
三次元成形加飾フィルム、基材付き加飾成形品及び加飾成形品、並びにそれらの製造方法
【課題】加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる三次元成形加飾フィルムであって、プライマー印刷面の状態が良好であり、乾燥性に優れ、装飾層の転移性を悪化させず、成形性(形状追従性)が良好であり、かつ、装飾層と保護層との初期密着性及び耐熱試験後の密着性を良好な三次元成形加飾フィルムの提供。
【解決手段】基材11上に、離型層12、保護層13、プライマー層14、及び装飾層15をこの順で積層してなる三次元成形加飾フィルムであって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルム及びそれを用いた加飾成形品、並びにそれらの製造方法。
【解決手段】基材11上に、離型層12、保護層13、プライマー層14、及び装飾層15をこの順で積層してなる三次元成形加飾フィルムであって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルム及びそれを用いた加飾成形品、並びにそれらの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出成形による加飾成形品に用いられる射出成形同時転写用の三次元成形加飾フィルム、基材付き加飾成形品及び加飾成形品、並びにそれらの製造方法に関するものである。
【背景技術】
【0002】
従来、三次元曲面などの複雑な表面形状を有する樹脂成形体の加飾には、射出成形同時加飾方法が用いられる。射出成形同時加飾方法とは、射出成形の際に金型内に挿入された加飾フィルムをキャビティ内に射出注入された溶融した射出樹脂と一体化させて、樹脂成形体表面に加飾を施す方法であって、樹脂成形体と一体化される加飾フィルムの構成の違いによって、一般に射出成形同時ラミネート加飾法と射出成形同時転写加飾法に大別される。
射出成形同時転写加飾法においては、射出成形同時転写加飾用の加飾フィルムの転写層側を金型内に向けて転写層側から熱盤によって加熱し、該加飾フィルムが金型内形状に沿うように成形して金型内面に密着させて型締した後、キャビティ内に溶融した成形用樹脂を射出して該加飾フィルムと成形用樹脂とを一体化し、次いで加飾成形品を冷却して金型から取り出し、加飾フィルムの基材を剥離することにより、転写層を転写した加飾成形品を得る。
【0003】
射出成形同時転写加飾法に用いられる転写シートとしては、例えば、離型性シートの離型性面に、未硬化状態において常温で固体であり、且つ、熱可塑性樹脂である紫外線硬化性又は電子線硬化性の樹脂の未硬化樹脂を有することを特徴とする転写シートが提案されている(特許文献1参照)。該転写シートは、未硬化樹脂が熱可塑性、溶剤溶解性を有していながら、塗装及び乾燥によって見かけ上、あるいは手で触ったときに非流動性であり、かつ非粘着性であるため、該未硬化樹脂層の上に模様層を形成することができる。しかしながら、シートの状態で硬化させると、十分な成形性が得られなくなるため、射出同時成形法によって、被転写体に転写した後、紫外線もしくは電子線を照射して、硬化がなされる。ところが、この方法であると、射出同時成形の際に、未硬化樹脂層が流動するために、成形体にシートが良好に転写されない場合があり、均一に硬化させるのが非常に困難であるという問題があった。
【0004】
また、成形性の良好な基材の上に、未硬化状態では熱可塑性の固体である電離放射線硬化性樹脂からなる保護層を設けた転写シートを、射出成形金型内に配置して、転写シートを真空成形又は真空・圧空成形をした後に、電離放射線を照射して樹脂を硬化させて保護層を形成し、更に金型内を閉じて溶融樹脂を射出して射出成形を行い、金型内で硬度の高い保護層を形成させることを特徴とする成形品の製造方法が提案されている(特許文献2参照)。
この方法においても、真空成形又は真空・圧空成形をした後に、電離放射線を照射して樹脂を硬化させて保護層を形成しているため、特許文献1に開示される加飾フィルムと同様の問題点がある。すなわち、シートの状態で硬化させると、十分な成形性が得られなくなるため、真空成形又は真空・圧空成形の後に、紫外線もしくは電子線を照射して、硬化がなされるが、真空成形又は真空・圧空成形の際に、未硬化樹脂層が流動するために、成形体への転写が良好になされない場合があった。
【0005】
このような問題を解決するために、特許文献3には、透明基材シートの表面側にアクリレート系電離放射線硬化性樹脂の硬化物からなる表面保護層を積層すると共に、該基材シートの裏面側に装飾層と、塩化ビニル−酢酸ビニル共重合体を主成分とする接着剤層とを、この順に積層してなる加飾シートが開示されており、そして、前記加飾シートを、その接着剤層を射出樹脂と接する向きにして、雌雄両型間に挿入した後、両型を型締めし、両型で形成されるキャビティ内に流動状態の樹脂を射出し、該樹脂を固化させた後、型開きして、樹脂成形物に前記加飾シートが積層一体化された加飾成形品を得る、射出成形同時加飾方法が開示されている。
この場合、電離放射線硬化性樹脂の硬化物からなる表面保護層が積層された加飾シートを用いて、射出成形同時加飾方法により、加飾成形品を作製しているため、前述した特許文献1や特許文献2に記載されているような電離放射線硬化性樹脂の未硬化樹脂を有する転写シートを用いて、加飾成形品を作製する際に生じる問題は発生しない。
【0006】
一方、特許文献4には、基体シートの片面に離型性層、プライマー層、絵柄層及び接着剤層をこの記載の順序に積層してなる転写シートにおいて、離型性層が電離放射線硬化型樹脂からなり且つプライマー層がウレタン二液硬化型樹脂からなることを特徴とする転写シートが開示されており、該プライマー層は絵柄層と離型性層との密着性を向上させるために設けられている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭63−132095号公報
【特許文献2】特開平6−155518号公報
【特許文献3】特開2002−225070号公報
【特許文献4】特開平4−189600号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記特許文献3に記載の技術は、加飾樹脂成形品の最表面の層として積層される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に積層されるなど、前記特許文献1及び2に記載の技術に比べて優れた技術であるが、加飾シートに用いる基材シートが、加飾樹脂成形品中へ取り込まれるため、射出成形品の縁に余分なフィルムが残るため、それを除去するトリミングと呼ばれる工程を行う必要があり、工程が煩雑になる。
前記特許文献4に記載の技術は、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に積層されるなど、前記特許文献1及び2に記載の技術に比べて優れた技術であるが、プライマー層に用いるウレタン二液硬化型樹脂についての具体的な記載が乏しい。
【0009】
そこで、本発明者らは、三次元成形加飾フィルムを用いて、射出成形同時転写を行い、金型から加飾成形品を取り出したのち、該加飾フィルムの基材を剥離除去するために、三次元成形加飾フィルムとして、例えば基材上に、離型層、保護層、装飾層及び必要に応じて接着剤層がこの順に積層してなる構成の加飾フィルムに着目し、鋭意研究を重ねてきた。
そして、耐候性が必要とされる加飾成形品においては、耐候試験後の電離放射線硬化性樹脂組成物の硬化物からなる保護層と装飾層との界面密着力を上げるために、層間に2液硬化型樹脂層からなるプライマー層を設けることが有利であるが、該プライマー層を設けることにより、装飾層の転移が悪化するという問題を有することが分かった。
この問題に対処するために、さらに研究を重ねた結果、該プライマー層を、一定以上のガラス転移温度Tgと、特定の水酸基価とを有するポリオールを用いた2液硬化型樹脂を使用すればよいことを見出した。前記特許文献4には、ポリオールのTgや水酸基価についてなんら言及されていない。
【0010】
本発明は、このような状況下で、加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる三次元成形加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂組成物の硬化物であり、プライマー印刷面の状態が良好であり、装飾層の転移性を悪化させず、かつ、装飾層と保護層との初期密着性及び耐熱試験後の密着性を良好なものとする三次元成形加飾フィルム及びそれを用いた加飾成形品、並びにそれらの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明者らは、前記課題を達成するために鋭意研究を重ねた結果、保護層と装飾層との層間に、2液硬化型で、ガラス転移温度が55℃以上であり、かつ、水酸基価が一定の範囲内のポリオールを用いてなる2液硬化型樹脂のプライマー層を設けることにより、前記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0012】
すなわち、本発明は、
[1]基材上に、離型層、保護層、プライマー層、及び装飾層をこの順で積層してなる三次元成形加飾フィルムであって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルム、
[2]前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートモノマーと熱可塑性樹脂とを25:75〜75:25の質量比で含有し、該多官能(メタ)アクリレートモノマーの分子量が175〜1,000であり、かつ、該熱可塑性樹脂の標準ポリスチレンで換算された重量平均分子量が1万〜25万である[1]に記載の三次元成形加飾フィルム、
[3]前記ポリオールが、アクリル系ポリマーポリオール、ポリエステル系ポリマーポリオール、及びポリカーボネート系ポリマーポリオールから選択される1種以上であり、かつ、前記イソシアネートが、多価イソシアネートである[1]又は[2]に記載の三次元成形加飾フィルム、
[4]基材上に離型層を積層する工程、該離型層上に電離放射線硬化性樹脂組成物層を積層する工程、該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程、該保護層上にポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程、及び該プライマー層上に装飾層を積層する工程を含み、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルムの製造方法、
[5]前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートモノマーと熱可塑性樹脂とを25:75〜75:25の質量比で含有し、該多官能(メタ)アクリレートモノマーの分子量が175〜1,000であり、かつ、該熱可塑性樹脂の標準ポリスチレンで換算された重量平均分子量が1万〜25万である[4]に記載の三次元成形加飾フィルムの製造方法、
[6]電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程と、該保護層上にポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程との間に、形成された保護層表面にコロナ放電処理又はプラズマ処理を施す工程を有する[4]又は[5]に記載の三次元成形加飾フィルムの製造方法、
[7]樹脂成形体、装飾層、プライマー層、保護層、離型層及び基材をこの順に有する基材付き加飾成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする基材付き加飾成形品、
[8][1]〜[3]のいずれかに記載の三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって基材側から該三次元成形加飾フィルムを加熱する工程、加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、及び該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程を含む基材付き加飾成形品の製造方法、
[9]樹脂成形体、装飾層、プライマー層、及び保護層をこの順に有する加飾成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする加飾成形品、及び
[10][1]〜[3]のいずれかに記載の三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって基材側から該三次元成形加飾フィルムを加熱する工程、加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程及び該基材付き加飾成形品から基材及び離型層を剥離する工程を含む加飾成形品の製造方法、
を提供するものである。
【発明の効果】
【0013】
本発明によれば、加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる三次元成形加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂組成物の硬化物であり、プライマー印刷面の状態が良好であり、装飾層の転移性を悪化させず、かつ、装飾層と保護層との初期密着性及び耐熱試験後の密着性を良好なものとする三次元成形加飾フィルム及びそれを用いた加飾成形品、並びにそれらの製造方法を提供することができる。
【図面の簡単な説明】
【0014】
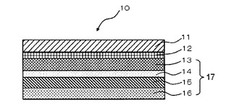
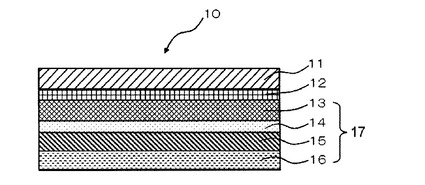
【図1】本発明の三次元成形加飾フィルムの一例の断面を示す模式図である。
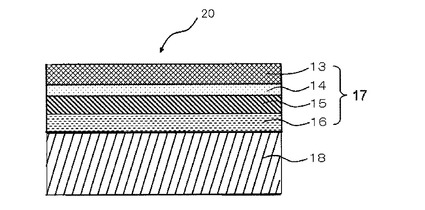
【図2】本発明の方法により製造される加飾成形品の一例の断面を示す模式図である。
【発明を実施するための形態】
【0015】
以下、本発明を、図面を参照しながら説明する。図1は、本発明の三次元成形加飾フィルムの一例の断面を示す模式図である。
図1に示される本発明の三次元成形加飾フィルム10は、基材11上に、離型層12、保護層13、プライマー層14、装飾層15及び接着剤層16をこの順に積層してなる三次元成形加飾フィルムであり、射出成形同時転写用途に特に好適に用いられる。
【0016】
[基材]
本発明における基材11は、真空成形適性を考慮して選定され、代表的には熱可塑性樹脂からなる樹脂フィルムが使用される。この該熱可塑性樹脂としては、ポリエステル樹脂;アクリル樹脂;ポリプロピレン、ポリエチレン等のポリオレフィン樹脂;ポリカーボネート樹脂;アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂);塩化ビニル樹脂等が挙げられる。また、装飾層を積層した際に、転写後の意匠を確認するために、また、基材フィルムを通して意匠を確認できるように、基材は透明、または半透明であることが好ましい。
樹脂フィルムの厚みは、通常10〜150μmであり、10〜125μmが好ましく、10〜80μmがより好ましい。
また、基材11は、これら樹脂の単層フィルム、あるいは同種又は異種樹脂による複層フィルムを用いることができる。
【0017】
本発明においては、基材11として、ポリエステルフィルムを用いることが、耐熱性、寸法安定性、成形性、及び汎用性の点で好ましい。
ポリエステルフィルムを構成するポリエステル樹脂とは、多価カルボン酸と、多価アルコールとから重縮合によって得られるエステル基を含むポリマーをいう。多価カルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、2,6−ナフタレンジカルボン酸、アジピン酸、セバシン酸、デカンジカルボン酸、アゼライン酸、ドデカンジカルボン酸、シクロヘキサンジカルボン酸などが挙げられる。また、多価アルコールとしては、エチレングリコール、プロパンジオール、ブタンジオール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、デカンジオール、2−エチル−ブチル−1−プロパンジオール、ビスフェノールAなどが挙げられる。さらに本発明で用いるポリエステル樹脂は、3種類以上の多価カルボン酸や多価アルコールの共重合体であっても良く、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコールなどのモノマーやポリマーとの共重合体であっても良い。
【0018】
ポリエステルフィルムに用いられるポリエステル樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)などを好ましく挙げることができ、ポリエチレンテレフタレート(PET)が、耐熱性や寸法安定性の点で特に好ましい。
なお、該ポリエステル樹脂はホモポリマーでも良く、コポリマーでも良く、また第三成分を共重合させたものであっても良い。例えば、一般に耐熱性や寸法安定性に優れるポリエチレンテレフタレートを主成分(通常90モル%以上、好ましくは95モル%以上)としたポリエステル樹脂と、一般に成形性に優れるポリブチレンテレフタレートを主成分(通常90モル%以上、好ましくは95モル%以上)とするポリエステル樹脂とを配合することができる。該配合比としては、得られるフィルムの動的弾性率により適宜選択すれば良く、通常質量比で70/30〜95/5であり、75/25〜85/15の範囲が好ましい。このように配合したポリエステルフィルムは、耐熱性、寸法安定性、及び成形性に優れるため、本発明の基材として好適に用いることができる。
【0019】
また、ポリエステルフィルムには、作業性を向上させる目的で、微粒子を含有させることが好ましい。微粒子としては、炭酸カルシウム、炭酸マグネシウム、硫酸カルシウム、硫酸バリウム、リン酸リチウム、リン酸マグネシウム、リン酸カルシウム、酸化アルミニウム、酸化ケイ素、カオリンなどの無機粒子、アクリル系樹脂などからなる有機粒子、内部析出粒子などを挙げることができる。微粒子の平均粒径は0.01〜5.0μmが好ましく、0.05〜3.0μmがより好ましい。また、ポリエステル系樹脂中の微粒子の含有量は0.01〜5.0質量%が好ましく、0.1〜1.0質量%がより好ましい。また、必要に応じて各種安定剤、潤滑剤、酸化防止剤、帯電防止剤、消泡剤、蛍光増白剤などを配合することもできる。
【0020】
本発明に用いられるポリエステルフィルムは、例えば以下のように製造される。まず上記のポリエステル系樹脂とその他の原料をエクストルーダーなどの周知の溶融押出装置に供給し、当該ポリエステル系樹脂の融点以上の温度に加熱し溶融する。次いで溶融ポリマーを押出しながら、回転冷却ドラム状でガラス転移温度以下の温度になるよう急冷固化し、実質的に非晶状態の未配向シートを得る。このシートを2軸方向に延伸してフィルム化し、熱固定を施すことで得られる。この場合、延伸方法は逐次2軸延伸でも同時2軸延伸でも良い。また、必要に応じ、熱固定を施す前又は後に再度縦及び/又は横方向に延伸しても良い。本発明においては十分な寸法安定性を得るため延伸倍率を面積倍率として7倍以下が好ましく、5倍以下がより好ましく、3倍以下がさらに好ましい。この範囲内であれば、得られるポリエステルフィルムを三次元成形加飾フィルムに用いた場合、該三次元成形加飾フィルムが射出樹脂を射出する際の温度域で再び収縮せず、当該温度域で必要なフィルム強度を得ることができる。なお、ポリエステルフィルムは、上記のように製造しても良いし、市販のものを用いても良い。
【0021】
また、ポリエステルフィルムは、後述する離型層との密着性を向上させる目的で、所望により、片面又は両面に酸化法や凹凸化法などの物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
また、基材は、基材とその上に設けられる層との層間密着性の強化などを目的として、易接着層を形成するなどの処理を施しても良い。なお、ポリエステルフィルムとして市販のものを用いる場合には、該市販品は予め上記したような表面処理が施されたものや、易接着剤層が設けられたものも用いることができる。
【0022】
[離型層]
離型層12は、保護層13、プライマー層14、装飾層15、及び接着剤層16からなる転写層17の、基材シート11からの剥離を容易に行うために設けられるものである。離型層12は、図1に示すように、全面を被覆(全面ベタ状)しているベタ離型層であっても良いし、一部に設けられるものであっても良い。通常は、剥離性を考慮して、ベタ離型層が好ましい。
【0023】
離型層は、フッ素系樹脂、アクリル系樹脂(例えば、アクリル−メラミン系樹脂が含まれる。)、ポリエステル系樹脂、ポリオレフィン系樹脂、ポリスチレン系樹脂、ポリウレタン系樹脂、セルロース系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、硝化綿などの熱可塑性樹脂、該熱可塑性樹脂を形成するモノマーの共重合体、あるいはこれらの樹脂を(メタ)アクリル酸やウレタンで変性したものを、単独で又は複数を混合した樹脂組成物を用いて形成することができる。なかでも、アクリル系樹脂、ポリエステル系樹脂、ポリオレフィン系樹脂、ポリスチレン系樹脂、これらの樹脂を形成するモノマーの共重合体、及びこれらをウレタン変性したものが好ましく、より具体的には、アクリル−メラミン系樹脂単独、アクリル−メラミン系樹脂含有組成物、ポリエステル系樹脂とエチレン及びアクリル酸の共重合体をウレタン変性したものとを混合した樹脂組成物、アクリル系樹脂とスチレン及びアクリルとの共重合体のエマルションとを混合した樹脂組成物などが挙げられる。これらの内、アクリル−メラミン系樹脂単独又はアクリル−メラミン系樹脂を50質量%以上含有する組成物で離型層12を構成することが特に好ましい。
離型層12の厚みは、通常、0.01〜5μm程度であり、好ましくは、0.05〜3μmの範囲である。
【0024】
[保護層]
保護層13は、電離放射線硬化性樹脂組成物の硬化物からなる。電離放射線硬化性樹脂組成物は、成形性(形状追従性)の観点から、多官能(メタ)アクリレートモノマー及び熱可塑性樹脂を含むことが好ましい。
【0025】
(多官能(メタ)アクリレートモノマー)
多官能(メタ)アクリレートモノマーの分子量は、加飾成形品に優れた耐汚染性及び成形性を付与する観点からは、175〜1,000であることが好ましく、200〜800がより好ましく、250〜600がさらに好ましく、250〜400が特に好ましい。
また、多官能(メタ)アクリレートモノマーの官能基数は、加飾成形品に優れた耐汚染性及び成形性を付与する観点からは、官能基数が3以上であることが好ましく、3〜8がより好ましく、3〜6がさらに好ましい。
【0026】
このような多官能(メタ)アクリレートモノマーとしては、具体的にはエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレートなどが好ましく挙げられる。なかでも、ペンタエリスリトールトリ(メタ)アクリレートがより好ましい。
本発明においては、上記の多官能(メタ)アクリレートモノマーは1種を単独で用いても良いし、2種以上を組み合わせて用いても良い。
【0027】
(熱可塑性樹脂)
本発明で用いられる熱可塑性樹脂は、標準ポリスチレンで換算された重量平均分子量が1万〜25万のものが好ましい。ここで、該重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)により測定された値であり、標準サンプルにポリスチレンを用いた条件で測定された値である。
本発明で用いられる熱可塑性樹脂の重量平均分子量は、1万〜25万であることが好ましく、より好ましくは10万〜20万であり、さらに好ましくは10万〜17万である。
熱可塑性樹脂の重量平均分子量を1万以上とすることで、電離放射線硬化性樹脂組成物の積層前の粘度が高くなりすぎず、電離放射線硬化性樹脂と分離することなく良好に混合でき、かつ、塗工が容易となり、また、25万以下とすることで加飾成形品に優れた耐汚染性及び成形性を付与する観点からも好ましい。
【0028】
本発明で用いられる熱可塑性樹脂としては、アクリル樹脂、ポリビニルブチラールなどのポリビニルアセタール(ブチラール樹脂)、ポリエチレンテレフタレート,ポリブチレンテレフタレートなどのポリエステル樹脂、塩化ビニル樹脂、ウレタン樹脂、ポリエチレン,ポリプロピレンなどのポリオレフィン、ポリスチレン,α−メチルスチレンなどのスチレン系樹脂、ポリアミド、ポリカーボネート、ポリオキシメチレンなどのアセタール樹脂、エチレン−4フッ化エチレン共重合体などのフッ素樹脂、ポリイミド、ポリ乳酸、ポリビニルアセタール樹脂、液晶性ポリエステル樹脂などが挙げられ、これらは1種単独でも又は2種以上を組み合わせて用いてもよい。2種以上組み合わせる場合は、これらの樹脂を構成するモノマーの共重合体でもよいし、それぞれの樹脂を混合して用いてもよい。
【0029】
上記した熱可塑性樹脂の中でも、アクリル樹脂が好ましく、少なくとも(メタ)アクリル酸エステルモノマーを構成単位とするアクリル樹脂がより好ましい。より具体的には、(メタ)アクリル酸エステルモノマーの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、あるいは(メタ)アクリル酸エステルモノマーと他のモノマーとの共重合体が好ましい。
【0030】
ここで、(メタ)アクリル酸エステルモノマーとしては、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸プロピル、(メタ)アクリル酸シクロヘキシル、(メタ)アクリル酸ノルマルブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸セカンダリーブチル、(メタ)アクリル酸ターシャリーブチル、(メタ)アクリル酸イソボニル、2−メチル−2−アダマンチル(メタ)アクリレート、2−エチル−2−アダマンチル(メタ)アクリレートなどが好ましく挙げられ、これらのうち(メタ)アクリル酸メチルがより好ましい。
2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体としては、上記例示されたものから選ばれる2種以上の(メタ)アクリル酸エステルの共重合体が例示され、これらの共重合体はランダム共重合体であってもブロック共重合体であってもよい。
【0031】
(メタ)アクリル酸エステルモノマーと共重合体を形成する他のモノマーとしては、(メタ)アクリル酸エステルと共重合可能なものであれば特に限定されないが、本発明では、(メタ)アクリル酸、スチレン、(無水)マレイン酸、フマル酸、ジビニルベンゼン、ビニルビフェニル、ビニルナフタレン、ジフェニルエチレン、酢酸ビニル、塩化ビニル、フッ化ビニル、ビニルアルコール、アクリロニトリル、アクリルアミド、ブタジエン、イソプレン、イソブテン、1−ブテン、2−ブテン、N−ビニル−2−ピロリドン、ジシクロペンタジエン、エチリデンノルボルネン、ノルボルネン類などの脂環式オレフィンモノマー、ビニルカプロラクタム、シトラコン酸無水物、N−フェニルマレイミドなどのマレイミド類、ビニルエーテル類などが好ましく挙げられ、特にスチレン及び(無水)マレイン酸が共重合成分として好適である。すなわち、(メタ)アクリル酸エステルとスチレン又は(無水)マレイン酸の二元共重合体、(メタ)アクリル酸エステルとスチレン及び(無水)マレイン酸の三元共重合体が好適である。なお、(メタ)アクリル酸エステルと他のモノマーとの共重合体はランダム共重合体であってもブロック共重合体であってもよい。
【0032】
アクリル樹脂の多分散度(重量平均分子量Mw/数平均分子量Mn)は、1.1〜3.0の範囲であることが好ましい。多分散度がこの範囲内であると、優れた成形性及び耐汚染性の他、耐摩耗性、耐擦傷性などの表面特性が得られる。これと同様の観点から、多分散度は、1.5〜2.5の範囲であることがより好ましい。
【0033】
(多官能(メタ)アクリレートモノマーと熱可塑性樹脂との質量比)
本発明で用いられる電離放射線硬化性樹脂組成物中の多官能(メタ)アクリレートモノマーと熱可塑性樹脂との質量比が25:75〜75:25であることが好ましい。この質量比が25:75以上、さらには電離放射線硬化性樹脂組成物の固形分中の多官能(メタ)アクリレートモノマーの含有量が25質量%以上であると、優れた耐汚染性が得られ、一方、この質量比が75:25以下、さらには電離放射線硬化性樹脂組成物の固形分中の多官能(メタ)アクリレートモノマーの含有量が75質量%以下であると、優れた成形性が得られる。優れた耐汚染性と成形性を得る観点から、上記質量比は、30:70〜70:30であることが好ましく、35:65〜65:35であることがより好ましい。
同様に、電離放射線硬化性樹脂組成物中の多官能(メタ)アクリレートモノマーの割合は、固形分換算で、25〜75質量%であることが好ましく、35〜65質量%であることがより好ましい。また、電離放射線硬化性樹脂組成物中の熱可塑性樹脂の割合は、固形分換算で、25〜75質量%であることが好ましく、35〜65質量%であることがより好ましい。
【0034】
(その他の添加物)
本発明で用いられる電離放射線硬化性樹脂組成物は、本発明の効果を阻害しない範囲で、上記した多官能(メタ)アクリレートモノマーや熱可塑性樹脂以外の成分を含有することができる。
例えば、本発明で用いられる電離放射線硬化性樹脂組成物は、ウレタン(メタ)アクリレート系オリゴマー、エポキシ(メタ)アクリレート系オリゴマー、ポリエステル(メタ)アクリレート系オリゴマー、ポリエーテル(メタ)アクリレート系オリゴマーなどの多官能(メタ)アクリレートオリゴマーや、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレートなどの単官能(メタ)アクリレートを含有することができる。
【0035】
電離放射線硬化性樹脂組成物として紫外線硬化性樹脂組成物を用いる場合には、光重合用開始剤を樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されず、例えば、分子中にラジカル重合性不飽和基を有する重合性(メタ)アクリレートオリゴマーに対しては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン−n−ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノ−プロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−2(ヒドロキシ−2−プロピル)ケトン、ベンゾフェノン、p−フェニルベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2−メチルアントラキノン、2−エチルアントラキノン、2−ターシャリーブチルアントラキノン、2−アミノアントラキノン、2−メチルチオキサントン、2−エチルチオキサントン、2−クロロチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタールなどが挙げられる。
また、光増感剤としては、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤などを用いることができる。
【0036】
本発明においては、電離放射線硬化性樹脂として電子線硬化性樹脂を用いることが好ましい。電子線硬化性樹脂は無溶剤化が可能であって、環境や健康の観点からより好ましく、かつ、光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0037】
また、保護層13には所望によりフィラーを含有させても良い。フィラーを含有させることで、タック性をさらに改善させることができ、印刷適性を付与し得る。
フィラーの種類としては、例えば、シリカ、アルミナ、炭酸カルシウム、アルミノシリケート、硫酸バリウムなどの無機物、アクリル樹脂、ポリエチレン、ウレタン樹脂、ポリカーボネート、ポリアミド(ナイロン)などの有機高分子などからなる粒子が用いられる。これらのうち、タック性低減効果を有し、取り扱いが容易で、かつ安価なシリカが好適である。
フィラーの平均粒径は好ましくは0.5〜20μm、より好ましくは0.5〜10μmであり、添加量は、保護層13を形成する樹脂100質量部に対して、0.1〜10質量部の範囲が好ましく、0.5〜5質量部の範囲がさらに好ましい。なお、粒子の形状は、多面体、球形、鱗片状などである。
【0038】
その他の添加物としては、耐候性改善剤、耐摩耗性向上剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チキソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤などの塗工物に常用される各種添加剤も挙げられる。
【0039】
保護層13の厚みは、通常、1〜50μm程度であり、好ましくは、5〜15μmの範囲である。
【0040】
保護層13には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐傷付き性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能などを付与することもできる。
また、保護層13は、その上に設けられる下記プライマー層14との密着性を向上させる目的で、その表面に必要に応じてコロナ放電処理又はプラズマ処理を施すことができる。
【0041】
[プライマー層]
本発明の三次元成形加飾フィルムにおいては、後述する装飾層15の転移性を悪化させることなく、該装飾層15と保護層13との耐候密着性をさらに向上させるために、上記の装飾層15と保護層13との間に、プライマー層14を設ける。
当該プライマー層は、前記効果を充分に発揮するためには、ポリオール及びイソシアネートを含有するプライマー組成物を用いてなる層であって、その硬化前のポリオールは、ガラス転移温度Tgが55℃以上であることを要す。上記ガラス転移温度Tgの上限に特に制限はないが、通常140℃程度であり、好ましいTgは60〜110℃の範囲である。ポリオールのTgが55℃未満であると、プライマー層14が軟質になって粘着性をもつため、装飾層15を印刷する際に、装飾層の版にプライマー層14の樹脂が付着してしまい、総じて装飾層15の転移が悪化する。一方、ポリオールのTgが140℃以下であると、加飾フィルムの製造工程にかかる熱(プライマー組成物層積層後の乾燥工程、装飾層15積層時の乾燥工程)によってプライマー層14の樹脂が十分に軟化するため、保護層13及び装飾層15との密着性が向上する。
また、上記硬化前のポリオールは、水酸基価が30〜130mgKOH/gであることを要し、50〜130mgKOH/gであることが好ましく、60〜120mgKOH/gであることがより好ましい。ポリオールの水酸基価が30mgKOH/g未満であると、十分な架橋密度が得られず、プライマー層自体の凝集力が弱く、プライマー層が衝撃を受けた際に凝集破壊しやすくなる。一方、上記水酸基価が130mgKOH/g超であると、プライマー層の柔軟性が低下するために、三次元成形した際に伸びずに割れやすくなり、やはりプライマー層が凝集破壊しやすくなる。また、未反応の水酸基が残りやすいため、耐水性、耐汚染性等の物性低下を招く恐れがある。また、上記水酸基価は、無水酢酸を用いたアセチル化法によって測定することができる。
【0042】
上記硬化前のポリオールは、標準ポリスチレンで換算された重量平均分子量が1,000〜100,000であることが好ましく、5,000〜80,000であることがより好ましく、20,000〜50,000であることが特に好ましい。ポリオールの分子量が1,000以上であると、これを用いて得られるプライマー層14の耐溶剤性が改善し、装飾層15を形成した際にプライマー層14が溶解する等の不具合が起こりにくくなり、100,000以下であるとインキ化した際の粘性が低下し、またゲル化しにくくなるため、作業性が向上する。
また、このプライマー層14は透明又は半透明な層であることが好ましい。前記2液硬化型樹脂としては、特にポリウレタン系2液硬化型樹脂が好ましい。
【0043】
上記プライマー層14の形成に用いられるプライマー組成物は、さらに、(メタ)アクリル樹脂、ウレタン樹脂、(メタ)アクリル・ウレタン共重合体樹脂、塩化ビニル−酢酸ビニル共重合体、ポリエステル樹脂、ブチラール樹脂、塩素化ポリプロピレン、塩素化ポリエチレンなどを含有していてもよいが、ウレタン樹脂を含有するとアクリルポリオールとの相溶性、可撓性、耐熱性等に優れるため好ましい。
ウレタン樹脂としては、非架橋型のもの、すなわち、3次元架橋して網目状の立体的分子構造を持ったものではなく、線状の分子構造を持った熱可塑性樹脂となったものを選択することが好ましい。このような非架橋型のウレタン樹脂としては、ポリオール成分として、ポリエステルポリオール、ポリエーテルポリオール、ポリカーボネートポリオール、ポリカプロラクトンポリオール、ポリエチレングリコール、ポリプロピレングリコール等のポリオールを主剤とし、上記イソシアネートと反応させてなる非架橋型ウレタン樹脂を使用でき、成形性、耐熱性、耐候性、保護層13との密着性等の観点から、ポリエステルポリオールと、ヘキサメチレンジイソシアネート等の非黄変性イソシアネートとの組合せより合成されるものが特に好ましい。通常ポリオール1分子中の水酸基数及びイソシアネート1分子中のイソシアネート基はそれぞれ平均2である。
ウレタン樹脂としては、ガラス転移点が100℃以下のものが好ましく、40〜100℃のものがより好ましい。ウレタン樹脂のガラス転移点が100℃以下であると、プライマー層の常温における柔軟性が優れ、40℃以上であると、三次元成形加飾フィルム10を三次元成形に供する際に、加熱により凝集力が著しく低下したり、プライマー層14が溶解することがない。
プライマー組成物におけるポリオールとウレタン樹脂との比率は、質量比で99:1〜50:50であると好ましく、90:10〜60:40であるとより好ましい。
必要に応じて、イソシアネート基を適当なブロック剤により保護して不活性化し、加熱によりイソシアネート基が再生するブロックイソシアネートを使用してもよい。ブロック剤としては、例えばフェノール、アルコール、マロン酸ジメチル、アセト酢酸エチル等の活性メチレン、オキシム等、公知のブロック剤を用いてよい。
ブロックイソシアネートを使用することにより、加飾フィルムの状態ではプライマー層により高い成形性(延伸しても亀裂が入らない)を付与することができ、所望形状に成形した後に成形品を加熱処理し、イソシアネート基を再生、ポリオールと反応、硬化することにより、保護層、装飾層と良好な密着性を発現できる。
【0044】
(メタ)アクリル−ウレタン共重合体樹脂としては、例えばアクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂が好ましい。硬化剤としては、上記の各種イソシアネートが用いられる。アクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂は所望により、アクリル/ウレタン比(質量比)を好ましくは(9/1)〜(1/9)、より好ましくは(8/2)〜(2/8)の範囲で調整し、種々の加飾シートに用いることができるので、プライマー組成物に用いられる樹脂として特に好ましい。
【0045】
上記プライマー組成物を溶媒に溶解した塗工液を、公知の方法で塗布、乾燥してプライマー層14とする。プライマー層14の厚みについては、通常、0.5〜20μm程度であり、好ましくは、1〜5μmの範囲である。
【0046】
尚、プライマー層14を形成する硬化後の樹脂は、ガラス転移温度Tgが80℃以上であることが好ましい。これは、三次元成形に供された本発明の三次元成形加飾フィルムは、特に高延伸部において各層に内部応力(収縮しようとする力)が残留しており、上記硬化後の樹脂のTgが低いと、プライマー層14が軟化してしまい、装飾層15と保護層13にズレが生じる虞がある。従って、上記硬化後の樹脂のTgが80℃以上であると、上述のズレが生じにくくなる。
【0047】
[装飾層]
本発明に係る装飾層15は、通常絵柄層及び/又は隠蔽層により構成される。ここで、絵柄層は、模様や文字などとパターン状の絵柄を表現するために設けられる層であり、隠蔽層は、通常全面ベタ層であり射出樹脂などの着色等を隠蔽するために設けられる層である。隠蔽層には、絵柄層の絵柄を引き立てるために絵柄層の内側に設けられる場合の外、それ単独で装飾層を形成する場合がある。また、当該装飾層は、透明転写箔であってもよいし、色付き転写箔であってもよい。
本発明に係る絵柄層は、模様や文字などとパターン状の絵柄を表現するために設けられる層である。絵柄層の絵柄は任意であるが、例えば、木目、石目、布目、砂目、幾何学模様、文字などからなる絵柄を挙げることができる。
装飾層15は、前述したプライマー層14に印刷インキでグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷、昇華転写印刷、インクジェット印刷などの公知の印刷法により形成することで、図1に示すようにプライマー層14と接着剤層16との間に形成される。装飾層15の厚みは、意匠性の観点から3〜40μmが好ましく、10〜30μmがより好ましい。
【0048】
装飾層15の形成に用いられる印刷インキのバインダー樹脂としては、ポリエステル系樹脂、ポリウレタン系樹脂、アクリル系樹脂、酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、セルロース系樹脂などを好ましく挙げることができるが、アクリル系樹脂単独又はアクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂との混合物を主成分とするのが好ましい。これらの中では、アクリル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂又は別のアクリル系樹脂を混合すると印刷適性、成形適性がより良好となり好ましい。ここで、アクリル系樹脂としては、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、メチル(メタ)アクリレート−ブチル(メタ)アクリレート共重合体、メチル(メタ)アクリレート−スチレン共重合体などのアクリル系樹脂〔ただし、(メタ)アクリレートとは、アクリレート又はメタクリレートをいう〕、フッ素などによる変性アクリル樹脂が挙げられ、これらを1種又は2種以上の混合物として用いることができる。この他、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレートなどの(メタ)アクリル酸アルキルエステルと、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレートなどの分子中に水酸基を有する(メタ)アクリル酸エステルと、を共重合させて得られるアクリルポリオールを用いることもできる。また、塩化ビニル−酢酸ビニル系共重合体樹脂としては、通常、酢酸ビニル含有量が5〜20質量%程度、平均重合度350〜900程度のものが用いられる。必要に応じ、塩化ビニル−酢酸ビニル系共重合体樹脂にさらにマレイン酸、フマル酸などのカルボン酸を共重合させても良い。アクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂との混合比は、アクリル系樹脂/塩化ビニル−酢酸ビニル系共重合体樹脂=1/9〜9/1(質量比)程度である。この他、副成分の樹脂として、必要に応じて、適宜その他の樹脂、例えば、熱可塑性ポリエステル系樹脂、熱可塑性ウレタン系樹脂、塩素化ポリエチレン、塩素化ポリプロピレンなどの塩素化ポリオレフィン系樹脂などの樹脂を混合しても良い。
【0049】
本発明に係る装飾層15に用いられる着色剤としては、アルミニウム、クロム、ニッケル、錫、チタン、リン化鉄、銅、金、銀、真鍮などの金属、合金、又は金属化合物の鱗片状箔粉からなるメタリック顔料、マイカ状酸化鉄、二酸化チタン被覆雲母、二酸化チタン被覆オキシ塩化ビスマス、オキシ塩化ビスマス、二酸化チタン被覆タルク、魚鱗箔、着色二酸化チタン被覆雲母、塩基性炭酸鉛などの箔粉からなる真珠光沢(パール)顔料、アルミン酸ストロンチウム、アルミン酸カルシウム、アルミン酸バリウム、硫化亜鉛、硫化カルシウムなどの蛍光顔料、二酸化チタン、亜鉛華、三酸化アンチモンなどの白色無機顔料、亜鉛華、弁柄、朱、群青、コバルトブルー、チタン黄、黄鉛、カーボンブラックなどの無機顔料、イソインドリノンイエロー、ハンザイエローA、キナクリドンレッド、パーマネントレッド4R、フタロシアニンブルー、インダスレンブルーRS、アニリンブラックなどの有機顔料(染料も含む)を1種又は2種以上混合して用いることができる。
【0050】
このような装飾層15は、本発明の三次元成形加飾フィルムに意匠性を付与するために設けられる層であるが、意匠性を向上させる目的で、さらに金属薄膜層などを形成しても良い。金属薄膜層の形成は、アルミニウム、クロム、金、銀、銅などの金属を用いて、真空蒸着、スパッタリングなどの方法で製膜することができる。この金属薄膜層は全面に設けても、部分的にパターン状に設けても良い。
装飾層15の形成に用いられる印刷インキは、上記成分の他に、沈降防止剤、硬化触媒、紫外線吸収剤、酸化防止剤、レベリング剤、増粘剤、消泡剤、滑剤などを適宜添加することができる。印刷インキは、上記成分を、通常溶剤に溶解又は分散した態様で提供される。溶剤としては、バインダー樹脂を溶解又は分散させるものであれば良く、有機溶剤及び/又は水を使用することができる。有機溶剤としては、トルエン、キシレンなどの炭化水素類、アセトン、メチルエチルケトンなどのケトン類、酢酸エチル、セロソルブアセテート、ブチルセロソルブアセテートなどのエステル類、アルコール類が挙げられる。
【0051】
[接着剤層]
本発明に係る接着剤層16は、保護層13、プライマー層14、及び装飾層15を、接着性良く加飾成形品に転写するために形成されるもので、所望により必要に応じて設けられる層である。この接着剤層16としては、射出成形同時転写加飾法において、射出成形樹脂と当該三次元成形加飾フィルムとを、密着性よく、かつ端部に剥がれが生じることがないように接合し得ることが望ましい。
【0052】
当該接着剤層16としては、感熱接着剤や加圧接着剤などで構成されるものが挙げられるが、本発明においては、必要に応じて加熱及び加圧によって、加飾成形品に対する密着性を発現するヒートシール層であることが好ましい。接着剤層16を構成する接着剤に用いられる樹脂としては、例えば、アクリル系樹脂、塩化ビニル系樹脂、酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル系共重合樹脂、スチレン−アクリル系共重合樹脂、ポリエステル系樹脂、ポリアミド系樹脂などの中から選ばれる少なくとも1種の樹脂を挙げることができる。前記樹脂の中から選択した1種又は2種以上の樹脂を溶液、あるいはエマルジョンなど塗布可能な形にしたものを、グラビア印刷法、スクリーン印刷法またはグラビア版を用いたリバースコーティング法などの手段により塗布、乾燥して形成することができる。
接着剤層16の厚みとしては、三次元成形加飾フィルムを接着性良く、かつ効率的に加飾成形品に転写し得るという点から、0.1〜6μm程度が好ましい。
【0053】
接着剤層16には、ベンゾフェノン系化合物、ベンゾトリアゾール系化合物、シュウ酸アニリド系化合物、シアノアクリレート系化合物、サリシレート系化合物などの有機系の紫外線吸収剤や、亜鉛、チタン、セリウム、スズ、鉄などの酸化物のような無機系の紫外線吸収能を有する微粒子の添加剤を含有させることができる。また、添加剤として、着色顔料、白色顔料、体質顔料、充填剤、帯電防止剤、酸化防止剤、蛍光増白剤なども適宜、必要に応じて含有させることができる。
【0054】
[三次元成形加飾フィルムの製造方法]
本発明の三次元成形加飾フィルムの製造方法は、射出成形同時転写用の三次元成形加飾フィルム10の製造方法であって、以下の[1]〜[7]の工程を含むものである。
[1]基材11上に離型層12を積層する工程、
[2]離型層12上に電離放射線硬化性樹脂組成物層を積層する工程、
[3]該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層13を形成する工程、
[4]所望により設けられる、該保護層13の表面にコロナ放電処理又はプラズマ処理を施す工程
[5]該保護層13上に、ポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程、
[6]該プライマー層14上に装飾層15を積層する工程、及び
[7]所望により設けられる、該装飾層15上に接着剤層16を積層する工程。
ここで、上記基材11、離型層12、保護層13、プライマー層14、装飾層15及び接着剤層16の詳細は上述と同様である。
基材11上に、積層される離型層12、保護層13、プライマー層14、装飾層15及び接着剤層16の積層方法は、グラビア印刷、ロールコートなどの公知の印刷又は塗工手段が用いられる。
なお、装飾層15を例えば上記のように絵柄層と隠蔽層との組み合わせとする場合は、一層を積層した後、乾燥し、その後次の層を積層すれば良い。
また、保護層13と装飾層15の密着性を付与するために、加飾フィルム作製後にプライマー層14の2液硬化型樹脂を十分硬化させることが好ましい。硬化の条件としては、常温下で1週間程度保管すればよい。
【0055】
本発明における保護層13を形成する工程において、離型層12上に積層された電離放射線硬化性樹脂組成物層に、電子線、紫外線などの電離放射線を照射して架橋硬化し、電離放射線硬化性樹脂硬化物とする。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で電離放射線硬化性樹脂組成物層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材11として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材11への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜60kGy(1〜6Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
【0056】
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈などが用いられる。
【0057】
[(基材付き)加飾成形品の製造方法]
前述した本発明の三次元成形加飾フィルムは、射出成形同時転写加飾に好適に用いられる。
射出成形同時転写加飾による本発明の基材付き加飾成形品の製造方法は、以下の工程(1)〜(4)を含むものであり、本発明の加飾成形品の製造方法は、以下の工程(1)〜(5)を含むものである。
(1)まず、上記三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって加飾フィルムの装飾層側(基材の裏側)から三次元成形加飾フィルムを加熱する工程、
(2)加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、
(3)射出樹脂を金型内に射出する工程、
(4)該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程、及び
(5)該基材付き加飾成形品から基材及び離型層を剥離する工程。
なお、形状が平滑、又はゆるやかな2次元形状の場合は、上記(1)、(2)の工程を行わず、(3)の射出樹脂の熱圧により加飾フィルムを型に追従させ加飾成形品を作製することも可能である。
【0058】
上記工程(1)及び(2)において、三次元成形加飾フィルムを加熱する温度は、基材のガラス転移温度近傍以上で、かつ、溶融温度(又は融点)未満の範囲であることが好ましい。通常はガラス転移温度近傍の温度で行うことが、より好ましい。
なお、上記のガラス転移温度近傍とは、ガラス転移温度±5℃程度の範囲をさし、基材として好適なポリエステルフィルムを使用する場合には、一般に70〜130℃程度である。
【0059】
上記工程(3)において、後述する射出樹脂を溶融させて、キャビティ内に射出して該三次元成形加飾フィルムと射出樹脂とを一体化させる。射出樹脂が熱可塑性樹脂の場合は、加熱溶融によって流動状態にして、また、射出樹脂が熱硬化性樹脂の場合は、未硬化の液状組成物を室温又は適宜加熱して流動状態で射出して、冷却して固化させる。これによって、三次元成形加飾フィルムが、形成された樹脂成形体と一体化して貼り付き、基材付き加飾成形品となる。射出樹脂の加熱温度は、射出樹脂によるが、一般に180〜320℃程度である。
このようにして得られた基材付き加飾成形品は、冷却した後に金型から取り出した後、基材11及び離型層12を剥離することにより保護層13、プライマー層14、装飾層15及び接着剤層16からなる転写層17が転写された加飾成形品となる。
なお基材付き加飾成形品とすることで、輸送時などで発生する傷などから保護層を保護することが出来る点で好ましい。
【0060】
[製造方法:射出樹脂]
加飾成形品に用いられる射出樹脂としては、射出成形可能な熱可塑性樹脂あるいは、熱硬化性樹脂(2液硬化性樹脂を含む)であれば良く、特に制限されず、様々な樹脂を用いることができる。このような熱可塑性樹脂材料としては、例えばポリ塩化ビニル、ポリ塩化ビニリデンなどのビニル系重合体;ポリスチレン、アクリロニトリル−スチレン系共重合体、ABS樹脂(アクリロニトリル−ブタジエン−スチレン共重合体樹脂)などのスチレン系樹脂;ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリアクリロニトリルなどのアクリル系樹脂;ポリエチレン、ポリプロピレン、ポリブテンなどのポリオレフィン系樹脂、ポリエチレンテレフタレート、エチレングリコール−テレフタル酸−イソフタル酸共重合体、ポリブチレンテレフタレートなどのポリエステル系樹脂;ポリカーボネート樹脂などが挙げられる。また、熱硬化性樹脂としては、1液又は2液反応硬化型のポリウレタン系樹脂、エポキシ系樹脂などが挙げられる。これらの樹脂は、単独でも良いし、二種以上混合して用いても良い。
また、これらの樹脂には、必要に応じて各種添加剤、例えば酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、難燃剤、可塑剤、シリカ、アルミナ、炭酸カルシウム、水酸化アルミニウムなどの無機物粉末、木粉、ガラス繊維などの充填剤、滑剤、離型剤、帯電防止剤、着色剤などを添加することができる。なお、射出樹脂は、用途に応じて適宜、着色剤を添加して着色した樹脂を使用しても良い。着色剤には、前述の基材に用いることのできるものと同様の公知の着色剤を使用できる。
加飾成形品を構成する射出樹脂成形体の厚みについては特に制限はなく、当該加飾成形品の用途に応じて選定されるが、通常1〜5mm、好ましくは2〜3mmである。
【0061】
図2は、本発明の加飾成形品の一例の断面を示す模式図である。
加飾成形品20は、射出樹脂成形体18上に、保護層13と、プライマー層14と、装飾層15と、接着剤層16とからなる転写層17が、接着剤層16を介して積層一体化された構造を有している。
【実施例】
【0062】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
実施例1
(三次元成形加飾フィルムの製造)
基材として、易接着処理が施された2軸延伸PETフィルム(厚み:75μm)上に、アクリル−メラミン系樹脂をグラビア法により塗布して、離型層(厚み:3μm)を形成した。
次いで、多官能(メタ)アクリレートモノマー(ペンタエリスリトールトリアクリレート,分子量:298)40質量部、重量平均分子量Mw150,000の熱可塑性樹脂(アクリル樹脂,ガラス転移温度Tg:105℃)60質量部、及びレベリング剤0.2質量部を含む電離放射線硬化性樹脂組成物を、メチルエチルケトン100質量部にて溶解させた塗工液を上記離型層上にバーコーターで塗工して、加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して架橋硬化させて、保護層(厚み:12μm)を形成した。
次に、上記保護層表面にコロナ放電処理を施した後、その上に、表1に示す水酸基価、ガラス転移温度及び重量平均分子量を有するポリマーポリオールと、ヘキサメチレンジイソシアネートとを含むポリウレタン系2液硬化型樹脂のメチルエチルケトン希釈溶液をグラビアコートにて塗布して、プライマー層(厚み1.5μm)を形成した。
次いで、上記プライマー層の上に、アクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂とをバインダー樹脂とした黒色系印刷インキ(アクリル樹脂:50質量%、塩化ビニル−酢酸ビニル系共重合体樹脂:50質量%)を塗工量1μmとなるようにグラビア印刷を施して全面ベタ層の装飾層を形成した。さらにこの上にアクリル系樹脂[軟化温度:125℃]を塗工量4μmでグラビア印刷を施して接着剤層を形成し、図1に示す構成の三次元成形加飾フィルムを作製した。
(加飾成形品の作製)
上記で得られた三次元成形加飾フィルムを熱盤温度150℃で加熱して射出成形の金型内形状に沿うように成形して、金型内面に密着させた。金型は、80mm角の大きさで、立ち上がり10mm、コーナー部が2Rのトレー状である深絞り度の高い形状のものを用いた。一方、射出樹脂としてABS樹脂[日本エイアンドエル(株)製、商品名「クララスチックMTH−2」]を用いて、これを230℃にて溶融状態にしてから、キャビティ内に射出した。温度80℃の金型から取り出した後、基材を剥離して、表面に保護層、プライマー層、装飾層、及び接着剤層からなる転写層を転写形成してなる図2に示す構成の加飾成形品を得た。なお、本発明において、深絞りとは、加飾フィルムの成形前と成形後との面積比が130%以上となるような形状をいい、深絞り度が高いとは、面積比が大きいことをいう。
上述のポリマーポリオールの水酸基価、重量平均分子量及びガラス転移温度Tgの測定方法、並びに上述のようにして得られた三次元成形加飾フィルム及び加飾成形品の評価方法を以下に示す。
【0063】
<測定方法>
(1)水酸基価
JIS K 1557−1に規定される方法によって測定した。
(2)重量平均分子量
GPC分析によって測定され、かつ標準ポリスチレンで換算された値を用いた。
(3)ガラス転移温度Tg
示差熱量分析(DSC)法により、ピークショルダーになる温度をガラス転移温度Tgとした。
<評価方法>
(1)プライマー印刷面状態
上述のようにしてプライマー層を形成した後に、40℃で1分間乾燥させ、目視にて印刷面状態を確認した。
○:透明性、平滑性に優れた印刷面であった
×:印刷面の白濁、スジ、ベタツキ、カスレ等が確認され、印刷面の透明性、平滑性が不十分であった。
(2)乾燥性
上記プライマー層を形成した後、常温で1分間放置し、プライマー面の乾燥性(タック)を指触にて確認した。
○:粘性がなく乾燥していた
△:若干の粘性があった。
×:粘性が残り、ベタツキを感じた。
(3)装飾層のプライマー層に対する転移性
接着剤層を積層する前の基材、離型層、保護層、プライマー層及び装飾層から構成される積層フィルム(I)と、プライマー層及び接着剤層を設けなかったこと以外は、前記と同様な操作を行って得られた、基材、離型層、保護層及び装飾層から構成される積層フィルム(II)のそれぞれについて、JIS Z 8729−1994に規定されるCIE(国際照明委員会)L*a*b*表色系におけるL*、a*及びb*を、D65光源及び10度の視野条件でカラーアナライザー[コニカミノルタ社製、機種名「分光測色計(CM−3700d)」]を用いて測定した。
両者のL*、a*及びb*の値から、明るさの差ΔL*、色合いの差Δa*、Δb*から、次の式より、色差ΔE*abを求めた。
色差ΔE*ab=√(ΔL*)2+(Δa*)2+(Δb*)2
該色差ΔE*abが、小さいほど装飾層のプライマーに対する転移性がよく、ΔE*abが11以下であれば合格(○)であり、11超を不合格(×)とした。
(4)成形性(形状追従性)
上述のようにして得た加飾成形品について、成形後の外観に基づいて評価した。評価基準は以下のとおりである。
○:保護層に塗膜割れや白化がほとんど見られず、良好に形状に追従した。
△:保護層に若干の塗装割れや軽微な白化が確認されたが、実用上問題ない
×:形状に追従できずに保護層に塗膜割れや白化が見られた
(5)装飾層と保護層との初期密着性
接着剤層を積層する前の基材、離型層、保護層、プライマー層及び装飾層から構成される製造直後の上記積層フィルムについて、装飾層と保護層との密着性を碁盤目密着試験(2mm間隔で縦11本、横11本の切り込みを入れ100マスの碁盤目を形成した後、ニチバン製セロテープ(登録商標)を碁盤目上に圧着し、急激剥離)により、下記評価基準で評価した。
(評価基準)
○:保護層、装飾層ともに剥離せず、良好に密着していた
×:保護層、または装飾層が剥離した
(6)耐熱試験後の密着性試験
上述のようにして得た加飾成形品について、100℃のオーブンに100時間投入した後、室温まで冷却し、上記初期密着性と同じ方法にて試験を行い、以下の基準で評価した。
○:保護層、装飾層ともに剥離せず、良好に密着していた
×:保護層、または装飾層が剥離した
【0064】
実施例2〜5及び比較例1〜3
表1に示すポリマーポリオールを用いた以外は、実施例1と同様にして三次元成形加飾フィルム及び加飾成形品を作製した。
【0065】
【表1】

【0066】
表1から明らかなように、硬化前のポリオールのTgが55℃以上であり、水酸基価が30〜130mgKOH/gである2液硬化型樹脂をプライマー層に用いた実施例1〜5の三次元成形加飾フィルムは、プライマー印刷面の状態が良好であり、乾燥性に優れ、装飾層の転移性を悪化させず、形状追従性が良好であり、かつ、装飾層と保護層との初期密着性及び耐候密着性であった。一方、Tgが55℃未満、あるいは重量平均分子量が上記範囲外のポリオールを用いた比較例1〜4の三次元成形加飾フィルムは、プライマー印刷面状態、転移性、密着性等に難があることがわかる。
【産業上の利用可能性】
【0067】
本発明の三次元成形加飾フィルムは、加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる加飾フィルムとして有用である。これを用いて得られる加飾成形品は、家庭用電化製品、自動車内装品などの分野や、パソコン分野、とりわけパソコンの筐体など、幅広い分野において好適に使用することができる。
【符号の説明】
【0068】
10 三次元成形加飾フィルム
11 基材
12 離型層
13 保護層
14 プライマー層
15 装飾層
16 接着剤層
17 転写層
18 射出樹脂成形体
20 加飾成形品
【技術分野】
【0001】
本発明は、射出成形による加飾成形品に用いられる射出成形同時転写用の三次元成形加飾フィルム、基材付き加飾成形品及び加飾成形品、並びにそれらの製造方法に関するものである。
【背景技術】
【0002】
従来、三次元曲面などの複雑な表面形状を有する樹脂成形体の加飾には、射出成形同時加飾方法が用いられる。射出成形同時加飾方法とは、射出成形の際に金型内に挿入された加飾フィルムをキャビティ内に射出注入された溶融した射出樹脂と一体化させて、樹脂成形体表面に加飾を施す方法であって、樹脂成形体と一体化される加飾フィルムの構成の違いによって、一般に射出成形同時ラミネート加飾法と射出成形同時転写加飾法に大別される。
射出成形同時転写加飾法においては、射出成形同時転写加飾用の加飾フィルムの転写層側を金型内に向けて転写層側から熱盤によって加熱し、該加飾フィルムが金型内形状に沿うように成形して金型内面に密着させて型締した後、キャビティ内に溶融した成形用樹脂を射出して該加飾フィルムと成形用樹脂とを一体化し、次いで加飾成形品を冷却して金型から取り出し、加飾フィルムの基材を剥離することにより、転写層を転写した加飾成形品を得る。
【0003】
射出成形同時転写加飾法に用いられる転写シートとしては、例えば、離型性シートの離型性面に、未硬化状態において常温で固体であり、且つ、熱可塑性樹脂である紫外線硬化性又は電子線硬化性の樹脂の未硬化樹脂を有することを特徴とする転写シートが提案されている(特許文献1参照)。該転写シートは、未硬化樹脂が熱可塑性、溶剤溶解性を有していながら、塗装及び乾燥によって見かけ上、あるいは手で触ったときに非流動性であり、かつ非粘着性であるため、該未硬化樹脂層の上に模様層を形成することができる。しかしながら、シートの状態で硬化させると、十分な成形性が得られなくなるため、射出同時成形法によって、被転写体に転写した後、紫外線もしくは電子線を照射して、硬化がなされる。ところが、この方法であると、射出同時成形の際に、未硬化樹脂層が流動するために、成形体にシートが良好に転写されない場合があり、均一に硬化させるのが非常に困難であるという問題があった。
【0004】
また、成形性の良好な基材の上に、未硬化状態では熱可塑性の固体である電離放射線硬化性樹脂からなる保護層を設けた転写シートを、射出成形金型内に配置して、転写シートを真空成形又は真空・圧空成形をした後に、電離放射線を照射して樹脂を硬化させて保護層を形成し、更に金型内を閉じて溶融樹脂を射出して射出成形を行い、金型内で硬度の高い保護層を形成させることを特徴とする成形品の製造方法が提案されている(特許文献2参照)。
この方法においても、真空成形又は真空・圧空成形をした後に、電離放射線を照射して樹脂を硬化させて保護層を形成しているため、特許文献1に開示される加飾フィルムと同様の問題点がある。すなわち、シートの状態で硬化させると、十分な成形性が得られなくなるため、真空成形又は真空・圧空成形の後に、紫外線もしくは電子線を照射して、硬化がなされるが、真空成形又は真空・圧空成形の際に、未硬化樹脂層が流動するために、成形体への転写が良好になされない場合があった。
【0005】
このような問題を解決するために、特許文献3には、透明基材シートの表面側にアクリレート系電離放射線硬化性樹脂の硬化物からなる表面保護層を積層すると共に、該基材シートの裏面側に装飾層と、塩化ビニル−酢酸ビニル共重合体を主成分とする接着剤層とを、この順に積層してなる加飾シートが開示されており、そして、前記加飾シートを、その接着剤層を射出樹脂と接する向きにして、雌雄両型間に挿入した後、両型を型締めし、両型で形成されるキャビティ内に流動状態の樹脂を射出し、該樹脂を固化させた後、型開きして、樹脂成形物に前記加飾シートが積層一体化された加飾成形品を得る、射出成形同時加飾方法が開示されている。
この場合、電離放射線硬化性樹脂の硬化物からなる表面保護層が積層された加飾シートを用いて、射出成形同時加飾方法により、加飾成形品を作製しているため、前述した特許文献1や特許文献2に記載されているような電離放射線硬化性樹脂の未硬化樹脂を有する転写シートを用いて、加飾成形品を作製する際に生じる問題は発生しない。
【0006】
一方、特許文献4には、基体シートの片面に離型性層、プライマー層、絵柄層及び接着剤層をこの記載の順序に積層してなる転写シートにおいて、離型性層が電離放射線硬化型樹脂からなり且つプライマー層がウレタン二液硬化型樹脂からなることを特徴とする転写シートが開示されており、該プライマー層は絵柄層と離型性層との密着性を向上させるために設けられている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭63−132095号公報
【特許文献2】特開平6−155518号公報
【特許文献3】特開2002−225070号公報
【特許文献4】特開平4−189600号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記特許文献3に記載の技術は、加飾樹脂成形品の最表面の層として積層される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に積層されるなど、前記特許文献1及び2に記載の技術に比べて優れた技術であるが、加飾シートに用いる基材シートが、加飾樹脂成形品中へ取り込まれるため、射出成形品の縁に余分なフィルムが残るため、それを除去するトリミングと呼ばれる工程を行う必要があり、工程が煩雑になる。
前記特許文献4に記載の技術は、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に積層されるなど、前記特許文献1及び2に記載の技術に比べて優れた技術であるが、プライマー層に用いるウレタン二液硬化型樹脂についての具体的な記載が乏しい。
【0009】
そこで、本発明者らは、三次元成形加飾フィルムを用いて、射出成形同時転写を行い、金型から加飾成形品を取り出したのち、該加飾フィルムの基材を剥離除去するために、三次元成形加飾フィルムとして、例えば基材上に、離型層、保護層、装飾層及び必要に応じて接着剤層がこの順に積層してなる構成の加飾フィルムに着目し、鋭意研究を重ねてきた。
そして、耐候性が必要とされる加飾成形品においては、耐候試験後の電離放射線硬化性樹脂組成物の硬化物からなる保護層と装飾層との界面密着力を上げるために、層間に2液硬化型樹脂層からなるプライマー層を設けることが有利であるが、該プライマー層を設けることにより、装飾層の転移が悪化するという問題を有することが分かった。
この問題に対処するために、さらに研究を重ねた結果、該プライマー層を、一定以上のガラス転移温度Tgと、特定の水酸基価とを有するポリオールを用いた2液硬化型樹脂を使用すればよいことを見出した。前記特許文献4には、ポリオールのTgや水酸基価についてなんら言及されていない。
【0010】
本発明は、このような状況下で、加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる三次元成形加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂組成物の硬化物であり、プライマー印刷面の状態が良好であり、装飾層の転移性を悪化させず、かつ、装飾層と保護層との初期密着性及び耐熱試験後の密着性を良好なものとする三次元成形加飾フィルム及びそれを用いた加飾成形品、並びにそれらの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明者らは、前記課題を達成するために鋭意研究を重ねた結果、保護層と装飾層との層間に、2液硬化型で、ガラス転移温度が55℃以上であり、かつ、水酸基価が一定の範囲内のポリオールを用いてなる2液硬化型樹脂のプライマー層を設けることにより、前記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0012】
すなわち、本発明は、
[1]基材上に、離型層、保護層、プライマー層、及び装飾層をこの順で積層してなる三次元成形加飾フィルムであって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルム、
[2]前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートモノマーと熱可塑性樹脂とを25:75〜75:25の質量比で含有し、該多官能(メタ)アクリレートモノマーの分子量が175〜1,000であり、かつ、該熱可塑性樹脂の標準ポリスチレンで換算された重量平均分子量が1万〜25万である[1]に記載の三次元成形加飾フィルム、
[3]前記ポリオールが、アクリル系ポリマーポリオール、ポリエステル系ポリマーポリオール、及びポリカーボネート系ポリマーポリオールから選択される1種以上であり、かつ、前記イソシアネートが、多価イソシアネートである[1]又は[2]に記載の三次元成形加飾フィルム、
[4]基材上に離型層を積層する工程、該離型層上に電離放射線硬化性樹脂組成物層を積層する工程、該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程、該保護層上にポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程、及び該プライマー層上に装飾層を積層する工程を含み、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルムの製造方法、
[5]前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートモノマーと熱可塑性樹脂とを25:75〜75:25の質量比で含有し、該多官能(メタ)アクリレートモノマーの分子量が175〜1,000であり、かつ、該熱可塑性樹脂の標準ポリスチレンで換算された重量平均分子量が1万〜25万である[4]に記載の三次元成形加飾フィルムの製造方法、
[6]電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程と、該保護層上にポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程との間に、形成された保護層表面にコロナ放電処理又はプラズマ処理を施す工程を有する[4]又は[5]に記載の三次元成形加飾フィルムの製造方法、
[7]樹脂成形体、装飾層、プライマー層、保護層、離型層及び基材をこの順に有する基材付き加飾成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする基材付き加飾成形品、
[8][1]〜[3]のいずれかに記載の三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって基材側から該三次元成形加飾フィルムを加熱する工程、加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、及び該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程を含む基材付き加飾成形品の製造方法、
[9]樹脂成形体、装飾層、プライマー層、及び保護層をこの順に有する加飾成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする加飾成形品、及び
[10][1]〜[3]のいずれかに記載の三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって基材側から該三次元成形加飾フィルムを加熱する工程、加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程及び該基材付き加飾成形品から基材及び離型層を剥離する工程を含む加飾成形品の製造方法、
を提供するものである。
【発明の効果】
【0013】
本発明によれば、加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる三次元成形加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂組成物の硬化物であり、プライマー印刷面の状態が良好であり、装飾層の転移性を悪化させず、かつ、装飾層と保護層との初期密着性及び耐熱試験後の密着性を良好なものとする三次元成形加飾フィルム及びそれを用いた加飾成形品、並びにそれらの製造方法を提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の三次元成形加飾フィルムの一例の断面を示す模式図である。
【図2】本発明の方法により製造される加飾成形品の一例の断面を示す模式図である。
【発明を実施するための形態】
【0015】
以下、本発明を、図面を参照しながら説明する。図1は、本発明の三次元成形加飾フィルムの一例の断面を示す模式図である。
図1に示される本発明の三次元成形加飾フィルム10は、基材11上に、離型層12、保護層13、プライマー層14、装飾層15及び接着剤層16をこの順に積層してなる三次元成形加飾フィルムであり、射出成形同時転写用途に特に好適に用いられる。
【0016】
[基材]
本発明における基材11は、真空成形適性を考慮して選定され、代表的には熱可塑性樹脂からなる樹脂フィルムが使用される。この該熱可塑性樹脂としては、ポリエステル樹脂;アクリル樹脂;ポリプロピレン、ポリエチレン等のポリオレフィン樹脂;ポリカーボネート樹脂;アクリロニトリル−ブタジエン−スチレン樹脂(ABS樹脂);塩化ビニル樹脂等が挙げられる。また、装飾層を積層した際に、転写後の意匠を確認するために、また、基材フィルムを通して意匠を確認できるように、基材は透明、または半透明であることが好ましい。
樹脂フィルムの厚みは、通常10〜150μmであり、10〜125μmが好ましく、10〜80μmがより好ましい。
また、基材11は、これら樹脂の単層フィルム、あるいは同種又は異種樹脂による複層フィルムを用いることができる。
【0017】
本発明においては、基材11として、ポリエステルフィルムを用いることが、耐熱性、寸法安定性、成形性、及び汎用性の点で好ましい。
ポリエステルフィルムを構成するポリエステル樹脂とは、多価カルボン酸と、多価アルコールとから重縮合によって得られるエステル基を含むポリマーをいう。多価カルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、2,6−ナフタレンジカルボン酸、アジピン酸、セバシン酸、デカンジカルボン酸、アゼライン酸、ドデカンジカルボン酸、シクロヘキサンジカルボン酸などが挙げられる。また、多価アルコールとしては、エチレングリコール、プロパンジオール、ブタンジオール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、デカンジオール、2−エチル−ブチル−1−プロパンジオール、ビスフェノールAなどが挙げられる。さらに本発明で用いるポリエステル樹脂は、3種類以上の多価カルボン酸や多価アルコールの共重合体であっても良く、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコールなどのモノマーやポリマーとの共重合体であっても良い。
【0018】
ポリエステルフィルムに用いられるポリエステル樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)などを好ましく挙げることができ、ポリエチレンテレフタレート(PET)が、耐熱性や寸法安定性の点で特に好ましい。
なお、該ポリエステル樹脂はホモポリマーでも良く、コポリマーでも良く、また第三成分を共重合させたものであっても良い。例えば、一般に耐熱性や寸法安定性に優れるポリエチレンテレフタレートを主成分(通常90モル%以上、好ましくは95モル%以上)としたポリエステル樹脂と、一般に成形性に優れるポリブチレンテレフタレートを主成分(通常90モル%以上、好ましくは95モル%以上)とするポリエステル樹脂とを配合することができる。該配合比としては、得られるフィルムの動的弾性率により適宜選択すれば良く、通常質量比で70/30〜95/5であり、75/25〜85/15の範囲が好ましい。このように配合したポリエステルフィルムは、耐熱性、寸法安定性、及び成形性に優れるため、本発明の基材として好適に用いることができる。
【0019】
また、ポリエステルフィルムには、作業性を向上させる目的で、微粒子を含有させることが好ましい。微粒子としては、炭酸カルシウム、炭酸マグネシウム、硫酸カルシウム、硫酸バリウム、リン酸リチウム、リン酸マグネシウム、リン酸カルシウム、酸化アルミニウム、酸化ケイ素、カオリンなどの無機粒子、アクリル系樹脂などからなる有機粒子、内部析出粒子などを挙げることができる。微粒子の平均粒径は0.01〜5.0μmが好ましく、0.05〜3.0μmがより好ましい。また、ポリエステル系樹脂中の微粒子の含有量は0.01〜5.0質量%が好ましく、0.1〜1.0質量%がより好ましい。また、必要に応じて各種安定剤、潤滑剤、酸化防止剤、帯電防止剤、消泡剤、蛍光増白剤などを配合することもできる。
【0020】
本発明に用いられるポリエステルフィルムは、例えば以下のように製造される。まず上記のポリエステル系樹脂とその他の原料をエクストルーダーなどの周知の溶融押出装置に供給し、当該ポリエステル系樹脂の融点以上の温度に加熱し溶融する。次いで溶融ポリマーを押出しながら、回転冷却ドラム状でガラス転移温度以下の温度になるよう急冷固化し、実質的に非晶状態の未配向シートを得る。このシートを2軸方向に延伸してフィルム化し、熱固定を施すことで得られる。この場合、延伸方法は逐次2軸延伸でも同時2軸延伸でも良い。また、必要に応じ、熱固定を施す前又は後に再度縦及び/又は横方向に延伸しても良い。本発明においては十分な寸法安定性を得るため延伸倍率を面積倍率として7倍以下が好ましく、5倍以下がより好ましく、3倍以下がさらに好ましい。この範囲内であれば、得られるポリエステルフィルムを三次元成形加飾フィルムに用いた場合、該三次元成形加飾フィルムが射出樹脂を射出する際の温度域で再び収縮せず、当該温度域で必要なフィルム強度を得ることができる。なお、ポリエステルフィルムは、上記のように製造しても良いし、市販のものを用いても良い。
【0021】
また、ポリエステルフィルムは、後述する離型層との密着性を向上させる目的で、所望により、片面又は両面に酸化法や凹凸化法などの物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
また、基材は、基材とその上に設けられる層との層間密着性の強化などを目的として、易接着層を形成するなどの処理を施しても良い。なお、ポリエステルフィルムとして市販のものを用いる場合には、該市販品は予め上記したような表面処理が施されたものや、易接着剤層が設けられたものも用いることができる。
【0022】
[離型層]
離型層12は、保護層13、プライマー層14、装飾層15、及び接着剤層16からなる転写層17の、基材シート11からの剥離を容易に行うために設けられるものである。離型層12は、図1に示すように、全面を被覆(全面ベタ状)しているベタ離型層であっても良いし、一部に設けられるものであっても良い。通常は、剥離性を考慮して、ベタ離型層が好ましい。
【0023】
離型層は、フッ素系樹脂、アクリル系樹脂(例えば、アクリル−メラミン系樹脂が含まれる。)、ポリエステル系樹脂、ポリオレフィン系樹脂、ポリスチレン系樹脂、ポリウレタン系樹脂、セルロース系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、硝化綿などの熱可塑性樹脂、該熱可塑性樹脂を形成するモノマーの共重合体、あるいはこれらの樹脂を(メタ)アクリル酸やウレタンで変性したものを、単独で又は複数を混合した樹脂組成物を用いて形成することができる。なかでも、アクリル系樹脂、ポリエステル系樹脂、ポリオレフィン系樹脂、ポリスチレン系樹脂、これらの樹脂を形成するモノマーの共重合体、及びこれらをウレタン変性したものが好ましく、より具体的には、アクリル−メラミン系樹脂単独、アクリル−メラミン系樹脂含有組成物、ポリエステル系樹脂とエチレン及びアクリル酸の共重合体をウレタン変性したものとを混合した樹脂組成物、アクリル系樹脂とスチレン及びアクリルとの共重合体のエマルションとを混合した樹脂組成物などが挙げられる。これらの内、アクリル−メラミン系樹脂単独又はアクリル−メラミン系樹脂を50質量%以上含有する組成物で離型層12を構成することが特に好ましい。
離型層12の厚みは、通常、0.01〜5μm程度であり、好ましくは、0.05〜3μmの範囲である。
【0024】
[保護層]
保護層13は、電離放射線硬化性樹脂組成物の硬化物からなる。電離放射線硬化性樹脂組成物は、成形性(形状追従性)の観点から、多官能(メタ)アクリレートモノマー及び熱可塑性樹脂を含むことが好ましい。
【0025】
(多官能(メタ)アクリレートモノマー)
多官能(メタ)アクリレートモノマーの分子量は、加飾成形品に優れた耐汚染性及び成形性を付与する観点からは、175〜1,000であることが好ましく、200〜800がより好ましく、250〜600がさらに好ましく、250〜400が特に好ましい。
また、多官能(メタ)アクリレートモノマーの官能基数は、加飾成形品に優れた耐汚染性及び成形性を付与する観点からは、官能基数が3以上であることが好ましく、3〜8がより好ましく、3〜6がさらに好ましい。
【0026】
このような多官能(メタ)アクリレートモノマーとしては、具体的にはエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレートなどが好ましく挙げられる。なかでも、ペンタエリスリトールトリ(メタ)アクリレートがより好ましい。
本発明においては、上記の多官能(メタ)アクリレートモノマーは1種を単独で用いても良いし、2種以上を組み合わせて用いても良い。
【0027】
(熱可塑性樹脂)
本発明で用いられる熱可塑性樹脂は、標準ポリスチレンで換算された重量平均分子量が1万〜25万のものが好ましい。ここで、該重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)により測定された値であり、標準サンプルにポリスチレンを用いた条件で測定された値である。
本発明で用いられる熱可塑性樹脂の重量平均分子量は、1万〜25万であることが好ましく、より好ましくは10万〜20万であり、さらに好ましくは10万〜17万である。
熱可塑性樹脂の重量平均分子量を1万以上とすることで、電離放射線硬化性樹脂組成物の積層前の粘度が高くなりすぎず、電離放射線硬化性樹脂と分離することなく良好に混合でき、かつ、塗工が容易となり、また、25万以下とすることで加飾成形品に優れた耐汚染性及び成形性を付与する観点からも好ましい。
【0028】
本発明で用いられる熱可塑性樹脂としては、アクリル樹脂、ポリビニルブチラールなどのポリビニルアセタール(ブチラール樹脂)、ポリエチレンテレフタレート,ポリブチレンテレフタレートなどのポリエステル樹脂、塩化ビニル樹脂、ウレタン樹脂、ポリエチレン,ポリプロピレンなどのポリオレフィン、ポリスチレン,α−メチルスチレンなどのスチレン系樹脂、ポリアミド、ポリカーボネート、ポリオキシメチレンなどのアセタール樹脂、エチレン−4フッ化エチレン共重合体などのフッ素樹脂、ポリイミド、ポリ乳酸、ポリビニルアセタール樹脂、液晶性ポリエステル樹脂などが挙げられ、これらは1種単独でも又は2種以上を組み合わせて用いてもよい。2種以上組み合わせる場合は、これらの樹脂を構成するモノマーの共重合体でもよいし、それぞれの樹脂を混合して用いてもよい。
【0029】
上記した熱可塑性樹脂の中でも、アクリル樹脂が好ましく、少なくとも(メタ)アクリル酸エステルモノマーを構成単位とするアクリル樹脂がより好ましい。より具体的には、(メタ)アクリル酸エステルモノマーの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、あるいは(メタ)アクリル酸エステルモノマーと他のモノマーとの共重合体が好ましい。
【0030】
ここで、(メタ)アクリル酸エステルモノマーとしては、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸プロピル、(メタ)アクリル酸シクロヘキシル、(メタ)アクリル酸ノルマルブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸セカンダリーブチル、(メタ)アクリル酸ターシャリーブチル、(メタ)アクリル酸イソボニル、2−メチル−2−アダマンチル(メタ)アクリレート、2−エチル−2−アダマンチル(メタ)アクリレートなどが好ましく挙げられ、これらのうち(メタ)アクリル酸メチルがより好ましい。
2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体としては、上記例示されたものから選ばれる2種以上の(メタ)アクリル酸エステルの共重合体が例示され、これらの共重合体はランダム共重合体であってもブロック共重合体であってもよい。
【0031】
(メタ)アクリル酸エステルモノマーと共重合体を形成する他のモノマーとしては、(メタ)アクリル酸エステルと共重合可能なものであれば特に限定されないが、本発明では、(メタ)アクリル酸、スチレン、(無水)マレイン酸、フマル酸、ジビニルベンゼン、ビニルビフェニル、ビニルナフタレン、ジフェニルエチレン、酢酸ビニル、塩化ビニル、フッ化ビニル、ビニルアルコール、アクリロニトリル、アクリルアミド、ブタジエン、イソプレン、イソブテン、1−ブテン、2−ブテン、N−ビニル−2−ピロリドン、ジシクロペンタジエン、エチリデンノルボルネン、ノルボルネン類などの脂環式オレフィンモノマー、ビニルカプロラクタム、シトラコン酸無水物、N−フェニルマレイミドなどのマレイミド類、ビニルエーテル類などが好ましく挙げられ、特にスチレン及び(無水)マレイン酸が共重合成分として好適である。すなわち、(メタ)アクリル酸エステルとスチレン又は(無水)マレイン酸の二元共重合体、(メタ)アクリル酸エステルとスチレン及び(無水)マレイン酸の三元共重合体が好適である。なお、(メタ)アクリル酸エステルと他のモノマーとの共重合体はランダム共重合体であってもブロック共重合体であってもよい。
【0032】
アクリル樹脂の多分散度(重量平均分子量Mw/数平均分子量Mn)は、1.1〜3.0の範囲であることが好ましい。多分散度がこの範囲内であると、優れた成形性及び耐汚染性の他、耐摩耗性、耐擦傷性などの表面特性が得られる。これと同様の観点から、多分散度は、1.5〜2.5の範囲であることがより好ましい。
【0033】
(多官能(メタ)アクリレートモノマーと熱可塑性樹脂との質量比)
本発明で用いられる電離放射線硬化性樹脂組成物中の多官能(メタ)アクリレートモノマーと熱可塑性樹脂との質量比が25:75〜75:25であることが好ましい。この質量比が25:75以上、さらには電離放射線硬化性樹脂組成物の固形分中の多官能(メタ)アクリレートモノマーの含有量が25質量%以上であると、優れた耐汚染性が得られ、一方、この質量比が75:25以下、さらには電離放射線硬化性樹脂組成物の固形分中の多官能(メタ)アクリレートモノマーの含有量が75質量%以下であると、優れた成形性が得られる。優れた耐汚染性と成形性を得る観点から、上記質量比は、30:70〜70:30であることが好ましく、35:65〜65:35であることがより好ましい。
同様に、電離放射線硬化性樹脂組成物中の多官能(メタ)アクリレートモノマーの割合は、固形分換算で、25〜75質量%であることが好ましく、35〜65質量%であることがより好ましい。また、電離放射線硬化性樹脂組成物中の熱可塑性樹脂の割合は、固形分換算で、25〜75質量%であることが好ましく、35〜65質量%であることがより好ましい。
【0034】
(その他の添加物)
本発明で用いられる電離放射線硬化性樹脂組成物は、本発明の効果を阻害しない範囲で、上記した多官能(メタ)アクリレートモノマーや熱可塑性樹脂以外の成分を含有することができる。
例えば、本発明で用いられる電離放射線硬化性樹脂組成物は、ウレタン(メタ)アクリレート系オリゴマー、エポキシ(メタ)アクリレート系オリゴマー、ポリエステル(メタ)アクリレート系オリゴマー、ポリエーテル(メタ)アクリレート系オリゴマーなどの多官能(メタ)アクリレートオリゴマーや、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレートなどの単官能(メタ)アクリレートを含有することができる。
【0035】
電離放射線硬化性樹脂組成物として紫外線硬化性樹脂組成物を用いる場合には、光重合用開始剤を樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されず、例えば、分子中にラジカル重合性不飽和基を有する重合性(メタ)アクリレートオリゴマーに対しては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン−n−ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノ−プロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−2(ヒドロキシ−2−プロピル)ケトン、ベンゾフェノン、p−フェニルベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2−メチルアントラキノン、2−エチルアントラキノン、2−ターシャリーブチルアントラキノン、2−アミノアントラキノン、2−メチルチオキサントン、2−エチルチオキサントン、2−クロロチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタールなどが挙げられる。
また、光増感剤としては、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤などを用いることができる。
【0036】
本発明においては、電離放射線硬化性樹脂として電子線硬化性樹脂を用いることが好ましい。電子線硬化性樹脂は無溶剤化が可能であって、環境や健康の観点からより好ましく、かつ、光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0037】
また、保護層13には所望によりフィラーを含有させても良い。フィラーを含有させることで、タック性をさらに改善させることができ、印刷適性を付与し得る。
フィラーの種類としては、例えば、シリカ、アルミナ、炭酸カルシウム、アルミノシリケート、硫酸バリウムなどの無機物、アクリル樹脂、ポリエチレン、ウレタン樹脂、ポリカーボネート、ポリアミド(ナイロン)などの有機高分子などからなる粒子が用いられる。これらのうち、タック性低減効果を有し、取り扱いが容易で、かつ安価なシリカが好適である。
フィラーの平均粒径は好ましくは0.5〜20μm、より好ましくは0.5〜10μmであり、添加量は、保護層13を形成する樹脂100質量部に対して、0.1〜10質量部の範囲が好ましく、0.5〜5質量部の範囲がさらに好ましい。なお、粒子の形状は、多面体、球形、鱗片状などである。
【0038】
その他の添加物としては、耐候性改善剤、耐摩耗性向上剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チキソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤などの塗工物に常用される各種添加剤も挙げられる。
【0039】
保護層13の厚みは、通常、1〜50μm程度であり、好ましくは、5〜15μmの範囲である。
【0040】
保護層13には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐傷付き性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能などを付与することもできる。
また、保護層13は、その上に設けられる下記プライマー層14との密着性を向上させる目的で、その表面に必要に応じてコロナ放電処理又はプラズマ処理を施すことができる。
【0041】
[プライマー層]
本発明の三次元成形加飾フィルムにおいては、後述する装飾層15の転移性を悪化させることなく、該装飾層15と保護層13との耐候密着性をさらに向上させるために、上記の装飾層15と保護層13との間に、プライマー層14を設ける。
当該プライマー層は、前記効果を充分に発揮するためには、ポリオール及びイソシアネートを含有するプライマー組成物を用いてなる層であって、その硬化前のポリオールは、ガラス転移温度Tgが55℃以上であることを要す。上記ガラス転移温度Tgの上限に特に制限はないが、通常140℃程度であり、好ましいTgは60〜110℃の範囲である。ポリオールのTgが55℃未満であると、プライマー層14が軟質になって粘着性をもつため、装飾層15を印刷する際に、装飾層の版にプライマー層14の樹脂が付着してしまい、総じて装飾層15の転移が悪化する。一方、ポリオールのTgが140℃以下であると、加飾フィルムの製造工程にかかる熱(プライマー組成物層積層後の乾燥工程、装飾層15積層時の乾燥工程)によってプライマー層14の樹脂が十分に軟化するため、保護層13及び装飾層15との密着性が向上する。
また、上記硬化前のポリオールは、水酸基価が30〜130mgKOH/gであることを要し、50〜130mgKOH/gであることが好ましく、60〜120mgKOH/gであることがより好ましい。ポリオールの水酸基価が30mgKOH/g未満であると、十分な架橋密度が得られず、プライマー層自体の凝集力が弱く、プライマー層が衝撃を受けた際に凝集破壊しやすくなる。一方、上記水酸基価が130mgKOH/g超であると、プライマー層の柔軟性が低下するために、三次元成形した際に伸びずに割れやすくなり、やはりプライマー層が凝集破壊しやすくなる。また、未反応の水酸基が残りやすいため、耐水性、耐汚染性等の物性低下を招く恐れがある。また、上記水酸基価は、無水酢酸を用いたアセチル化法によって測定することができる。
【0042】
上記硬化前のポリオールは、標準ポリスチレンで換算された重量平均分子量が1,000〜100,000であることが好ましく、5,000〜80,000であることがより好ましく、20,000〜50,000であることが特に好ましい。ポリオールの分子量が1,000以上であると、これを用いて得られるプライマー層14の耐溶剤性が改善し、装飾層15を形成した際にプライマー層14が溶解する等の不具合が起こりにくくなり、100,000以下であるとインキ化した際の粘性が低下し、またゲル化しにくくなるため、作業性が向上する。
また、このプライマー層14は透明又は半透明な層であることが好ましい。前記2液硬化型樹脂としては、特にポリウレタン系2液硬化型樹脂が好ましい。
【0043】
上記プライマー層14の形成に用いられるプライマー組成物は、さらに、(メタ)アクリル樹脂、ウレタン樹脂、(メタ)アクリル・ウレタン共重合体樹脂、塩化ビニル−酢酸ビニル共重合体、ポリエステル樹脂、ブチラール樹脂、塩素化ポリプロピレン、塩素化ポリエチレンなどを含有していてもよいが、ウレタン樹脂を含有するとアクリルポリオールとの相溶性、可撓性、耐熱性等に優れるため好ましい。
ウレタン樹脂としては、非架橋型のもの、すなわち、3次元架橋して網目状の立体的分子構造を持ったものではなく、線状の分子構造を持った熱可塑性樹脂となったものを選択することが好ましい。このような非架橋型のウレタン樹脂としては、ポリオール成分として、ポリエステルポリオール、ポリエーテルポリオール、ポリカーボネートポリオール、ポリカプロラクトンポリオール、ポリエチレングリコール、ポリプロピレングリコール等のポリオールを主剤とし、上記イソシアネートと反応させてなる非架橋型ウレタン樹脂を使用でき、成形性、耐熱性、耐候性、保護層13との密着性等の観点から、ポリエステルポリオールと、ヘキサメチレンジイソシアネート等の非黄変性イソシアネートとの組合せより合成されるものが特に好ましい。通常ポリオール1分子中の水酸基数及びイソシアネート1分子中のイソシアネート基はそれぞれ平均2である。
ウレタン樹脂としては、ガラス転移点が100℃以下のものが好ましく、40〜100℃のものがより好ましい。ウレタン樹脂のガラス転移点が100℃以下であると、プライマー層の常温における柔軟性が優れ、40℃以上であると、三次元成形加飾フィルム10を三次元成形に供する際に、加熱により凝集力が著しく低下したり、プライマー層14が溶解することがない。
プライマー組成物におけるポリオールとウレタン樹脂との比率は、質量比で99:1〜50:50であると好ましく、90:10〜60:40であるとより好ましい。
必要に応じて、イソシアネート基を適当なブロック剤により保護して不活性化し、加熱によりイソシアネート基が再生するブロックイソシアネートを使用してもよい。ブロック剤としては、例えばフェノール、アルコール、マロン酸ジメチル、アセト酢酸エチル等の活性メチレン、オキシム等、公知のブロック剤を用いてよい。
ブロックイソシアネートを使用することにより、加飾フィルムの状態ではプライマー層により高い成形性(延伸しても亀裂が入らない)を付与することができ、所望形状に成形した後に成形品を加熱処理し、イソシアネート基を再生、ポリオールと反応、硬化することにより、保護層、装飾層と良好な密着性を発現できる。
【0044】
(メタ)アクリル−ウレタン共重合体樹脂としては、例えばアクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂が好ましい。硬化剤としては、上記の各種イソシアネートが用いられる。アクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂は所望により、アクリル/ウレタン比(質量比)を好ましくは(9/1)〜(1/9)、より好ましくは(8/2)〜(2/8)の範囲で調整し、種々の加飾シートに用いることができるので、プライマー組成物に用いられる樹脂として特に好ましい。
【0045】
上記プライマー組成物を溶媒に溶解した塗工液を、公知の方法で塗布、乾燥してプライマー層14とする。プライマー層14の厚みについては、通常、0.5〜20μm程度であり、好ましくは、1〜5μmの範囲である。
【0046】
尚、プライマー層14を形成する硬化後の樹脂は、ガラス転移温度Tgが80℃以上であることが好ましい。これは、三次元成形に供された本発明の三次元成形加飾フィルムは、特に高延伸部において各層に内部応力(収縮しようとする力)が残留しており、上記硬化後の樹脂のTgが低いと、プライマー層14が軟化してしまい、装飾層15と保護層13にズレが生じる虞がある。従って、上記硬化後の樹脂のTgが80℃以上であると、上述のズレが生じにくくなる。
【0047】
[装飾層]
本発明に係る装飾層15は、通常絵柄層及び/又は隠蔽層により構成される。ここで、絵柄層は、模様や文字などとパターン状の絵柄を表現するために設けられる層であり、隠蔽層は、通常全面ベタ層であり射出樹脂などの着色等を隠蔽するために設けられる層である。隠蔽層には、絵柄層の絵柄を引き立てるために絵柄層の内側に設けられる場合の外、それ単独で装飾層を形成する場合がある。また、当該装飾層は、透明転写箔であってもよいし、色付き転写箔であってもよい。
本発明に係る絵柄層は、模様や文字などとパターン状の絵柄を表現するために設けられる層である。絵柄層の絵柄は任意であるが、例えば、木目、石目、布目、砂目、幾何学模様、文字などからなる絵柄を挙げることができる。
装飾層15は、前述したプライマー層14に印刷インキでグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷、昇華転写印刷、インクジェット印刷などの公知の印刷法により形成することで、図1に示すようにプライマー層14と接着剤層16との間に形成される。装飾層15の厚みは、意匠性の観点から3〜40μmが好ましく、10〜30μmがより好ましい。
【0048】
装飾層15の形成に用いられる印刷インキのバインダー樹脂としては、ポリエステル系樹脂、ポリウレタン系樹脂、アクリル系樹脂、酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、セルロース系樹脂などを好ましく挙げることができるが、アクリル系樹脂単独又はアクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂との混合物を主成分とするのが好ましい。これらの中では、アクリル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂又は別のアクリル系樹脂を混合すると印刷適性、成形適性がより良好となり好ましい。ここで、アクリル系樹脂としては、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、メチル(メタ)アクリレート−ブチル(メタ)アクリレート共重合体、メチル(メタ)アクリレート−スチレン共重合体などのアクリル系樹脂〔ただし、(メタ)アクリレートとは、アクリレート又はメタクリレートをいう〕、フッ素などによる変性アクリル樹脂が挙げられ、これらを1種又は2種以上の混合物として用いることができる。この他、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレートなどの(メタ)アクリル酸アルキルエステルと、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレートなどの分子中に水酸基を有する(メタ)アクリル酸エステルと、を共重合させて得られるアクリルポリオールを用いることもできる。また、塩化ビニル−酢酸ビニル系共重合体樹脂としては、通常、酢酸ビニル含有量が5〜20質量%程度、平均重合度350〜900程度のものが用いられる。必要に応じ、塩化ビニル−酢酸ビニル系共重合体樹脂にさらにマレイン酸、フマル酸などのカルボン酸を共重合させても良い。アクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂との混合比は、アクリル系樹脂/塩化ビニル−酢酸ビニル系共重合体樹脂=1/9〜9/1(質量比)程度である。この他、副成分の樹脂として、必要に応じて、適宜その他の樹脂、例えば、熱可塑性ポリエステル系樹脂、熱可塑性ウレタン系樹脂、塩素化ポリエチレン、塩素化ポリプロピレンなどの塩素化ポリオレフィン系樹脂などの樹脂を混合しても良い。
【0049】
本発明に係る装飾層15に用いられる着色剤としては、アルミニウム、クロム、ニッケル、錫、チタン、リン化鉄、銅、金、銀、真鍮などの金属、合金、又は金属化合物の鱗片状箔粉からなるメタリック顔料、マイカ状酸化鉄、二酸化チタン被覆雲母、二酸化チタン被覆オキシ塩化ビスマス、オキシ塩化ビスマス、二酸化チタン被覆タルク、魚鱗箔、着色二酸化チタン被覆雲母、塩基性炭酸鉛などの箔粉からなる真珠光沢(パール)顔料、アルミン酸ストロンチウム、アルミン酸カルシウム、アルミン酸バリウム、硫化亜鉛、硫化カルシウムなどの蛍光顔料、二酸化チタン、亜鉛華、三酸化アンチモンなどの白色無機顔料、亜鉛華、弁柄、朱、群青、コバルトブルー、チタン黄、黄鉛、カーボンブラックなどの無機顔料、イソインドリノンイエロー、ハンザイエローA、キナクリドンレッド、パーマネントレッド4R、フタロシアニンブルー、インダスレンブルーRS、アニリンブラックなどの有機顔料(染料も含む)を1種又は2種以上混合して用いることができる。
【0050】
このような装飾層15は、本発明の三次元成形加飾フィルムに意匠性を付与するために設けられる層であるが、意匠性を向上させる目的で、さらに金属薄膜層などを形成しても良い。金属薄膜層の形成は、アルミニウム、クロム、金、銀、銅などの金属を用いて、真空蒸着、スパッタリングなどの方法で製膜することができる。この金属薄膜層は全面に設けても、部分的にパターン状に設けても良い。
装飾層15の形成に用いられる印刷インキは、上記成分の他に、沈降防止剤、硬化触媒、紫外線吸収剤、酸化防止剤、レベリング剤、増粘剤、消泡剤、滑剤などを適宜添加することができる。印刷インキは、上記成分を、通常溶剤に溶解又は分散した態様で提供される。溶剤としては、バインダー樹脂を溶解又は分散させるものであれば良く、有機溶剤及び/又は水を使用することができる。有機溶剤としては、トルエン、キシレンなどの炭化水素類、アセトン、メチルエチルケトンなどのケトン類、酢酸エチル、セロソルブアセテート、ブチルセロソルブアセテートなどのエステル類、アルコール類が挙げられる。
【0051】
[接着剤層]
本発明に係る接着剤層16は、保護層13、プライマー層14、及び装飾層15を、接着性良く加飾成形品に転写するために形成されるもので、所望により必要に応じて設けられる層である。この接着剤層16としては、射出成形同時転写加飾法において、射出成形樹脂と当該三次元成形加飾フィルムとを、密着性よく、かつ端部に剥がれが生じることがないように接合し得ることが望ましい。
【0052】
当該接着剤層16としては、感熱接着剤や加圧接着剤などで構成されるものが挙げられるが、本発明においては、必要に応じて加熱及び加圧によって、加飾成形品に対する密着性を発現するヒートシール層であることが好ましい。接着剤層16を構成する接着剤に用いられる樹脂としては、例えば、アクリル系樹脂、塩化ビニル系樹脂、酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル系共重合樹脂、スチレン−アクリル系共重合樹脂、ポリエステル系樹脂、ポリアミド系樹脂などの中から選ばれる少なくとも1種の樹脂を挙げることができる。前記樹脂の中から選択した1種又は2種以上の樹脂を溶液、あるいはエマルジョンなど塗布可能な形にしたものを、グラビア印刷法、スクリーン印刷法またはグラビア版を用いたリバースコーティング法などの手段により塗布、乾燥して形成することができる。
接着剤層16の厚みとしては、三次元成形加飾フィルムを接着性良く、かつ効率的に加飾成形品に転写し得るという点から、0.1〜6μm程度が好ましい。
【0053】
接着剤層16には、ベンゾフェノン系化合物、ベンゾトリアゾール系化合物、シュウ酸アニリド系化合物、シアノアクリレート系化合物、サリシレート系化合物などの有機系の紫外線吸収剤や、亜鉛、チタン、セリウム、スズ、鉄などの酸化物のような無機系の紫外線吸収能を有する微粒子の添加剤を含有させることができる。また、添加剤として、着色顔料、白色顔料、体質顔料、充填剤、帯電防止剤、酸化防止剤、蛍光増白剤なども適宜、必要に応じて含有させることができる。
【0054】
[三次元成形加飾フィルムの製造方法]
本発明の三次元成形加飾フィルムの製造方法は、射出成形同時転写用の三次元成形加飾フィルム10の製造方法であって、以下の[1]〜[7]の工程を含むものである。
[1]基材11上に離型層12を積層する工程、
[2]離型層12上に電離放射線硬化性樹脂組成物層を積層する工程、
[3]該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層13を形成する工程、
[4]所望により設けられる、該保護層13の表面にコロナ放電処理又はプラズマ処理を施す工程
[5]該保護層13上に、ポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程、
[6]該プライマー層14上に装飾層15を積層する工程、及び
[7]所望により設けられる、該装飾層15上に接着剤層16を積層する工程。
ここで、上記基材11、離型層12、保護層13、プライマー層14、装飾層15及び接着剤層16の詳細は上述と同様である。
基材11上に、積層される離型層12、保護層13、プライマー層14、装飾層15及び接着剤層16の積層方法は、グラビア印刷、ロールコートなどの公知の印刷又は塗工手段が用いられる。
なお、装飾層15を例えば上記のように絵柄層と隠蔽層との組み合わせとする場合は、一層を積層した後、乾燥し、その後次の層を積層すれば良い。
また、保護層13と装飾層15の密着性を付与するために、加飾フィルム作製後にプライマー層14の2液硬化型樹脂を十分硬化させることが好ましい。硬化の条件としては、常温下で1週間程度保管すればよい。
【0055】
本発明における保護層13を形成する工程において、離型層12上に積層された電離放射線硬化性樹脂組成物層に、電子線、紫外線などの電離放射線を照射して架橋硬化し、電離放射線硬化性樹脂硬化物とする。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で電離放射線硬化性樹脂組成物層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材11として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材11への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜60kGy(1〜6Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
【0056】
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈などが用いられる。
【0057】
[(基材付き)加飾成形品の製造方法]
前述した本発明の三次元成形加飾フィルムは、射出成形同時転写加飾に好適に用いられる。
射出成形同時転写加飾による本発明の基材付き加飾成形品の製造方法は、以下の工程(1)〜(4)を含むものであり、本発明の加飾成形品の製造方法は、以下の工程(1)〜(5)を含むものである。
(1)まず、上記三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって加飾フィルムの装飾層側(基材の裏側)から三次元成形加飾フィルムを加熱する工程、
(2)加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、
(3)射出樹脂を金型内に射出する工程、
(4)該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程、及び
(5)該基材付き加飾成形品から基材及び離型層を剥離する工程。
なお、形状が平滑、又はゆるやかな2次元形状の場合は、上記(1)、(2)の工程を行わず、(3)の射出樹脂の熱圧により加飾フィルムを型に追従させ加飾成形品を作製することも可能である。
【0058】
上記工程(1)及び(2)において、三次元成形加飾フィルムを加熱する温度は、基材のガラス転移温度近傍以上で、かつ、溶融温度(又は融点)未満の範囲であることが好ましい。通常はガラス転移温度近傍の温度で行うことが、より好ましい。
なお、上記のガラス転移温度近傍とは、ガラス転移温度±5℃程度の範囲をさし、基材として好適なポリエステルフィルムを使用する場合には、一般に70〜130℃程度である。
【0059】
上記工程(3)において、後述する射出樹脂を溶融させて、キャビティ内に射出して該三次元成形加飾フィルムと射出樹脂とを一体化させる。射出樹脂が熱可塑性樹脂の場合は、加熱溶融によって流動状態にして、また、射出樹脂が熱硬化性樹脂の場合は、未硬化の液状組成物を室温又は適宜加熱して流動状態で射出して、冷却して固化させる。これによって、三次元成形加飾フィルムが、形成された樹脂成形体と一体化して貼り付き、基材付き加飾成形品となる。射出樹脂の加熱温度は、射出樹脂によるが、一般に180〜320℃程度である。
このようにして得られた基材付き加飾成形品は、冷却した後に金型から取り出した後、基材11及び離型層12を剥離することにより保護層13、プライマー層14、装飾層15及び接着剤層16からなる転写層17が転写された加飾成形品となる。
なお基材付き加飾成形品とすることで、輸送時などで発生する傷などから保護層を保護することが出来る点で好ましい。
【0060】
[製造方法:射出樹脂]
加飾成形品に用いられる射出樹脂としては、射出成形可能な熱可塑性樹脂あるいは、熱硬化性樹脂(2液硬化性樹脂を含む)であれば良く、特に制限されず、様々な樹脂を用いることができる。このような熱可塑性樹脂材料としては、例えばポリ塩化ビニル、ポリ塩化ビニリデンなどのビニル系重合体;ポリスチレン、アクリロニトリル−スチレン系共重合体、ABS樹脂(アクリロニトリル−ブタジエン−スチレン共重合体樹脂)などのスチレン系樹脂;ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリアクリロニトリルなどのアクリル系樹脂;ポリエチレン、ポリプロピレン、ポリブテンなどのポリオレフィン系樹脂、ポリエチレンテレフタレート、エチレングリコール−テレフタル酸−イソフタル酸共重合体、ポリブチレンテレフタレートなどのポリエステル系樹脂;ポリカーボネート樹脂などが挙げられる。また、熱硬化性樹脂としては、1液又は2液反応硬化型のポリウレタン系樹脂、エポキシ系樹脂などが挙げられる。これらの樹脂は、単独でも良いし、二種以上混合して用いても良い。
また、これらの樹脂には、必要に応じて各種添加剤、例えば酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、難燃剤、可塑剤、シリカ、アルミナ、炭酸カルシウム、水酸化アルミニウムなどの無機物粉末、木粉、ガラス繊維などの充填剤、滑剤、離型剤、帯電防止剤、着色剤などを添加することができる。なお、射出樹脂は、用途に応じて適宜、着色剤を添加して着色した樹脂を使用しても良い。着色剤には、前述の基材に用いることのできるものと同様の公知の着色剤を使用できる。
加飾成形品を構成する射出樹脂成形体の厚みについては特に制限はなく、当該加飾成形品の用途に応じて選定されるが、通常1〜5mm、好ましくは2〜3mmである。
【0061】
図2は、本発明の加飾成形品の一例の断面を示す模式図である。
加飾成形品20は、射出樹脂成形体18上に、保護層13と、プライマー層14と、装飾層15と、接着剤層16とからなる転写層17が、接着剤層16を介して積層一体化された構造を有している。
【実施例】
【0062】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
実施例1
(三次元成形加飾フィルムの製造)
基材として、易接着処理が施された2軸延伸PETフィルム(厚み:75μm)上に、アクリル−メラミン系樹脂をグラビア法により塗布して、離型層(厚み:3μm)を形成した。
次いで、多官能(メタ)アクリレートモノマー(ペンタエリスリトールトリアクリレート,分子量:298)40質量部、重量平均分子量Mw150,000の熱可塑性樹脂(アクリル樹脂,ガラス転移温度Tg:105℃)60質量部、及びレベリング剤0.2質量部を含む電離放射線硬化性樹脂組成物を、メチルエチルケトン100質量部にて溶解させた塗工液を上記離型層上にバーコーターで塗工して、加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して架橋硬化させて、保護層(厚み:12μm)を形成した。
次に、上記保護層表面にコロナ放電処理を施した後、その上に、表1に示す水酸基価、ガラス転移温度及び重量平均分子量を有するポリマーポリオールと、ヘキサメチレンジイソシアネートとを含むポリウレタン系2液硬化型樹脂のメチルエチルケトン希釈溶液をグラビアコートにて塗布して、プライマー層(厚み1.5μm)を形成した。
次いで、上記プライマー層の上に、アクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂とをバインダー樹脂とした黒色系印刷インキ(アクリル樹脂:50質量%、塩化ビニル−酢酸ビニル系共重合体樹脂:50質量%)を塗工量1μmとなるようにグラビア印刷を施して全面ベタ層の装飾層を形成した。さらにこの上にアクリル系樹脂[軟化温度:125℃]を塗工量4μmでグラビア印刷を施して接着剤層を形成し、図1に示す構成の三次元成形加飾フィルムを作製した。
(加飾成形品の作製)
上記で得られた三次元成形加飾フィルムを熱盤温度150℃で加熱して射出成形の金型内形状に沿うように成形して、金型内面に密着させた。金型は、80mm角の大きさで、立ち上がり10mm、コーナー部が2Rのトレー状である深絞り度の高い形状のものを用いた。一方、射出樹脂としてABS樹脂[日本エイアンドエル(株)製、商品名「クララスチックMTH−2」]を用いて、これを230℃にて溶融状態にしてから、キャビティ内に射出した。温度80℃の金型から取り出した後、基材を剥離して、表面に保護層、プライマー層、装飾層、及び接着剤層からなる転写層を転写形成してなる図2に示す構成の加飾成形品を得た。なお、本発明において、深絞りとは、加飾フィルムの成形前と成形後との面積比が130%以上となるような形状をいい、深絞り度が高いとは、面積比が大きいことをいう。
上述のポリマーポリオールの水酸基価、重量平均分子量及びガラス転移温度Tgの測定方法、並びに上述のようにして得られた三次元成形加飾フィルム及び加飾成形品の評価方法を以下に示す。
【0063】
<測定方法>
(1)水酸基価
JIS K 1557−1に規定される方法によって測定した。
(2)重量平均分子量
GPC分析によって測定され、かつ標準ポリスチレンで換算された値を用いた。
(3)ガラス転移温度Tg
示差熱量分析(DSC)法により、ピークショルダーになる温度をガラス転移温度Tgとした。
<評価方法>
(1)プライマー印刷面状態
上述のようにしてプライマー層を形成した後に、40℃で1分間乾燥させ、目視にて印刷面状態を確認した。
○:透明性、平滑性に優れた印刷面であった
×:印刷面の白濁、スジ、ベタツキ、カスレ等が確認され、印刷面の透明性、平滑性が不十分であった。
(2)乾燥性
上記プライマー層を形成した後、常温で1分間放置し、プライマー面の乾燥性(タック)を指触にて確認した。
○:粘性がなく乾燥していた
△:若干の粘性があった。
×:粘性が残り、ベタツキを感じた。
(3)装飾層のプライマー層に対する転移性
接着剤層を積層する前の基材、離型層、保護層、プライマー層及び装飾層から構成される積層フィルム(I)と、プライマー層及び接着剤層を設けなかったこと以外は、前記と同様な操作を行って得られた、基材、離型層、保護層及び装飾層から構成される積層フィルム(II)のそれぞれについて、JIS Z 8729−1994に規定されるCIE(国際照明委員会)L*a*b*表色系におけるL*、a*及びb*を、D65光源及び10度の視野条件でカラーアナライザー[コニカミノルタ社製、機種名「分光測色計(CM−3700d)」]を用いて測定した。
両者のL*、a*及びb*の値から、明るさの差ΔL*、色合いの差Δa*、Δb*から、次の式より、色差ΔE*abを求めた。
色差ΔE*ab=√(ΔL*)2+(Δa*)2+(Δb*)2
該色差ΔE*abが、小さいほど装飾層のプライマーに対する転移性がよく、ΔE*abが11以下であれば合格(○)であり、11超を不合格(×)とした。
(4)成形性(形状追従性)
上述のようにして得た加飾成形品について、成形後の外観に基づいて評価した。評価基準は以下のとおりである。
○:保護層に塗膜割れや白化がほとんど見られず、良好に形状に追従した。
△:保護層に若干の塗装割れや軽微な白化が確認されたが、実用上問題ない
×:形状に追従できずに保護層に塗膜割れや白化が見られた
(5)装飾層と保護層との初期密着性
接着剤層を積層する前の基材、離型層、保護層、プライマー層及び装飾層から構成される製造直後の上記積層フィルムについて、装飾層と保護層との密着性を碁盤目密着試験(2mm間隔で縦11本、横11本の切り込みを入れ100マスの碁盤目を形成した後、ニチバン製セロテープ(登録商標)を碁盤目上に圧着し、急激剥離)により、下記評価基準で評価した。
(評価基準)
○:保護層、装飾層ともに剥離せず、良好に密着していた
×:保護層、または装飾層が剥離した
(6)耐熱試験後の密着性試験
上述のようにして得た加飾成形品について、100℃のオーブンに100時間投入した後、室温まで冷却し、上記初期密着性と同じ方法にて試験を行い、以下の基準で評価した。
○:保護層、装飾層ともに剥離せず、良好に密着していた
×:保護層、または装飾層が剥離した
【0064】
実施例2〜5及び比較例1〜3
表1に示すポリマーポリオールを用いた以外は、実施例1と同様にして三次元成形加飾フィルム及び加飾成形品を作製した。
【0065】
【表1】
【0066】
表1から明らかなように、硬化前のポリオールのTgが55℃以上であり、水酸基価が30〜130mgKOH/gである2液硬化型樹脂をプライマー層に用いた実施例1〜5の三次元成形加飾フィルムは、プライマー印刷面の状態が良好であり、乾燥性に優れ、装飾層の転移性を悪化させず、形状追従性が良好であり、かつ、装飾層と保護層との初期密着性及び耐候密着性であった。一方、Tgが55℃未満、あるいは重量平均分子量が上記範囲外のポリオールを用いた比較例1〜4の三次元成形加飾フィルムは、プライマー印刷面状態、転移性、密着性等に難があることがわかる。
【産業上の利用可能性】
【0067】
本発明の三次元成形加飾フィルムは、加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる加飾フィルムとして有用である。これを用いて得られる加飾成形品は、家庭用電化製品、自動車内装品などの分野や、パソコン分野、とりわけパソコンの筐体など、幅広い分野において好適に使用することができる。
【符号の説明】
【0068】
10 三次元成形加飾フィルム
11 基材
12 離型層
13 保護層
14 プライマー層
15 装飾層
16 接着剤層
17 転写層
18 射出樹脂成形体
20 加飾成形品
【特許請求の範囲】
【請求項1】
基材上に、離型層、保護層、プライマー層、及び装飾層をこの順で積層してなる三次元成形加飾フィルムであって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルム。
【請求項2】
前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートモノマーと熱可塑性樹脂とを25:75〜75:25の質量比で含有し、該多官能(メタ)アクリレートモノマーの分子量が175〜1,000であり、かつ、該熱可塑性樹脂の標準ポリスチレンで換算された重量平均分子量が1万〜25万である請求項1に記載の三次元成形加飾フィルム。
【請求項3】
前記ポリオールが、アクリル系ポリマーポリオール、ポリエステル系ポリマーポリオール、及びポリカーボネート系ポリマーポリオールから選択される1種以上であり、かつ、前記イソシアネートが、多価イソシアネートである請求項1又は2に記載の三次元成形加飾フィルム。
【請求項4】
基材上に離型層を積層する工程、該離型層上に電離放射線硬化性樹脂組成物層を積層する工程、該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程、該保護層上にポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程、及び該プライマー層上に装飾層を積層する工程を含み、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルムの製造方法。
【請求項5】
前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートモノマーと熱可塑性樹脂とを25:75〜75:25の質量比で含有し、該多官能(メタ)アクリレートモノマーの分子量が175〜1,000であり、かつ、該熱可塑性樹脂の標準ポリスチレンで換算された重量平均分子量が1万〜25万である請求項4に記載の三次元成形加飾フィルムの製造方法。
【請求項6】
電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程と、該保護層上にポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程との間に、形成された保護層表面にコロナ放電処理又はプラズマ処理を施す工程を有する請求項4又は5に記載の三次元成形加飾フィルムの製造方法。
【請求項7】
樹脂成形体、装飾層、プライマー層、保護層、離型層及び基材をこの順に有する基材付き加飾成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする基材付き加飾成形品。
【請求項8】
請求項1〜3のいずれかに記載の三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって基材側から該三次元成形加飾フィルムを加熱する工程、加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、及び該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程を含む基材付き加飾成形品の製造方法。
【請求項9】
樹脂成形体、装飾層、プライマー層、及び保護層をこの順に有する加飾成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする加飾成形品。
【請求項10】
請求項1〜3のいずれかに記載の三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって基材側から該三次元成形加飾フィルムを加熱する工程、加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程及び該基材付き加飾成形品から基材及び離型層を剥離する工程を含む加飾成形品の製造方法。
【請求項1】
基材上に、離型層、保護層、プライマー層、及び装飾層をこの順で積層してなる三次元成形加飾フィルムであって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルム。
【請求項2】
前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートモノマーと熱可塑性樹脂とを25:75〜75:25の質量比で含有し、該多官能(メタ)アクリレートモノマーの分子量が175〜1,000であり、かつ、該熱可塑性樹脂の標準ポリスチレンで換算された重量平均分子量が1万〜25万である請求項1に記載の三次元成形加飾フィルム。
【請求項3】
前記ポリオールが、アクリル系ポリマーポリオール、ポリエステル系ポリマーポリオール、及びポリカーボネート系ポリマーポリオールから選択される1種以上であり、かつ、前記イソシアネートが、多価イソシアネートである請求項1又は2に記載の三次元成形加飾フィルム。
【請求項4】
基材上に離型層を積層する工程、該離型層上に電離放射線硬化性樹脂組成物層を積層する工程、該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程、該保護層上にポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程、及び該プライマー層上に装飾層を積層する工程を含み、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする三次元成形加飾フィルムの製造方法。
【請求項5】
前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートモノマーと熱可塑性樹脂とを25:75〜75:25の質量比で含有し、該多官能(メタ)アクリレートモノマーの分子量が175〜1,000であり、かつ、該熱可塑性樹脂の標準ポリスチレンで換算された重量平均分子量が1万〜25万である請求項4に記載の三次元成形加飾フィルムの製造方法。
【請求項6】
電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程と、該保護層上にポリオール及びイソシアネートを含有するプライマー組成物を用いてプライマー層を積層する工程との間に、形成された保護層表面にコロナ放電処理又はプラズマ処理を施す工程を有する請求項4又は5に記載の三次元成形加飾フィルムの製造方法。
【請求項7】
樹脂成形体、装飾層、プライマー層、保護層、離型層及び基材をこの順に有する基材付き加飾成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする基材付き加飾成形品。
【請求項8】
請求項1〜3のいずれかに記載の三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって基材側から該三次元成形加飾フィルムを加熱する工程、加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、及び該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程を含む基材付き加飾成形品の製造方法。
【請求項9】
樹脂成形体、装飾層、プライマー層、及び保護層をこの順に有する加飾成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、水酸基価が30〜130mgKOH/gであることを特徴とする加飾成形品。
【請求項10】
請求項1〜3のいずれかに記載の三次元成形加飾フィルムの基材側を金型内に向けて、熱盤によって基材側から該三次元成形加飾フィルムを加熱する工程、加熱された該三次元成形加飾フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、該射出樹脂が冷却した後に金型から基材付き加飾成形品を取り出す工程及び該基材付き加飾成形品から基材及び離型層を剥離する工程を含む加飾成形品の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−71255(P2013−71255A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−209562(P2011−209562)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]