
不織ループ材料並びにそれに関連する方法及び製品
本発明は、フック・ループ機械的取付けシステムにおけるループ材料に有用な、不織繊維材料、及びそれを製造する方法を提供し、この不織材料は、実質的に円形の断面を有する捲縮一成分繊維を有し、そのウェブはさらに非捲縮繊維を含有してもよい。本発明はまた、おむつ、婦人用ケア衛生ナプキン及び成人用失禁製品のような使い捨てパーソナルケア吸収性物品、並びに手術ドレープ及び手術着及びその他の保護衣料のような使い捨て保護物品を含む、不織ループ材料を含む使い捨て物品を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に不織材料及びウェブ、並びにそれを製造する方法の分野に関するものである。より詳細には、本発明は、フック・ループ機械的取付けシステムのような機械的取付けシステムにおけるループ材料として有用な捲縮繊維不織材料に関する。
【背景技術】
【0002】
「フック・ループ」締結システムと呼ばれる種類のような機械的締結システムは、種々の消費者及び産業用途に幅広く用いられるようになっている。こうした用途のいくつかの例としては、使い捨てパーソナルケア吸収性物品、保護衣類、衣料品、スポーツ用品器具、及び種々広範な他の雑多な物品が挙げられる。通常、このようなフック・ループ締結システムは、2以上の材料又は物品を再締結可能に連結させることが所望されるような状況で用いられる。このような機械的締結システムは、多くの場合、こうした再締結可能な連結を行うために用いられる他の従来の器具、例えば安全ピン、ボタン、留め金、ジッパーなどと置き換えられていた。
機械的締結システムは、通常、「雄」又はフック型構成要素及び「雌」又はループ型構成要素という2つの構成要素を用いる。フック構成要素は、普通、ベース材料に繋ぎとめた又は連結した複数の半剛性のフック形状要素を含む。当該技術分野において一般に既知のループ構成要素は、複数のループが突出した弾性バッキング材料を含む。フック構成要素のフック形状の要素は、ループ材料のループと係合するように設計され、それによって2つの構成要素のフック要素とループ要素との間に機械的な取付けを形成する。このような機械的取付けは、通常の使用中にそれぞれの構成要素が分離するのを妨げるように機能する。
【0003】
機械的締結システムは、使い捨ておむつ、使い捨て衣類、使い捨て婦人用ケア製品、使い捨て失禁用製品などのような使い捨てパーソナルケア吸収性物品に有利に用いられることができる。さらに、機械的締結システムは、手術着及び手術用ドレープ、患者用診断着、作業着及びクリーンルーム用衣料のような他の使い捨て物品のための機械的取付けシステムに有益に用いられることもある。このような使い捨て製品は、比較的短期間、多くの場合2,3時間だけ使用された後、廃棄されるような一回使用のアイテムであることを目的としているので、このような製品の設計では全体の材料費を削減し、可能な限り製造費を削減することが重要である。そのため、特に使い捨てパーソナルケア吸収性物品及び使い捨て保護物品に使用されるような、機械的締結システムのための安価なループ締結材料が必要とされ続けている。
【発明の開示】
【0004】
本発明は、使い捨てパーソナルケア吸収性物品及び使い捨て保護物品のような使い捨て物品に有用な不織ループ材料を提供する。1つの態様では、不織ループ材料は、螺旋捲縮され、実質的に円形の断面を有する一成分繊維を含み、この不織材料は、実質的に連続な結合域によって定められる複数の不連続非結合域を含み、ここでこのような非結合域は、不織ループ材料の第1及び第2平面のうち、約85%〜約50%の第2平面を構成する。捲縮繊維は、オレフィンのランダムコポリマーを含んでいてもよい。不織ループ材料はさらに、非捲縮繊維を含んでいてもよく、この場合非捲縮繊維の大部分は、第1平面内又は第1平面上に位置する一方で、捲縮繊維の大部分は、材料の第2平面内又は第2平面上に位置する。本発明はまた、繊維形成熱可塑性組成物を用意する工程、この熱可塑性組成物から、実質的に円形の断面をもつ複数の溶融一成分繊維を形成する工程、この溶融繊維に差異のある急冷を行い、実質的に円形の断面をもつ捲縮一成分繊維を形成する工程、形成面上にこの捲縮繊維を堆積させて非結合不織ウェブを形成する工程、並びに次いで熱及び圧力によりこの非結合ウェブを結合させ、複数の不連続非結合域を定める実質的に連続な結合域のパターンを形成する工程を含む、不織材料の製造方法も提供し、ここでこの不織材料は約85%〜約50%の非結合域を有する。1つの態様では、該方法は、捲縮繊維を堆積させる工程の前に複数の非捲縮繊維を形成面に提供する工程をさらに含む。この方法は、材料に伸張力をかける工程を任意に含んでいてもよい。
【0005】
本発明はまた、内側、外側、フック材料、及び物品の外側の少なくとも一部を構成する不織ループ材料を含む使い捨て物品を提供し、この不織ループ材料はさらに、実質的に円形の断面をもつ螺旋捲縮連続一成分繊維を含む。フック材料は、物品上のタブに位置するか、又は物品に取付けられてもよく、このタブは、該フックをループ材料と容易に重ね合わせ及び係合できるように、物品上に位置する。すなわち、ループ材料と向かい合った関係で容易に配置されるようにフック材料を備えたタブを配置することによって、フックがループ材料と容易に係合できるようになる。
本発明はまた、ライナ、外側カバー、及びこのライナと外側カバーとの間に配置された吸収性コアを含み、さらにフック材料を含むタブ及びループ材料を有する機械的締結システムを備えた使い捨ておむつを提供し、ここで該ループ材料は、外側カバーの少なくとも一部を構成し、さらに該ループ材料は、大部分の非捲縮繊維を有する第1平面と、実質的に円形の断面をもった大部分の螺旋捲縮一成分繊維を有する第2平面とを有し、この第2平面は、外側カバー上に露出している。特定の態様では、ループ材料は、点結合パターンで熱パターン結合されるが、他の態様では、ループ材料は点非結合の結合パターンで熱パターン結合される。
【0006】
定義
本明細書及び特許請求の範囲に用いられる「含む」という用語は、包括的又は制限のない用語であり、列挙されていない追加の要素、組成成分又は方法の工程を排除しない。従って、「含む」という用語は、より制限的な用語「から本質的に成る」及び「から成る」を包含する。
本明細書に用いられる「ポリマー」という用語には、一般に、ホモポリマー、コポリマー、例えばブロック、グラフト、ランダム及び交互コポリマー、ターポリマーなど、並びにそれらのブレンド及び変更物が含まれるが、これらに限定されない。さらに、特に具体的に断らない限り、この「ポリマー」という用語は、材料の可能な空間構成を全て含む。これらの構成には、イソタクチック、シンジオタクチック及びランダム対称性が含まれるが、これらに限定されない。
本明細書に用いられる「繊維」という用語は、特に断らない限り、ステープル長の繊維及び連続フィラメントの両方のことを指す。
本明細書に用いられる「一成分」繊維という用語は、ただ1つの成分を用いて1以上の押出成形機から形成された繊維のことを指す。一成分繊維は、繊維の断面にわたって実質的に一定に配置された異成分の複数の個別区域を含まないという点において、多成分繊維と区別される。これは、着色、静電気防止特性、光沢、親水性などのために少量の添加剤が添加された1つのポリマーから形成された繊維を排除することを意味しない。
【0007】
本明細書に用いられる「多成分繊維」という用語は、別々の押出成形機から押出成形されるが、共に紡糸されて1つの繊維を形成する、少なくとも2成分のポリマー又は異なる特性又は添加剤を含む同一ポリマーから形成された繊維のことを指す。多成分繊維はまた、コンジュゲート繊維又は2成分繊維と称される場合がある。ポリマーは、多成分繊維の断面にわたって実質的に一定に配置され、多成分繊維の長さに沿って連続的に延びた個別の区域に配置される。このような多成分繊維の構成は、例えば一方のポリマーが他方のポリマーを囲む鞘/芯配置であってもよく、或いは並列配置又は当該技術分野において既知の他の配置であってよい。例として、多成分繊維は、Kanekoらの米国特許第5,108,820号、Strackらの米国特許第5,336,552号、及びPikeらの米国特許第5,382,400号に教示されている。
本明細書で用いられる「不織ウェブ」又は「不織材料」という用語は、互いに重なりあわされているが、編布又は織布とは同一でない様式の個々の繊維又はフィラメントの構造を有するウェブを意味する。不織ウェブは、例えばメルトブロー法、スパンボンド法、空気堆積法及びカーデッドウェブ法のような多くの方法から形成されている。
「スパンボンド」不織ウェブ又は材料という用語は、紡糸口金の複数の毛細管から溶融熱可塑性ポリマーを繊維として押出成形することによって形成される小直径の繊維又はフィラメントの不織繊維又はフィラメント材料のことを指す。押出成形された繊維は、冷却されると同時に引き出し機構又は他の周知の引き延ばし機構によって引き延ばされる。引き延ばされた繊維は、一般にランダムで等方的な様式で形成面に付着又は堆積されて、緩く交絡した繊維ウェブを形成し、次いで堆積繊維ウェブを結合プロセスに供し、物理的な一体性及び寸法安定性を付与する。スパンボンド繊維の製造は、例えばAppelらの米国特許第4,340,563号及びMatsukiらの米国特許第3,802,817号に開示されている。
【0008】
本明細書で用いられる「パターン結合」とは、材料の全表面積を結合しないような、当該技術分野において既知の1以上の手段による結合のことを指す。例として、熱パターン結合は、布地又は繊維ウェブ、或いは結合されることになる他のシート層材料を、少なくとも一方が加熱されたカレンダロールとアンビルロールとの間に通すことを含む。カレンダロールは、一般に、布地全体がその全表面にわたって結合されないようにパターン付けされる。或いは、ロールの両方がパターン付けされていてもよい。カレンダロールのための種々のパターンが、機能的な理由及び美観的な理由から開発されている。熱パターン結合の例としては、例えば、本明細書に参考として組み込まれるハンセン及びペニングスの米国特許第3,855,046号に教示され、「H&P」パターンとして既知であり、約30%が約200結合/平方インチの結合域であるような、熱点結合パターンが挙げられるが、これらに限定されない。別の例示的な熱点結合パターンは、約15%の結合域を与える拡張ハンセン及びペニングス、すなわち「EHP」結合パターンである。熱パターン結合の別の有用な例は、本明細書に参考として組み込まれるStokesらの米国特許第5,858,515号に記載されるパターン非結合又は点非結合熱結合方法であり、それはカレンダロールの1つ又は両方が、その表面に、複数の不連続開口部、孔又は穴を定めるランド域の連続パターンを含むように刻まれる。ロールの表面にある開口部の各々は、ウェブの繊維が実質的に又は完全に非結合となる不連続な非結合域を、不織ウェブ材料の表面に形成する。
【発明を実施するための最良の形態】
【0009】
本明細書では、フック・ループ機械的取付けシステムのような機械的取付けシステムのためのループ材料として好適な不織材料を開示する。本明細書では、本発明の不織ループ材料を製造する方法も開示する。本発明は、特定の実施形態を示す図面を参照し、かつ以下で記載されるような他の例示的な実施形態を参照して説明される。これらの実施形態が、添付の特許請求の範囲によって包含されることのできるような、変更物及び等価物の形態で広く適用可能である本発明の全範囲を表すものではないことは当業者に明らかである。特許請求の範囲は、こうした変更物及び等価物の全てに及ぶことを意図する。
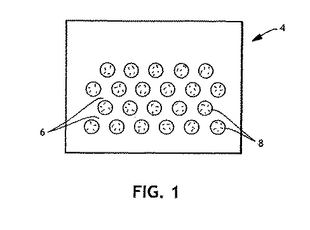
図1は、本発明の例示的な不織ループ材料を示す平面図である。「ループ」という用語を使用したが、本発明のループ材料は、別個に分離して形成されたループ材料が、相補的なフック材料のフック要素を受け入れ、係合するために使用されるようなループ材料にのみ限定されるわけではない。それどころか、本発明のループ材料は、個々の繊維が、繊維間に実質的な空隙部分を有する開放ウェブ構造を形成する捲縮繊維であり、この繊維が、必ずしも個別のループに形成されることなく、フック要素と係合するように機能する繊維性不織布又はウェブを含む。逆J形状、逆T形状、及び一般にはマッシュルーム形状のフックのような種々の種類のフック材料及びフック要素が、当該技術分野において既知である。再び図1を参照すると、不織ループ材料4は、その最も単純な形態において、複数の不連続な寸法安定化非結合域8を定める連続結合域6を有する不織材料を含む。連続結合域6内では、不織材料の繊維が互いに結合又は融合し、望ましくは実質的に非繊維性であり、例えばフィルム様の区域を含んでいてもよい。非結合域8では、不織材料の繊維は、それらの開放繊維性構造を保持するように実質的に又は完全に結合も融合もしていない。本発明の不織ループ材料は、1平方メートルあたり約20〜約100グラム(「gsm」)、より詳細には、約40gsm〜約80gsmに及ぶ坪量を有することができる。さらなる態様では、不織ループ材料は、約0.4ミリメートル〜約1.2ミリメートル、又はそれ以上の布地厚さ又は嵩を有することができる。
【0010】
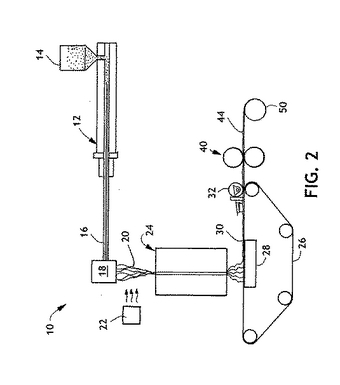
図2は、本発明の不織ループ材料を形成するための方法を概略的に示す。図2では、加工ライン10は、ポリマーホッパー14から供給されたポリマーを溶融し、押出成形するための押出成形機12を含む。ポリマーは、押出成形機12からポリマー管16を通って紡糸口金18に供給される。紡糸口金18は、普通は1以上の列に配置された規定の開口部を有する。溶融ポリマーが紡糸口金を通って押出されるときに、紡糸口金開口部は下方に延びた繊維カーテン20を形成する。
本発明に好適なポリマーとしては、例えば、ポリオレフィン、ポリエステル、ポリアミド、ポリカーボネート、並びにそれらのコポリマー及びブレンドのような不織ウェブ及び材料の製造に好適な既知のポリマーが挙げられる。好適なポリオレフィンとしては、ポリエチレン、例えば高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン及び線状低密度ポリエチレン;ポリプロピレン、例えばイソタクチックポリプロピレン、シンジオタクチックポリプロピレン、イソタクチックポリプロピレン及びアタクチックポリプロピレンのブレンド;ポリブチレン、例えばポリ(1−ブテン)及びポリ(2−ブテン);ポリペンテン、例えばポリ(1−ペンテン)及びポリ(2−ペンテン);ポリ(3−メチル−1−ペンテン);ポリ(4−メチル−1−ペンテン);並びにそれらのコポリマー及びブレンドが挙げられるが、これらに限定されない。好適なコポリマーとしては、2以上の異なる不飽和オレフィンモノマーから調製されるランダム及びブロックコポリマー、例えばエチレン/プロピレン、ブチレン/プロピレン及びエチレン/ブチレンコポリマーが挙げられるが、これらに限定されない。オレフィンの例示的なコポリマーとしては、約99.5〜約90重量%のプロピレン及び約0.5〜約10重量%のエチレン又は少なくとも4個の炭素原子を有する別のα−オレフィン−コモノマー、例えば1−ブテン、4−メチル−1−ペンテン、1−ヘキセン、又は1−オクテンを含有するものが挙げられる。
好適なポリアミドとしては、ナイロン6、ナイロン6/6、ナイロン4/6、ナイロン11、ナイロン12、ナイロン6/10、ナイロン6/12、ナイロン12/12、カプロラクタム及びアルキレンオキシドジアミンのコポリマーなど、並びにそれらのブレンド及びコポリマーが挙げられるが、これらに限定されない。好適なポリエステルとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリシクロヘキシレン−1,4−ジメチレンテレフタレート、及びそれらのイソフタレートコポリマー、並びにそれらのブレンドが挙げられるが、これらに限定されない。
【0011】
例示的な加工ライン10はまた、紡糸口金18から延びた繊維カーテン20に隣接して配置される急冷ブロア22を含む。急冷エアブロア22からの空気は、紡糸口金18から延びた繊維20を急冷する。急冷空気は、図2に示されるように繊維カーテンの片側から、又は繊維カーテンの両側から向けることができる。本明細書で用いられる「急冷」という用語は、一般に、例えばチルド空気流、周囲温度空気流又はわずかに〜中程度に加熱された空気流を用いるような、繊維よりも冷たい媒体を用いて繊維の温度を低下させる手段を意味する。
捲縮繊維を製造するために、繊維が実質的に溶融しているときに差異のある急冷が繊維20に適用される。本明細書で用いられる「差異のある急冷」とは、繊維が紡糸口金から引き出されると同時に、繊維断面のうち一方の側と他方の側では差異のある応力が付与されるように、急冷媒体を適用することを意味する。差異のある応力を付与することにより、繊維が捩れ又はカールし、すなわち螺旋状に「捲縮」する。例えば図2に示されるように、例えば毎分約600〜700フィート(毎分約183〜213メートル)のような比較的高速で急冷空気を送る単一の急冷エアブロアを使用することによって、差異のある応力が作り出されてもよい。螺旋捲縮を与えるために所与の加工に必要な急冷空気の速度は、より高速でも、より低速でもよく、例えばポリマーの選択、ポリマーの溶融温度、急冷空気の温度、繊維速度、急冷エアブロアと繊維カーテンとの間隔、及び単位面積あたりの紡糸口金の孔数(すなわち繊維の数)などの多数の処理因子に左右される。
【0012】
或いは、急冷媒体が両側から繊維カーテンに向けられる場合、差異のある応力は、繊維カーテンの一方の側の急冷ブロアを、その他方の側の急冷ブロアよりも非常に速い空気速度で及び/又は非常に冷たい空気温度に設定することによって作り出されることができる。溶融繊維の差異のある急冷は、例えば、本明細書に参考として組み込まれるSawyerらの米国特許第5,427,845号に開示されている。螺旋捲縮2成分繊維又は特定形状若しくは丸い断面を有する螺旋捲縮繊維を製造することは、当該技術分野において既知であるが、螺旋捲縮を生じさせるために差異のある急冷を利用する場合には、このような方策のいずれも必要ではなく、2成分及び特定形状の繊維加工には、一成分の円形繊維の場合よりも特別な繊維製造装置が必要になる。
上述のように、溶融繊維の差異のある急冷によって捲縮一成分繊維を形成するために、種々広範なポリマー及びコポリマーを用いることができる。溶融温度及び利用可能な急冷空気温度及び急冷空気流速のような処理変数に応じて、差異のある急冷条件の下で捲縮繊維をより容易に形成するポリマーを選択することが好ましい場合がある。この点に関して、コポリマー、特にオレフィンのコポリマー、例えば2以上の異なる不飽和オレフィンモノマーから調製されるランダム及びブロックコポリマー、具体的にはプロピレン及びエチレンのランダムコポリマー、並びにプロピレン及びブチレンのランダムコポリマーは、差異のある急冷条件下で容易に捲縮を生じる。
【0013】
再び図2を参照すると、急冷された繊維を受け入れるための繊維引き延ばし装置又は吸引装置24は、紡糸口金18及び急冷ブロア22の下方に配置される。ポリマーを溶融紡糸するのに用いられる繊維引き延ばし装置又は吸引装置は、当該技術分野において周知である。本発明の方法に用いるための好適な繊維引き延ばし装置としては、全て本明細書に参考として組み込まれる、Matsukiらの米国特許第3,802,817号、並びにAppelらの米国特許第4,340,563号及び米国特許第4,405,297号に示される種類の線状繊維吸引装置が挙げられるが、これらに限定されない。一般的に記載された繊維引き延ばし装置24は、経路の片側から侵入し、該経路を通って下方に流れる空気を吸引することによって繊維が引き込まれる細長い垂直方向の経路を含む。吸引空気は、ブロア(図示せず)によって与えられる。繊維引き延ばし装置24は、繊維を細くし、すなわち繊維に下方の力をかけることによって、紡糸口金18を通って最初に押出成形された直径を小さくする。概して、繊維は、約1〜10デニール、望ましくは約2〜約6デニールの繊維あたりデニール(「デニール」又は「dpf」)を有することができる。デニールは、単位長さに対する繊維質量の尺度であり、1デニールは、繊維の900メートルあたりの重さが1グラムであることに等しい。
【0014】
エンドレス有孔形成面26が、繊維引き延ばし装置24の出口開口部からの繊維を受け取るために、繊維引き延ばし装置24の下方に配置される。有孔形成面26の下方に配置される真空源28は、有孔形成面26上の細くされた繊維を引っ張るために使用されるのが有利な場合がある。有孔形成面26上で受け取られた繊維は、緩い連続繊維の不織ウェブ30を含み、それはまず圧密化手段32を用いて圧密化され、ウェブを結合手段に移動させるのを補助する。圧密化手段32は、例えば当該技術分野において既知の機械的圧縮ロールであるのが望ましいことがある。
加工ライン10はさらに、図2に示される熱パターンカレンダロールのようなパターン結合組立体40を含み、その組立体は、不織ウェブを熱結合させて緊密な結合ウェブ44にするために使用される。上述したように、パターン結合は、熱及び圧力を適用して結合部を形成することなどによって繊維を共に融合する加工である。選択されたパターンは、特定の最終用途及びその用途に応じた繊維「引き出し」耐性によって、点結合パターン又は点非結合パターンとすることができる。フック・ループ締結システムの通常の使用中におけるフック材料の係合解除又は引き剥がしの際に、フックと係合するループとして作用する繊維は、繊維性不織ウェブ構造からより多く又はより少なく引き出される傾向にある。例示的なパターン非結合又は点非結合熱結合方法は、その全体が本明細書に参考として組み込まれるStokesらの米国特許第5,858,515号に記載されている。Stokesらに記載されるパターン非結合方法は、繊維の引き出しを低減するので、繊維の引き出しが最小限となることが望ましい用途に特に有用な結合方法である。
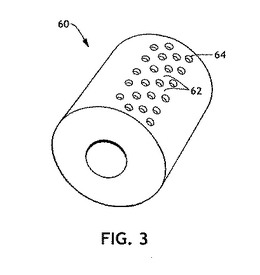
【0015】
点非結合の結合において、一方又は両方のカレンダロールは、その表面が複数の不連続開口部、孔又は穴を定めるランド域の連続パターンを含むように刻まれる。連続ランド域によって定められる、ロール表面の開口部の各々は、不織ウェブ材料の表面に不連続の非結合域を形成し、その非結合域ではウェブの繊維は実質的に又は完全に非結合である。図3には、複数の不連続開口部又は孔64を定める連続ランド域62を有する、刻まれた点非結合表面を有する例示的なカレンダロール60が示される。開口部64の大きさ、形状、数及び構成は、不織ループ材料の特定最終用途の要件に適合するように変更されることができる。連続ランド域62によって不織ループ材料に付与される結合の程度は、結合域%として、すなわち図1に参照番号6で示された連続結合域が占める不織ループ材料の少なくとも一方の面の面積の一部として表されることができる。或いは、これは、非結合域%として、すなわちループとして作用するために利用可能な緩い繊維を含む不織ループ材料部分の%として表されることができる。一般的に述べたように、不織ループ材料に好適な結合域%の下限(又は言い換えれば非結合域%の上限)は、繊維引き出しがパターン非結合材料の表面一体性及び耐久性を過剰に低下させる値である。低〜中程度の量の繊維引き出しが許容される用途では、この非結合域%は、約85%程度の高さであるのが好適となる場合がある。引き出しがほとんど所望されないような他の用途では、約80%〜約50%に及ぶ非結合域%を有する不織ループ材料が好適であることを見出した。
【0016】
図2及び加工ライン10は、上記で単一の繊維紡糸装置又は「スピンバンク」に関連して説明されたが、特定の実施形態において、1より多いスピンバンクを用いてもよい。例えば、加工ラインには複数のスピンバンクを用いてもよく、その場合、各スピンバンクが差異のある急冷を用いることによって捲縮繊維を製造し、各スピンバンクでは後続の(下流の)バンクの各々からの捲縮繊維が、有孔形成面にて先行する(又は上流の)スピンバンクの繊維の上に堆積し、最後のスピンバンクがその繊維を堆積させた後、ウェブが上述の圧密化手段及び結合組立体を通ってさらに下流に移動させられる。しかし、複数のスピンバンクが用いられる場合、スピンバンクの全てが捲縮繊維を形成する必要はないことに留意すべきである。それよりむしろ、機械的締結システムのフックを係合するために使用することを目的とする不織ループ材料の表面が捲縮繊維を含有しさえすればよい。
さらに、他の変更も可能である。複数のスピンバンクを用いる場合、個々のスピンバンクは全てのスピンが同一のポリマー、例えばポリプロピレン、又はプロピレン及びエチレンのランダムコポリマー或いはポリエステルであってもよい。或いは、スピンバンクの全てが、例えば同一のポリマーを使用する必要はなく、さらに個々のスピンバンクが同一の大きさの繊維を製造する必要もない。これらを組み合わせた実施形態の例として、2つのスピンバンク加工ラインを利用することができ、そこでは第1、すなわち上流のスピンバンクが非捲縮ポリプロピレン繊維を紡糸し、第2、すなわち下流のスピンバンクが捲縮ランダムコポリマー繊維を紡糸し、第2スピンバンクが、第1スピンバンクからの非捲縮繊維の上に捲縮繊維を堆積させる。非捲縮繊維は、例えば約2〜約5デニールであることができ、捲縮繊維は約3〜約6デニールとすることができる。2つのスピンバンクからの繊維を含有するウェブは、次いで圧密化手段及び結合組立体を通ってさらに下流に移され、材料の一方の面に大部分の捲縮繊維を有し、材料の他方の面には大部分の非捲縮繊維を有する不織ループ材料を形成する。個々のスピンバンクはおよそ等しい量産速度で繊維を製造できるが、それらは別の方法として、一方のスピンバンクが、例えば最終的な不織ループ材料の坪量の2/3を製造し、他方のスピンバンクが1/3を製造するような明らかに異なる量産速度で繊維を製造することができることにも留意すべきである。
【0017】
再び図2を参照すると、加工ライン10はさらに、結合ウェブ44を巻き取るための巻き取りロール50を含む。ここでは図示されないが、当該技術分野において既知の種々の追加の可能な加工及び/又は仕上げ工程、例えばウェブスリッティング、伸張、処理、不織ループ材料上での印刷、及び/又はその他の操作を、本発明の趣旨及び範囲から逸脱することなく行ってもよい。例として、不織ループ材料をカラーグラフィックで印刷し、より視覚的に魅力的な材料を製造するのが極めて望ましい場合がある。さらに、巻き取りロール50に不織ウェブを巻き取る代わりに、不織ウェブを、種々の変換又は一体化製品形成操作に直ちに送り出してもよい。
別の特定例として、不織材料を少量(約5%〜約15%)の伸張に供し、さらに追加のふくらみ又は嵩を非結合域の繊維に与え、フックとの係合能力を高めるのが有益である場合がある。この伸張は、材料の縦方向(すなわち、機械方向としても知られる、材料が製造される方向)又は材料の横方向(機械横方向としても知られる、材料の製造方向と垂直な方向)のいずれかで行われることができ、例えば横方向の伸張のためにはテンターフレームの使用など当該技術分野において周知の手段によって、或いは縦方向の伸張のためには一連の駆動ニップローラ間での差異のある引き延ばし速度によって達成されることができる。具体的な例として、材料を一連の駆動ニップローラに通して移動させることにより材料に約10%の縦方向の伸張力をかけることができ、ここで駆動ニップローラの第2の対は、第1の対のローラよりも10%速い速度で駆動される。
【0018】
本発明の不織ループ材料は、種々広範な使い捨てパーソナルケア吸収性物品及び使い捨て保護物品における機械的取付けシステムに有用である。使い捨てパーソナルケア吸収性物品としては、おむつ及びトレーニングパンツのような乳児及び子供用ケア吸収性物品、、使い捨て水着、成人用ケア失禁衣類、衛生ナプキンのような婦人用ケア物品、包帯及び創傷着衣などが挙げられるが、これらに限定されない。使い捨て保護物品としては、手術着及び手術用ドレープ、患者用診察着、作業着及びクリーンルーム用衣料のような物品が挙げられるが、これらに限定されない。このような使い捨てパーソナルケア及び保護物品は、一般に、ユーザーの身体に対して又は身体に向いて着用又は配置される身体対向側、及びユーザーの身体から離れた非身体対向側を有する。本発明の不織ループ材料は、このような使い捨てパーソナルケア及び保護物品の機械的取付けシステムの一部として使用される場合、一般に物品の外側又は非身体対向側に配置又は取付けられるか、或いは物品の外側又は非身体対向側は、全て本発明の不織ループ材料で構成されることができる。フック材料は、物品に都合良く置かれる、物品上のタブに配置されるか、又はそのタブを構成し、ユーザー又は着用者が、フック構成要素をループ材料の繊維と係合できるように、フックタブを不織ループ材料と重ね合わせることができるようにする、すなわちフックタブを不織ループ材料と対面関係で容易に配置できるようにする。
【0019】
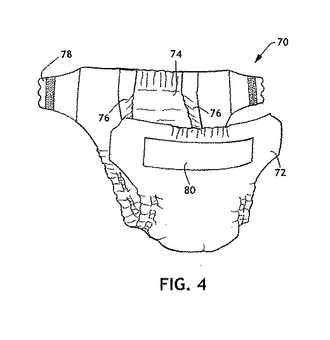
次に図4を参照すると、おむつ70のような例示的なパーソナルケア物品が示されている。大部分のパーソナルケア吸収性物品として例示的なおむつ70は、液体透過性身体側ライナ74、すなわち身体対向側又は内側、及び液体不透過性外側カバー72、すなわち非身体対向側又は外側を含む。ポリオレフィン繊維のスパンボンド不織ウェブ又は天然及び/又は合成繊維のボンデッド・カーデッドウェブのような種々の織布又は不織布を、身体側ライナ74として用いることができる。外側カバー72は、例えばスパンボンド−メルトブロー層、スパンボンド−メルトブロー−スパンボンド層又は熱可塑性ポリマーフィルム層のような薄い液体バリア材料で形成される。ポリマーフィルムの外側カバーは、より美観的に快い外観を与えるためにエンボス加工及び/又はマット仕上げすることができ、或いは織布又は不織布及び熱可塑性フィルムで形成された積層体とすることもできる。外側カバー72は、当該技術分野において既知のような、蒸気又は気体に対して透過性であるが、液体に対しては実質的に不透過性である「通気性」材料で任意に構成することができる。外側カバー材料の例としては、その開示が全体として本明細書に参考として組み込まれるMcCormackらの米国特許第6,309,736号に開示されるようなものが挙げられるが、これらに限定されない。
ライナ74と外側カバー72との間には、親水性のセルロース系木材パルプフラフ繊維及び極めて吸収性のゲル化粒子(例えば、超吸収性材料)のブレンドで形成される吸収性コア(図示せず)が配置される。おむつ70はさらに、身体側ライナ74から構成される、又はそれに取付けられる任意の閉じ込めフラップ76を含むことができる。このような閉じ込めフラップの好適な構成及び配置は、例えばその開示が全体として本明細書に参考として組み込まれるEnloeの米国特許第4,704,116号に記載されている。またさらに、おむつは、当業者に既知の追加の構成要素を任意に含むことができ、それらとしては、伸縮性レッグカフ、伸縮性ウエストバンドなどが挙げられるが、これらに限定されない。
【0020】
おむつ70を着用者の周りに固定するために、おむつは、そこに取付けられたある種の締結手段を有する。図4に示されるように、締結手段は、おむつ70の後方ウエストバンド領域における外側カバー72の内面及び/又は外面に取付けられたフック構成要素78、及びおむつ70の前方ウエストバンド領域における外側カバー72の外面に取付けられた本発明の不織ループ材料で構成される1以上のループ要素又はパッチ80を含むフック・ループ締結システムである。不織ループ材料は、既知の取付け手段によっておむつ70の外側カバー72に固定することができ、その手段としては、接着剤、熱結合、超音波結合又はこのような手段の組み合わせが挙げられるが、これらに限定されない。代替実施形態として、不織ループ材料は、外側カバー72の外面の実質的に全て又は全てを覆ってもよい。このような例は、熱可塑性フィルム/不織ループ材料積層体で構成された外側カバー材料である。
種々の特許が参考として本明細書に組み込まれたが、組み込まれた内容と本明細書の内容との間に何らかの不一致がある程度まで、本細書が制御されている。さらに、本発明はその特定の実施形態に関して詳細に記載したが、種々の代替、変更及びその他の変形が、本発明の趣旨及び範囲から逸脱することなく、本発明に対して可能であることは当業者には明らかである。そのため、特許請求の範囲は、それに包含されるこのような変更、代替及びその他の変形を全て扱うものとする。
【図面の簡単な説明】
【0021】
【図1】本発明の不織ループ材料の例示的な実施形態の平面図である。
【図2】スパンボンド繊維の不織ウェブを製造するための例示的なプロセス及び装置の概略的な側面図である。
【図3】図2のプロセス内で用いることのできるパターンロールの部分斜視図である。
【図4】本発明の不織ループ材料をループパッチとして用いる使い捨ておむつの斜視図である。
【技術分野】
【0001】
本発明は、一般に不織材料及びウェブ、並びにそれを製造する方法の分野に関するものである。より詳細には、本発明は、フック・ループ機械的取付けシステムのような機械的取付けシステムにおけるループ材料として有用な捲縮繊維不織材料に関する。
【背景技術】
【0002】
「フック・ループ」締結システムと呼ばれる種類のような機械的締結システムは、種々の消費者及び産業用途に幅広く用いられるようになっている。こうした用途のいくつかの例としては、使い捨てパーソナルケア吸収性物品、保護衣類、衣料品、スポーツ用品器具、及び種々広範な他の雑多な物品が挙げられる。通常、このようなフック・ループ締結システムは、2以上の材料又は物品を再締結可能に連結させることが所望されるような状況で用いられる。このような機械的締結システムは、多くの場合、こうした再締結可能な連結を行うために用いられる他の従来の器具、例えば安全ピン、ボタン、留め金、ジッパーなどと置き換えられていた。
機械的締結システムは、通常、「雄」又はフック型構成要素及び「雌」又はループ型構成要素という2つの構成要素を用いる。フック構成要素は、普通、ベース材料に繋ぎとめた又は連結した複数の半剛性のフック形状要素を含む。当該技術分野において一般に既知のループ構成要素は、複数のループが突出した弾性バッキング材料を含む。フック構成要素のフック形状の要素は、ループ材料のループと係合するように設計され、それによって2つの構成要素のフック要素とループ要素との間に機械的な取付けを形成する。このような機械的取付けは、通常の使用中にそれぞれの構成要素が分離するのを妨げるように機能する。
【0003】
機械的締結システムは、使い捨ておむつ、使い捨て衣類、使い捨て婦人用ケア製品、使い捨て失禁用製品などのような使い捨てパーソナルケア吸収性物品に有利に用いられることができる。さらに、機械的締結システムは、手術着及び手術用ドレープ、患者用診断着、作業着及びクリーンルーム用衣料のような他の使い捨て物品のための機械的取付けシステムに有益に用いられることもある。このような使い捨て製品は、比較的短期間、多くの場合2,3時間だけ使用された後、廃棄されるような一回使用のアイテムであることを目的としているので、このような製品の設計では全体の材料費を削減し、可能な限り製造費を削減することが重要である。そのため、特に使い捨てパーソナルケア吸収性物品及び使い捨て保護物品に使用されるような、機械的締結システムのための安価なループ締結材料が必要とされ続けている。
【発明の開示】
【0004】
本発明は、使い捨てパーソナルケア吸収性物品及び使い捨て保護物品のような使い捨て物品に有用な不織ループ材料を提供する。1つの態様では、不織ループ材料は、螺旋捲縮され、実質的に円形の断面を有する一成分繊維を含み、この不織材料は、実質的に連続な結合域によって定められる複数の不連続非結合域を含み、ここでこのような非結合域は、不織ループ材料の第1及び第2平面のうち、約85%〜約50%の第2平面を構成する。捲縮繊維は、オレフィンのランダムコポリマーを含んでいてもよい。不織ループ材料はさらに、非捲縮繊維を含んでいてもよく、この場合非捲縮繊維の大部分は、第1平面内又は第1平面上に位置する一方で、捲縮繊維の大部分は、材料の第2平面内又は第2平面上に位置する。本発明はまた、繊維形成熱可塑性組成物を用意する工程、この熱可塑性組成物から、実質的に円形の断面をもつ複数の溶融一成分繊維を形成する工程、この溶融繊維に差異のある急冷を行い、実質的に円形の断面をもつ捲縮一成分繊維を形成する工程、形成面上にこの捲縮繊維を堆積させて非結合不織ウェブを形成する工程、並びに次いで熱及び圧力によりこの非結合ウェブを結合させ、複数の不連続非結合域を定める実質的に連続な結合域のパターンを形成する工程を含む、不織材料の製造方法も提供し、ここでこの不織材料は約85%〜約50%の非結合域を有する。1つの態様では、該方法は、捲縮繊維を堆積させる工程の前に複数の非捲縮繊維を形成面に提供する工程をさらに含む。この方法は、材料に伸張力をかける工程を任意に含んでいてもよい。
【0005】
本発明はまた、内側、外側、フック材料、及び物品の外側の少なくとも一部を構成する不織ループ材料を含む使い捨て物品を提供し、この不織ループ材料はさらに、実質的に円形の断面をもつ螺旋捲縮連続一成分繊維を含む。フック材料は、物品上のタブに位置するか、又は物品に取付けられてもよく、このタブは、該フックをループ材料と容易に重ね合わせ及び係合できるように、物品上に位置する。すなわち、ループ材料と向かい合った関係で容易に配置されるようにフック材料を備えたタブを配置することによって、フックがループ材料と容易に係合できるようになる。
本発明はまた、ライナ、外側カバー、及びこのライナと外側カバーとの間に配置された吸収性コアを含み、さらにフック材料を含むタブ及びループ材料を有する機械的締結システムを備えた使い捨ておむつを提供し、ここで該ループ材料は、外側カバーの少なくとも一部を構成し、さらに該ループ材料は、大部分の非捲縮繊維を有する第1平面と、実質的に円形の断面をもった大部分の螺旋捲縮一成分繊維を有する第2平面とを有し、この第2平面は、外側カバー上に露出している。特定の態様では、ループ材料は、点結合パターンで熱パターン結合されるが、他の態様では、ループ材料は点非結合の結合パターンで熱パターン結合される。
【0006】
定義
本明細書及び特許請求の範囲に用いられる「含む」という用語は、包括的又は制限のない用語であり、列挙されていない追加の要素、組成成分又は方法の工程を排除しない。従って、「含む」という用語は、より制限的な用語「から本質的に成る」及び「から成る」を包含する。
本明細書に用いられる「ポリマー」という用語には、一般に、ホモポリマー、コポリマー、例えばブロック、グラフト、ランダム及び交互コポリマー、ターポリマーなど、並びにそれらのブレンド及び変更物が含まれるが、これらに限定されない。さらに、特に具体的に断らない限り、この「ポリマー」という用語は、材料の可能な空間構成を全て含む。これらの構成には、イソタクチック、シンジオタクチック及びランダム対称性が含まれるが、これらに限定されない。
本明細書に用いられる「繊維」という用語は、特に断らない限り、ステープル長の繊維及び連続フィラメントの両方のことを指す。
本明細書に用いられる「一成分」繊維という用語は、ただ1つの成分を用いて1以上の押出成形機から形成された繊維のことを指す。一成分繊維は、繊維の断面にわたって実質的に一定に配置された異成分の複数の個別区域を含まないという点において、多成分繊維と区別される。これは、着色、静電気防止特性、光沢、親水性などのために少量の添加剤が添加された1つのポリマーから形成された繊維を排除することを意味しない。
【0007】
本明細書に用いられる「多成分繊維」という用語は、別々の押出成形機から押出成形されるが、共に紡糸されて1つの繊維を形成する、少なくとも2成分のポリマー又は異なる特性又は添加剤を含む同一ポリマーから形成された繊維のことを指す。多成分繊維はまた、コンジュゲート繊維又は2成分繊維と称される場合がある。ポリマーは、多成分繊維の断面にわたって実質的に一定に配置され、多成分繊維の長さに沿って連続的に延びた個別の区域に配置される。このような多成分繊維の構成は、例えば一方のポリマーが他方のポリマーを囲む鞘/芯配置であってもよく、或いは並列配置又は当該技術分野において既知の他の配置であってよい。例として、多成分繊維は、Kanekoらの米国特許第5,108,820号、Strackらの米国特許第5,336,552号、及びPikeらの米国特許第5,382,400号に教示されている。
本明細書で用いられる「不織ウェブ」又は「不織材料」という用語は、互いに重なりあわされているが、編布又は織布とは同一でない様式の個々の繊維又はフィラメントの構造を有するウェブを意味する。不織ウェブは、例えばメルトブロー法、スパンボンド法、空気堆積法及びカーデッドウェブ法のような多くの方法から形成されている。
「スパンボンド」不織ウェブ又は材料という用語は、紡糸口金の複数の毛細管から溶融熱可塑性ポリマーを繊維として押出成形することによって形成される小直径の繊維又はフィラメントの不織繊維又はフィラメント材料のことを指す。押出成形された繊維は、冷却されると同時に引き出し機構又は他の周知の引き延ばし機構によって引き延ばされる。引き延ばされた繊維は、一般にランダムで等方的な様式で形成面に付着又は堆積されて、緩く交絡した繊維ウェブを形成し、次いで堆積繊維ウェブを結合プロセスに供し、物理的な一体性及び寸法安定性を付与する。スパンボンド繊維の製造は、例えばAppelらの米国特許第4,340,563号及びMatsukiらの米国特許第3,802,817号に開示されている。
【0008】
本明細書で用いられる「パターン結合」とは、材料の全表面積を結合しないような、当該技術分野において既知の1以上の手段による結合のことを指す。例として、熱パターン結合は、布地又は繊維ウェブ、或いは結合されることになる他のシート層材料を、少なくとも一方が加熱されたカレンダロールとアンビルロールとの間に通すことを含む。カレンダロールは、一般に、布地全体がその全表面にわたって結合されないようにパターン付けされる。或いは、ロールの両方がパターン付けされていてもよい。カレンダロールのための種々のパターンが、機能的な理由及び美観的な理由から開発されている。熱パターン結合の例としては、例えば、本明細書に参考として組み込まれるハンセン及びペニングスの米国特許第3,855,046号に教示され、「H&P」パターンとして既知であり、約30%が約200結合/平方インチの結合域であるような、熱点結合パターンが挙げられるが、これらに限定されない。別の例示的な熱点結合パターンは、約15%の結合域を与える拡張ハンセン及びペニングス、すなわち「EHP」結合パターンである。熱パターン結合の別の有用な例は、本明細書に参考として組み込まれるStokesらの米国特許第5,858,515号に記載されるパターン非結合又は点非結合熱結合方法であり、それはカレンダロールの1つ又は両方が、その表面に、複数の不連続開口部、孔又は穴を定めるランド域の連続パターンを含むように刻まれる。ロールの表面にある開口部の各々は、ウェブの繊維が実質的に又は完全に非結合となる不連続な非結合域を、不織ウェブ材料の表面に形成する。
【発明を実施するための最良の形態】
【0009】
本明細書では、フック・ループ機械的取付けシステムのような機械的取付けシステムのためのループ材料として好適な不織材料を開示する。本明細書では、本発明の不織ループ材料を製造する方法も開示する。本発明は、特定の実施形態を示す図面を参照し、かつ以下で記載されるような他の例示的な実施形態を参照して説明される。これらの実施形態が、添付の特許請求の範囲によって包含されることのできるような、変更物及び等価物の形態で広く適用可能である本発明の全範囲を表すものではないことは当業者に明らかである。特許請求の範囲は、こうした変更物及び等価物の全てに及ぶことを意図する。
図1は、本発明の例示的な不織ループ材料を示す平面図である。「ループ」という用語を使用したが、本発明のループ材料は、別個に分離して形成されたループ材料が、相補的なフック材料のフック要素を受け入れ、係合するために使用されるようなループ材料にのみ限定されるわけではない。それどころか、本発明のループ材料は、個々の繊維が、繊維間に実質的な空隙部分を有する開放ウェブ構造を形成する捲縮繊維であり、この繊維が、必ずしも個別のループに形成されることなく、フック要素と係合するように機能する繊維性不織布又はウェブを含む。逆J形状、逆T形状、及び一般にはマッシュルーム形状のフックのような種々の種類のフック材料及びフック要素が、当該技術分野において既知である。再び図1を参照すると、不織ループ材料4は、その最も単純な形態において、複数の不連続な寸法安定化非結合域8を定める連続結合域6を有する不織材料を含む。連続結合域6内では、不織材料の繊維が互いに結合又は融合し、望ましくは実質的に非繊維性であり、例えばフィルム様の区域を含んでいてもよい。非結合域8では、不織材料の繊維は、それらの開放繊維性構造を保持するように実質的に又は完全に結合も融合もしていない。本発明の不織ループ材料は、1平方メートルあたり約20〜約100グラム(「gsm」)、より詳細には、約40gsm〜約80gsmに及ぶ坪量を有することができる。さらなる態様では、不織ループ材料は、約0.4ミリメートル〜約1.2ミリメートル、又はそれ以上の布地厚さ又は嵩を有することができる。
【0010】
図2は、本発明の不織ループ材料を形成するための方法を概略的に示す。図2では、加工ライン10は、ポリマーホッパー14から供給されたポリマーを溶融し、押出成形するための押出成形機12を含む。ポリマーは、押出成形機12からポリマー管16を通って紡糸口金18に供給される。紡糸口金18は、普通は1以上の列に配置された規定の開口部を有する。溶融ポリマーが紡糸口金を通って押出されるときに、紡糸口金開口部は下方に延びた繊維カーテン20を形成する。
本発明に好適なポリマーとしては、例えば、ポリオレフィン、ポリエステル、ポリアミド、ポリカーボネート、並びにそれらのコポリマー及びブレンドのような不織ウェブ及び材料の製造に好適な既知のポリマーが挙げられる。好適なポリオレフィンとしては、ポリエチレン、例えば高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン及び線状低密度ポリエチレン;ポリプロピレン、例えばイソタクチックポリプロピレン、シンジオタクチックポリプロピレン、イソタクチックポリプロピレン及びアタクチックポリプロピレンのブレンド;ポリブチレン、例えばポリ(1−ブテン)及びポリ(2−ブテン);ポリペンテン、例えばポリ(1−ペンテン)及びポリ(2−ペンテン);ポリ(3−メチル−1−ペンテン);ポリ(4−メチル−1−ペンテン);並びにそれらのコポリマー及びブレンドが挙げられるが、これらに限定されない。好適なコポリマーとしては、2以上の異なる不飽和オレフィンモノマーから調製されるランダム及びブロックコポリマー、例えばエチレン/プロピレン、ブチレン/プロピレン及びエチレン/ブチレンコポリマーが挙げられるが、これらに限定されない。オレフィンの例示的なコポリマーとしては、約99.5〜約90重量%のプロピレン及び約0.5〜約10重量%のエチレン又は少なくとも4個の炭素原子を有する別のα−オレフィン−コモノマー、例えば1−ブテン、4−メチル−1−ペンテン、1−ヘキセン、又は1−オクテンを含有するものが挙げられる。
好適なポリアミドとしては、ナイロン6、ナイロン6/6、ナイロン4/6、ナイロン11、ナイロン12、ナイロン6/10、ナイロン6/12、ナイロン12/12、カプロラクタム及びアルキレンオキシドジアミンのコポリマーなど、並びにそれらのブレンド及びコポリマーが挙げられるが、これらに限定されない。好適なポリエステルとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリシクロヘキシレン−1,4−ジメチレンテレフタレート、及びそれらのイソフタレートコポリマー、並びにそれらのブレンドが挙げられるが、これらに限定されない。
【0011】
例示的な加工ライン10はまた、紡糸口金18から延びた繊維カーテン20に隣接して配置される急冷ブロア22を含む。急冷エアブロア22からの空気は、紡糸口金18から延びた繊維20を急冷する。急冷空気は、図2に示されるように繊維カーテンの片側から、又は繊維カーテンの両側から向けることができる。本明細書で用いられる「急冷」という用語は、一般に、例えばチルド空気流、周囲温度空気流又はわずかに〜中程度に加熱された空気流を用いるような、繊維よりも冷たい媒体を用いて繊維の温度を低下させる手段を意味する。
捲縮繊維を製造するために、繊維が実質的に溶融しているときに差異のある急冷が繊維20に適用される。本明細書で用いられる「差異のある急冷」とは、繊維が紡糸口金から引き出されると同時に、繊維断面のうち一方の側と他方の側では差異のある応力が付与されるように、急冷媒体を適用することを意味する。差異のある応力を付与することにより、繊維が捩れ又はカールし、すなわち螺旋状に「捲縮」する。例えば図2に示されるように、例えば毎分約600〜700フィート(毎分約183〜213メートル)のような比較的高速で急冷空気を送る単一の急冷エアブロアを使用することによって、差異のある応力が作り出されてもよい。螺旋捲縮を与えるために所与の加工に必要な急冷空気の速度は、より高速でも、より低速でもよく、例えばポリマーの選択、ポリマーの溶融温度、急冷空気の温度、繊維速度、急冷エアブロアと繊維カーテンとの間隔、及び単位面積あたりの紡糸口金の孔数(すなわち繊維の数)などの多数の処理因子に左右される。
【0012】
或いは、急冷媒体が両側から繊維カーテンに向けられる場合、差異のある応力は、繊維カーテンの一方の側の急冷ブロアを、その他方の側の急冷ブロアよりも非常に速い空気速度で及び/又は非常に冷たい空気温度に設定することによって作り出されることができる。溶融繊維の差異のある急冷は、例えば、本明細書に参考として組み込まれるSawyerらの米国特許第5,427,845号に開示されている。螺旋捲縮2成分繊維又は特定形状若しくは丸い断面を有する螺旋捲縮繊維を製造することは、当該技術分野において既知であるが、螺旋捲縮を生じさせるために差異のある急冷を利用する場合には、このような方策のいずれも必要ではなく、2成分及び特定形状の繊維加工には、一成分の円形繊維の場合よりも特別な繊維製造装置が必要になる。
上述のように、溶融繊維の差異のある急冷によって捲縮一成分繊維を形成するために、種々広範なポリマー及びコポリマーを用いることができる。溶融温度及び利用可能な急冷空気温度及び急冷空気流速のような処理変数に応じて、差異のある急冷条件の下で捲縮繊維をより容易に形成するポリマーを選択することが好ましい場合がある。この点に関して、コポリマー、特にオレフィンのコポリマー、例えば2以上の異なる不飽和オレフィンモノマーから調製されるランダム及びブロックコポリマー、具体的にはプロピレン及びエチレンのランダムコポリマー、並びにプロピレン及びブチレンのランダムコポリマーは、差異のある急冷条件下で容易に捲縮を生じる。
【0013】
再び図2を参照すると、急冷された繊維を受け入れるための繊維引き延ばし装置又は吸引装置24は、紡糸口金18及び急冷ブロア22の下方に配置される。ポリマーを溶融紡糸するのに用いられる繊維引き延ばし装置又は吸引装置は、当該技術分野において周知である。本発明の方法に用いるための好適な繊維引き延ばし装置としては、全て本明細書に参考として組み込まれる、Matsukiらの米国特許第3,802,817号、並びにAppelらの米国特許第4,340,563号及び米国特許第4,405,297号に示される種類の線状繊維吸引装置が挙げられるが、これらに限定されない。一般的に記載された繊維引き延ばし装置24は、経路の片側から侵入し、該経路を通って下方に流れる空気を吸引することによって繊維が引き込まれる細長い垂直方向の経路を含む。吸引空気は、ブロア(図示せず)によって与えられる。繊維引き延ばし装置24は、繊維を細くし、すなわち繊維に下方の力をかけることによって、紡糸口金18を通って最初に押出成形された直径を小さくする。概して、繊維は、約1〜10デニール、望ましくは約2〜約6デニールの繊維あたりデニール(「デニール」又は「dpf」)を有することができる。デニールは、単位長さに対する繊維質量の尺度であり、1デニールは、繊維の900メートルあたりの重さが1グラムであることに等しい。
【0014】
エンドレス有孔形成面26が、繊維引き延ばし装置24の出口開口部からの繊維を受け取るために、繊維引き延ばし装置24の下方に配置される。有孔形成面26の下方に配置される真空源28は、有孔形成面26上の細くされた繊維を引っ張るために使用されるのが有利な場合がある。有孔形成面26上で受け取られた繊維は、緩い連続繊維の不織ウェブ30を含み、それはまず圧密化手段32を用いて圧密化され、ウェブを結合手段に移動させるのを補助する。圧密化手段32は、例えば当該技術分野において既知の機械的圧縮ロールであるのが望ましいことがある。
加工ライン10はさらに、図2に示される熱パターンカレンダロールのようなパターン結合組立体40を含み、その組立体は、不織ウェブを熱結合させて緊密な結合ウェブ44にするために使用される。上述したように、パターン結合は、熱及び圧力を適用して結合部を形成することなどによって繊維を共に融合する加工である。選択されたパターンは、特定の最終用途及びその用途に応じた繊維「引き出し」耐性によって、点結合パターン又は点非結合パターンとすることができる。フック・ループ締結システムの通常の使用中におけるフック材料の係合解除又は引き剥がしの際に、フックと係合するループとして作用する繊維は、繊維性不織ウェブ構造からより多く又はより少なく引き出される傾向にある。例示的なパターン非結合又は点非結合熱結合方法は、その全体が本明細書に参考として組み込まれるStokesらの米国特許第5,858,515号に記載されている。Stokesらに記載されるパターン非結合方法は、繊維の引き出しを低減するので、繊維の引き出しが最小限となることが望ましい用途に特に有用な結合方法である。
【0015】
点非結合の結合において、一方又は両方のカレンダロールは、その表面が複数の不連続開口部、孔又は穴を定めるランド域の連続パターンを含むように刻まれる。連続ランド域によって定められる、ロール表面の開口部の各々は、不織ウェブ材料の表面に不連続の非結合域を形成し、その非結合域ではウェブの繊維は実質的に又は完全に非結合である。図3には、複数の不連続開口部又は孔64を定める連続ランド域62を有する、刻まれた点非結合表面を有する例示的なカレンダロール60が示される。開口部64の大きさ、形状、数及び構成は、不織ループ材料の特定最終用途の要件に適合するように変更されることができる。連続ランド域62によって不織ループ材料に付与される結合の程度は、結合域%として、すなわち図1に参照番号6で示された連続結合域が占める不織ループ材料の少なくとも一方の面の面積の一部として表されることができる。或いは、これは、非結合域%として、すなわちループとして作用するために利用可能な緩い繊維を含む不織ループ材料部分の%として表されることができる。一般的に述べたように、不織ループ材料に好適な結合域%の下限(又は言い換えれば非結合域%の上限)は、繊維引き出しがパターン非結合材料の表面一体性及び耐久性を過剰に低下させる値である。低〜中程度の量の繊維引き出しが許容される用途では、この非結合域%は、約85%程度の高さであるのが好適となる場合がある。引き出しがほとんど所望されないような他の用途では、約80%〜約50%に及ぶ非結合域%を有する不織ループ材料が好適であることを見出した。
【0016】
図2及び加工ライン10は、上記で単一の繊維紡糸装置又は「スピンバンク」に関連して説明されたが、特定の実施形態において、1より多いスピンバンクを用いてもよい。例えば、加工ラインには複数のスピンバンクを用いてもよく、その場合、各スピンバンクが差異のある急冷を用いることによって捲縮繊維を製造し、各スピンバンクでは後続の(下流の)バンクの各々からの捲縮繊維が、有孔形成面にて先行する(又は上流の)スピンバンクの繊維の上に堆積し、最後のスピンバンクがその繊維を堆積させた後、ウェブが上述の圧密化手段及び結合組立体を通ってさらに下流に移動させられる。しかし、複数のスピンバンクが用いられる場合、スピンバンクの全てが捲縮繊維を形成する必要はないことに留意すべきである。それよりむしろ、機械的締結システムのフックを係合するために使用することを目的とする不織ループ材料の表面が捲縮繊維を含有しさえすればよい。
さらに、他の変更も可能である。複数のスピンバンクを用いる場合、個々のスピンバンクは全てのスピンが同一のポリマー、例えばポリプロピレン、又はプロピレン及びエチレンのランダムコポリマー或いはポリエステルであってもよい。或いは、スピンバンクの全てが、例えば同一のポリマーを使用する必要はなく、さらに個々のスピンバンクが同一の大きさの繊維を製造する必要もない。これらを組み合わせた実施形態の例として、2つのスピンバンク加工ラインを利用することができ、そこでは第1、すなわち上流のスピンバンクが非捲縮ポリプロピレン繊維を紡糸し、第2、すなわち下流のスピンバンクが捲縮ランダムコポリマー繊維を紡糸し、第2スピンバンクが、第1スピンバンクからの非捲縮繊維の上に捲縮繊維を堆積させる。非捲縮繊維は、例えば約2〜約5デニールであることができ、捲縮繊維は約3〜約6デニールとすることができる。2つのスピンバンクからの繊維を含有するウェブは、次いで圧密化手段及び結合組立体を通ってさらに下流に移され、材料の一方の面に大部分の捲縮繊維を有し、材料の他方の面には大部分の非捲縮繊維を有する不織ループ材料を形成する。個々のスピンバンクはおよそ等しい量産速度で繊維を製造できるが、それらは別の方法として、一方のスピンバンクが、例えば最終的な不織ループ材料の坪量の2/3を製造し、他方のスピンバンクが1/3を製造するような明らかに異なる量産速度で繊維を製造することができることにも留意すべきである。
【0017】
再び図2を参照すると、加工ライン10はさらに、結合ウェブ44を巻き取るための巻き取りロール50を含む。ここでは図示されないが、当該技術分野において既知の種々の追加の可能な加工及び/又は仕上げ工程、例えばウェブスリッティング、伸張、処理、不織ループ材料上での印刷、及び/又はその他の操作を、本発明の趣旨及び範囲から逸脱することなく行ってもよい。例として、不織ループ材料をカラーグラフィックで印刷し、より視覚的に魅力的な材料を製造するのが極めて望ましい場合がある。さらに、巻き取りロール50に不織ウェブを巻き取る代わりに、不織ウェブを、種々の変換又は一体化製品形成操作に直ちに送り出してもよい。
別の特定例として、不織材料を少量(約5%〜約15%)の伸張に供し、さらに追加のふくらみ又は嵩を非結合域の繊維に与え、フックとの係合能力を高めるのが有益である場合がある。この伸張は、材料の縦方向(すなわち、機械方向としても知られる、材料が製造される方向)又は材料の横方向(機械横方向としても知られる、材料の製造方向と垂直な方向)のいずれかで行われることができ、例えば横方向の伸張のためにはテンターフレームの使用など当該技術分野において周知の手段によって、或いは縦方向の伸張のためには一連の駆動ニップローラ間での差異のある引き延ばし速度によって達成されることができる。具体的な例として、材料を一連の駆動ニップローラに通して移動させることにより材料に約10%の縦方向の伸張力をかけることができ、ここで駆動ニップローラの第2の対は、第1の対のローラよりも10%速い速度で駆動される。
【0018】
本発明の不織ループ材料は、種々広範な使い捨てパーソナルケア吸収性物品及び使い捨て保護物品における機械的取付けシステムに有用である。使い捨てパーソナルケア吸収性物品としては、おむつ及びトレーニングパンツのような乳児及び子供用ケア吸収性物品、、使い捨て水着、成人用ケア失禁衣類、衛生ナプキンのような婦人用ケア物品、包帯及び創傷着衣などが挙げられるが、これらに限定されない。使い捨て保護物品としては、手術着及び手術用ドレープ、患者用診察着、作業着及びクリーンルーム用衣料のような物品が挙げられるが、これらに限定されない。このような使い捨てパーソナルケア及び保護物品は、一般に、ユーザーの身体に対して又は身体に向いて着用又は配置される身体対向側、及びユーザーの身体から離れた非身体対向側を有する。本発明の不織ループ材料は、このような使い捨てパーソナルケア及び保護物品の機械的取付けシステムの一部として使用される場合、一般に物品の外側又は非身体対向側に配置又は取付けられるか、或いは物品の外側又は非身体対向側は、全て本発明の不織ループ材料で構成されることができる。フック材料は、物品に都合良く置かれる、物品上のタブに配置されるか、又はそのタブを構成し、ユーザー又は着用者が、フック構成要素をループ材料の繊維と係合できるように、フックタブを不織ループ材料と重ね合わせることができるようにする、すなわちフックタブを不織ループ材料と対面関係で容易に配置できるようにする。
【0019】
次に図4を参照すると、おむつ70のような例示的なパーソナルケア物品が示されている。大部分のパーソナルケア吸収性物品として例示的なおむつ70は、液体透過性身体側ライナ74、すなわち身体対向側又は内側、及び液体不透過性外側カバー72、すなわち非身体対向側又は外側を含む。ポリオレフィン繊維のスパンボンド不織ウェブ又は天然及び/又は合成繊維のボンデッド・カーデッドウェブのような種々の織布又は不織布を、身体側ライナ74として用いることができる。外側カバー72は、例えばスパンボンド−メルトブロー層、スパンボンド−メルトブロー−スパンボンド層又は熱可塑性ポリマーフィルム層のような薄い液体バリア材料で形成される。ポリマーフィルムの外側カバーは、より美観的に快い外観を与えるためにエンボス加工及び/又はマット仕上げすることができ、或いは織布又は不織布及び熱可塑性フィルムで形成された積層体とすることもできる。外側カバー72は、当該技術分野において既知のような、蒸気又は気体に対して透過性であるが、液体に対しては実質的に不透過性である「通気性」材料で任意に構成することができる。外側カバー材料の例としては、その開示が全体として本明細書に参考として組み込まれるMcCormackらの米国特許第6,309,736号に開示されるようなものが挙げられるが、これらに限定されない。
ライナ74と外側カバー72との間には、親水性のセルロース系木材パルプフラフ繊維及び極めて吸収性のゲル化粒子(例えば、超吸収性材料)のブレンドで形成される吸収性コア(図示せず)が配置される。おむつ70はさらに、身体側ライナ74から構成される、又はそれに取付けられる任意の閉じ込めフラップ76を含むことができる。このような閉じ込めフラップの好適な構成及び配置は、例えばその開示が全体として本明細書に参考として組み込まれるEnloeの米国特許第4,704,116号に記載されている。またさらに、おむつは、当業者に既知の追加の構成要素を任意に含むことができ、それらとしては、伸縮性レッグカフ、伸縮性ウエストバンドなどが挙げられるが、これらに限定されない。
【0020】
おむつ70を着用者の周りに固定するために、おむつは、そこに取付けられたある種の締結手段を有する。図4に示されるように、締結手段は、おむつ70の後方ウエストバンド領域における外側カバー72の内面及び/又は外面に取付けられたフック構成要素78、及びおむつ70の前方ウエストバンド領域における外側カバー72の外面に取付けられた本発明の不織ループ材料で構成される1以上のループ要素又はパッチ80を含むフック・ループ締結システムである。不織ループ材料は、既知の取付け手段によっておむつ70の外側カバー72に固定することができ、その手段としては、接着剤、熱結合、超音波結合又はこのような手段の組み合わせが挙げられるが、これらに限定されない。代替実施形態として、不織ループ材料は、外側カバー72の外面の実質的に全て又は全てを覆ってもよい。このような例は、熱可塑性フィルム/不織ループ材料積層体で構成された外側カバー材料である。
種々の特許が参考として本明細書に組み込まれたが、組み込まれた内容と本明細書の内容との間に何らかの不一致がある程度まで、本細書が制御されている。さらに、本発明はその特定の実施形態に関して詳細に記載したが、種々の代替、変更及びその他の変形が、本発明の趣旨及び範囲から逸脱することなく、本発明に対して可能であることは当業者には明らかである。そのため、特許請求の範囲は、それに包含されるこのような変更、代替及びその他の変形を全て扱うものとする。
【図面の簡単な説明】
【0021】
【図1】本発明の不織ループ材料の例示的な実施形態の平面図である。
【図2】スパンボンド繊維の不織ウェブを製造するための例示的なプロセス及び装置の概略的な側面図である。
【図3】図2のプロセス内で用いることのできるパターンロールの部分斜視図である。
【図4】本発明の不織ループ材料をループパッチとして用いる使い捨ておむつの斜視図である。
【特許請求の範囲】
【請求項1】
パーソナルケア物品の不織ループ材料であって、前記ループ材料が、実質的に円形の断面を有する螺旋捲縮連続一成分繊維を含み、前記不織ループ材料が、第1平面及び第2平面を有し、前記不織ループ材料がさらに、実質的に連続する結合域によって定められる複数の不連続な非結合域を有し、前記非結合域が、前記不織ループ材料の前記第2平面の約85パーセントから約50パーセントを構成することを特徴とする不織ループ材料。
【請求項2】
前記螺旋捲縮連続一成分繊維が、ポリオレフィン及びそのコポリマーからなる群から選択された熱可塑性ポリマーであることを特徴とする請求項1に記載の不織ループ材料。
【請求項3】
前記熱可塑性ポリマーが、オレフィンのランダムコポリマーであることを特徴とする請求項2に記載の不織ループ材料。
【請求項4】
前記不織ループ材料がさらに、非捲縮連続繊維からなることを特徴とする請求項2に記載の不織ループ材料。
【請求項5】
前記捲縮一成分繊維が、プロピレンとエチレンのランダムコポリマーからなり、前記非捲縮繊維がポリプロピレンからなることを特徴とする請求項4に記載の不織ループ材料。
【請求項6】
前記第1平面が前記非捲縮繊維の大部分を含み、そしてさらに、前記第2平面が前記捲縮繊維の大部分を含むことを特徴とする請求項5に記載の不織ループ材料。
【請求項7】
約20から約100グラム毎平方メートルの坪量を有することを特徴とする請求項6に記載の不織ループ材料。
【請求項8】
約40から約80グラム毎平方メートルの坪量を有することを特徴とする請求項7に記載の不織ループ材料。
【請求項9】
約0.4ミリメートルから約1.2ミリメートルの嵩を有することを特徴とする請求項7に記載の不織ループ材料。
【請求項10】
前記捲縮繊維が約3から約6デニールであり、前記非捲縮繊維が約2から約5デニールであることを特徴とする請求項9に記載の不織ループ材料。
【請求項11】
請求項1に記載の不織ループ材料からなる使い捨て物品。
【請求項12】
請求項6に記載の不織ループ材料からなる使い捨て物品。
【請求項13】
不織材料を形成する方法であって、
a)繊維形成熱可塑性ポリマー組成物を用意し、
b)前記熱可塑性ポリマー組成物から、実質的に円形の断面をもつ複数の溶融一成分繊維を形成し、
c)前記溶融繊維に差異のある急冷を行って、実質的に円形の断面をもつ捲縮一成分繊維を形成し、
d)形成面上に前記捲縮繊維を堆積させて不織ウェブ材料を形成し、その後に、
e)熱及び圧力により前記不織ウェブ材料を結合させて、複数の不連続非結合域を定める実質的に連続する結合域のパターンを形成する、
ステップを含み、前記不織材料が、約85%〜約50%の非結合域を有することを特徴とする方法。
【請求項14】
前記捲縮繊維を堆積させる工程の前に、複数の非捲縮繊維を前記形成面に提供する工程をさらに含むことを特徴とする請求項13に記載の方法。
【請求項15】
前記繊維形成熱可塑性ポリマー組成物が、オレフィンのランダムコポリマーであり、そしてさらに、前記非捲縮繊維がポリプロピレンからなることを特徴とする請求項14に記載の方法。
【請求項16】
前記繊維形成熱可塑性ポリマー組成物が、プロピレン及びエチレンのランダムコポリマーであることを特徴とする請求項15に記載の方法。
【請求項17】
前記結合段階の後に前記不織材料に引伸ばし力をかける段階をさらに含むことを特徴とする請求項16に記載の方法。
【請求項18】
前記引伸ばし力が5パーセントから15パーセントの縦方向引伸ばし力であることを特徴とする請求項17に記載の方法。
【請求項19】
内側の身体接触側及び外側の非身体接触側と、
フック材料と、
不織ループ材料と、
を備え、前記ループ材料は、前記外側の非身体接触側の少なくとも一部を構成し、そしてさらに、前記不織ループ材料は、実質的に円形の断面をもつ複数の螺旋捲縮連続一成分繊維からなることを特徴とする使い捨て物品。
【請求項20】
前記不織ループ材料が第1及び第2平面を含み、前記第1平面が前記非捲縮繊維の大部分を含み、前記第2平面が前記捲縮繊維の大部分を含み、そしてさらに、前記第2平面が前記物品の前記外側非身体接触側に露出されることを特徴とする請求項19に記載の使い捨て物品。
【請求項21】
前記捲縮繊維が、プロピレンとエチレンのランダムコポリマーであり、前記非捲縮繊維がポリプロピレンからなることを特徴とする請求項20に記載の使い捨て物品。
【請求項22】
タブをさらに備え、前記タブの上に前記フック材料が配置され、そしてさらに、前記タブ及び前記フック材料が、前記ループ材料に重ねることができ、かつ係合することができるようになっていることを特徴とする請求項20に記載の使い捨て物品。
【請求項23】
タブをさらに備え、前記タブの上に前記フック材料が配置され、そしてさらに、前記タブ及び前記フック材料が、前記ループ材料に重ねることができ、かつ係合することができるようになっていることを特徴とする請求項21に記載の使い捨て物品。
【請求項24】
前記ループ材料が、その表面上に点非結合の結合パターンを有し、前記点非結合の結合パターンが、実質的に連続する結合域によって定められた複数の不連続な非結合域を含むことを特徴とする請求項22に記載の使い捨て物品。
【請求項25】
前記ループ材料が、その表面上に点結合の結合パターンを有し、前記点結合の結合パターンが、実質的に非結合域によって分離された複数の不連続な結合域を含むことを特徴とする請求項22に記載の使い捨て物品。
【請求項26】
前記ループ材料が、その表面上に点結合の結合パターンを有し、前記点結合の結合パターンが、実質的に連続する結合域によって定められた複数の不連続な非結合域を含み、前記非結合域が、前記不織ループ材料の前記第2平面の約85から約50パーセントを含むことを特徴とする請求項23に記載の使い捨て物品。
【請求項27】
身体接触ライナ、外側カバー、前記ライナと前記外側カバーとの間に配置された吸収体コア、及び機械的締結システムを備えた使い捨ておむつであって、前記機械的締結システムは、不織ループ材料とフック材料からなるタブとを含み、前記不織ループ材料は、前記外側カバーの少なくとも一部を含み、大部分が非捲縮繊維からなる第1平面と、大部分が実質的に円形の断面を有する螺旋捲縮連続一成分繊維からなる第2平面とを有し、前記不織ループ材料の前記第2平面が露出されていることを特徴とする使い捨ておむつ。
【請求項28】
前記捲縮一成分繊維が、プロピレンとエチレンのランダムコポリマーからなり、前記非捲縮繊維がポリプロピレンからなることを特徴とする請求項27に記載の使い捨ておむつ。
【請求項29】
前記ループ材料が表面上に点結合の結合パターンを有し、前記点結合の結合パターンが、実質的に非結合域によって分離された複数の不連続な結合域を含むことを特徴とする請求項28に記載の使い捨ておむつ。
【請求項30】
前記ループ材料が表面上に点非結合の結合パターンを有し、前記点非結合の結合パターンが、実質的に連続する結合域によって定められた複数の不連続な非結合域を含むことを特徴とする請求項28に記載の使い捨ておむつ。
【請求項31】
前記非結合域が、前記不織ループ材料の前記第2平面の約85から約50パーセントを構成することを特徴とする請求項30に記載の使い捨ておむつ。
【請求項1】
パーソナルケア物品の不織ループ材料であって、前記ループ材料が、実質的に円形の断面を有する螺旋捲縮連続一成分繊維を含み、前記不織ループ材料が、第1平面及び第2平面を有し、前記不織ループ材料がさらに、実質的に連続する結合域によって定められる複数の不連続な非結合域を有し、前記非結合域が、前記不織ループ材料の前記第2平面の約85パーセントから約50パーセントを構成することを特徴とする不織ループ材料。
【請求項2】
前記螺旋捲縮連続一成分繊維が、ポリオレフィン及びそのコポリマーからなる群から選択された熱可塑性ポリマーであることを特徴とする請求項1に記載の不織ループ材料。
【請求項3】
前記熱可塑性ポリマーが、オレフィンのランダムコポリマーであることを特徴とする請求項2に記載の不織ループ材料。
【請求項4】
前記不織ループ材料がさらに、非捲縮連続繊維からなることを特徴とする請求項2に記載の不織ループ材料。
【請求項5】
前記捲縮一成分繊維が、プロピレンとエチレンのランダムコポリマーからなり、前記非捲縮繊維がポリプロピレンからなることを特徴とする請求項4に記載の不織ループ材料。
【請求項6】
前記第1平面が前記非捲縮繊維の大部分を含み、そしてさらに、前記第2平面が前記捲縮繊維の大部分を含むことを特徴とする請求項5に記載の不織ループ材料。
【請求項7】
約20から約100グラム毎平方メートルの坪量を有することを特徴とする請求項6に記載の不織ループ材料。
【請求項8】
約40から約80グラム毎平方メートルの坪量を有することを特徴とする請求項7に記載の不織ループ材料。
【請求項9】
約0.4ミリメートルから約1.2ミリメートルの嵩を有することを特徴とする請求項7に記載の不織ループ材料。
【請求項10】
前記捲縮繊維が約3から約6デニールであり、前記非捲縮繊維が約2から約5デニールであることを特徴とする請求項9に記載の不織ループ材料。
【請求項11】
請求項1に記載の不織ループ材料からなる使い捨て物品。
【請求項12】
請求項6に記載の不織ループ材料からなる使い捨て物品。
【請求項13】
不織材料を形成する方法であって、
a)繊維形成熱可塑性ポリマー組成物を用意し、
b)前記熱可塑性ポリマー組成物から、実質的に円形の断面をもつ複数の溶融一成分繊維を形成し、
c)前記溶融繊維に差異のある急冷を行って、実質的に円形の断面をもつ捲縮一成分繊維を形成し、
d)形成面上に前記捲縮繊維を堆積させて不織ウェブ材料を形成し、その後に、
e)熱及び圧力により前記不織ウェブ材料を結合させて、複数の不連続非結合域を定める実質的に連続する結合域のパターンを形成する、
ステップを含み、前記不織材料が、約85%〜約50%の非結合域を有することを特徴とする方法。
【請求項14】
前記捲縮繊維を堆積させる工程の前に、複数の非捲縮繊維を前記形成面に提供する工程をさらに含むことを特徴とする請求項13に記載の方法。
【請求項15】
前記繊維形成熱可塑性ポリマー組成物が、オレフィンのランダムコポリマーであり、そしてさらに、前記非捲縮繊維がポリプロピレンからなることを特徴とする請求項14に記載の方法。
【請求項16】
前記繊維形成熱可塑性ポリマー組成物が、プロピレン及びエチレンのランダムコポリマーであることを特徴とする請求項15に記載の方法。
【請求項17】
前記結合段階の後に前記不織材料に引伸ばし力をかける段階をさらに含むことを特徴とする請求項16に記載の方法。
【請求項18】
前記引伸ばし力が5パーセントから15パーセントの縦方向引伸ばし力であることを特徴とする請求項17に記載の方法。
【請求項19】
内側の身体接触側及び外側の非身体接触側と、
フック材料と、
不織ループ材料と、
を備え、前記ループ材料は、前記外側の非身体接触側の少なくとも一部を構成し、そしてさらに、前記不織ループ材料は、実質的に円形の断面をもつ複数の螺旋捲縮連続一成分繊維からなることを特徴とする使い捨て物品。
【請求項20】
前記不織ループ材料が第1及び第2平面を含み、前記第1平面が前記非捲縮繊維の大部分を含み、前記第2平面が前記捲縮繊維の大部分を含み、そしてさらに、前記第2平面が前記物品の前記外側非身体接触側に露出されることを特徴とする請求項19に記載の使い捨て物品。
【請求項21】
前記捲縮繊維が、プロピレンとエチレンのランダムコポリマーであり、前記非捲縮繊維がポリプロピレンからなることを特徴とする請求項20に記載の使い捨て物品。
【請求項22】
タブをさらに備え、前記タブの上に前記フック材料が配置され、そしてさらに、前記タブ及び前記フック材料が、前記ループ材料に重ねることができ、かつ係合することができるようになっていることを特徴とする請求項20に記載の使い捨て物品。
【請求項23】
タブをさらに備え、前記タブの上に前記フック材料が配置され、そしてさらに、前記タブ及び前記フック材料が、前記ループ材料に重ねることができ、かつ係合することができるようになっていることを特徴とする請求項21に記載の使い捨て物品。
【請求項24】
前記ループ材料が、その表面上に点非結合の結合パターンを有し、前記点非結合の結合パターンが、実質的に連続する結合域によって定められた複数の不連続な非結合域を含むことを特徴とする請求項22に記載の使い捨て物品。
【請求項25】
前記ループ材料が、その表面上に点結合の結合パターンを有し、前記点結合の結合パターンが、実質的に非結合域によって分離された複数の不連続な結合域を含むことを特徴とする請求項22に記載の使い捨て物品。
【請求項26】
前記ループ材料が、その表面上に点結合の結合パターンを有し、前記点結合の結合パターンが、実質的に連続する結合域によって定められた複数の不連続な非結合域を含み、前記非結合域が、前記不織ループ材料の前記第2平面の約85から約50パーセントを含むことを特徴とする請求項23に記載の使い捨て物品。
【請求項27】
身体接触ライナ、外側カバー、前記ライナと前記外側カバーとの間に配置された吸収体コア、及び機械的締結システムを備えた使い捨ておむつであって、前記機械的締結システムは、不織ループ材料とフック材料からなるタブとを含み、前記不織ループ材料は、前記外側カバーの少なくとも一部を含み、大部分が非捲縮繊維からなる第1平面と、大部分が実質的に円形の断面を有する螺旋捲縮連続一成分繊維からなる第2平面とを有し、前記不織ループ材料の前記第2平面が露出されていることを特徴とする使い捨ておむつ。
【請求項28】
前記捲縮一成分繊維が、プロピレンとエチレンのランダムコポリマーからなり、前記非捲縮繊維がポリプロピレンからなることを特徴とする請求項27に記載の使い捨ておむつ。
【請求項29】
前記ループ材料が表面上に点結合の結合パターンを有し、前記点結合の結合パターンが、実質的に非結合域によって分離された複数の不連続な結合域を含むことを特徴とする請求項28に記載の使い捨ておむつ。
【請求項30】
前記ループ材料が表面上に点非結合の結合パターンを有し、前記点非結合の結合パターンが、実質的に連続する結合域によって定められた複数の不連続な非結合域を含むことを特徴とする請求項28に記載の使い捨ておむつ。
【請求項31】
前記非結合域が、前記不織ループ材料の前記第2平面の約85から約50パーセントを構成することを特徴とする請求項30に記載の使い捨ておむつ。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2006−501378(P2006−501378A)
【公表日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願番号】特願2004−541740(P2004−541740)
【出願日】平成15年9月26日(2003.9.26)
【国際出願番号】PCT/US2003/030255
【国際公開番号】WO2004/030763
【国際公開日】平成16年4月15日(2004.4.15)
【出願人】(504460441)キンバリー クラーク ワールドワイド インコーポレイテッド (396)
【Fターム(参考)】
【公表日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願日】平成15年9月26日(2003.9.26)
【国際出願番号】PCT/US2003/030255
【国際公開番号】WO2004/030763
【国際公開日】平成16年4月15日(2004.4.15)
【出願人】(504460441)キンバリー クラーク ワールドワイド インコーポレイテッド (396)
【Fターム(参考)】
[ Back to top ]