
三次元的に捲縮された被覆ステープルファイバーを製造するための方法、及び被覆ステープルファイバー
本発明は、立体的に捲縮された被覆ステープルファイバーを製造するための方法並びに被覆ステープルファイバーに関する。この場合に繊維は、芯用のポリマー成分Aと被覆用のポリマー成分Bとの異なる2種類のポリマー溶融物から、被覆された同軸的な構造の複数の繊維を押し出し成形される。繊維にできるだけ強い捲縮を形成するために、繊維の冷却は、少なくとも3m/秒の流速の冷却空気流を用いて行われ、この場合に繊維を1つの粗糸にまとめた後に、1つの繊維ラインで、繊維の被覆用のポリマー成分Bのガラス転移温度より低い最大の温度下での複数回の処理を施すようになっている。これによって、複数回の処理の後に繊維の切断までに三次元的な捲縮の高い率を達成している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、三次元的若しくは立体的に捲縮された被覆ステープルファイバーを製造するための方法であって、芯と該芯の周囲に施された被覆から成る繊維を押し出し成形して、次いで該繊維に1つの繊維ライン若しくは繊維搬送軌道内で複数段での処理を施し、次いで該繊維を複数のステープルファイバーに分断する形式のもの、及び複数のポリマー成分から成る立体的若しくは三次元的に捲縮された被覆ステープルファイバーに関する。
【0002】
合成のステープルファイバーは、繊維製不織布材料の製造に用いられるようになっており、この場合に繊維の外部の特性及び結合力は特別な特性値である。ステープルファイバーは芯(コア)と被覆(シース)とを有しており、繊維の被覆は熱接合可能なポリマー材料を含んでいて、熱接合(サーモボンディング)によって予め製造された1つの不織布層を形成するために適している。この種の不織布層は有利には複数層不織布材料として用いられ、それというのは個別の層間の繊維の相互の混合が生じるからである。この種の被覆繊維(シース・コア形繊維)は例えば特開平2−191717号公報に記載されている。
【0003】
公知の被覆繊維においては、繊維は互いに異なる2種類のポリマー成分から押し出し成形され、繊維の被覆には熱接合にとって効果的な材料を含んでいる。さらにポリマー成分は、冷却の後に異なる収縮特性を有し、後続の処理に際してひとりでに繊維の捲縮(自己捲縮)を生ぜしめるように選ばれる。繊維の立体的若しくは三次元的な捲縮とも称される特性は、芯を繊維断面に対して離心的に形成して、繊維の両側に互いに異なる材料特性を生ぜしめることによって強められるようになっている。繊維を溶融紡績によって成形した後に該繊維は伸ばされて、機械的に捲縮され、次いで約100℃での捲縮加工の後に個別のステープル繊維に切断される。
【0004】
繊維断面内での芯の離心的な配置においては欠点として、第2のポリマー成分による被覆がところどころ不十分になり、このことは後続の加工工程若しくは処理工程、殊に熱接合を損ねることになる。さらなる欠点は、ポリマー成分間の差異によって三次元の捲縮を生ぜしめることにある。
【0005】
さらに米国特許出願公開第20040234757A1号明細書にもコアとシースとから成るステープルファイバー及びその製造方法を記載してあり、この場合にはポリマー成分を繊維断面内で離心的に配置してあり、繊維の片側に冷却空気流を負荷することによって三次元の捲縮を改善しようそしている。捲縮の固定のための200℃までの温度での後続の熱処理によって、冷却に起因した構造変化はほぼ解消されるものの、捲縮はポリマー成分の差異によって規定されたままである。さらに繊維は、芯と被覆との離心的に形成された構造を有しており、このような離心的な構造はすでに前に述べて欠点を生ぜしめるものである。
【0006】
欧州特許出願公告第0891433B1号明細書に記載の被覆繊維においては、繊維は対称的な芯・被覆配置構造を有している。しかしながらこの場合には、繊維は1つのポリマー成分から成っており、該ポリマー成分は縁部領域を酸化して分解され、これによって芯・被覆構造を形成している。この種の繊維においては、自己捲縮作用が低く、機械的な捲縮は避けられなくなっている。二次元の捲縮とも称される機械的な捲縮によっては、繊維の嵩だか並びに充填容量は小さくなっている。
【0007】
本発明の課題は、三次元的に捲縮された被覆繊維を製造するための方法並びに被覆繊維を改善して、良好な熱接合作用及び高い固有の捲縮作用を保証することである。
【0008】
前記課題を解決するために、芯用のポリマー成分Aと被覆用のポリマー成分Bとの異なる2種類のポリマー溶融物から、対称的若しくは同軸的な構造の複数の繊維を押し出し成形し、次いで、押し出し成形された前記繊維に、片側から少なくとも3m/sの流速の冷却空気流を吹き付け、次いで、前記複数の繊維を1つのトウにまとめ、次いで1つの繊維ラインで、前記トウとしてまとめられた前記繊維に前記被覆用のポリマー成分Bのガラス転移温度より低い温度下での複数回の処理を施し、次いで、前記繊維を所定の長さのステープルファイバーに分断するようになっている。本発明に基づく被覆ステープルファイバーは、芯用のポリマー成分と被覆用のポリマー成分とが繊維断面で見て同軸構造若しくは対称構造で押し出し成形されており、ポリマー成分Bは一方の繊維側で微細な繊維構造を有し、かつ前記繊維側と相対する他方の繊維側で極めて粗い結晶構造を有している。
【0009】
本発明に基づき形成された被覆ステープルファイバー(芯と被覆とを有する繊維から成るステープルフィバー)は、外周に均一に分配されたポリマー成分を有しており、該ポリマー成分の特性は後続の処理過程若しくは加工過程に合わせて規定されている。これによって各繊維の芯と被覆との間の所定の融点による熱結合を有利に行うことができるようになっている。繊維の硬化に際して冷却空気流の強い吹き付けによって特に被覆領域に異なって生じる結晶化は、高い自己捲縮(熱処理時にひとりでに生じる捲縮作用)を生ぜしめることになり、該自己捲縮作用は被覆と芯との間の材料差異によってさらに高められる。
重要なことは、溶融紡績によって形成された繊維に1つの繊維ラインで繊維の被覆のためのポリマー成分のガラス転移温度より低い温度下での複数回の処理(複数段での処理)を施すことにある。これによって、各繊維側間の異なる冷却過程に起因する構造変化の崩壊を避けることができるようになっている。互いに異なる結晶化は、後続の処理、殊にドラフトに際して繊維の顕著な捲縮を生ぜしめる。
【0010】
本発明に基づく被覆ステープルファイバーは、繊維断面で見て同軸構造若しくは対称構造であって、一方の繊維側で微細な繊維構造を有し、かつ前記繊維側と相対する他方の繊維側で極めて粗い結晶構造を有している。これによって繊維は複数回の処理の後に著しく顕著な三次元・捲縮作用(3D crimp)を示すようになっており、このような三次元・捲縮作用は繊維にふんわりした嵩高(バルキー)の特性を与えることになる。このような繊維は充填材料としても有利に用いられる。本発明に基づくステープルフィバーは、顕著な熱接合特性に基づき多層の不織布製品にも適している。
【0011】
被覆ステープルファイバーの三次元の捲縮は、繊維を中空繊維として押し出し成形することによってさらに改善され、この場合に繊維は中空の芯を備えており、芯は、該芯の中央に形成されていて繊維断面の少なくとも2%である中空部分を有している。この場合に芯の中空部分の最大値は、繊維断面の30%である。中空部分によって、繊維の、冷却空気で負荷される一方の繊維側と該繊維側に相対して位置する他方の繊維側とは遮断され、その結果、冷却による構造変化は両方の繊維側で強く生じている。さらに、繊維の同一の容積では繊維の弾性作用も高められている。
【0012】
繊維の中空断面(中空部分)は、C字形の開口断面のノズル孔を通して繊維を押し出し成形することによって有利に形成される。繊維の中空部分は、ガス状の媒体、有利には周囲の空気で満たされる。中空部分内に充填されている空気は、繊維側間で絶縁作用を生ぜしめており、その結果、片側からの冷却による構造変化はより強く生ぜしめられる。さらに、繊維内の空気(気体)の充填は繊維の弾性作用を高めており、これによって繊維の弾性回復力を高めている。
【0013】
後でどのような処理を行うかに依存して、繊維の被覆は繊維断面の5%乃至50%の範囲でほぼ同軸に形成された環状面(リング面)でもって繊維の芯を取り囲んでいる。これによって、被覆ステープルファイバーの構成の融通性を高くして、互いに異なる割合のポリマー成分の種々の組み合わせを可能にしてある。
【0014】
繊維の冷却空気で負荷される一方の繊維側と該繊維側に相対して位置する他方の繊維側との、少なくとも3m/sの流速の冷却空気流の強い吹き付けによる冷却差を高めるために、本発明に基づく方法の有利な実施態様では、5℃乃至30℃の範囲の温度の冷却空気を用いて繊維の冷却を行うようになっている。冷却空気は20℃より低い温度で、押し出し成形された直後の繊維に沿って流過すると有利である。
【0015】
繊維の押し出し成形は、方形紡績ノズル若しくはリング状紡績ノズル(環状紡績ノズル)によって行われる。複数のノズル開口部を備えた方形紡績ノズルを用いる場合には、ノズル開口部を通して押し出し成形されたフィラメント束は、フィラメント束の引き出し方向に対して垂直な方向、つまり横方向の冷却空気流に沿って案内され、かつ該冷却空気流によって側方から冷却される。複数のノズル開口部を備えたリング状紡績ノズルを用いる場合には、ノズル開口部を通して押し出し成形さて1つの繊維束(フィラメントバルーン[filament balloon])を形成する繊維は、キャンドル形(candle-type)の送風部材から送風(供給)された冷却空気によって冷却され、この場合に冷却空気流は内側から環状若しくは円錐面状の繊維束に向けられている。
【0016】
繊維は押し出し成形の後に有利には100m/分乃至1000m/分の引き出し速度で引き出されるようになっており、1つの繊維ライン上での繊維の後続の処理は連続的に、若しくは不連続的に行われる。
【0017】
被覆ステープルファイバー内の良好な熱接合特性若しくは熱結合特性を達成するために、被覆(シース)は低融点のコポリエステル若しくはオレフィンから押し出し成形されるようになっている。これに対して、芯(コア)はポリオレフィン、例えばPP-ポリマーから押し出し成形されると有利であり、このことは充填材の経済的な製造を可能にしている。
【0018】
本発明に基づく被覆ステープルファイバーは、三次元の捲縮のほかに高い形状安定性を有しており、それというのは不織布への加工に際して、実質的に繊維の被覆領域のポリマー成分のみを熱結合のために活用しているからである。この場合に繊維の芯のポリマー成分は実質的に影響を受けないままにされている。繊維内に生じる自己捲縮作用は、軽量で嵩高の繊維構造を生ぜしめるために役立っており、その結果、気孔率及び回復能力の極めて高くかつ嵩高の不織布を製造できるようにしてある。
【0019】
繊維の軽い比重は、一面において、繊維の芯に繊維断面の最大30%の中空部分を設けることによって達成され、他面において、繊維の特に被覆の材料として、繊維の芯の材料の密度よりも1倍を超えて1.5倍までの大きい密度を有する材料を選ぶことによって達成される。
【0020】
繊維の片側での急速な冷却並びに繊維の繊維断面にわたる材料分布の所定の不均一性に基づき生じている自己捲縮作用は、繊維に繊維長さ1インチ当たり5乃至12個のループ若しくは円弧を生ぜしめており、1インチは25.4mmに相当する。このような捲縮量は、嵩高の不織布の成形のために特に適している。
【0021】
低いタイター領域の被覆ステープルファイバーを用いると有利であり、本発明の有利な実施態様では、繊維は複数回の処理の後に2デニール乃至20デニール(denier)のフィラメントタイター(titer)を有している。
【0022】
本発明に基づく不織布製品においては、繊維複合体は簡単に、例えば加熱空気の吹き付けによって形成される。さらに、繊維製不織布を成形部分として若しくは半製品として製造することも可能である。繊維製不織布製品はその嵩高に基づき充填材として用いられるものである。
【0023】
本発明に基づくステープルフィバーは、有利にはカーディングによってウエブに加工されており、この場合にウエブ内でのステープルフィバーの強化は簡単にステープルフィバー同士の交点での溶融による熱的な強化若しくは結合によって行われる。このためにウエブは、例えば加熱空気によって、若しくは放射加熱部材或いは輻射加熱部材を用いて加熱されるようになっている。超音波強化を行うことも可能であり、この場合に繊維は別の繊維との交点でのみ摩擦によって加熱されて溶融される。不織布内のステープルファイバーは繊維の立体構造若しくは三次元構造を形成するように相互に結合されている。
【0024】
高い捲縮作用に基づき、繊維は不織布内に三次元の繊維構造を形成するために適している。この場合に不織布においては利点として、不織布は機械的な負荷を受けた後にも十分な回復力を有している。このような効果は繊維の特性によって長期間にわたって有効である。
【0025】
ステープルファイバーから成る不織布は特に断熱部材、遮音部材若しくはクッション部材として形成されている。この種の材料は、本発明に基づく被覆ステープルファイバーにより単位面積当たりの少ない容積で形成される。つまり断熱部材、遮音部材若しくはクッション部材として用いられる不織布を、少ない素材使用量で製造できるようになっている。
【0026】
次に本発明に基づく方法を図示の実施例に基づき詳細に説明する。図面において、
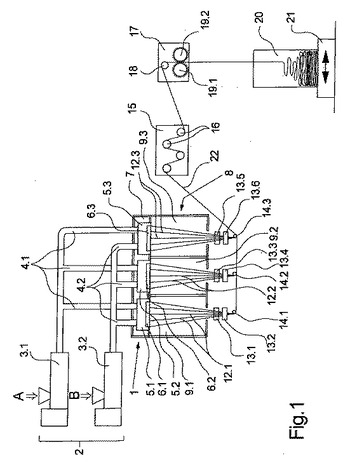
図1は、複数の繊維の押し出し成形のための溶融紡績装置の概略的な側面図であり、
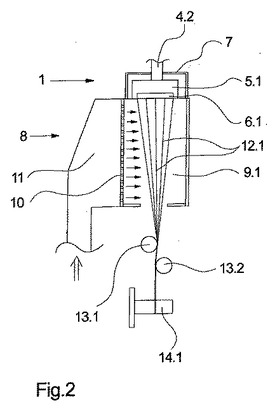
図2は、図1の実施例の概略的な横断面図であり、
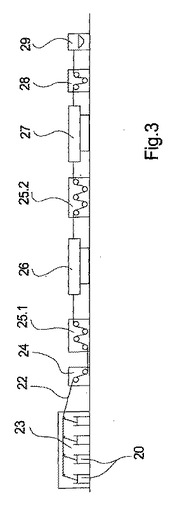
図3は、芯及び該芯の周囲に施された被覆から成る繊維、つまり被覆繊維(シース・コア形ファイバー)の複数段での処理のための繊維ライン(ファイバーライン)の概略的な側面図、
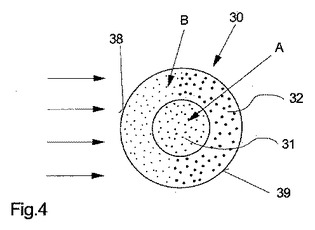
図4は、本発明に基づく被覆ステープルファイバー(シース・コア形ステープルフィバー)の1つの実施例の概略的な断面図であり、
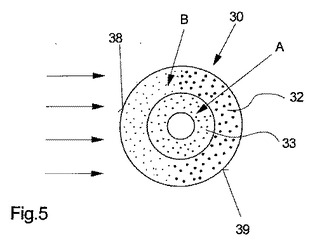
図5は、本発明に基づく被覆ステープルファイバーの別の実施例の概略的な断面図であり、
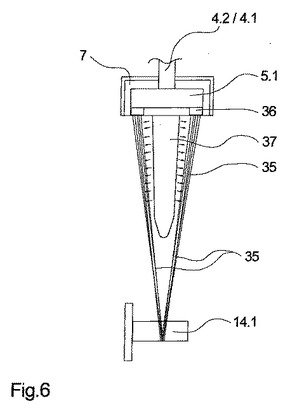
図6は、複数の繊維の押し出し成形のための溶融紡績装置の別の実施例の概略的な側面図である。
【0027】
図1乃至図3には、本発明に基づく方法の実施のための装置(ステープルフィバー成形装置)の1つの実施例を示してある。実施例では、溶融紡績装置で押し出し成形された繊維は、後続の複数段での各処理の前に一時的に貯蔵(ストック)されるようになっている。これによって、各処理を種々の速度及び種々の量の材料流で実施することができ、かつ速度及び材料流を各処理工程に適合させることができるようになっている。製造工程の第1の段階では複数の被覆繊維を押し出し成形して、1つのトウとして一時貯蔵(中間貯蔵)のための容器内に入れるようになっている。
【0028】
図1及び図2には、溶融紡績装置の実施例を概略的に示してある。図1は、溶融紡績装置の側面を示しており、図2は溶融紡績装置の断面を示している。一方の図面について述べてあることは、他方の図面にとっても当てはまるものである。
【0029】
溶融紡績装置は、紡績装置1を有しており、該紡績装置は溶融供給装置2に接続されている。溶融供給装置2は図示の実施例では2つの溶融源3.1,3.2によって形成されており、該溶融源は溶融分配装置4.1,4.2を介して紡績装置1に接続されている。溶融源3.1,3.2は図示の実施例では押し出し器として形成されていて、それぞれポリマー材料を溶融するようになっている。溶融源3.1によってポリマー溶融物(ポリマーメルト若しくは溶融重合体)の第1のポリマー成分Aを紡績装置1に供給し、かつ溶融源3.2によってポリマー溶融物の第2のポリマー成分Bを紡績装置1に供給するようになっている。
【0030】
紡績装置1は紡績装置ビーム7内に並べて配置された複数の紡績ノズル部材5.1,5.2,5.3を備えている。紡績ノズル部材5.1,5.2,5.3は溶融分配装置4.1,4.2に接続されている。紡績ノズル部材5.1,5.2,5.3内には、供給された溶融流を紡績ノズル部材の下側面に設けられた方形ノズルプレートの複数のノズル開口から押し出すために、案内兼押し出しプレートを配置してある。被覆繊維の押し出し成形は、周知であり、押し出し部分の詳細はここでは省略してある。
【0031】
中空芯(中空コア)を有する被覆繊維の押し出し成形のために、特殊なノズル開口を用いてあり、該ノズル開口はC字形の開口断面を有している。これによって、気体の充填された繊維(ファイバー)を形成するようになっている。気体(ガス状の流体)は、繊維の周囲の気体雰囲気に存在するものである。繊維の周囲は実質的に空気で取り囲まれており、従って空気が繊維の芯の中空部分内に達するようになっている。
【0032】
紡績ノズル部材5.1乃至5.3に対応して配置された各方形ノズルプレート6.1,6.2,6.3は、複数の被覆繊維を形成するようになっており、形成された被覆繊維はそれぞれトウ(繊維束)として引き出される。ノズルプレート6.1からトウ12.1を押し出し、ノズルプレート6.2からトウ12.2を押し出し、かつノズルプレート6.3からトウ12.3を押し出している。
【0033】
紡績装置ビーム(桁部材)7の下側に冷却装置8を配置してある。冷却装置8は、トウを案内して冷却するために、各トウ12.1,12.2,12.3に対してそれぞれ冷却シャフト9.1,9.2,9.3を有している。冷却シャフト(冷却縦穴)9.1,9.2,9.3の片側に、送風壁10を形成してあり、該送風壁(ブロー壁)は圧力室11に直接に接続されている。圧縮室11は冷却空気源(図示省略)に接続されており、該冷却空気源から圧縮室11へ冷却空気を圧縮供給するようになっており、これによって送風壁10は、トウ12.1,12.2,12.3の走行方向に対してほぼ垂直に向けられた冷却空気流を形成するようになっている。
【0034】
冷却装置8の下側に複数の調整ローラ13.1乃至13.6、並びに複数の転向ローラ14.1,14.2,14.3を設けてあり、これらのローラを介して各トウ12.1,12.2,12.3は1つの粗糸22にまとめられるようになっている。この場合に、トウ12.1,12.2,12.3の引き出しを実質的に引き出し機構15によって行っており、該引き出し機構は複数の引っ張りローラ16を有しており、これらの引っ張りローラに沿って粗糸を案内している。引き出し機構15の下流側(後側)に送り出し装置17を配置してあり、該送り出し装置は上流側の1つの転向ローラ18及び下流側の2つの送り出しローラ19.1,19.2を有している。両方の送り出しローラ19.1,19.2は互いに同じ周速度で駆動されており、両方の送り出しローラ19.1,19.2間を案内された粗糸22は、送り出し装置17の下側に保持された容器20内に送り込まれるようになっている。容器20は容器ホルダー21内に保持されており、容器ホルダーは容器の運動を生ぜしめるようになっており、これによって粗糸22は容器20内に均一に分配して入れられて収容される。
【0035】
繊維のさらなる処理のために、容器20の繊維による充填の後に該容器は容器用のクリールに送られるようになっている。図3には、複数の処理の後に繊維ストランドを被覆繊維に切断するための繊維ライン(ファイバーライン[fiber line])の実施例の装置を示してある。繊維ラインの始端部にクリール23を配置してあり、該クリールは複数の容器20を保持している。各容器内に収容(貯蔵)されている繊維は、クリールに対応して配置された捕集引き出し装置24によって粗糸22としてまとめて引き出されるようになっている。まとめて引き出された複数の粗糸・ストランド22は、続いて複数の処理装置に供給されて、最終的に切断装置29によって所定の長さのステープルファイバー(不連続繊維)に分断される。処理装置は、第1の伸長装置25.1、処理室26、第2の伸長装置25.2、乾燥装置27及び伸長確定装置(テンションセッティング装置)28を含んでいる。
【0036】
第1の伸長装置(ストレッチ装置)25.1は、捕集引き出し装置24の下流側に配置されている。第1の伸長装置25.1の下流側に第2の伸長装置25.2を配置してあり、この場合に各伸長装置25.1,25.2はそれぞれ複数の伸長ローラを備えている。粗糸・ストランド22は、伸長装置25.1,25.2の伸長ローラを簡単に巻掛けて案内されている。伸長装置25.1,25.2の伸長ローラは、所定の伸長比に依存して互いに異なる周速度で駆動されるようになっている。繊維を伸長と同時に熱処理するために、伸長装置25.1,25.2の伸長ローラは、要求に応じてローラ周壁を冷却若しくは加熱されるようになっている。
【0037】
繊維を例えば加熱処理するために、第1の伸長装置25.1と第2の伸長装置25.2との間に処理通路26を形成してあり、該処理通路内で繊維に調整処理を施すようになっている。例えば、繊維ストランドは加熱空気若しくは高温の蒸気を用いて所定の温度に加熱され、つまり温度調整される。調整処理は、繊維ストランドの湿し処理を含んでいてよいものである。
【0038】
伸長装置25.2の下流側に乾燥装置27を配置してあり、該乾燥装置によって繊維ストランド内の湿度を減少させて、繊維の捲縮を最終的に固定するようになっている。繊維ラインの終端部に伸長確定装置28及び切断装置29を設けてあり、1つの芯と該芯の周囲に被覆の施された被覆繊維から成る繊維ストランドを、所定の長さのステープルファイバーに連続的に切断するようになっている。
【0039】
図3には、クリール23と切断装置29との間に配置された複数の処理装置から成る繊維ラインを示してある。複数回の伸長処理若しくはストレッチ加工のために、例えば第2の伸長装置の下流側に第3の伸長装置を設けることも可能であり、この場合には第2の伸長装置と第3の伸長装置との間で付加的(追加的)に蒸気処理を施すこともできる。乾燥装置27の下流側に、繊維ライン内での粗糸22の案内幅を変えるための案内装置を設けることも可能である。被覆繊維に過度な捲縮をかけるために、乾燥装置の上流側に捲縮装置を配置することも可能である。
【0040】
本発明に基づく方法を実施するために、人工繊維から成る糸若しくはプラスチック糸用の紡績装置及び繊維ラインで次に述べる種々の処理若しくは加工を施すようになっている。押し出し成形された被覆繊維に立体的若しくは三次元的な捲縮を施すために、被覆繊維に強い冷却空気を吹き付けるようになっている。このために、送風壁10によって少なくとも3m/sの流速の冷却空気流を形成する。300乃至800m/分の範囲の引き出し速度に対応して冷却空気の流速を3乃至8m/sの範囲で調節するようになっている。押し出し成形された繊維ストランドへの強い冷却空気の吹き付けは、繊維の不均一な冷却につながり、つまり繊維の、冷却空気の直接に吹き付けられた側は、該側と相対して位置し直接に吹き付けられない側よりも急速に冷却される。これによって繊維の被覆層の結晶構造は複雑になり、このような複雑な結晶構造は後続の複数回の処理によって繊維に強い捲縮を生ぜしめることになる。この場合に処理は、繊維の被覆のポリマー成分のガラス転移温度よりも明確に低い温度で行われる。これによって、冷却中に生じる分子構造は破壊されないようになっている。特に有利には繊維の被覆の構造は、捲縮が自動的に生じるように規定されている。芯用のポリマー成分Aをポリプロピレンによって形成され、かつ被覆用のポリマー成分Bをポリエチレンテレフタレートによって形成された被覆繊維の製造に際しては、繊維の複数回の処理の1つの処理は、<70℃での熱処理である。ポリエチレンテレフタレートのガラス転移温度Tgは70℃であり、従って冷却中に形成された分子構造は維持されたままである。これによって被覆繊維の伸長に際して繊維内側は繊維外側よりも不均一な遅れを生ぜしめ、繊維外側は乾燥装置内での弛緩の後に繊維に強い三次元的な捲縮を生ぜしめることになる。
【0041】
図4には、1つの被覆繊維の繊維断面を概略的に示してある。被覆繊維30の繊維断面は、芯31と被覆32との間の対称的な配置を有している。つまり、芯(コア)31は被覆(外套若しくは外周層)32によって均一に取り囲まれていて、被覆繊維は対称若しくは回転対称に形成されている。220℃乃至300℃の範囲の溶融温度で押し出し成形された繊維の冷却のために、前方の繊維側(繊維面)38は冷却空気流で負荷され、つまり冷却空気流を吹き付けられる。冷却空気流は3m乃至8m/秒の流速で被覆繊維30に向けて吹き付けられる。この場合に冷却空気の空気温度は5℃乃至30℃の範囲であり、有利には18℃より低く調節されている。被覆繊維30の硬化に際して、前方の繊維側38と後方の繊維側39との間に分子の差異が生じる。特に被覆32のポリマー成分Bは、繊維側38と繊維側39とに互いに異なる結晶を形成する。前方の繊維側38の領域には、強い冷却によって小さい多くの結晶が生じている。被覆のポリマー成分Bの硬化により形成された内部構造並びに、被覆のポリマー成分Bと芯31のポリマー成分Aとの間の材料特性の差異は、被覆繊維に三次元的(立体的)で均一な強い捲縮を生ぜしめるために後続の処理に際して利用される。
【0042】
繊維の三次元的な捲縮の強さ(捲縮度)は、特に中空の繊維の場合に大きくなり、それというのは冷却中に、相対する繊維側間に大きな差異が生じるからである。図5には中空の繊維の実施例を示してある。被覆繊維30は中空芯33を有しており、この場合に中空芯33は被覆32によって対称的に取り囲まれ、つまり実施例では均一に取り囲まれている。中空芯33の中空部分に基づき、繊維の冷却中に繊維断面内で著しい熱伝導は生ぜず、従って繊維断面にわたる冷却は、前方の繊維側38と後方の繊維側39と間の大きな差異を伴って急速に行われる。中空芯を有する被覆繊維は、嵩のあるふんわりした被覆繊維製ステープルファイバーを成形するために適している。繊維断面の少なくとも2%の中空部分は、中実断面に比べて著しい改善を達成している。一方で芯繊維の、ステープルファイバーの後処理のために必要な被覆を維持するために、かつ他方で繊維側間の最大の冷却差を得るために、芯は繊維断面の最大で30%の中空部分でもって押し出し成形される。
被覆繊維製ステープルファイバーの後処理に際して熱接合のために必要な特性は、本発明に基づく方法では、被覆(被覆層若しくは外周層)が、繊維断面の5%乃至50%の範囲で同軸に形成された環状面でもって芯を取り囲んでいることによって達成される。これによって熱結合若しくは熱接合が後続の加工工程若しくは処理工程で確実に行われる。
【0043】
繊維内に中空部分のある被覆繊維構造によって繊維の比重を軽くしてあり、嵩のある不織布を形成することができるようになっている。このような作用効果は、繊維の芯にとって、被覆用のプラスチック成分に比べて小さい密度であるプラスチック成分を選ぶことによってさらに改善される。特に被覆成分を低い温度で溶融可能なポリマーによって形成することに基づき、著しい密度差を達成できる。1倍を越えて1.5倍までの範囲の差異で実施され、つまり被覆のプラスチック成分は、コア用成分の密度より1.5倍までの密度を有している。
【0044】
被覆繊維の中空部分内に封じ込まれた気体は、繊維の弾性特性を高め、このことは繊維の弾性的な復元戻り(押圧負荷若しくは折り曲げ負荷を受けた後の戻り伸長)に顕著に現れ、この種の繊維の弾性的な復元戻りは60%の範囲である。繊維の形状安定性は、後続の熱的な強化手段による加工処理に際して実質的に被覆成分のみを繊維の結合のために用いることによって高められるようになっている。被覆用成分のために、コア用ポリマーに比べて低い融点若しくは低い溶融指数(MFI)のポリマーを選ぶようになっている。これによって不織布の熱的な強化に際して繊維の形状は芯の領域で実質的に影響を受けなくなっている。
【0045】
被覆繊維の中空部分内に封じ込まれた気体、殊に空気は、繊維の冷却時に繊維の不均一に処理された繊維側、つまり冷却空気を直接に受ける前方の繊維側と冷却空気を直接には受けない後方の繊維側との間の絶縁作用若しくは断熱作用を生ぜしめている。これによって、例えば熱処理に際して自動的に生じる捲縮の効果はさらに高められている。この種の繊維の捲縮は、繊維長さ1インチ(25.4mm)当たり7乃至10個の円弧若しくはループでもって生ぜしめられる。
【0046】
図4及び図5に示す断面において、繊維の芯のポリマー成分Aは有利には、ポリオレフィンによって形成され、かつステープルファイバーの被覆(シース[sheath])のポリマー成分Bはポリエステルによって形成されている。改質されたポリマーを用いることも可能である。さらに特殊な使用例では、ポリマー成分Aをポリエステルによって形成し、かつポリマー成分Bをポリオレフィンによって形成することも可能である。
【0047】
前記繊維から成る不織布製品を製造するために、芯をPP-ポリマーによって形成しかつ被覆をPET-ポリマーによって形成する組合せも有利である。これによって技術的にも衛生的にも使用領域の広い不織布製品を製造することができる。本発明に基づく被覆繊維は、布張り家具、クッション、若しくはカバーのための充填材料として使用される著しく嵩のある不織布を成形するために特に適している。繊維の熱接合にとって優れた特性のために、多層不織布として使用することも可能であり、この場合に縫製作業若しくはウォータジェット縫い合わせの際に生じるような混合作用は完全に避けられている。したがって、複数の層から成る不織布製品を層間の混合なしに製造できるようになっている。
【0048】
本発明に基づくステープルファイバーは、有利にはウエブ(web)にカーディング加工され、この場合に引き続く熱的な強化は簡単に実施される。被覆繊維製のステープルファイバーの外周材料の比較的低い融点に基づき、ウエブは、加熱された貫流空気の対流によって加熱される。ウエブの加熱を放熱形加熱部材によって行うことも可能である。特に有利には、ウエブは超音波強化手段によって処理されるようになっており、その結果、繊維は別の繊維の交点でのみ摩擦によって、溶融する程度に加熱される。
【0049】
繊維の芯と被覆とから成る構造は不織布の製造に際して特に形状安定性を生ぜしめ、それというのは繊維の溶融のために必要なエネルギーはわずかであり、したがって繊維の芯はほとんど影響を受けないままであるからである。繊維の弾性特性並びに捲縮性は、気孔率及び回復能力が極めて高くかつ嵩高である不織布の製造を可能にしており、このような不織布は機械的な負荷を繰り返し受けた場合でも変形することなく保たれる。弾性特性及び捲縮性のあるステープルファイバーは不織布内での三次元的な繊維構造の形成のために適している。本発明に基づく被覆繊維によって製造された不織布は、有利には断熱材料若しくは遮音材料として形成され、かつさらに有利には形状安定性に基づき例えば自動車領域の内部クッションとしても適している。繊維の熱安定性も有利である。
【0050】
本発明に基づく方法は、実施例では繊維を溶融紡績から切断まで不連続に案内してある装置を用いて説明してある。しかしながら原理的には、被覆繊維を連続的な処理工程で製造することも可能である。この場合には、繊維ストランドは押し出し成形及び引き出しの後に直ちに繊維ライン内に直接に引き込まれる。すなわち本発明に基づく方法は、ステープルファイバーの製造のための公知のあらゆる装置で実施されるものであり、この場合に冷却及び複数段での処理は本発明に基づき設定される。
【0051】
特に押し出し成形された直後の繊維の冷却は、繊維に片側から作用する別の吹き付け装置を用いて行われてよい。図1に示す装置にリング状精紡ノズルを装着することも可能である。このために図6に示す実施例では、紡績ノズル部材5.1は下側にリング状紡績ノズルプレート36を有している。リング状紡績ノズルプレート36は、被覆繊維の押し出し成形のために繊維バルーン35を形成するようになっている。繊維ストランドを繊維バルーン(フィラメントバルーン[filament balloon])35の内側から冷却するために、繊維バルーン35内にキャンドル形送風部材37を設けてあり、該キャンドル形送風部材は外周面から均一な冷却空気流を生ぜしめるようになっている。冷却空気流は繊維バルーン35を内側から外側へ流れ、したがって繊維ストランドは片側に冷却空気流を吹き付けられるようになっている。冷却空気源への送風部材37の接続部は、冷却空気流を上方から供給されるようにスピンドルノズル部材5.1によって形成され、若しくは紡績装置内に形成されていてよい。
【図面の簡単な説明】
【0052】
【図1】溶融紡績装置の概略的な側面図
【図2】図1の実施例の概略的な横断面図
【図3】被覆繊維の複数段での処理のための繊維ラインの概略的な側面図
【図4】被覆ステープルファイバーの1つの実施例の概略的な断面図
【図5】被覆ステープルファイバーの別の実施例の概略的な断面図
【図6】溶融紡績装置の別の実施例の概略的な側面図
【符号の説明】
【0053】
1 紡績装置、 2 溶融供給装置、 3.1,3.2 溶融源、 4.1,4.2 溶融分配装置、 5.1,5.2,5.3 紡績ノズル部材、 6.1,6.2,6.3 方形ノズルプレート、 7 紡績装置ビーム、 8 冷却装置、 9.1,9.2,9.3 冷却シャフト、 10 送風壁、 11 圧力室、 12.1,12.2,12.3 トウ、 13.1,13.2,13.3,13.4,14.5,13.6 調整ローラ、 14.1,14.2,14.3 転向ローラ、 15 引き出し機構、 16 引っ張りローラ、 17 送り装置、 18 転向ローラ、 19.1,19.2 送り出しローラ、 20 容器、 21 容器ホルダー、 22 トウ、 23 クリール、 24 捕集引き出し装置、 25.1,25.2 伸長装置、 26 処理通路、 28 伸長確定装置、 29 切断装置、 30 被覆繊維、 31 芯、 32 被覆、 38,39 繊維側
【技術分野】
【0001】
本発明は、三次元的若しくは立体的に捲縮された被覆ステープルファイバーを製造するための方法であって、芯と該芯の周囲に施された被覆から成る繊維を押し出し成形して、次いで該繊維に1つの繊維ライン若しくは繊維搬送軌道内で複数段での処理を施し、次いで該繊維を複数のステープルファイバーに分断する形式のもの、及び複数のポリマー成分から成る立体的若しくは三次元的に捲縮された被覆ステープルファイバーに関する。
【0002】
合成のステープルファイバーは、繊維製不織布材料の製造に用いられるようになっており、この場合に繊維の外部の特性及び結合力は特別な特性値である。ステープルファイバーは芯(コア)と被覆(シース)とを有しており、繊維の被覆は熱接合可能なポリマー材料を含んでいて、熱接合(サーモボンディング)によって予め製造された1つの不織布層を形成するために適している。この種の不織布層は有利には複数層不織布材料として用いられ、それというのは個別の層間の繊維の相互の混合が生じるからである。この種の被覆繊維(シース・コア形繊維)は例えば特開平2−191717号公報に記載されている。
【0003】
公知の被覆繊維においては、繊維は互いに異なる2種類のポリマー成分から押し出し成形され、繊維の被覆には熱接合にとって効果的な材料を含んでいる。さらにポリマー成分は、冷却の後に異なる収縮特性を有し、後続の処理に際してひとりでに繊維の捲縮(自己捲縮)を生ぜしめるように選ばれる。繊維の立体的若しくは三次元的な捲縮とも称される特性は、芯を繊維断面に対して離心的に形成して、繊維の両側に互いに異なる材料特性を生ぜしめることによって強められるようになっている。繊維を溶融紡績によって成形した後に該繊維は伸ばされて、機械的に捲縮され、次いで約100℃での捲縮加工の後に個別のステープル繊維に切断される。
【0004】
繊維断面内での芯の離心的な配置においては欠点として、第2のポリマー成分による被覆がところどころ不十分になり、このことは後続の加工工程若しくは処理工程、殊に熱接合を損ねることになる。さらなる欠点は、ポリマー成分間の差異によって三次元の捲縮を生ぜしめることにある。
【0005】
さらに米国特許出願公開第20040234757A1号明細書にもコアとシースとから成るステープルファイバー及びその製造方法を記載してあり、この場合にはポリマー成分を繊維断面内で離心的に配置してあり、繊維の片側に冷却空気流を負荷することによって三次元の捲縮を改善しようそしている。捲縮の固定のための200℃までの温度での後続の熱処理によって、冷却に起因した構造変化はほぼ解消されるものの、捲縮はポリマー成分の差異によって規定されたままである。さらに繊維は、芯と被覆との離心的に形成された構造を有しており、このような離心的な構造はすでに前に述べて欠点を生ぜしめるものである。
【0006】
欧州特許出願公告第0891433B1号明細書に記載の被覆繊維においては、繊維は対称的な芯・被覆配置構造を有している。しかしながらこの場合には、繊維は1つのポリマー成分から成っており、該ポリマー成分は縁部領域を酸化して分解され、これによって芯・被覆構造を形成している。この種の繊維においては、自己捲縮作用が低く、機械的な捲縮は避けられなくなっている。二次元の捲縮とも称される機械的な捲縮によっては、繊維の嵩だか並びに充填容量は小さくなっている。
【0007】
本発明の課題は、三次元的に捲縮された被覆繊維を製造するための方法並びに被覆繊維を改善して、良好な熱接合作用及び高い固有の捲縮作用を保証することである。
【0008】
前記課題を解決するために、芯用のポリマー成分Aと被覆用のポリマー成分Bとの異なる2種類のポリマー溶融物から、対称的若しくは同軸的な構造の複数の繊維を押し出し成形し、次いで、押し出し成形された前記繊維に、片側から少なくとも3m/sの流速の冷却空気流を吹き付け、次いで、前記複数の繊維を1つのトウにまとめ、次いで1つの繊維ラインで、前記トウとしてまとめられた前記繊維に前記被覆用のポリマー成分Bのガラス転移温度より低い温度下での複数回の処理を施し、次いで、前記繊維を所定の長さのステープルファイバーに分断するようになっている。本発明に基づく被覆ステープルファイバーは、芯用のポリマー成分と被覆用のポリマー成分とが繊維断面で見て同軸構造若しくは対称構造で押し出し成形されており、ポリマー成分Bは一方の繊維側で微細な繊維構造を有し、かつ前記繊維側と相対する他方の繊維側で極めて粗い結晶構造を有している。
【0009】
本発明に基づき形成された被覆ステープルファイバー(芯と被覆とを有する繊維から成るステープルフィバー)は、外周に均一に分配されたポリマー成分を有しており、該ポリマー成分の特性は後続の処理過程若しくは加工過程に合わせて規定されている。これによって各繊維の芯と被覆との間の所定の融点による熱結合を有利に行うことができるようになっている。繊維の硬化に際して冷却空気流の強い吹き付けによって特に被覆領域に異なって生じる結晶化は、高い自己捲縮(熱処理時にひとりでに生じる捲縮作用)を生ぜしめることになり、該自己捲縮作用は被覆と芯との間の材料差異によってさらに高められる。
重要なことは、溶融紡績によって形成された繊維に1つの繊維ラインで繊維の被覆のためのポリマー成分のガラス転移温度より低い温度下での複数回の処理(複数段での処理)を施すことにある。これによって、各繊維側間の異なる冷却過程に起因する構造変化の崩壊を避けることができるようになっている。互いに異なる結晶化は、後続の処理、殊にドラフトに際して繊維の顕著な捲縮を生ぜしめる。
【0010】
本発明に基づく被覆ステープルファイバーは、繊維断面で見て同軸構造若しくは対称構造であって、一方の繊維側で微細な繊維構造を有し、かつ前記繊維側と相対する他方の繊維側で極めて粗い結晶構造を有している。これによって繊維は複数回の処理の後に著しく顕著な三次元・捲縮作用(3D crimp)を示すようになっており、このような三次元・捲縮作用は繊維にふんわりした嵩高(バルキー)の特性を与えることになる。このような繊維は充填材料としても有利に用いられる。本発明に基づくステープルフィバーは、顕著な熱接合特性に基づき多層の不織布製品にも適している。
【0011】
被覆ステープルファイバーの三次元の捲縮は、繊維を中空繊維として押し出し成形することによってさらに改善され、この場合に繊維は中空の芯を備えており、芯は、該芯の中央に形成されていて繊維断面の少なくとも2%である中空部分を有している。この場合に芯の中空部分の最大値は、繊維断面の30%である。中空部分によって、繊維の、冷却空気で負荷される一方の繊維側と該繊維側に相対して位置する他方の繊維側とは遮断され、その結果、冷却による構造変化は両方の繊維側で強く生じている。さらに、繊維の同一の容積では繊維の弾性作用も高められている。
【0012】
繊維の中空断面(中空部分)は、C字形の開口断面のノズル孔を通して繊維を押し出し成形することによって有利に形成される。繊維の中空部分は、ガス状の媒体、有利には周囲の空気で満たされる。中空部分内に充填されている空気は、繊維側間で絶縁作用を生ぜしめており、その結果、片側からの冷却による構造変化はより強く生ぜしめられる。さらに、繊維内の空気(気体)の充填は繊維の弾性作用を高めており、これによって繊維の弾性回復力を高めている。
【0013】
後でどのような処理を行うかに依存して、繊維の被覆は繊維断面の5%乃至50%の範囲でほぼ同軸に形成された環状面(リング面)でもって繊維の芯を取り囲んでいる。これによって、被覆ステープルファイバーの構成の融通性を高くして、互いに異なる割合のポリマー成分の種々の組み合わせを可能にしてある。
【0014】
繊維の冷却空気で負荷される一方の繊維側と該繊維側に相対して位置する他方の繊維側との、少なくとも3m/sの流速の冷却空気流の強い吹き付けによる冷却差を高めるために、本発明に基づく方法の有利な実施態様では、5℃乃至30℃の範囲の温度の冷却空気を用いて繊維の冷却を行うようになっている。冷却空気は20℃より低い温度で、押し出し成形された直後の繊維に沿って流過すると有利である。
【0015】
繊維の押し出し成形は、方形紡績ノズル若しくはリング状紡績ノズル(環状紡績ノズル)によって行われる。複数のノズル開口部を備えた方形紡績ノズルを用いる場合には、ノズル開口部を通して押し出し成形されたフィラメント束は、フィラメント束の引き出し方向に対して垂直な方向、つまり横方向の冷却空気流に沿って案内され、かつ該冷却空気流によって側方から冷却される。複数のノズル開口部を備えたリング状紡績ノズルを用いる場合には、ノズル開口部を通して押し出し成形さて1つの繊維束(フィラメントバルーン[filament balloon])を形成する繊維は、キャンドル形(candle-type)の送風部材から送風(供給)された冷却空気によって冷却され、この場合に冷却空気流は内側から環状若しくは円錐面状の繊維束に向けられている。
【0016】
繊維は押し出し成形の後に有利には100m/分乃至1000m/分の引き出し速度で引き出されるようになっており、1つの繊維ライン上での繊維の後続の処理は連続的に、若しくは不連続的に行われる。
【0017】
被覆ステープルファイバー内の良好な熱接合特性若しくは熱結合特性を達成するために、被覆(シース)は低融点のコポリエステル若しくはオレフィンから押し出し成形されるようになっている。これに対して、芯(コア)はポリオレフィン、例えばPP-ポリマーから押し出し成形されると有利であり、このことは充填材の経済的な製造を可能にしている。
【0018】
本発明に基づく被覆ステープルファイバーは、三次元の捲縮のほかに高い形状安定性を有しており、それというのは不織布への加工に際して、実質的に繊維の被覆領域のポリマー成分のみを熱結合のために活用しているからである。この場合に繊維の芯のポリマー成分は実質的に影響を受けないままにされている。繊維内に生じる自己捲縮作用は、軽量で嵩高の繊維構造を生ぜしめるために役立っており、その結果、気孔率及び回復能力の極めて高くかつ嵩高の不織布を製造できるようにしてある。
【0019】
繊維の軽い比重は、一面において、繊維の芯に繊維断面の最大30%の中空部分を設けることによって達成され、他面において、繊維の特に被覆の材料として、繊維の芯の材料の密度よりも1倍を超えて1.5倍までの大きい密度を有する材料を選ぶことによって達成される。
【0020】
繊維の片側での急速な冷却並びに繊維の繊維断面にわたる材料分布の所定の不均一性に基づき生じている自己捲縮作用は、繊維に繊維長さ1インチ当たり5乃至12個のループ若しくは円弧を生ぜしめており、1インチは25.4mmに相当する。このような捲縮量は、嵩高の不織布の成形のために特に適している。
【0021】
低いタイター領域の被覆ステープルファイバーを用いると有利であり、本発明の有利な実施態様では、繊維は複数回の処理の後に2デニール乃至20デニール(denier)のフィラメントタイター(titer)を有している。
【0022】
本発明に基づく不織布製品においては、繊維複合体は簡単に、例えば加熱空気の吹き付けによって形成される。さらに、繊維製不織布を成形部分として若しくは半製品として製造することも可能である。繊維製不織布製品はその嵩高に基づき充填材として用いられるものである。
【0023】
本発明に基づくステープルフィバーは、有利にはカーディングによってウエブに加工されており、この場合にウエブ内でのステープルフィバーの強化は簡単にステープルフィバー同士の交点での溶融による熱的な強化若しくは結合によって行われる。このためにウエブは、例えば加熱空気によって、若しくは放射加熱部材或いは輻射加熱部材を用いて加熱されるようになっている。超音波強化を行うことも可能であり、この場合に繊維は別の繊維との交点でのみ摩擦によって加熱されて溶融される。不織布内のステープルファイバーは繊維の立体構造若しくは三次元構造を形成するように相互に結合されている。
【0024】
高い捲縮作用に基づき、繊維は不織布内に三次元の繊維構造を形成するために適している。この場合に不織布においては利点として、不織布は機械的な負荷を受けた後にも十分な回復力を有している。このような効果は繊維の特性によって長期間にわたって有効である。
【0025】
ステープルファイバーから成る不織布は特に断熱部材、遮音部材若しくはクッション部材として形成されている。この種の材料は、本発明に基づく被覆ステープルファイバーにより単位面積当たりの少ない容積で形成される。つまり断熱部材、遮音部材若しくはクッション部材として用いられる不織布を、少ない素材使用量で製造できるようになっている。
【0026】
次に本発明に基づく方法を図示の実施例に基づき詳細に説明する。図面において、
図1は、複数の繊維の押し出し成形のための溶融紡績装置の概略的な側面図であり、
図2は、図1の実施例の概略的な横断面図であり、
図3は、芯及び該芯の周囲に施された被覆から成る繊維、つまり被覆繊維(シース・コア形ファイバー)の複数段での処理のための繊維ライン(ファイバーライン)の概略的な側面図、
図4は、本発明に基づく被覆ステープルファイバー(シース・コア形ステープルフィバー)の1つの実施例の概略的な断面図であり、
図5は、本発明に基づく被覆ステープルファイバーの別の実施例の概略的な断面図であり、
図6は、複数の繊維の押し出し成形のための溶融紡績装置の別の実施例の概略的な側面図である。
【0027】
図1乃至図3には、本発明に基づく方法の実施のための装置(ステープルフィバー成形装置)の1つの実施例を示してある。実施例では、溶融紡績装置で押し出し成形された繊維は、後続の複数段での各処理の前に一時的に貯蔵(ストック)されるようになっている。これによって、各処理を種々の速度及び種々の量の材料流で実施することができ、かつ速度及び材料流を各処理工程に適合させることができるようになっている。製造工程の第1の段階では複数の被覆繊維を押し出し成形して、1つのトウとして一時貯蔵(中間貯蔵)のための容器内に入れるようになっている。
【0028】
図1及び図2には、溶融紡績装置の実施例を概略的に示してある。図1は、溶融紡績装置の側面を示しており、図2は溶融紡績装置の断面を示している。一方の図面について述べてあることは、他方の図面にとっても当てはまるものである。
【0029】
溶融紡績装置は、紡績装置1を有しており、該紡績装置は溶融供給装置2に接続されている。溶融供給装置2は図示の実施例では2つの溶融源3.1,3.2によって形成されており、該溶融源は溶融分配装置4.1,4.2を介して紡績装置1に接続されている。溶融源3.1,3.2は図示の実施例では押し出し器として形成されていて、それぞれポリマー材料を溶融するようになっている。溶融源3.1によってポリマー溶融物(ポリマーメルト若しくは溶融重合体)の第1のポリマー成分Aを紡績装置1に供給し、かつ溶融源3.2によってポリマー溶融物の第2のポリマー成分Bを紡績装置1に供給するようになっている。
【0030】
紡績装置1は紡績装置ビーム7内に並べて配置された複数の紡績ノズル部材5.1,5.2,5.3を備えている。紡績ノズル部材5.1,5.2,5.3は溶融分配装置4.1,4.2に接続されている。紡績ノズル部材5.1,5.2,5.3内には、供給された溶融流を紡績ノズル部材の下側面に設けられた方形ノズルプレートの複数のノズル開口から押し出すために、案内兼押し出しプレートを配置してある。被覆繊維の押し出し成形は、周知であり、押し出し部分の詳細はここでは省略してある。
【0031】
中空芯(中空コア)を有する被覆繊維の押し出し成形のために、特殊なノズル開口を用いてあり、該ノズル開口はC字形の開口断面を有している。これによって、気体の充填された繊維(ファイバー)を形成するようになっている。気体(ガス状の流体)は、繊維の周囲の気体雰囲気に存在するものである。繊維の周囲は実質的に空気で取り囲まれており、従って空気が繊維の芯の中空部分内に達するようになっている。
【0032】
紡績ノズル部材5.1乃至5.3に対応して配置された各方形ノズルプレート6.1,6.2,6.3は、複数の被覆繊維を形成するようになっており、形成された被覆繊維はそれぞれトウ(繊維束)として引き出される。ノズルプレート6.1からトウ12.1を押し出し、ノズルプレート6.2からトウ12.2を押し出し、かつノズルプレート6.3からトウ12.3を押し出している。
【0033】
紡績装置ビーム(桁部材)7の下側に冷却装置8を配置してある。冷却装置8は、トウを案内して冷却するために、各トウ12.1,12.2,12.3に対してそれぞれ冷却シャフト9.1,9.2,9.3を有している。冷却シャフト(冷却縦穴)9.1,9.2,9.3の片側に、送風壁10を形成してあり、該送風壁(ブロー壁)は圧力室11に直接に接続されている。圧縮室11は冷却空気源(図示省略)に接続されており、該冷却空気源から圧縮室11へ冷却空気を圧縮供給するようになっており、これによって送風壁10は、トウ12.1,12.2,12.3の走行方向に対してほぼ垂直に向けられた冷却空気流を形成するようになっている。
【0034】
冷却装置8の下側に複数の調整ローラ13.1乃至13.6、並びに複数の転向ローラ14.1,14.2,14.3を設けてあり、これらのローラを介して各トウ12.1,12.2,12.3は1つの粗糸22にまとめられるようになっている。この場合に、トウ12.1,12.2,12.3の引き出しを実質的に引き出し機構15によって行っており、該引き出し機構は複数の引っ張りローラ16を有しており、これらの引っ張りローラに沿って粗糸を案内している。引き出し機構15の下流側(後側)に送り出し装置17を配置してあり、該送り出し装置は上流側の1つの転向ローラ18及び下流側の2つの送り出しローラ19.1,19.2を有している。両方の送り出しローラ19.1,19.2は互いに同じ周速度で駆動されており、両方の送り出しローラ19.1,19.2間を案内された粗糸22は、送り出し装置17の下側に保持された容器20内に送り込まれるようになっている。容器20は容器ホルダー21内に保持されており、容器ホルダーは容器の運動を生ぜしめるようになっており、これによって粗糸22は容器20内に均一に分配して入れられて収容される。
【0035】
繊維のさらなる処理のために、容器20の繊維による充填の後に該容器は容器用のクリールに送られるようになっている。図3には、複数の処理の後に繊維ストランドを被覆繊維に切断するための繊維ライン(ファイバーライン[fiber line])の実施例の装置を示してある。繊維ラインの始端部にクリール23を配置してあり、該クリールは複数の容器20を保持している。各容器内に収容(貯蔵)されている繊維は、クリールに対応して配置された捕集引き出し装置24によって粗糸22としてまとめて引き出されるようになっている。まとめて引き出された複数の粗糸・ストランド22は、続いて複数の処理装置に供給されて、最終的に切断装置29によって所定の長さのステープルファイバー(不連続繊維)に分断される。処理装置は、第1の伸長装置25.1、処理室26、第2の伸長装置25.2、乾燥装置27及び伸長確定装置(テンションセッティング装置)28を含んでいる。
【0036】
第1の伸長装置(ストレッチ装置)25.1は、捕集引き出し装置24の下流側に配置されている。第1の伸長装置25.1の下流側に第2の伸長装置25.2を配置してあり、この場合に各伸長装置25.1,25.2はそれぞれ複数の伸長ローラを備えている。粗糸・ストランド22は、伸長装置25.1,25.2の伸長ローラを簡単に巻掛けて案内されている。伸長装置25.1,25.2の伸長ローラは、所定の伸長比に依存して互いに異なる周速度で駆動されるようになっている。繊維を伸長と同時に熱処理するために、伸長装置25.1,25.2の伸長ローラは、要求に応じてローラ周壁を冷却若しくは加熱されるようになっている。
【0037】
繊維を例えば加熱処理するために、第1の伸長装置25.1と第2の伸長装置25.2との間に処理通路26を形成してあり、該処理通路内で繊維に調整処理を施すようになっている。例えば、繊維ストランドは加熱空気若しくは高温の蒸気を用いて所定の温度に加熱され、つまり温度調整される。調整処理は、繊維ストランドの湿し処理を含んでいてよいものである。
【0038】
伸長装置25.2の下流側に乾燥装置27を配置してあり、該乾燥装置によって繊維ストランド内の湿度を減少させて、繊維の捲縮を最終的に固定するようになっている。繊維ラインの終端部に伸長確定装置28及び切断装置29を設けてあり、1つの芯と該芯の周囲に被覆の施された被覆繊維から成る繊維ストランドを、所定の長さのステープルファイバーに連続的に切断するようになっている。
【0039】
図3には、クリール23と切断装置29との間に配置された複数の処理装置から成る繊維ラインを示してある。複数回の伸長処理若しくはストレッチ加工のために、例えば第2の伸長装置の下流側に第3の伸長装置を設けることも可能であり、この場合には第2の伸長装置と第3の伸長装置との間で付加的(追加的)に蒸気処理を施すこともできる。乾燥装置27の下流側に、繊維ライン内での粗糸22の案内幅を変えるための案内装置を設けることも可能である。被覆繊維に過度な捲縮をかけるために、乾燥装置の上流側に捲縮装置を配置することも可能である。
【0040】
本発明に基づく方法を実施するために、人工繊維から成る糸若しくはプラスチック糸用の紡績装置及び繊維ラインで次に述べる種々の処理若しくは加工を施すようになっている。押し出し成形された被覆繊維に立体的若しくは三次元的な捲縮を施すために、被覆繊維に強い冷却空気を吹き付けるようになっている。このために、送風壁10によって少なくとも3m/sの流速の冷却空気流を形成する。300乃至800m/分の範囲の引き出し速度に対応して冷却空気の流速を3乃至8m/sの範囲で調節するようになっている。押し出し成形された繊維ストランドへの強い冷却空気の吹き付けは、繊維の不均一な冷却につながり、つまり繊維の、冷却空気の直接に吹き付けられた側は、該側と相対して位置し直接に吹き付けられない側よりも急速に冷却される。これによって繊維の被覆層の結晶構造は複雑になり、このような複雑な結晶構造は後続の複数回の処理によって繊維に強い捲縮を生ぜしめることになる。この場合に処理は、繊維の被覆のポリマー成分のガラス転移温度よりも明確に低い温度で行われる。これによって、冷却中に生じる分子構造は破壊されないようになっている。特に有利には繊維の被覆の構造は、捲縮が自動的に生じるように規定されている。芯用のポリマー成分Aをポリプロピレンによって形成され、かつ被覆用のポリマー成分Bをポリエチレンテレフタレートによって形成された被覆繊維の製造に際しては、繊維の複数回の処理の1つの処理は、<70℃での熱処理である。ポリエチレンテレフタレートのガラス転移温度Tgは70℃であり、従って冷却中に形成された分子構造は維持されたままである。これによって被覆繊維の伸長に際して繊維内側は繊維外側よりも不均一な遅れを生ぜしめ、繊維外側は乾燥装置内での弛緩の後に繊維に強い三次元的な捲縮を生ぜしめることになる。
【0041】
図4には、1つの被覆繊維の繊維断面を概略的に示してある。被覆繊維30の繊維断面は、芯31と被覆32との間の対称的な配置を有している。つまり、芯(コア)31は被覆(外套若しくは外周層)32によって均一に取り囲まれていて、被覆繊維は対称若しくは回転対称に形成されている。220℃乃至300℃の範囲の溶融温度で押し出し成形された繊維の冷却のために、前方の繊維側(繊維面)38は冷却空気流で負荷され、つまり冷却空気流を吹き付けられる。冷却空気流は3m乃至8m/秒の流速で被覆繊維30に向けて吹き付けられる。この場合に冷却空気の空気温度は5℃乃至30℃の範囲であり、有利には18℃より低く調節されている。被覆繊維30の硬化に際して、前方の繊維側38と後方の繊維側39との間に分子の差異が生じる。特に被覆32のポリマー成分Bは、繊維側38と繊維側39とに互いに異なる結晶を形成する。前方の繊維側38の領域には、強い冷却によって小さい多くの結晶が生じている。被覆のポリマー成分Bの硬化により形成された内部構造並びに、被覆のポリマー成分Bと芯31のポリマー成分Aとの間の材料特性の差異は、被覆繊維に三次元的(立体的)で均一な強い捲縮を生ぜしめるために後続の処理に際して利用される。
【0042】
繊維の三次元的な捲縮の強さ(捲縮度)は、特に中空の繊維の場合に大きくなり、それというのは冷却中に、相対する繊維側間に大きな差異が生じるからである。図5には中空の繊維の実施例を示してある。被覆繊維30は中空芯33を有しており、この場合に中空芯33は被覆32によって対称的に取り囲まれ、つまり実施例では均一に取り囲まれている。中空芯33の中空部分に基づき、繊維の冷却中に繊維断面内で著しい熱伝導は生ぜず、従って繊維断面にわたる冷却は、前方の繊維側38と後方の繊維側39と間の大きな差異を伴って急速に行われる。中空芯を有する被覆繊維は、嵩のあるふんわりした被覆繊維製ステープルファイバーを成形するために適している。繊維断面の少なくとも2%の中空部分は、中実断面に比べて著しい改善を達成している。一方で芯繊維の、ステープルファイバーの後処理のために必要な被覆を維持するために、かつ他方で繊維側間の最大の冷却差を得るために、芯は繊維断面の最大で30%の中空部分でもって押し出し成形される。
被覆繊維製ステープルファイバーの後処理に際して熱接合のために必要な特性は、本発明に基づく方法では、被覆(被覆層若しくは外周層)が、繊維断面の5%乃至50%の範囲で同軸に形成された環状面でもって芯を取り囲んでいることによって達成される。これによって熱結合若しくは熱接合が後続の加工工程若しくは処理工程で確実に行われる。
【0043】
繊維内に中空部分のある被覆繊維構造によって繊維の比重を軽くしてあり、嵩のある不織布を形成することができるようになっている。このような作用効果は、繊維の芯にとって、被覆用のプラスチック成分に比べて小さい密度であるプラスチック成分を選ぶことによってさらに改善される。特に被覆成分を低い温度で溶融可能なポリマーによって形成することに基づき、著しい密度差を達成できる。1倍を越えて1.5倍までの範囲の差異で実施され、つまり被覆のプラスチック成分は、コア用成分の密度より1.5倍までの密度を有している。
【0044】
被覆繊維の中空部分内に封じ込まれた気体は、繊維の弾性特性を高め、このことは繊維の弾性的な復元戻り(押圧負荷若しくは折り曲げ負荷を受けた後の戻り伸長)に顕著に現れ、この種の繊維の弾性的な復元戻りは60%の範囲である。繊維の形状安定性は、後続の熱的な強化手段による加工処理に際して実質的に被覆成分のみを繊維の結合のために用いることによって高められるようになっている。被覆用成分のために、コア用ポリマーに比べて低い融点若しくは低い溶融指数(MFI)のポリマーを選ぶようになっている。これによって不織布の熱的な強化に際して繊維の形状は芯の領域で実質的に影響を受けなくなっている。
【0045】
被覆繊維の中空部分内に封じ込まれた気体、殊に空気は、繊維の冷却時に繊維の不均一に処理された繊維側、つまり冷却空気を直接に受ける前方の繊維側と冷却空気を直接には受けない後方の繊維側との間の絶縁作用若しくは断熱作用を生ぜしめている。これによって、例えば熱処理に際して自動的に生じる捲縮の効果はさらに高められている。この種の繊維の捲縮は、繊維長さ1インチ(25.4mm)当たり7乃至10個の円弧若しくはループでもって生ぜしめられる。
【0046】
図4及び図5に示す断面において、繊維の芯のポリマー成分Aは有利には、ポリオレフィンによって形成され、かつステープルファイバーの被覆(シース[sheath])のポリマー成分Bはポリエステルによって形成されている。改質されたポリマーを用いることも可能である。さらに特殊な使用例では、ポリマー成分Aをポリエステルによって形成し、かつポリマー成分Bをポリオレフィンによって形成することも可能である。
【0047】
前記繊維から成る不織布製品を製造するために、芯をPP-ポリマーによって形成しかつ被覆をPET-ポリマーによって形成する組合せも有利である。これによって技術的にも衛生的にも使用領域の広い不織布製品を製造することができる。本発明に基づく被覆繊維は、布張り家具、クッション、若しくはカバーのための充填材料として使用される著しく嵩のある不織布を成形するために特に適している。繊維の熱接合にとって優れた特性のために、多層不織布として使用することも可能であり、この場合に縫製作業若しくはウォータジェット縫い合わせの際に生じるような混合作用は完全に避けられている。したがって、複数の層から成る不織布製品を層間の混合なしに製造できるようになっている。
【0048】
本発明に基づくステープルファイバーは、有利にはウエブ(web)にカーディング加工され、この場合に引き続く熱的な強化は簡単に実施される。被覆繊維製のステープルファイバーの外周材料の比較的低い融点に基づき、ウエブは、加熱された貫流空気の対流によって加熱される。ウエブの加熱を放熱形加熱部材によって行うことも可能である。特に有利には、ウエブは超音波強化手段によって処理されるようになっており、その結果、繊維は別の繊維の交点でのみ摩擦によって、溶融する程度に加熱される。
【0049】
繊維の芯と被覆とから成る構造は不織布の製造に際して特に形状安定性を生ぜしめ、それというのは繊維の溶融のために必要なエネルギーはわずかであり、したがって繊維の芯はほとんど影響を受けないままであるからである。繊維の弾性特性並びに捲縮性は、気孔率及び回復能力が極めて高くかつ嵩高である不織布の製造を可能にしており、このような不織布は機械的な負荷を繰り返し受けた場合でも変形することなく保たれる。弾性特性及び捲縮性のあるステープルファイバーは不織布内での三次元的な繊維構造の形成のために適している。本発明に基づく被覆繊維によって製造された不織布は、有利には断熱材料若しくは遮音材料として形成され、かつさらに有利には形状安定性に基づき例えば自動車領域の内部クッションとしても適している。繊維の熱安定性も有利である。
【0050】
本発明に基づく方法は、実施例では繊維を溶融紡績から切断まで不連続に案内してある装置を用いて説明してある。しかしながら原理的には、被覆繊維を連続的な処理工程で製造することも可能である。この場合には、繊維ストランドは押し出し成形及び引き出しの後に直ちに繊維ライン内に直接に引き込まれる。すなわち本発明に基づく方法は、ステープルファイバーの製造のための公知のあらゆる装置で実施されるものであり、この場合に冷却及び複数段での処理は本発明に基づき設定される。
【0051】
特に押し出し成形された直後の繊維の冷却は、繊維に片側から作用する別の吹き付け装置を用いて行われてよい。図1に示す装置にリング状精紡ノズルを装着することも可能である。このために図6に示す実施例では、紡績ノズル部材5.1は下側にリング状紡績ノズルプレート36を有している。リング状紡績ノズルプレート36は、被覆繊維の押し出し成形のために繊維バルーン35を形成するようになっている。繊維ストランドを繊維バルーン(フィラメントバルーン[filament balloon])35の内側から冷却するために、繊維バルーン35内にキャンドル形送風部材37を設けてあり、該キャンドル形送風部材は外周面から均一な冷却空気流を生ぜしめるようになっている。冷却空気流は繊維バルーン35を内側から外側へ流れ、したがって繊維ストランドは片側に冷却空気流を吹き付けられるようになっている。冷却空気源への送風部材37の接続部は、冷却空気流を上方から供給されるようにスピンドルノズル部材5.1によって形成され、若しくは紡績装置内に形成されていてよい。
【図面の簡単な説明】
【0052】
【図1】溶融紡績装置の概略的な側面図
【図2】図1の実施例の概略的な横断面図
【図3】被覆繊維の複数段での処理のための繊維ラインの概略的な側面図
【図4】被覆ステープルファイバーの1つの実施例の概略的な断面図
【図5】被覆ステープルファイバーの別の実施例の概略的な断面図
【図6】溶融紡績装置の別の実施例の概略的な側面図
【符号の説明】
【0053】
1 紡績装置、 2 溶融供給装置、 3.1,3.2 溶融源、 4.1,4.2 溶融分配装置、 5.1,5.2,5.3 紡績ノズル部材、 6.1,6.2,6.3 方形ノズルプレート、 7 紡績装置ビーム、 8 冷却装置、 9.1,9.2,9.3 冷却シャフト、 10 送風壁、 11 圧力室、 12.1,12.2,12.3 トウ、 13.1,13.2,13.3,13.4,14.5,13.6 調整ローラ、 14.1,14.2,14.3 転向ローラ、 15 引き出し機構、 16 引っ張りローラ、 17 送り装置、 18 転向ローラ、 19.1,19.2 送り出しローラ、 20 容器、 21 容器ホルダー、 22 トウ、 23 クリール、 24 捕集引き出し装置、 25.1,25.2 伸長装置、 26 処理通路、 28 伸長確定装置、 29 切断装置、 30 被覆繊維、 31 芯、 32 被覆、 38,39 繊維側
【特許請求の範囲】
【請求項1】
三次元的に捲縮された被覆ステープルファイバーを製造するための方法において、次の工程から成っており、つまり、
芯用のポリマー成分Aと被覆用のポリマー成分Bとの異なる2種類のポリマー溶融物から、同軸構造の複数の繊維を押し出し成形し、次いで
押し出し成形された前記繊維に、片側から少なくとも3m/sの流速の冷却空気流を吹き付け、次いで
前記複数の繊維を1つのトウにまとめ、次いで
1つの繊維ラインで、前記トウとしてまとめられた前記繊維に前記被覆用のポリマー成分Bのガラス転移温度(Tg)より低い温度下での複数回の処理を施し、次いで
前記繊維を所定の長さのステープルファイバーに分断することを特徴とする、立体的に捲縮された被覆ステープルファイバーを製造するための方法。
【請求項2】
中空の芯から成る繊維を押し出し成形し、該繊維の芯は、該芯の中央に形成されていて繊維断面の少なくとも2%である中空部分を有している請求項1に記載の方法。
【請求項3】
繊維の中空の芯は、繊維断面の30%である最大の中空部分を有している請求項2に記載の方法。
【請求項4】
繊維は、C字形の開口断面を有するノズル孔を通して押し出し成形される請求項2又は3に記載の方法。
【請求項5】
繊維は被覆と一緒に押し出し成形され、被覆は繊維断面の5%乃至50%の範囲でほぼ同軸に形成された環状面でもって繊維の芯を取り囲んでいる請求項1から4のいずれか1項に記載の方法。
【請求項6】
繊維の冷却のために、冷却空気は5℃乃至30℃の範囲の温度を有している請求項1から5のいずれか1項に記載の方法。
【請求項7】
複数のノズル開口を有する方形紡績ノズルによって複数の繊維を押し出し成形し、かつ該複数の繊維を1つのトウに形成して、該トウは横方向空気流吹き付けによって冷却され、この場合に冷却空気流は外側からトウに向けられている請求項1から6のいずれか1項に記載の方法。
【請求項8】
複数のノズル開口を有するリング状紡績ノズルによって複数の繊維を押し出し成形し、かつ該複数の繊維を1つのトウに形成して、該トウはキャンドル形送風部材から送風された冷却空気によって冷却され、この場合に冷却空気流は内側からトウに向けられている請求項1から6のいずれか1項に記載の方法。
【請求項9】
繊維は押し出し成形の後に100m/分乃至1000m/分の引き出し速度で引き出される請求項1から8のいずれか1項に記載の方法。
【請求項10】
ポリマー成分Aは実質的にポリオレフィンであり、かつポリマー成分Bは実質的にポリエステルである請求項1から9のいずれか1項に記載の方法。
【請求項11】
繊維は複数回の処理の後に2デニール乃至20デニールのフィラメントタイターを有している請求項1から10のいずれか1項に記載の方法。
【請求項12】
三次元的に捲縮された被覆ステープルファイバーであって、芯用のポリマー成分Aと被覆用のポリマー成分Bとから成っている形式のものにおいて、
両方のポリマー成分は繊維断面で見て同軸構造で押し出し成形されており、前記ポリマー成分Bは一方の繊維側で細かい結晶構造を有し、かつ前記繊維側と相対する他方の繊維側で粗い結晶構造を有していることを特徴とする、三次元的に捲縮された被覆ステープルファイバー。
【請求項13】
繊維の芯は中空に形成されていて、中央に繊維断面の少なくとも2%の中空部分を有しており、該中空部分は気体で満たされている請求項12に記載の被覆ステープルファイバー。
【請求項14】
繊維の芯は、繊維断面の30%の最大の中空部分を有している請求項13に記載の被覆ステープルファイバー。
【請求項15】
繊維の被覆は繊維断面の5%乃至50%の範囲で同軸に形成された環状面でもって繊維の芯を取り囲んでいる請求項12から14のいずれか1項に記載の被覆ステープルファイバー。
【請求項16】
繊維の被覆は、繊維の芯の材料の密度よりも1乃至1.5倍大きい密度を有している請求項12から15のいずれか1項に記載の被覆ステープルファイバー。
【請求項17】
ポリマー成分Aはポリオレフィンによって形成してあり、かつポリマー成分Bはポリエステルによって形成してある請求項12から16のいずれか1項に記載の被覆ステープルファイバー。
【請求項18】
繊維の芯はPP-ポリマーによって形成されており、かつ繊維の被覆はPET-ポリマーによって形成されている請求項17に記載の被覆ステープルファイバー。
【請求項19】
繊維は、繊維長さ1インチ(25.4mm)当たり5乃至12個のループを形成して捲縮されている請求項12から18のいずれか1項に記載の被覆ステープルファイバー。
【請求項20】
ステープルファイバーを含む繊維製不織布製品において、ステープルファイバーは、請求項12から19のいずれか1項に記載の被覆ステープルファイバーによって形成されていることを特徴とする、ステープルファイバーを含む繊維製不織布製品。
【請求項21】
ステープルファイバーは、カーディング加工されたウエブとして形成されており、ウエブ内のステープルファイバーは強化処理時に交点で互いに溶融により結合されている請求項20に記載の繊維製不織布製品。
【請求項22】
不織布内のステープルファイバーは繊維の三次元構造を形成するように相互に結合されている請求項20又は21に記載の繊維製不織布製品
【請求項23】
ステープルファイバーから成る不織布は断熱部材、遮音部材若しくはクッション部材として形成されている請求項20から22のいずれか1項に記載の繊維製不織布製品。
【請求項1】
三次元的に捲縮された被覆ステープルファイバーを製造するための方法において、次の工程から成っており、つまり、
芯用のポリマー成分Aと被覆用のポリマー成分Bとの異なる2種類のポリマー溶融物から、同軸構造の複数の繊維を押し出し成形し、次いで
押し出し成形された前記繊維に、片側から少なくとも3m/sの流速の冷却空気流を吹き付け、次いで
前記複数の繊維を1つのトウにまとめ、次いで
1つの繊維ラインで、前記トウとしてまとめられた前記繊維に前記被覆用のポリマー成分Bのガラス転移温度(Tg)より低い温度下での複数回の処理を施し、次いで
前記繊維を所定の長さのステープルファイバーに分断することを特徴とする、立体的に捲縮された被覆ステープルファイバーを製造するための方法。
【請求項2】
中空の芯から成る繊維を押し出し成形し、該繊維の芯は、該芯の中央に形成されていて繊維断面の少なくとも2%である中空部分を有している請求項1に記載の方法。
【請求項3】
繊維の中空の芯は、繊維断面の30%である最大の中空部分を有している請求項2に記載の方法。
【請求項4】
繊維は、C字形の開口断面を有するノズル孔を通して押し出し成形される請求項2又は3に記載の方法。
【請求項5】
繊維は被覆と一緒に押し出し成形され、被覆は繊維断面の5%乃至50%の範囲でほぼ同軸に形成された環状面でもって繊維の芯を取り囲んでいる請求項1から4のいずれか1項に記載の方法。
【請求項6】
繊維の冷却のために、冷却空気は5℃乃至30℃の範囲の温度を有している請求項1から5のいずれか1項に記載の方法。
【請求項7】
複数のノズル開口を有する方形紡績ノズルによって複数の繊維を押し出し成形し、かつ該複数の繊維を1つのトウに形成して、該トウは横方向空気流吹き付けによって冷却され、この場合に冷却空気流は外側からトウに向けられている請求項1から6のいずれか1項に記載の方法。
【請求項8】
複数のノズル開口を有するリング状紡績ノズルによって複数の繊維を押し出し成形し、かつ該複数の繊維を1つのトウに形成して、該トウはキャンドル形送風部材から送風された冷却空気によって冷却され、この場合に冷却空気流は内側からトウに向けられている請求項1から6のいずれか1項に記載の方法。
【請求項9】
繊維は押し出し成形の後に100m/分乃至1000m/分の引き出し速度で引き出される請求項1から8のいずれか1項に記載の方法。
【請求項10】
ポリマー成分Aは実質的にポリオレフィンであり、かつポリマー成分Bは実質的にポリエステルである請求項1から9のいずれか1項に記載の方法。
【請求項11】
繊維は複数回の処理の後に2デニール乃至20デニールのフィラメントタイターを有している請求項1から10のいずれか1項に記載の方法。
【請求項12】
三次元的に捲縮された被覆ステープルファイバーであって、芯用のポリマー成分Aと被覆用のポリマー成分Bとから成っている形式のものにおいて、
両方のポリマー成分は繊維断面で見て同軸構造で押し出し成形されており、前記ポリマー成分Bは一方の繊維側で細かい結晶構造を有し、かつ前記繊維側と相対する他方の繊維側で粗い結晶構造を有していることを特徴とする、三次元的に捲縮された被覆ステープルファイバー。
【請求項13】
繊維の芯は中空に形成されていて、中央に繊維断面の少なくとも2%の中空部分を有しており、該中空部分は気体で満たされている請求項12に記載の被覆ステープルファイバー。
【請求項14】
繊維の芯は、繊維断面の30%の最大の中空部分を有している請求項13に記載の被覆ステープルファイバー。
【請求項15】
繊維の被覆は繊維断面の5%乃至50%の範囲で同軸に形成された環状面でもって繊維の芯を取り囲んでいる請求項12から14のいずれか1項に記載の被覆ステープルファイバー。
【請求項16】
繊維の被覆は、繊維の芯の材料の密度よりも1乃至1.5倍大きい密度を有している請求項12から15のいずれか1項に記載の被覆ステープルファイバー。
【請求項17】
ポリマー成分Aはポリオレフィンによって形成してあり、かつポリマー成分Bはポリエステルによって形成してある請求項12から16のいずれか1項に記載の被覆ステープルファイバー。
【請求項18】
繊維の芯はPP-ポリマーによって形成されており、かつ繊維の被覆はPET-ポリマーによって形成されている請求項17に記載の被覆ステープルファイバー。
【請求項19】
繊維は、繊維長さ1インチ(25.4mm)当たり5乃至12個のループを形成して捲縮されている請求項12から18のいずれか1項に記載の被覆ステープルファイバー。
【請求項20】
ステープルファイバーを含む繊維製不織布製品において、ステープルファイバーは、請求項12から19のいずれか1項に記載の被覆ステープルファイバーによって形成されていることを特徴とする、ステープルファイバーを含む繊維製不織布製品。
【請求項21】
ステープルファイバーは、カーディング加工されたウエブとして形成されており、ウエブ内のステープルファイバーは強化処理時に交点で互いに溶融により結合されている請求項20に記載の繊維製不織布製品。
【請求項22】
不織布内のステープルファイバーは繊維の三次元構造を形成するように相互に結合されている請求項20又は21に記載の繊維製不織布製品
【請求項23】
ステープルファイバーから成る不織布は断熱部材、遮音部材若しくはクッション部材として形成されている請求項20から22のいずれか1項に記載の繊維製不織布製品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2009−515061(P2009−515061A)
【公表日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願番号】特願2008−539309(P2008−539309)
【出願日】平成18年11月3日(2006.11.3)
【国際出願番号】PCT/EP2006/010564
【国際公開番号】WO2007/051633
【国際公開日】平成19年5月10日(2007.5.10)
【出願人】(307031976)エーリコン テクスティル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (105)
【氏名又は名称原語表記】Oerlikon Textile GmbH & CO. KG
【住所又は居所原語表記】Leverkuser Strasse 65, D−42897 Remscheid, Germany
【Fターム(参考)】
【公表日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願日】平成18年11月3日(2006.11.3)
【国際出願番号】PCT/EP2006/010564
【国際公開番号】WO2007/051633
【国際公開日】平成19年5月10日(2007.5.10)
【出願人】(307031976)エーリコン テクスティル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (105)
【氏名又は名称原語表記】Oerlikon Textile GmbH & CO. KG
【住所又は居所原語表記】Leverkuser Strasse 65, D−42897 Remscheid, Germany
【Fターム(参考)】
[ Back to top ]