
不織ウエブの製造方法
【目的】 幅方向の目付変動率の小さな連続フィラメントウエブを製造する工業的に安定で調整の容易な方法を提供する。
【構成】 開繊した無撚連続マルチフィラメント束を、繊維と圧縮空気流とを共に噴射させるエアーガンとその両端に圧縮空気流のみを噴射させるサイドガンとを一列に並べたガン列、その下流に入口部から出口部に徐々にスリット幅を狭くした四方を平面板で囲ったフード、を通過させ、隣接エアーガンからの解織フィラメントが互いに交絡し巾方向の目付変動率の小さい連続フィラメントウエブを捕集する。
【構成】 開繊した無撚連続マルチフィラメント束を、繊維と圧縮空気流とを共に噴射させるエアーガンとその両端に圧縮空気流のみを噴射させるサイドガンとを一列に並べたガン列、その下流に入口部から出口部に徐々にスリット幅を狭くした四方を平面板で囲ったフード、を通過させ、隣接エアーガンからの解織フィラメントが互いに交絡し巾方向の目付変動率の小さい連続フィラメントウエブを捕集する。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、無撚の連続マルチフィラメント繊維束を、一列に並べたエアーガンより圧縮空気流と共に噴射させ、捕集コンベアー上に捕集する事により、ウエブ幅方向の目付変動率の小さい不織ウエブを製造する方法に関するものである。シート状に捕集されたフィラメントウエブは、その後、適当な接着または絡合等によって長繊維不織布となすことができる。
【0002】
【従来の技術】長繊維不織布のシート状に捕集したフィラメントウエブの目付均一化に関しては、数多くの提案がある。特に多錘のエアガンを用いた場合目付の均一化、特にシートの幅方向の目付の均一化には、困難な事がある。例えばエアガンを一列に並べたのみの状態でエアガンから圧縮空気流と共に繊維束を噴射した場合、両側に他のエアガンが配置されていると隣接するエアガンからの噴射空気流との衝突が起こり空気流の等方的な広がりが妨げられて、個々のエアガンからの空気流は、エアガン列に対し垂直な方向に逃げるようになる。このため空気流中に存在する繊維フィラメントも空気流と同様な流れとなりエアガン間に繊維の存在率の低い、即ち目付の小さな部分ができる。この様にしてブローンされたものをその下流に設けた移動コンベアーネット等の上に捕集すると目付の大きな部分と小さな部分とが交互に繰り返される目付の不均一なシート状ウエブとなる。目付けの均一化の方法として、この様な特徴を持つシート状ウエブを2層以上重ねる事により、即ち、一枚のシート中で交互に繰り返される目付の大小の部分のその位相をずらした他の目付の大小の部分を交互に繰り返すシートを重ねて補うことにより目付の均一化を狙う事が考えられる。しかし、実際にこの様な事を試みてもエアガン間の空気流の衝突状態が不安定で、ある程度の搖れを持つ状態であるため、エアガン間方向の繊維フィラメントの落下位置が安定しない事、ネット上に堆積した各エアガン単位のフィラメント堆積状態が非常に急な勾配を持つ山状になっているため重ね合わせ時等の他エアガンからの、あるいは周囲の空気流のために山状ウエブが崩れ易い事等から、この方法によって目付の均一なシート状ウエブを得ることは非常に困難である。
【0003】この様な問題を解決する方法として次のようなものが提案されている。即ち、エアガンの下部に衝突あるいは反射板を設置し、捕集ネット上への落下位置を規制すると同時に堆積ウエブの状態をできるだけ平坦化する方法、エアガンの下部にオスシレータ装置を設け積極的に揺動させる方法、エアガンの下部に2枚の板を配置しその間に繊維フィラメントを吹き込む方法等があり、例えば、第一の方法では特公昭63−24108号公報、特開昭58−180655号公報等がまた第三の方法では特公平2−462号公報、特公平3−33830号公報、特開昭59−88961号公報、特開平1−321963号公報等がある。
【0004】
【発明が解決しようとする課題】本発明者の検討によれば前記の従来技術には次の様な問題点のあることが判った。即ち、第一の方法の特公昭63−24108号公報の方法では一列に並べられた多錘のエアガンから噴射された圧縮空気流と繊維フィラメントが同一の衝突板面上で衝突するために各エアガン同士の空気流がぶつかり合い繊維フィラメントの均一な分散が阻害される。また、特開昭58−180655号公報の方法では、各エアガンごとに個別の衝突板が設けられているためにエアガンからの空気流同士の衝突による障害は解決されるが、衝突後の各繊維のウエブ幅が経時的に変化するのを個々のエアガンについて調整を行うことは非常に手間がかかる。また、衝突時の繊維の振動によりどうしても捕集したウエブに衝突板配列に起因するスジが入りやすい。第二の方法では装置が大がかりになり、また、捕集ベルトの速度をウエブの目付調整等の目的で変化させた場合等の揺動数の調整がしにくく、高速で移動する捕集ベルトに合わせ揺動数を増加させるのには限界がある。また、揺動反転時に目付のむらが発生しやすい。第三の方法の特公平2−462号公報、特公平3−33830号公報、特開平1−321963号公報では弧状に湾曲した板を向い合わせ、その中間部で一旦空間を絞った形の間に繊維フィラメントを圧縮空気流と共に吹き込む方法が提案されている。この様な方法を用いるとエアガンからの高速エアーが中間部の一旦絞られた位置でコアンダー効果により弧状板面の前あるいは後面に沿って流れようとし、繊維流が非常に不安定な状態となる。この不安定な搖れにより幾分目付の均一性は向上されるがムラも多く安定した目付の均一化は出来ない。また、この方法で完全にどちらかの面にエアー流が沿ってしまうとエアガン間直下にスジができやすい。特開昭59−88961号公報の方法では、エアガン下流に繊維へのコロナ放電のための電極と一体でできた平板面間に繊維フィラメントを吹き込む方法が提案されているが、発明者等の検討によればこの様な構造のものでは、目付の均一化に重要であるエアガン周囲より吸い込まれる2次エアーが制限を受けるために目付の均一化がされにくい。また、平板面の上部はコロナ放電電極と一体のために2次エアーの吸い込みを容易にするために広げようとしても電極としての役割上広げられる範囲はかなり制限される。 本発明者等は、従来技術の上記の様な問題点を解決した、多錘のエアガンからブローンしたウエブシートの目付の均一化をなす方法について鋭意検討した結果本発明に到達したものである。
【0005】
【課題を解決するための手段】即ち、本発明は、無撚の連続マルチフィラメント繊維束より不織ウエブを製造するにあたり、開繊した繊維束を圧縮空気流と共に噴射させる多錘よりなるエアガンとその両端に圧縮空気流のみを噴射させるサイドガンとを一列に並べ、その下流に四方が平面板で囲われた、入口部から出口部に向いそのスリット幅が狭くなる様に調整されたフードを配置し、該フード中に該エアガンより圧縮空気流と共に無撚繊維束を噴射、通過させ、隣接エアガンからの開繊繊維フィラメントが互いに交絡するように、移動する捕集コンベア上に捕集する事を特徴とする不織ウエブの製造方法である。本発明でいう無撚の連続マルチフィラメント繊維束とは、本質的に撚りの入らない、即ち例えば撚糸操作等により撚りの加えられていないマルチフィラメント繊維束の事であって、その素材は、あらゆる有機、無機、合成、化学の各種繊維の事であるが、一般にはポリエステル、ポリアミド、ポリオレフィン、ポリビニルアルコール、ポリウレタン、ポリカーボネイト、アラミド、ポリアリレート、レーヨン等である。その使用形態は一旦ボビン等に巻取られたものが用いられるが、それらのフィラメントが紡糸される工程に連続するものであっても、差し支えはない。
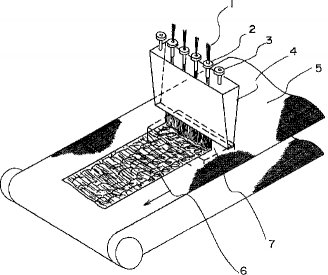
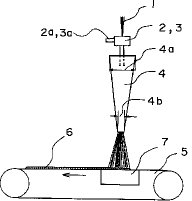
【0006】次に本発明について、詳細に説明する。図1R>1にその装置概略、図2に側面図を示す。開繊した無撚の連続フィラメント束1を高圧圧縮エアーの作用により牽引、搬送するエアーガン2中に導き、その四方が平面板によって囲まれた入口から出口に向かってスリット幅が徐々に狭くなるように作られたフード中に吹き込む。この時、エアーガンは、複数個一列に並べられて、その両端には空気流のみを吹き出すサイドガン3が設置される。フードは、入口部のスリット幅寸法が10mm以上100mm以下の範囲で、好ましくは、30〜80mmの範囲が良く、出口部のスリット幅寸法より広く設定される。出口部は、望ましいスリット幅寸法が5mm以上10mm以下の範囲に設定される。入口ー出口部の各スリット幅の組合せは、エアーガン及びサイドガンより吹き込まれるエアー流量によりある程度の変動をするが、フード中を開繊した繊維が詰まらずに通過するような寸法に設定する。入口、出口スリット幅を上記範囲外に設定すると、捕集ウエブの隣接エアガンの中間位置にスジが入ったり、また、フード内でウエブ詰まりが生じるため、フードスリット幅は、上記範囲に設定する必要がある。この様に組みこまれたフード中に複数個のエアーガンから開繊繊維と圧縮空気、サイドガンから圧縮空気のみを吹き込むとフードが先端に向かって狭められている効果によってフード内風速分布が先端部までに均一化される。この作用によって各エアガンにより開繊繊維束単位として吹き込まれた繊維は開繊を助長されると共にフード内でエアガン列幅方向に大きな揺動効果が発生し、繊維フィラメントは隣接エアーガンからの繊維フィラメントと互いに交絡し且つシート幅方向のシート目付が均一化される。この効果の発現にはフードが入口部から出口部へ向かって直線的に狭められていることが必須である。入口部から出口部にかけてスリット巾の変わらないフードを用いた場合には、隣接エアーガンからの繊維フィラメントは互いに交絡せず、それぞれのフィラメント群は巾方向に目付がほぼ正規分布となった帯状となって捕集されウエブの巾方向の目付変動が大きなものとなってしまう。また、サイドガンより吹き込まれる圧縮空気は、エアガン列の両端でエアカーテンの役割を果たし開繊フィラメント落下位置を規制安定化させると共にその広がりを側板により抑制し、フード内風速分布の均一化、開繊繊維の揺動運動を促進する。それらの効果は、フード内エアーガン列両端にサイドガンを配置させて初めて達成される事であり、サイドガンの利用は、非常に重要である。フードを出たフィラメントウエブはエアー吸引装置7の上を移動する捕集ネット6上に捕集され、図中には示していないがその後適当な方法によってフィラメントウエブ一層のみで、あるいは多層重ね合わせボンディングを行い目付の均一な長繊維不織布と成すことができる。
【0007】本発明によれば、開繊した無撚の連続マルチフィラメント繊維束を圧縮空気流と共に多錘エアーガンより噴射させ、その両端に圧縮空気流のみを噴射させるサイドガンを配置し、その下流に四方が平面板で囲われ、入口部から出口部に向いそのスリット幅が狭められたフードを設置し、該フード中に該エアーガンより圧縮空気流と共に開繊無撚繊維束を噴射、通過させ、移動する捕集コンベアー上に隣接エアガンからの繊維束が互いに交絡し且つシート幅方向の目付が均一であるように捕集する事ができる。シート状に捕集されたフィラメントウエブは、その後適当な接着または絡合等によって長繊維不織布となすことができる。
【0008】
【実施例】次に本発明を実施例によって説明するが、本発明は、これら実施例によって限定されるものではない。実施例中不織布シート幅方向の目付分布は、シート両端部の目付不均一部分を取り除いた後、シート幅全域に渡り幅10mm、長さ170mmの短冊状に切り出した試料の重量を測定して求めた。また、変動率は、変動係数(標準偏差を平均値で割ったもの)を100倍して%で表したものである。
【0009】実施例1図1に示すような装置を用い、入口スリット幅30mm、出口スリット幅7.5mmに調整したフードの中に帯電し開繊したポリエステル繊維300dr/96fil.を1000m/minで5錘分吹き込んだ。この時サイドガンを含め全錘0.34Nm3/minのエアーを流した。ブローンされた繊維は、フードを出た所で良く開繊し、フード幅方向に大きく搖れた状態であった。捕集したウエブは、繊維が非常に均一に分散したものであった。このウエブを熱接着後、シートの目付分布を測定した所、平均目付が16g/m2幅方向の目付変動率が8.9%、長手方向の目付変動率が6.5%であった。
【0010】実施例2実施例1と同様の条件でフード寸法のみ入口90mm、出口10mmに変更したところ捕集ウエブ中の繊維の分散状態は良好であった。平均目付は26g/m2、この時のシート目付変動率は、幅方向18.7%、長手方向7.4%であった。
【0011】比較例1フードの入口スリット幅と出口スリット幅を10mmに揃え、平行スリットとしたものを用いる以外は実施例1と同様の条件でブローン試験を行った。捕集したウエブは、隣接エアガンの中間位置直下にウエブの目付の小さなスジが明確に観察された。このウエブシートの目付分布を測定したところ、平均目付30g/m2、目付変動率は、幅方向33.1%、長手方向5.4%であった。
【0012】比較例2フードの入口スリット幅と出口スリット幅を30mm−4mmの組合わせにして実施例1と同様の条件でブローン試験を行った。フード内に吹き込んだ開繊繊維がフード内壁に徐々に付着し詰まってしまった。
【0013】比較例3フードの入口スリット幅と出口スリット幅を120mm−10mmの組合わせにして実施例1と同様の条件でブローン試験を行った。フードを出た後の繊維フィラメントの飛び方は、フード幅方向に非常に不均一で、また、不安定であった。捕集したウエツブは、隣接エアーガン中間位置直下にウエブ目付の小さなスジが明確に観察された。このウエブシートの目付分布を測定したところ、平均目付33g/m2、目付変動率は、幅方向26.3%、長手方向7.3%であった。
【0014】比較例4ガン列からサイドガンを取り外してエアーガンのみとし、実施例1と同様の条件でブローン試験を行った。フードを出た後の繊維フィラメントは、フード幅方向に大きく広がり、捕集ウエブの幅は広くなるがその端部の状態が非常に不安定であった。また、フード内の繊維揺動効果がなくなり、フードを出た後の繊維フィラメントの分散は不均一で、各エアーガン毎のフィラメント群のままの状態であった。そのため、捕集ウエブは幅方向の目付均一化がなされずに目付の小さなスジが明確に観察された。
【0015】実施例3図1の装置を用い、ポリビニルアルコール繊維1200dr/200fil.を糸走行速度1000m/minで、入口90mm、出口10mmに調整したフード中に吹き込んだ。この時サイドガンを含め全錘0.40Nm3/minのエアーを流し試験したところ、捕集ウエブ中の繊維の分散状態は良好であった。この時、ウエブシートの平均目付は45g/m2、目付変動率は、幅方向で15.4%、長手方向で7.3%であった。
【0016】実施例4レーヨン繊維300dr/150fil.を用い、実施例1と同様の条件でブローン試験を行った。捕集したウエブは、繊維が非常に均一に分散したものであった。シートの目付分布を測定した所、平均目付が30g/m2、幅方向の目付変動率が7.0%、長手方向の目付変動率が6.5%であった。
【0017】実施例5ポリアリレート繊維250dr/50fil.を用い、フード寸法を入口40mm、出口8.0mmとして、これ以外は実施例1と同様の条件でブローン試験を行った。ブローンされた繊維は、他の実施例同様、フードを出た所で良く開繊し、均一にブローンされていた。捕集したシート状ウエブは、平均目付が25g/m2、幅方向の目付変動率が11.2%、長手方向の目付変動率が8.5%であった。
【0018】
【発明の効果】以上詳細について実施例で説明した事から明らかな様に、本発明の方法によれば無撚の開繊した連続マルチフィラメント繊維束を圧縮空気流と共に噴射させる多錘よりなるエアガンとその両端に圧縮空気流のみを噴射させるサイドガンとを一列に並べ、捕集コンベアー上に吹き付け、捕集する際に、エアーガンとサイドガンとからなるガン列の下流に四方が平面板で囲われた、入口部から出口部に向い、そのスリット幅が狭くなる様に調整されたフードを配置し、圧縮空気流と共に無撚繊維束を噴射、通過させる。この時フードの形態特徴によるフード内の風速分布の均一化と基本的に繊維群よりなる開繊繊維束へのフード幅方向への揺動効果の発生により、隣接エアガンからの開繊繊維フィラメントが互いに交絡し且つウエブ幅方向の目付変動率の小さな長繊維フィラメントウエブを捕集する事ができる。1列のエアーガン列で目付変動率の小さなウエブが得られ、位相をずらした複数のエアーガン列をセットで使用する必要がないため、経時的な位相の変動に対する微調整等も必要なく、複数列設置した場合にはウエブの使用目的等に合せて任意のガン列が使用でき、運転上の自由度が大きい。シート状に捕集されたフィラメントウエブは、その後適当な接着または絡合等によって長繊維不織布となすことができる。
【図面の簡単な説明】
【図1】本発明の連続フィラメントウエブ製造に使用する装置の概略図である。
【図2】図1に示した装置の側面図である。
【符号の説明】
1. 開繊無撚連続繊維束
2. エアーガン
2a.高圧エアー吹込口
3. サイドガン
3a.高圧エアー吹込口
4. フード
4a.フード入口幅
4b.フード出口幅
5. 捕集ネット
6. 捕集ウエブ
7. 吸引装置
【0001】
【産業上の利用分野】本発明は、無撚の連続マルチフィラメント繊維束を、一列に並べたエアーガンより圧縮空気流と共に噴射させ、捕集コンベアー上に捕集する事により、ウエブ幅方向の目付変動率の小さい不織ウエブを製造する方法に関するものである。シート状に捕集されたフィラメントウエブは、その後、適当な接着または絡合等によって長繊維不織布となすことができる。
【0002】
【従来の技術】長繊維不織布のシート状に捕集したフィラメントウエブの目付均一化に関しては、数多くの提案がある。特に多錘のエアガンを用いた場合目付の均一化、特にシートの幅方向の目付の均一化には、困難な事がある。例えばエアガンを一列に並べたのみの状態でエアガンから圧縮空気流と共に繊維束を噴射した場合、両側に他のエアガンが配置されていると隣接するエアガンからの噴射空気流との衝突が起こり空気流の等方的な広がりが妨げられて、個々のエアガンからの空気流は、エアガン列に対し垂直な方向に逃げるようになる。このため空気流中に存在する繊維フィラメントも空気流と同様な流れとなりエアガン間に繊維の存在率の低い、即ち目付の小さな部分ができる。この様にしてブローンされたものをその下流に設けた移動コンベアーネット等の上に捕集すると目付の大きな部分と小さな部分とが交互に繰り返される目付の不均一なシート状ウエブとなる。目付けの均一化の方法として、この様な特徴を持つシート状ウエブを2層以上重ねる事により、即ち、一枚のシート中で交互に繰り返される目付の大小の部分のその位相をずらした他の目付の大小の部分を交互に繰り返すシートを重ねて補うことにより目付の均一化を狙う事が考えられる。しかし、実際にこの様な事を試みてもエアガン間の空気流の衝突状態が不安定で、ある程度の搖れを持つ状態であるため、エアガン間方向の繊維フィラメントの落下位置が安定しない事、ネット上に堆積した各エアガン単位のフィラメント堆積状態が非常に急な勾配を持つ山状になっているため重ね合わせ時等の他エアガンからの、あるいは周囲の空気流のために山状ウエブが崩れ易い事等から、この方法によって目付の均一なシート状ウエブを得ることは非常に困難である。
【0003】この様な問題を解決する方法として次のようなものが提案されている。即ち、エアガンの下部に衝突あるいは反射板を設置し、捕集ネット上への落下位置を規制すると同時に堆積ウエブの状態をできるだけ平坦化する方法、エアガンの下部にオスシレータ装置を設け積極的に揺動させる方法、エアガンの下部に2枚の板を配置しその間に繊維フィラメントを吹き込む方法等があり、例えば、第一の方法では特公昭63−24108号公報、特開昭58−180655号公報等がまた第三の方法では特公平2−462号公報、特公平3−33830号公報、特開昭59−88961号公報、特開平1−321963号公報等がある。
【0004】
【発明が解決しようとする課題】本発明者の検討によれば前記の従来技術には次の様な問題点のあることが判った。即ち、第一の方法の特公昭63−24108号公報の方法では一列に並べられた多錘のエアガンから噴射された圧縮空気流と繊維フィラメントが同一の衝突板面上で衝突するために各エアガン同士の空気流がぶつかり合い繊維フィラメントの均一な分散が阻害される。また、特開昭58−180655号公報の方法では、各エアガンごとに個別の衝突板が設けられているためにエアガンからの空気流同士の衝突による障害は解決されるが、衝突後の各繊維のウエブ幅が経時的に変化するのを個々のエアガンについて調整を行うことは非常に手間がかかる。また、衝突時の繊維の振動によりどうしても捕集したウエブに衝突板配列に起因するスジが入りやすい。第二の方法では装置が大がかりになり、また、捕集ベルトの速度をウエブの目付調整等の目的で変化させた場合等の揺動数の調整がしにくく、高速で移動する捕集ベルトに合わせ揺動数を増加させるのには限界がある。また、揺動反転時に目付のむらが発生しやすい。第三の方法の特公平2−462号公報、特公平3−33830号公報、特開平1−321963号公報では弧状に湾曲した板を向い合わせ、その中間部で一旦空間を絞った形の間に繊維フィラメントを圧縮空気流と共に吹き込む方法が提案されている。この様な方法を用いるとエアガンからの高速エアーが中間部の一旦絞られた位置でコアンダー効果により弧状板面の前あるいは後面に沿って流れようとし、繊維流が非常に不安定な状態となる。この不安定な搖れにより幾分目付の均一性は向上されるがムラも多く安定した目付の均一化は出来ない。また、この方法で完全にどちらかの面にエアー流が沿ってしまうとエアガン間直下にスジができやすい。特開昭59−88961号公報の方法では、エアガン下流に繊維へのコロナ放電のための電極と一体でできた平板面間に繊維フィラメントを吹き込む方法が提案されているが、発明者等の検討によればこの様な構造のものでは、目付の均一化に重要であるエアガン周囲より吸い込まれる2次エアーが制限を受けるために目付の均一化がされにくい。また、平板面の上部はコロナ放電電極と一体のために2次エアーの吸い込みを容易にするために広げようとしても電極としての役割上広げられる範囲はかなり制限される。 本発明者等は、従来技術の上記の様な問題点を解決した、多錘のエアガンからブローンしたウエブシートの目付の均一化をなす方法について鋭意検討した結果本発明に到達したものである。
【0005】
【課題を解決するための手段】即ち、本発明は、無撚の連続マルチフィラメント繊維束より不織ウエブを製造するにあたり、開繊した繊維束を圧縮空気流と共に噴射させる多錘よりなるエアガンとその両端に圧縮空気流のみを噴射させるサイドガンとを一列に並べ、その下流に四方が平面板で囲われた、入口部から出口部に向いそのスリット幅が狭くなる様に調整されたフードを配置し、該フード中に該エアガンより圧縮空気流と共に無撚繊維束を噴射、通過させ、隣接エアガンからの開繊繊維フィラメントが互いに交絡するように、移動する捕集コンベア上に捕集する事を特徴とする不織ウエブの製造方法である。本発明でいう無撚の連続マルチフィラメント繊維束とは、本質的に撚りの入らない、即ち例えば撚糸操作等により撚りの加えられていないマルチフィラメント繊維束の事であって、その素材は、あらゆる有機、無機、合成、化学の各種繊維の事であるが、一般にはポリエステル、ポリアミド、ポリオレフィン、ポリビニルアルコール、ポリウレタン、ポリカーボネイト、アラミド、ポリアリレート、レーヨン等である。その使用形態は一旦ボビン等に巻取られたものが用いられるが、それらのフィラメントが紡糸される工程に連続するものであっても、差し支えはない。
【0006】次に本発明について、詳細に説明する。図1R>1にその装置概略、図2に側面図を示す。開繊した無撚の連続フィラメント束1を高圧圧縮エアーの作用により牽引、搬送するエアーガン2中に導き、その四方が平面板によって囲まれた入口から出口に向かってスリット幅が徐々に狭くなるように作られたフード中に吹き込む。この時、エアーガンは、複数個一列に並べられて、その両端には空気流のみを吹き出すサイドガン3が設置される。フードは、入口部のスリット幅寸法が10mm以上100mm以下の範囲で、好ましくは、30〜80mmの範囲が良く、出口部のスリット幅寸法より広く設定される。出口部は、望ましいスリット幅寸法が5mm以上10mm以下の範囲に設定される。入口ー出口部の各スリット幅の組合せは、エアーガン及びサイドガンより吹き込まれるエアー流量によりある程度の変動をするが、フード中を開繊した繊維が詰まらずに通過するような寸法に設定する。入口、出口スリット幅を上記範囲外に設定すると、捕集ウエブの隣接エアガンの中間位置にスジが入ったり、また、フード内でウエブ詰まりが生じるため、フードスリット幅は、上記範囲に設定する必要がある。この様に組みこまれたフード中に複数個のエアーガンから開繊繊維と圧縮空気、サイドガンから圧縮空気のみを吹き込むとフードが先端に向かって狭められている効果によってフード内風速分布が先端部までに均一化される。この作用によって各エアガンにより開繊繊維束単位として吹き込まれた繊維は開繊を助長されると共にフード内でエアガン列幅方向に大きな揺動効果が発生し、繊維フィラメントは隣接エアーガンからの繊維フィラメントと互いに交絡し且つシート幅方向のシート目付が均一化される。この効果の発現にはフードが入口部から出口部へ向かって直線的に狭められていることが必須である。入口部から出口部にかけてスリット巾の変わらないフードを用いた場合には、隣接エアーガンからの繊維フィラメントは互いに交絡せず、それぞれのフィラメント群は巾方向に目付がほぼ正規分布となった帯状となって捕集されウエブの巾方向の目付変動が大きなものとなってしまう。また、サイドガンより吹き込まれる圧縮空気は、エアガン列の両端でエアカーテンの役割を果たし開繊フィラメント落下位置を規制安定化させると共にその広がりを側板により抑制し、フード内風速分布の均一化、開繊繊維の揺動運動を促進する。それらの効果は、フード内エアーガン列両端にサイドガンを配置させて初めて達成される事であり、サイドガンの利用は、非常に重要である。フードを出たフィラメントウエブはエアー吸引装置7の上を移動する捕集ネット6上に捕集され、図中には示していないがその後適当な方法によってフィラメントウエブ一層のみで、あるいは多層重ね合わせボンディングを行い目付の均一な長繊維不織布と成すことができる。
【0007】本発明によれば、開繊した無撚の連続マルチフィラメント繊維束を圧縮空気流と共に多錘エアーガンより噴射させ、その両端に圧縮空気流のみを噴射させるサイドガンを配置し、その下流に四方が平面板で囲われ、入口部から出口部に向いそのスリット幅が狭められたフードを設置し、該フード中に該エアーガンより圧縮空気流と共に開繊無撚繊維束を噴射、通過させ、移動する捕集コンベアー上に隣接エアガンからの繊維束が互いに交絡し且つシート幅方向の目付が均一であるように捕集する事ができる。シート状に捕集されたフィラメントウエブは、その後適当な接着または絡合等によって長繊維不織布となすことができる。
【0008】
【実施例】次に本発明を実施例によって説明するが、本発明は、これら実施例によって限定されるものではない。実施例中不織布シート幅方向の目付分布は、シート両端部の目付不均一部分を取り除いた後、シート幅全域に渡り幅10mm、長さ170mmの短冊状に切り出した試料の重量を測定して求めた。また、変動率は、変動係数(標準偏差を平均値で割ったもの)を100倍して%で表したものである。
【0009】実施例1図1に示すような装置を用い、入口スリット幅30mm、出口スリット幅7.5mmに調整したフードの中に帯電し開繊したポリエステル繊維300dr/96fil.を1000m/minで5錘分吹き込んだ。この時サイドガンを含め全錘0.34Nm3/minのエアーを流した。ブローンされた繊維は、フードを出た所で良く開繊し、フード幅方向に大きく搖れた状態であった。捕集したウエブは、繊維が非常に均一に分散したものであった。このウエブを熱接着後、シートの目付分布を測定した所、平均目付が16g/m2幅方向の目付変動率が8.9%、長手方向の目付変動率が6.5%であった。
【0010】実施例2実施例1と同様の条件でフード寸法のみ入口90mm、出口10mmに変更したところ捕集ウエブ中の繊維の分散状態は良好であった。平均目付は26g/m2、この時のシート目付変動率は、幅方向18.7%、長手方向7.4%であった。
【0011】比較例1フードの入口スリット幅と出口スリット幅を10mmに揃え、平行スリットとしたものを用いる以外は実施例1と同様の条件でブローン試験を行った。捕集したウエブは、隣接エアガンの中間位置直下にウエブの目付の小さなスジが明確に観察された。このウエブシートの目付分布を測定したところ、平均目付30g/m2、目付変動率は、幅方向33.1%、長手方向5.4%であった。
【0012】比較例2フードの入口スリット幅と出口スリット幅を30mm−4mmの組合わせにして実施例1と同様の条件でブローン試験を行った。フード内に吹き込んだ開繊繊維がフード内壁に徐々に付着し詰まってしまった。
【0013】比較例3フードの入口スリット幅と出口スリット幅を120mm−10mmの組合わせにして実施例1と同様の条件でブローン試験を行った。フードを出た後の繊維フィラメントの飛び方は、フード幅方向に非常に不均一で、また、不安定であった。捕集したウエツブは、隣接エアーガン中間位置直下にウエブ目付の小さなスジが明確に観察された。このウエブシートの目付分布を測定したところ、平均目付33g/m2、目付変動率は、幅方向26.3%、長手方向7.3%であった。
【0014】比較例4ガン列からサイドガンを取り外してエアーガンのみとし、実施例1と同様の条件でブローン試験を行った。フードを出た後の繊維フィラメントは、フード幅方向に大きく広がり、捕集ウエブの幅は広くなるがその端部の状態が非常に不安定であった。また、フード内の繊維揺動効果がなくなり、フードを出た後の繊維フィラメントの分散は不均一で、各エアーガン毎のフィラメント群のままの状態であった。そのため、捕集ウエブは幅方向の目付均一化がなされずに目付の小さなスジが明確に観察された。
【0015】実施例3図1の装置を用い、ポリビニルアルコール繊維1200dr/200fil.を糸走行速度1000m/minで、入口90mm、出口10mmに調整したフード中に吹き込んだ。この時サイドガンを含め全錘0.40Nm3/minのエアーを流し試験したところ、捕集ウエブ中の繊維の分散状態は良好であった。この時、ウエブシートの平均目付は45g/m2、目付変動率は、幅方向で15.4%、長手方向で7.3%であった。
【0016】実施例4レーヨン繊維300dr/150fil.を用い、実施例1と同様の条件でブローン試験を行った。捕集したウエブは、繊維が非常に均一に分散したものであった。シートの目付分布を測定した所、平均目付が30g/m2、幅方向の目付変動率が7.0%、長手方向の目付変動率が6.5%であった。
【0017】実施例5ポリアリレート繊維250dr/50fil.を用い、フード寸法を入口40mm、出口8.0mmとして、これ以外は実施例1と同様の条件でブローン試験を行った。ブローンされた繊維は、他の実施例同様、フードを出た所で良く開繊し、均一にブローンされていた。捕集したシート状ウエブは、平均目付が25g/m2、幅方向の目付変動率が11.2%、長手方向の目付変動率が8.5%であった。
【0018】
【発明の効果】以上詳細について実施例で説明した事から明らかな様に、本発明の方法によれば無撚の開繊した連続マルチフィラメント繊維束を圧縮空気流と共に噴射させる多錘よりなるエアガンとその両端に圧縮空気流のみを噴射させるサイドガンとを一列に並べ、捕集コンベアー上に吹き付け、捕集する際に、エアーガンとサイドガンとからなるガン列の下流に四方が平面板で囲われた、入口部から出口部に向い、そのスリット幅が狭くなる様に調整されたフードを配置し、圧縮空気流と共に無撚繊維束を噴射、通過させる。この時フードの形態特徴によるフード内の風速分布の均一化と基本的に繊維群よりなる開繊繊維束へのフード幅方向への揺動効果の発生により、隣接エアガンからの開繊繊維フィラメントが互いに交絡し且つウエブ幅方向の目付変動率の小さな長繊維フィラメントウエブを捕集する事ができる。1列のエアーガン列で目付変動率の小さなウエブが得られ、位相をずらした複数のエアーガン列をセットで使用する必要がないため、経時的な位相の変動に対する微調整等も必要なく、複数列設置した場合にはウエブの使用目的等に合せて任意のガン列が使用でき、運転上の自由度が大きい。シート状に捕集されたフィラメントウエブは、その後適当な接着または絡合等によって長繊維不織布となすことができる。
【図面の簡単な説明】
【図1】本発明の連続フィラメントウエブ製造に使用する装置の概略図である。
【図2】図1に示した装置の側面図である。
【符号の説明】
1. 開繊無撚連続繊維束
2. エアーガン
2a.高圧エアー吹込口
3. サイドガン
3a.高圧エアー吹込口
4. フード
4a.フード入口幅
4b.フード出口幅
5. 捕集ネット
6. 捕集ウエブ
7. 吸引装置
【特許請求の範囲】
【請求項1】 無撚の連続マルチフィラメント繊維束より不織ウエブを製造するにあたり、開繊した繊維束を圧縮空気流と共に噴射させる多錘よりなるエアガンとその両端に圧縮空気流のみを噴射させるサイドガンとを一列に並べ、その下流に四方が平面板で囲われた、入口部から出口部に向いそのスリット幅が狭くなる様に調整されたフードを配置し、該フード中に該エアガンより圧縮空気流と共に無撚繊維束を噴射、通過させ、隣接エアガンからの開繊繊維フィラメントが互いに交絡するように、移動する捕集コンベアー上に捕集する事を特徴とする不織ウエブの製造方法。
【請求項2】 請求項1において、入口部幅が10mm以上100mm以下、出口部幅が5mm以上10mm以下であるフードを用いる不織ウエブの製造方法。
【請求項1】 無撚の連続マルチフィラメント繊維束より不織ウエブを製造するにあたり、開繊した繊維束を圧縮空気流と共に噴射させる多錘よりなるエアガンとその両端に圧縮空気流のみを噴射させるサイドガンとを一列に並べ、その下流に四方が平面板で囲われた、入口部から出口部に向いそのスリット幅が狭くなる様に調整されたフードを配置し、該フード中に該エアガンより圧縮空気流と共に無撚繊維束を噴射、通過させ、隣接エアガンからの開繊繊維フィラメントが互いに交絡するように、移動する捕集コンベアー上に捕集する事を特徴とする不織ウエブの製造方法。
【請求項2】 請求項1において、入口部幅が10mm以上100mm以下、出口部幅が5mm以上10mm以下であるフードを用いる不織ウエブの製造方法。
【図1】


【図2】
【図2】
【公開番号】特開平5−125648
【公開日】平成5年(1993)5月21日
【国際特許分類】
【出願番号】特願平3−313535
【出願日】平成3年(1991)10月31日
【出願人】(000001085)株式会社クラレ (1,607)
【公開日】平成5年(1993)5月21日
【国際特許分類】
【出願日】平成3年(1991)10月31日
【出願人】(000001085)株式会社クラレ (1,607)
[ Back to top ]