
下敷の供給装置
【課題】設置スペースに縮小化を図ることができるようにした下敷の供給装置を提供することである。
【解決手段】シートスタッカ1の昇降テーブル2に下敷Pを送り込むレシーブコンベヤ10と、そのレシーブコンベヤ10の搬送面上に下敷Pを一枚ずつ送り込む並列配置の複数の下敷送込み装置20a、20bとからなり、前記複数の下敷送込み装置20a、20bのそれぞれを、搬出端に向けて下敷Pを一枚ずつ間歇的に搬送する下敷供給コンベヤ30と、その下敷供給コンベヤ30から送り込まれてくる下敷Pを受け取ってレシーブコンベヤ10の搬送面上に向けて移送させる下敷移送装置31とで形成する。その下敷供給コンベヤ30と下敷移送装置31をレシーブコンベヤ10の搬送方向と直交する方向に直列に配置して設置スペースの縮小化を図る。
【解決手段】シートスタッカ1の昇降テーブル2に下敷Pを送り込むレシーブコンベヤ10と、そのレシーブコンベヤ10の搬送面上に下敷Pを一枚ずつ送り込む並列配置の複数の下敷送込み装置20a、20bとからなり、前記複数の下敷送込み装置20a、20bのそれぞれを、搬出端に向けて下敷Pを一枚ずつ間歇的に搬送する下敷供給コンベヤ30と、その下敷供給コンベヤ30から送り込まれてくる下敷Pを受け取ってレシーブコンベヤ10の搬送面上に向けて移送させる下敷移送装置31とで形成する。その下敷供給コンベヤ30と下敷移送装置31をレシーブコンベヤ10の搬送方向と直交する方向に直列に配置して設置スペースの縮小化を図る。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、シートスタッカの昇降テーブル上に必要枚数のパネル状の下敷を自動的に供給する下敷の供給装置に関する。
【背景技術】
【0002】
一般に、段ボールシートを製造するコルゲータにおいては、ダブルフェーサから送り出される連続状の両面段ボールや複両面段ボール等の段ボールの両側の耳部をトリミングすると共に、スリッタにより所要の幅寸法に切断して複数条の連続段ボールを形成し、ロータリカッタによってこの複数条の連続段ボールを幅方向に切断して所定の長さに複数の矩形状段ボールシートを形成し、この段ボールシートをロータリカッタの下流側に設けられた搬送コンベヤ上において搬送方向に瓦状にラップさせて下流側に搬送し、その搬送途中においてラップ状の段ボールシートを設定枚数毎に区分し、その区分された段ボールシートを搬送コンベヤの搬出端より下流側に設けられたシートスタッカによって積み重ねるようにしている。
【0003】
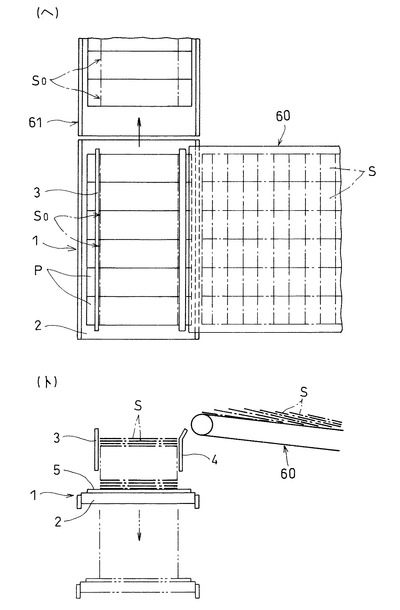
図8(ヘ)、(ト)は、搬送コンベヤ60の下流側に設けられたシートスタッカ1を示す。このシートスタッカ1は、昇降テーブル2と、その昇降テーブル2上に設けられた対向配置のフロントガイド3およびバックガイド4とを有し、上記搬送コンベヤ60の搬出端から搬出される矩形状の段ボールシートSの前端をフロントガイド3へ衝突させることにより、そのフロントガイド3とバックガイド4間に落下させて昇降テーブル2で支持し、この昇降テーブル2を搬送コンベヤ60から搬出される段ボールシートSの搬出枚数に応じて下降させて段ボールシートSを順次積み重ねるようにしている。
【0004】
ここで、昇降テーブル2は、搬送コンベヤ60での段ボールシートSの搬出方向と直交する方向に並列に配置された複数のローラ5を有し、その複数のローラ5で段ボールシートSを支持し、上記昇降テーブル2が下限位置まで下降して停止すると、複数のローラ5を一方向に回転させて積み重ねられた山積みシートS0を昇降テーブル2に搬送コンベヤ60と直交する方向に接続された排出コンベヤ61上に送り出すようにしている。
【0005】
上記のようなシートスタッカ1によって段ボールシートSを積み重ねる場合、普通、昇降テーブル2のローラ5上に合板等のパネルからなる比較的剛性の高い下敷Pを載置し、その下敷P上に段ボールシートSを積み重ねるようにしている。
【0006】
この場合、下敷Pは段ボールシートSの長さおよび幅寸法に応じて最適な大きさのものが用いられると共に、コルゲータによって、例えば、図8(ヘ)に示すように幅方向に6枚の段ボールシートSを同時に互に密接させて形成するような場合は、6枚の下敷Pを側縁を互に接触させた状態で昇降テーブル2上に載置して、各下敷P上に段ボールシートSを積み重ねるようにしている。
【0007】
ここで、昇降テーブル2上に下敷Pを人手によって並べると、作業性が悪く、また、昇降テーブル2が上下動するため、極めて危険である。そのような不都合を解消するため、特許文献1では、シートスタッカ1の昇降テーブル2に対して下敷Pを自動的に供給する供給装置を提案している。
【0008】
上記特許文献1に記載された下敷の供給装置においては、下敷搬送装置によって多数の下敷からなる下敷集積体をリフト装置のリフトテーブル上に送り込み、そのリフトテーブルで支持された下敷集積体の下敷をプッシャ装置により上部から一枚ずつエレベータコンベヤの上部に送り込み、そのエレベータコンベヤにより下敷を下方に一定ストローク間歇的に搬送して、その下方に配置されたレシーブコンベヤとの間で下敷の受渡しを行い、上記下敷が受渡しされる毎に、下敷の幅寸法に対応する距離を移動量としてレシーブコンベヤを間歇的に移動させて必要枚数の下敷を整列させ、その整列された下敷をシートスタッカの昇降テーブル上に送り込むようにしている。
【0009】
ここで、シートスタッカの昇降テーブル上には、前述のように、長さおよび幅寸法の異なる数種の段ボールシートが積み重ねられるため、下敷としては、長さや幅寸法の異なる数種のものが用意されている。このとき、エレベータコンベヤは、下敷の両端部を支持して下降させるようにしているため、下敷の長さが大幅に相違すると、その下敷を支持して下降させることができない。
【0010】
そのため、特許文献1に記載された下敷の供給装置においては、レシーブコンベヤ上に下敷を供給するエレベータコンベヤと、そのエレベータコンベヤの上部に下敷を一枚ずつ供給するプッシャ装置を対とし、その対で構成される下敷送込み装置の複数を並列に配置して、その複数の下敷送込み装置のいずれかを選択し、レシーブコンベヤ上に適切な大きさの下敷を送り込むようにしている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2005−239331号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
ところで、特許文献1に記載された下敷の供給装置においては、下敷送込み装置を構成するプッシャ装置とエレベータコンベヤを、プッシャ装置による下敷の搬送方向がレシーブコンベヤの搬送方向と同一となるようにして、並列の配置としているため、複数の下敷送込み装置を設置しようとすると、非常に長いレシーブコンベヤが必要となって広い設置スペースを確保しなければならず、その省スペース化を図るうえにおいて改善すべき点が残されていた。
【0013】
また、エレベータコンベヤは、下敷の両端部を支持して下降させるため、下敷の長さが長くなると、その下敷は長さ方向の中央部で下方に撓み、支持が不安定になって間歇駆動されるエレベータコンベヤの始動時や停止時の衝撃により落下する可能性があり、下敷を安定よく確実に下降動させるうえにおいても改善すべき点が残されていた。
【0014】
この発明の課題は、設置スペースの縮小化を図ることができるようにした下敷の供給装置を提供することである。
【課題を解決するための手段】
【0015】
上記の課題を解決するために、この発明においては、シートを積み重ねるシートスタッカの昇降テーブルに向けて矩形の下敷を送り込むレシーブコンベヤと、そのレシーブコンベヤの搬送面上に下敷を一枚ずつ送り込む並列配置の複数の下敷送込み装置とからなり、前記複数の下敷送込み装置のそれぞれが、前記レシーブコンベヤの搬送路の一側部上方に搬出端が臨み、その搬出端に向けて下敷を一枚ずつ搬送する下敷供給コンベヤと、その下敷供給コンベヤに対して直線状に並ぶ直列の配置とされ、下敷供給コンベヤから送り出される下敷を順次受け取ってレシーブコンベヤの搬送面上に向けて一定ストローク間歇的に下向きに移送させる下敷移送装置とを有し、前記下敷移送装置により下向きに移送される下敷がレシーブコンベヤの搬送面上に供給される毎に前記シートスタッカの昇降テーブル上に積み重ねられるシートの幅寸法に対応する距離を移動量として必要数の下敷をレシーブコンベヤの搬送面上で整列させるようにした構成を採用したのである。
【0016】
上記の構成からなる下敷の供給装置においては、下敷供給コンベヤから下敷移送装置の上部に下敷を送り込み、その下敷移送装置により下敷を一定ストローク間歇的に下向きに移送させて、レシーブコンベヤの搬送面上に下敷を供給する。
【0017】
シートスタッカによる次回の段ボールシートの積み重ねに際しては、下敷移送装置からレシーブコンベヤに下敷が供給、載置される毎に、そのレシーブコンベヤを次回に積み重ねられる下敷の幅寸法に対応する距離を移動量としてシートスタッカに向けて間歇的に移動させ、レシーブコンベヤの搬送面上に積み重ね段ボールシートの列数に応じた必要枚数の下敷を積み重ね段ボールシートの幅寸法に対応する状態で整列させて待機しておく。
【0018】
そして、シートスタッカによって1ロット分の段ボールシートが積み重ねられ、その山積みシートが昇降テーブル上から排出されると、次回のロットの積み重ねシート用として、レシーブコンベヤを駆動し、その搬送面上に整列された必要枚数の下敷を整列された状態でシートスタッカの昇降テーブル上に搬送供給する。
【0019】
ここで、段ボールシートの積み重ねに用いられる下敷は、その幅寸法が積み重ねられる段ボールシートの両側縁間の幅寸法に等しいもの、あるいは、段ボールシートの幅寸法より小さいものを採用する。このとき、シートスタッカに送り込まれてくる段ボールシートにはロット毎で幅寸法が異なる多種類のものが存在し、各段ボールシートと同一幅の下敷を用意すると、多種類の下敷を必要とし、これらの各下敷を段ボールシートの積み重ね工程表に基づいてロット順にレシーブコンベヤ上に順次整列させる必要があり、非常に手間がかかる。このため、幅寸法の異なる数種の下敷を用意し、1つの下敷によってこの下敷の幅寸法と同一またはより大きい数種の幅寸法の段ボールシートを支持するようにするのが好ましい。
【0020】
上記のように、1つの下敷によってこの下敷の幅寸法と同一またはより大きい数種の幅寸法の段ボールシートを支持する場合、レシーブコンベヤに下敷を供給する下敷送込み装置は複数組あればよい。
【0021】
この発明に係る下敷の供給装置においては、レシーブコンベヤの搬送面上に下敷を一枚ずつ送り込む下敷送込み装置が、下敷供給コンベヤの搬出端の下流側に下敷移送装置を配置して、下敷供給コンベヤと下敷移送装置をレシーブコンベヤの搬送方向と直交する方向に直線状に並ぶ直列の配置しているため、下敷供給コンベヤと下敷移送装置をレシーブコンベヤの搬送面上で並列に並べて配置する場合に比較して、同じ広さの設置スペース内に多くの下敷送込み装置を配置することができる。
【0022】
その結果、シートスタッカの昇降テーブル上にサイズの異なる多くの下敷を供給することができ、逆に、サイズの異なる下敷の供給数を同じとする場合には、設置スペースの縮小化を図ることができる。
【0023】
ここで、下敷移送装置として、下向きに移動するキャリヤ側チェーンと上向きに移動するリターン側チェーンの上下両端に反転部が設けられた左右一対のチェーン間に下敷の両側を支持する受板を取付けた一対の受板搬送装置を、キャリヤ側チェーンが対向するようレシーブコンベヤの搬送方向前後に設けたものを採用することができる。
【0024】
上記下敷移送装置として、レシーブコンベヤの下敷搬送方向と直交する方向に長く延びる回転軸に下敷の下面側部を支持する受板を設けた回転部材の一対をレシーブコンベヤの下敷搬送方向の前後で対向するよう設け、その前後一対の回転部材を上下段方向に等間隔に配置し、その前後一対の回転部材の相反する内側方向への回転によって上段の前後一対の受板上から下向きに移送される下敷が、上段の受板と同じ回転位置に取付けてある下段の前後一対の回転部材のそれぞれ最も内側の受板で支持されるよう各段の前後一対の回転部材を同調させて設定角度回転させる回転駆動装置を設け、前記各段の前後一対の回転部材の受板のうち、少なくとも最上段の前後一対の回転部材の受板を、回転軸の長さ方向に延びる帯状とした構成からなるものを採用することにより、チェーンに受板を取り付けるようにした上記の下敷移送装置に比較して、チェーンの反転移動用のスプロケットを不要とし得る分、下敷移送装置の幅寸法の小型化を図ることができる。
【発明の効果】
【0025】
上記のように、この発明においては、下敷送込み装置を構成する下敷供給コンベヤと下敷移送装置を、下敷供給コンベヤの搬出端の下流側に下敷移送装置を配置して、その下敷供給コンベヤと下敷移送装置をレシーブコンベヤの搬送方向と直交する方向に直線状に並ぶ直列の配置としたことにより、下敷供給コンベヤと下敷移送装置をレシーブコンベヤの搬送方向に並列に並ぶ配置とする場合に比較して、同じ広さの設置スペース内に多くの下敷送込み装置を配置することができ、サイズの異なる多くの下敷をレシーブコンベヤに送り込むことができる。また、上記と逆に、同じ数の下敷送込み装置を設置する場合に、設置スペースの縮小化を図ることができる。
【図面の簡単な説明】
【0026】
【図1】この発明に係る下敷の供給装置の実施の形態を示す概略平面図
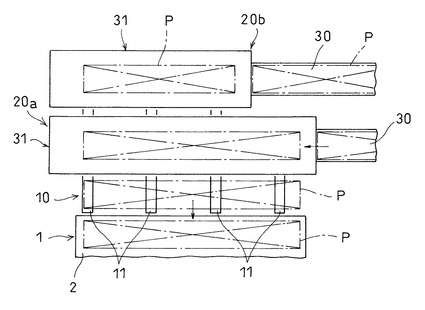
【図2】下敷送込み装置の平面図
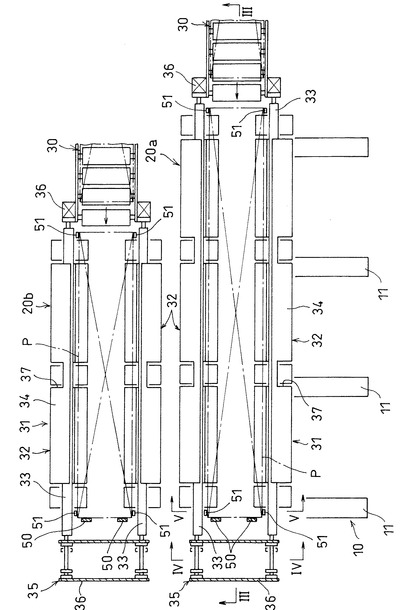
【図3】図2のIII−III線に沿った断面図
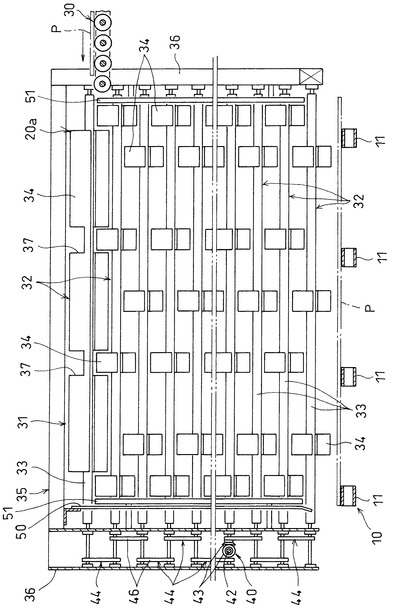
【図4】図2のIV−IV線に沿った断面図
【図5】図2のV−V線に沿った断面図
【図6】(イ)、(ロ)は、図5に示す下敷移送装置の作動状態を段階的に示す断面図
【図7】下敷移送装置の他の例を示し、(ハ)乃至(ホ)は、その作動状態を段階的に示す断面図
【図8】(へ)は、従来のシートスタッカを示す平面図、(ト)は、正面図
【発明を実施するための形態】
【0027】
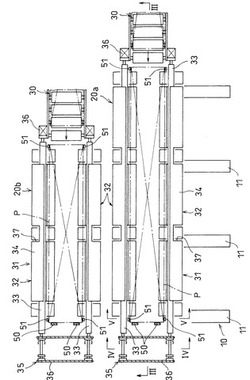
以下、この発明の実施の形態を図面に基づいて説明する。図1に示すように、この発明に係る下敷の供給装置は、シートスタッカ1の昇降テーブル2に向けて矩形の下敷Pの整列体を送り込むレシーブコンベヤ10と、そのレシーブコンベヤ10の搬送面上に下敷Pを一枚ずつ送り込む並列に配置された第1下敷送込み装置20aおよび第2下敷送込み装置20bとからなっている。
【0028】
図2乃至図4に示すように、レシーブコンベヤ10は、並列に配置された複数のベルトコンベヤ11からなる。この複数のベルトコンベヤ11は、その搬送面上において対向一対の長辺が前後で対向するようにして整列される下敷Pを昇降テーブル2に向けて搬送するようになっている。
【0029】
図2乃至図5は、第1下敷送込み装置20aを示す。第2下敷送込み装置20bは、第1下敷送込み装置20aと同一の構成とされ、長さおよび幅寸法が異なる下敷Pをレシーブコンベヤ10に送り込むようにしている点で相違している。従って、ここでは、第1下敷送込み装置20aの構成を以下に述べ、第2下敷送込み装置20bについては、第1下敷送込み装置20aと同一の部品に同一の符号を付して説明を省略する。
【0030】
第1下敷送込み装置20aは、レシーブコンベヤ10の搬送路の一側上方に設けられた下敷供給コンベヤ30と、その下敷供給コンベヤ30から送り込まれてくる下敷Pを受け取り、その下敷Pを下方に向けて一定ストローク間歇的に移送して、レシーブコンベヤ10の搬送面上に送り込む下敷移送装置31とからなり、上記下敷供給コンベヤ30と下敷移送装置31は、レシーブコンベヤ10の下敷搬送方向に対して直交する方向に直線状に並ぶ直列の配置とされている。
【0031】
下敷供給コンベヤ30は、ローラコンベヤからなる。この下敷供給コンベヤ30は、その搬出端がレシーブコンベヤ10の搬送路の一側部上方に臨む配置とされ、下敷Pを、その対向する短辺を前後として一枚ずつ搬出端に向けて搬送して、その搬出端から下敷移送装置31の上部に送り込むようになっている。
【0032】
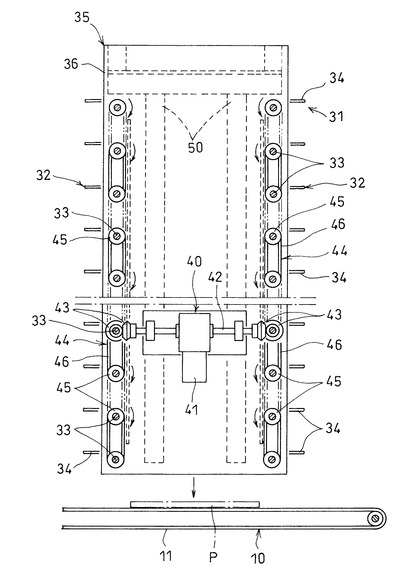
下敷移送装置31は、レシーブコンベヤ10の搬送方向の前後で対向する前後一対の回転部材32を上下方向に等間隔に設け、最上段の前後一対の回転部材32によって下敷供給コンベヤ30から送り込まれてくる下敷Pを受け取り、その前後一対の回転部材32のそれぞれが対向するよう相反する内側方向への回転によって下向きに移送される下敷Pが、その下段の前後一対の回転部材32で支持されるよう各段の前後一対の回転部材32を回転駆動装置40により同調させて設定角度回転させて、最下段の前後一対の回転部材32から下向きに移送される下敷Pをレシーブコンベヤ10の搬送面上に順次送り込むようにしている。
【0033】
ここで、回転部材32は、レシーブコンベヤ10の下敷搬送方向に対して直交する方向に長く延びる回転軸33の外周に下敷Pの下面側部を支持する4枚の受板34を周方向に90°の間隔をおいて設けた構成とされ、上記回転軸33の両端部がレシーブコンベヤ10の上方に設けられた門形フレーム35の対向する側枠36で回転自在に支持されている。
【0034】
上記回転軸33の両端部の側枠36で回転自在に支持される辺りの断面形状は円形であり、その他の中間部の断面形状は正四角形である。4枚の受板34のそれぞれは、正四角形状の回転軸33の各辺にこれに平行に突出するように取付けられている。
【0035】
また、各段の前後一対の回転部材32のうち、最上段の前後一対の回転部材32の受板34は、回転軸33の正四角形状部の辺りから突出するその長さは下敷Pの一部を受け取って支持できる程度に短く、その幅は回転軸33の軸方向に長く延びる帯状とされている。一方、最上段の前後一対の回転部材32を除く他の残りの前後一対の回転部材32の受板34は長さも幅も下敷Pの長辺方向に延びる側部の一部を受け取って支持できる程度に短い短片状とされて、回転軸33の軸方向に間隔をおいて複数設けられており、その複数の受板34は、隣接する下段の回転部材32の受板34と軸方向に位置がずれる千鳥状の配置とされている。
【0036】
さらに、最上段の前後一対の回転部材32における帯状受板34の両側部のそれぞれは、その下段の最も側部の一対の回転部材32の短片状受板34の内側部より内側に位置し、さらに、その帯状受板34には、その下段の前後一対の回転部材32の短片状受板34と対向する位置に切欠部37が形成されて、回転部材32の回転時に短片状受板34が帯状受板34に干渉することのないようにされている。
【0037】
各段における回転軸33の正四角形状部の4辺は総て同じ回転位置に位置するような構造になっており、これらの各辺からその辺に平行に突出するように受板34が取付けられている。受板34の突出長さや幅長さは、下敷Pを安定よく支持できる程度の大きさであればよくて、図3に示す通り、幅長さが長い場合には、最上段の受板34のように回転軸33の幅方向には一つの受板34を取付けるだけでよく、幅長さが短い場合には、2段目以下の受板34のように下敷Pの長辺方向に延びる側部の両端部を支持する少なくとも前後一対の受板34を取付けるだけでよい。
【0038】
上記のように、回転部材32の一対は、その回転部材32の受板34によって送り込まれてくる下敷Pの長辺部の両側部の下面を支持可能な間隔をおいて対向するように配置されている。
【0039】
図3および図4に示すように、回転駆動装置40は、門形フレーム35の一方の側枠36で減速機付きモータ41を支持し、そのモータ41の出力軸42の回転を互いに噛合するベベルギヤ43を介して一組の前後一対の回転部材32の回転軸33に伝達し、その一組の前後一対の回転部材32の回転軸33の回転を伝動装置44を介して各段の前後一対の回転部材32の回転軸33に伝達するようにしている。
【0040】
伝動装置44として、ここでは、各段の前後一対の回転部材32の回転軸33に一対の歯付きプーリ45を取付け、上下で対向する歯付きプーリ45間にタイミングベルト46を掛け渡して上下へ順次伝動するベルト伝動装置を示したが、伝動装置44はこれに限定されるものではない。例えば、スプロケット間にチェーンを掛け渡したチェーン伝動装置であってもよい。
【0041】
上記の構成からなる回転駆動装置40においては、各段の前後一対の回転部材32の各回転軸33を、受板34で支持される下敷Pが落下排出される方向、すなわち、互いに対向する受板34のそれぞれを対称的に同調させて対向する内側の方向に90°間歇回転させるようになっている。
【0042】
図3および図4に示すように、一対の下敷移送装置31のそれぞれの回転部材32の前側の端部間には、下敷供給コンベヤ30から最上段の前後一対の回転部材32の上面を水平状態に維持して待機している受板34上に送り込まれる下敷Pの前側へ移動方向の先端を位置決めする前後一対の位置決め部材50が設けられている。
【0043】
前後一対の位置決め部材50のそれぞれは、帯板により形成されて上下方向に長く延び、最上段の前後一対の回転部材32から下方に向けて移送される下敷Pの落下移動を案内するようになっている。
【0044】
また、一対の下敷移送装置31のそれぞれの回転部材32の前後の両端部間のそれぞれ内側には対向するように、それぞれ前後一対のガイド部材51が設けられている。これらの前後一対のガイド部材51のそれぞれも帯板から形成されて上下方向に長く延び、最上段の前後一対の回転部材32から下方に向けて移送される下敷Pの長辺部の両側端のそれぞれを前後で案内しつつ移動させるようになっている。
【0045】
実施の形態で示す下敷の供給装置は上記の構造からなり、この供給装置においては、シートスタッカ1の昇降テーブル2上の下敷Pに段ボールシートSが積み重ねられている時に、第1下敷送込み装置20aまたは第2下敷送込み装置20bによって次回のロットの段ボールシートSの積み重ねに必要とされるサイズの下敷Pを必要な数だけレシーブコンベヤ10の搬送面上に送り込み、その下敷Pをレシーブコンベヤ10の搬送面上で整列させた状態で待機させておき、その搬送面と同一高さとなる下限位置に下降した上記昇降テーブル2上の先の山積みシートS0が下敷Pと共に昇降テーブル2上から同一高さの搬送面となっている排出コンベヤ上へ送り出されたとき、レシーブコンベヤ10を駆動して、その搬送面上で待機されていた整列状態の下敷Pを昇降テーブル2上に送り込むようにする。
【0046】
レシーブコンベヤ10に対する下敷Pの送り込み、移載に際しては、必要とされるサイズの下敷Pを、その下敷Pの送り込みに適した下敷送込み装置20aまたは20bの下敷供給コンベヤ30の搬送面上に対向一対の短辺を前後として一枚ずつ間歇的に連続して供給する。
【0047】
いま、第1下敷送込み装置20aの下敷供給コンベヤ30の搬送面上に下敷Pを一枚ずつ間歇的に連続して供給すると、その下敷Pは、上記下敷供給コンベヤ30により下敷移送装置31の最上段の前後一対の回転部材32間に送り込まれる。
【0048】
このとき、下敷Pは、前後一対の回転部材32の対向する一対の回転軸33の正四角形状の上辺からそれぞれ対向するように内側へ向けて水平に突出して待機している受板34の上面でその下面の長辺部の両側部の一部が支持される状態で前後一対の回転部材32間に送り込まれ、その移動方向前側の短辺が位置決め部材50に当接して下敷Pが停止すると、モータ41が駆動し、各段の前後一対の回転部材32を同時に図4の矢印で示すように互いに同調させて対称的に内方の方向に90°間歇回転させる。
【0049】
ここで、最上段の受板34は下敷Pの搬送方向である回転軸33の軸方向に長く延びる帯状となっているので、下敷供給コンベヤ30で搬送されてくる下敷Pの一対の長辺部のそれぞれの側部をスムーズに支持できる。
【0050】
なお、下敷Pの移動方向前側の短辺が位置決め部材50に衝撃的に当接すると、衝突時の反力により、下敷Pが搬送方向と逆の方向に移動して、移動方向前側の短辺を位置決めすることができない可能性がある。そこで、実施の形態では、下敷Pの移動方向前側の短辺が位置決め部材50に当接する少し手前の位置から速度を次第に低下して、位置決め部材50に当接すると同時に下敷Pが停止するよう下敷供給コンベヤ30を速度制御するようにしている。
【0051】
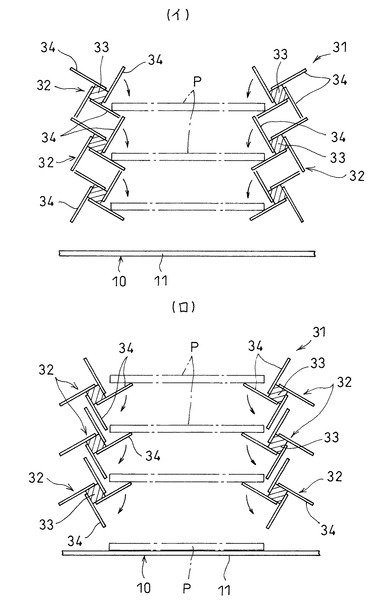
最上段の前後一対の回転部材32の内側方向への90°の回転により、その最上段の前後一対の回転部材32の受板34で下面の長辺部の両側部が支持されていた下敷Pは、受板34の回転により下向きに移送され、同調して同じように90°回転するその下段の前後一対の回転部材32の最上段の受板34と同じ回転位置に取付けられていて回転によって最も内側に位置する受板34が下敷Pの落下路に臨み、その下段の前後一対の回転部材32の受板34との間で下敷Pの受渡しが行なわれる。図6(イ)および(ロ)は、下敷Pの受渡し状態を段階的に示している。
【0052】
下段の前後一対の回転部材32の受板34に受渡しされた下敷Pは、各段の前後一対の回転部材32の90°の同調回転により水平状態に保持される。また、下敷Pが下向きに移動するとき、その下敷Pは、位置決め部材50およびガイド部材51に案内される。このため、下敷Pは、下段の前後一対の回転部材32の受板34の所定の位置で支持されることになる。
【0053】
最上段の前後一対の回転部材32から下段の前後一対の回転部材32へ下敷Pが受渡しされて各段の前後一対の回転部材32が停止すると、下敷供給コンベヤ30から最上段の前後一対の回転部材32間に次の下敷Pが送り込まれ、その次の下敷Pが位置決め部材50に当接して停止すると、モータ41が駆動して、各段の前後一対の回転部材32を同時に90°間歇的に同調回転させる。
【0054】
このため、先に送り込まれた下敷Pは上部から3段目の前後一対の回転部材32で支持されると共に、最上段の前後一対の回転部材32で支持されていた2番目の下敷Pは上部から2段目の前後一対の回転部材32で順次支持される。
【0055】
下敷供給コンベヤ30は、モータ41が停止する毎に駆動して最上段の前後一対の回転部材32間に下敷Pを送り込むと共に、モータ41は最上段の前後一対の回転部材32で下敷Pが送り込まれて停止すると駆動して、各段の前後一対の回転部材32を90°間歇的に同調回転させる。
【0056】
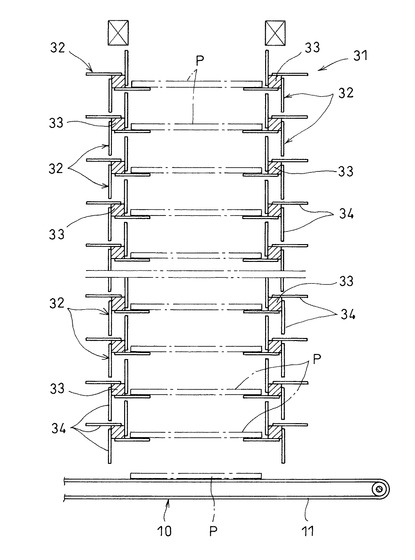
このため、下敷移送装置31の上部に順次送り込まれる下敷Pは、図5に示すように、各段の前後一対の回転部材32で支持されることになり、その状態からさらに各段の前後一対の回転部材32がモータ41の駆動により同時に90°同調回転されると、最下段の前後一対の回転部材32で支持されていた下敷Pが下方に移動して、レシーブコンベヤ10の搬送面で支持される。
【0057】
ここで、シートスタッカ1による次回ロットの段ボールシートSの積み重ねに際して、1条の連続段ボールから矩形状の段ボールシートSが製造されてシートスタッカ1へ搬送されて来て一枚の下敷Pが必要とされる場合は、一枚の下敷Pがレシーブコンベヤ10により支持される状態で待機しておく。そして、シートスタッカ1の昇降テーブル2上の先のロットの山積みシートS0が排出コンベヤへ排出されると、レシーブコンベヤ10を駆動して、次のロットの積み重ね段ボールシートSの下敷用として待機状態に保持されている1枚の下敷Pを昇降テーブル2上に搬送する。
【0058】
一方、次のロットが複数条の連続段ボールから複数列の矩形状段ボールシートSに製造されてシートスタッカ1へ搬送されてくるような場合には、矩形状段ボールシートSの各列毎に下敷Pを必要とするため、複数枚の下敷Pが必要である。
【0059】
このような場合には、下敷移送装置31の最下段の前後一対の回転部材32で支持されている下敷Pをレシーブコンベヤ10の搬送面上に供給、載置する動作と、そのレシーブコンベヤ10が下敷Pを矩形状段ボールシートSの両側縁間の幅寸法に対応する距離を移動量としてシートスタッカ1の昇降テーブル2に向けて搬送する動作とを交互に繰り返し行なうことによって、レシーブコンベヤ11上に必要枚数の下敷Pを整列させて待機しておく。
【0060】
この時、段ボールシートSと同一幅の下敷Pを用いている場合には、下敷P同士の長辺が接触する状態で整列、待機されることになる。また、幅の小さい下敷Pを用いる場合には、下敷Pが積み重ねる段ボールシートSの中央部の下へ位置するよう、整列、待機させておくとよい。
【0061】
そして、シートスタッカ1の昇降テーブル2上において積み重ねられた先のロットの山積みシートS0が昇降テーブル2から搬送面の高さが同一となっている排出コンベヤへ排出されると、搬送面の高さが同一となっているレシーブコンベヤ10を駆動し、搬送されてくる段ボールシートSの列数に応じた必要枚数の下敷Pを整列させた状態で昇降テーブル2上に搬送、載置し、各列毎に下敷Pの上に段ボールシートSを積み重ねる。
【0062】
実施の形態で示す下敷の供給装置においては、下敷供給コンベヤ30の搬出端の下流側に下敷移送装置31を配置し、その下敷供給コンベヤ30と下敷移送装置31をレシーブコンベヤ10の搬送方向と直交する方向に直線状に並ぶ直列の配置としているため、下敷供給コンベヤ30と下敷移送装置31をレシーブコンベヤ10の搬送方向に並列に配置する場合に比較して、同じ広さの設置スペース内に多くの下敷送込み装置を配置することができ、サイズの異なる多くの下敷をレシーブコンベヤ10に送り込むことができる。また、上記と逆に、同じ数の下敷送込み装置を設置する場合に、設置スペースの縮小化を図ることができる。
【0063】
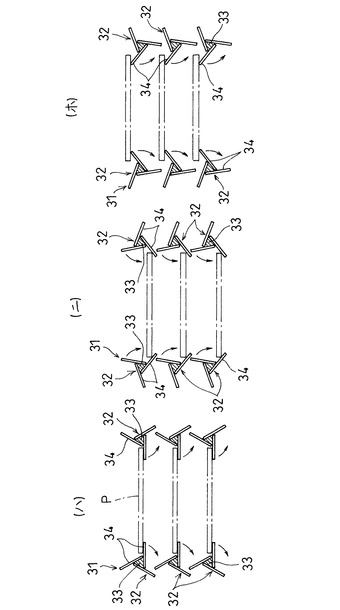
図5では、回転部材32として、回転軸33にこれから突出する4枚の受板34をそれぞれ回転方向に90°の間隔をおいて設けたものを示したが、回転軸33に取付けられる受板34の数は4枚に限定されるものではない。例えば、図7に示すように、回転軸33の正三角形状の部分に3枚の受板34をそれぞれ回転方向に120°の間隔をおいて各辺から突出するように設けるようにしてもよい。
【0064】
図7に示すように、受板34の数を3枚とし、各段において同じ回転位置に取付けた回転部材32においては、モータ41により各段の回転部材32を120°同調回転させて、同図の(ハ)乃至(ホ)で示すように、隣接する上下段の前後一対の回転部材32間で下敷Pの受渡しを行なうようにする。
【0065】
なお、下敷移送装置31は図示例のものに限定されるものではない。例えば、下向きに移動するキャリヤ側チェーンと上向きに移動するリターン側チェーンの上下両端に反転部が設けられた左右一対のチェーン間に下敷の両側を支持する受板を取付けた一対の受板搬送装置を、キャリヤ側チェーンが対向するようレシーブコンベヤの搬送方向前後に設けたものであってもよい。
【符号の説明】
【0066】
1 シートスタッカ
2 昇降テーブル
10 レシーブコンベヤ
20a 第1下敷送込み装置
20b 第2下敷送込み装置
30 下敷供給コンベヤ
31 下敷移送装置
32 回転部材
33 回転軸
34 受板
40 回転駆動装置
【技術分野】
【0001】
この発明は、シートスタッカの昇降テーブル上に必要枚数のパネル状の下敷を自動的に供給する下敷の供給装置に関する。
【背景技術】
【0002】
一般に、段ボールシートを製造するコルゲータにおいては、ダブルフェーサから送り出される連続状の両面段ボールや複両面段ボール等の段ボールの両側の耳部をトリミングすると共に、スリッタにより所要の幅寸法に切断して複数条の連続段ボールを形成し、ロータリカッタによってこの複数条の連続段ボールを幅方向に切断して所定の長さに複数の矩形状段ボールシートを形成し、この段ボールシートをロータリカッタの下流側に設けられた搬送コンベヤ上において搬送方向に瓦状にラップさせて下流側に搬送し、その搬送途中においてラップ状の段ボールシートを設定枚数毎に区分し、その区分された段ボールシートを搬送コンベヤの搬出端より下流側に設けられたシートスタッカによって積み重ねるようにしている。
【0003】
図8(ヘ)、(ト)は、搬送コンベヤ60の下流側に設けられたシートスタッカ1を示す。このシートスタッカ1は、昇降テーブル2と、その昇降テーブル2上に設けられた対向配置のフロントガイド3およびバックガイド4とを有し、上記搬送コンベヤ60の搬出端から搬出される矩形状の段ボールシートSの前端をフロントガイド3へ衝突させることにより、そのフロントガイド3とバックガイド4間に落下させて昇降テーブル2で支持し、この昇降テーブル2を搬送コンベヤ60から搬出される段ボールシートSの搬出枚数に応じて下降させて段ボールシートSを順次積み重ねるようにしている。
【0004】
ここで、昇降テーブル2は、搬送コンベヤ60での段ボールシートSの搬出方向と直交する方向に並列に配置された複数のローラ5を有し、その複数のローラ5で段ボールシートSを支持し、上記昇降テーブル2が下限位置まで下降して停止すると、複数のローラ5を一方向に回転させて積み重ねられた山積みシートS0を昇降テーブル2に搬送コンベヤ60と直交する方向に接続された排出コンベヤ61上に送り出すようにしている。
【0005】
上記のようなシートスタッカ1によって段ボールシートSを積み重ねる場合、普通、昇降テーブル2のローラ5上に合板等のパネルからなる比較的剛性の高い下敷Pを載置し、その下敷P上に段ボールシートSを積み重ねるようにしている。
【0006】
この場合、下敷Pは段ボールシートSの長さおよび幅寸法に応じて最適な大きさのものが用いられると共に、コルゲータによって、例えば、図8(ヘ)に示すように幅方向に6枚の段ボールシートSを同時に互に密接させて形成するような場合は、6枚の下敷Pを側縁を互に接触させた状態で昇降テーブル2上に載置して、各下敷P上に段ボールシートSを積み重ねるようにしている。
【0007】
ここで、昇降テーブル2上に下敷Pを人手によって並べると、作業性が悪く、また、昇降テーブル2が上下動するため、極めて危険である。そのような不都合を解消するため、特許文献1では、シートスタッカ1の昇降テーブル2に対して下敷Pを自動的に供給する供給装置を提案している。
【0008】
上記特許文献1に記載された下敷の供給装置においては、下敷搬送装置によって多数の下敷からなる下敷集積体をリフト装置のリフトテーブル上に送り込み、そのリフトテーブルで支持された下敷集積体の下敷をプッシャ装置により上部から一枚ずつエレベータコンベヤの上部に送り込み、そのエレベータコンベヤにより下敷を下方に一定ストローク間歇的に搬送して、その下方に配置されたレシーブコンベヤとの間で下敷の受渡しを行い、上記下敷が受渡しされる毎に、下敷の幅寸法に対応する距離を移動量としてレシーブコンベヤを間歇的に移動させて必要枚数の下敷を整列させ、その整列された下敷をシートスタッカの昇降テーブル上に送り込むようにしている。
【0009】
ここで、シートスタッカの昇降テーブル上には、前述のように、長さおよび幅寸法の異なる数種の段ボールシートが積み重ねられるため、下敷としては、長さや幅寸法の異なる数種のものが用意されている。このとき、エレベータコンベヤは、下敷の両端部を支持して下降させるようにしているため、下敷の長さが大幅に相違すると、その下敷を支持して下降させることができない。
【0010】
そのため、特許文献1に記載された下敷の供給装置においては、レシーブコンベヤ上に下敷を供給するエレベータコンベヤと、そのエレベータコンベヤの上部に下敷を一枚ずつ供給するプッシャ装置を対とし、その対で構成される下敷送込み装置の複数を並列に配置して、その複数の下敷送込み装置のいずれかを選択し、レシーブコンベヤ上に適切な大きさの下敷を送り込むようにしている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2005−239331号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
ところで、特許文献1に記載された下敷の供給装置においては、下敷送込み装置を構成するプッシャ装置とエレベータコンベヤを、プッシャ装置による下敷の搬送方向がレシーブコンベヤの搬送方向と同一となるようにして、並列の配置としているため、複数の下敷送込み装置を設置しようとすると、非常に長いレシーブコンベヤが必要となって広い設置スペースを確保しなければならず、その省スペース化を図るうえにおいて改善すべき点が残されていた。
【0013】
また、エレベータコンベヤは、下敷の両端部を支持して下降させるため、下敷の長さが長くなると、その下敷は長さ方向の中央部で下方に撓み、支持が不安定になって間歇駆動されるエレベータコンベヤの始動時や停止時の衝撃により落下する可能性があり、下敷を安定よく確実に下降動させるうえにおいても改善すべき点が残されていた。
【0014】
この発明の課題は、設置スペースの縮小化を図ることができるようにした下敷の供給装置を提供することである。
【課題を解決するための手段】
【0015】
上記の課題を解決するために、この発明においては、シートを積み重ねるシートスタッカの昇降テーブルに向けて矩形の下敷を送り込むレシーブコンベヤと、そのレシーブコンベヤの搬送面上に下敷を一枚ずつ送り込む並列配置の複数の下敷送込み装置とからなり、前記複数の下敷送込み装置のそれぞれが、前記レシーブコンベヤの搬送路の一側部上方に搬出端が臨み、その搬出端に向けて下敷を一枚ずつ搬送する下敷供給コンベヤと、その下敷供給コンベヤに対して直線状に並ぶ直列の配置とされ、下敷供給コンベヤから送り出される下敷を順次受け取ってレシーブコンベヤの搬送面上に向けて一定ストローク間歇的に下向きに移送させる下敷移送装置とを有し、前記下敷移送装置により下向きに移送される下敷がレシーブコンベヤの搬送面上に供給される毎に前記シートスタッカの昇降テーブル上に積み重ねられるシートの幅寸法に対応する距離を移動量として必要数の下敷をレシーブコンベヤの搬送面上で整列させるようにした構成を採用したのである。
【0016】
上記の構成からなる下敷の供給装置においては、下敷供給コンベヤから下敷移送装置の上部に下敷を送り込み、その下敷移送装置により下敷を一定ストローク間歇的に下向きに移送させて、レシーブコンベヤの搬送面上に下敷を供給する。
【0017】
シートスタッカによる次回の段ボールシートの積み重ねに際しては、下敷移送装置からレシーブコンベヤに下敷が供給、載置される毎に、そのレシーブコンベヤを次回に積み重ねられる下敷の幅寸法に対応する距離を移動量としてシートスタッカに向けて間歇的に移動させ、レシーブコンベヤの搬送面上に積み重ね段ボールシートの列数に応じた必要枚数の下敷を積み重ね段ボールシートの幅寸法に対応する状態で整列させて待機しておく。
【0018】
そして、シートスタッカによって1ロット分の段ボールシートが積み重ねられ、その山積みシートが昇降テーブル上から排出されると、次回のロットの積み重ねシート用として、レシーブコンベヤを駆動し、その搬送面上に整列された必要枚数の下敷を整列された状態でシートスタッカの昇降テーブル上に搬送供給する。
【0019】
ここで、段ボールシートの積み重ねに用いられる下敷は、その幅寸法が積み重ねられる段ボールシートの両側縁間の幅寸法に等しいもの、あるいは、段ボールシートの幅寸法より小さいものを採用する。このとき、シートスタッカに送り込まれてくる段ボールシートにはロット毎で幅寸法が異なる多種類のものが存在し、各段ボールシートと同一幅の下敷を用意すると、多種類の下敷を必要とし、これらの各下敷を段ボールシートの積み重ね工程表に基づいてロット順にレシーブコンベヤ上に順次整列させる必要があり、非常に手間がかかる。このため、幅寸法の異なる数種の下敷を用意し、1つの下敷によってこの下敷の幅寸法と同一またはより大きい数種の幅寸法の段ボールシートを支持するようにするのが好ましい。
【0020】
上記のように、1つの下敷によってこの下敷の幅寸法と同一またはより大きい数種の幅寸法の段ボールシートを支持する場合、レシーブコンベヤに下敷を供給する下敷送込み装置は複数組あればよい。
【0021】
この発明に係る下敷の供給装置においては、レシーブコンベヤの搬送面上に下敷を一枚ずつ送り込む下敷送込み装置が、下敷供給コンベヤの搬出端の下流側に下敷移送装置を配置して、下敷供給コンベヤと下敷移送装置をレシーブコンベヤの搬送方向と直交する方向に直線状に並ぶ直列の配置しているため、下敷供給コンベヤと下敷移送装置をレシーブコンベヤの搬送面上で並列に並べて配置する場合に比較して、同じ広さの設置スペース内に多くの下敷送込み装置を配置することができる。
【0022】
その結果、シートスタッカの昇降テーブル上にサイズの異なる多くの下敷を供給することができ、逆に、サイズの異なる下敷の供給数を同じとする場合には、設置スペースの縮小化を図ることができる。
【0023】
ここで、下敷移送装置として、下向きに移動するキャリヤ側チェーンと上向きに移動するリターン側チェーンの上下両端に反転部が設けられた左右一対のチェーン間に下敷の両側を支持する受板を取付けた一対の受板搬送装置を、キャリヤ側チェーンが対向するようレシーブコンベヤの搬送方向前後に設けたものを採用することができる。
【0024】
上記下敷移送装置として、レシーブコンベヤの下敷搬送方向と直交する方向に長く延びる回転軸に下敷の下面側部を支持する受板を設けた回転部材の一対をレシーブコンベヤの下敷搬送方向の前後で対向するよう設け、その前後一対の回転部材を上下段方向に等間隔に配置し、その前後一対の回転部材の相反する内側方向への回転によって上段の前後一対の受板上から下向きに移送される下敷が、上段の受板と同じ回転位置に取付けてある下段の前後一対の回転部材のそれぞれ最も内側の受板で支持されるよう各段の前後一対の回転部材を同調させて設定角度回転させる回転駆動装置を設け、前記各段の前後一対の回転部材の受板のうち、少なくとも最上段の前後一対の回転部材の受板を、回転軸の長さ方向に延びる帯状とした構成からなるものを採用することにより、チェーンに受板を取り付けるようにした上記の下敷移送装置に比較して、チェーンの反転移動用のスプロケットを不要とし得る分、下敷移送装置の幅寸法の小型化を図ることができる。
【発明の効果】
【0025】
上記のように、この発明においては、下敷送込み装置を構成する下敷供給コンベヤと下敷移送装置を、下敷供給コンベヤの搬出端の下流側に下敷移送装置を配置して、その下敷供給コンベヤと下敷移送装置をレシーブコンベヤの搬送方向と直交する方向に直線状に並ぶ直列の配置としたことにより、下敷供給コンベヤと下敷移送装置をレシーブコンベヤの搬送方向に並列に並ぶ配置とする場合に比較して、同じ広さの設置スペース内に多くの下敷送込み装置を配置することができ、サイズの異なる多くの下敷をレシーブコンベヤに送り込むことができる。また、上記と逆に、同じ数の下敷送込み装置を設置する場合に、設置スペースの縮小化を図ることができる。
【図面の簡単な説明】
【0026】
【図1】この発明に係る下敷の供給装置の実施の形態を示す概略平面図
【図2】下敷送込み装置の平面図
【図3】図2のIII−III線に沿った断面図
【図4】図2のIV−IV線に沿った断面図
【図5】図2のV−V線に沿った断面図
【図6】(イ)、(ロ)は、図5に示す下敷移送装置の作動状態を段階的に示す断面図
【図7】下敷移送装置の他の例を示し、(ハ)乃至(ホ)は、その作動状態を段階的に示す断面図
【図8】(へ)は、従来のシートスタッカを示す平面図、(ト)は、正面図
【発明を実施するための形態】
【0027】
以下、この発明の実施の形態を図面に基づいて説明する。図1に示すように、この発明に係る下敷の供給装置は、シートスタッカ1の昇降テーブル2に向けて矩形の下敷Pの整列体を送り込むレシーブコンベヤ10と、そのレシーブコンベヤ10の搬送面上に下敷Pを一枚ずつ送り込む並列に配置された第1下敷送込み装置20aおよび第2下敷送込み装置20bとからなっている。
【0028】
図2乃至図4に示すように、レシーブコンベヤ10は、並列に配置された複数のベルトコンベヤ11からなる。この複数のベルトコンベヤ11は、その搬送面上において対向一対の長辺が前後で対向するようにして整列される下敷Pを昇降テーブル2に向けて搬送するようになっている。
【0029】
図2乃至図5は、第1下敷送込み装置20aを示す。第2下敷送込み装置20bは、第1下敷送込み装置20aと同一の構成とされ、長さおよび幅寸法が異なる下敷Pをレシーブコンベヤ10に送り込むようにしている点で相違している。従って、ここでは、第1下敷送込み装置20aの構成を以下に述べ、第2下敷送込み装置20bについては、第1下敷送込み装置20aと同一の部品に同一の符号を付して説明を省略する。
【0030】
第1下敷送込み装置20aは、レシーブコンベヤ10の搬送路の一側上方に設けられた下敷供給コンベヤ30と、その下敷供給コンベヤ30から送り込まれてくる下敷Pを受け取り、その下敷Pを下方に向けて一定ストローク間歇的に移送して、レシーブコンベヤ10の搬送面上に送り込む下敷移送装置31とからなり、上記下敷供給コンベヤ30と下敷移送装置31は、レシーブコンベヤ10の下敷搬送方向に対して直交する方向に直線状に並ぶ直列の配置とされている。
【0031】
下敷供給コンベヤ30は、ローラコンベヤからなる。この下敷供給コンベヤ30は、その搬出端がレシーブコンベヤ10の搬送路の一側部上方に臨む配置とされ、下敷Pを、その対向する短辺を前後として一枚ずつ搬出端に向けて搬送して、その搬出端から下敷移送装置31の上部に送り込むようになっている。
【0032】
下敷移送装置31は、レシーブコンベヤ10の搬送方向の前後で対向する前後一対の回転部材32を上下方向に等間隔に設け、最上段の前後一対の回転部材32によって下敷供給コンベヤ30から送り込まれてくる下敷Pを受け取り、その前後一対の回転部材32のそれぞれが対向するよう相反する内側方向への回転によって下向きに移送される下敷Pが、その下段の前後一対の回転部材32で支持されるよう各段の前後一対の回転部材32を回転駆動装置40により同調させて設定角度回転させて、最下段の前後一対の回転部材32から下向きに移送される下敷Pをレシーブコンベヤ10の搬送面上に順次送り込むようにしている。
【0033】
ここで、回転部材32は、レシーブコンベヤ10の下敷搬送方向に対して直交する方向に長く延びる回転軸33の外周に下敷Pの下面側部を支持する4枚の受板34を周方向に90°の間隔をおいて設けた構成とされ、上記回転軸33の両端部がレシーブコンベヤ10の上方に設けられた門形フレーム35の対向する側枠36で回転自在に支持されている。
【0034】
上記回転軸33の両端部の側枠36で回転自在に支持される辺りの断面形状は円形であり、その他の中間部の断面形状は正四角形である。4枚の受板34のそれぞれは、正四角形状の回転軸33の各辺にこれに平行に突出するように取付けられている。
【0035】
また、各段の前後一対の回転部材32のうち、最上段の前後一対の回転部材32の受板34は、回転軸33の正四角形状部の辺りから突出するその長さは下敷Pの一部を受け取って支持できる程度に短く、その幅は回転軸33の軸方向に長く延びる帯状とされている。一方、最上段の前後一対の回転部材32を除く他の残りの前後一対の回転部材32の受板34は長さも幅も下敷Pの長辺方向に延びる側部の一部を受け取って支持できる程度に短い短片状とされて、回転軸33の軸方向に間隔をおいて複数設けられており、その複数の受板34は、隣接する下段の回転部材32の受板34と軸方向に位置がずれる千鳥状の配置とされている。
【0036】
さらに、最上段の前後一対の回転部材32における帯状受板34の両側部のそれぞれは、その下段の最も側部の一対の回転部材32の短片状受板34の内側部より内側に位置し、さらに、その帯状受板34には、その下段の前後一対の回転部材32の短片状受板34と対向する位置に切欠部37が形成されて、回転部材32の回転時に短片状受板34が帯状受板34に干渉することのないようにされている。
【0037】
各段における回転軸33の正四角形状部の4辺は総て同じ回転位置に位置するような構造になっており、これらの各辺からその辺に平行に突出するように受板34が取付けられている。受板34の突出長さや幅長さは、下敷Pを安定よく支持できる程度の大きさであればよくて、図3に示す通り、幅長さが長い場合には、最上段の受板34のように回転軸33の幅方向には一つの受板34を取付けるだけでよく、幅長さが短い場合には、2段目以下の受板34のように下敷Pの長辺方向に延びる側部の両端部を支持する少なくとも前後一対の受板34を取付けるだけでよい。
【0038】
上記のように、回転部材32の一対は、その回転部材32の受板34によって送り込まれてくる下敷Pの長辺部の両側部の下面を支持可能な間隔をおいて対向するように配置されている。
【0039】
図3および図4に示すように、回転駆動装置40は、門形フレーム35の一方の側枠36で減速機付きモータ41を支持し、そのモータ41の出力軸42の回転を互いに噛合するベベルギヤ43を介して一組の前後一対の回転部材32の回転軸33に伝達し、その一組の前後一対の回転部材32の回転軸33の回転を伝動装置44を介して各段の前後一対の回転部材32の回転軸33に伝達するようにしている。
【0040】
伝動装置44として、ここでは、各段の前後一対の回転部材32の回転軸33に一対の歯付きプーリ45を取付け、上下で対向する歯付きプーリ45間にタイミングベルト46を掛け渡して上下へ順次伝動するベルト伝動装置を示したが、伝動装置44はこれに限定されるものではない。例えば、スプロケット間にチェーンを掛け渡したチェーン伝動装置であってもよい。
【0041】
上記の構成からなる回転駆動装置40においては、各段の前後一対の回転部材32の各回転軸33を、受板34で支持される下敷Pが落下排出される方向、すなわち、互いに対向する受板34のそれぞれを対称的に同調させて対向する内側の方向に90°間歇回転させるようになっている。
【0042】
図3および図4に示すように、一対の下敷移送装置31のそれぞれの回転部材32の前側の端部間には、下敷供給コンベヤ30から最上段の前後一対の回転部材32の上面を水平状態に維持して待機している受板34上に送り込まれる下敷Pの前側へ移動方向の先端を位置決めする前後一対の位置決め部材50が設けられている。
【0043】
前後一対の位置決め部材50のそれぞれは、帯板により形成されて上下方向に長く延び、最上段の前後一対の回転部材32から下方に向けて移送される下敷Pの落下移動を案内するようになっている。
【0044】
また、一対の下敷移送装置31のそれぞれの回転部材32の前後の両端部間のそれぞれ内側には対向するように、それぞれ前後一対のガイド部材51が設けられている。これらの前後一対のガイド部材51のそれぞれも帯板から形成されて上下方向に長く延び、最上段の前後一対の回転部材32から下方に向けて移送される下敷Pの長辺部の両側端のそれぞれを前後で案内しつつ移動させるようになっている。
【0045】
実施の形態で示す下敷の供給装置は上記の構造からなり、この供給装置においては、シートスタッカ1の昇降テーブル2上の下敷Pに段ボールシートSが積み重ねられている時に、第1下敷送込み装置20aまたは第2下敷送込み装置20bによって次回のロットの段ボールシートSの積み重ねに必要とされるサイズの下敷Pを必要な数だけレシーブコンベヤ10の搬送面上に送り込み、その下敷Pをレシーブコンベヤ10の搬送面上で整列させた状態で待機させておき、その搬送面と同一高さとなる下限位置に下降した上記昇降テーブル2上の先の山積みシートS0が下敷Pと共に昇降テーブル2上から同一高さの搬送面となっている排出コンベヤ上へ送り出されたとき、レシーブコンベヤ10を駆動して、その搬送面上で待機されていた整列状態の下敷Pを昇降テーブル2上に送り込むようにする。
【0046】
レシーブコンベヤ10に対する下敷Pの送り込み、移載に際しては、必要とされるサイズの下敷Pを、その下敷Pの送り込みに適した下敷送込み装置20aまたは20bの下敷供給コンベヤ30の搬送面上に対向一対の短辺を前後として一枚ずつ間歇的に連続して供給する。
【0047】
いま、第1下敷送込み装置20aの下敷供給コンベヤ30の搬送面上に下敷Pを一枚ずつ間歇的に連続して供給すると、その下敷Pは、上記下敷供給コンベヤ30により下敷移送装置31の最上段の前後一対の回転部材32間に送り込まれる。
【0048】
このとき、下敷Pは、前後一対の回転部材32の対向する一対の回転軸33の正四角形状の上辺からそれぞれ対向するように内側へ向けて水平に突出して待機している受板34の上面でその下面の長辺部の両側部の一部が支持される状態で前後一対の回転部材32間に送り込まれ、その移動方向前側の短辺が位置決め部材50に当接して下敷Pが停止すると、モータ41が駆動し、各段の前後一対の回転部材32を同時に図4の矢印で示すように互いに同調させて対称的に内方の方向に90°間歇回転させる。
【0049】
ここで、最上段の受板34は下敷Pの搬送方向である回転軸33の軸方向に長く延びる帯状となっているので、下敷供給コンベヤ30で搬送されてくる下敷Pの一対の長辺部のそれぞれの側部をスムーズに支持できる。
【0050】
なお、下敷Pの移動方向前側の短辺が位置決め部材50に衝撃的に当接すると、衝突時の反力により、下敷Pが搬送方向と逆の方向に移動して、移動方向前側の短辺を位置決めすることができない可能性がある。そこで、実施の形態では、下敷Pの移動方向前側の短辺が位置決め部材50に当接する少し手前の位置から速度を次第に低下して、位置決め部材50に当接すると同時に下敷Pが停止するよう下敷供給コンベヤ30を速度制御するようにしている。
【0051】
最上段の前後一対の回転部材32の内側方向への90°の回転により、その最上段の前後一対の回転部材32の受板34で下面の長辺部の両側部が支持されていた下敷Pは、受板34の回転により下向きに移送され、同調して同じように90°回転するその下段の前後一対の回転部材32の最上段の受板34と同じ回転位置に取付けられていて回転によって最も内側に位置する受板34が下敷Pの落下路に臨み、その下段の前後一対の回転部材32の受板34との間で下敷Pの受渡しが行なわれる。図6(イ)および(ロ)は、下敷Pの受渡し状態を段階的に示している。
【0052】
下段の前後一対の回転部材32の受板34に受渡しされた下敷Pは、各段の前後一対の回転部材32の90°の同調回転により水平状態に保持される。また、下敷Pが下向きに移動するとき、その下敷Pは、位置決め部材50およびガイド部材51に案内される。このため、下敷Pは、下段の前後一対の回転部材32の受板34の所定の位置で支持されることになる。
【0053】
最上段の前後一対の回転部材32から下段の前後一対の回転部材32へ下敷Pが受渡しされて各段の前後一対の回転部材32が停止すると、下敷供給コンベヤ30から最上段の前後一対の回転部材32間に次の下敷Pが送り込まれ、その次の下敷Pが位置決め部材50に当接して停止すると、モータ41が駆動して、各段の前後一対の回転部材32を同時に90°間歇的に同調回転させる。
【0054】
このため、先に送り込まれた下敷Pは上部から3段目の前後一対の回転部材32で支持されると共に、最上段の前後一対の回転部材32で支持されていた2番目の下敷Pは上部から2段目の前後一対の回転部材32で順次支持される。
【0055】
下敷供給コンベヤ30は、モータ41が停止する毎に駆動して最上段の前後一対の回転部材32間に下敷Pを送り込むと共に、モータ41は最上段の前後一対の回転部材32で下敷Pが送り込まれて停止すると駆動して、各段の前後一対の回転部材32を90°間歇的に同調回転させる。
【0056】
このため、下敷移送装置31の上部に順次送り込まれる下敷Pは、図5に示すように、各段の前後一対の回転部材32で支持されることになり、その状態からさらに各段の前後一対の回転部材32がモータ41の駆動により同時に90°同調回転されると、最下段の前後一対の回転部材32で支持されていた下敷Pが下方に移動して、レシーブコンベヤ10の搬送面で支持される。
【0057】
ここで、シートスタッカ1による次回ロットの段ボールシートSの積み重ねに際して、1条の連続段ボールから矩形状の段ボールシートSが製造されてシートスタッカ1へ搬送されて来て一枚の下敷Pが必要とされる場合は、一枚の下敷Pがレシーブコンベヤ10により支持される状態で待機しておく。そして、シートスタッカ1の昇降テーブル2上の先のロットの山積みシートS0が排出コンベヤへ排出されると、レシーブコンベヤ10を駆動して、次のロットの積み重ね段ボールシートSの下敷用として待機状態に保持されている1枚の下敷Pを昇降テーブル2上に搬送する。
【0058】
一方、次のロットが複数条の連続段ボールから複数列の矩形状段ボールシートSに製造されてシートスタッカ1へ搬送されてくるような場合には、矩形状段ボールシートSの各列毎に下敷Pを必要とするため、複数枚の下敷Pが必要である。
【0059】
このような場合には、下敷移送装置31の最下段の前後一対の回転部材32で支持されている下敷Pをレシーブコンベヤ10の搬送面上に供給、載置する動作と、そのレシーブコンベヤ10が下敷Pを矩形状段ボールシートSの両側縁間の幅寸法に対応する距離を移動量としてシートスタッカ1の昇降テーブル2に向けて搬送する動作とを交互に繰り返し行なうことによって、レシーブコンベヤ11上に必要枚数の下敷Pを整列させて待機しておく。
【0060】
この時、段ボールシートSと同一幅の下敷Pを用いている場合には、下敷P同士の長辺が接触する状態で整列、待機されることになる。また、幅の小さい下敷Pを用いる場合には、下敷Pが積み重ねる段ボールシートSの中央部の下へ位置するよう、整列、待機させておくとよい。
【0061】
そして、シートスタッカ1の昇降テーブル2上において積み重ねられた先のロットの山積みシートS0が昇降テーブル2から搬送面の高さが同一となっている排出コンベヤへ排出されると、搬送面の高さが同一となっているレシーブコンベヤ10を駆動し、搬送されてくる段ボールシートSの列数に応じた必要枚数の下敷Pを整列させた状態で昇降テーブル2上に搬送、載置し、各列毎に下敷Pの上に段ボールシートSを積み重ねる。
【0062】
実施の形態で示す下敷の供給装置においては、下敷供給コンベヤ30の搬出端の下流側に下敷移送装置31を配置し、その下敷供給コンベヤ30と下敷移送装置31をレシーブコンベヤ10の搬送方向と直交する方向に直線状に並ぶ直列の配置としているため、下敷供給コンベヤ30と下敷移送装置31をレシーブコンベヤ10の搬送方向に並列に配置する場合に比較して、同じ広さの設置スペース内に多くの下敷送込み装置を配置することができ、サイズの異なる多くの下敷をレシーブコンベヤ10に送り込むことができる。また、上記と逆に、同じ数の下敷送込み装置を設置する場合に、設置スペースの縮小化を図ることができる。
【0063】
図5では、回転部材32として、回転軸33にこれから突出する4枚の受板34をそれぞれ回転方向に90°の間隔をおいて設けたものを示したが、回転軸33に取付けられる受板34の数は4枚に限定されるものではない。例えば、図7に示すように、回転軸33の正三角形状の部分に3枚の受板34をそれぞれ回転方向に120°の間隔をおいて各辺から突出するように設けるようにしてもよい。
【0064】
図7に示すように、受板34の数を3枚とし、各段において同じ回転位置に取付けた回転部材32においては、モータ41により各段の回転部材32を120°同調回転させて、同図の(ハ)乃至(ホ)で示すように、隣接する上下段の前後一対の回転部材32間で下敷Pの受渡しを行なうようにする。
【0065】
なお、下敷移送装置31は図示例のものに限定されるものではない。例えば、下向きに移動するキャリヤ側チェーンと上向きに移動するリターン側チェーンの上下両端に反転部が設けられた左右一対のチェーン間に下敷の両側を支持する受板を取付けた一対の受板搬送装置を、キャリヤ側チェーンが対向するようレシーブコンベヤの搬送方向前後に設けたものであってもよい。
【符号の説明】
【0066】
1 シートスタッカ
2 昇降テーブル
10 レシーブコンベヤ
20a 第1下敷送込み装置
20b 第2下敷送込み装置
30 下敷供給コンベヤ
31 下敷移送装置
32 回転部材
33 回転軸
34 受板
40 回転駆動装置
【特許請求の範囲】
【請求項1】
シートを積み重ねるシートスタッカの昇降テーブルに向けて矩形の下敷を送り込むレシーブコンベヤと、そのレシーブコンベヤの搬送面上に下敷を一枚ずつ送り込む並列配置の複数の下敷送込み装置とからなり、前記複数の下敷送込み装置のそれぞれが、前記レシーブコンベヤの搬送路の一側部上方に搬出端が臨み、その搬出端に向けて下敷を一枚ずつ搬送する下敷供給コンベヤと、その下敷供給コンベヤに対して直線状に並ぶ直列の配置とされ、下敷供給コンベヤから送り出される下敷を順次受け取ってレシーブコンベヤの搬送面上に向けて一定ストローク間歇的に下向きに移送させる下敷移送装置とを有し、前記下敷移送装置により下向きに移送される下敷がレシーブコンベヤの搬送面上に供給される毎に前記シートスタッカの昇降テーブル上に積み重ねられるシートの幅寸法に対応する距離を移動量として必要数の下敷をレシーブコンベヤの搬送面上で整列させるようにした下敷の供給装置。
【請求項2】
レシーブコンベヤの下敷搬送方向と直交する方向に長く延びる回転軸に下敷の下面側部を支持する受板を設けた回転部材の一対をレシーブコンベヤの下敷搬送方向の前後で対向するよう設け、その前後一対の回転部材を上下段方向に等間隔に配置し、その前後一対の回転部材の相反する内側方向への回転によって上段の前後一対の受板上から下向きに移送される下敷が、上段の受板と同じ回転位置に取付けてある下段の前後一対の回転部材のそれぞれ最も内側の受板で支持されるよう各段の前後一対の回転部材を同調させて設定角度回転させる回転駆動装置を設け、前記各段の前後一対の回転部材の受板のうち、少なくとも最上段の前後一対の回転部材の受板を、回転軸の長さ方向に延びる帯状とした構成からなる請求項1に記載の下敷の供給装置。
【請求項1】
シートを積み重ねるシートスタッカの昇降テーブルに向けて矩形の下敷を送り込むレシーブコンベヤと、そのレシーブコンベヤの搬送面上に下敷を一枚ずつ送り込む並列配置の複数の下敷送込み装置とからなり、前記複数の下敷送込み装置のそれぞれが、前記レシーブコンベヤの搬送路の一側部上方に搬出端が臨み、その搬出端に向けて下敷を一枚ずつ搬送する下敷供給コンベヤと、その下敷供給コンベヤに対して直線状に並ぶ直列の配置とされ、下敷供給コンベヤから送り出される下敷を順次受け取ってレシーブコンベヤの搬送面上に向けて一定ストローク間歇的に下向きに移送させる下敷移送装置とを有し、前記下敷移送装置により下向きに移送される下敷がレシーブコンベヤの搬送面上に供給される毎に前記シートスタッカの昇降テーブル上に積み重ねられるシートの幅寸法に対応する距離を移動量として必要数の下敷をレシーブコンベヤの搬送面上で整列させるようにした下敷の供給装置。
【請求項2】
レシーブコンベヤの下敷搬送方向と直交する方向に長く延びる回転軸に下敷の下面側部を支持する受板を設けた回転部材の一対をレシーブコンベヤの下敷搬送方向の前後で対向するよう設け、その前後一対の回転部材を上下段方向に等間隔に配置し、その前後一対の回転部材の相反する内側方向への回転によって上段の前後一対の受板上から下向きに移送される下敷が、上段の受板と同じ回転位置に取付けてある下段の前後一対の回転部材のそれぞれ最も内側の受板で支持されるよう各段の前後一対の回転部材を同調させて設定角度回転させる回転駆動装置を設け、前記各段の前後一対の回転部材の受板のうち、少なくとも最上段の前後一対の回転部材の受板を、回転軸の長さ方向に延びる帯状とした構成からなる請求項1に記載の下敷の供給装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−17178(P2012−17178A)
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2010−155474(P2010−155474)
【出願日】平成22年7月8日(2010.7.8)
【出願人】(000115980)レンゴー株式会社 (502)
【Fターム(参考)】
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成22年7月8日(2010.7.8)
【出願人】(000115980)レンゴー株式会社 (502)
【Fターム(参考)】
[ Back to top ]