
上包み包装方法及び装置
【課題】直方体形状の被包装品を一枚のフィルムで上包みする包装方法において、上包みが嵩張らないようにし、かつ、底面の隙間を極力小さくした上包み包装方法を提供することを目的とする。
【解決手段】包装フィルム1個分の四隅をカットすると共に該フィルムを被包装品に胴巻き後、両端面を左右から折り込んでフラップを底面に折り込む工程からなる被包装品の上包み包装方法において、四隅のカットが両端面を折り込んだ時、該折り込んだ左右の包装フィルム先端同士が重ならない形状でカットする。
【解決手段】包装フィルム1個分の四隅をカットすると共に該フィルムを被包装品に胴巻き後、両端面を左右から折り込んでフラップを底面に折り込む工程からなる被包装品の上包み包装方法において、四隅のカットが両端面を折り込んだ時、該折り込んだ左右の包装フィルム先端同士が重ならない形状でカットする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、平板状の直方体形状の菓子等の上包み包装方法及び装置に関する。
【背景技術】
【0002】
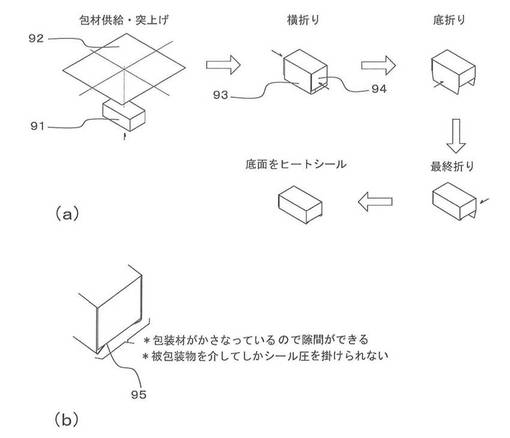
従来、ビスケット等平板状の直方体形状の菓子等は、図10(a)に示されるように、菓子等の扁平直方体状の被包装品91は、包装紙(フィルム等)92に対して、下から突き上げて上包みとし、側面93及び端面94を折り込んで、側面93の長い部分(被包装品よりはみ出た分)を交互に底折りし、底面をヒ−トシールして上包みを完成させていた。
【0003】
しかし、このように、上記包装紙92が長方形の場合、上記側面フィルムの底折りに先立つ該フィルムの端面折りの時、必ず図10(b)に見られる如く、底面の端部付近に包装フィルムが二重に重なる部分が生じるので、この部分が包装後自然に開いてきたり、剥がれやすくなったりする。そして、該箇所に僅かな空間が生じ、該空間から虫やゴミ等の異物が混入したりして、商品の品質を悪くする欠点があった。また、折り込んでからシールするので、被包装物を介してしかシール圧が掛けられないので、シールが不十分になる欠点があった。
【0004】
また、上記端面折りの時、前記胴巻きしたフィルムの端面側を完全にシールして密封してから底面に折り込む方法もある(下記特許文献参照)。
しかし、この完全密封型は、虫等の異物の混入は防げるが、端面の底折り部分が嵩張るので、菓子等の商品としての見栄えが悪くなり、また、開封時袋を破る手間も掛かるので、商品価値が落ちる欠点がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−75365号公報
【特許文献2】特開2002−120866号公報
【特許文献3】特開2000−168716号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明は、直方体形状の被包装品を見栄えよく一枚のフィルムで上包みする包装方法において、側面フィルムの底折り(胴巻き)后底面フィルムを重ねてシールする時、それに先立つフィルムの端面折りの時に該端面折りの二重に重なる部分を無くし、端面フィルムを底面に折り込んだ時、上包み全体が嵩張らないようにし、かつ、底面での上記フィルム間の隙間を極力小さくした上包み包装方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の上包み包装方法は、包装フィルムを被包装品の1個分の長さでカットし、四隅をカットすると共に、該1個分のフィルムを被包装品に胴巻き後、両端面を左右から折り込んで上下フラップを形成し、該フラップを下方に折り曲げて該フラップの重なり部分をシールし、さらに底面に折り込む工程からなる被包装品の上包み包装方法において、上記四隅のカットが、上記両端面を折り込んだ時、該折り込んだ左右の包装フィルムの先端同士が重ならない形状でカットすることを特徴とする。
さらに、前記折り込んだ左右のフィルムの先端同士の間隔が限りなく近接している形状で前記フィルムの四隅をカットしたことを特徴とする。
またさらに、前記被包装品が、平板状形の菓子等の食品であることを特徴とする。
【0008】
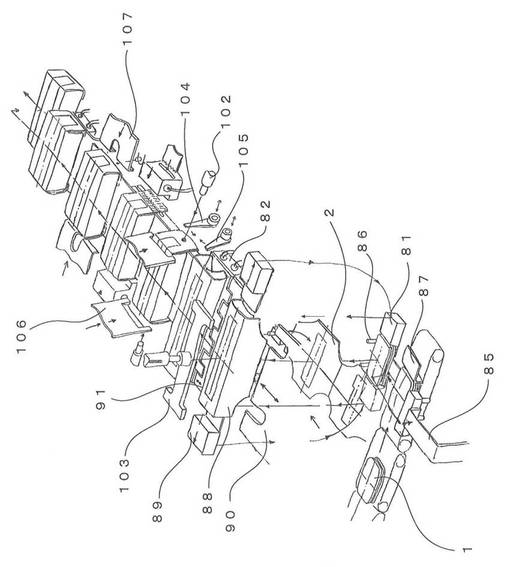
あるいは、本発明の上包み包装装置は、扁平直方体形状の菓子等の被包装品を搬送する供給コンベア、包装フィルム供給装置、上記被包装品供給コンベアから1枚にカットされた包装フィルムに被包装品を供給して上包みする包装ライン、該被包装品を該フィルムで胴巻きする底折り板、該胴巻きされた底面のフィルムをヒートシールするヒートシーラー、上記胴巻き后、被包装品の両端面部のフィルムを左右に折り込む折込爪、上記端面のフィルムの左右折り込み后の上記端面のフィルムを上下に折り下げる折り下げ板、及び該上下に折り下げられたフィルムのフラップを底面に折り込む底面折り込み板を有する上包み包装装置において、前記1枚にカットされた包装フィルムの形状が四隅をカットされ、該四隅を切り欠いた形状であって、上記四隅のカットが折込爪により両端面部のフィルムを左右に折り込んだ時該折り込んだ左右の包装フィルムの先端同士が重ならない形状でカットされていることを特徴とする。
【0009】
さらに、前記被包装品の端面のフィルムを左右折り込み后、前記フラップを底面に折り込む前であって該端面のフィルムを折り下げ板で上下に折り下げた状態で、端面に折り込まれた上下のフラップを横シールするフラップ・ヒーターをさらに設けたことを特徴とする。
【発明の効果】
【0010】
本発明の上包み包装方法は、袋状の完全密封ではなく、1枚のフィルム(包装紙)で胴巻き後端面に形成されたフィルムのフラップを底面に折り込む簡易型上包み包装方法において、該底面に折り込む左右の端面フラップに重なりが生じないようにしたので、包装後の密封性が向上した。
また、袋状の完全密封型に比較し、嵩張らないので見栄えがよく、かつ、従来の1枚上包み方法より底面に生じる隙間が極力小さいものとなったので虫やゴミ等の異物が入り込む可能性が低くなった。特に、菓子等の場合、上記虫やゴミ等の混入は致命的となるので、上記見栄えがよく、かつ、本発明の密封性が向上するという効果は顕著なものである。
【図面の簡単な説明】
【0011】
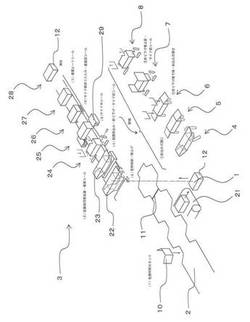
【図1】本発明の上包み包装方法の実施例を説明する図である。
【図2】図1の細部の説明図である。
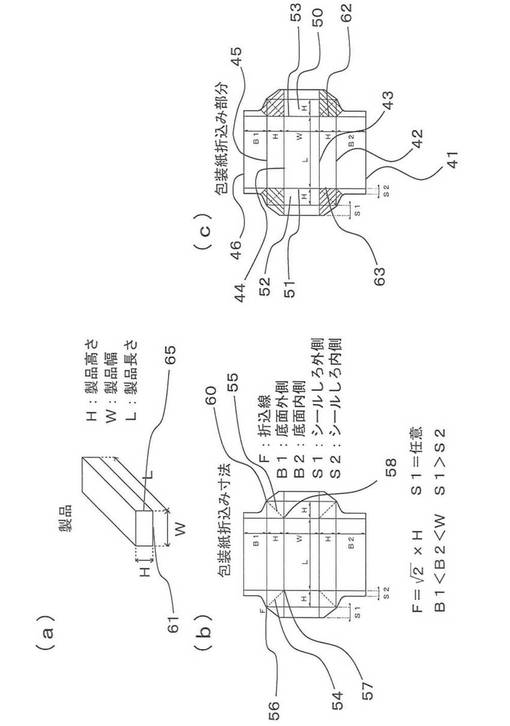
【図3】包装フィルムのカット形状を説明する図である。
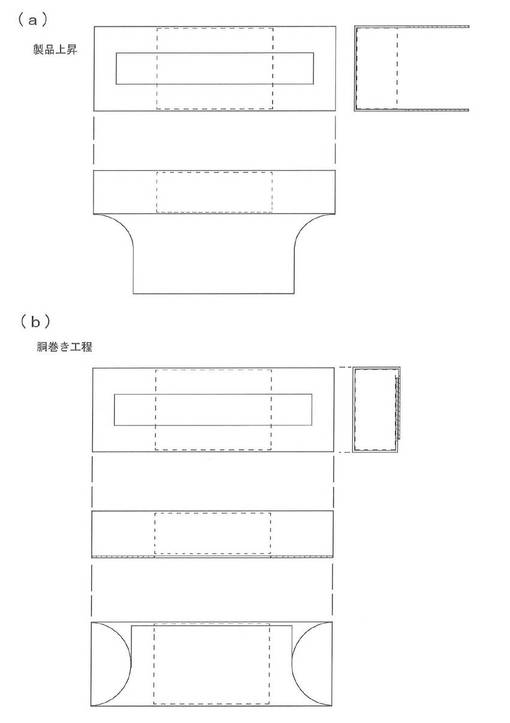
【図4】図1における被包装品が上昇して包装フィルムが胴巻きされる工程の説明用3面図である。
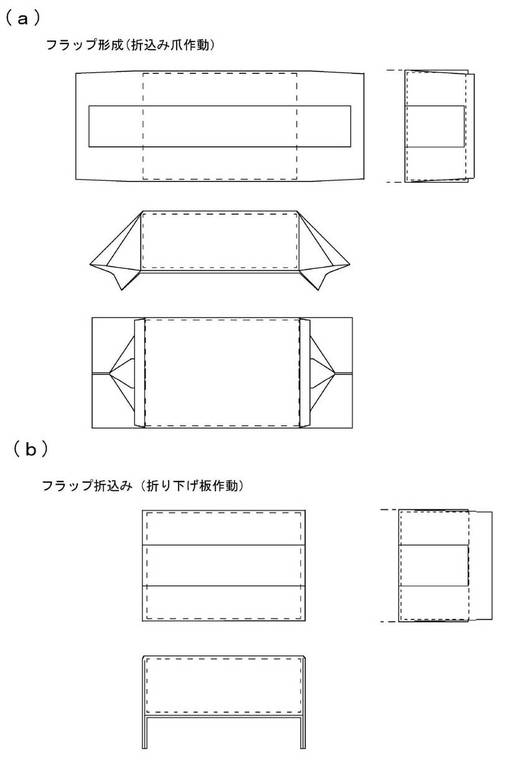
【図5】図1における被包装品の端面に対して包装フィルムのフラップを形成し、該フラップを折り込む工程の説明用3面図である。
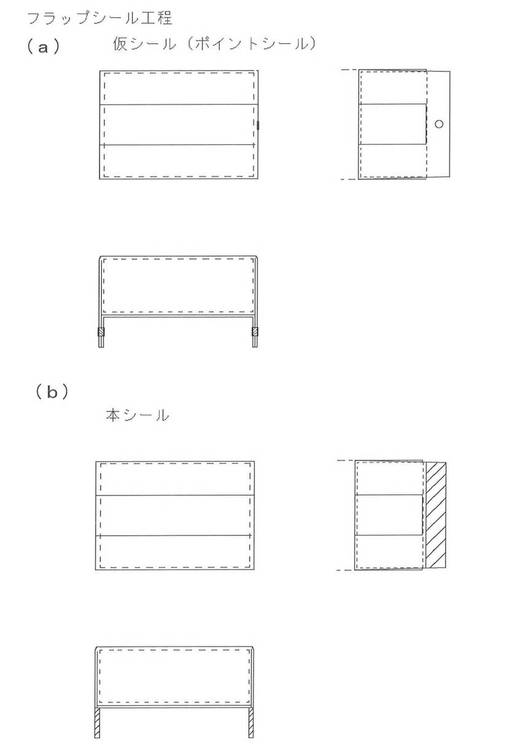
【図6】図1における被包装品の端面に対して包装フィルムのフラップを仮シールし、さらに本シールする工程の説明用3面図である。
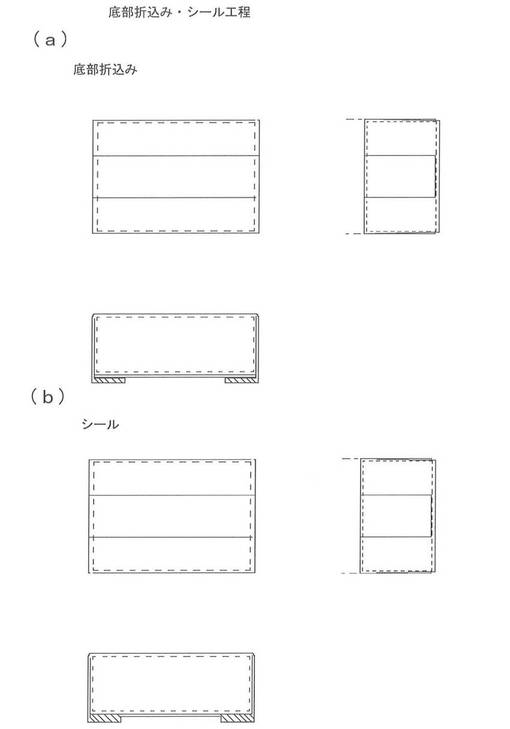
【図7】同じく図1における被包装品の端面に対する包装フィルムのフラップを底部に折り込み、シールする工程の説明用3面図である。
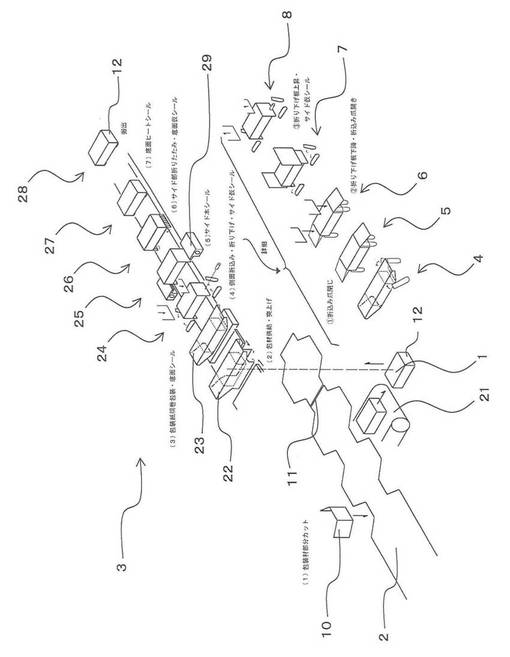
【図8】本発明の上包み包装方法に用いられる包装装置の詳細な実施例を説明する図である。
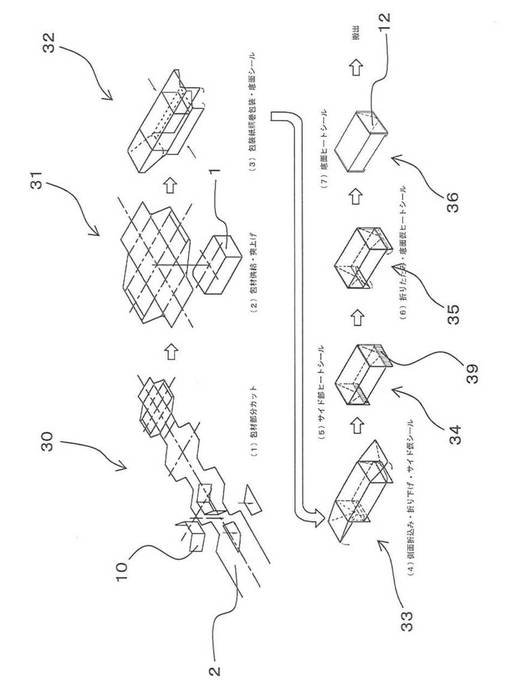
【図9】本発明の上包み方法の途中過程の外観図である。
【図10】従来の簡易型上包み方法を示す図である。
【発明を実施するための形態】
【0012】
以下、図1,図2により、本発明の上包み包装方法の実施例を説明する。なお、図9に本発明の上包み方法の途中過程の外観図を示す。
図1において、本発明の被包装物搬送装置(コンベア)21は、包装フィルム、又は包
装紙(以下、包装フィルムという。)2の搬送経路と対向する位置にあり、被包装物1を横方向に搬送するコンベア21と上方向に搬送するリフト等を備えている。被包装物1は、コンベア21によって包装フィルム供給位置の下部まで搬送された後、リフトによって持ち上げられ、包装フィルム供給位置において包装フィルム2が胴巻きされる。
【0013】
図1において、被包装物搬送装置は、包装フィルム2の搬送経路と直交する位置にあり、被包装物1を横方向に搬送するコンベア21、上方向に搬送するリフト(図示せず)等を備えている。被包装物1は略扁平直方体の菓子等であり、コンベア21によって包装フィルム供給位置の下部(直交する交叉位置)まで搬送された後、リフトによって持ち上げられ、包装フィルム供給位置において包装フィルム2が被包装品1に胴巻きされる。包装フィルムは、上記包装フィルム供給位置に達する前に、カッター10により側面に凹状の切り欠きが形成されている。カットは、図1の11の線でカットされ、該1枚のフィルムにカットされた時四隅に凹部切り掛け部が形成される図3の形状になる。
【0014】
図1に示される包装フィルム折込シール装置3は、包装フィルム2が胴巻きされた被包装物1を搬送しながら折り込みシールする工程22〜28を備えている。本発明の上包み包装方法は、この包装フィルム折込シール装置3において、被包装物1に包装フィルム2を工程毎に折り込みシールすることにより、図2の36に示すような被包装物の上包み包装を完成する装置である。
【0015】
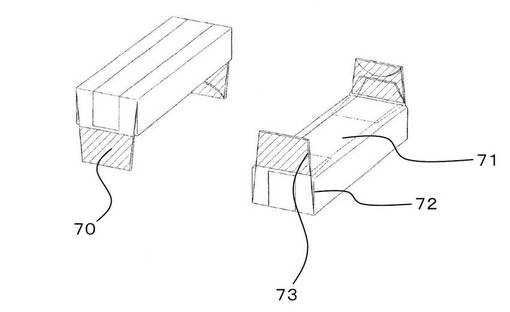
なお、上記包装フィルム折込シール装置による上包み工程の途中の状態が図9に示される。図9は、包装フィルムの胴巻き後、端面フィルムを左右から折り込んで、その後生じるフィルム・フラップ70を端面下方に折り込んでヒートシールした状態を示す。その後、上記フィルム・フラップ70は、底面71に折り込まれ、ヒートシールされて包装が完成する。
【0016】
上記のように、包装フィルムは上記包装フィルム供給位置において側端11が1枚分にカットされ、被包装物1が下から押し上げられて工程22において被包装品に胴巻きされる。工程23では上記胴巻きされた底面の包装フィルムの底面シールが行われる。次いで端面12(図1)の左右が内側に折り込まれ(工程24)、次いで上部包装フィルムが折り下げられ、サイドシール(端面シール)が行われる(工程25)。なお、上記端面処理の詳細が図1の工程4〜8に示される。
【0017】
以下、詳細に説明すると、包装フィルム(または、包装紙)2は、図示されぬフィルムリールから供給され、被包装品(例えば、平板状、または扁平状直方体菓子)を包装する所定の長さ及びその四隅を図3(b)に示す如き形状に切断されて、繰出し位置に繰り出される。
【0018】
本発明の上包み包装工程は、以下のようになされる。
1)例えば、平板状形の菓子等の被包装品1が、供給コンベア21にて搬送され、包装ライン3に供給される。
2)該供給は、製品ストッパー87(図8参照)によって停止した被包装品1を供給プッシャー85(図8)により、横支え板81(図8)に押し出し、該横支え板81を突き上げることにより、包装ラインに供給される。
3)包装フィルム2が供給されると、上抑え板88(図8)で包材を挟み、ずれないように横支え板89(図8)の位置に上昇させる。
4)底折り板90(図8)、第2底折り板91で底面を両方から折り込み、胴巻きして包材を仮シールする。
5)底面をヒートシールする。
6)両端面部を折込爪104,105(図8)を回転させて折り込み(図1の工程4,
5)、その後折り下げ板106(図8)を折り下げて、ポイント・ヒーター102(図8)で仮シールする。
7)フラップ部(図2の39)を折り込み(図1の工程6)、フラップ・ヒーター29(図1)で仮シールを行う(図1の工程25)。
8)上記フラップを折り込み板107(図8の107)で底面に折り込む。
9)図示せぬ底面ヒーターで底面の最終ヒートシールを行う(図1の工程27)。
10)搬出コンベアにて搬出する(図1の工程28)。
【0019】
上記包装紙、又は包装フィルム2が被包装品(例えば、扁平状直方体菓子)を包装する所定の長さ及び四隅を図3(b)に示す如き形状に切断する場合の該フィルム切断状態について、以下図3により説明する。
【0020】
図3(a)に被包装品の形状・寸法を示す。被包装品は、図3(a)に示す如く、直方体が想定されるが、本発明はこれに限らず、端面が六角形状や楕円状のものにも応用が可能である。従って、被包装品は略直方体形状のものと定義される。
【0021】
図3(a)において、H,W,Lは、それぞれ被包装品の高さ、幅、長さを示す。
図3(b)は、上記被包装品を上包みする包装紙、または包装フィルムの形状を示す。図3(b)において、Fは折り込み線、B1は底面外側、B2は底面内側、S1はシールしろ外側、S2はシールしろ内側を示す。
【0022】
図3(c)には、該包装フィルムの上包みにおいて折り込まれる部分の説明図を示す。
まず、図1の工程22において、被包装物はフィルムに対して下から持ち上げられて当接し、図3(c)の折れ線43,44の箇所で被包装品に胴巻きされ、底面で仮シールされる。
この時、まだ左右のフラップ部50,52も胴巻き状態であって、折り込まれていない。
【0023】
次いで、図1の工程4で折込爪104,105(図8)が内側に閉じて、図3(c)の斜線の部分を折り込む。
この時、包装フィルム2は、予め被包装品の底側コーナー57,58(図3(b))から斜め上方45°の角度で仮想線54,55を引き、該仮想線54,55と前記フィルムの外郭線との交点56,60との距離が√2Hとなるように上記外郭線を定め、該外郭線によって図1のカッター10により前記包装フィルム2をカットしておく。
【0024】
上記フィルムのカット形状は、上記折込爪104,105(図8)により被包装品の端面で上記胴巻き状態の包装フィルムが折り込まれると、その左右の折り込まれたフィルムの先端同士が折り込まれた位置で一致する形状となる。なお、図3(c)において、Lは前記のように、被包装品の長さである。図3の実施例においては、Wは被包装品の幅であって、この実施例では、W=2Hの関係にある。
また、W≧2Hの場合や、W≦2Hの場合は、前記45°の角度を45°以上(例えば、60°)にしたり、45°以下(例えば、30°)にしたりしてもよい。必要なことは、上記端面の折込のとき、左右の折り込まれたフィルムの先端同士ができるだけ接近して重ならないように、前記フィルムの四隅のカット形状を定めることである。
また、上記の如く、被包装品の底側コーナー57,58(図3(b))から斜め上方45°の角度で仮想線を引き、図1のカッター10により前記包装フィルム2をカットしておくと、前記左右に折り込んだフィルム・フラップの端面左右の側面(図9の73)が丁度被包装品の端面の側面(図9の72)に一致し、きれいな包装が行われる。このような包装は、通常行われる包装方法であり、W≧2Hの場合や、W≦2Hの場合も、該折り込んだときの端面左右のフラップ側面が被包装品の端面の側面に一致するように、折り込み
角度や、前記折り込み位置が調整される。
【0025】
図3(c)の線51,53,42,43で囲まれた矩形部分が被包装品の上面を覆うように上包みされる。また、同幅の線42,43で囲まれた部分及び線44,45で囲まれた矩形部分が被包装品の側面を覆う部分になる。
前記のように、折込爪により被包装品の端面で上記胴巻き状態の包装フィルムが折り込まれる場合、その左右のフィルムの先端同士が折り込まれた位置で一致する位置となる。また、該先端部分は、被包装品の端面の底のライン(図3(a)の61)に一致するように折り込まれる。このようにすると、フラップ50,52(図3(c))の端面を覆う側面(例えば、図3(c)の62,63)が、前記の如く、端面の左右側面(図3(a)の65)に一致して折り込まれることになる。
【0026】
図4〜図7は、上記各工程における包装フィルムの3面図を示す。
図4(a)は、図1の工程22における被包装品が上昇して、図4(b)に示す如く、胴巻きされる図面を示す。
図5は、図1の工程4,5の端面におけるフラップの折り込み状態(図5(a))、フラップ折り下げ状態(図5(b))を示す。
【0027】
図6は、図1の工程8の端面(サイド)の仮シール(図6(a))、及び図1の工程25の端面(サイド)の本シール(図6(b))の3面図を示す。
図7は、図1の工程26の底部折り込み(図7(a))、及び図1の工程27の底部ヒートシール(図7(b))を示す。
【産業上の利用可能性】
【0028】
この発明の上包み方法は、従来の袋状の完全密封型に比較し、嵩張らないので見栄えがよく、商品価値が高い。
また、このような簡易型(非密封型)1枚フィルムによる従来の上包み方法と比較して本発明の簡易型上包み方法は、底面のフィルムの重なりを無くしたので該底面にシール後生じる隙間が極力小さいものとなり、虫やゴミ等の異物が入り込む可能性が低くなった。特に、菓子等の場合、上記虫やゴミ等の混入は致命的となるが、上記見栄えがよく、かつ、本発明の密封性が向上するという点で、この発明の上包み方法及び装置の産業上の利用性は高い。
【符号の説明】
【0029】
1 被包装品
2 包装フィルム
4 端部折り込み開始工程
5 端部折り込み爪閉じ工程
6,7 端部折り下げ工程
8 端部折り下げ板上昇及び端部シール工程
10 カッター
11 フィルム横切断部
12 端面
22 包材供給・突き上げ工程
23 包装フィルム胴巻き工程
24,25 端面処理工程
26 端面折りたたみ・シール工程
27 底面シール工程
89 横支え板
90 底折り板
104,105 折込爪
106 折り下げ板
107 折り込み板
【技術分野】
【0001】
この発明は、平板状の直方体形状の菓子等の上包み包装方法及び装置に関する。
【背景技術】
【0002】
従来、ビスケット等平板状の直方体形状の菓子等は、図10(a)に示されるように、菓子等の扁平直方体状の被包装品91は、包装紙(フィルム等)92に対して、下から突き上げて上包みとし、側面93及び端面94を折り込んで、側面93の長い部分(被包装品よりはみ出た分)を交互に底折りし、底面をヒ−トシールして上包みを完成させていた。
【0003】
しかし、このように、上記包装紙92が長方形の場合、上記側面フィルムの底折りに先立つ該フィルムの端面折りの時、必ず図10(b)に見られる如く、底面の端部付近に包装フィルムが二重に重なる部分が生じるので、この部分が包装後自然に開いてきたり、剥がれやすくなったりする。そして、該箇所に僅かな空間が生じ、該空間から虫やゴミ等の異物が混入したりして、商品の品質を悪くする欠点があった。また、折り込んでからシールするので、被包装物を介してしかシール圧が掛けられないので、シールが不十分になる欠点があった。
【0004】
また、上記端面折りの時、前記胴巻きしたフィルムの端面側を完全にシールして密封してから底面に折り込む方法もある(下記特許文献参照)。
しかし、この完全密封型は、虫等の異物の混入は防げるが、端面の底折り部分が嵩張るので、菓子等の商品としての見栄えが悪くなり、また、開封時袋を破る手間も掛かるので、商品価値が落ちる欠点がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−75365号公報
【特許文献2】特開2002−120866号公報
【特許文献3】特開2000−168716号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
この発明は、直方体形状の被包装品を見栄えよく一枚のフィルムで上包みする包装方法において、側面フィルムの底折り(胴巻き)后底面フィルムを重ねてシールする時、それに先立つフィルムの端面折りの時に該端面折りの二重に重なる部分を無くし、端面フィルムを底面に折り込んだ時、上包み全体が嵩張らないようにし、かつ、底面での上記フィルム間の隙間を極力小さくした上包み包装方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の上包み包装方法は、包装フィルムを被包装品の1個分の長さでカットし、四隅をカットすると共に、該1個分のフィルムを被包装品に胴巻き後、両端面を左右から折り込んで上下フラップを形成し、該フラップを下方に折り曲げて該フラップの重なり部分をシールし、さらに底面に折り込む工程からなる被包装品の上包み包装方法において、上記四隅のカットが、上記両端面を折り込んだ時、該折り込んだ左右の包装フィルムの先端同士が重ならない形状でカットすることを特徴とする。
さらに、前記折り込んだ左右のフィルムの先端同士の間隔が限りなく近接している形状で前記フィルムの四隅をカットしたことを特徴とする。
またさらに、前記被包装品が、平板状形の菓子等の食品であることを特徴とする。
【0008】
あるいは、本発明の上包み包装装置は、扁平直方体形状の菓子等の被包装品を搬送する供給コンベア、包装フィルム供給装置、上記被包装品供給コンベアから1枚にカットされた包装フィルムに被包装品を供給して上包みする包装ライン、該被包装品を該フィルムで胴巻きする底折り板、該胴巻きされた底面のフィルムをヒートシールするヒートシーラー、上記胴巻き后、被包装品の両端面部のフィルムを左右に折り込む折込爪、上記端面のフィルムの左右折り込み后の上記端面のフィルムを上下に折り下げる折り下げ板、及び該上下に折り下げられたフィルムのフラップを底面に折り込む底面折り込み板を有する上包み包装装置において、前記1枚にカットされた包装フィルムの形状が四隅をカットされ、該四隅を切り欠いた形状であって、上記四隅のカットが折込爪により両端面部のフィルムを左右に折り込んだ時該折り込んだ左右の包装フィルムの先端同士が重ならない形状でカットされていることを特徴とする。
【0009】
さらに、前記被包装品の端面のフィルムを左右折り込み后、前記フラップを底面に折り込む前であって該端面のフィルムを折り下げ板で上下に折り下げた状態で、端面に折り込まれた上下のフラップを横シールするフラップ・ヒーターをさらに設けたことを特徴とする。
【発明の効果】
【0010】
本発明の上包み包装方法は、袋状の完全密封ではなく、1枚のフィルム(包装紙)で胴巻き後端面に形成されたフィルムのフラップを底面に折り込む簡易型上包み包装方法において、該底面に折り込む左右の端面フラップに重なりが生じないようにしたので、包装後の密封性が向上した。
また、袋状の完全密封型に比較し、嵩張らないので見栄えがよく、かつ、従来の1枚上包み方法より底面に生じる隙間が極力小さいものとなったので虫やゴミ等の異物が入り込む可能性が低くなった。特に、菓子等の場合、上記虫やゴミ等の混入は致命的となるので、上記見栄えがよく、かつ、本発明の密封性が向上するという効果は顕著なものである。
【図面の簡単な説明】
【0011】
【図1】本発明の上包み包装方法の実施例を説明する図である。
【図2】図1の細部の説明図である。
【図3】包装フィルムのカット形状を説明する図である。
【図4】図1における被包装品が上昇して包装フィルムが胴巻きされる工程の説明用3面図である。
【図5】図1における被包装品の端面に対して包装フィルムのフラップを形成し、該フラップを折り込む工程の説明用3面図である。
【図6】図1における被包装品の端面に対して包装フィルムのフラップを仮シールし、さらに本シールする工程の説明用3面図である。
【図7】同じく図1における被包装品の端面に対する包装フィルムのフラップを底部に折り込み、シールする工程の説明用3面図である。
【図8】本発明の上包み包装方法に用いられる包装装置の詳細な実施例を説明する図である。
【図9】本発明の上包み方法の途中過程の外観図である。
【図10】従来の簡易型上包み方法を示す図である。
【発明を実施するための形態】
【0012】
以下、図1,図2により、本発明の上包み包装方法の実施例を説明する。なお、図9に本発明の上包み方法の途中過程の外観図を示す。
図1において、本発明の被包装物搬送装置(コンベア)21は、包装フィルム、又は包
装紙(以下、包装フィルムという。)2の搬送経路と対向する位置にあり、被包装物1を横方向に搬送するコンベア21と上方向に搬送するリフト等を備えている。被包装物1は、コンベア21によって包装フィルム供給位置の下部まで搬送された後、リフトによって持ち上げられ、包装フィルム供給位置において包装フィルム2が胴巻きされる。
【0013】
図1において、被包装物搬送装置は、包装フィルム2の搬送経路と直交する位置にあり、被包装物1を横方向に搬送するコンベア21、上方向に搬送するリフト(図示せず)等を備えている。被包装物1は略扁平直方体の菓子等であり、コンベア21によって包装フィルム供給位置の下部(直交する交叉位置)まで搬送された後、リフトによって持ち上げられ、包装フィルム供給位置において包装フィルム2が被包装品1に胴巻きされる。包装フィルムは、上記包装フィルム供給位置に達する前に、カッター10により側面に凹状の切り欠きが形成されている。カットは、図1の11の線でカットされ、該1枚のフィルムにカットされた時四隅に凹部切り掛け部が形成される図3の形状になる。
【0014】
図1に示される包装フィルム折込シール装置3は、包装フィルム2が胴巻きされた被包装物1を搬送しながら折り込みシールする工程22〜28を備えている。本発明の上包み包装方法は、この包装フィルム折込シール装置3において、被包装物1に包装フィルム2を工程毎に折り込みシールすることにより、図2の36に示すような被包装物の上包み包装を完成する装置である。
【0015】
なお、上記包装フィルム折込シール装置による上包み工程の途中の状態が図9に示される。図9は、包装フィルムの胴巻き後、端面フィルムを左右から折り込んで、その後生じるフィルム・フラップ70を端面下方に折り込んでヒートシールした状態を示す。その後、上記フィルム・フラップ70は、底面71に折り込まれ、ヒートシールされて包装が完成する。
【0016】
上記のように、包装フィルムは上記包装フィルム供給位置において側端11が1枚分にカットされ、被包装物1が下から押し上げられて工程22において被包装品に胴巻きされる。工程23では上記胴巻きされた底面の包装フィルムの底面シールが行われる。次いで端面12(図1)の左右が内側に折り込まれ(工程24)、次いで上部包装フィルムが折り下げられ、サイドシール(端面シール)が行われる(工程25)。なお、上記端面処理の詳細が図1の工程4〜8に示される。
【0017】
以下、詳細に説明すると、包装フィルム(または、包装紙)2は、図示されぬフィルムリールから供給され、被包装品(例えば、平板状、または扁平状直方体菓子)を包装する所定の長さ及びその四隅を図3(b)に示す如き形状に切断されて、繰出し位置に繰り出される。
【0018】
本発明の上包み包装工程は、以下のようになされる。
1)例えば、平板状形の菓子等の被包装品1が、供給コンベア21にて搬送され、包装ライン3に供給される。
2)該供給は、製品ストッパー87(図8参照)によって停止した被包装品1を供給プッシャー85(図8)により、横支え板81(図8)に押し出し、該横支え板81を突き上げることにより、包装ラインに供給される。
3)包装フィルム2が供給されると、上抑え板88(図8)で包材を挟み、ずれないように横支え板89(図8)の位置に上昇させる。
4)底折り板90(図8)、第2底折り板91で底面を両方から折り込み、胴巻きして包材を仮シールする。
5)底面をヒートシールする。
6)両端面部を折込爪104,105(図8)を回転させて折り込み(図1の工程4,
5)、その後折り下げ板106(図8)を折り下げて、ポイント・ヒーター102(図8)で仮シールする。
7)フラップ部(図2の39)を折り込み(図1の工程6)、フラップ・ヒーター29(図1)で仮シールを行う(図1の工程25)。
8)上記フラップを折り込み板107(図8の107)で底面に折り込む。
9)図示せぬ底面ヒーターで底面の最終ヒートシールを行う(図1の工程27)。
10)搬出コンベアにて搬出する(図1の工程28)。
【0019】
上記包装紙、又は包装フィルム2が被包装品(例えば、扁平状直方体菓子)を包装する所定の長さ及び四隅を図3(b)に示す如き形状に切断する場合の該フィルム切断状態について、以下図3により説明する。
【0020】
図3(a)に被包装品の形状・寸法を示す。被包装品は、図3(a)に示す如く、直方体が想定されるが、本発明はこれに限らず、端面が六角形状や楕円状のものにも応用が可能である。従って、被包装品は略直方体形状のものと定義される。
【0021】
図3(a)において、H,W,Lは、それぞれ被包装品の高さ、幅、長さを示す。
図3(b)は、上記被包装品を上包みする包装紙、または包装フィルムの形状を示す。図3(b)において、Fは折り込み線、B1は底面外側、B2は底面内側、S1はシールしろ外側、S2はシールしろ内側を示す。
【0022】
図3(c)には、該包装フィルムの上包みにおいて折り込まれる部分の説明図を示す。
まず、図1の工程22において、被包装物はフィルムに対して下から持ち上げられて当接し、図3(c)の折れ線43,44の箇所で被包装品に胴巻きされ、底面で仮シールされる。
この時、まだ左右のフラップ部50,52も胴巻き状態であって、折り込まれていない。
【0023】
次いで、図1の工程4で折込爪104,105(図8)が内側に閉じて、図3(c)の斜線の部分を折り込む。
この時、包装フィルム2は、予め被包装品の底側コーナー57,58(図3(b))から斜め上方45°の角度で仮想線54,55を引き、該仮想線54,55と前記フィルムの外郭線との交点56,60との距離が√2Hとなるように上記外郭線を定め、該外郭線によって図1のカッター10により前記包装フィルム2をカットしておく。
【0024】
上記フィルムのカット形状は、上記折込爪104,105(図8)により被包装品の端面で上記胴巻き状態の包装フィルムが折り込まれると、その左右の折り込まれたフィルムの先端同士が折り込まれた位置で一致する形状となる。なお、図3(c)において、Lは前記のように、被包装品の長さである。図3の実施例においては、Wは被包装品の幅であって、この実施例では、W=2Hの関係にある。
また、W≧2Hの場合や、W≦2Hの場合は、前記45°の角度を45°以上(例えば、60°)にしたり、45°以下(例えば、30°)にしたりしてもよい。必要なことは、上記端面の折込のとき、左右の折り込まれたフィルムの先端同士ができるだけ接近して重ならないように、前記フィルムの四隅のカット形状を定めることである。
また、上記の如く、被包装品の底側コーナー57,58(図3(b))から斜め上方45°の角度で仮想線を引き、図1のカッター10により前記包装フィルム2をカットしておくと、前記左右に折り込んだフィルム・フラップの端面左右の側面(図9の73)が丁度被包装品の端面の側面(図9の72)に一致し、きれいな包装が行われる。このような包装は、通常行われる包装方法であり、W≧2Hの場合や、W≦2Hの場合も、該折り込んだときの端面左右のフラップ側面が被包装品の端面の側面に一致するように、折り込み
角度や、前記折り込み位置が調整される。
【0025】
図3(c)の線51,53,42,43で囲まれた矩形部分が被包装品の上面を覆うように上包みされる。また、同幅の線42,43で囲まれた部分及び線44,45で囲まれた矩形部分が被包装品の側面を覆う部分になる。
前記のように、折込爪により被包装品の端面で上記胴巻き状態の包装フィルムが折り込まれる場合、その左右のフィルムの先端同士が折り込まれた位置で一致する位置となる。また、該先端部分は、被包装品の端面の底のライン(図3(a)の61)に一致するように折り込まれる。このようにすると、フラップ50,52(図3(c))の端面を覆う側面(例えば、図3(c)の62,63)が、前記の如く、端面の左右側面(図3(a)の65)に一致して折り込まれることになる。
【0026】
図4〜図7は、上記各工程における包装フィルムの3面図を示す。
図4(a)は、図1の工程22における被包装品が上昇して、図4(b)に示す如く、胴巻きされる図面を示す。
図5は、図1の工程4,5の端面におけるフラップの折り込み状態(図5(a))、フラップ折り下げ状態(図5(b))を示す。
【0027】
図6は、図1の工程8の端面(サイド)の仮シール(図6(a))、及び図1の工程25の端面(サイド)の本シール(図6(b))の3面図を示す。
図7は、図1の工程26の底部折り込み(図7(a))、及び図1の工程27の底部ヒートシール(図7(b))を示す。
【産業上の利用可能性】
【0028】
この発明の上包み方法は、従来の袋状の完全密封型に比較し、嵩張らないので見栄えがよく、商品価値が高い。
また、このような簡易型(非密封型)1枚フィルムによる従来の上包み方法と比較して本発明の簡易型上包み方法は、底面のフィルムの重なりを無くしたので該底面にシール後生じる隙間が極力小さいものとなり、虫やゴミ等の異物が入り込む可能性が低くなった。特に、菓子等の場合、上記虫やゴミ等の混入は致命的となるが、上記見栄えがよく、かつ、本発明の密封性が向上するという点で、この発明の上包み方法及び装置の産業上の利用性は高い。
【符号の説明】
【0029】
1 被包装品
2 包装フィルム
4 端部折り込み開始工程
5 端部折り込み爪閉じ工程
6,7 端部折り下げ工程
8 端部折り下げ板上昇及び端部シール工程
10 カッター
11 フィルム横切断部
12 端面
22 包材供給・突き上げ工程
23 包装フィルム胴巻き工程
24,25 端面処理工程
26 端面折りたたみ・シール工程
27 底面シール工程
89 横支え板
90 底折り板
104,105 折込爪
106 折り下げ板
107 折り込み板
【特許請求の範囲】
【請求項1】
包装フィルムを被包装品の1個分の長さでカットし、四隅をカットすると共に、該1個分のフィルムを被包装品に胴巻き後、両端面を左右から折り込んで上下フラップを形成し、該フラップを下方に折り曲げて該フラップの重なり部分をシールし、さらに底面に折り込む工程からなる被包装品の上包み包装方法において、
上記四隅のカットが、上記両端面を折り込んだ時、該折り込んだ左右の包装フィルムの先端同士が重ならない形状でカットすることを特徴とする上包み包装方法。
【請求項2】
前記折り込んだ左右のフィルムの先端同士の間隔が限りなく近接している形状で前記フィルムの四隅をカットしたことを特徴とする前記請求項1記載の上包み包装方法。
【請求項3】
前記被包装品が、平板状形の菓子等の食品であることを特徴とする前記請求項1又は2記載の上包み包装方法。
【請求項4】
扁平直方体形状の菓子等の被包装品を搬送する供給コンベア、包装フィルム供給装置、上記被包装品供給コンベアから1枚にカットされた包装フィルムに被包装品を供給して上包みする包装ライン、該被包装品を該フィルムで胴巻きする底折り板、該胴巻きされた底面のフィルムをヒートシールするヒートシーラー、上記胴巻き后、被包装品の両端面部のフィルムを左右に折り込む折込爪、上記端面のフィルムの左右折り込み后の上記端面のフィルムを上下に折り下げる折り下げ板、及び該上下に折り下げられたフィルムのフラップを底面に折り込む底面折り込み板を有する上包み包装装置において、
前記1枚にカットされた包装フィルムの形状が四隅をカットされ、該四隅を切り欠いた形状であって、上記四隅のカットが折込爪により両端面部のフィルムを左右に折り込んだ時該折り込んだ左右の包装フィルムの先端同士が重ならない形状でカットされていることを特徴とする上包み包装装置。
【請求項5】
前記被包装品の端面のフィルムを左右折り込み后、前記フラップを底面に折り込む前であって該端面のフィルムを折り下げ板で上下に折り下げた状態で、端面に折り込まれた上下のフラップを横シールするフラップ・ヒーターをさらに設けたことを特徴とする前記請求項4記載の上包み包装装置。
【請求項1】
包装フィルムを被包装品の1個分の長さでカットし、四隅をカットすると共に、該1個分のフィルムを被包装品に胴巻き後、両端面を左右から折り込んで上下フラップを形成し、該フラップを下方に折り曲げて該フラップの重なり部分をシールし、さらに底面に折り込む工程からなる被包装品の上包み包装方法において、
上記四隅のカットが、上記両端面を折り込んだ時、該折り込んだ左右の包装フィルムの先端同士が重ならない形状でカットすることを特徴とする上包み包装方法。
【請求項2】
前記折り込んだ左右のフィルムの先端同士の間隔が限りなく近接している形状で前記フィルムの四隅をカットしたことを特徴とする前記請求項1記載の上包み包装方法。
【請求項3】
前記被包装品が、平板状形の菓子等の食品であることを特徴とする前記請求項1又は2記載の上包み包装方法。
【請求項4】
扁平直方体形状の菓子等の被包装品を搬送する供給コンベア、包装フィルム供給装置、上記被包装品供給コンベアから1枚にカットされた包装フィルムに被包装品を供給して上包みする包装ライン、該被包装品を該フィルムで胴巻きする底折り板、該胴巻きされた底面のフィルムをヒートシールするヒートシーラー、上記胴巻き后、被包装品の両端面部のフィルムを左右に折り込む折込爪、上記端面のフィルムの左右折り込み后の上記端面のフィルムを上下に折り下げる折り下げ板、及び該上下に折り下げられたフィルムのフラップを底面に折り込む底面折り込み板を有する上包み包装装置において、
前記1枚にカットされた包装フィルムの形状が四隅をカットされ、該四隅を切り欠いた形状であって、上記四隅のカットが折込爪により両端面部のフィルムを左右に折り込んだ時該折り込んだ左右の包装フィルムの先端同士が重ならない形状でカットされていることを特徴とする上包み包装装置。
【請求項5】
前記被包装品の端面のフィルムを左右折り込み后、前記フラップを底面に折り込む前であって該端面のフィルムを折り下げ板で上下に折り下げた状態で、端面に折り込まれた上下のフラップを横シールするフラップ・ヒーターをさらに設けたことを特徴とする前記請求項4記載の上包み包装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−153373(P2012−153373A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−11480(P2011−11480)
【出願日】平成23年1月23日(2011.1.23)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月23日(2011.1.23)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
[ Back to top ]