
下型走行式成形設備

【課題】下成形型を載置する走行台車を成形ステーションに位置決めして製品(成形品)の品質向上を図ることができる下型走行式成形設備を提供する。
【解決手段】熱可塑性シート材料Hを上下成形型MU、MR、MLにより成形する成形装置Mにおいて、該上成形型MUに対して成形ステーションSに下成形型MR、MLを載置した2台の走行台車TR、TLを往復移動可能に設置する下型走行式成形設備であって、前記2台の走行台車TR、TLにそれぞれ取り付けられるサーボモータ23により該2台の走行台車TR、TLを独立して移動させる台車搬送機構Aと、前記成形装置Mに対して直行する方向に該2台の走行台車TR、TLを一対のレール25に沿って走行させる走行機構Bと、該走行台車TR、TLに係合して前記成形ステーションSに該走行台車TR、TLを位置決めする位置決め手段Cとを備えている。
【解決手段】熱可塑性シート材料Hを上下成形型MU、MR、MLにより成形する成形装置Mにおいて、該上成形型MUに対して成形ステーションSに下成形型MR、MLを載置した2台の走行台車TR、TLを往復移動可能に設置する下型走行式成形設備であって、前記2台の走行台車TR、TLにそれぞれ取り付けられるサーボモータ23により該2台の走行台車TR、TLを独立して移動させる台車搬送機構Aと、前記成形装置Mに対して直行する方向に該2台の走行台車TR、TLを一対のレール25に沿って走行させる走行機構Bと、該走行台車TR、TLに係合して前記成形ステーションSに該走行台車TR、TLを位置決めする位置決め手段Cとを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は下型走行式成形設備に関する。さらに詳しくは、加熱装置内で所定温度に加熱し軟化させた長方形板状の熱可塑性シート材料を上下成形型により成形する成形装置において、該上成形型に対して成形ステーション(成形位置)に下成形型を載置した2台の走行台車をそれぞれ独立して往復移動可能に設置する下型走行式成形設備に関する。
【背景技術】
【0002】
従来、熱成形機などの成形装置において、熱可塑性シート材料と繊維質基材などの補助材料を一体プレスし積層成形体を成形する方法は、加熱軟化させた熱可塑性シート材料を上下成形型により成形後、成形型内から成形品を手作業、または取出し装置により取り出したのち、補助材料を下成形型の所定の位置にセットし、つぎの加熱した熱可塑性シート材料を搬送し、つぎの成形を行う。
この方法では補助材料は手作業によりセットされており、成形装置内の成形型周辺で作業を行っている。このため、成形品を取り出し、補助材料をセットしているあいだ、加熱された材料が成形機装置内に搬送できないため、機械のサイクルタイムの短縮ができないという問題がある。
サイクルタイムを早める方法として、成形装置とトリミングプレス装置を並べて、下成形型を共通化してターンテーブルにより2つの下成形型を入れ替えることで、時間のかかる成形中にもう片側でトリミングと補助材料のセットを行い成形する方法がある(特許文献1参照)。
しかし、この方法においてはテーブルが回転するための広い円形のスペースが必要となるといった問題を残している。
【0003】
これに対して、1つの押圧部材を上下する仮積層プレス機に直行する方向に往復可能にした第1、第2台車を用いる仮積層装置がある(特許文献2参照)。
また、型締め装置を有する成形ステーションの両側に第1、第2の段取りステーションを設け、成形ステーションと第1の段取りステーションとのあいだを移動する第1のシャトル台車と成形ステーションと第2の段取りステーションとのあいだを移動する第2のシャトル台車とを用いる射出成形機がある(特許文献3参照)。
この仮積層装置のように仮積層プレス機に対して直行する方向に往復可能な第1、第2台車を用いたり、射出成形機のように成形ステーションと第1の段取りステーションとのあいだと成形ステーションと第2の段取りステーションとのあいだを移動する第1、第2のシャトル台車を用いることにより、狭いスペース内で機械のサイクルタイムを短縮させることができる。
【0004】
【特許文献1】特開2005−125376号公報
【特許文献2】特開2001−191316号公報
【特許文献3】特開2004−345328号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、前記仮積層装置における第1、第2台車は、ボールねじ機構により連動して移動するため、このボールねじ機構を用いると成形装置外での成形品の取り出しと補助材料のセットを同時に行うことができない。
一方、前記射出成形機における第1、第2のシャトル台車は、それぞれシリンダ機構により往復移動するようにされているため、このシリンダ機構を用いると成形装置外での成形品の取り出しと補助材料のセットを同時に行うことができる。
【0006】
しかし、この射出成形機は仮積層装置と同様に、台車が成形位置に位置決めされていないので、上成形型を載置する台車を下成形型に押し付けたときに下成形型を載置する台車が位置ズレして製品の品質低下を招きかねない。前記仮積層装置におけるボールねじ機構を用いると、位置決め精度が優れているが、下成形型用台車の周方向への位置ズレを受けてねじ部を損傷させるおそれがある。また、前記射出成形機におけるシリンダ機構では、下成形型用台車の位置ズレを受け止める力が不足しているため、無理にこの力を受け止めるとシリンダロッドが変形するおそれがある。
【0007】
そこで、本発明は、叙上の事情に鑑み、下成形型を載置する走行台車を成形ステーションに位置決めして製品(成形品)の品質向上を図ることができる下型走行式成形設備を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の下型走行式成形設備は、熱可塑性シート材料を上下成形型により成形する成形装置において、該上成形型に対して成形ステーションに下成形型を載置した2台の走行台車を往復移動可能に設置する下型走行式成形設備であって、前記2台の走行台車にそれぞれ取り付けられる駆動モータにより該2台の走行台車を独立して移動させる台車搬送機構と、前記成形装置に対して直行する方向に該2台の走行台車を一対のレールに沿って走行させる走行機構と、該走行台車に係合して前記成形ステーションに該走行台車を位置決めする位置決め手段とを備えてなることを特徴としている。
【発明の効果】
【0009】
本発明によれば、下成形型を載置する走行台車を成形ステーションに位置決めすることにより、成形時に下成形型が横方向に位置ズレしなくなるため、製品の品質向上を図ることができる。
また、成形品の取り出しや補助材料のセット作業が成形装置の外でできるため安全に作業できるとともに、もう一つの型により取り出しやセットに要していた時間を省いてつぎの成形を行える。これにより、早いサイクルタイムで製造が行えるため、機械の稼働効率を向上させることもできる。
【発明を実施するための最良の形態】
【0010】
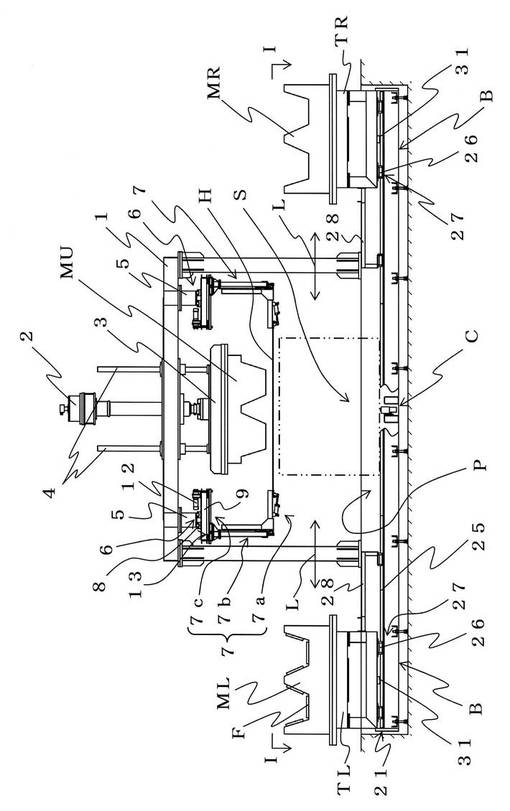
以下、添付図面に基づいて本発明の下型走行式成形設備を説明する。本発明の一実施の形態は、図1〜3に示されるように、加熱装置(図示せず)内にて加熱軟化された熱可塑性シート材料Hを上成形型MUと下成形型ML、MRにより成形する成形装置Mにおいて、該上成形型MUに対して成形ステーションSに下成形型ML、MRを載置した2台の走行台車TL、TRを矢印Lの方向に往復移動可能に設置する下型走行式成形設備である。
この下型走行式成形設備には、前記2台の走行台車TL、TRを独立(単独で)して移動させる台車搬送機構Aと、該2台の走行台車TL、TRを走行させる走行機構Bと、前記成形ステーションSに該走行台車TL、TRを位置決めする位置決め手段Cとが備えられている。なお、図1においては、前記下成形型MLと下成形型MRのうち、下成形型MLに補助材料Fがセットされている。
【0011】
前記成形装置Mは、門型のフレーム1の上部に昇降用アクチュエータ2が取り付けられており、そのロッドの下方には上成形型MUが上昇降テーブル3に固定され吊り下げられている。この上昇降テーブル3は、アクチュエータ2を伸長作動と収縮作動させることによりガイド4により垂直方向に昇降する。
また、前記門型フレーム1の下面両側から加熱装置内まで一対のフレーム5が固設されている。そして、この一対のフレーム5には、クランプ搬送機構6を介して幅クランプ機構7が連結されている。このため、前記シート材料Hは、幅クランプ機構7に把持された状態で加熱装置から成形装置Mへ運ぶことができる。そして、前記台車搬送機構A、走行機構Bおよび位置決め手段Cは、前記フレーム1に直行する方向(左右方向)に伸びて床に形成されたピットPの中に設置されている。
前記アクチュエータ2として、電動シリンダ、油圧シリンダまたは空圧シリンダを用いることができるが、構造が簡単な電動シリンダを用いるのが好ましい。油圧シリンダやエアシリンダの場合は、配管および油圧ポンプやエアポンプなどを用いる構造が必要になりコスト高になるからである。
また、本実施の形態では、2台の走行台車TL、TRはピットP内を移動できるようにされていることから、上成形型MUを低い位置に配置することができる。このため、中子型(車型(4WDまたはノーマル)により交換される上成形型内にあるブロック状の部品)を交換するとき上昇降テーブル3を下げずに交換が可能である。
【0012】
前記クランプ搬送機構6は、一対のフレーム5に連結される、走行レールとガイド部とからなる直線ガイド部材8と、搬送フレーム9と、加熱装置側に設置される搬送駆動モータ(図示せず)と、従動部10と、該搬送駆動モータと従動部10にかけられたベルト11と、該搬送フレーム9とベルト11に固定される固定金具12からなり、搬送駆動モータによりベルト11が回転して加熱装置と成形装置Mとのあいだを往復可能にされている。
前記搬送フレーム9に連結されている幅クランプ機構7は、前記シート材料Hの走行方向の端縁を把持するクランプ手段7aと、該クランプ手段7aをそれぞれ昇降するクランプ昇降機構7bと、該クランプ昇降機構7bを前記材料Hの走行方向に直行する幅方向に移動させて幅調整を行う幅調整機構7cとから構成されている。本実施の形態では、前記クランプ手段7aとクランプ昇降機構7bが5セット設けられているが、個数は適宜選定することができる。また、クランプ手段7aとクランプ昇降機構7bは、シリンダを用いた構造とすることができるが、これに限定されるものではない。さらに、前記幅調整機構7cは、モータ12と直線ガイド13を用いた構造とすることができるが、これに限定されるものではない。
【0013】
なお、樹脂シートHを把持するクランプ手段7aは、本実施の形態に示されるように成形装置M側に設けられ成形中も把持しているが、これに代えて成形装置Mに樹脂シートHを搬送したのち下成形型側に配置したクランプ手段により樹脂シートを把持させて成形させることもできる。型側にクランプ手段を配置する場合は、成形型の形状に合わせて任意に設けることができるが、成形型ごとにクランプ手段を用意しなければならないため成形型のコストが高くなる。これに対して、本実施の形態のように成形装置M側にクランプ手段7aを配置した場合は、装置側に一式用意するだけで済むので成形型のコストを下げることができる。
【0014】
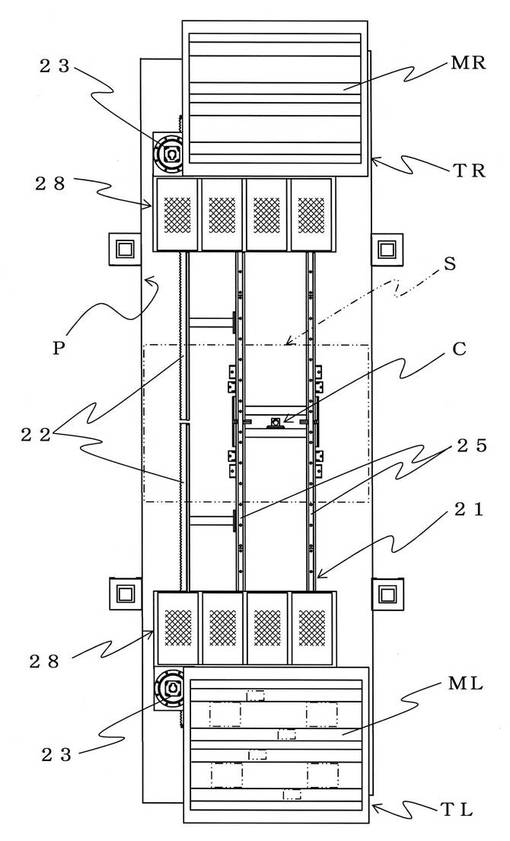
前記台車搬送機構Aは、駆動モータを用いて前記走行台車TL、TRをアクチュエータ2により昇降する一つの上成形型MUの移動方向に直行させて単独で走行できる機構であれば、とくに限定されるものではないが、本実施の形態では、ベースフレーム21から張り出したアーム部21aに組み付けられたラック22に走行台車TL、TRに組み付けられた駆動モータとしてのサーボモータ23の先端に固着したピニオン24がかみ合い走行するようにされている。なお、本実施の形態では、このラック22は成形ステーションSの位置で2分割にされているが、分割しなくてもよい。
また、走行台車TL、TRは、枠組みされたベースフレーム21上に設けられる一対のレール25とガイド部26からなる直線ガイド27を介して走行可能にされている。なお、本実施の形態では走行台車TL、TRは、走行機構Bとして一対のレール25とガイド部26からなる直線ガイド27を用いて走行可能にされているが、一対のレール25と車輪を用いて走行可能にすることができる。
また、作業者が、成形装置Mの外で作業する時ピットPに落ちないように、ステップ28が走行台車TL、TRの内側にそれぞれ固定されている。
【0015】
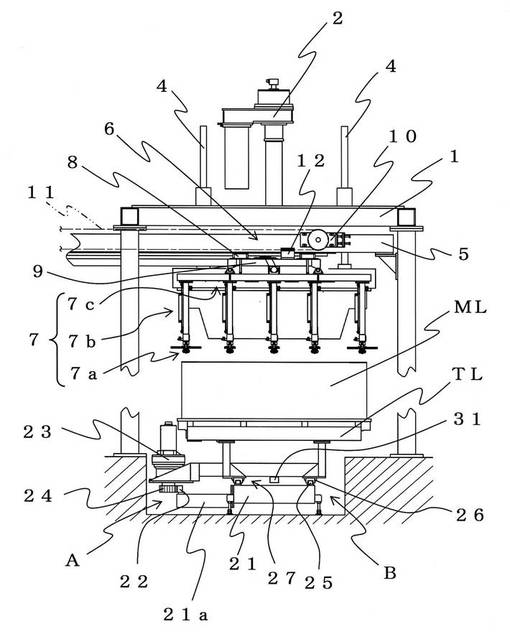
前記位置決め手段Cは、前記成形ステーションSにおいて走行台車TL、TRの下部に固定される受け部31に係合できる機構であれば、とくに限定されるものではないが、本実施の形態では、図4に示されるように、一対のレール25間のベースフレーム21に掛け渡された補強梁部21aに配置される昇降用アクチュエータ機構32とされている。このアクチュエータ機構32は、油圧アクチェータ33の先端に固着したピン34が上向き昇降可能に取り付けられており、ガイドブロック35とは摺動可能にされている。この油圧アクチュエータ33は、伸長作動によりピン34を成形ステーションSに移動した走行台車TL(TR)の下側に固定された受け部31に係合して成形時に該走行台車TL(TR)を位置決めする。
また、本実施の形態では、走行台車TL、TRの位置決めの精度を向上させるために前記走行台車TL、TRが成形ステーションSに停止すると前記サーボモータ23の位置決め(指令信号)を解除して、前記位置決め手段Cにおける油圧アクチェータ33を作動させる制御部を備えているのが好ましい。
【0016】
ここで、本実施の形態にかかわる成形設備と従来の1つの成形設備の作業者の作業領域の違いについて図5〜6に基づいて説明する。なお、図において、斜線部は作業領域を示し、符号50は加熱装置である。図5に示されるように、本実施の形態では、成形装置M内に入ることなく、左右の作業領域に移動した走行台車TL、TRの下成形型ML、MRで作業できる。これに対して、図6に示されるように、従来の成形設備では、成形装置51内に置かれた下成形型52に対して直接作業を行っており、成形装置51内に入って作業していた。これにより、本実施の形態では、作業者が成形装置内に常時入らないため、設備の高さや巾を小さくできる。そして、走行台車TL、TRがそれぞれ外に出た位置に、製品取り出し装置とトリム装置を追加すれば、トリム工程まで自動運転ができ、作業者を減らすことが可能である。
【0017】
以下、本実施の形態にかかわる成形設備の動きについて説明する。下成形型MRを載置する走行台車TRが成形ステーションSに移動し、シート材料Hを成形する状態から説明する。
まず、外側に移動している下成形型MLを載置する走行台車TLに、補助材料Fをセットする。セットし終わったら、作業者は退避して、作業終了のスイッチ(図示せず)を押す。
ついで、成形が終了して昇降用アクチュエータ2を伸縮させて上成形型MUを上昇させるタイミングで、走行台車TL、TRが成形装置Mに出入りする門型フレーム1の箇所に設けられたシャッター(図示せず)を上昇させる。そして、油圧アクチェータ33を収縮作動してピン34を受け部31から開放し、走行台車TRのサーボモータ23を逆転させて該走行台車TRを目標の退避位置で停止させる。
同時に走行台車TLのサーボモータ23を正転させて該走行台車TLを目標の成形ステーションSで停止させる。ついで、サーボモータ32のサーボ位置決め制御を解除して油圧アクチェータ33のピン34を上昇し受け部31に係合させて成形ステーションSに走行台車TLを固定する。ついで、シャッターを下降さる。
ついで、加熱装置により加熱されたシート材料Hが、加熱装置からクランプ手段7aに把持されて幅クランプ機構7とともに成形ステーションSの上方に移動し、上成形型MUと走行台車TLに載置される下成形型MLとのあいだに搬入される。そして、昇降用アクチュエータ2を伸長させて上成形型MUを降下させて成形する。このとき、クランプ昇降機構7bによって、上成形型MUの降下動作に同調して成形を行う。成形ステーションSで成形が行われているあいだに、外に移動している走行台車TR上の下成形型MRに載っている成形品を取り出し、つぎの成形用の補助材料Fを下成形型MRにセットする。セットし終わったら、作業者は退避して、作業終了のスイッチを押す。
ついで、成形が終わると幅調整機構7cにより上成形型MUと下成形型MRに干渉しない位置までクランプ手段7aを拡大し、上昇させたのち幅クランプ機構7を加熱装置へ戻す。
これと同時に昇降用アクチュエータ2を伸縮し、上昇端まで上成形型MUを上昇させるとともに、シャッターも上昇させ油圧アクチェータ33のピン34を下降し受け部31から開放する。
ついで、走行台車TLのサーボモータ23を逆転させて走行台車TLを目標の退避位置で停止する。同時に走行台車TRのサーボモータ23を正転させて走行台車TRを目標の成形ステーションSで停止させる。
ついで、サーボモータ23のサーボ位置決め制御を解除して油圧アクチェータ33のピン34を上昇させて走行台車TRを成形ステーションSに固定する。ついで、シャッターを下降さる。この繰り返しによって成形品を製造する。
【0018】
以上説明したとおり、本実施の形態では、下成形型を載置する走行台車を成形ステーションに位置決めしてシート材料の位置ズレを防止して成形品の品質向上を図ることができる。
また、本実施の形態では、成形装置の上成形型に対して2つの下成形型を2台の走行台車により交互に単独で往復可能とし、一方の下成形型が成形装置内で成形をしているあいだに、成形装置の外に出ているもう一方の下成形型から成形された成形品の取り出しや、つぎの成形用の補助材料のセットができ、成形後、つぎの準備ができるまで成形装置が待機することがなくなり、サイクルタイムが短縮できる。また、成形装置の外に移動している走行台車に載置される下成形型に対して作業を行うため、安全性が向上するだけでなく、作業性も向上し、さらに成形装置内に人が立ち入ることを考慮しなくてよくなるため、作業者が作業するスペースを削減して成形装置を小型化できるなど多くの利点がある。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施の形態にかかわる下型走行式成形設備を示す概略図である。
【図2】図1の左側面図である。
【図3】図1のI−I線断面図である。
【図4】図1の位置決め手段を説明する要部拡大図である。
【図5】本実施の形態にかかわる成形設備における作業者の作業領域を説明する図である。
【図6】従来の1つの成形設備における作業者の作業領域を説明する図である。
【符号の説明】
【0020】
A 台車搬送機構
B 走行機構
C 位置決め手段
H シート材料
M 成形装置
MU 上成形型
ML、MR 下成形型
P ピット
S 成形ステーション
TL、TR 走行台車
1 門型フレーム
2 昇降用アクチュエータ
3 上昇降テーブル
4 ガイド
5 フレーム
6 クランプ搬送機構
7 幅クランプ機構
7a クランプ手段
7b クランプ昇降機構
7c 幅調整機構
21 ベースフレーム
21a 補強梁部
22 ラック
23 サーボモータ
24 ピニオン
25 レール
26 ガイド部
27 直線ガイド
31 受け部
32 昇降用アクチュエータ機構
33 油圧アクチェータ
34 ピン
35 ガイドブロック
【技術分野】
【0001】
本発明は下型走行式成形設備に関する。さらに詳しくは、加熱装置内で所定温度に加熱し軟化させた長方形板状の熱可塑性シート材料を上下成形型により成形する成形装置において、該上成形型に対して成形ステーション(成形位置)に下成形型を載置した2台の走行台車をそれぞれ独立して往復移動可能に設置する下型走行式成形設備に関する。
【背景技術】
【0002】
従来、熱成形機などの成形装置において、熱可塑性シート材料と繊維質基材などの補助材料を一体プレスし積層成形体を成形する方法は、加熱軟化させた熱可塑性シート材料を上下成形型により成形後、成形型内から成形品を手作業、または取出し装置により取り出したのち、補助材料を下成形型の所定の位置にセットし、つぎの加熱した熱可塑性シート材料を搬送し、つぎの成形を行う。
この方法では補助材料は手作業によりセットされており、成形装置内の成形型周辺で作業を行っている。このため、成形品を取り出し、補助材料をセットしているあいだ、加熱された材料が成形機装置内に搬送できないため、機械のサイクルタイムの短縮ができないという問題がある。
サイクルタイムを早める方法として、成形装置とトリミングプレス装置を並べて、下成形型を共通化してターンテーブルにより2つの下成形型を入れ替えることで、時間のかかる成形中にもう片側でトリミングと補助材料のセットを行い成形する方法がある(特許文献1参照)。
しかし、この方法においてはテーブルが回転するための広い円形のスペースが必要となるといった問題を残している。
【0003】
これに対して、1つの押圧部材を上下する仮積層プレス機に直行する方向に往復可能にした第1、第2台車を用いる仮積層装置がある(特許文献2参照)。
また、型締め装置を有する成形ステーションの両側に第1、第2の段取りステーションを設け、成形ステーションと第1の段取りステーションとのあいだを移動する第1のシャトル台車と成形ステーションと第2の段取りステーションとのあいだを移動する第2のシャトル台車とを用いる射出成形機がある(特許文献3参照)。
この仮積層装置のように仮積層プレス機に対して直行する方向に往復可能な第1、第2台車を用いたり、射出成形機のように成形ステーションと第1の段取りステーションとのあいだと成形ステーションと第2の段取りステーションとのあいだを移動する第1、第2のシャトル台車を用いることにより、狭いスペース内で機械のサイクルタイムを短縮させることができる。
【0004】
【特許文献1】特開2005−125376号公報
【特許文献2】特開2001−191316号公報
【特許文献3】特開2004−345328号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、前記仮積層装置における第1、第2台車は、ボールねじ機構により連動して移動するため、このボールねじ機構を用いると成形装置外での成形品の取り出しと補助材料のセットを同時に行うことができない。
一方、前記射出成形機における第1、第2のシャトル台車は、それぞれシリンダ機構により往復移動するようにされているため、このシリンダ機構を用いると成形装置外での成形品の取り出しと補助材料のセットを同時に行うことができる。
【0006】
しかし、この射出成形機は仮積層装置と同様に、台車が成形位置に位置決めされていないので、上成形型を載置する台車を下成形型に押し付けたときに下成形型を載置する台車が位置ズレして製品の品質低下を招きかねない。前記仮積層装置におけるボールねじ機構を用いると、位置決め精度が優れているが、下成形型用台車の周方向への位置ズレを受けてねじ部を損傷させるおそれがある。また、前記射出成形機におけるシリンダ機構では、下成形型用台車の位置ズレを受け止める力が不足しているため、無理にこの力を受け止めるとシリンダロッドが変形するおそれがある。
【0007】
そこで、本発明は、叙上の事情に鑑み、下成形型を載置する走行台車を成形ステーションに位置決めして製品(成形品)の品質向上を図ることができる下型走行式成形設備を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の下型走行式成形設備は、熱可塑性シート材料を上下成形型により成形する成形装置において、該上成形型に対して成形ステーションに下成形型を載置した2台の走行台車を往復移動可能に設置する下型走行式成形設備であって、前記2台の走行台車にそれぞれ取り付けられる駆動モータにより該2台の走行台車を独立して移動させる台車搬送機構と、前記成形装置に対して直行する方向に該2台の走行台車を一対のレールに沿って走行させる走行機構と、該走行台車に係合して前記成形ステーションに該走行台車を位置決めする位置決め手段とを備えてなることを特徴としている。
【発明の効果】
【0009】
本発明によれば、下成形型を載置する走行台車を成形ステーションに位置決めすることにより、成形時に下成形型が横方向に位置ズレしなくなるため、製品の品質向上を図ることができる。
また、成形品の取り出しや補助材料のセット作業が成形装置の外でできるため安全に作業できるとともに、もう一つの型により取り出しやセットに要していた時間を省いてつぎの成形を行える。これにより、早いサイクルタイムで製造が行えるため、機械の稼働効率を向上させることもできる。
【発明を実施するための最良の形態】
【0010】
以下、添付図面に基づいて本発明の下型走行式成形設備を説明する。本発明の一実施の形態は、図1〜3に示されるように、加熱装置(図示せず)内にて加熱軟化された熱可塑性シート材料Hを上成形型MUと下成形型ML、MRにより成形する成形装置Mにおいて、該上成形型MUに対して成形ステーションSに下成形型ML、MRを載置した2台の走行台車TL、TRを矢印Lの方向に往復移動可能に設置する下型走行式成形設備である。
この下型走行式成形設備には、前記2台の走行台車TL、TRを独立(単独で)して移動させる台車搬送機構Aと、該2台の走行台車TL、TRを走行させる走行機構Bと、前記成形ステーションSに該走行台車TL、TRを位置決めする位置決め手段Cとが備えられている。なお、図1においては、前記下成形型MLと下成形型MRのうち、下成形型MLに補助材料Fがセットされている。
【0011】
前記成形装置Mは、門型のフレーム1の上部に昇降用アクチュエータ2が取り付けられており、そのロッドの下方には上成形型MUが上昇降テーブル3に固定され吊り下げられている。この上昇降テーブル3は、アクチュエータ2を伸長作動と収縮作動させることによりガイド4により垂直方向に昇降する。
また、前記門型フレーム1の下面両側から加熱装置内まで一対のフレーム5が固設されている。そして、この一対のフレーム5には、クランプ搬送機構6を介して幅クランプ機構7が連結されている。このため、前記シート材料Hは、幅クランプ機構7に把持された状態で加熱装置から成形装置Mへ運ぶことができる。そして、前記台車搬送機構A、走行機構Bおよび位置決め手段Cは、前記フレーム1に直行する方向(左右方向)に伸びて床に形成されたピットPの中に設置されている。
前記アクチュエータ2として、電動シリンダ、油圧シリンダまたは空圧シリンダを用いることができるが、構造が簡単な電動シリンダを用いるのが好ましい。油圧シリンダやエアシリンダの場合は、配管および油圧ポンプやエアポンプなどを用いる構造が必要になりコスト高になるからである。
また、本実施の形態では、2台の走行台車TL、TRはピットP内を移動できるようにされていることから、上成形型MUを低い位置に配置することができる。このため、中子型(車型(4WDまたはノーマル)により交換される上成形型内にあるブロック状の部品)を交換するとき上昇降テーブル3を下げずに交換が可能である。
【0012】
前記クランプ搬送機構6は、一対のフレーム5に連結される、走行レールとガイド部とからなる直線ガイド部材8と、搬送フレーム9と、加熱装置側に設置される搬送駆動モータ(図示せず)と、従動部10と、該搬送駆動モータと従動部10にかけられたベルト11と、該搬送フレーム9とベルト11に固定される固定金具12からなり、搬送駆動モータによりベルト11が回転して加熱装置と成形装置Mとのあいだを往復可能にされている。
前記搬送フレーム9に連結されている幅クランプ機構7は、前記シート材料Hの走行方向の端縁を把持するクランプ手段7aと、該クランプ手段7aをそれぞれ昇降するクランプ昇降機構7bと、該クランプ昇降機構7bを前記材料Hの走行方向に直行する幅方向に移動させて幅調整を行う幅調整機構7cとから構成されている。本実施の形態では、前記クランプ手段7aとクランプ昇降機構7bが5セット設けられているが、個数は適宜選定することができる。また、クランプ手段7aとクランプ昇降機構7bは、シリンダを用いた構造とすることができるが、これに限定されるものではない。さらに、前記幅調整機構7cは、モータ12と直線ガイド13を用いた構造とすることができるが、これに限定されるものではない。
【0013】
なお、樹脂シートHを把持するクランプ手段7aは、本実施の形態に示されるように成形装置M側に設けられ成形中も把持しているが、これに代えて成形装置Mに樹脂シートHを搬送したのち下成形型側に配置したクランプ手段により樹脂シートを把持させて成形させることもできる。型側にクランプ手段を配置する場合は、成形型の形状に合わせて任意に設けることができるが、成形型ごとにクランプ手段を用意しなければならないため成形型のコストが高くなる。これに対して、本実施の形態のように成形装置M側にクランプ手段7aを配置した場合は、装置側に一式用意するだけで済むので成形型のコストを下げることができる。
【0014】
前記台車搬送機構Aは、駆動モータを用いて前記走行台車TL、TRをアクチュエータ2により昇降する一つの上成形型MUの移動方向に直行させて単独で走行できる機構であれば、とくに限定されるものではないが、本実施の形態では、ベースフレーム21から張り出したアーム部21aに組み付けられたラック22に走行台車TL、TRに組み付けられた駆動モータとしてのサーボモータ23の先端に固着したピニオン24がかみ合い走行するようにされている。なお、本実施の形態では、このラック22は成形ステーションSの位置で2分割にされているが、分割しなくてもよい。
また、走行台車TL、TRは、枠組みされたベースフレーム21上に設けられる一対のレール25とガイド部26からなる直線ガイド27を介して走行可能にされている。なお、本実施の形態では走行台車TL、TRは、走行機構Bとして一対のレール25とガイド部26からなる直線ガイド27を用いて走行可能にされているが、一対のレール25と車輪を用いて走行可能にすることができる。
また、作業者が、成形装置Mの外で作業する時ピットPに落ちないように、ステップ28が走行台車TL、TRの内側にそれぞれ固定されている。
【0015】
前記位置決め手段Cは、前記成形ステーションSにおいて走行台車TL、TRの下部に固定される受け部31に係合できる機構であれば、とくに限定されるものではないが、本実施の形態では、図4に示されるように、一対のレール25間のベースフレーム21に掛け渡された補強梁部21aに配置される昇降用アクチュエータ機構32とされている。このアクチュエータ機構32は、油圧アクチェータ33の先端に固着したピン34が上向き昇降可能に取り付けられており、ガイドブロック35とは摺動可能にされている。この油圧アクチュエータ33は、伸長作動によりピン34を成形ステーションSに移動した走行台車TL(TR)の下側に固定された受け部31に係合して成形時に該走行台車TL(TR)を位置決めする。
また、本実施の形態では、走行台車TL、TRの位置決めの精度を向上させるために前記走行台車TL、TRが成形ステーションSに停止すると前記サーボモータ23の位置決め(指令信号)を解除して、前記位置決め手段Cにおける油圧アクチェータ33を作動させる制御部を備えているのが好ましい。
【0016】
ここで、本実施の形態にかかわる成形設備と従来の1つの成形設備の作業者の作業領域の違いについて図5〜6に基づいて説明する。なお、図において、斜線部は作業領域を示し、符号50は加熱装置である。図5に示されるように、本実施の形態では、成形装置M内に入ることなく、左右の作業領域に移動した走行台車TL、TRの下成形型ML、MRで作業できる。これに対して、図6に示されるように、従来の成形設備では、成形装置51内に置かれた下成形型52に対して直接作業を行っており、成形装置51内に入って作業していた。これにより、本実施の形態では、作業者が成形装置内に常時入らないため、設備の高さや巾を小さくできる。そして、走行台車TL、TRがそれぞれ外に出た位置に、製品取り出し装置とトリム装置を追加すれば、トリム工程まで自動運転ができ、作業者を減らすことが可能である。
【0017】
以下、本実施の形態にかかわる成形設備の動きについて説明する。下成形型MRを載置する走行台車TRが成形ステーションSに移動し、シート材料Hを成形する状態から説明する。
まず、外側に移動している下成形型MLを載置する走行台車TLに、補助材料Fをセットする。セットし終わったら、作業者は退避して、作業終了のスイッチ(図示せず)を押す。
ついで、成形が終了して昇降用アクチュエータ2を伸縮させて上成形型MUを上昇させるタイミングで、走行台車TL、TRが成形装置Mに出入りする門型フレーム1の箇所に設けられたシャッター(図示せず)を上昇させる。そして、油圧アクチェータ33を収縮作動してピン34を受け部31から開放し、走行台車TRのサーボモータ23を逆転させて該走行台車TRを目標の退避位置で停止させる。
同時に走行台車TLのサーボモータ23を正転させて該走行台車TLを目標の成形ステーションSで停止させる。ついで、サーボモータ32のサーボ位置決め制御を解除して油圧アクチェータ33のピン34を上昇し受け部31に係合させて成形ステーションSに走行台車TLを固定する。ついで、シャッターを下降さる。
ついで、加熱装置により加熱されたシート材料Hが、加熱装置からクランプ手段7aに把持されて幅クランプ機構7とともに成形ステーションSの上方に移動し、上成形型MUと走行台車TLに載置される下成形型MLとのあいだに搬入される。そして、昇降用アクチュエータ2を伸長させて上成形型MUを降下させて成形する。このとき、クランプ昇降機構7bによって、上成形型MUの降下動作に同調して成形を行う。成形ステーションSで成形が行われているあいだに、外に移動している走行台車TR上の下成形型MRに載っている成形品を取り出し、つぎの成形用の補助材料Fを下成形型MRにセットする。セットし終わったら、作業者は退避して、作業終了のスイッチを押す。
ついで、成形が終わると幅調整機構7cにより上成形型MUと下成形型MRに干渉しない位置までクランプ手段7aを拡大し、上昇させたのち幅クランプ機構7を加熱装置へ戻す。
これと同時に昇降用アクチュエータ2を伸縮し、上昇端まで上成形型MUを上昇させるとともに、シャッターも上昇させ油圧アクチェータ33のピン34を下降し受け部31から開放する。
ついで、走行台車TLのサーボモータ23を逆転させて走行台車TLを目標の退避位置で停止する。同時に走行台車TRのサーボモータ23を正転させて走行台車TRを目標の成形ステーションSで停止させる。
ついで、サーボモータ23のサーボ位置決め制御を解除して油圧アクチェータ33のピン34を上昇させて走行台車TRを成形ステーションSに固定する。ついで、シャッターを下降さる。この繰り返しによって成形品を製造する。
【0018】
以上説明したとおり、本実施の形態では、下成形型を載置する走行台車を成形ステーションに位置決めしてシート材料の位置ズレを防止して成形品の品質向上を図ることができる。
また、本実施の形態では、成形装置の上成形型に対して2つの下成形型を2台の走行台車により交互に単独で往復可能とし、一方の下成形型が成形装置内で成形をしているあいだに、成形装置の外に出ているもう一方の下成形型から成形された成形品の取り出しや、つぎの成形用の補助材料のセットができ、成形後、つぎの準備ができるまで成形装置が待機することがなくなり、サイクルタイムが短縮できる。また、成形装置の外に移動している走行台車に載置される下成形型に対して作業を行うため、安全性が向上するだけでなく、作業性も向上し、さらに成形装置内に人が立ち入ることを考慮しなくてよくなるため、作業者が作業するスペースを削減して成形装置を小型化できるなど多くの利点がある。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施の形態にかかわる下型走行式成形設備を示す概略図である。
【図2】図1の左側面図である。
【図3】図1のI−I線断面図である。
【図4】図1の位置決め手段を説明する要部拡大図である。
【図5】本実施の形態にかかわる成形設備における作業者の作業領域を説明する図である。
【図6】従来の1つの成形設備における作業者の作業領域を説明する図である。
【符号の説明】
【0020】
A 台車搬送機構
B 走行機構
C 位置決め手段
H シート材料
M 成形装置
MU 上成形型
ML、MR 下成形型
P ピット
S 成形ステーション
TL、TR 走行台車
1 門型フレーム
2 昇降用アクチュエータ
3 上昇降テーブル
4 ガイド
5 フレーム
6 クランプ搬送機構
7 幅クランプ機構
7a クランプ手段
7b クランプ昇降機構
7c 幅調整機構
21 ベースフレーム
21a 補強梁部
22 ラック
23 サーボモータ
24 ピニオン
25 レール
26 ガイド部
27 直線ガイド
31 受け部
32 昇降用アクチュエータ機構
33 油圧アクチェータ
34 ピン
35 ガイドブロック
【特許請求の範囲】
【請求項1】
熱可塑性シート材料を上下成形型により成形する成形装置において、該上成形型に対して成形ステーションに下成形型を載置した2台の走行台車を往復移動可能に設置する下型走行式成形設備であって、
前記2台の走行台車にそれぞれ取り付けられる駆動モータにより該2台の走行台車を独立して移動させる台車搬送機構と、
前記成形装置に対して直行する方向に該2台の走行台車を一対のレールに沿って走行させる走行機構と、
該走行台車に係合して前記成形ステーションに該走行台車を位置決めする位置決め手段
とを備えてなる下型走行式成形設備。
【請求項2】
前記位置決め手段が、走行台車の下部に固定される受け部に係合できるように前記成形ステーションにおける一対のレール間に配置される昇降用アクチュエータ機構である請求項1記載の下型走行式成形設備。
【請求項3】
前記台車搬送機構、走行機構および位置決め手段が床に形成されるピット内に設置されている請求項1記載の下型走行式成形設備。
【請求項4】
前記走行台車が成形ステーションに停止すると前記駆動モータの位置決めを解除して、前記位置決め手段を作動させる制御部を備えてなる請求項1、2または3記載の下型走行式成形設備。
【請求項1】
熱可塑性シート材料を上下成形型により成形する成形装置において、該上成形型に対して成形ステーションに下成形型を載置した2台の走行台車を往復移動可能に設置する下型走行式成形設備であって、
前記2台の走行台車にそれぞれ取り付けられる駆動モータにより該2台の走行台車を独立して移動させる台車搬送機構と、
前記成形装置に対して直行する方向に該2台の走行台車を一対のレールに沿って走行させる走行機構と、
該走行台車に係合して前記成形ステーションに該走行台車を位置決めする位置決め手段
とを備えてなる下型走行式成形設備。
【請求項2】
前記位置決め手段が、走行台車の下部に固定される受け部に係合できるように前記成形ステーションにおける一対のレール間に配置される昇降用アクチュエータ機構である請求項1記載の下型走行式成形設備。
【請求項3】
前記台車搬送機構、走行機構および位置決め手段が床に形成されるピット内に設置されている請求項1記載の下型走行式成形設備。
【請求項4】
前記走行台車が成形ステーションに停止すると前記駆動モータの位置決めを解除して、前記位置決め手段を作動させる制御部を備えてなる請求項1、2または3記載の下型走行式成形設備。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−132022(P2009−132022A)
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願番号】特願2007−309680(P2007−309680)
【出願日】平成19年11月30日(2007.11.30)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願日】平成19年11月30日(2007.11.30)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]