
三次元表面ウィービング
ウィービング法は、二次元ウォールを有して、二つの端部の間にソーイングや他の結合もなく、角部と共に三次元構造を直接製造することを可能する。前記ウィーブは、少なくとも一つの面を作り出すために、横糸(24)を縦糸に転換することによって作られる。前記方法は、三次元角部の強化のような複合構造に対する強化部分をウィービングすることに対して特に適している。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、異なる平面により組織された二次元ウォールによって構成される緻密要素のシングルパスウィービングに関している。本発明による工程は、三次元形態によって直接配置された平坦な織物の製造を可能にする。本発明による工程のため、いくつかのウォールで編まれた要素の製造において、一つ以上の三面角を備えているタイプのソーイング、または他の結合手段を省くことを可能にしている。
【0002】
本発明は特に、一つ以上の閉ざされた角部を有する折り目の作成、及び壊れやすい及び/または磨耗繊維、特にカーボンのような構成材料の織物の強化に利用される繊維のウィービングに適用する。
【背景技術】
【0003】
ウィービングは、糸の形態で組織された繊維に基づく織物を作るために古代から採用されている。例えば構成材料の強化のような“技術上”として知られた織物のための工程またはその利用の機械化及び自動化に関わらず、現在のウィービング工程は、その当時と同じ基本に基づいており、それ自体は最小の進化を受けている。
【0004】
実際、全ての織布は二つのカテゴリーに分けられた糸の織り合わせを備えている。「縦糸」は織物のセルベッジに平行な糸であり、及びそれらは、「ウィーブ」として知られるレイアウトによる垂直な一連の「横糸」と組み合わされる。最もシンプルな織物は、各横糸が、一つの縦糸から他の縦糸へ裏移りを有するように、縦糸の上及び下を連続的に通る交互のものからなる(プレインウィーブ)。
【0005】
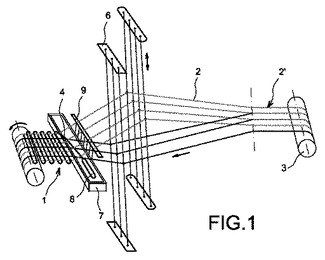
図1に示されるようなウィービング1を実行するために、縦糸2は、互いに平行に、及び織物1の幅以上の同一のサポート、「ルームビーム(loom beam)3」上に巻き上げられる。「縦糸クリール(warp creel)」は、壊れやすい材料におけるこの操作を容易にするために用いられる。横糸4は、縦糸2の間を通過し、それぞれの通過は「ピック」に対応する。ピックのベクトルのタイプにより、縦糸2のウェブ2’はその機械的な抵抗、特に摩擦の抵抗を増加させるために、(例えばドレッシングによって)準備されうる。
【0006】
各ピックの通過は、前記ウェブ2’における「ウィービングシェッド」5を作ることによって、つまり、角のある通過空間5が作られるように、互いに関連して特定の縦糸2を上げること、または下げることによって促進される。ウィービングシェッド5を作り出すために、縦糸2は、ルームビーム3からのウェブ2’に垂直な移動を受けるヒールド6に戻される。異なる機構(フレーム、ジャガード)は、前記所望のウィーブによるウィービングシェッドを作り出す。
【0007】
ピック4の挿入は、異なる工程を利用してなされうる。よく知られた古い工程は、ウェブを交差して、シャトル7の射出を備えている。これはパーン8を保持する工具であり、横糸4の所定の長さの巻きを備えている。
【0008】
前記ビーム6が、前記ウィーブに依存する他のウィービングシェッド5を生み出すために作動される一方で、ピックがウィービングシェッド内を通過するたびに、縦糸2が捕らえられるティースにおけるコーム9は、既に形成された織物1上にそれを詰め込む。
【0009】
特に技術的な織物に対して、複雑な要求は、例えば良好な圧縮または層間剥離に対する抵抗を得るために、より必然の厚さを必要としうる。
【0010】
互いに接続されていない平行な層内で、織物は層がなされるよく知られた重ね合わせは、第1の問題だけを解消する。いわゆる「三次元」ウィービング工程は、結果的として発展され、ウィービング操作に起因する製品は、空間の三つの方向に従って配置された糸のインターレースを備えている。特に、Aerotiss(登録商標)工程は、とりわけ航空機の最先端のスキン層を作るために利用されうる複層のインターレースを有するガラスまたはカーボン繊維を編む。
【0011】
より複雑な形態の一つに対して、ブレイディングが利用されうる。これは適切なマンドレル上の空洞形態内に直接一片を形成する。より単純に、円形ウィービング機が発達され、チューブ状の製品を可能にする。しかしながら、この解法は、著しい角度を有さないジュートバッグタイプの円筒形の形態に対してだけ適用される。
【0012】
それ故、二次元ウォールを有する三次元形態の大多数に対して、時々ジャガードルームにより、前記構造は実質的に平らにされ、それから緻密になるために展開される。この方法はシェイピングソーイングを必要とする。
【0013】
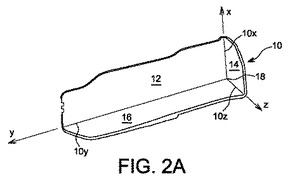
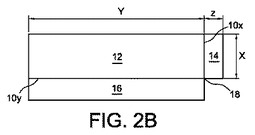
例えば、航空分野において、複合構造は、(同様に「ボックス」という名前で知られる)箱型構造の金属要素を通常に置き換えるために発展される。しかしながら、接合に対して、「角部の補強」(または「角部フィッティング」)は必須であり、形状が単純に見える。図2Aで図示されたよく知られた角部フィッティング10は、例えば、角18の位置で(半立体の)角部の立体角度を形成する実質的に平坦な三つの二次元ウォール12,14,16を備えている。しかしながら、この構造10の強化された織物のプレフォームは、存在する機械の上で、図2Bに示された前記ウォールの「平面の」変形からのみ、及び少なくとも二つの面の間をソーイングする手段によって作られる。
【0014】
現在、ソーイングは、航空学に適用されない機械的振る舞いの問題を引き起こす多かれ少なかれ壊れやすい応用された要素である。加えて、異なる平面による繊維の連続性が保証されないので、前記強化された機能は充分に実現されない。実際に、箱型複合構造に対して、角部フィッティングは金属サポートによって製造される。
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の目的の一つは、既存のウィービング工程のこの不利な点を消すことであり、及び少なくとも一つの角部の角度を備えているウーブン一体鋳造の一部の製造を可能にする。特に、角部フィッティングに対する強化された折り目型の構造が実現される。これは、三つの既存の直交する平面、またはそれ以上を有している金属固定のそれに近い形状を有している。二つの隣接する平面の間の強化された織物繊維の連続性が保証される。
【0016】
本発明により、ウィービングの利用に反して、ピックは横糸、及び縦糸として同時に作用しうる。この新規なウィービング技術は、前記縦糸の連続性、及び前記三次元の折り目を構成する異なる面の間の横糸の連続性を保証する。
【課題を解決するための手段】
【0017】
本発明によると、いったん第1の面が編まれると、前記横糸の非直線の挿入に従う前記第1の縦糸及び前記第2の縦糸によりそれぞれ作り出された二つのウェブ上でウィービングが同時に起こる。横糸(挿入された糸)として最初に作用する糸は、それから縦糸(前記ウィービングシェッドを形成する糸)として作用する。
【0018】
その一態様の下で、本発明はこのように、三次元形態が閉ざされた角部、つまり、六面体から引き出された形態を備えている表面ウォールを配置することによって得られる品目のウィービング工程を考慮する。前記工程は前記ウォールの間、及び前記角部の位置でウィービング糸の連続性を可能にする。
【0019】
本発明によると、六面体から引き出された前記構造の編まれる第1の面は、最初に編まれるために選ばれ、及び前記対応する縦糸のウェブは平面に置かれる。ウィービングは、第2の合せ糸として作用する糸のウェブを形成するために、挿入された横糸は前記ウェブの一つの側面上または二つの側面上で伸長されるという事実を除いて、通常通り実行される。
【0020】
第1の面が編まれると、角度を形成する前記ピックの方向の変化と共に、前記第1のウェブ、及び第2のウェブ上で、ウィービングが実行される。前記ピックは、前記第1の面の二つ、三つまたは四つ側面に従って挿入されるだろう。前記ピックの前記通過に平行に、前記縦糸のウェブにより形成された平面に対して第1の面の裏移り、例えば、前記リッジに近接し、好ましくは直方体が起源である構造に対するこの平面に垂直な表面上での推力による下降がある。ピックが第1の面について完全な「回路」を作るたびに、前記裏移りは実行され、後者のウィービングの完成から可能な裏移りを有している。
【0021】
ウィービング及び裏移りの例は、全ての方向性及びウィーブに従って、及び特に、特に、三面角が選択される場合、糸の連続性を有して角部の立体角を編むために、直角でプレインウィーブを有して、垂直な裏移りを有してなされうる。前記横糸は前記全体の品目の前記ウィービングに対して、好ましくは連続的である。
【0022】
他の態様において、本発明は前記工程によって作られた基本の折り目を考慮する。より一般的には、本発明は、閉ざされた角部を形成するリッジにより互いに接続された少なくとも三つの面を備えているウーブンの基本の折り目に関している。及びウィービングの横糸は、前記表面内で、及び前記リッジの位置で、好ましくは前記リッジに平行に連続である。及び前記横糸は、前記全体の品目のウィービングに対して連続である。
【0023】
本発明による折り目は、角部の立体角度であり、及び、特に、樹脂の注入の後の複合角部フィッティングの製造のための織物の強化として作用する。それは半平行6面体でもありうる。例えば、前記裁断は、角部フィッティングのための強化として作用する三面角を生み出しうる。本発明は同様にそのような角部フィッティングに関連している。
【0024】
本発明の他の特性及び利点は、図示、及び限定しない目的で単に与えられる以下の説明と添付の図面を参照することでより明らかにされるだろう。
【図面の簡単な説明】
【0025】
【図1】既に述べられており、よく知られたウィービング工程を概略的に示している。
【図2A】平面変形での形式上の角部フィッティングの分解図を示している。
【図2B】平面変形での形式上の角部フィッティングの分解図を示している。
【図3A】本発明の実施形態によるウィービングの段階を示している。
【図3B】本発明の実施形態によるウィービングの段階を示している。
【図3C】本発明の実施形態によるウィービングの段階を示している。
【図3D】本発明の実施形態によるウィービングの段階を示している。
【図3E】本発明の実施形態によるウィービングの段階を示している。
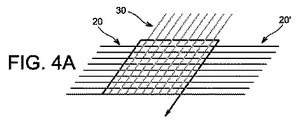
【図4A】本発明によるウィービングの二つの代替を示している。
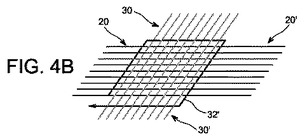
【図4B】本発明によるウィービングの二つの代替を示している。
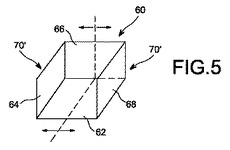
【図5】本発明によるウィービングにより得られた他の目的物を示している。
【発明を実施するための形態】
【0026】
本発明によると、三次元で編まれた折り目を製造することを可能にしており、前記折り目のそれぞれ隣接する表面の間に糸の連続性を有している。これは特に前記ウィービング以外の段階なしで一つ以上の角部の形成を可能にする。
【0027】
本発明による工程は、ウィービング段階の間に、縦糸のウェブ2’に関連して既に織られた一部2の裏移りを基にしている。裏移りは好ましくは、前記ウェブに垂直な方向に、有利的には水平ウィービングに対して下方に実行される。
【0028】
好ましい実施形態において、本発明による前記工程は、図2に図示された角部フィッティング10、すなわち、三つの軸x、y、zで点を形成する結合点または角部18で混ざるそれぞれの長さX、Y、Zの三つのリッジ10x、10y、10zに従って結合された三つの直交平面を備えている角部の立体角度の前記ウィービングに関係する。平坦で、及びリッジ10zに一致する「バースティング」によって、この形態は、三面体の角の三つの面に一致する三つの直角の部分12,14,16を備えている四角に一致する。他の角度が選択されうることは明らかである。
【0029】
前記ウィービングを実行するために、前記三つの面の一つが、最初に形成されるために選択される。縦糸22のウェブ20は、前記四角のこの部分、例えば、平面x、yによる面12を形成するために配置され、前記ウェブ20の幅Xは、リッジ10xのうちの一つに一致する。有利的に、前記ウェブ20は、単一の連続的な縦糸22から形成される。
【0030】
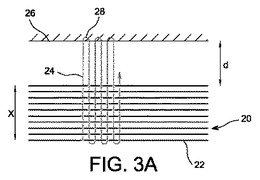
図3Aにおいて、前記ウィービングは、前記第1の面12を形成するために最初に実行される。前記ウィーブによって、及び直角で図示された場合において、(「第1の」)横糸24は前記縦糸22の上、及び下に連続的に挿入される。これは有利的に、適応されたウィービングシェッドの形成によってなされる。
【0031】
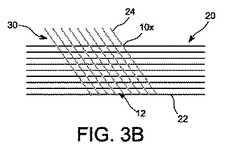
しかしながら、この段階から、二つの他の面の一つ16が提供される。それ故、第1の面12を形成するために使用された前記横糸24を、前記ウェブ20の端の位置で止める代わりに、それらは、他の面14、16を接続するリッジ10zより大きい長さdの一つの辺に沿って延長する。横糸24の前記延長は、それを正しい位置に保つフレーム26に接続される。有利的に、同一の横糸24は、第1の面12の全体のウィービングとして作用し、及び前記横糸24は、それらが回転するフック28によりフレーム26に結合される。
【0032】
結果は、x軸に従って配向され、及び所望の長さの縦糸22によって囲まれ、及び前記縦糸22に対して直角のy軸に従って配向された横糸24によって、長さdで第2の側面に沿って伸長された、x、y平面上に直角で編まれた第1の面12を備えている図3Bに図示された形態である。有利的に、同一の横糸24が利用され、及び前記端のそれぞれの位置で、すなわち、前記フレーム26の、及び後のリッジ10yに反対の面12の自由な端の位置で連続性がある。
【0033】
他の二つの面14,16はこのようにして、同時に編まれる。前記四角の第2の部分16に一致する第2のウェブを形成する前記「第1の」横糸24は、ここから、「第2の」縦糸としてみなされる。「第1の」縦糸22の前記ウェブ20上と同時に、「第2の」ピックによるウィービングは、ウェブ30上でなされるだろう。
【0034】
角部18、及び「浮き彫りに(in relief)」リッジ10zを形成するために、前記ウェブ20,30の平面x、yに関連する第1の面12の裏移りは二つの他の面14,16のウィービングに平行である。有利的に、この段階は、第1の面12のリッジ10x、10yの少なくとも端を覆う面、及び好ましくは全体の表面上の水力によって完成される。深さを下げることは、前記ウィーブの減少の関数である(すなわち、cmあたりの糸の数である)。例えば4スレッド/cmなら、減少に対して1/4cmである。これはウィービングの間に方向zに作用する前記糸の最適化された置き換えを可能にする。
【0035】
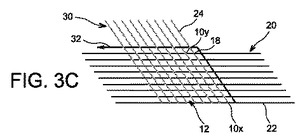
前記裏移りは、第1の面12、前記ウェブ20,30の平面x、yに直交する成分を備えており、第2のピックが通過する前、またはいったん前記ピックが通過してからなされうる。例えば、図3Cで図示されたように、第1の例において、前記第2のピック32は、前記二つのウェブ20、30のうちの一つ、具体的にここでは、前記二つの間の前記角部18の位置でそれが到達する方向で、第1の縦糸22の間に形成されたウィービングシェッドの内部に挿入される。前記面12を形成するために利用された糸24と連続である同一の横糸32が好ましくは利用される。必須でないにも関わらず、いったんそれがこの第2の面14を通ると、前記ピック32を詰め込むことは可能である。
【0036】
前記折り目の前記二つの面14,16の間の連続性が、リッジ10z、及び角部18の位置で望まれるので、前記横糸32は、この第1の通過の後で前記第2のピックを形成するのに充分な残りの長さを有している。実際に、前記横糸32はそれから、前に決定された角度で配置された前記他のウェブ30で織り合わされる。ここで、すでに編まれた面12上にピック32の詰め込みが可能である。
【0037】
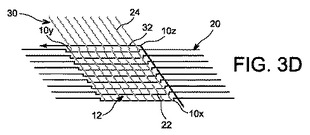
軸zに従って前記第1の面12の下降は連続化される。図示された前記フレームにおいて、及び角部の立体角度を形成するために、z軸に従う唯一つの成分が提供される。しかし、これはもちろん修正されうる。平行に、前記ピック32の詰め込みが実行される。これは、前記二つの先行する詰め込みが必要な場合にのみに実行される理由である。前記糸の規則性を最適化するために、前記二つのウェブ20,30を通過するとき、前記ピック32を詰め込むことが好ましく、及びいったん高さの裏移りが前記成形を完璧にするために完成される。
【0038】
結果は、第1の面12と、及び第1の面12の糸22,24のうちの一つより上に決定された角度を有するウーブン糸32と、を備えている形態である。二つのリッジ10x、10yはこのようにして形成される。加えて、前記角部18は閉ざされる。垂直な糸32は連続的である。第3のリッジ10zのプレフォームが形成される。
【0039】
前記工程は、角部の立体角度を得るために、前記縦糸の減少の厚さの第1の面の低下のたびに繰り返される。
【0040】
代替により、前記手順は、前記第2のピック32の通過の前に、編まれた第1の面12の高さで裏移りまたは低下を備えている。例えば、推力の手段は、そのウィービングが完成すると、図3Bで図示された段階のレベルで、面12に配置される。前記ウィーブの減少に対応する高さにより前記ウェブ20,30の面12を裏移りさせ、それから、第2のピック32は、前記張り出しているウェブ20,30内を通過し、このようにして詰め込まれる。この実施形態は、前記ウィービングシェッドの形成様式、及び前記リッジの位置で所定の角度に従って推奨されうる。
【0041】
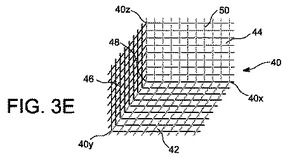
適切な裁断の後で、結果物は、図3Eで図示された、互いに直角の三つの面42,44,46が、角部48において互いに結合している三つのリッジ40x、40y、40zの位置で接続され、及び編まれた基本の折り目40である。ウィービングの横糸50は、リッジ40x、40y、40zに平行であり、及び前記横糸50は面42、44、46の間で連続的である。
【0042】
本発明による工程において、前記面12の他の側面上の第1の合せ糸(図4A)の前記ウェブ20’上で、前記ウィービングを続けることにより、三つまたは四つの角度を閉ざすことを可能にする。前記最初のウェブ20に関連して先行する30(図4B)と向かいあって、第2の合せ糸の第2のウェブ30’を生み出すことも同様に可能である。
【0043】
四つの角度が形成される場合(図3G)、いったん四つの面が通されると、戻ってくる前記ピック32’を有することにより、それらのうちの一つ18’を開放したままにすることが可能である。または、同一の方向に従う前記ピックを有することにより、この角部18’を閉じることも同様に可能である。
【0044】
基部62及び三つの連続的な直交する面64、66、68を備えている構造60を作ることが可能である。これは角部フィッティング10を作るために特に有利的である。図5を参照して、形成された前記構造60は、二つの角部の角70、70’を形成するために、二つの対向面64,68に平行に、二つに裁断される。同一のオプションが四つの面及び基部と共に、半平行6面体に対して提供される。
【0045】
角部の立体角度と共に述べられたにも関わらず、他の可能性が実施可能である。特に、前記第1の面12を斜めに裏移りさせ、互いに非直角な面12、14、16を形成すること、例えば、鋭角のピラミッドを形成することは可能である。前記第1の面12上で直角にウィービングを実行しないことは同様に可能である。
【0046】
結果としての各部40の利用に従って、特に、構成構造を強化するために、カーボン糸の利用の場合に、横糸24、32に対して、前記ウィービング工程のはじめから最後まで連続的とすることは可能である。有利的に、前記ピックの挿入は、前記糸の連続性を保証するために、シャトルを備えている挿入システム、またはそれを基本にしたシステムの存在と共に機械化される。
【0047】
同様に、いったん全体の角度が完成されると、進行させるために、各ピックのコームの詰め込みに対して、異なる面に対して単一化されることは好ましい。それ故、前記第1の面に関連する前記横糸の平行な配向は、最適化される。
【0048】
本発明による工程に起因して、図2による角部フィッティング10対して、基本の折り目40が製造される。6000、12000、及び24000のフィラメントを備えているカーボン糸と共に、それぞれの次元は400×220×200mmのオーダである。
【0049】
より一般的に、本発明による前記工程は、非直線的な挿入に起因して、前記糸が連続化されうる一つまたはいくつかの角部を提供する。これは、存在する三次元機器はただ「濃密な」(立方体、シリンダー型)またはプロファイルされた形態(T、H、E、…)を製造するだけなので、特に有利的である。ここで、これは二次元ウォールを有する三次元形態を製造することについてである。加えて、このシステムは、糸の連続性に関する必要性に応える。同様に、z軸に従った移動は、三次元の折り目の形態と共に結合し、そのようにして、そのウィービングの段階の間に、その製造を非常に強化させる。
【符号の説明】
【0050】
1 織物
2 縦糸
2’ ウェブ
3 ルームビーム
4 ピック
6 ヒールド
7 シャトル
8 パーン
9 コーム
10 角部フィッティング
10x、10y、10z リッジ
12,14,16 二次元ウォール
18 角部
20、20’ ウェブ
22 縦糸
24 横糸
26 フレーム
28 フック
30、30’ ウェブ
32、32’ ピック
40 折り目
40x、40y、40z リッジ
42,44,46 面
48 角部
60 構造
62 基部
64,66,68 面
70,70’ 角
【技術分野】
【0001】
本発明は、異なる平面により組織された二次元ウォールによって構成される緻密要素のシングルパスウィービングに関している。本発明による工程は、三次元形態によって直接配置された平坦な織物の製造を可能にする。本発明による工程のため、いくつかのウォールで編まれた要素の製造において、一つ以上の三面角を備えているタイプのソーイング、または他の結合手段を省くことを可能にしている。
【0002】
本発明は特に、一つ以上の閉ざされた角部を有する折り目の作成、及び壊れやすい及び/または磨耗繊維、特にカーボンのような構成材料の織物の強化に利用される繊維のウィービングに適用する。
【背景技術】
【0003】
ウィービングは、糸の形態で組織された繊維に基づく織物を作るために古代から採用されている。例えば構成材料の強化のような“技術上”として知られた織物のための工程またはその利用の機械化及び自動化に関わらず、現在のウィービング工程は、その当時と同じ基本に基づいており、それ自体は最小の進化を受けている。
【0004】
実際、全ての織布は二つのカテゴリーに分けられた糸の織り合わせを備えている。「縦糸」は織物のセルベッジに平行な糸であり、及びそれらは、「ウィーブ」として知られるレイアウトによる垂直な一連の「横糸」と組み合わされる。最もシンプルな織物は、各横糸が、一つの縦糸から他の縦糸へ裏移りを有するように、縦糸の上及び下を連続的に通る交互のものからなる(プレインウィーブ)。
【0005】
図1に示されるようなウィービング1を実行するために、縦糸2は、互いに平行に、及び織物1の幅以上の同一のサポート、「ルームビーム(loom beam)3」上に巻き上げられる。「縦糸クリール(warp creel)」は、壊れやすい材料におけるこの操作を容易にするために用いられる。横糸4は、縦糸2の間を通過し、それぞれの通過は「ピック」に対応する。ピックのベクトルのタイプにより、縦糸2のウェブ2’はその機械的な抵抗、特に摩擦の抵抗を増加させるために、(例えばドレッシングによって)準備されうる。
【0006】
各ピックの通過は、前記ウェブ2’における「ウィービングシェッド」5を作ることによって、つまり、角のある通過空間5が作られるように、互いに関連して特定の縦糸2を上げること、または下げることによって促進される。ウィービングシェッド5を作り出すために、縦糸2は、ルームビーム3からのウェブ2’に垂直な移動を受けるヒールド6に戻される。異なる機構(フレーム、ジャガード)は、前記所望のウィーブによるウィービングシェッドを作り出す。
【0007】
ピック4の挿入は、異なる工程を利用してなされうる。よく知られた古い工程は、ウェブを交差して、シャトル7の射出を備えている。これはパーン8を保持する工具であり、横糸4の所定の長さの巻きを備えている。
【0008】
前記ビーム6が、前記ウィーブに依存する他のウィービングシェッド5を生み出すために作動される一方で、ピックがウィービングシェッド内を通過するたびに、縦糸2が捕らえられるティースにおけるコーム9は、既に形成された織物1上にそれを詰め込む。
【0009】
特に技術的な織物に対して、複雑な要求は、例えば良好な圧縮または層間剥離に対する抵抗を得るために、より必然の厚さを必要としうる。
【0010】
互いに接続されていない平行な層内で、織物は層がなされるよく知られた重ね合わせは、第1の問題だけを解消する。いわゆる「三次元」ウィービング工程は、結果的として発展され、ウィービング操作に起因する製品は、空間の三つの方向に従って配置された糸のインターレースを備えている。特に、Aerotiss(登録商標)工程は、とりわけ航空機の最先端のスキン層を作るために利用されうる複層のインターレースを有するガラスまたはカーボン繊維を編む。
【0011】
より複雑な形態の一つに対して、ブレイディングが利用されうる。これは適切なマンドレル上の空洞形態内に直接一片を形成する。より単純に、円形ウィービング機が発達され、チューブ状の製品を可能にする。しかしながら、この解法は、著しい角度を有さないジュートバッグタイプの円筒形の形態に対してだけ適用される。
【0012】
それ故、二次元ウォールを有する三次元形態の大多数に対して、時々ジャガードルームにより、前記構造は実質的に平らにされ、それから緻密になるために展開される。この方法はシェイピングソーイングを必要とする。
【0013】
例えば、航空分野において、複合構造は、(同様に「ボックス」という名前で知られる)箱型構造の金属要素を通常に置き換えるために発展される。しかしながら、接合に対して、「角部の補強」(または「角部フィッティング」)は必須であり、形状が単純に見える。図2Aで図示されたよく知られた角部フィッティング10は、例えば、角18の位置で(半立体の)角部の立体角度を形成する実質的に平坦な三つの二次元ウォール12,14,16を備えている。しかしながら、この構造10の強化された織物のプレフォームは、存在する機械の上で、図2Bに示された前記ウォールの「平面の」変形からのみ、及び少なくとも二つの面の間をソーイングする手段によって作られる。
【0014】
現在、ソーイングは、航空学に適用されない機械的振る舞いの問題を引き起こす多かれ少なかれ壊れやすい応用された要素である。加えて、異なる平面による繊維の連続性が保証されないので、前記強化された機能は充分に実現されない。実際に、箱型複合構造に対して、角部フィッティングは金属サポートによって製造される。
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の目的の一つは、既存のウィービング工程のこの不利な点を消すことであり、及び少なくとも一つの角部の角度を備えているウーブン一体鋳造の一部の製造を可能にする。特に、角部フィッティングに対する強化された折り目型の構造が実現される。これは、三つの既存の直交する平面、またはそれ以上を有している金属固定のそれに近い形状を有している。二つの隣接する平面の間の強化された織物繊維の連続性が保証される。
【0016】
本発明により、ウィービングの利用に反して、ピックは横糸、及び縦糸として同時に作用しうる。この新規なウィービング技術は、前記縦糸の連続性、及び前記三次元の折り目を構成する異なる面の間の横糸の連続性を保証する。
【課題を解決するための手段】
【0017】
本発明によると、いったん第1の面が編まれると、前記横糸の非直線の挿入に従う前記第1の縦糸及び前記第2の縦糸によりそれぞれ作り出された二つのウェブ上でウィービングが同時に起こる。横糸(挿入された糸)として最初に作用する糸は、それから縦糸(前記ウィービングシェッドを形成する糸)として作用する。
【0018】
その一態様の下で、本発明はこのように、三次元形態が閉ざされた角部、つまり、六面体から引き出された形態を備えている表面ウォールを配置することによって得られる品目のウィービング工程を考慮する。前記工程は前記ウォールの間、及び前記角部の位置でウィービング糸の連続性を可能にする。
【0019】
本発明によると、六面体から引き出された前記構造の編まれる第1の面は、最初に編まれるために選ばれ、及び前記対応する縦糸のウェブは平面に置かれる。ウィービングは、第2の合せ糸として作用する糸のウェブを形成するために、挿入された横糸は前記ウェブの一つの側面上または二つの側面上で伸長されるという事実を除いて、通常通り実行される。
【0020】
第1の面が編まれると、角度を形成する前記ピックの方向の変化と共に、前記第1のウェブ、及び第2のウェブ上で、ウィービングが実行される。前記ピックは、前記第1の面の二つ、三つまたは四つ側面に従って挿入されるだろう。前記ピックの前記通過に平行に、前記縦糸のウェブにより形成された平面に対して第1の面の裏移り、例えば、前記リッジに近接し、好ましくは直方体が起源である構造に対するこの平面に垂直な表面上での推力による下降がある。ピックが第1の面について完全な「回路」を作るたびに、前記裏移りは実行され、後者のウィービングの完成から可能な裏移りを有している。
【0021】
ウィービング及び裏移りの例は、全ての方向性及びウィーブに従って、及び特に、特に、三面角が選択される場合、糸の連続性を有して角部の立体角を編むために、直角でプレインウィーブを有して、垂直な裏移りを有してなされうる。前記横糸は前記全体の品目の前記ウィービングに対して、好ましくは連続的である。
【0022】
他の態様において、本発明は前記工程によって作られた基本の折り目を考慮する。より一般的には、本発明は、閉ざされた角部を形成するリッジにより互いに接続された少なくとも三つの面を備えているウーブンの基本の折り目に関している。及びウィービングの横糸は、前記表面内で、及び前記リッジの位置で、好ましくは前記リッジに平行に連続である。及び前記横糸は、前記全体の品目のウィービングに対して連続である。
【0023】
本発明による折り目は、角部の立体角度であり、及び、特に、樹脂の注入の後の複合角部フィッティングの製造のための織物の強化として作用する。それは半平行6面体でもありうる。例えば、前記裁断は、角部フィッティングのための強化として作用する三面角を生み出しうる。本発明は同様にそのような角部フィッティングに関連している。
【0024】
本発明の他の特性及び利点は、図示、及び限定しない目的で単に与えられる以下の説明と添付の図面を参照することでより明らかにされるだろう。
【図面の簡単な説明】
【0025】
【図1】既に述べられており、よく知られたウィービング工程を概略的に示している。
【図2A】平面変形での形式上の角部フィッティングの分解図を示している。
【図2B】平面変形での形式上の角部フィッティングの分解図を示している。
【図3A】本発明の実施形態によるウィービングの段階を示している。
【図3B】本発明の実施形態によるウィービングの段階を示している。
【図3C】本発明の実施形態によるウィービングの段階を示している。
【図3D】本発明の実施形態によるウィービングの段階を示している。
【図3E】本発明の実施形態によるウィービングの段階を示している。
【図4A】本発明によるウィービングの二つの代替を示している。
【図4B】本発明によるウィービングの二つの代替を示している。
【図5】本発明によるウィービングにより得られた他の目的物を示している。
【発明を実施するための形態】
【0026】
本発明によると、三次元で編まれた折り目を製造することを可能にしており、前記折り目のそれぞれ隣接する表面の間に糸の連続性を有している。これは特に前記ウィービング以外の段階なしで一つ以上の角部の形成を可能にする。
【0027】
本発明による工程は、ウィービング段階の間に、縦糸のウェブ2’に関連して既に織られた一部2の裏移りを基にしている。裏移りは好ましくは、前記ウェブに垂直な方向に、有利的には水平ウィービングに対して下方に実行される。
【0028】
好ましい実施形態において、本発明による前記工程は、図2に図示された角部フィッティング10、すなわち、三つの軸x、y、zで点を形成する結合点または角部18で混ざるそれぞれの長さX、Y、Zの三つのリッジ10x、10y、10zに従って結合された三つの直交平面を備えている角部の立体角度の前記ウィービングに関係する。平坦で、及びリッジ10zに一致する「バースティング」によって、この形態は、三面体の角の三つの面に一致する三つの直角の部分12,14,16を備えている四角に一致する。他の角度が選択されうることは明らかである。
【0029】
前記ウィービングを実行するために、前記三つの面の一つが、最初に形成されるために選択される。縦糸22のウェブ20は、前記四角のこの部分、例えば、平面x、yによる面12を形成するために配置され、前記ウェブ20の幅Xは、リッジ10xのうちの一つに一致する。有利的に、前記ウェブ20は、単一の連続的な縦糸22から形成される。
【0030】
図3Aにおいて、前記ウィービングは、前記第1の面12を形成するために最初に実行される。前記ウィーブによって、及び直角で図示された場合において、(「第1の」)横糸24は前記縦糸22の上、及び下に連続的に挿入される。これは有利的に、適応されたウィービングシェッドの形成によってなされる。
【0031】
しかしながら、この段階から、二つの他の面の一つ16が提供される。それ故、第1の面12を形成するために使用された前記横糸24を、前記ウェブ20の端の位置で止める代わりに、それらは、他の面14、16を接続するリッジ10zより大きい長さdの一つの辺に沿って延長する。横糸24の前記延長は、それを正しい位置に保つフレーム26に接続される。有利的に、同一の横糸24は、第1の面12の全体のウィービングとして作用し、及び前記横糸24は、それらが回転するフック28によりフレーム26に結合される。
【0032】
結果は、x軸に従って配向され、及び所望の長さの縦糸22によって囲まれ、及び前記縦糸22に対して直角のy軸に従って配向された横糸24によって、長さdで第2の側面に沿って伸長された、x、y平面上に直角で編まれた第1の面12を備えている図3Bに図示された形態である。有利的に、同一の横糸24が利用され、及び前記端のそれぞれの位置で、すなわち、前記フレーム26の、及び後のリッジ10yに反対の面12の自由な端の位置で連続性がある。
【0033】
他の二つの面14,16はこのようにして、同時に編まれる。前記四角の第2の部分16に一致する第2のウェブを形成する前記「第1の」横糸24は、ここから、「第2の」縦糸としてみなされる。「第1の」縦糸22の前記ウェブ20上と同時に、「第2の」ピックによるウィービングは、ウェブ30上でなされるだろう。
【0034】
角部18、及び「浮き彫りに(in relief)」リッジ10zを形成するために、前記ウェブ20,30の平面x、yに関連する第1の面12の裏移りは二つの他の面14,16のウィービングに平行である。有利的に、この段階は、第1の面12のリッジ10x、10yの少なくとも端を覆う面、及び好ましくは全体の表面上の水力によって完成される。深さを下げることは、前記ウィーブの減少の関数である(すなわち、cmあたりの糸の数である)。例えば4スレッド/cmなら、減少に対して1/4cmである。これはウィービングの間に方向zに作用する前記糸の最適化された置き換えを可能にする。
【0035】
前記裏移りは、第1の面12、前記ウェブ20,30の平面x、yに直交する成分を備えており、第2のピックが通過する前、またはいったん前記ピックが通過してからなされうる。例えば、図3Cで図示されたように、第1の例において、前記第2のピック32は、前記二つのウェブ20、30のうちの一つ、具体的にここでは、前記二つの間の前記角部18の位置でそれが到達する方向で、第1の縦糸22の間に形成されたウィービングシェッドの内部に挿入される。前記面12を形成するために利用された糸24と連続である同一の横糸32が好ましくは利用される。必須でないにも関わらず、いったんそれがこの第2の面14を通ると、前記ピック32を詰め込むことは可能である。
【0036】
前記折り目の前記二つの面14,16の間の連続性が、リッジ10z、及び角部18の位置で望まれるので、前記横糸32は、この第1の通過の後で前記第2のピックを形成するのに充分な残りの長さを有している。実際に、前記横糸32はそれから、前に決定された角度で配置された前記他のウェブ30で織り合わされる。ここで、すでに編まれた面12上にピック32の詰め込みが可能である。
【0037】
軸zに従って前記第1の面12の下降は連続化される。図示された前記フレームにおいて、及び角部の立体角度を形成するために、z軸に従う唯一つの成分が提供される。しかし、これはもちろん修正されうる。平行に、前記ピック32の詰め込みが実行される。これは、前記二つの先行する詰め込みが必要な場合にのみに実行される理由である。前記糸の規則性を最適化するために、前記二つのウェブ20,30を通過するとき、前記ピック32を詰め込むことが好ましく、及びいったん高さの裏移りが前記成形を完璧にするために完成される。
【0038】
結果は、第1の面12と、及び第1の面12の糸22,24のうちの一つより上に決定された角度を有するウーブン糸32と、を備えている形態である。二つのリッジ10x、10yはこのようにして形成される。加えて、前記角部18は閉ざされる。垂直な糸32は連続的である。第3のリッジ10zのプレフォームが形成される。
【0039】
前記工程は、角部の立体角度を得るために、前記縦糸の減少の厚さの第1の面の低下のたびに繰り返される。
【0040】
代替により、前記手順は、前記第2のピック32の通過の前に、編まれた第1の面12の高さで裏移りまたは低下を備えている。例えば、推力の手段は、そのウィービングが完成すると、図3Bで図示された段階のレベルで、面12に配置される。前記ウィーブの減少に対応する高さにより前記ウェブ20,30の面12を裏移りさせ、それから、第2のピック32は、前記張り出しているウェブ20,30内を通過し、このようにして詰め込まれる。この実施形態は、前記ウィービングシェッドの形成様式、及び前記リッジの位置で所定の角度に従って推奨されうる。
【0041】
適切な裁断の後で、結果物は、図3Eで図示された、互いに直角の三つの面42,44,46が、角部48において互いに結合している三つのリッジ40x、40y、40zの位置で接続され、及び編まれた基本の折り目40である。ウィービングの横糸50は、リッジ40x、40y、40zに平行であり、及び前記横糸50は面42、44、46の間で連続的である。
【0042】
本発明による工程において、前記面12の他の側面上の第1の合せ糸(図4A)の前記ウェブ20’上で、前記ウィービングを続けることにより、三つまたは四つの角度を閉ざすことを可能にする。前記最初のウェブ20に関連して先行する30(図4B)と向かいあって、第2の合せ糸の第2のウェブ30’を生み出すことも同様に可能である。
【0043】
四つの角度が形成される場合(図3G)、いったん四つの面が通されると、戻ってくる前記ピック32’を有することにより、それらのうちの一つ18’を開放したままにすることが可能である。または、同一の方向に従う前記ピックを有することにより、この角部18’を閉じることも同様に可能である。
【0044】
基部62及び三つの連続的な直交する面64、66、68を備えている構造60を作ることが可能である。これは角部フィッティング10を作るために特に有利的である。図5を参照して、形成された前記構造60は、二つの角部の角70、70’を形成するために、二つの対向面64,68に平行に、二つに裁断される。同一のオプションが四つの面及び基部と共に、半平行6面体に対して提供される。
【0045】
角部の立体角度と共に述べられたにも関わらず、他の可能性が実施可能である。特に、前記第1の面12を斜めに裏移りさせ、互いに非直角な面12、14、16を形成すること、例えば、鋭角のピラミッドを形成することは可能である。前記第1の面12上で直角にウィービングを実行しないことは同様に可能である。
【0046】
結果としての各部40の利用に従って、特に、構成構造を強化するために、カーボン糸の利用の場合に、横糸24、32に対して、前記ウィービング工程のはじめから最後まで連続的とすることは可能である。有利的に、前記ピックの挿入は、前記糸の連続性を保証するために、シャトルを備えている挿入システム、またはそれを基本にしたシステムの存在と共に機械化される。
【0047】
同様に、いったん全体の角度が完成されると、進行させるために、各ピックのコームの詰め込みに対して、異なる面に対して単一化されることは好ましい。それ故、前記第1の面に関連する前記横糸の平行な配向は、最適化される。
【0048】
本発明による工程に起因して、図2による角部フィッティング10対して、基本の折り目40が製造される。6000、12000、及び24000のフィラメントを備えているカーボン糸と共に、それぞれの次元は400×220×200mmのオーダである。
【0049】
より一般的に、本発明による前記工程は、非直線的な挿入に起因して、前記糸が連続化されうる一つまたはいくつかの角部を提供する。これは、存在する三次元機器はただ「濃密な」(立方体、シリンダー型)またはプロファイルされた形態(T、H、E、…)を製造するだけなので、特に有利的である。ここで、これは二次元ウォールを有する三次元形態を製造することについてである。加えて、このシステムは、糸の連続性に関する必要性に応える。同様に、z軸に従った移動は、三次元の折り目の形態と共に結合し、そのようにして、そのウィービングの段階の間に、その製造を非常に強化させる。
【符号の説明】
【0050】
1 織物
2 縦糸
2’ ウェブ
3 ルームビーム
4 ピック
6 ヒールド
7 シャトル
8 パーン
9 コーム
10 角部フィッティング
10x、10y、10z リッジ
12,14,16 二次元ウォール
18 角部
20、20’ ウェブ
22 縦糸
24 横糸
26 フレーム
28 フック
30、30’ ウェブ
32、32’ ピック
40 折り目
40x、40y、40z リッジ
42,44,46 面
48 角部
60 構造
62 基部
64,66,68 面
70,70’ 角
【特許請求の範囲】
【請求項1】
角部(48)で共に結合している三つのリッジ(40x、40y、40z)によって互いに接続された第1の面(42)、第2の面(44)、及び第3の面(46)を備えている二次元ウォールと共に、三次元構造(40)を作るためのウィービング工程であって、前記ウィービングの横糸(50)の糸は、面(42、44、46)の間で連続であり、前記工程は、
a.前記第1の面(42)のウィービングを対象とした縦糸のウェブ(20)を配置する段階と、
b.前記第1の面(12)を形成するために、第1の合せ糸(24)により前記ウェブをウィービングする段階であって、前記横糸(24)は、前記第2の面(46)に第2の合せ糸(24)のウェブ(30)を形成するため、第1の面(12)の端の上で延長されている段階と、
c.前記第1の面が編まれると、前記第1の面(12)について角度(48)を形成する連続的な糸(32)を得るために、この順序または逆の順序で、第1の合せ糸(22)の前記ウェブ(20)、及び第2の合せ糸(24)の前記ウェブ(30)内に第2の合せ糸(32)を挿入する段階と、
d.前記第2の合せ糸(32)により形成された織物の厚さ(12)より大きいか、または等しい距離まで、第1の面(12)のウェブ(20、30)に対して垂直成分(z)を備えている方向に裏移りする段階と、
e.前記第2及び第3の面を形成するために、二つの後者の段階(c、d)を繰り返す段階と、
を備えている工程。
【請求項2】
前記第1の面(12)が編まれると、角度(18)を形成する前記第2の合せ糸(32)の挿入に先立って、前記第2の合せ糸(32)により形成された織物の厚さ(12)より大きいか等しい距離まで、第1の面(12)のウェブ(20、30)と共に垂直成分(z)を備えている方向に裏移りする段階を備えている請求項1に記載の工程。
【請求項3】
構造(60)は四つの面、及び第2の角部を備えており、及び、第3の段階c.の間に、前記第1の面(12)の他の側面上で、前記第2の合せ糸(32)は、第1の合せ糸(20)の内部に、それから第2の合せ糸(30)の内部に、それから第1の合せ糸(20’)の内部に挿入されることによって、前記二つの角部を形成する請求項1または2に記載の工程。
【請求項4】
前記構造(60)は追加の面、及び追加の角部を備えており、さらに、第2の段階b.の間に、前記第1の面(12)の他の側面上で、前記第2の横糸(24)が伸長する段階と、前記第3の段階c.の間に、前記第2の合せ糸(32)が、前記第1の面(12)の他の側面上で、第2の合せ糸(30)のウェブの内部に、それから第1の合せ糸(20)のウェブの内部に、それから第2の合せ糸(30’)のウェブの内部に、挿入されることによって追加の角部を形成する段階と、を備えている請求項1ないし3のいずれか一項に記載の工程。
【請求項5】
第1の面(12)のウィービングは、直角ウィーブによって実行される請求項1ないし4のいずれか一項に記載の工程。
【請求項6】
前記ウェブ(20、30)に関連する前記第1の面(42)の裏移りの段階は、少なくとも前記第1の面(12)の表面のリッジ(10x、10y)、及び好ましくは全ての表面の位置で与えられる推力よりなる請求項1ないし5のいずれか一項に記載の工程。
【請求項7】
前記推力は、前記ウェブ(20、30)の前記平面に対して直角に下向きで与えられる請求項6に記載の工程。
【請求項8】
各横糸(24、32)は連続的である請求項1ないし7のいずれか一項に記載の工程。
【請求項9】
前記第1の合せ糸(24)は、前記第2の合せ糸(32)、及び縦糸(20)と単一である請求項8に記載の工程。
【請求項10】
基本の折り目(40)であって、三つの隣接するリッジ(42、44、46)で角部(48)を形成するために、端で互いに接続された少なくとも三つの面(42、44、46)を備えており、前記三つの面(42、44、46)は編まれており、前記ウィービングの糸(50)は三つの面の間で連続的であり、及び前記横糸は前記全体の品目のウィービングに対して連続である折り目。
【請求項11】
前記三つの面(42、44、46)は角部の立体角度を形成する請求項10に記載の折り目。
【請求項12】
前記ウィービングの横糸(50)は前記リッジ(40x、40y、40z)に平行である請求項10または11に記載の折り目。
【請求項13】
少なくとも一つの第4の面をさらに備えており、前記糸は前記第4の面の間で連続である請求項10ないし12のいずれか一項に記載の折り目。
【請求項14】
請求項10ないし13のいずれか一項に記載の折り目と、それを充填する樹脂を備えている角部フィッティング(10)。
【請求項1】
角部(48)で共に結合している三つのリッジ(40x、40y、40z)によって互いに接続された第1の面(42)、第2の面(44)、及び第3の面(46)を備えている二次元ウォールと共に、三次元構造(40)を作るためのウィービング工程であって、前記ウィービングの横糸(50)の糸は、面(42、44、46)の間で連続であり、前記工程は、
a.前記第1の面(42)のウィービングを対象とした縦糸のウェブ(20)を配置する段階と、
b.前記第1の面(12)を形成するために、第1の合せ糸(24)により前記ウェブをウィービングする段階であって、前記横糸(24)は、前記第2の面(46)に第2の合せ糸(24)のウェブ(30)を形成するため、第1の面(12)の端の上で延長されている段階と、
c.前記第1の面が編まれると、前記第1の面(12)について角度(48)を形成する連続的な糸(32)を得るために、この順序または逆の順序で、第1の合せ糸(22)の前記ウェブ(20)、及び第2の合せ糸(24)の前記ウェブ(30)内に第2の合せ糸(32)を挿入する段階と、
d.前記第2の合せ糸(32)により形成された織物の厚さ(12)より大きいか、または等しい距離まで、第1の面(12)のウェブ(20、30)に対して垂直成分(z)を備えている方向に裏移りする段階と、
e.前記第2及び第3の面を形成するために、二つの後者の段階(c、d)を繰り返す段階と、
を備えている工程。
【請求項2】
前記第1の面(12)が編まれると、角度(18)を形成する前記第2の合せ糸(32)の挿入に先立って、前記第2の合せ糸(32)により形成された織物の厚さ(12)より大きいか等しい距離まで、第1の面(12)のウェブ(20、30)と共に垂直成分(z)を備えている方向に裏移りする段階を備えている請求項1に記載の工程。
【請求項3】
構造(60)は四つの面、及び第2の角部を備えており、及び、第3の段階c.の間に、前記第1の面(12)の他の側面上で、前記第2の合せ糸(32)は、第1の合せ糸(20)の内部に、それから第2の合せ糸(30)の内部に、それから第1の合せ糸(20’)の内部に挿入されることによって、前記二つの角部を形成する請求項1または2に記載の工程。
【請求項4】
前記構造(60)は追加の面、及び追加の角部を備えており、さらに、第2の段階b.の間に、前記第1の面(12)の他の側面上で、前記第2の横糸(24)が伸長する段階と、前記第3の段階c.の間に、前記第2の合せ糸(32)が、前記第1の面(12)の他の側面上で、第2の合せ糸(30)のウェブの内部に、それから第1の合せ糸(20)のウェブの内部に、それから第2の合せ糸(30’)のウェブの内部に、挿入されることによって追加の角部を形成する段階と、を備えている請求項1ないし3のいずれか一項に記載の工程。
【請求項5】
第1の面(12)のウィービングは、直角ウィーブによって実行される請求項1ないし4のいずれか一項に記載の工程。
【請求項6】
前記ウェブ(20、30)に関連する前記第1の面(42)の裏移りの段階は、少なくとも前記第1の面(12)の表面のリッジ(10x、10y)、及び好ましくは全ての表面の位置で与えられる推力よりなる請求項1ないし5のいずれか一項に記載の工程。
【請求項7】
前記推力は、前記ウェブ(20、30)の前記平面に対して直角に下向きで与えられる請求項6に記載の工程。
【請求項8】
各横糸(24、32)は連続的である請求項1ないし7のいずれか一項に記載の工程。
【請求項9】
前記第1の合せ糸(24)は、前記第2の合せ糸(32)、及び縦糸(20)と単一である請求項8に記載の工程。
【請求項10】
基本の折り目(40)であって、三つの隣接するリッジ(42、44、46)で角部(48)を形成するために、端で互いに接続された少なくとも三つの面(42、44、46)を備えており、前記三つの面(42、44、46)は編まれており、前記ウィービングの糸(50)は三つの面の間で連続的であり、及び前記横糸は前記全体の品目のウィービングに対して連続である折り目。
【請求項11】
前記三つの面(42、44、46)は角部の立体角度を形成する請求項10に記載の折り目。
【請求項12】
前記ウィービングの横糸(50)は前記リッジ(40x、40y、40z)に平行である請求項10または11に記載の折り目。
【請求項13】
少なくとも一つの第4の面をさらに備えており、前記糸は前記第4の面の間で連続である請求項10ないし12のいずれか一項に記載の折り目。
【請求項14】
請求項10ないし13のいずれか一項に記載の折り目と、それを充填する樹脂を備えている角部フィッティング(10)。
【図1】

【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図3D】
【図3E】
【図4A】
【図4B】
【図5】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図3D】
【図3E】
【図4A】
【図4B】
【図5】
【公表番号】特表2010−507732(P2010−507732A)
【公表日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2009−533839(P2009−533839)
【出願日】平成19年10月25日(2007.10.25)
【国際出願番号】PCT/EP2007/061459
【国際公開番号】WO2008/049877
【国際公開日】平成20年5月2日(2008.5.2)
【出願人】(501446228)エアバス・フランス (93)
【Fターム(参考)】
【公表日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成19年10月25日(2007.10.25)
【国際出願番号】PCT/EP2007/061459
【国際公開番号】WO2008/049877
【国際公開日】平成20年5月2日(2008.5.2)
【出願人】(501446228)エアバス・フランス (93)
【Fターム(参考)】
[ Back to top ]