047】
図16〜18は本発明の第5の好ましい実施形態を示す。第1実施形態と同様に、本実施形態における各コイルグループは、グループ内でコイルの重複がない5つのコイルから成る。しかし第1実施形態とは異なり、本実施形態は第1および第2層の形成の段階において、異なるコイルグループに属するコイルをオーバーラップする。例えば、第1巻き線層の挿入の間に、3つのA2コイルがスロット16〜18内で3つのA1コイルの上に配置される。
【0048】
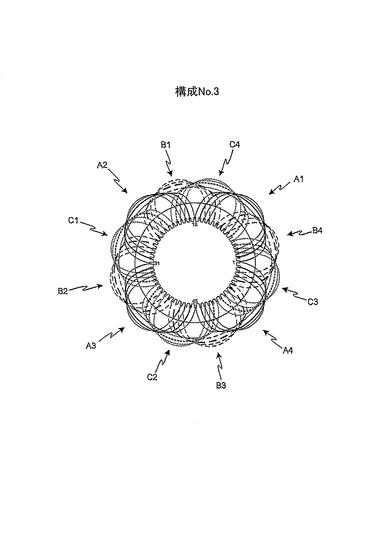
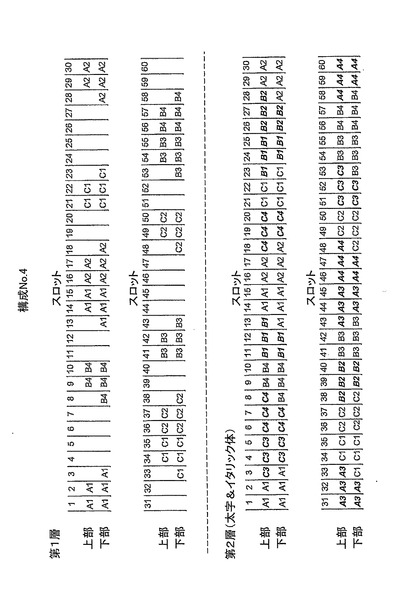
図19〜21は本発明の第6の好ましい実施形態を示す。第1および第5実施形態と同様に、好ましくは、本実施形態における各コイルグループはグループ内でコイルの重複がない5つのコイルから成る。第1実施形態と同様に、第6実施形態において、第1または第2の層の形成段階の間に、異なるコイルグループ間でオーバーラップはない。しかしこれまでの実施形態と異なり、第6実施形態において、各コイルグループ内のコイルは全て重ねて巻かれる。したがって、図2および19の表は同じであるが、第1および第6実施形態の間の違いは図20および21に示され、これらは第6実施形態における各コイルグループに用いられる重ね巻の手法を示している。
【0049】
第6実施形態はいくつかの異なる製造方法に適用される。上記実施形態に応用可能な方法に類似する好ましい方法において、好ましくは自動化されたワインディング機を用いて、各相の極の対が最初に形成される。好ましくは、各極の対は連続したワイヤあるいはワイヤ束から形成されて、各極の対の2つの極の間における極間接続が自動的に形成され、これにより、コイル挿入後のそれら特別な極間接続を形成する必要性を除去する。このように、例えば、コイルグループA1およびA2における極の対は連続したワイヤあるいはワイヤ束から形成され、コイルグループA3およびA4の極の対は第2の連続したワイヤあるいはワイヤ束から形成され、コイルグループB1およびB2の極の対は第3の連続したワイヤあるいはワイヤ束から形成される。次に、図19〜21に示されるように、コイルグループA1、A2、B3、B4、C1およびC2から成る第1層が挿入される。そして、必要に応じて相間絶縁セパレータが挿入され、次いでコイルグループA3、A4、B1、B2、C3およびC4から成る第2層の挿入が行われる。必要に応じて固定くさびの挿入の後、図6に示されるように、外部ラグ(lug)および外部接続部材が形成される。
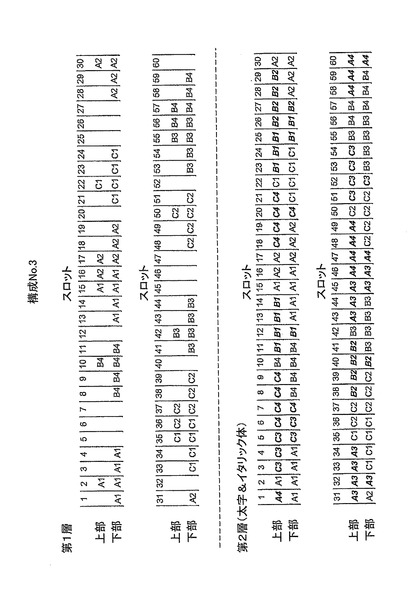
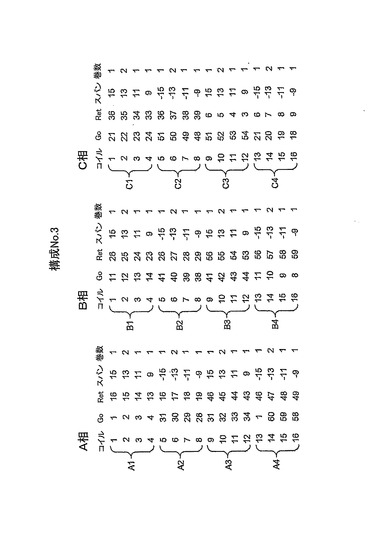
【0050】
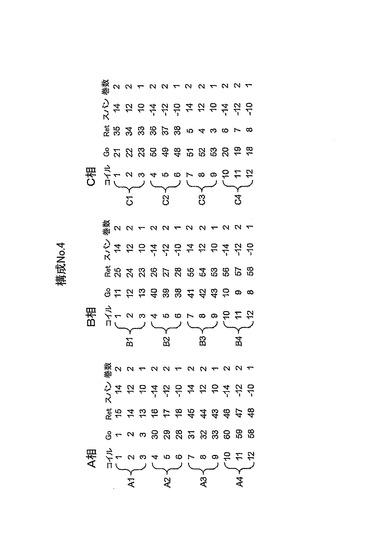
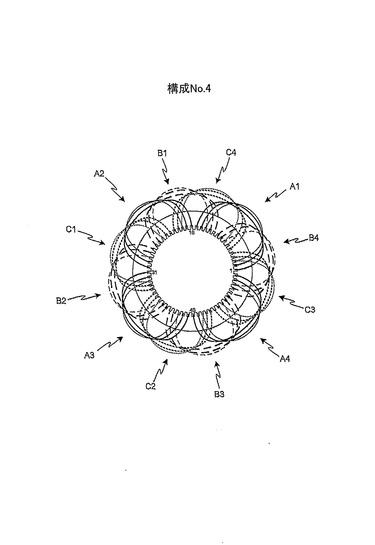
図22は第6実施形態と密接に関係した第7の実施形態を示す。本実施形態において、各層が1つの相から成る3巻き線層設計が用いられる。2つではなく、3つの巻き線層が用いられるが、第7実施形態のコイルグループのスロット配置は第6実施形態におけるコイルグループのスロット配置と同じである。しかし、後述するように、いくつかの固定子スロット内での配置は、例えば上部スロット配置と下部スロット配置の間での変更のように、変更される。したがって、図20および21は第6および第7実施形態間では変更がないが、第6実施形態に関して図19に示された表は、単一の巻き線層の中に完全な相が挿入されるようにするため、図22に示されるように修正される。特に、この方法の結果として、コイルグループA3、A4、B1(スロット21〜25)、およびB2(スロット36〜40)は、図22に示されるように固定子スロットの上部ではなく、下部に挿入される。同様に、この方法において、コイルグループB3(スロット41〜45)、B4(スロット56〜60)、C1およびC2は、固定子スロットの下部ではなく、上部に挿入される。この方法の利点は、連続するワイヤあるいはワイヤ束によって各相における4つ全てのコイルグループを巻くことを可能とし、それにより図6に示す極間接続(すなわちラグ(lug)A、BおよびC)を除去することである。
【0051】
添付した図において、複数の図において用いられている同一の要素符号は、同一の要素あるいは同一機能を有する要素を示すことが理解される。さらに、添付した図は、例示することを意図しているにすぎず、本発明の範囲を限定することを意図したものではない。
【0052】
当業者によって理解されるように、本発明は、本発明の趣旨あるいは本質から離れることなく他の特定の形態に具体化してもよい。したがって、この明細書における開示と記述は説明的であることを意図するが、後述する請求項に記載される本発明の範囲を限定するものではない。
【特許請求の範囲】
【請求項1】
複数のスロットを有する固定子と、
前記複数のスロットの下部に収容され、第1の第1相コイルグループと、第2の第1相コイルグループと、第3の第1相コイルグループと、第4の第1相コイルグループとを備え、前記第1および第2の第1相コイルグループが前記第1相の第1の極の対を有し、前記第3および第4の第1相コイルグループが前記第1相の第2の極の対を有する第1巻き線層と、
前記複数のスロットの前記下部内に部分的に収容されるとともに前記複数のスロットの上部内に部分的に収容され、第1の第2相コイルグループと、第2の第2相コイルグループと、第3の第2相コイルグループと、第4の第2相コイルグループとを備え、前記第1および第2の第2相コイルグループが前記第2相の第1の極の対を有し、前記第3および第4の第2相コイルグループが前記第2相の第2の極の対を有する第2巻き線層と、
前記複数スロットの前記上部に収容され、第1の第3相コイルグループと、第2の第3相コイルグループと、第3の第3相コイルグループと、第4の第3相コイルグループとを備え、前記第1および第2の第3相コイルグループが前記第3相の第1の極の対を有し、前記第3および第4の第3相コイルグループが前記第3相の第2の極の対を有する第3巻き線層と
を備える三相4極電気モータ。
【請求項2】
前記第1の第1相コイルグループを前記第2の第1相コイルグループに電気的に接続する第1極間接続であって、前記第1極間接続が前記第1および第2の第1相コイルグループの製造の間に自動的に形成されるように前記第1および第2の第1相コイルグループが第1の連続したワイヤあるいはワイヤ束から形成され、かつ前記第1極間接続の前記自動的形成が前記第1極間接続の挿入後の形成を省略する、第1極間接続と、
前記第1の第2相コイルグループを前記第2の第2相コイルグループに電気的に接続する第2極間接続であって、前記第2極間接続が前記第1および第2の第2相コイルグループの製造の間に自動的に形成されるように前記第1および第2の第2相コイルグループが第2の連続したワイヤあるいはワイヤ束から形成され、かつ前記第2極間接続の前記自動的形成が前記第2極間接続の挿入後の形成を省略する、第2極間接続と、
前記第1の第3相コイルグループを前記第2の第3相コイルグループに電気的に接続する第3極間接続であって、前記第3極間接続が前記第1および第2の第3相コイルグループの製造の間に自動的に形成されるように前記第1および第2の第3相コイルグループが第3の連続したワイヤあるいはワイヤ束から形成され、かつ前記第3極間接続の前記自動的形成が前記第3極間接続の挿入後の形成を省略する、第3極間接続と、
前記第3の第1相コイルグループを前記第4の第1相コイルグループに電気的に接続する第4極間接続であって、前記第4極間接続が前記第3および第4の第1相コイルグループの製造の間に自動的に形成されるように前記第3および第4の第1相コイルグループが第4の連続したワイヤあるいはワイヤ束から形成され、かつ前記第4極間接続の前記自動的形成が前記第4極間接続の挿入後の形成を省略する、第4極間接続と、
前記第3の第2相コイルグループを前記第4の第2相コイルグループに電気的に接続する第5極間接続であって、前記第5極間接続が前記第3および第4の第2相コイルグループの製造の間に自動的に形成されるように前記第3および第4の第2相コイルグループが第5の連続したワイヤあるいはワイヤ束から形成され、かつ前記第5極間接続の前記自動的形成が前記第5極間接続の挿入後の形成を省略する、第5極間接続と、
前記第3の第3相コイルグループを前記第4の第3相コイルグループに電気的に接続する第6極間接続であって、前記第6極間接続が前記第3および第4の第3相コイルグループの製造の間に自動的に形成されるように前記第3および第4の第3相コイルグループが第6の連続したワイヤあるいはワイヤ束から形成され、かつ前記第6極間接続の前記自動的形成が前記第6極間接続の挿入後の形成を省略する、第6極間接続と
をさらに備える請求項1に記載の三相4極電気モータ。
【請求項3】
前記第1の第1相コイルグループを前記第2の第1相コイルグループに電気的に接続する第1極間接続と、
前記第2の第1相コイルグループを前記第3の第1相コイルグループに電気的に接続する第2極間接続と、
前記第3の第1相コイルグループを前記第4の第1相コイルグループに電気的に接続する第3極間接続とを備え、前記第1、第2および第3極間接続が前記第1、第2、第3および第4の第1相コイルグループの製造の間に自動的に形成されるように前記第1、第2、第3および第4の第1相コイルグループが第1の連続したワイヤあるいはワイヤ束から形成され、かつ前記第1、第2および第3極間接続の前記自動的形成が前記第1、第2および第3極間接続の挿入後形成を省略し、
さらに、
前記第1の第2相コイルグループを前記第2の第2相コイルグループに電気的に接続する第4極間接続と、
前記第2の第2相コイルグループを前記第3の第2相コイルグループに電気的に接続する第5極間接続と、
前記第3の第2相コイルグループを前記第4の第2相コイルグループに電気的に接続する第6極間接続とを備え、前記第4、第5および第6極間接続が前記第1、第2、第3および第4の第2相コイルグループの製造の間に自動的に形成されるように前記第1、第2、第3および第4の第2相コイルグループが第2の連続したワイヤあるいはワイヤ束から形成され、かつ前記第4、第5および第6極間接続の前記自動的形成が前記第4、第5および第6極間接続の挿入後形成を省略し、
さらに、
前記第1の第3相コイルグループを前記第2の第3相コイルグループに電気的に接続する第7極間接続と、
前記第2の第3相コイルグループを前記第3の第3相コイルグループに電気的に接続する第8極間接続と、
前記第3の第3相コイルグループを前記第4の第3相コイルグループに電気的に接続する第9極間接続とを備え、前記第7、第8および第9極間接続が前記第1、第2、第3および第4の第3相コイルグループの製造の間に自動的に形成されるように前記第1、第2、第3および第4の第3相コイルグループが第3の連続したワイヤあるいはワイヤ束から形成され、かつ前記第7、第8および第9極間接続の前記自動的形成が前記第7、第8および第9極間接続の挿入後形成を省略する
請求項1に記載の三相4極電気モータ。
【請求項4】
前記固定子が60スロットを有する請求項1に記載の三相4極電気モータ。
【請求項5】
前記第1、第2、第3および第4の第1相コイルグループの各コイルグループと、第1、第2、第3および第4の第2相コイルグループの各コイルグループと、第1、第2、第3および第4の第3相コイルグループの各コイルグループが5つのコイルから成る請求項1に記載の三相4極電気モータ。
【請求項6】
前記第1巻き線層の各コイルグループが重ね巻パターンで配置され、前記第2巻き線層の各コイルグループが重ね巻パターンで配置され、かつ前記第3巻き線層の各コイルグループが重ね巻パターンで配置される請求項1に記載の三相4極電気モータ。
【請求項7】
第1、第2および第3巻き線層の各コイルグループが複数のコイルから成り、各コイルグループにおける前記複数のコイルのそれぞれが単一巻きコイルである請求項6に記載の三相4極電気モータ。
【請求項8】
第1、第2および第3巻き線層の各コイルグループが5つのコイルの組から成り、5つのコイルの各組の各コイルが単一巻きコイルである請求項6に記載の三相4極電気モータ。
【請求項9】
第1および第2の第1相コイルグループが第1の第1相の極の対を形成するように、第1ワイヤから第1の第1相コイルグループと第2の第1相コイルグループを巻き、
前記第1および第2の第1相コイルグループを複数の固定子スロットの第1の下部に挿入し、
第3および第4の第1相コイルグループが第2の第1相の極の対を形成するように、第2ワイヤから第3の第1相コイルグループと第4の第1相コイルグループを巻き、
前記第3および第4の第1相コイルグループを前記複数の固定子スロットの第2の下部に挿入し、
第1および第2の第2相コイルグループが第1の第2相の極の対を形成するように、第3ワイヤから第1の第2相コイルグループと第2の第2相コイルグループを巻き、
前記第1の第2相コイルグループの第1の半分と前記第2の第2相コイルグループの第1の半分とを前記複数の固定子スロットの第3の下部に挿入し、
前記第1の第2相コイルグループの第2の半分と前記第2の第2相コイルグループの第2の半分とを前記複数の固定子スロットの第1の上部に挿入し、
第3および第4の第2相コイルグループが第2の第2相の極の対を形成するように、第4ワイヤから第3の第2相コイルグループと第4の第2相コイルグループを巻き、
前記第3の第2相コイルグループの第1の半分と前記第4の第2相コイルグループの第1の半分とを前記複数の固定子スロットの第4の下部に挿入し、
前記第3の第2相コイルグループの第2の半分と前記第4の第2相コイルグループの第2の半分とを前記複数の固定子スロットの第2の上部に挿入し、
第1および第2の第3相コイルグループが第1の第3相の極の対を形成するように、第5ワイヤから第1の第3相コイルグループと第2の第3相コイルグループを巻き、
前記第1および第2の第3相コイルグループを前記複数の固定子スロットの第3の上部に挿入し、
第3および第4の第3相コイルグループが第2の第3相の極の対を形成するように、第6ワイヤから第3の第3相コイルグループと第4の第3相コイルグループを巻き、
前記第3および第4の第3相コイルグループを前記複数の固定子スロットの第4の上部に挿入する
ステップを備える三相4極電気モータを製造する方法。
【請求項10】
前記第1ワイヤのために第1ワイヤ束を選択し、前記第2ワイヤのために第2ワイヤ束を選択し、前記第3ワイヤのために第3ワイヤ束を選択し、第4ワイヤのために第4ワイヤ束を選択し、第5ワイヤのために第5ワイヤ束を選択し、第6ワイヤのために第6ワイヤ束を選択するステップをさらに備える請求項9に記載の方法。
【請求項11】
前記第1の第1相コイルグループと前記第3の第1相コイルグループの間に第1極間接続を形成し、
前記第1の第2相コイルグループと前記第3の第2相コイルグループの間に第2極間接続を形成し、
前記第1の第3相コイルグループと前記第3の第3相コイルグループの間に第3極間接続を形成する
ステップをさらに備える請求項9に記載の方法。
【請求項12】
前記第1ワイヤと前記第2ワイヤのために第1連続ワイヤを使用し、
前記第1連続ワイヤにより、前記第1の第1相コイルグループと前記第3の第1相コイルグループの間に第1極間接続を自動的に形成し、
前記第3ワイヤと前記第4ワイヤのために第2連続ワイヤを使用し、
第2連続ワイヤにより、前記第1の第2相コイルグループと前記第3の第2相コイルグループの間に第2極間接続を自動的に形成し、
前記第5ワイヤと前記第6ワイヤのために第3連続ワイヤを使用し、
前記第3連続ワイヤにより、前記第1の第3相コイルグループと前記第3の第3相コイルグループの間に第3極間接続を自動的に形成する
ステップをさらに備える請求項9に記載の方法。
【請求項13】
前記第1連続ワイヤのために第1ワイヤ束を選択し、前記第2連続ワイヤのために第2ワイヤ束を選択し、前記第3連続ワイヤのために第3ワイヤ束を選択するステップをさらに備える請求項12に記載の方法。
【請求項1】
複数のスロットを有する固定子と、
前記複数のスロットの下部に収容され、第1の第1相コイルグループと、第2の第1相コイルグループと、第3の第1相コイルグループと、第4の第1相コイルグループとを備え、前記第1および第2の第1相コイルグループが前記第1相の第1の極の対を有し、前記第3および第4の第1相コイルグループが前記第1相の第2の極の対を有する第1巻き線層と、
前記複数のスロットの前記下部内に部分的に収容されるとともに前記複数のスロットの上部内に部分的に収容され、第1の第2相コイルグループと、第2の第2相コイルグループと、第3の第2相コイルグループと、第4の第2相コイルグループとを備え、前記第1および第2の第2相コイルグループが前記第2相の第1の極の対を有し、前記第3および第4の第2相コイルグループが前記第2相の第2の極の対を有する第2巻き線層と、
前記複数スロットの前記上部に収容され、第1の第3相コイルグループと、第2の第3相コイルグループと、第3の第3相コイルグループと、第4の第3相コイルグループとを備え、前記第1および第2の第3相コイルグループが前記第3相の第1の極の対を有し、前記第3および第4の第3相コイルグループが前記第3相の第2の極の対を有する第3巻き線層と
を備える三相4極電気モータ。
【請求項2】
前記第1の第1相コイルグループを前記第2の第1相コイルグループに電気的に接続する第1極間接続であって、前記第1極間接続が前記第1および第2の第1相コイルグループの製造の間に自動的に形成されるように前記第1および第2の第1相コイルグループが第1の連続したワイヤあるいはワイヤ束から形成され、かつ前記第1極間接続の前記自動的形成が前記第1極間接続の挿入後の形成を省略する、第1極間接続と、
前記第1の第2相コイルグループを前記第2の第2相コイルグループに電気的に接続する第2極間接続であって、前記第2極間接続が前記第1および第2の第2相コイルグループの製造の間に自動的に形成されるように前記第1および第2の第2相コイルグループが第2の連続したワイヤあるいはワイヤ束から形成され、かつ前記第2極間接続の前記自動的形成が前記第2極間接続の挿入後の形成を省略する、第2極間接続と、
前記第1の第3相コイルグループを前記第2の第3相コイルグループに電気的に接続する第3極間接続であって、前記第3極間接続が前記第1および第2の第3相コイルグループの製造の間に自動的に形成されるように前記第1および第2の第3相コイルグループが第3の連続したワイヤあるいはワイヤ束から形成され、かつ前記第3極間接続の前記自動的形成が前記第3極間接続の挿入後の形成を省略する、第3極間接続と、
前記第3の第1相コイルグループを前記第4の第1相コイルグループに電気的に接続する第4極間接続であって、前記第4極間接続が前記第3および第4の第1相コイルグループの製造の間に自動的に形成されるように前記第3および第4の第1相コイルグループが第4の連続したワイヤあるいはワイヤ束から形成され、かつ前記第4極間接続の前記自動的形成が前記第4極間接続の挿入後の形成を省略する、第4極間接続と、
前記第3の第2相コイルグループを前記第4の第2相コイルグループに電気的に接続する第5極間接続であって、前記第5極間接続が前記第3および第4の第2相コイルグループの製造の間に自動的に形成されるように前記第3および第4の第2相コイルグループが第5の連続したワイヤあるいはワイヤ束から形成され、かつ前記第5極間接続の前記自動的形成が前記第5極間接続の挿入後の形成を省略する、第5極間接続と、
前記第3の第3相コイルグループを前記第4の第3相コイルグループに電気的に接続する第6極間接続であって、前記第6極間接続が前記第3および第4の第3相コイルグループの製造の間に自動的に形成されるように前記第3および第4の第3相コイルグループが第6の連続したワイヤあるいはワイヤ束から形成され、かつ前記第6極間接続の前記自動的形成が前記第6極間接続の挿入後の形成を省略する、第6極間接続と
をさらに備える請求項1に記載の三相4極電気モータ。
【請求項3】
前記第1の第1相コイルグループを前記第2の第1相コイルグループに電気的に接続する第1極間接続と、
前記第2の第1相コイルグループを前記第3の第1相コイルグループに電気的に接続する第2極間接続と、
前記第3の第1相コイルグループを前記第4の第1相コイルグループに電気的に接続する第3極間接続とを備え、前記第1、第2および第3極間接続が前記第1、第2、第3および第4の第1相コイルグループの製造の間に自動的に形成されるように前記第1、第2、第3および第4の第1相コイルグループが第1の連続したワイヤあるいはワイヤ束から形成され、かつ前記第1、第2および第3極間接続の前記自動的形成が前記第1、第2および第3極間接続の挿入後形成を省略し、
さらに、
前記第1の第2相コイルグループを前記第2の第2相コイルグループに電気的に接続する第4極間接続と、
前記第2の第2相コイルグループを前記第3の第2相コイルグループに電気的に接続する第5極間接続と、
前記第3の第2相コイルグループを前記第4の第2相コイルグループに電気的に接続する第6極間接続とを備え、前記第4、第5および第6極間接続が前記第1、第2、第3および第4の第2相コイルグループの製造の間に自動的に形成されるように前記第1、第2、第3および第4の第2相コイルグループが第2の連続したワイヤあるいはワイヤ束から形成され、かつ前記第4、第5および第6極間接続の前記自動的形成が前記第4、第5および第6極間接続の挿入後形成を省略し、
さらに、
前記第1の第3相コイルグループを前記第2の第3相コイルグループに電気的に接続する第7極間接続と、
前記第2の第3相コイルグループを前記第3の第3相コイルグループに電気的に接続する第8極間接続と、
前記第3の第3相コイルグループを前記第4の第3相コイルグループに電気的に接続する第9極間接続とを備え、前記第7、第8および第9極間接続が前記第1、第2、第3および第4の第3相コイルグループの製造の間に自動的に形成されるように前記第1、第2、第3および第4の第3相コイルグループが第3の連続したワイヤあるいはワイヤ束から形成され、かつ前記第7、第8および第9極間接続の前記自動的形成が前記第7、第8および第9極間接続の挿入後形成を省略する
請求項1に記載の三相4極電気モータ。
【請求項4】
前記固定子が60スロットを有する請求項1に記載の三相4極電気モータ。
【請求項5】
前記第1、第2、第3および第4の第1相コイルグループの各コイルグループと、第1、第2、第3および第4の第2相コイルグループの各コイルグループと、第1、第2、第3および第4の第3相コイルグループの各コイルグループが5つのコイルから成る請求項1に記載の三相4極電気モータ。
【請求項6】
前記第1巻き線層の各コイルグループが重ね巻パターンで配置され、前記第2巻き線層の各コイルグループが重ね巻パターンで配置され、かつ前記第3巻き線層の各コイルグループが重ね巻パターンで配置される請求項1に記載の三相4極電気モータ。
【請求項7】
第1、第2および第3巻き線層の各コイルグループが複数のコイルから成り、各コイルグループにおける前記複数のコイルのそれぞれが単一巻きコイルである請求項6に記載の三相4極電気モータ。
【請求項8】
第1、第2および第3巻き線層の各コイルグループが5つのコイルの組から成り、5つのコイルの各組の各コイルが単一巻きコイルである請求項6に記載の三相4極電気モータ。
【請求項9】
第1および第2の第1相コイルグループが第1の第1相の極の対を形成するように、第1ワイヤから第1の第1相コイルグループと第2の第1相コイルグループを巻き、
前記第1および第2の第1相コイルグループを複数の固定子スロットの第1の下部に挿入し、
第3および第4の第1相コイルグループが第2の第1相の極の対を形成するように、第2ワイヤから第3の第1相コイルグループと第4の第1相コイルグループを巻き、
前記第3および第4の第1相コイルグループを前記複数の固定子スロットの第2の下部に挿入し、
第1および第2の第2相コイルグループが第1の第2相の極の対を形成するように、第3ワイヤから第1の第2相コイルグループと第2の第2相コイルグループを巻き、
前記第1の第2相コイルグループの第1の半分と前記第2の第2相コイルグループの第1の半分とを前記複数の固定子スロットの第3の下部に挿入し、
前記第1の第2相コイルグループの第2の半分と前記第2の第2相コイルグループの第2の半分とを前記複数の固定子スロットの第1の上部に挿入し、
第3および第4の第2相コイルグループが第2の第2相の極の対を形成するように、第4ワイヤから第3の第2相コイルグループと第4の第2相コイルグループを巻き、
前記第3の第2相コイルグループの第1の半分と前記第4の第2相コイルグループの第1の半分とを前記複数の固定子スロットの第4の下部に挿入し、
前記第3の第2相コイルグループの第2の半分と前記第4の第2相コイルグループの第2の半分とを前記複数の固定子スロットの第2の上部に挿入し、
第1および第2の第3相コイルグループが第1の第3相の極の対を形成するように、第5ワイヤから第1の第3相コイルグループと第2の第3相コイルグループを巻き、
前記第1および第2の第3相コイルグループを前記複数の固定子スロットの第3の上部に挿入し、
第3および第4の第3相コイルグループが第2の第3相の極の対を形成するように、第6ワイヤから第3の第3相コイルグループと第4の第3相コイルグループを巻き、
前記第3および第4の第3相コイルグループを前記複数の固定子スロットの第4の上部に挿入する
ステップを備える三相4極電気モータを製造する方法。
【請求項10】
前記第1ワイヤのために第1ワイヤ束を選択し、前記第2ワイヤのために第2ワイヤ束を選択し、前記第3ワイヤのために第3ワイヤ束を選択し、第4ワイヤのために第4ワイヤ束を選択し、第5ワイヤのために第5ワイヤ束を選択し、第6ワイヤのために第6ワイヤ束を選択するステップをさらに備える請求項9に記載の方法。
【請求項11】
前記第1の第1相コイルグループと前記第3の第1相コイルグループの間に第1極間接続を形成し、
前記第1の第2相コイルグループと前記第3の第2相コイルグループの間に第2極間接続を形成し、
前記第1の第3相コイルグループと前記第3の第3相コイルグループの間に第3極間接続を形成する
ステップをさらに備える請求項9に記載の方法。
【請求項12】
前記第1ワイヤと前記第2ワイヤのために第1連続ワイヤを使用し、
前記第1連続ワイヤにより、前記第1の第1相コイルグループと前記第3の第1相コイルグループの間に第1極間接続を自動的に形成し、
前記第3ワイヤと前記第4ワイヤのために第2連続ワイヤを使用し、
第2連続ワイヤにより、前記第1の第2相コイルグループと前記第3の第2相コイルグループの間に第2極間接続を自動的に形成し、
前記第5ワイヤと前記第6ワイヤのために第3連続ワイヤを使用し、
前記第3連続ワイヤにより、前記第1の第3相コイルグループと前記第3の第3相コイルグループの間に第3極間接続を自動的に形成する
ステップをさらに備える請求項9に記載の方法。
【請求項13】
前記第1連続ワイヤのために第1ワイヤ束を選択し、前記第2連続ワイヤのために第2ワイヤ束を選択し、前記第3連続ワイヤのために第3ワイヤ束を選択するステップをさらに備える請求項12に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【公開番号】特開2011−172476(P2011−172476A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−28566(P2011−28566)
【出願日】平成23年2月14日(2011.2.14)
【出願人】(509316442)テスラ・モーターズ・インコーポレーテッド (23)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2011−28566(P2011−28566)
【出願日】平成23年2月14日(2011.2.14)
【出願人】(509316442)テスラ・モーターズ・インコーポレーテッド (23)
【Fターム(参考)】
[ Back to top ]