
不織布およびその製造方法
【課題】体液をスポット状に捉えて透過させることが可能な透液性の不織布の提供。
【解決手段】不織布1が、高融点樹脂を芯成分とし低融点樹脂を鞘成分とする芯鞘型の必須複合繊維2を100〜30重量%含む。必須複合繊維2は、不織布1の機械方向MDに平行な断面において不織布1の厚さ方向TDにおける屈曲を繰り返しながら機械方向MDへ延び、交差方向CDに平行な断面においては平均繊維角度が75度以下であって厚さ方向TDへ延びる。交差する必須複合繊維2どうしは、鞘成分を形成する低融点樹脂が溶融することによって接合する。
【解決手段】不織布1が、高融点樹脂を芯成分とし低融点樹脂を鞘成分とする芯鞘型の必須複合繊維2を100〜30重量%含む。必須複合繊維2は、不織布1の機械方向MDに平行な断面において不織布1の厚さ方向TDにおける屈曲を繰り返しながら機械方向MDへ延び、交差方向CDに平行な断面においては平均繊維角度が75度以下であって厚さ方向TDへ延びる。交差する必須複合繊維2どうしは、鞘成分を形成する低融点樹脂が溶融することによって接合する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、透液性不織布に関し、より詳しくは、使い捨ておむつや生理用ナプキン等の液吸収性物品の透液性表面シートとして使用するのに好適な前記不織布およびその製造方法に関する。
【背景技術】
【0002】
従来、液吸収性の芯材、例えば使い捨ておむつ等の体液吸収性の芯材を被覆する透液性の表面シートには、体液の拡散を抑えて体液をスポット状に捉え、これを速やかに芯材に向かって透過させることが求められている。例えば、特開平10−5275号公報(特許文献1)に開示された透水性能の優れた衛生材料に係る発明は、この種の表面シートを提供するものである。この発明による表面シートは、例えばポリプロピレンのスパンボンド不織布や捲縮したポリプロピレンのスパンボンド不織布にポリエーテル化合物とポリエーテル変成シリコーンの混合物とからなる親水性改良剤の水溶液を噴霧することによって得ることができるもので、0.25秒以下の初期スポット透水速さを有する。
【特許文献1】特開平10−5275号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特開平10−5275号公報に開示の表面シートの典型的な例は、ポリプロピレンのスパンボンド不織布に親水性改良剤を塗布するものであって、繊維の多くは、不織布の表面と裏面との間の上下方向において互いに重なり合い、これらの面と平行となるように平面的に広がっているから、排泄された体液が少ないときにはその体液をスポット状に捉えることが可能であっても、体液が多いときにはその体液が平面的に広がってしまい、体液をスポット状に捉えることが難しくなることを避け難い。また、この種の表面シートでは、体液の粘度が高くなるにつれて体液が表面シートを透過するのに要する時間が著しく長くなる傾向にある。
【0004】
そこで、この発明は、従来技術のこのような問題を解消することが可能な不織布とその製造方法との提供を課題にしている。
【課題を解決するための手段】
【0005】
前記課題を解決するためのこの発明は、透液性の不織布に係る第1発明と、その不織布の製造方法に係る第2発明とを含んでいる。
【0006】
前記第1発明が対象とするのは、互いに直交する機械方向と交差方向と厚さ方向とを有し、互いに同心の関係にある芯成分と鞘成分とを含んでいて前記鞘成分を形成する熱可塑性合成樹脂が前記芯成分を形成する熱可塑性合成樹脂よりも融点の低い低融点樹脂である芯鞘型の複合繊維を必須複合繊維として100〜30重量%含み、前記必須複合繊維に対して混合される熱可塑性合成繊維を混合用繊維として0〜70重量%含む坪量が10〜200g/m2の透液性の不織布である。
【0007】
かかる不織布において、前記第1発明が特徴とするところは、次のとおりである。前記必須複合繊維が、1〜17dtexの繊度と10〜150mmの繊維長とを有し、前記不織布の前記機械方向に平行な断面では前記厚さ方向における屈曲を繰り返しながら前記機械方向へ延びていて、前記不織布の前記交差方向に平行な断面では前記厚さ方向へ延びている。互いに交差する前記必須複合繊維どうしおよび前記必須複合繊維と前記混合用繊維とは、前記低融点樹脂が溶融することによって互いに交差する部位において溶着している。前記不織布を水平面に置いたときの前記交差方向に平行な断面に現れる前記必須複合繊維のそれぞれと前記混合用繊維のそれぞれとは、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下である。
【0008】
第1発明の好ましい実施形態の一つにおいて、前記必須複合繊維の複数条の間には、前記混合用繊維としてスパイラル状に捲縮した熱可塑性合成繊維が介在し、前記スパイラル状に捲縮した熱可塑性合成繊維の含有量が最大で50重量%である。
【0009】
第1発明の好ましい実施形態の他の一つにおいて、親水性の混合用天然繊維および親水性の混合用半合成繊維の少なくとも一方が前記不織布の重量に対して最大で10重量%含まれている。
【0010】
第1発明の好ましい実施形態の他の一つにおいて、前記必須複合繊維および前記熱可塑性合成繊維のいずれかが表面を親水化処理されている。
【0011】
第1発明の好ましい実施形態の他の一つにおいて、20gf/cm2荷重下の比容積が少なくとも30ml/gである。
【0012】
第1発明の好ましい実施形態の他の一つにおいて、前記不織布が前記厚さ方向において向かい合う上面と下面とを有し、前記上面には前記機械方向へ平行して延びる複数条の隆起部と、隣り合う前記隆起部どうしの間において前記機械方向へ延びる複数条の谷部とが形成されている。
【0013】
第1発明の好ましい実施形態の他の一つにおいて、前記不織布の前記下面を水平面に置いたときの前記水平面に対する垂線のうちで前記隆起部の頂部を通る垂線と前記必須複合繊維および前記混合用繊維とが作る前記平均繊維角度が75度以下である。
【0014】
第1発明の好ましい実施形態の他の一つにおいて、生理用ナプキンの表面シートとして使用されている。
【0015】
次に、前記第2発明が対象とするのは、互いに同心の関係にある芯成分と鞘成分とからなっていて前記鞘成分を形成する熱可塑性合成樹脂が前記芯成分を形成する熱可塑性合成樹脂よりも融点の低い低融点樹脂である芯鞘型の複合繊維であって、繊維長10〜150mmのものを必須複合繊維として100〜30重量%を含み、互いに直交する機械方向と交差方向とを有し、坪量が10〜200g/m2である透液性の不織布の製造方法であり、かかる第2発明が特徴とするところは、前記製造方法に下記工程が含まれることにある。
【0016】
a.前記芯鞘型の複合繊維を紡糸し、しかる後に複数条の前記芯鞘型の複合繊維で形成されたトウを得て、前記トウを延伸する工程;
b.延伸した前記トウにその長さ方向において屈曲を繰り返す機械的な捲縮を付与する工程;
c.捲縮を付与した前記トウにアニーリング処理を施す工程;
d.前記アニーリング処理を施した前記トウを10〜150mmの長さにカットして前記トウからステープル状の前記必須複合繊維の集合体を得る工程;
e.前記必須複合繊維の集合体をカード機に通して開繊し、所要坪量の前記必須複合繊維からなるウエブを得る工程;
f.前記ウエブを加熱して前記必須複合繊維における前記低融点樹脂を溶融することによって、前記ウエブにおける前記必須複合繊維どうしを互いに交差している部位において溶着させる工程;
g.前記工程fの後に前記ウエブを冷却する工程。
【0017】
第2発明の好ましい実施態様の一つにおいて、複数の前記カード機を前記機械方向に並べ、前記カード機それぞれから得られる個別の前記ウエブを重ね合わせてウエブ積層体を作り、前記ウエブ積層体を前記ウエブとして前記工程f以降の工程で処理する。
【0018】
第2発明の好ましい実施形態の他の一つにおいて、前記工程eと前記工程fとの間には、前記必須複合繊維どうしを予備的に溶着させてから前記ウエブを前記工程fへ搬送するための前記ウエブに対する予備的加熱工程が含まれる。
【0019】
第2発明の好ましい実施形態の他の一つにおいて、前記工程fは、加圧空気および機械的手段のいずれかによって前記ウエブを前記厚さ方向において圧縮して前記ウエブの密度を高くする工程と、密度を高くした前記ウエブにおける前記必須複合繊維どうしを互いに交差している部位において溶着させる工程とを含んでいる。
【0020】
第2発明の好ましい実施形態の他の一つにおいて、前記予備的加熱工程は、前記ウエブを前記機械方向へ搬送するための支持体に載せてある前記ウエブに対して、前記交差方向に並ぶ複数の単体ノズルから加熱加圧空気を噴出し、前記ウエブに前記機械方向へ平行して延びる複数条の隆起部と、隣り合う前記隆起部と隆起部との間において前記機械方向へ延びる複数条の谷部とを形成する作業を含んでいる
【0021】
第2発明の好ましい実施形態の一つにおいて、前記工程eには、前記必須複合繊維に対する混合用繊維として、前記不織布の重量の0〜50重量%を占めるように潜在捲縮性の熱可塑性合成繊維を混合する作業が含まれる。
【0022】
第2発明の好ましい実施形態の他の一つにおいて、前記交差方向に平行な断面において、前記隆起部の頂部を含む部位での前記不織布の厚さTと、前記厚さTの1/2の厚さにおける前記隆起部の幅Wとの比が0.55〜1.00の範囲にある。
【0023】
第2発明の好ましい実施形態の他の一つにおいて、前記工程bは、前記トウをボックス型クリンパに進入させ、前記必須複合繊維に捲縮数が10〜35/25mmのジグザグ状の機械的な捲縮を付与する工程である。
【0024】
第2発明の好ましい実施形態の他の一つにおいて、前記工程cにおけるアニーリング処理が前記鞘成分を形成する前記低融点樹脂の溶融温度から前記溶融温度よりも20℃低い温度までの間で行われる。
【0025】
第2発明の好ましい実施形態の他の一つにおいて、前記交差方向に平行な断面における前記必須複合繊維は、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下となるものである。
【0026】
第2発明の好ましい実施形態の他の一つにおいて、水平面に置いた前記不織布の前記交差方向に平行な断面における前記必須複合繊維および前記混合用繊維としての前記熱可塑性合成繊維は、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下となるものである。
【0027】
第2発明の好ましい実施形態の他の一つにおいて、前記工程eには、前記不織布の重量に対して0〜10重量%となる親水性の天然繊維および親水性の半合成繊維の少なくとも一方を混合する作業が含まれる。
【発明の効果】
【0028】
この発明のうちの第1発明に係る不織布は、芯鞘型の必須複合繊維を含み、その必須複合繊維は、鞘成分を形成している低融点樹脂を溶融させて互いに接合することによって、高い強度を有するものになる。その必須複合繊維はまた、不織布の交差方向に平行な断面において測定される平均繊維角度が75度以下であって、主として厚さ方向へ延びているから、不織布の表面上の体液をその必須複合繊維に沿って厚さ方向の上方から下方へと速やかに移動させて体液のスポット状の透過を可能にする。
【0029】
この発明のうちの第2発明に係る不織布の製造方法によれば、トウに機械的な捲縮を付与した後に得られる必須複合繊維は、長さ方向において屈曲を繰り返すものになる。その必須複合繊維をカード機で処理して得られるウエブは、必須複合繊維が機械方向へ延びるとともに、ウエブの厚さ方向において屈曲を繰り返すものになる。そのウエブから得られる不織布は、必須複合繊維の鞘成分を溶融して必須複合繊維どうしを接合させることによって、引っ張り強度を向上させることができる。必須複合繊維は、鞘成分を溶融させても芯成分を溶融させることがなければ、鞘成分を溶融する過程においてウエブの嵩は変化することが少なく、その必須複合繊維で形成された不織布は嵩の高いものになる。
【発明を実施するための最良の形態】
【0030】
添付の図面を参照して、この発明に係る不織布とその製造方法との詳細を説明すると、以下のとおりである。
【0031】
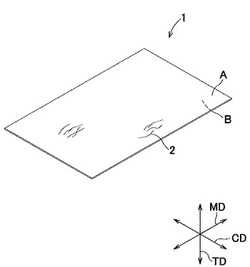
図1は、不織布1の斜視図と、不織布1の製造工程図である。不織布1は、図2の工程の進行方向に平行な機械方向MDと、機械方向MDに直交して工程の幅方向へ延びる交差方向CDと、これら両方向MD,CDに直交する厚さ方向TDとを有し、厚さ方向TDにおける上面と下面とがAとBとで示されている。不織布1は、芯鞘型の必須複合繊維2を100〜30重量%含み、10〜200g/m2の坪量と、0.3〜15mmの厚さとを有し、透液性に優れている。その透液性は、不織布1の交差方向CDに平行な断面において、必須複合繊維2が上面Aや下面Bと平行に延びるのではなくて、厚さ方向TDに向かって延びる傾向が強いことによって得られる。この発明において、透液性は後記する透液時間として評価され、必須複合繊維2が厚さ方向TDに向かって延びる傾向は平均繊維角度θとして評価される。
【0032】
必須複合繊維2は、1〜17dtexの繊度と、10〜150mmの繊維長とを有する。必須複合繊維2はまた、芯成分と鞘成分とを有し、鞘成分を形成する熱可塑性合成樹脂には、その融点が芯成分を形成する熱可塑性合成樹脂の融点よりも低いものが選ばれていて、互いに交差する必須複合繊維2は、それらの鞘成分を形成する熱可塑性合成樹脂が溶融することによって接合している。必須複合繊維2は、好ましくは芯成分と鞘成分との中心位置が一致しているものであって、加熱されても加熱に起因するスパイラル状の捲縮を発現することのないものである。しかし、芯成分と鞘成分との中心位置がほぼ一致しているという程度であって、加熱されたときに程度の低い潜在捲縮性を示す場合の複合繊維をこの発明の必須複合繊維2として使用することもできる。複合繊維が程度の低い潜在捲縮性を有しているとは、鞘成分がポリエチレンである複合繊維で形成されていて200g/m2の坪量を有する250×250mmの大きさのウエブ切片を145℃で5分間加熱したときのそのウエブ切片における機械方向MDの収縮率が5%以下であることを意味している。この発明では、ウエブ切片においてこのような挙動を示す複合繊維を総称して、芯成分と鞘成分とがほぼ同心を成しているものという。また、この発明において捲縮数というときには、JIS L 1015のセクション8.12に規定される方法に基づいて測定される値を意味している。
【0033】
かような不織布1は、使い捨ておむつや生理用ナプキン、パンティライナー、タンポン等の体液吸収性物品における透液性シートとして使用したり、ペットの排泄物処理用シートにおける透液性シートとして使用したりするのに好適である。不織布1はまた、人体や機器を清浄するためのワイプスとして使用することもできる。ただし、不織布1を体液吸収性物品の吸液性芯材を被覆する透液性シートとして使用するときには、必須複合繊維2として2.6〜4.4dtexの繊度と、38〜51mmの繊維長とを有するものを使用して、不織布1の肌触りを柔軟なものにすることが好ましい。また、そのときの必須複合繊維2は、不織布1の透液性を向上させるために、界面活性剤を塗布したり、プラズマ加工を施したりすることによって、繊維表面を親水性にすることが好ましい。なお、不織布1は、コットン等の親水性の天然繊維やレーヨン繊維等の親水性の半合成繊維を混合用繊維として10重量%を限度に必須複合繊維2と混合して使用することによって、吸水性を持たせることもできる。必須複合繊維2の芯成分と鞘成分とを形成する熱可塑性合成樹脂は、ポリエチレンやポリプロピレン等のオレフィン系樹脂、ナイロン等のポリアミド系樹脂、ポリエステル系樹脂、ポリアクリロニトリル系樹脂等から選ぶことができるが、必須複合繊維2どうしを比較的低い温度でしかも強固に接合するうえにおいて、鞘成分にはポリエチレンを使用することが好ましい。溶融したポリエチレンを介して必須複合繊維2どうしが接合している不織布1は、鞘成分が溶融状態にあっても芯成分は溶融することがないように、芯成分にはポリエチレンとの溶融温度差が大きいポリプロピレンやポリエステルを使用することが好ましい。芯成分および/または鞘成分に使用する熱可塑性合成樹脂には、充填剤として酸化チタン等の無機物粒子を含むものを使用することができる。充填剤の粒径は0.05〜0.5μmであることが好ましく、必須複合繊維2はその充填剤によって表面光沢や透明性を調整することができる。充填剤を含む必須複合繊維2で形成されている不織布1は、吸液性芯材を被覆する透液性シートとして使用したときに、体液による芯材の汚れを隠蔽することができる。
【0034】
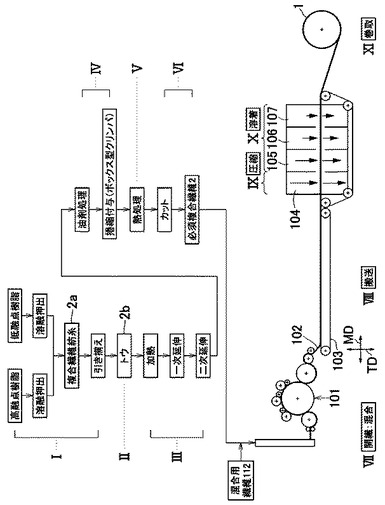
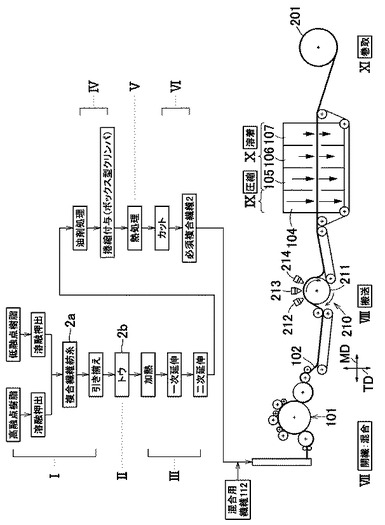
図2は、必須複合繊維2を使用して不織布1を得るための製造工程を示すものであるが、図2には、その必須複合繊維2を得る工程も含まれている。図2の工程Iでは、必須複合繊維2の芯成分を形成する高融点樹脂と鞘成分を形成する低融点樹脂とを溶融押出して、必須複合繊維2を得るためのフィラメント状の複合繊維2aを紡糸する。このときの高融点樹脂および/または低融点樹脂は、複合繊維2aの紡糸やその後の工程IIIにおける複合繊維2aの延伸処理の妨げにならない程度において酸化チタン等の無機物充填剤を含むことができる。
【0035】
工程IIでは、その複合繊維2aを引き揃えてトウ2bを得る。
【0036】
工程IIIでは、複合繊維2aの繊度や強度を調整するために、トウ2bを所要温度に加熱して、一次延伸および二次延伸の処理を施す。
【0037】
工程IVでは、油剤を塗布したトウ2bをボックス型クリンパに供給して、トウ2bに機械的な捲縮を付与する。
【0038】
工程Vでは、トウ2bにアニーリング処理を施す。すなわち、トウ2bを弛緩状態で加熱して捲縮を固定するとともに、熱収縮させてトウの形状を安定した状態にする。
【0039】
工程VIでは、トウ2bを所要の長さにカットして、ステープル状の必須複合繊維2の集合体を得る。
【0040】
工程VIIでは、必須複合繊維2の集合体を開繊するためにカード機101に通し、必須複合繊維2からなるウエブ102を得る。
【0041】
工程VIIIでは、ウエブ102を、これを機械方向MDへ搬送するための支持体である無端ベルト103に載せる。
【0042】
工程IXでは、前処理室104においてウエブ102に圧縮用の加圧エアを上方から吹き付けて、ウエブ102を形成している必須複合繊維2を厚さ方向TDの上方から下方へと移動させてウエブ102を高密度のものにする。加圧エアは、その温度が鞘成分を溶融させることのないものである。前処理室104ではまた、ウエブ102の下方から加圧エアに対するサクションを作用させる。
【0043】
工程Xでは、前処理室104に続く処理室105,106,107において、ウエブ102に加熱エアを上方から吹き付けて、必須複合繊維2の鞘成分を形成している低融点樹脂を溶融し、その溶融した樹脂を使用して必須複合繊維2どうしを互いに交差する部位において溶着する。各処理室105,106,107では、加熱エアに対するサクションをウエブ102の下方から作用させる。処理室105,106,107の加熱エアの温度と風量とは調節することができるが、加熱エアは低融点樹脂の溶融温度以上の温度に加熱されて使用される。
【0044】
工程XIでは、処理室107を出たウエブ102を冷却して不織布1とし、これを巻き取る。
【0045】
図2において、工程IIIでのトウ2bの延伸は、一次延伸だけにして、二次延伸を省くことができる。不織布1が必須複合繊維2の他に、これと混合される熱可塑性合成繊維や親水性繊維等の混合用繊維112を含むものであるときには、必須複合繊維2の集合体を開繊する工程VIIにおいてその混合用繊維112を投入して混合用繊維112もカード機101を通過させる。混合用繊維112は、カード機101の通過と必須複合繊維2との混合とが容易となるように、機械的な捲縮を付与されていることが好ましい。工程IXは、必要に応じて使用される工程であり、工程X以前においてウエブ102の密度を高める必要がないときには、省くことができる。また、工程IXでは、加圧エアに代えてエンボスロール等の機械的手段によってウエブ102を厚さ方向TDにおいて圧縮し、密度を高めることができる。エンボスロールには、加熱されたエンボスロールや超音波振動するエンボスロールを使用して、ウエブ102を部分的に圧縮するとともに圧縮した部分における必須複合繊維2を互いに溶着させることもできる。
【0046】
図2の製造工程の具体例として、芯成分がポリエステルであり鞘成分がポリエチレンである必須複合繊維2を使用して不織布1を得る場合を示せば次のとおりである。
【0047】
工程Iでは、高融点樹脂にポリエステルを使用し、低融点樹脂にポリエチレンを使用して、芯成分と鞘成分とがほぼ同心を成している芯鞘型のフィラメントである複合繊維2aを紡糸する。ポリエチレンには、高密度ポリエチレンや低密度ポリエチレン、直鎖状低密度ポリエチレン、これらポリエチレンの混合物を使用することができるが、好ましくは密度が0.95〜0.97g/cm3であって、JIS K 7210に規定のメルトフローレートが10〜30g/10分である高密度ポリエチレンを使用する。
【0048】
工程IIでは、複合繊維2aを引き揃えてトウ2bを得る。
【0049】
工程IIIでは、トウ2bを70〜110℃で130〜400%延伸して、トウ2bを形成している複合繊維2aを繊度が1〜17dtex、より好ましくは2〜10dtexのフィラメントにする。
【0050】
工程IVでは、延伸後のトウ2bをオーバーフィードとなるようにしながらボックス型クリンパに供給して複合繊維2aに10〜35/25mm、より好ましくは13〜20/25mmの割合でジグザグ状の屈曲を反復する機械的捲縮を付与する。
【0051】
工程Vでは、捲縮したトウ2bをアニーリング処理するために120℃で5〜8分間加熱する。
工程VIでは、アニーリング処理後のトウ2bをカットして、実寸が10〜150mm、より好ましくは25〜65mmのステープルである必須複合繊維2の集合体を得る。
【0052】
工程VIIでは、必須複合繊維2の集合体を開繊してウエブ102を得るが、必須複合繊維2に対して、混合用繊維112を混合してウエブ102を作ることもできる。混合用繊維112としては、繊維長が10〜55mmであって潜在捲縮性を有する複合繊維等の熱可塑性合成繊維やコットンやレーヨン等の親水性の天然繊維や半合成繊維を使用することができる。不織布1において、混合用繊維112として使用する熱可塑性合成繊維の量は50重量%以下であることが好ましく、混合用繊維112として使用する天然繊維や半合成繊維の量は10重量%以下であることが好ましい。混合用繊維112として使用する潜在捲縮性を有する複合繊維とは、工程Xにおける加熱で潜在的な捲縮が確実に発現するものをいう。
【0053】
工程IXでは、ウエブ102に対して、必須複合繊維2の鞘成分を溶融させることがないような温度の熱風、例えばポリエチレンが鞘成分であれば80〜125℃、より好ましくは90〜110℃の熱風を1.5〜3m/secの割合で吹き付けて、ウエブ102の厚さ方向TDにおける必須複合繊維2の機械的な捲縮状態を変化させることがないようにしながら必須複合繊維2を厚さ方向TDの上方から下方へ移動させる。
【0054】
工程Xでは、必須複合繊維2の鞘成分どうしを互いに交差する部位において溶着させることによって、必須複合繊維2を互いに交絡させる。例えばポリエチレンが鞘成分であれば、130〜150℃の熱風を0.5〜1.5m/secの割合で吹き付ける。ウエブ102が潜在捲縮性を有する複合繊維を混合用繊維112として含む場合には、工程Xにおいてその混合用繊維112が熱風の作用下に必須複合繊維2と溶着したり、機械的に交絡したりすると同時にスパイラル状に捲縮することによって、工程Xにおいての必須複合繊維2の動きを抑え、必須複合繊維2の機械方向MDや交差方向CDにおける配向状態の変化を防ぐことが可能になる。
【0055】
このような製造工程では、機械的な捲縮が付与してあるトウ2bを必須複合繊維2の鞘成分の融点かそれに近い温度にまで加熱してアニーリング処理するので、そのトウ2bから得られるステープル状態の必須複合繊維2における捲縮状態を熱的に安定したものにすることができる。その必須複合繊維2は、カード機101を通過して機械方向MDへ進むときに、機械方向MDと平行となるように延びる傾向が強くなるとともに、厚さ方向TDにおいてジグザグ状の屈曲を繰り返す傾向が強くなる。工程Xを通過して得られる不織布1では、処理室105,106,107の熱風の影響によって必須複合繊維2の機械的な捲縮が顕著なものではなくなる傾向にあるが、それでもなお必須複合繊維2の多くは、機械方向MDへ延びながら厚さ方向TDにおいて屈曲を繰り返す傾向を維持することが可能である。
【0056】
このように必須複合繊維2の捲縮状態が熱的に安定しているトウ2bは、厚さ方向TDに圧縮されたときの弾性的回復力の指標である「変形残存率」が小さくなる傾向にある。そのトウ2bから得られる不織布1は、それに荷重を加えるときの前後の容積比である「比容積」が大きくて、荷重を加えたときでも嵩高いものになる傾向にある。不織布1はまた、それを水平面に置いて交差方向CDに平行な断面を観察したときに、水平面に対する垂線と必須複合繊維2との交差角度である「繊維角度」が小さくなる傾向にある。この傾向は、交差方向CDに平行な断面に現れた必須複合繊維2が垂直に起立するように延びる傾向にあることを示している。不織布1ではさらに、それを生理用ナプキンの透液性表面シートとして使用したときに、所定量の人工経血の「透液時間」が短くなる傾向にある。これら「変形残存率」、「比容積」、「平均繊維角度」および「透液時間」の測定方法と測定結果とは後記の実施例において説明されている。
【0057】
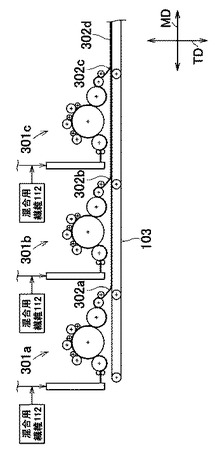
図3は、この発明における不織布1の製造工程の一例を示す図2と同様な工程の部分図である。ただし、図3の工程では、図2のカード機101に代えて、第1,第2,第3カード機301a,301b,301cが使用されている。第1,第2,第3カード機301a,301b,301cそれぞれの上流側には、図2における工程I〜工程VIに相当する工程(図示せず)が設けられており、第1,第2,第3カード機301a,301b,301cのそれぞれに対して必須複合繊維2の集合体が供給される。第1,第2,第3カード機301a,301b,301cのそれぞれからは必須複合繊維2からなる第1ウエブ302a、第2ウエブ302b、第3ウエブ302cが得られる。これら第1,第2,第3ウエブ302a,302b,302cは機械方向MDへ走行する無端ベルト103上において重ね合わせられてウエブ積層体302dとなって、図2に示される工程VIII以降の工程へ進む。
【0058】
図3における工程は、カード機の処理能力が低く、一台のカード機では均一な組成で坪量の大きなウエブを作りにくい場合に利用することができる。例えば、第1,第2,第3カード機301a,301b,301cで坪量が10g/m2の第1,第2,第3ウエブ302a,302b,302cを作り、これらを重ね合わせて坪量が30g/m2のウエブ積層体302dと不織布1とを得ることができる。また、図3の工程において第1,第2,第3ウエブ302a,302b,302cの間で繊維の構成に違いを持たせることで、不織布1の厚さ方向において繊維の構成に変化を持たせることができる。なお、この発明では、図2と図3との例に限定されることなく、使用するカード機の台数を自由に選ぶことができる。
【0059】
図4,5,6は、この発明の実施形態の一例を示す不織布201の斜視図と、不織布201を得るための製造工程図と、その製造工程図において使用される部品の部分図である。
【0060】
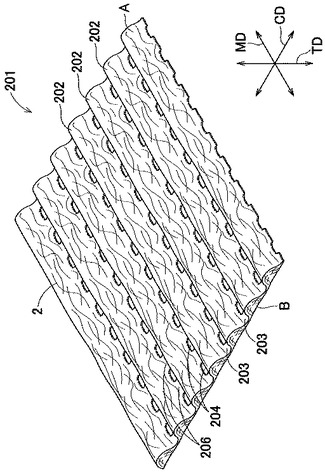
図4の不織布201は、図14における必須複合繊維2と同一のものを使用して得られたものであるが、上面Aには互いに平行して機械方向MDへ延びる複数条の隆起部202と、隆起部202と同じように互いに平行して機械方向MDへ延びる複数条の谷部203とが形成されていて、交差方向CDにおいて隆起部202と谷部203とが波型の起伏を繰り返している。不織布201の下面Bは平坦であって、谷部203には、上面Aと下面Bとの間に延びる透孔204が形成されている。透孔204は、機械方向MDにおいて間欠的に並んでいる。
【0061】
図5の製造工程図は、図2のそれとほぼ同じものであるが、図2における工程VIIと工程IXとの間の工程VIIIに成形手段210が加えられている。成形手段210は、不織布201における隆起部202と谷部203と透孔204とを形成するためのもので、機械方向MDへ回転するサクションドラム211と、エア噴出用のノズル集合体212,213,214とを含んでいる。ノズル集合体212,213,214のそれぞれは、サクションドラム211の周面に向かってエアを噴出することができるもので、サクションドラム211の周方向において互いに所要寸法の間隔をあけて配置されていて、サクションドラム211の周面からは所要寸法だけ離間している。ノズル集合体212,213,214のそれぞれはまた、サクションドラム211の軸方向、すなわち交差方向CDへ延びるエア配管(図示せず)に複数の単体ノズル215(図8参照)が所要の間隔をあけて取り付けられているもので、その取り付け状態の好ましい一例では、ノズル集合体212,213,214それぞれにおける単体ノズル215が機械方向MDにおいて同一線上に位置するように調整されている。
【0062】
ノズル集合体212,213,214は、例えば、サクションドラム211の周方向へ30°ずつの間隔をあけて配置することができ、ノズル集合体212,213,214それぞれにおける単体ノズル215は、例えば交差方向CDにおけるピッチが5mmとなるようにエア配管に取り付けることができる。ノズル集合体212,213,214からは所要温度のエアを所要の風量で噴出することができる。複数の単体ノズル215から噴出するエアは、そのエア自体によって、または単体ノズル215どうしのエアが相互に干渉することによってウエブ102における必須複合繊維2の分布状態を乱すことがないように調整されている。そのためには、例えば坪量35g/m2のウエブ102が直径500mmのサクションドラム211の周面を0.5秒で通過するものであって、ノズル集合体212,213,214それぞれの単体ノズル215が交差方向CDに5mmのピッチで配置してあってサクションドラム211の周面からの離間寸法が5〜8mmに調整してある場合、ウエブ102はサクションドラム211のサクションによって厚さを2〜5mm程度に整えてから、単体ノズル215の下を通過させることが好ましい。そのときに使用する単体ノズル215の口径は0.5〜1.5mm程度であり、単体ノズル215からのエアの噴出速度は50〜700m/secであり、サクションドラム211の吸引力は2〜7m/secであることが好ましい。
【0063】
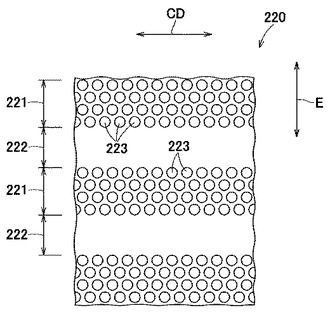
図5のサクションドラム211の周面には、図6に示す成形用プレート220が取り付けられている。プレート220は、開孔部221と非開孔部222とがサクションドラム211の周方向Eへ交互に形成されているもので、開孔部221には複数の透孔223が形成されていて、この透孔223がサクションドラム211のサクション機構(図示せず)につながっている。プレート220の一例において、開孔部221は、周方向Eの寸法が2〜3mmであって、サクションドラム211の軸方向、すなわち交差方向CDのほぼ全体に延びており、直径0.2〜1mmの複数の透孔223が開孔部221の面積に対して15〜30%の開口率となるように形成されている。非開孔部222は、周方向Eの寸法が1.5〜3mmであって、サクションドラム211の軸方向の全体に延びている。プレート220が取り付けられたサクションドラム211の周速は、ウエブ102の搬送速度に同じである。
【0064】
図5の製造工程では、図2の製造工程と同じ工程I〜VIIを経て一様な厚さを有するウエブ102が作られる。そのウエブ102は、工程VIIIにおいて、成形手段210を通過する。成形手段210において、ウエブ102は、サクションドラム211の周面に載せられてノズル集合体212,213,214の下を通過する。ノズル集合体212,213,214からはウエブ102に向かってエアを噴出する一方、サクションドラム211では、そのエアを吸引するためのサクションを作用させる。
【0065】
エアを噴出されたウエブ102では、ノズル集合体212,213,214それぞれにおける単体ノズル215の直下にある必須複合繊維2が交差方向CDへ平行移動して隣り合う単体ノズル215と単体ノズル215との間に集積し、図4の隆起部202を形成することとなる隆起部(図示せず)を形成する一方、単体ノズル215の直下には図3の谷部203を形成することとなる谷部(図示せず)を形成する。ただし、サクションドラム211の周面を形成している成形用プレート220の非開孔部222では、ウエブ102に向かって噴出されたエアがサクションドラム211の内側へ進まずに、成形用プレート220の表面に沿って交差方向CDへ流れる。そのエアによって、非開孔部222に載せられている必須複合繊維2のほとんどすべてが交差方向CDへ移動したときには、図4の透孔204に対応する透孔(図示せず)がウエブ102に形成される。また、プレート220の開孔部221に載せられている複合繊維102は、それに向かって噴出されたエアの多くがプレート220の透孔223を通ってサクションドラム211の内側へ進むと、複合繊維102のうちの一部のものが交差方向CDへ移動することなく単体ノズル215の直下に残り、図4において隣り合う隆起部202どうしをつないでいるブリッジ206に対応するブリッジ(図示せず)を形成する。
【0066】
図4において明らかなように、谷部203には、このようにして形成される透孔204とブリッジ206とが含まれている。ノズル集合体212,213,214から噴出するエアの温度は、必須複合繊維2がポリエステルを芯成分とし、ポリエチレンを鞘成分とするものである場合には、90〜250℃に設定することが好ましい。エアの温度が必須複合繊維2の鞘成分を溶融し得る程度であれば、成形手段210において図4の形状に対応する表面形状が作られたウエブ102では、単体ノズル215の直下に位置している必須複合繊維2の鞘成分どうしが溶着して、工程VIII以降においての表面形状の維持が容易になるのみならず、工程IXにおいてのウエブ102の隆起部での圧縮度合いが高くなる。この発明では、工程IXに先立つ工程VIIIにおいてウエブ102をこのように加熱することを予備的な加熱という。
【0067】
ノズル集合体212,213,214はまた、噴出するエアの温度をこれらの順に高くすることができる。この場合にあっては、ウエブ102の進入側にあるノズル集合体212,213からのエアによって、単体ノズル215直下の必須複合繊維2を交差方向CDへ移動させ、交差方向CDにおいて隣り合う単体ノズル215どうしの間に集積させる。ノズル集合体212,213からのそのエアは、ウエブ102を加熱するために、必須複合繊維2の鞘成分を溶融させることがない程度に温度と風量とを調整する。ポリエステルを芯成分としポリエチレンを鞘成分とする芯鞘型の必須複合繊維2に対しては、そのエアの温度を90〜200℃程度に設定することができる。ノズル集合体214からのエアでは、主として単体ノズル215の直下にある必須複合繊維2の鞘成分どうしを溶着させてウエブ102の形状を安定させる。そのときのエア温度は、ノズル集合体212,213のエア温度よりも高く、180〜250℃程度に設定することができる。
【0068】
ノズル集合体212,213,214については、それぞれの集合体における単体ノズル215の口径をこの順序で次第に大きくして、ウエブ102に対しての単体ノズル215からのエアの噴き付け幅を交差方向CDにおいて次第に大きくすることもできる。そのようにすることによって、図4の不織布201を得る際に、ウエブ102に作られる谷部の交差方向CDにおける幅を徐々に広げることができる。例えば、ノズル集合体212では口径が0.7mmの単体ノズル215を使用し、ノズル集合体213,214では口径が1.0mmの単体ノズル215を使用する。成形手段210を使用してウエブ102をこのように処理すると、工程IX,Xを通過するときのウエブ102における必須複合繊維2どうしの機械方向MD、交差方向CD、厚さ方向TDにおける分布状態を大きく乱すということがない。
【0069】
ノズル集合体212,213,214を使用して、ウエブ102に機械方向MDへ延びる隆起部と谷部とを形成する工程VIIIは、そのウエブ102が潜在捲縮性の繊維を混合用繊維112として含む場合においても適用することができる。図2や図5の工程VIIにおいて必須複合繊維2に混合用繊維112が混合されて得られるウエブ102では、混合用繊維112が均一に分布しておらず局部的に密集しているということが起こり得る。そのようなウエブ102が加熱されて潜在捲縮性の混合用繊維112がスパイラル状に捲縮したとすると、その捲縮によって見掛けの寸法が短くなる混合用繊維112が必須複合繊維2をウエブ102の内部において様々な方向へ引っ張るので、カード機101を通過した直後におけるウエブ102での必須複合繊維2の分布状態が著しく変化することになる。
【0070】
しかし、例えばノズル集合体212やノズル集合体213を使用してウエブ102に隆起部と谷部とを予め形成して必須複合繊維2と複合用繊維112とを隆起部に集めておき、その後にノズル集合体214を使用してそのウエブ102を予備的に加熱し、ウエブ102における繊維どうしを軽度に溶着させる工程では、混合用繊維112の多くが、その予備的な加熱によって、ウエブ102のうちの隆起部という比較的狭い範囲内でスパイラル状に捲縮して見掛けの寸法を短くする。その結果として、必須複合繊維2には混合用繊維112によって混合用繊維112の寸法が短くなる方向へ引っ張られるという現象が生じるのであるが、その現象は、ウエブ102の広い範囲にわたって一様に生じるのではなくて、主として隆起部の内部で生じる。このように、潜在捲縮性の混合用繊維112を使用しながらウエブ102に隆起部を形成すると、ウエブ102から得られる不織布201においての必須複合繊維2の分布を隆起部202に集中させることができる。混合用繊維112が潜在捲縮性の複合繊維である場合、混合用繊維112が捲縮して寸法が短くなるときの収縮率は一般的にばらつきが大きい。しかし、成形手段210を通過するときに隆起部を形成するウエブ102では、混合用繊維112の多くがその隆起部に集まっているので、その隆起部では混合用繊維112の収縮率が平均化された値となって現れる。このようなウエブ102から得られる不織布201では、混合用繊維112の中に時として混在している特に大きな収縮率を有する混合用繊維112の影響が顕在化することがない。
【0071】
混合用繊維112として使用できる潜在捲縮性繊維には、偏芯している芯鞘型複合繊維、偏芯している芯鞘型の中空複合繊維、サイドバイサイド型の複合繊維等があるが、これらの潜在捲縮性複合繊維は、後記するウエブ収縮率が10〜40%の範囲内にあることが好ましい。ウエブ収縮率が10パーセント未満である場合の潜在捲縮性複合繊維は、捲縮したときに示す見掛け上の寸法の収縮率が小さくて、必須複合繊維2どうしを接近させる能力が低く、必須複合繊維2どうしの交絡を促進することが難しい。また、ウエブ収縮率が40%を超える場合の潜在捲縮性複合繊維は、捲縮したときに生じるスパイラルの径が一般的に小さくなりがちで、不織布1や不織布201においての必須複合繊維2を横に寝かせる傾向、換言すると平均繊維角度θを大きくする傾向が強くなるので好ましいものではない。このような潜在捲縮性複合繊維はまた、必須複合繊維2との溶着を容易にするうえにおいて、鞘成分と芯成分との容積比率を50:50〜70:30の範囲におさめて鞘成分の容積を十分に確保することが好ましい。潜在捲縮性複合繊維はまた、必須複合繊維2との接合箇所が多くなるように繊維長を38〜64mmの範囲におさめることが好ましく、繊度を1.5〜4.4dtexの範囲におさめることが好ましい。
【0072】
図5においてのウエブ102は、図2と同様な工程IX,X,XIを経て図4の不織布201となるのであるが、この発明においては、図示例のプレート220をその全面に透孔223が形成され、非開孔部222を持たないものに代えることができる。そのようなプレート220を使用すると、隆起部202と谷部203とが形成されていても、透孔204が形成されていない不織布201を得ることができる。
【0073】
このようにして得られる不織布201の隆起部202では、厚さ方向TDにおける必須複合繊維2の延び方が図1の不織布1の場合と同様であって、不織布201は「比容積」が大きく、隆起部202における「平均繊維角度」が小さく、体液の「透液時間」が短いものになる。また、隆起部202における必須複合繊維2のうちで谷部203の近傍に位置するものは、成形手段210において噴出するエアの作用によって交差方向CDへ移動したものと考えられる。交差方向CDに平行な不織布201の断面に現れる隆起部202を観察すると、そのように移動した必須複合繊維2では、厚さ方向TDへ延びる傾向が顕著である。
【0074】
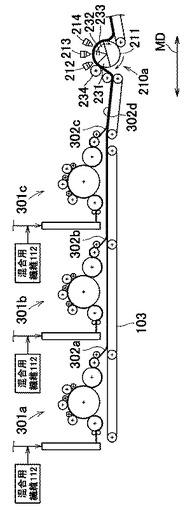
図7は、この発明における不織布201の製造工程の一例を示す図5と同様な工程の部分図である。ただし、図7の工程では、図5のカード機101に代えて図3に例示の第1,第2,第3カード機301a,301b,301cが採用されている。
【0075】
また、図7の工程では、図5に示す成形手段210に代えて成形手段210aが採用されている。成形手段210aは、ノズル集合体212の上流側に脱気用ロール234を有し、サクションドラム211が第1サクションゾーン231、第2サクションゾーン232、第3サクションゾーン233を有している。第1,第2,第3サクションゾーン231,232,233は個別にサクション力を調整することが可能であって、第1サクションゾーン231は脱気用ロール234と向かい合い、第2サクションゾーン232はノズル集合体212,213と向かい合い、第3サクションゾーン233はノズル集合体214と向かい合っている。脱気用ロール234は、その周面に例えば直径5mmの脱気用透孔(図示せず)が面積率30%の割合で形成されていて、無端ベルト103の走行速度の105〜120%に相当する周速で回転して、ウエブ積層体302dを機械方向MDへ緊張させながらサクションドラム211の周面に接触させることができる。
【0076】
図7において、例えば坪量35g/m2のウエブ積層体302dが直径500mmのサクションドラム211の周面を0.5秒で通過する場合には、直径が200mmの脱気用ロール234をサクションドラム211の周面から3mm程度離間させて使用することが好ましい。このような脱気用ロール234を使用することによって、成形手段210の直前で厚さ30〜40mmを有していたウエブ積層体302dを厚さ2〜5mmのウエブ積層体302dにすることが容易になる。図7においてはまた、サクションドラム211において、第1,第2,第3サクションゾーン231,232,233それぞれの吸引力を5〜10m/sec,2〜5m/sec,5〜7m/secに設定することが好ましい。そのような場合であっても、第1,第3サクションゾーン231,233の吸引力を高くする一方、それらの吸引力よりも第2サクションゾーン232の吸引力を低く設定しておくと、第2サクションゾーン232の上流側と下流側とにおいてウエブ積層体302dをサクションドラム211の周面に密着させながら、第2サクションゾーン232においてはノズル集合体212,213の作用によってウエブ積層体302dにおける必須複合繊維2や混合用繊維112を交差方向CDへ移動させて、不織布201における隆起部202と谷部203とを形成することが容易になる。
【0077】
不織布201を得るために、図7の第1,第2,第3カード機301a,302b,302cを次のように使用することもできる。即ち、第1カード機301aからは、繊維長が短くて、例えば15〜44mmであり、機械的捲縮数が少なくて10〜15/25.4mmである必須複合繊維2からなり、10g/m2の坪量を有する第1ウエブ302aを供給する。第2カード機301bからは、繊維長が長くて、例えば44〜64mmであり、機械的捲縮数が多くて15〜35/25.4mmである必須複合繊維2からなり、10g/m2の坪量を有する第2ウエブ302bを供給する。第3カード機302cからは、第2ウエブ302bと同一のものを第3ウエブ302cとして供給する。これら第1〜第3ウエブ302a〜302cで形成されたウエブ積層体302dは、第1ウエブ302aをサクションドラム211の周面に載せてノズル集合体212,213,214からのエアとサクションドラム211からのサクションとを作用させる。すると、第1ウエブ302aを形成している比較的繊維長の短い必須複合繊維2は、隆起部を形成するときに、機械方向MDへ向かって延びる傾向と、水平な無端ベルト103に対して垂直をなす面内でジグザグ状の機械的捲縮を示す傾向が強くなる。これらの傾向は、ウエブ積層体302dの嵩維持率を向上させたり、不織布201の平均繊維角度θを小さくして透液時間を短くしたりすることに効果的である。また、第3ウエブ302cを形成している比較的繊維長の長い必須複合繊維2は、隆起部の表面において必須複合繊維2の毛羽立ちを抑え、隆起部表面の密度を高くしたり、不織布201の外観のよさを向上させたりするうえにおいて効果的なものである。
【0078】
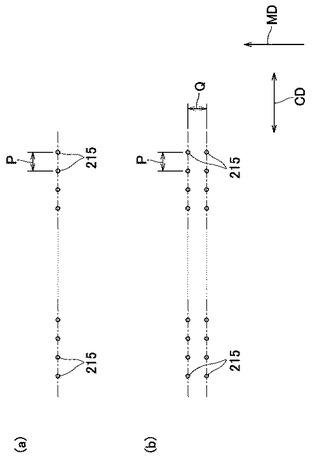
図8は、(a)と(b)とによって、図5や図7のノズル集合体212,213,214において採用される単体ノズル215の配置を部分的に例示する図である。(a)では、参照符号215で示す単体ノズル215が交差方向CDへ一列に並べられている。単体ノズル215は、例えば口径1mmのものが5mmのピッチPで並べられる。(b)では、単体ノズル215が交差方向CDへ二列に並べられていて、その二列における単体ノズル215は、機械方向MDにおいて同一直線上にある。(b)の場合の単体ノズル215は、例えば口径1mmのものが交差方向CDにおいて5mmのピッチPで並べられ、機械方向MDにおいて中心間隔Qが5mmとなるように離間している。ノズル集合体212,213,214において、これらの配置例(a),(b)を自由に選択することができるが、例えばノズル集合体212,213においては配置例(a)を採用し、ノズル集合体214では、配置例(b)を採用して、ノズル集合体212,213によって形成されたウエブ積層体302dの谷部に残る必須繊維2や混合用繊維112の互いの溶着をノズル集合体214によって促進することができる。
【0079】
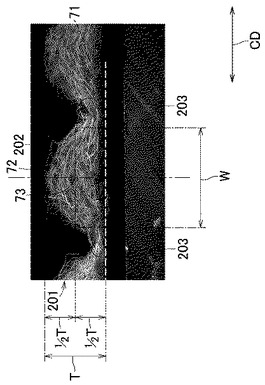
図9は、図7の工程を使用して得られた不織布201の交差方向CDの断面図(写真)である。不織布201は、鎖線で示す水平面71の上に置かれていて、隆起部202と谷部203とが交差方向CDにおいて交互に現れる。隆起部202は、水平面71から隆起部202の頂点72までの高さTと、高さTの1/2の点73における交差方向CDに幅Wを有する。不織布201は、図7の工程の各ノズル集合体212,213,214における単体ノズル215のピッチ、単体ノズル215からのエアの噴出速度、工程Xと工程XIとにおけるウエブ102の搬送速度の比等の条件を変えることによって、隆起部202の高さTと幅Wとを変化させることができる。発明者が知見したところによれば、T/Wの値は平均繊維角度θの大きさに影響を与えることが明らかである。また、不織布201は、その透液性を向上させる上において平均繊維角度θを75度以下にすることが好ましい。この発明の一例では、そのような値の平均繊維角度θを有する不織布201を得るために、T/Wの値を0.55〜1.00の範囲におさめる。
【0080】
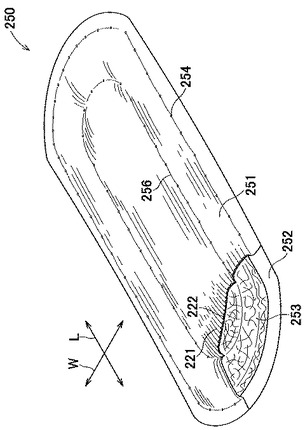
図10は、不織布201の使用例を示す生理用ナプキン250の部分破断斜視図である。生理用ナプキン250は、透液性表面シート251と不透液性裏面シート252との間に体液吸収性芯材253を介在させたもので、表面シート251と裏面シート252とは、芯材253の周縁から延出して重なり合っており、溶着部254において互いに接合している。また、表面シート251と裏面シート252と芯材253とは、長円形を画くように延びる圧搾条部256において加熱、加圧され互いに容易に分離することがないように一体化している。表面シート251には、図4に例示の不織布201が使用されている。不織布201における隆起部202と谷部203とは、生理用ナプキン250の長さ方向Lへ延びている。裏面シート252にはプラスチックフィルムが使用され、芯材253は、粉砕パルプと高吸水性ポリマー粒子(いずれも図示せず)との混合物をティッシュペーパ(図示せず)で被覆することにより形成されている。表面シート251は、それを形成している不織布201の必須複合繊維2が不織布201の厚さ方向TDにおいて屈曲を繰り返していることによって、表面シート251上の経血を生理用ナプキン250の長さ方向Lにも幅方向Wにも拡散させることが少なくて芯材253に向かって速やかに透過させることができる。芯材253では、ティッシュペーパが経血を速やかに拡散させ、パルプと高吸水性ポリマー粒子とがその経血を吸収保持するので、表面シート251を透過後の経血は、その透過した部位に滞溜することがなく、表面シート251を逆流して肌を湿らせるということがない。このように、生理用ナプキン250は、不織布201を使用することによって、経血を表面シート251のごく限られた範囲で吸収するという、いわゆるスポット吸収性能に優れたものになると同時に、吸収した経血の逆流、いわゆるリ・ウエットを防止する性能においても優れたものになる。
【実施例】
【0081】
表1,2には、図2,3,5,7等の工程によって得られたこの発明に係る各種不織布と比較例の不織布とについての構成繊維と性能評価結果とが示されている。
【0082】
表1,2における記載事項は、以下のとおりである。
1.必須複合繊維I、必須複合繊維II
この発明の実施形態における必須複合繊維2として使用されるものである。
2.混合用繊維
この発明の実施形態における混合用繊維112として使用される潜在捲縮性繊維である。
3.繊維長
繊維を直状に伸展させたときの長さを示す。
4.捲縮数
紡糸の後に続くボックス型クリンパで処理したトウに含まれている繊維の機械的な捲縮数をJIS L 1015の規定に基づいて測定した結果であって、捲縮数測定器において測定用の繊維をグリップしている一対のグリップの間隔25mm当たりについての捲縮数を示す。
5.捲縮後熱処理
クリンパから取り出したトウを弛緩状態で7分間加熱してアニーリング処理するときの温度を示す。
6.ウエブ収縮率
潜在捲縮性の繊維からなり200g/m2の坪量を有するウエブを使用して250×250mmの大きさの試験用シートを作成し、この試験用シートを145℃で5分間熱処理したときの試験用シートの機械方向MDにおける収縮率を示す。
7.トウの変形残存率
(1)図2の工程Vにおいて、120000dtex分の熱処理したトウを採取して垂直に吊し、このトウに対して24gの加重を加えた状態で100mmの長さを示すマークを上下二箇所に入れる。
(2)トウに75gの荷重を追加し、120℃で5分間加熱する。
(3)トウを室温にまで冷却してから、75gの荷重を外し、上下のマークの間の距離d(mm)を測定し、次式によって変形残存率(%)を求める。
(d−100)/100=変形残存率(%)
を求める。
8.トウの融解熱量
(1)工程Vにおける熱処理を施したトウから約2mgの複合繊維を試料として採取する。
(2)この試料について、DSC(Differential Scanning Calorimeter)を使用して融解熱量(J)を測定し、昇温過程における第1ピークの値を求める。その値を試料の重量(g)で除したものを複合繊維の低融点樹脂、例えばポリエチレンの融解熱量ΔH(J/g)とする。
(3)測定に使用した機器と測定条件とは、次のとおりである。
測定器:(株)島津製作所製 示差走査熱量計 DSC−60
試料容器:品番PN/50−020(容量15μlの容器)および
品番PN/50−021(容器のクリンプ用カバー)
昇温速度:5°C/min
測定温度範囲:50〜200℃
測定雰囲気:窒素
9.ウエブのカード機通過後の厚さ
(1)工程VIIのカード機から出た30g/m2のウエブを300×300mmにカットして試料とする。
(2)試料に0.1g/cm2の荷重をかけて、試料の厚さを測定し、その値をカード機通過後のウエブの厚さとする。
10.ウエブの嵩維持率
(1)工程VIIのカード機から出た30g/m2のウエブを300×300mmにカットして得た試料を7枚重ね、0.1g/cm2の荷重を加えて厚さh0を測定する。
(2)荷重を加えてある重ねた試料を135℃の加熱炉で5分間処理した後に冷却して厚さh1を測定する。
(3)h1/h0×100=嵩維持率(%)を求める。
11.比容積
(1)100×100mmにカットした不織布を10枚重ね、2000gfの荷重を加えた状態で厚さを測定し、その厚さの1/10を不織布の厚さtとする。
(2)100×100mmの不織布の重量から不織布の坪量wをg/cm2の単位で求める。
(3)t/w=比容積(cm3/g)を求めて20gf/cm2荷重下の比容積とする。
12.透液時間
(1)市販の生理用ナプキン(ユニ・チャーム(株)製、ソフィふわぴたスリム、25cm)の表面シートを外し、その表面シートの代わりに実施例または比較例の不織布を取り付けて試料とする。
(2)試料には、人工経血滴下用ビュレットの先端径とほぼ同じ径の透孔を有する40×10mmのアクリル板を載せ、そのアクリル板に錘を載せて試料に対する荷重が2gf/cm2となるように調整する。
(3)1回目の人工経血をアクリル板の透孔から生理用ナプキンに向かって90ml/minの速度で3ml滴下し、1分間放置して、人工経血に表面シートを透過させる。人工経血は、水1000ccに対して、グリセリン 80g、CMCのナトリウム塩 8g、NaCl 10g、NaHCO3 4g、赤色色素102号 8g、赤色色素2号 2g、黄色色素5号 2gを混合し、溶解させたものである。
(4)さらに、2回目の人工経血を4ml滴下する。
(5)1回目の人工経血及び2回目の人工経血それぞれについて、滴下後から表面シートを透過して芯材に移行するまでの時間を計測し、1回目透液時間と2回目透液時間とを求める。それぞれの透液時間が、不織布の透液性の良否を示す指標となる。
13.平均繊維角度θ
(1)測定用の試料とする不織布を70℃で30分間加熱して不織布の取り扱い過程で生じた折り癖を取り除き、試料を平坦なものにする。
(2)コクヨカッターナイフHA−7NB(商品名)用の標準替え刃HA−100Bを使用して、試料を交差方向CDに切断して、交差方向CDに平行する観測用の切断面を作り、その試料を水平な面に載せる。
(3)切断面を電子顕微鏡(キーエンス社製リアルサーフェスビュー顕微鏡 VE−7800)で観察し、切断面の30倍の拡大写真を撮影する。撮影では、試料の上面から下面までを視野に入れる。
(4)写真の切断面において、任意の位置に水平面に対する垂線を引き、その垂線との平行間隔が100μmとなる補助線を垂線の左右両側に引く。
(5)2本の補助線と交差する1本の繊維について、それぞれの補助線との交差位置にマークを付ける。
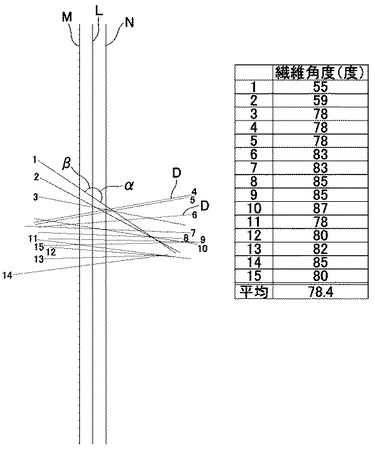
(6)左右のマークを直線で結び、垂線の両側それぞれにおいてその直線と垂線との交角α、β(図11,12参照)を求め、求めた交角α、βのうちで値の小さい方の角度を繊維角度とする。
(7)写真の切断面において、焦点が合っていて測定の対象となるすべての繊維について繊維角度を求め、求めた繊維角度の算術平均値を「平均繊維角度θ」とする。写真の切断面において焦点の合っているそれらの繊維が、この発明においての断面に現れる繊維である。
【0083】
【表1】

【0084】
【表2】
【0085】
(実施例1〜3)
表1,2に示す実施例1〜3の不織布は、必須複合繊維2が100重量%を占めているもので、表1においてその必須複合繊維2は必須複合繊維Iと命名されている。必須複合繊維Iの芯成分には融点260℃のポリエステル(PET)が使用され、鞘成分には融点130℃の高密度ポリエチレン(PE)が使用されている。必須複合繊維Iを得るためのトウは、図2の工程IVにおける油剤処理で界面活性剤を0.4重量%の割合で塗布することにより親水化処理し、機械的な捲縮の数が15/25mmとなるようにクリンパで処理した。捲縮を付与した後のトウは、120℃で7分間熱処理した。実施例1,2の不織布は、図2の工程を経て得られる図1に例示のごとき平坦なものであり、実施例3の不織布は図5の工程を経て得られる図4に例示の如きものである。但し、実施例1,3では図2の工程IXが使用されておらず、実施例2のみで工程IXが使用されている。実施例3においては、図6の成形用プレート220として、開孔部221と非開孔部222とがサクションドラム210の周方向へ5mmずつの単位で繰り返され、開孔部221には孔径0.6mmの透孔223が面積率22%で形成されているものを使用した。
【0086】
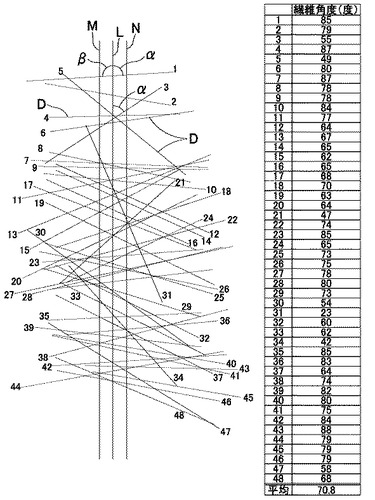
図11,12は、実施例1の不織布についての「平均繊維角度θ」の測定方法と測定結果とを例示するもので、図11は、水平面上に置いた後記実施例1の不織布の交差方向CDに平行な断面を30倍に拡大したときの写真である。図11には、不織布に対する一本の垂線Lとその垂線Lの両側にあって垂線Lに平行な二本の補助線M,Nとが記入されている。また、図11には、一本の繊維が二本の補助線と交差する位置を結ぶ繊維角度測定線Dが記入されている。図12は、図11における垂線Lと補助線M,Nと繊維角度測定線Dとを示すとともに、測定対象の繊維No.1〜48についての交角αとβとのうちで値の小さい方の角度を繊維角度として一覧表にして示している。「平均繊維角度θ」は、一覧表の値の算術平均値であって、70.8度である。
【0087】
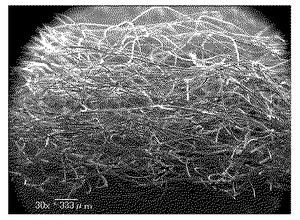
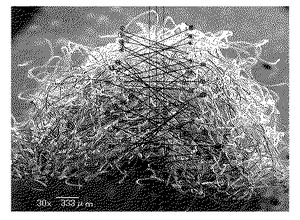
図13は、実施例1の不織布の機械方向に平行な断面の一例を図11の倍率と同じ倍率で観察したときの写真である。多くの繊維が緩やかな起伏を画きながら機械方向へ延びている。
【0088】
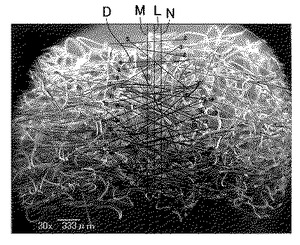
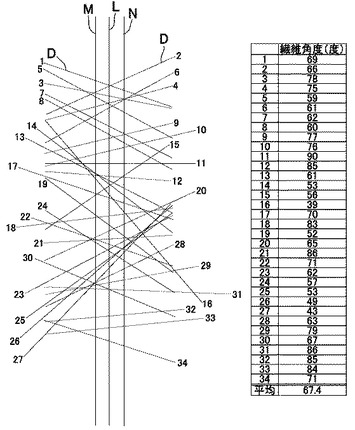
図14,15は、実施例3の不織布についての「平均繊維角度θ」の測定方法と測定結果とを例示するもので、図14は、水平面上に置いた後記実施例3の不織布の交差方向CDに平行な断面に現れた隆起部の一つを30倍に拡大したときの写真である。図14には、隆起部の頂部を通る一本の垂線Lと垂線Lに平行な二本の補助線M,Nとが記入されている。また、図14には、一本の繊維が二本の補助線と交差する位置を結ぶ繊維角度測定線Dが記入されている。図15は、図14における垂線Lと補助線M,Nと繊維角度測定線Dとを示すとともに、測定対象の繊維No.1〜34についての繊維角度を一覧表にして示している。「平均繊維角度θ」は、67.4度である。なお、実施例3の不織布において谷部近傍で測定した平均繊維角度θの一例は59度であった。
【0089】
図16は、実施例3の不織布についての隆起部の頂部における機械方向に平行な断面の一例を図14の倍率と同じ倍率で観察したときの写真である。多くの繊維が緩やかな起伏を画きながら機械方向へ延びている。
【0090】
(実施例4〜6)
表1,2に示す実施例4〜6の不織布は、必須複合繊維2が100%を占めているものであるが、必須複合繊維2には必須複合繊維Iと必須複合繊維IIとの2種類のものを70:30〜30:70の重量割合で混合して使用した。必須複合繊維Iは、38mmまたは51mmの繊維長を有するものであるが、トウとして15/25mmの機械的捲縮が付与してある。必須複合繊維IIは、51mmの繊維長を有するものであるが、トウとして18/25mmの機械的捲縮が付与してある。必須複合繊維Iと必須複合繊維IIとは、それらがトウであるときに親水化処理用の界面活性剤を0.4重量%の割合で塗布し、さらに機械的な捲縮を付与してから120℃で7分間熱処理した。
【0091】
(実施例7)
表1,2における実施例7の不織布は、実施例1で使用した必須複合繊維2である必須複合繊維Iと、図2の製造工程で示した混合用繊維112とを50:50の重量割合で混合したウエブを使用して製造した。混合用繊維112として使用したものは、親水化処理用の界面活性剤を0.4重量%塗布してあって15/25mmの割合で機械的な捲縮を付与したトウを90℃で7分間熱処理した後に38mmにカットして得られる芯鞘型の複合繊維である。
【0092】
(実施例8〜10)
必須複合繊維2として実施例1で使用した必須複合繊維Iを使用し、混合用繊維112として親水化処理用の界面活性剤を0.4重量%塗布してあって15/25mmの機械的な捲縮を付与してある潜在捲縮性の芯鞘型複合繊維を使用した。必須複合繊維Iと混合用繊維112とは、80:20〜50:50の重量割合で混合した。混合用繊維112が加熱されたときに示す捲縮の程度は、ウエブ収縮率によって評価した。
【0093】
(実施例11,12)
図4に例示の形状の不織布を図7に例示の工程を使用して製造し、得られた不織布の透液時間を測定した。実施例11では、図7の第1カード機301aから表1に示す必須複合繊維Iと混合用繊維とが80:20の割合で混合されている坪量10g/m2の第1ウエブ302aを得て、これを表1における下層とした。第2カード機301bからは表1に示す必須複合繊維Iと混合用繊維とが80:20の割合で混合されている坪量10g/m2の第2ウエブ302bを得て、これを表1における中間層として第1ウエブ302aの上に重ねた。第3カード機301cからは、第2ウエブ302bと同一組成を有する坪量10g/m2の第3ウエブ302cを得て、これを表1における上層として第2ウエブ302bの上に重ねた。これら重ね合わせた第1,第2,第3ウエブ301a,302b,302cをウエブ積層体302dとして、第1ウエブ302aが成形手段210のサクションドラム211に接触するようにして機械方向MDへ走行させた。成形手段210以降の工程の運転条件は実施例3の場合と同じにした。
実施例12の不織布は、実施例11の不織布と同一の条件で形成されたものではあるが、第1ウエブ301aのみが実施例13のそれとは異なっていて、15g/m2の坪量を有していた。
【0094】
(比較例1,2)
比較例1,2の不織布は、実施例1の不織布とトウの熱処理条件のみが異なっているもので、比較例1では機械的な捲縮を付与したトウを90℃で7分間熱処理し、比較例2ではトウを100℃で7分間熱処理した。比較例1,2におけるそれ以外の不織布製造条件は、実施例1と同じである。
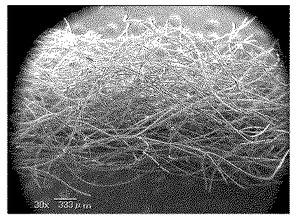
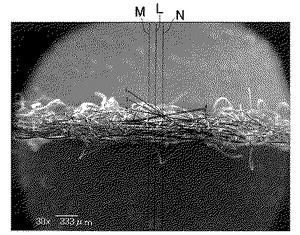
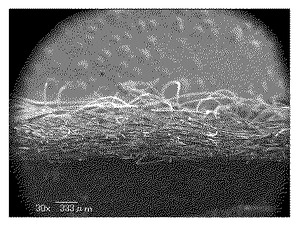
図17,18は、比較例1の不織布についての「平均繊維角度θ」の測定結果を例示する図11,12と同様な図である。図17は、不織布の交差方向CDに平行な断面を30倍に拡大したときの写真である。図17には、その断面においての典型的な形状を示し、不織布の表面から異様に突出した繊維を含むことのない部位に一本の垂線Lと垂線Lに平行な二本の補助線M,Nとが記入されている。また、図17には、断面に現れて測定対象となる繊維それぞれについての繊維角度測定線Dも示されている。図18は、これら垂線Lと補助線M,Nと繊維角度測定線Dとを示すとともに、測定対象繊維No.1〜15についての交角αとβとのうちで値の小さい方の角度を繊維角度として一覧表に示している。比較例1の不織布の「平均繊維角度θ」は78.4度である。
図19は、比較例の不織布の機械方向に平行な断面を図17の倍率と同じ倍率で観測したときの写真である。繊維は、平坦な状態で機械方向へ延びていて、不織布の厚さ方向において密集している。
【0095】
比較例3,4では、不織布における必須複合繊維の含有量が20重量%または10重量%であって、平均繊維角度θが75度以上であり、1回目の透液時間が15秒よりも長く、2回目の透液時間が20秒よりも長かった。
【0096】
表1,2から明らかなように、機械的捲縮を付与した後のトウの熱処理温度、即ち表1における捲縮後熱処理温度を必須複合繊維の鞘成分を形成している低融点樹脂が溶融する温度の近傍、好ましくは融点から融点よりも20℃低い温度までの間に設定することによって、トウにおける残存変形率が非常に小さくなり、トウは圧縮されても弾性的に速やかに回復するものになる。このトウから得られるウエブも不織布も同様の傾向にあることが、ウエブの嵩維持率と不織布の比容積とに現れている。表2におけるトウの融解熱ΔHの値から明らかなように、トウは、それを高い温度で熱処理すると融解熱ΔHが上昇する。この融解熱ΔHは、実施例1,2と比較例1,2とで使用した複合繊維における低融点樹脂、即ちポリエチレンの融解熱量ΔHを示しているもので、融解熱量ΔHの上昇は、実施例における低融点樹脂が比較例における低融点樹脂よりも熱的に安定した状態にあって、トウとそのトウから得られるステープルとが加熱されても捲縮状態は変化し難いことを意味していると考えられる。実施例の不織布はまた、平均繊維角度θが比較例の不織布よりも小さくて約75度以下の範囲にあることが特徴である。このことは、水平面に置いた不織布の交差方向CDに平行な断面において、必須複合繊維2や混合用繊維112が、水平方向へ横になって延びるのではなくて、垂直方向へ縦になって延びる傾向にあることを意味している。かような平均繊維角度θの影響は、実施例の不織布における透液時間が1回目では15秒以下であり、2回目では20秒以下であるという結果になって現れている。比較例の不織布は、平均繊維角度θが75度よりも大きくて、透液時間が1回目で15秒よりも長く、2回目では20秒よりも長いものが多くなっている。不織布が繰り返し排泄される体液に対して優れたスポット吸収性能を有するものになるという効果となって現れている。
【0097】
実施例7によれば、混合用繊維112として、比較例1で使用した機械捲縮処理を施した複合繊維を使用することができる。
【0098】
実施例8〜12によれば、混合用繊維112として、潜在捲縮性を有する複合繊維を使用することができる。
【0099】
実施例11,12によれば、複数のカード機から得られる複数枚のウエブを重ね合わせたウエブ積層体を使用してこの発明に係る不織布を得ることができる。
【0100】
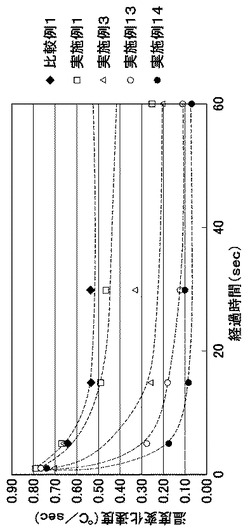
図20は、図10の生理用ナプキン250の透液性表面シート251に使用した実施例3,13,14の不織布と比較例1の不織布との性能比較試験の結果を示す図である。この試験では、実施例または比較例の不織布で作られた試験用の不織布を使用している生理用ナプキン250を20℃、相対湿度60%の試験室に置いて、不織布の上に20℃の人工経血(実施例における「12.透液時間」の項参照)を6ml滴下し、その滴下した部位に測定器フィンガーロボットサーモラボ(京都市南区 カトーテック(株)製造)のセンサーを当てて、そのセンサーが示す温度変化速度(℃/sec)を下記の手順によって記録する。
【0101】
手順1:市販の生理用ナプキン(ユニ・チャーム(株)製、商品名:ソフィふわぴたスリム25mm)の表面シートを取り除き、その表面シートの代わりに試験用不織布を取り付けて、試験用の生理用ナプキンを作る。その生理用ナプキンは、少なくとも24時間試験室に放置する。
手順2:センサーを37℃にセットする。
手順3:生理用ナプキンにおける試験用不織布の上に40×10mmの矩形の透孔を有する厚さ13mmのアクリル板を置く。
手順4:20℃の人工経血6mlをアクリル板の透孔内に滴下する。
手順5:人工経血が試験用不織布の表面から消失したならば、試験用不織布における人工経血を滴下した部位にセンサーを押し当てて、センサーが示す温度変化速度を記録する。センサーは、試験用不織布に対する面圧が20〜30gf/cm2となるように調整する。
手順6:測定開始後1,5,15,30,60秒における温度変化速度をグラフ用紙にプロットする。
【0102】
図20において、温度変化速度は時間の経過とともに遅くなる傾向にあるが、実施例の不織布は比較例の不織布と対比すると、測定開始後すみやかに温度変化速度が低下する傾向にある。その傾向は、図4に例示の隆起部202と谷部203とが形成してある実施例3,11,12の不織布において顕著である。
【0103】
なお、この発明の発明者が知見したところによれば、フィンガーロボットサーモラボでの測定対象物に指先が触れたときの冷たさについての感覚とセンサーが示す温度変化速度との間には、次の関係がある。即ち、
温度変化速度 0〜0.30℃/sec:ほとんど冷たいとは感じない
0.30〜0.50℃/sec:やや冷たいと感じる
0.50℃/sec:冷たいと感じる
【0104】
この知見に基づくならば、実施例の不織布、特に実施例3,11,12の不織布を使用した生理用ナプキンでは、測定開始後30秒以内で温度変化速度が0.30℃/sec以下になるから、生理用ナプキンの着用者が排泄された経血によって冷たいという違和感を覚えるのは、極く短時間である。一般に、経血が排泄されると、着用者は例えば冷たいという違和感を覚えると同時に、経血の漏れや経血による肌の汚れを極力少なくしようとして、身体の動きを一時的に止めたり、身体の動きを緩慢にしたりすることがある。しかし、実施例3,11,12の不織布を使用した生理用ナプキンであれば、経血が速やかに吸収されて、違和感が短時間のうちに消失するから、着用者には身体の動きを止めるというようなことが不要になる。
【0105】
なお、フィンガーロボットサーモラボのセンサーを20℃の人工経血に接触させたときの温度変化は0.80℃/secであり、人工経血を滴下する前の試験用不織布にセンサーを接触させたときの温度変化は0.04℃/secであった。
【0106】
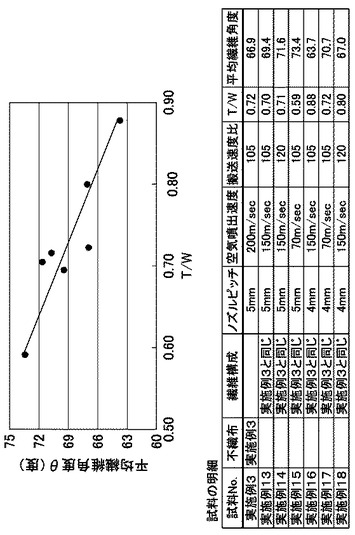
図21は、実施例3の不織布における隆起部のT/Wの値(図9参照)と平均繊維角度θとの関係を示している。また、実施例3の不織布と同じ繊維構成を有しているが、実施例3に対してノズル集合体212,213,214それぞれにおける単体ノズル215のピッチとエア噴出速度、および溶着工程(工程X)と巻取り工程(工程XI)との搬送速度の比を変化させて得られた実施例13〜18の不織布における隆起部のT/Wの値と平均繊維角度θとの関係も示している。
【0107】
T/Wの値の測定手順は、以下のとおりである。
(1)測定用の不織布である試料を70℃で30分間加熱して、試料の取り扱い過程で生じたしわや折り癖を消して、試料をできるだけ平坦なものにする。
(2)コクヨ社製カッターナイフ替刃HA−100を使用して、試料を交差方向CDにおいてカットして、試料に観察面を形成する。
(3)試料を水平な板面上に置き、観察面をキーエンス社製デジタルマイクロスコープVHX−900で観察し、観察面の25倍の拡大写真を撮る。
(4)拡大写真において、水平な板面に一致する水平線と、試料の隆起部における頂点を通る垂線とを引いて、基準線から頂点までの距離を求めて隆起部の高さTとする(図9参照)。次に、高さTの1/2の点において基準線に平行する水平線を引いてその水平線上における隆起部の幅を求めてWとし、T/Wの値を求める。
(5)頂点を通る垂線を引くときには、平均的な形状の隆起部における頂点を選ぶ。また、頂点は、繊維が異常に突出しているようなものを選ぶことがないようにする。
【0108】
図21から明らかなように、平均繊維角度θが75度以下となるような図4の不織布を得ようとするときには、隆起部におけるT/Wの値を0.55〜1.00の範囲におさめることが好ましい。
【産業上の利用可能性】
【0109】
この発明によれば、体液等の透過性に優れた不織布の製造が可能になる。
【図面の簡単な説明】
【0110】
【図1】不織布の斜視図。
【図2】製造工程の一例を示す図。
【図3】図2とは異なる一例を示す製造工程の部分図。
【図4】図1とは異なる形態の不織布の斜視図。
【図5】図2,3とは異なる形態の製造工程の一例を示す図。
【図6】サクションドラムで使用される部品の部分図。
【図7】図2,3,5とは異なる形態の製造工程の部分図。
【図8】単体ノズルの配置例を示す図。
【図9】隆起部の高さと幅とを示す不織布の断面図。
【図10】不織布の使用例を示す生理用ナプキンの部分破断斜視図。
【図11】実施例の不織布の平均繊維角度の測定方法を示す図。
【図12】図11の不織布の平均繊維角度の測定方法を示す図。
【図13】図11の不織布の機械方向に平行な断面の一例を示す図。
【図14】図11とは異なる実施例の不織布についての平均繊維角度の測定方法を示す図。
【図15】図14の不織布の平均繊維角度の測定方法を示す図。
【図16】図14の不織布の機械方向に平行な断面の一例を示す図。
【図17】比較例の不織布の平均繊維角度の測定方法を示す図。
【図18】図17の不織布の平均繊維角度の測定方法を示す図。
【図19】図17の不織布の機械方向に平行な断面の一例を示す図。
【図20】温度変化速度の測定結果を示す図。
【図21】T/Wと平均繊維角度との関係を示す図。
【符号の説明】
【0111】
1 不織布
2 必須複合繊維
104,105,106,107 工程f
112 混合用繊維
201 不織布
202 隆起部
203 谷部
210 予備的加熱工程(成形手段)
211 支持部材(サクションドラム)
MD 機械方向
CD 交差方向
TD 厚さ方向
【技術分野】
【0001】
この発明は、透液性不織布に関し、より詳しくは、使い捨ておむつや生理用ナプキン等の液吸収性物品の透液性表面シートとして使用するのに好適な前記不織布およびその製造方法に関する。
【背景技術】
【0002】
従来、液吸収性の芯材、例えば使い捨ておむつ等の体液吸収性の芯材を被覆する透液性の表面シートには、体液の拡散を抑えて体液をスポット状に捉え、これを速やかに芯材に向かって透過させることが求められている。例えば、特開平10−5275号公報(特許文献1)に開示された透水性能の優れた衛生材料に係る発明は、この種の表面シートを提供するものである。この発明による表面シートは、例えばポリプロピレンのスパンボンド不織布や捲縮したポリプロピレンのスパンボンド不織布にポリエーテル化合物とポリエーテル変成シリコーンの混合物とからなる親水性改良剤の水溶液を噴霧することによって得ることができるもので、0.25秒以下の初期スポット透水速さを有する。
【特許文献1】特開平10−5275号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特開平10−5275号公報に開示の表面シートの典型的な例は、ポリプロピレンのスパンボンド不織布に親水性改良剤を塗布するものであって、繊維の多くは、不織布の表面と裏面との間の上下方向において互いに重なり合い、これらの面と平行となるように平面的に広がっているから、排泄された体液が少ないときにはその体液をスポット状に捉えることが可能であっても、体液が多いときにはその体液が平面的に広がってしまい、体液をスポット状に捉えることが難しくなることを避け難い。また、この種の表面シートでは、体液の粘度が高くなるにつれて体液が表面シートを透過するのに要する時間が著しく長くなる傾向にある。
【0004】
そこで、この発明は、従来技術のこのような問題を解消することが可能な不織布とその製造方法との提供を課題にしている。
【課題を解決するための手段】
【0005】
前記課題を解決するためのこの発明は、透液性の不織布に係る第1発明と、その不織布の製造方法に係る第2発明とを含んでいる。
【0006】
前記第1発明が対象とするのは、互いに直交する機械方向と交差方向と厚さ方向とを有し、互いに同心の関係にある芯成分と鞘成分とを含んでいて前記鞘成分を形成する熱可塑性合成樹脂が前記芯成分を形成する熱可塑性合成樹脂よりも融点の低い低融点樹脂である芯鞘型の複合繊維を必須複合繊維として100〜30重量%含み、前記必須複合繊維に対して混合される熱可塑性合成繊維を混合用繊維として0〜70重量%含む坪量が10〜200g/m2の透液性の不織布である。
【0007】
かかる不織布において、前記第1発明が特徴とするところは、次のとおりである。前記必須複合繊維が、1〜17dtexの繊度と10〜150mmの繊維長とを有し、前記不織布の前記機械方向に平行な断面では前記厚さ方向における屈曲を繰り返しながら前記機械方向へ延びていて、前記不織布の前記交差方向に平行な断面では前記厚さ方向へ延びている。互いに交差する前記必須複合繊維どうしおよび前記必須複合繊維と前記混合用繊維とは、前記低融点樹脂が溶融することによって互いに交差する部位において溶着している。前記不織布を水平面に置いたときの前記交差方向に平行な断面に現れる前記必須複合繊維のそれぞれと前記混合用繊維のそれぞれとは、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下である。
【0008】
第1発明の好ましい実施形態の一つにおいて、前記必須複合繊維の複数条の間には、前記混合用繊維としてスパイラル状に捲縮した熱可塑性合成繊維が介在し、前記スパイラル状に捲縮した熱可塑性合成繊維の含有量が最大で50重量%である。
【0009】
第1発明の好ましい実施形態の他の一つにおいて、親水性の混合用天然繊維および親水性の混合用半合成繊維の少なくとも一方が前記不織布の重量に対して最大で10重量%含まれている。
【0010】
第1発明の好ましい実施形態の他の一つにおいて、前記必須複合繊維および前記熱可塑性合成繊維のいずれかが表面を親水化処理されている。
【0011】
第1発明の好ましい実施形態の他の一つにおいて、20gf/cm2荷重下の比容積が少なくとも30ml/gである。
【0012】
第1発明の好ましい実施形態の他の一つにおいて、前記不織布が前記厚さ方向において向かい合う上面と下面とを有し、前記上面には前記機械方向へ平行して延びる複数条の隆起部と、隣り合う前記隆起部どうしの間において前記機械方向へ延びる複数条の谷部とが形成されている。
【0013】
第1発明の好ましい実施形態の他の一つにおいて、前記不織布の前記下面を水平面に置いたときの前記水平面に対する垂線のうちで前記隆起部の頂部を通る垂線と前記必須複合繊維および前記混合用繊維とが作る前記平均繊維角度が75度以下である。
【0014】
第1発明の好ましい実施形態の他の一つにおいて、生理用ナプキンの表面シートとして使用されている。
【0015】
次に、前記第2発明が対象とするのは、互いに同心の関係にある芯成分と鞘成分とからなっていて前記鞘成分を形成する熱可塑性合成樹脂が前記芯成分を形成する熱可塑性合成樹脂よりも融点の低い低融点樹脂である芯鞘型の複合繊維であって、繊維長10〜150mmのものを必須複合繊維として100〜30重量%を含み、互いに直交する機械方向と交差方向とを有し、坪量が10〜200g/m2である透液性の不織布の製造方法であり、かかる第2発明が特徴とするところは、前記製造方法に下記工程が含まれることにある。
【0016】
a.前記芯鞘型の複合繊維を紡糸し、しかる後に複数条の前記芯鞘型の複合繊維で形成されたトウを得て、前記トウを延伸する工程;
b.延伸した前記トウにその長さ方向において屈曲を繰り返す機械的な捲縮を付与する工程;
c.捲縮を付与した前記トウにアニーリング処理を施す工程;
d.前記アニーリング処理を施した前記トウを10〜150mmの長さにカットして前記トウからステープル状の前記必須複合繊維の集合体を得る工程;
e.前記必須複合繊維の集合体をカード機に通して開繊し、所要坪量の前記必須複合繊維からなるウエブを得る工程;
f.前記ウエブを加熱して前記必須複合繊維における前記低融点樹脂を溶融することによって、前記ウエブにおける前記必須複合繊維どうしを互いに交差している部位において溶着させる工程;
g.前記工程fの後に前記ウエブを冷却する工程。
【0017】
第2発明の好ましい実施態様の一つにおいて、複数の前記カード機を前記機械方向に並べ、前記カード機それぞれから得られる個別の前記ウエブを重ね合わせてウエブ積層体を作り、前記ウエブ積層体を前記ウエブとして前記工程f以降の工程で処理する。
【0018】
第2発明の好ましい実施形態の他の一つにおいて、前記工程eと前記工程fとの間には、前記必須複合繊維どうしを予備的に溶着させてから前記ウエブを前記工程fへ搬送するための前記ウエブに対する予備的加熱工程が含まれる。
【0019】
第2発明の好ましい実施形態の他の一つにおいて、前記工程fは、加圧空気および機械的手段のいずれかによって前記ウエブを前記厚さ方向において圧縮して前記ウエブの密度を高くする工程と、密度を高くした前記ウエブにおける前記必須複合繊維どうしを互いに交差している部位において溶着させる工程とを含んでいる。
【0020】
第2発明の好ましい実施形態の他の一つにおいて、前記予備的加熱工程は、前記ウエブを前記機械方向へ搬送するための支持体に載せてある前記ウエブに対して、前記交差方向に並ぶ複数の単体ノズルから加熱加圧空気を噴出し、前記ウエブに前記機械方向へ平行して延びる複数条の隆起部と、隣り合う前記隆起部と隆起部との間において前記機械方向へ延びる複数条の谷部とを形成する作業を含んでいる
【0021】
第2発明の好ましい実施形態の一つにおいて、前記工程eには、前記必須複合繊維に対する混合用繊維として、前記不織布の重量の0〜50重量%を占めるように潜在捲縮性の熱可塑性合成繊維を混合する作業が含まれる。
【0022】
第2発明の好ましい実施形態の他の一つにおいて、前記交差方向に平行な断面において、前記隆起部の頂部を含む部位での前記不織布の厚さTと、前記厚さTの1/2の厚さにおける前記隆起部の幅Wとの比が0.55〜1.00の範囲にある。
【0023】
第2発明の好ましい実施形態の他の一つにおいて、前記工程bは、前記トウをボックス型クリンパに進入させ、前記必須複合繊維に捲縮数が10〜35/25mmのジグザグ状の機械的な捲縮を付与する工程である。
【0024】
第2発明の好ましい実施形態の他の一つにおいて、前記工程cにおけるアニーリング処理が前記鞘成分を形成する前記低融点樹脂の溶融温度から前記溶融温度よりも20℃低い温度までの間で行われる。
【0025】
第2発明の好ましい実施形態の他の一つにおいて、前記交差方向に平行な断面における前記必須複合繊維は、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下となるものである。
【0026】
第2発明の好ましい実施形態の他の一つにおいて、水平面に置いた前記不織布の前記交差方向に平行な断面における前記必須複合繊維および前記混合用繊維としての前記熱可塑性合成繊維は、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下となるものである。
【0027】
第2発明の好ましい実施形態の他の一つにおいて、前記工程eには、前記不織布の重量に対して0〜10重量%となる親水性の天然繊維および親水性の半合成繊維の少なくとも一方を混合する作業が含まれる。
【発明の効果】
【0028】
この発明のうちの第1発明に係る不織布は、芯鞘型の必須複合繊維を含み、その必須複合繊維は、鞘成分を形成している低融点樹脂を溶融させて互いに接合することによって、高い強度を有するものになる。その必須複合繊維はまた、不織布の交差方向に平行な断面において測定される平均繊維角度が75度以下であって、主として厚さ方向へ延びているから、不織布の表面上の体液をその必須複合繊維に沿って厚さ方向の上方から下方へと速やかに移動させて体液のスポット状の透過を可能にする。
【0029】
この発明のうちの第2発明に係る不織布の製造方法によれば、トウに機械的な捲縮を付与した後に得られる必須複合繊維は、長さ方向において屈曲を繰り返すものになる。その必須複合繊維をカード機で処理して得られるウエブは、必須複合繊維が機械方向へ延びるとともに、ウエブの厚さ方向において屈曲を繰り返すものになる。そのウエブから得られる不織布は、必須複合繊維の鞘成分を溶融して必須複合繊維どうしを接合させることによって、引っ張り強度を向上させることができる。必須複合繊維は、鞘成分を溶融させても芯成分を溶融させることがなければ、鞘成分を溶融する過程においてウエブの嵩は変化することが少なく、その必須複合繊維で形成された不織布は嵩の高いものになる。
【発明を実施するための最良の形態】
【0030】
添付の図面を参照して、この発明に係る不織布とその製造方法との詳細を説明すると、以下のとおりである。
【0031】
図1は、不織布1の斜視図と、不織布1の製造工程図である。不織布1は、図2の工程の進行方向に平行な機械方向MDと、機械方向MDに直交して工程の幅方向へ延びる交差方向CDと、これら両方向MD,CDに直交する厚さ方向TDとを有し、厚さ方向TDにおける上面と下面とがAとBとで示されている。不織布1は、芯鞘型の必須複合繊維2を100〜30重量%含み、10〜200g/m2の坪量と、0.3〜15mmの厚さとを有し、透液性に優れている。その透液性は、不織布1の交差方向CDに平行な断面において、必須複合繊維2が上面Aや下面Bと平行に延びるのではなくて、厚さ方向TDに向かって延びる傾向が強いことによって得られる。この発明において、透液性は後記する透液時間として評価され、必須複合繊維2が厚さ方向TDに向かって延びる傾向は平均繊維角度θとして評価される。
【0032】
必須複合繊維2は、1〜17dtexの繊度と、10〜150mmの繊維長とを有する。必須複合繊維2はまた、芯成分と鞘成分とを有し、鞘成分を形成する熱可塑性合成樹脂には、その融点が芯成分を形成する熱可塑性合成樹脂の融点よりも低いものが選ばれていて、互いに交差する必須複合繊維2は、それらの鞘成分を形成する熱可塑性合成樹脂が溶融することによって接合している。必須複合繊維2は、好ましくは芯成分と鞘成分との中心位置が一致しているものであって、加熱されても加熱に起因するスパイラル状の捲縮を発現することのないものである。しかし、芯成分と鞘成分との中心位置がほぼ一致しているという程度であって、加熱されたときに程度の低い潜在捲縮性を示す場合の複合繊維をこの発明の必須複合繊維2として使用することもできる。複合繊維が程度の低い潜在捲縮性を有しているとは、鞘成分がポリエチレンである複合繊維で形成されていて200g/m2の坪量を有する250×250mmの大きさのウエブ切片を145℃で5分間加熱したときのそのウエブ切片における機械方向MDの収縮率が5%以下であることを意味している。この発明では、ウエブ切片においてこのような挙動を示す複合繊維を総称して、芯成分と鞘成分とがほぼ同心を成しているものという。また、この発明において捲縮数というときには、JIS L 1015のセクション8.12に規定される方法に基づいて測定される値を意味している。
【0033】
かような不織布1は、使い捨ておむつや生理用ナプキン、パンティライナー、タンポン等の体液吸収性物品における透液性シートとして使用したり、ペットの排泄物処理用シートにおける透液性シートとして使用したりするのに好適である。不織布1はまた、人体や機器を清浄するためのワイプスとして使用することもできる。ただし、不織布1を体液吸収性物品の吸液性芯材を被覆する透液性シートとして使用するときには、必須複合繊維2として2.6〜4.4dtexの繊度と、38〜51mmの繊維長とを有するものを使用して、不織布1の肌触りを柔軟なものにすることが好ましい。また、そのときの必須複合繊維2は、不織布1の透液性を向上させるために、界面活性剤を塗布したり、プラズマ加工を施したりすることによって、繊維表面を親水性にすることが好ましい。なお、不織布1は、コットン等の親水性の天然繊維やレーヨン繊維等の親水性の半合成繊維を混合用繊維として10重量%を限度に必須複合繊維2と混合して使用することによって、吸水性を持たせることもできる。必須複合繊維2の芯成分と鞘成分とを形成する熱可塑性合成樹脂は、ポリエチレンやポリプロピレン等のオレフィン系樹脂、ナイロン等のポリアミド系樹脂、ポリエステル系樹脂、ポリアクリロニトリル系樹脂等から選ぶことができるが、必須複合繊維2どうしを比較的低い温度でしかも強固に接合するうえにおいて、鞘成分にはポリエチレンを使用することが好ましい。溶融したポリエチレンを介して必須複合繊維2どうしが接合している不織布1は、鞘成分が溶融状態にあっても芯成分は溶融することがないように、芯成分にはポリエチレンとの溶融温度差が大きいポリプロピレンやポリエステルを使用することが好ましい。芯成分および/または鞘成分に使用する熱可塑性合成樹脂には、充填剤として酸化チタン等の無機物粒子を含むものを使用することができる。充填剤の粒径は0.05〜0.5μmであることが好ましく、必須複合繊維2はその充填剤によって表面光沢や透明性を調整することができる。充填剤を含む必須複合繊維2で形成されている不織布1は、吸液性芯材を被覆する透液性シートとして使用したときに、体液による芯材の汚れを隠蔽することができる。
【0034】
図2は、必須複合繊維2を使用して不織布1を得るための製造工程を示すものであるが、図2には、その必須複合繊維2を得る工程も含まれている。図2の工程Iでは、必須複合繊維2の芯成分を形成する高融点樹脂と鞘成分を形成する低融点樹脂とを溶融押出して、必須複合繊維2を得るためのフィラメント状の複合繊維2aを紡糸する。このときの高融点樹脂および/または低融点樹脂は、複合繊維2aの紡糸やその後の工程IIIにおける複合繊維2aの延伸処理の妨げにならない程度において酸化チタン等の無機物充填剤を含むことができる。
【0035】
工程IIでは、その複合繊維2aを引き揃えてトウ2bを得る。
【0036】
工程IIIでは、複合繊維2aの繊度や強度を調整するために、トウ2bを所要温度に加熱して、一次延伸および二次延伸の処理を施す。
【0037】
工程IVでは、油剤を塗布したトウ2bをボックス型クリンパに供給して、トウ2bに機械的な捲縮を付与する。
【0038】
工程Vでは、トウ2bにアニーリング処理を施す。すなわち、トウ2bを弛緩状態で加熱して捲縮を固定するとともに、熱収縮させてトウの形状を安定した状態にする。
【0039】
工程VIでは、トウ2bを所要の長さにカットして、ステープル状の必須複合繊維2の集合体を得る。
【0040】
工程VIIでは、必須複合繊維2の集合体を開繊するためにカード機101に通し、必須複合繊維2からなるウエブ102を得る。
【0041】
工程VIIIでは、ウエブ102を、これを機械方向MDへ搬送するための支持体である無端ベルト103に載せる。
【0042】
工程IXでは、前処理室104においてウエブ102に圧縮用の加圧エアを上方から吹き付けて、ウエブ102を形成している必須複合繊維2を厚さ方向TDの上方から下方へと移動させてウエブ102を高密度のものにする。加圧エアは、その温度が鞘成分を溶融させることのないものである。前処理室104ではまた、ウエブ102の下方から加圧エアに対するサクションを作用させる。
【0043】
工程Xでは、前処理室104に続く処理室105,106,107において、ウエブ102に加熱エアを上方から吹き付けて、必須複合繊維2の鞘成分を形成している低融点樹脂を溶融し、その溶融した樹脂を使用して必須複合繊維2どうしを互いに交差する部位において溶着する。各処理室105,106,107では、加熱エアに対するサクションをウエブ102の下方から作用させる。処理室105,106,107の加熱エアの温度と風量とは調節することができるが、加熱エアは低融点樹脂の溶融温度以上の温度に加熱されて使用される。
【0044】
工程XIでは、処理室107を出たウエブ102を冷却して不織布1とし、これを巻き取る。
【0045】
図2において、工程IIIでのトウ2bの延伸は、一次延伸だけにして、二次延伸を省くことができる。不織布1が必須複合繊維2の他に、これと混合される熱可塑性合成繊維や親水性繊維等の混合用繊維112を含むものであるときには、必須複合繊維2の集合体を開繊する工程VIIにおいてその混合用繊維112を投入して混合用繊維112もカード機101を通過させる。混合用繊維112は、カード機101の通過と必須複合繊維2との混合とが容易となるように、機械的な捲縮を付与されていることが好ましい。工程IXは、必要に応じて使用される工程であり、工程X以前においてウエブ102の密度を高める必要がないときには、省くことができる。また、工程IXでは、加圧エアに代えてエンボスロール等の機械的手段によってウエブ102を厚さ方向TDにおいて圧縮し、密度を高めることができる。エンボスロールには、加熱されたエンボスロールや超音波振動するエンボスロールを使用して、ウエブ102を部分的に圧縮するとともに圧縮した部分における必須複合繊維2を互いに溶着させることもできる。
【0046】
図2の製造工程の具体例として、芯成分がポリエステルであり鞘成分がポリエチレンである必須複合繊維2を使用して不織布1を得る場合を示せば次のとおりである。
【0047】
工程Iでは、高融点樹脂にポリエステルを使用し、低融点樹脂にポリエチレンを使用して、芯成分と鞘成分とがほぼ同心を成している芯鞘型のフィラメントである複合繊維2aを紡糸する。ポリエチレンには、高密度ポリエチレンや低密度ポリエチレン、直鎖状低密度ポリエチレン、これらポリエチレンの混合物を使用することができるが、好ましくは密度が0.95〜0.97g/cm3であって、JIS K 7210に規定のメルトフローレートが10〜30g/10分である高密度ポリエチレンを使用する。
【0048】
工程IIでは、複合繊維2aを引き揃えてトウ2bを得る。
【0049】
工程IIIでは、トウ2bを70〜110℃で130〜400%延伸して、トウ2bを形成している複合繊維2aを繊度が1〜17dtex、より好ましくは2〜10dtexのフィラメントにする。
【0050】
工程IVでは、延伸後のトウ2bをオーバーフィードとなるようにしながらボックス型クリンパに供給して複合繊維2aに10〜35/25mm、より好ましくは13〜20/25mmの割合でジグザグ状の屈曲を反復する機械的捲縮を付与する。
【0051】
工程Vでは、捲縮したトウ2bをアニーリング処理するために120℃で5〜8分間加熱する。
工程VIでは、アニーリング処理後のトウ2bをカットして、実寸が10〜150mm、より好ましくは25〜65mmのステープルである必須複合繊維2の集合体を得る。
【0052】
工程VIIでは、必須複合繊維2の集合体を開繊してウエブ102を得るが、必須複合繊維2に対して、混合用繊維112を混合してウエブ102を作ることもできる。混合用繊維112としては、繊維長が10〜55mmであって潜在捲縮性を有する複合繊維等の熱可塑性合成繊維やコットンやレーヨン等の親水性の天然繊維や半合成繊維を使用することができる。不織布1において、混合用繊維112として使用する熱可塑性合成繊維の量は50重量%以下であることが好ましく、混合用繊維112として使用する天然繊維や半合成繊維の量は10重量%以下であることが好ましい。混合用繊維112として使用する潜在捲縮性を有する複合繊維とは、工程Xにおける加熱で潜在的な捲縮が確実に発現するものをいう。
【0053】
工程IXでは、ウエブ102に対して、必須複合繊維2の鞘成分を溶融させることがないような温度の熱風、例えばポリエチレンが鞘成分であれば80〜125℃、より好ましくは90〜110℃の熱風を1.5〜3m/secの割合で吹き付けて、ウエブ102の厚さ方向TDにおける必須複合繊維2の機械的な捲縮状態を変化させることがないようにしながら必須複合繊維2を厚さ方向TDの上方から下方へ移動させる。
【0054】
工程Xでは、必須複合繊維2の鞘成分どうしを互いに交差する部位において溶着させることによって、必須複合繊維2を互いに交絡させる。例えばポリエチレンが鞘成分であれば、130〜150℃の熱風を0.5〜1.5m/secの割合で吹き付ける。ウエブ102が潜在捲縮性を有する複合繊維を混合用繊維112として含む場合には、工程Xにおいてその混合用繊維112が熱風の作用下に必須複合繊維2と溶着したり、機械的に交絡したりすると同時にスパイラル状に捲縮することによって、工程Xにおいての必須複合繊維2の動きを抑え、必須複合繊維2の機械方向MDや交差方向CDにおける配向状態の変化を防ぐことが可能になる。
【0055】
このような製造工程では、機械的な捲縮が付与してあるトウ2bを必須複合繊維2の鞘成分の融点かそれに近い温度にまで加熱してアニーリング処理するので、そのトウ2bから得られるステープル状態の必須複合繊維2における捲縮状態を熱的に安定したものにすることができる。その必須複合繊維2は、カード機101を通過して機械方向MDへ進むときに、機械方向MDと平行となるように延びる傾向が強くなるとともに、厚さ方向TDにおいてジグザグ状の屈曲を繰り返す傾向が強くなる。工程Xを通過して得られる不織布1では、処理室105,106,107の熱風の影響によって必須複合繊維2の機械的な捲縮が顕著なものではなくなる傾向にあるが、それでもなお必須複合繊維2の多くは、機械方向MDへ延びながら厚さ方向TDにおいて屈曲を繰り返す傾向を維持することが可能である。
【0056】
このように必須複合繊維2の捲縮状態が熱的に安定しているトウ2bは、厚さ方向TDに圧縮されたときの弾性的回復力の指標である「変形残存率」が小さくなる傾向にある。そのトウ2bから得られる不織布1は、それに荷重を加えるときの前後の容積比である「比容積」が大きくて、荷重を加えたときでも嵩高いものになる傾向にある。不織布1はまた、それを水平面に置いて交差方向CDに平行な断面を観察したときに、水平面に対する垂線と必須複合繊維2との交差角度である「繊維角度」が小さくなる傾向にある。この傾向は、交差方向CDに平行な断面に現れた必須複合繊維2が垂直に起立するように延びる傾向にあることを示している。不織布1ではさらに、それを生理用ナプキンの透液性表面シートとして使用したときに、所定量の人工経血の「透液時間」が短くなる傾向にある。これら「変形残存率」、「比容積」、「平均繊維角度」および「透液時間」の測定方法と測定結果とは後記の実施例において説明されている。
【0057】
図3は、この発明における不織布1の製造工程の一例を示す図2と同様な工程の部分図である。ただし、図3の工程では、図2のカード機101に代えて、第1,第2,第3カード機301a,301b,301cが使用されている。第1,第2,第3カード機301a,301b,301cそれぞれの上流側には、図2における工程I〜工程VIに相当する工程(図示せず)が設けられており、第1,第2,第3カード機301a,301b,301cのそれぞれに対して必須複合繊維2の集合体が供給される。第1,第2,第3カード機301a,301b,301cのそれぞれからは必須複合繊維2からなる第1ウエブ302a、第2ウエブ302b、第3ウエブ302cが得られる。これら第1,第2,第3ウエブ302a,302b,302cは機械方向MDへ走行する無端ベルト103上において重ね合わせられてウエブ積層体302dとなって、図2に示される工程VIII以降の工程へ進む。
【0058】
図3における工程は、カード機の処理能力が低く、一台のカード機では均一な組成で坪量の大きなウエブを作りにくい場合に利用することができる。例えば、第1,第2,第3カード機301a,301b,301cで坪量が10g/m2の第1,第2,第3ウエブ302a,302b,302cを作り、これらを重ね合わせて坪量が30g/m2のウエブ積層体302dと不織布1とを得ることができる。また、図3の工程において第1,第2,第3ウエブ302a,302b,302cの間で繊維の構成に違いを持たせることで、不織布1の厚さ方向において繊維の構成に変化を持たせることができる。なお、この発明では、図2と図3との例に限定されることなく、使用するカード機の台数を自由に選ぶことができる。
【0059】
図4,5,6は、この発明の実施形態の一例を示す不織布201の斜視図と、不織布201を得るための製造工程図と、その製造工程図において使用される部品の部分図である。
【0060】
図4の不織布201は、図14における必須複合繊維2と同一のものを使用して得られたものであるが、上面Aには互いに平行して機械方向MDへ延びる複数条の隆起部202と、隆起部202と同じように互いに平行して機械方向MDへ延びる複数条の谷部203とが形成されていて、交差方向CDにおいて隆起部202と谷部203とが波型の起伏を繰り返している。不織布201の下面Bは平坦であって、谷部203には、上面Aと下面Bとの間に延びる透孔204が形成されている。透孔204は、機械方向MDにおいて間欠的に並んでいる。
【0061】
図5の製造工程図は、図2のそれとほぼ同じものであるが、図2における工程VIIと工程IXとの間の工程VIIIに成形手段210が加えられている。成形手段210は、不織布201における隆起部202と谷部203と透孔204とを形成するためのもので、機械方向MDへ回転するサクションドラム211と、エア噴出用のノズル集合体212,213,214とを含んでいる。ノズル集合体212,213,214のそれぞれは、サクションドラム211の周面に向かってエアを噴出することができるもので、サクションドラム211の周方向において互いに所要寸法の間隔をあけて配置されていて、サクションドラム211の周面からは所要寸法だけ離間している。ノズル集合体212,213,214のそれぞれはまた、サクションドラム211の軸方向、すなわち交差方向CDへ延びるエア配管(図示せず)に複数の単体ノズル215(図8参照)が所要の間隔をあけて取り付けられているもので、その取り付け状態の好ましい一例では、ノズル集合体212,213,214それぞれにおける単体ノズル215が機械方向MDにおいて同一線上に位置するように調整されている。
【0062】
ノズル集合体212,213,214は、例えば、サクションドラム211の周方向へ30°ずつの間隔をあけて配置することができ、ノズル集合体212,213,214それぞれにおける単体ノズル215は、例えば交差方向CDにおけるピッチが5mmとなるようにエア配管に取り付けることができる。ノズル集合体212,213,214からは所要温度のエアを所要の風量で噴出することができる。複数の単体ノズル215から噴出するエアは、そのエア自体によって、または単体ノズル215どうしのエアが相互に干渉することによってウエブ102における必須複合繊維2の分布状態を乱すことがないように調整されている。そのためには、例えば坪量35g/m2のウエブ102が直径500mmのサクションドラム211の周面を0.5秒で通過するものであって、ノズル集合体212,213,214それぞれの単体ノズル215が交差方向CDに5mmのピッチで配置してあってサクションドラム211の周面からの離間寸法が5〜8mmに調整してある場合、ウエブ102はサクションドラム211のサクションによって厚さを2〜5mm程度に整えてから、単体ノズル215の下を通過させることが好ましい。そのときに使用する単体ノズル215の口径は0.5〜1.5mm程度であり、単体ノズル215からのエアの噴出速度は50〜700m/secであり、サクションドラム211の吸引力は2〜7m/secであることが好ましい。
【0063】
図5のサクションドラム211の周面には、図6に示す成形用プレート220が取り付けられている。プレート220は、開孔部221と非開孔部222とがサクションドラム211の周方向Eへ交互に形成されているもので、開孔部221には複数の透孔223が形成されていて、この透孔223がサクションドラム211のサクション機構(図示せず)につながっている。プレート220の一例において、開孔部221は、周方向Eの寸法が2〜3mmであって、サクションドラム211の軸方向、すなわち交差方向CDのほぼ全体に延びており、直径0.2〜1mmの複数の透孔223が開孔部221の面積に対して15〜30%の開口率となるように形成されている。非開孔部222は、周方向Eの寸法が1.5〜3mmであって、サクションドラム211の軸方向の全体に延びている。プレート220が取り付けられたサクションドラム211の周速は、ウエブ102の搬送速度に同じである。
【0064】
図5の製造工程では、図2の製造工程と同じ工程I〜VIIを経て一様な厚さを有するウエブ102が作られる。そのウエブ102は、工程VIIIにおいて、成形手段210を通過する。成形手段210において、ウエブ102は、サクションドラム211の周面に載せられてノズル集合体212,213,214の下を通過する。ノズル集合体212,213,214からはウエブ102に向かってエアを噴出する一方、サクションドラム211では、そのエアを吸引するためのサクションを作用させる。
【0065】
エアを噴出されたウエブ102では、ノズル集合体212,213,214それぞれにおける単体ノズル215の直下にある必須複合繊維2が交差方向CDへ平行移動して隣り合う単体ノズル215と単体ノズル215との間に集積し、図4の隆起部202を形成することとなる隆起部(図示せず)を形成する一方、単体ノズル215の直下には図3の谷部203を形成することとなる谷部(図示せず)を形成する。ただし、サクションドラム211の周面を形成している成形用プレート220の非開孔部222では、ウエブ102に向かって噴出されたエアがサクションドラム211の内側へ進まずに、成形用プレート220の表面に沿って交差方向CDへ流れる。そのエアによって、非開孔部222に載せられている必須複合繊維2のほとんどすべてが交差方向CDへ移動したときには、図4の透孔204に対応する透孔(図示せず)がウエブ102に形成される。また、プレート220の開孔部221に載せられている複合繊維102は、それに向かって噴出されたエアの多くがプレート220の透孔223を通ってサクションドラム211の内側へ進むと、複合繊維102のうちの一部のものが交差方向CDへ移動することなく単体ノズル215の直下に残り、図4において隣り合う隆起部202どうしをつないでいるブリッジ206に対応するブリッジ(図示せず)を形成する。
【0066】
図4において明らかなように、谷部203には、このようにして形成される透孔204とブリッジ206とが含まれている。ノズル集合体212,213,214から噴出するエアの温度は、必須複合繊維2がポリエステルを芯成分とし、ポリエチレンを鞘成分とするものである場合には、90〜250℃に設定することが好ましい。エアの温度が必須複合繊維2の鞘成分を溶融し得る程度であれば、成形手段210において図4の形状に対応する表面形状が作られたウエブ102では、単体ノズル215の直下に位置している必須複合繊維2の鞘成分どうしが溶着して、工程VIII以降においての表面形状の維持が容易になるのみならず、工程IXにおいてのウエブ102の隆起部での圧縮度合いが高くなる。この発明では、工程IXに先立つ工程VIIIにおいてウエブ102をこのように加熱することを予備的な加熱という。
【0067】
ノズル集合体212,213,214はまた、噴出するエアの温度をこれらの順に高くすることができる。この場合にあっては、ウエブ102の進入側にあるノズル集合体212,213からのエアによって、単体ノズル215直下の必須複合繊維2を交差方向CDへ移動させ、交差方向CDにおいて隣り合う単体ノズル215どうしの間に集積させる。ノズル集合体212,213からのそのエアは、ウエブ102を加熱するために、必須複合繊維2の鞘成分を溶融させることがない程度に温度と風量とを調整する。ポリエステルを芯成分としポリエチレンを鞘成分とする芯鞘型の必須複合繊維2に対しては、そのエアの温度を90〜200℃程度に設定することができる。ノズル集合体214からのエアでは、主として単体ノズル215の直下にある必須複合繊維2の鞘成分どうしを溶着させてウエブ102の形状を安定させる。そのときのエア温度は、ノズル集合体212,213のエア温度よりも高く、180〜250℃程度に設定することができる。
【0068】
ノズル集合体212,213,214については、それぞれの集合体における単体ノズル215の口径をこの順序で次第に大きくして、ウエブ102に対しての単体ノズル215からのエアの噴き付け幅を交差方向CDにおいて次第に大きくすることもできる。そのようにすることによって、図4の不織布201を得る際に、ウエブ102に作られる谷部の交差方向CDにおける幅を徐々に広げることができる。例えば、ノズル集合体212では口径が0.7mmの単体ノズル215を使用し、ノズル集合体213,214では口径が1.0mmの単体ノズル215を使用する。成形手段210を使用してウエブ102をこのように処理すると、工程IX,Xを通過するときのウエブ102における必須複合繊維2どうしの機械方向MD、交差方向CD、厚さ方向TDにおける分布状態を大きく乱すということがない。
【0069】
ノズル集合体212,213,214を使用して、ウエブ102に機械方向MDへ延びる隆起部と谷部とを形成する工程VIIIは、そのウエブ102が潜在捲縮性の繊維を混合用繊維112として含む場合においても適用することができる。図2や図5の工程VIIにおいて必須複合繊維2に混合用繊維112が混合されて得られるウエブ102では、混合用繊維112が均一に分布しておらず局部的に密集しているということが起こり得る。そのようなウエブ102が加熱されて潜在捲縮性の混合用繊維112がスパイラル状に捲縮したとすると、その捲縮によって見掛けの寸法が短くなる混合用繊維112が必須複合繊維2をウエブ102の内部において様々な方向へ引っ張るので、カード機101を通過した直後におけるウエブ102での必須複合繊維2の分布状態が著しく変化することになる。
【0070】
しかし、例えばノズル集合体212やノズル集合体213を使用してウエブ102に隆起部と谷部とを予め形成して必須複合繊維2と複合用繊維112とを隆起部に集めておき、その後にノズル集合体214を使用してそのウエブ102を予備的に加熱し、ウエブ102における繊維どうしを軽度に溶着させる工程では、混合用繊維112の多くが、その予備的な加熱によって、ウエブ102のうちの隆起部という比較的狭い範囲内でスパイラル状に捲縮して見掛けの寸法を短くする。その結果として、必須複合繊維2には混合用繊維112によって混合用繊維112の寸法が短くなる方向へ引っ張られるという現象が生じるのであるが、その現象は、ウエブ102の広い範囲にわたって一様に生じるのではなくて、主として隆起部の内部で生じる。このように、潜在捲縮性の混合用繊維112を使用しながらウエブ102に隆起部を形成すると、ウエブ102から得られる不織布201においての必須複合繊維2の分布を隆起部202に集中させることができる。混合用繊維112が潜在捲縮性の複合繊維である場合、混合用繊維112が捲縮して寸法が短くなるときの収縮率は一般的にばらつきが大きい。しかし、成形手段210を通過するときに隆起部を形成するウエブ102では、混合用繊維112の多くがその隆起部に集まっているので、その隆起部では混合用繊維112の収縮率が平均化された値となって現れる。このようなウエブ102から得られる不織布201では、混合用繊維112の中に時として混在している特に大きな収縮率を有する混合用繊維112の影響が顕在化することがない。
【0071】
混合用繊維112として使用できる潜在捲縮性繊維には、偏芯している芯鞘型複合繊維、偏芯している芯鞘型の中空複合繊維、サイドバイサイド型の複合繊維等があるが、これらの潜在捲縮性複合繊維は、後記するウエブ収縮率が10〜40%の範囲内にあることが好ましい。ウエブ収縮率が10パーセント未満である場合の潜在捲縮性複合繊維は、捲縮したときに示す見掛け上の寸法の収縮率が小さくて、必須複合繊維2どうしを接近させる能力が低く、必須複合繊維2どうしの交絡を促進することが難しい。また、ウエブ収縮率が40%を超える場合の潜在捲縮性複合繊維は、捲縮したときに生じるスパイラルの径が一般的に小さくなりがちで、不織布1や不織布201においての必須複合繊維2を横に寝かせる傾向、換言すると平均繊維角度θを大きくする傾向が強くなるので好ましいものではない。このような潜在捲縮性複合繊維はまた、必須複合繊維2との溶着を容易にするうえにおいて、鞘成分と芯成分との容積比率を50:50〜70:30の範囲におさめて鞘成分の容積を十分に確保することが好ましい。潜在捲縮性複合繊維はまた、必須複合繊維2との接合箇所が多くなるように繊維長を38〜64mmの範囲におさめることが好ましく、繊度を1.5〜4.4dtexの範囲におさめることが好ましい。
【0072】
図5においてのウエブ102は、図2と同様な工程IX,X,XIを経て図4の不織布201となるのであるが、この発明においては、図示例のプレート220をその全面に透孔223が形成され、非開孔部222を持たないものに代えることができる。そのようなプレート220を使用すると、隆起部202と谷部203とが形成されていても、透孔204が形成されていない不織布201を得ることができる。
【0073】
このようにして得られる不織布201の隆起部202では、厚さ方向TDにおける必須複合繊維2の延び方が図1の不織布1の場合と同様であって、不織布201は「比容積」が大きく、隆起部202における「平均繊維角度」が小さく、体液の「透液時間」が短いものになる。また、隆起部202における必須複合繊維2のうちで谷部203の近傍に位置するものは、成形手段210において噴出するエアの作用によって交差方向CDへ移動したものと考えられる。交差方向CDに平行な不織布201の断面に現れる隆起部202を観察すると、そのように移動した必須複合繊維2では、厚さ方向TDへ延びる傾向が顕著である。
【0074】
図7は、この発明における不織布201の製造工程の一例を示す図5と同様な工程の部分図である。ただし、図7の工程では、図5のカード機101に代えて図3に例示の第1,第2,第3カード機301a,301b,301cが採用されている。
【0075】
また、図7の工程では、図5に示す成形手段210に代えて成形手段210aが採用されている。成形手段210aは、ノズル集合体212の上流側に脱気用ロール234を有し、サクションドラム211が第1サクションゾーン231、第2サクションゾーン232、第3サクションゾーン233を有している。第1,第2,第3サクションゾーン231,232,233は個別にサクション力を調整することが可能であって、第1サクションゾーン231は脱気用ロール234と向かい合い、第2サクションゾーン232はノズル集合体212,213と向かい合い、第3サクションゾーン233はノズル集合体214と向かい合っている。脱気用ロール234は、その周面に例えば直径5mmの脱気用透孔(図示せず)が面積率30%の割合で形成されていて、無端ベルト103の走行速度の105〜120%に相当する周速で回転して、ウエブ積層体302dを機械方向MDへ緊張させながらサクションドラム211の周面に接触させることができる。
【0076】
図7において、例えば坪量35g/m2のウエブ積層体302dが直径500mmのサクションドラム211の周面を0.5秒で通過する場合には、直径が200mmの脱気用ロール234をサクションドラム211の周面から3mm程度離間させて使用することが好ましい。このような脱気用ロール234を使用することによって、成形手段210の直前で厚さ30〜40mmを有していたウエブ積層体302dを厚さ2〜5mmのウエブ積層体302dにすることが容易になる。図7においてはまた、サクションドラム211において、第1,第2,第3サクションゾーン231,232,233それぞれの吸引力を5〜10m/sec,2〜5m/sec,5〜7m/secに設定することが好ましい。そのような場合であっても、第1,第3サクションゾーン231,233の吸引力を高くする一方、それらの吸引力よりも第2サクションゾーン232の吸引力を低く設定しておくと、第2サクションゾーン232の上流側と下流側とにおいてウエブ積層体302dをサクションドラム211の周面に密着させながら、第2サクションゾーン232においてはノズル集合体212,213の作用によってウエブ積層体302dにおける必須複合繊維2や混合用繊維112を交差方向CDへ移動させて、不織布201における隆起部202と谷部203とを形成することが容易になる。
【0077】
不織布201を得るために、図7の第1,第2,第3カード機301a,302b,302cを次のように使用することもできる。即ち、第1カード機301aからは、繊維長が短くて、例えば15〜44mmであり、機械的捲縮数が少なくて10〜15/25.4mmである必須複合繊維2からなり、10g/m2の坪量を有する第1ウエブ302aを供給する。第2カード機301bからは、繊維長が長くて、例えば44〜64mmであり、機械的捲縮数が多くて15〜35/25.4mmである必須複合繊維2からなり、10g/m2の坪量を有する第2ウエブ302bを供給する。第3カード機302cからは、第2ウエブ302bと同一のものを第3ウエブ302cとして供給する。これら第1〜第3ウエブ302a〜302cで形成されたウエブ積層体302dは、第1ウエブ302aをサクションドラム211の周面に載せてノズル集合体212,213,214からのエアとサクションドラム211からのサクションとを作用させる。すると、第1ウエブ302aを形成している比較的繊維長の短い必須複合繊維2は、隆起部を形成するときに、機械方向MDへ向かって延びる傾向と、水平な無端ベルト103に対して垂直をなす面内でジグザグ状の機械的捲縮を示す傾向が強くなる。これらの傾向は、ウエブ積層体302dの嵩維持率を向上させたり、不織布201の平均繊維角度θを小さくして透液時間を短くしたりすることに効果的である。また、第3ウエブ302cを形成している比較的繊維長の長い必須複合繊維2は、隆起部の表面において必須複合繊維2の毛羽立ちを抑え、隆起部表面の密度を高くしたり、不織布201の外観のよさを向上させたりするうえにおいて効果的なものである。
【0078】
図8は、(a)と(b)とによって、図5や図7のノズル集合体212,213,214において採用される単体ノズル215の配置を部分的に例示する図である。(a)では、参照符号215で示す単体ノズル215が交差方向CDへ一列に並べられている。単体ノズル215は、例えば口径1mmのものが5mmのピッチPで並べられる。(b)では、単体ノズル215が交差方向CDへ二列に並べられていて、その二列における単体ノズル215は、機械方向MDにおいて同一直線上にある。(b)の場合の単体ノズル215は、例えば口径1mmのものが交差方向CDにおいて5mmのピッチPで並べられ、機械方向MDにおいて中心間隔Qが5mmとなるように離間している。ノズル集合体212,213,214において、これらの配置例(a),(b)を自由に選択することができるが、例えばノズル集合体212,213においては配置例(a)を採用し、ノズル集合体214では、配置例(b)を採用して、ノズル集合体212,213によって形成されたウエブ積層体302dの谷部に残る必須繊維2や混合用繊維112の互いの溶着をノズル集合体214によって促進することができる。
【0079】
図9は、図7の工程を使用して得られた不織布201の交差方向CDの断面図(写真)である。不織布201は、鎖線で示す水平面71の上に置かれていて、隆起部202と谷部203とが交差方向CDにおいて交互に現れる。隆起部202は、水平面71から隆起部202の頂点72までの高さTと、高さTの1/2の点73における交差方向CDに幅Wを有する。不織布201は、図7の工程の各ノズル集合体212,213,214における単体ノズル215のピッチ、単体ノズル215からのエアの噴出速度、工程Xと工程XIとにおけるウエブ102の搬送速度の比等の条件を変えることによって、隆起部202の高さTと幅Wとを変化させることができる。発明者が知見したところによれば、T/Wの値は平均繊維角度θの大きさに影響を与えることが明らかである。また、不織布201は、その透液性を向上させる上において平均繊維角度θを75度以下にすることが好ましい。この発明の一例では、そのような値の平均繊維角度θを有する不織布201を得るために、T/Wの値を0.55〜1.00の範囲におさめる。
【0080】
図10は、不織布201の使用例を示す生理用ナプキン250の部分破断斜視図である。生理用ナプキン250は、透液性表面シート251と不透液性裏面シート252との間に体液吸収性芯材253を介在させたもので、表面シート251と裏面シート252とは、芯材253の周縁から延出して重なり合っており、溶着部254において互いに接合している。また、表面シート251と裏面シート252と芯材253とは、長円形を画くように延びる圧搾条部256において加熱、加圧され互いに容易に分離することがないように一体化している。表面シート251には、図4に例示の不織布201が使用されている。不織布201における隆起部202と谷部203とは、生理用ナプキン250の長さ方向Lへ延びている。裏面シート252にはプラスチックフィルムが使用され、芯材253は、粉砕パルプと高吸水性ポリマー粒子(いずれも図示せず)との混合物をティッシュペーパ(図示せず)で被覆することにより形成されている。表面シート251は、それを形成している不織布201の必須複合繊維2が不織布201の厚さ方向TDにおいて屈曲を繰り返していることによって、表面シート251上の経血を生理用ナプキン250の長さ方向Lにも幅方向Wにも拡散させることが少なくて芯材253に向かって速やかに透過させることができる。芯材253では、ティッシュペーパが経血を速やかに拡散させ、パルプと高吸水性ポリマー粒子とがその経血を吸収保持するので、表面シート251を透過後の経血は、その透過した部位に滞溜することがなく、表面シート251を逆流して肌を湿らせるということがない。このように、生理用ナプキン250は、不織布201を使用することによって、経血を表面シート251のごく限られた範囲で吸収するという、いわゆるスポット吸収性能に優れたものになると同時に、吸収した経血の逆流、いわゆるリ・ウエットを防止する性能においても優れたものになる。
【実施例】
【0081】
表1,2には、図2,3,5,7等の工程によって得られたこの発明に係る各種不織布と比較例の不織布とについての構成繊維と性能評価結果とが示されている。
【0082】
表1,2における記載事項は、以下のとおりである。
1.必須複合繊維I、必須複合繊維II
この発明の実施形態における必須複合繊維2として使用されるものである。
2.混合用繊維
この発明の実施形態における混合用繊維112として使用される潜在捲縮性繊維である。
3.繊維長
繊維を直状に伸展させたときの長さを示す。
4.捲縮数
紡糸の後に続くボックス型クリンパで処理したトウに含まれている繊維の機械的な捲縮数をJIS L 1015の規定に基づいて測定した結果であって、捲縮数測定器において測定用の繊維をグリップしている一対のグリップの間隔25mm当たりについての捲縮数を示す。
5.捲縮後熱処理
クリンパから取り出したトウを弛緩状態で7分間加熱してアニーリング処理するときの温度を示す。
6.ウエブ収縮率
潜在捲縮性の繊維からなり200g/m2の坪量を有するウエブを使用して250×250mmの大きさの試験用シートを作成し、この試験用シートを145℃で5分間熱処理したときの試験用シートの機械方向MDにおける収縮率を示す。
7.トウの変形残存率
(1)図2の工程Vにおいて、120000dtex分の熱処理したトウを採取して垂直に吊し、このトウに対して24gの加重を加えた状態で100mmの長さを示すマークを上下二箇所に入れる。
(2)トウに75gの荷重を追加し、120℃で5分間加熱する。
(3)トウを室温にまで冷却してから、75gの荷重を外し、上下のマークの間の距離d(mm)を測定し、次式によって変形残存率(%)を求める。
(d−100)/100=変形残存率(%)
を求める。
8.トウの融解熱量
(1)工程Vにおける熱処理を施したトウから約2mgの複合繊維を試料として採取する。
(2)この試料について、DSC(Differential Scanning Calorimeter)を使用して融解熱量(J)を測定し、昇温過程における第1ピークの値を求める。その値を試料の重量(g)で除したものを複合繊維の低融点樹脂、例えばポリエチレンの融解熱量ΔH(J/g)とする。
(3)測定に使用した機器と測定条件とは、次のとおりである。
測定器:(株)島津製作所製 示差走査熱量計 DSC−60
試料容器:品番PN/50−020(容量15μlの容器)および
品番PN/50−021(容器のクリンプ用カバー)
昇温速度:5°C/min
測定温度範囲:50〜200℃
測定雰囲気:窒素
9.ウエブのカード機通過後の厚さ
(1)工程VIIのカード機から出た30g/m2のウエブを300×300mmにカットして試料とする。
(2)試料に0.1g/cm2の荷重をかけて、試料の厚さを測定し、その値をカード機通過後のウエブの厚さとする。
10.ウエブの嵩維持率
(1)工程VIIのカード機から出た30g/m2のウエブを300×300mmにカットして得た試料を7枚重ね、0.1g/cm2の荷重を加えて厚さh0を測定する。
(2)荷重を加えてある重ねた試料を135℃の加熱炉で5分間処理した後に冷却して厚さh1を測定する。
(3)h1/h0×100=嵩維持率(%)を求める。
11.比容積
(1)100×100mmにカットした不織布を10枚重ね、2000gfの荷重を加えた状態で厚さを測定し、その厚さの1/10を不織布の厚さtとする。
(2)100×100mmの不織布の重量から不織布の坪量wをg/cm2の単位で求める。
(3)t/w=比容積(cm3/g)を求めて20gf/cm2荷重下の比容積とする。
12.透液時間
(1)市販の生理用ナプキン(ユニ・チャーム(株)製、ソフィふわぴたスリム、25cm)の表面シートを外し、その表面シートの代わりに実施例または比較例の不織布を取り付けて試料とする。
(2)試料には、人工経血滴下用ビュレットの先端径とほぼ同じ径の透孔を有する40×10mmのアクリル板を載せ、そのアクリル板に錘を載せて試料に対する荷重が2gf/cm2となるように調整する。
(3)1回目の人工経血をアクリル板の透孔から生理用ナプキンに向かって90ml/minの速度で3ml滴下し、1分間放置して、人工経血に表面シートを透過させる。人工経血は、水1000ccに対して、グリセリン 80g、CMCのナトリウム塩 8g、NaCl 10g、NaHCO3 4g、赤色色素102号 8g、赤色色素2号 2g、黄色色素5号 2gを混合し、溶解させたものである。
(4)さらに、2回目の人工経血を4ml滴下する。
(5)1回目の人工経血及び2回目の人工経血それぞれについて、滴下後から表面シートを透過して芯材に移行するまでの時間を計測し、1回目透液時間と2回目透液時間とを求める。それぞれの透液時間が、不織布の透液性の良否を示す指標となる。
13.平均繊維角度θ
(1)測定用の試料とする不織布を70℃で30分間加熱して不織布の取り扱い過程で生じた折り癖を取り除き、試料を平坦なものにする。
(2)コクヨカッターナイフHA−7NB(商品名)用の標準替え刃HA−100Bを使用して、試料を交差方向CDに切断して、交差方向CDに平行する観測用の切断面を作り、その試料を水平な面に載せる。
(3)切断面を電子顕微鏡(キーエンス社製リアルサーフェスビュー顕微鏡 VE−7800)で観察し、切断面の30倍の拡大写真を撮影する。撮影では、試料の上面から下面までを視野に入れる。
(4)写真の切断面において、任意の位置に水平面に対する垂線を引き、その垂線との平行間隔が100μmとなる補助線を垂線の左右両側に引く。
(5)2本の補助線と交差する1本の繊維について、それぞれの補助線との交差位置にマークを付ける。
(6)左右のマークを直線で結び、垂線の両側それぞれにおいてその直線と垂線との交角α、β(図11,12参照)を求め、求めた交角α、βのうちで値の小さい方の角度を繊維角度とする。
(7)写真の切断面において、焦点が合っていて測定の対象となるすべての繊維について繊維角度を求め、求めた繊維角度の算術平均値を「平均繊維角度θ」とする。写真の切断面において焦点の合っているそれらの繊維が、この発明においての断面に現れる繊維である。
【0083】
【表1】
【0084】
【表2】
【0085】
(実施例1〜3)
表1,2に示す実施例1〜3の不織布は、必須複合繊維2が100重量%を占めているもので、表1においてその必須複合繊維2は必須複合繊維Iと命名されている。必須複合繊維Iの芯成分には融点260℃のポリエステル(PET)が使用され、鞘成分には融点130℃の高密度ポリエチレン(PE)が使用されている。必須複合繊維Iを得るためのトウは、図2の工程IVにおける油剤処理で界面活性剤を0.4重量%の割合で塗布することにより親水化処理し、機械的な捲縮の数が15/25mmとなるようにクリンパで処理した。捲縮を付与した後のトウは、120℃で7分間熱処理した。実施例1,2の不織布は、図2の工程を経て得られる図1に例示のごとき平坦なものであり、実施例3の不織布は図5の工程を経て得られる図4に例示の如きものである。但し、実施例1,3では図2の工程IXが使用されておらず、実施例2のみで工程IXが使用されている。実施例3においては、図6の成形用プレート220として、開孔部221と非開孔部222とがサクションドラム210の周方向へ5mmずつの単位で繰り返され、開孔部221には孔径0.6mmの透孔223が面積率22%で形成されているものを使用した。
【0086】
図11,12は、実施例1の不織布についての「平均繊維角度θ」の測定方法と測定結果とを例示するもので、図11は、水平面上に置いた後記実施例1の不織布の交差方向CDに平行な断面を30倍に拡大したときの写真である。図11には、不織布に対する一本の垂線Lとその垂線Lの両側にあって垂線Lに平行な二本の補助線M,Nとが記入されている。また、図11には、一本の繊維が二本の補助線と交差する位置を結ぶ繊維角度測定線Dが記入されている。図12は、図11における垂線Lと補助線M,Nと繊維角度測定線Dとを示すとともに、測定対象の繊維No.1〜48についての交角αとβとのうちで値の小さい方の角度を繊維角度として一覧表にして示している。「平均繊維角度θ」は、一覧表の値の算術平均値であって、70.8度である。
【0087】
図13は、実施例1の不織布の機械方向に平行な断面の一例を図11の倍率と同じ倍率で観察したときの写真である。多くの繊維が緩やかな起伏を画きながら機械方向へ延びている。
【0088】
図14,15は、実施例3の不織布についての「平均繊維角度θ」の測定方法と測定結果とを例示するもので、図14は、水平面上に置いた後記実施例3の不織布の交差方向CDに平行な断面に現れた隆起部の一つを30倍に拡大したときの写真である。図14には、隆起部の頂部を通る一本の垂線Lと垂線Lに平行な二本の補助線M,Nとが記入されている。また、図14には、一本の繊維が二本の補助線と交差する位置を結ぶ繊維角度測定線Dが記入されている。図15は、図14における垂線Lと補助線M,Nと繊維角度測定線Dとを示すとともに、測定対象の繊維No.1〜34についての繊維角度を一覧表にして示している。「平均繊維角度θ」は、67.4度である。なお、実施例3の不織布において谷部近傍で測定した平均繊維角度θの一例は59度であった。
【0089】
図16は、実施例3の不織布についての隆起部の頂部における機械方向に平行な断面の一例を図14の倍率と同じ倍率で観察したときの写真である。多くの繊維が緩やかな起伏を画きながら機械方向へ延びている。
【0090】
(実施例4〜6)
表1,2に示す実施例4〜6の不織布は、必須複合繊維2が100%を占めているものであるが、必須複合繊維2には必須複合繊維Iと必須複合繊維IIとの2種類のものを70:30〜30:70の重量割合で混合して使用した。必須複合繊維Iは、38mmまたは51mmの繊維長を有するものであるが、トウとして15/25mmの機械的捲縮が付与してある。必須複合繊維IIは、51mmの繊維長を有するものであるが、トウとして18/25mmの機械的捲縮が付与してある。必須複合繊維Iと必須複合繊維IIとは、それらがトウであるときに親水化処理用の界面活性剤を0.4重量%の割合で塗布し、さらに機械的な捲縮を付与してから120℃で7分間熱処理した。
【0091】
(実施例7)
表1,2における実施例7の不織布は、実施例1で使用した必須複合繊維2である必須複合繊維Iと、図2の製造工程で示した混合用繊維112とを50:50の重量割合で混合したウエブを使用して製造した。混合用繊維112として使用したものは、親水化処理用の界面活性剤を0.4重量%塗布してあって15/25mmの割合で機械的な捲縮を付与したトウを90℃で7分間熱処理した後に38mmにカットして得られる芯鞘型の複合繊維である。
【0092】
(実施例8〜10)
必須複合繊維2として実施例1で使用した必須複合繊維Iを使用し、混合用繊維112として親水化処理用の界面活性剤を0.4重量%塗布してあって15/25mmの機械的な捲縮を付与してある潜在捲縮性の芯鞘型複合繊維を使用した。必須複合繊維Iと混合用繊維112とは、80:20〜50:50の重量割合で混合した。混合用繊維112が加熱されたときに示す捲縮の程度は、ウエブ収縮率によって評価した。
【0093】
(実施例11,12)
図4に例示の形状の不織布を図7に例示の工程を使用して製造し、得られた不織布の透液時間を測定した。実施例11では、図7の第1カード機301aから表1に示す必須複合繊維Iと混合用繊維とが80:20の割合で混合されている坪量10g/m2の第1ウエブ302aを得て、これを表1における下層とした。第2カード機301bからは表1に示す必須複合繊維Iと混合用繊維とが80:20の割合で混合されている坪量10g/m2の第2ウエブ302bを得て、これを表1における中間層として第1ウエブ302aの上に重ねた。第3カード機301cからは、第2ウエブ302bと同一組成を有する坪量10g/m2の第3ウエブ302cを得て、これを表1における上層として第2ウエブ302bの上に重ねた。これら重ね合わせた第1,第2,第3ウエブ301a,302b,302cをウエブ積層体302dとして、第1ウエブ302aが成形手段210のサクションドラム211に接触するようにして機械方向MDへ走行させた。成形手段210以降の工程の運転条件は実施例3の場合と同じにした。
実施例12の不織布は、実施例11の不織布と同一の条件で形成されたものではあるが、第1ウエブ301aのみが実施例13のそれとは異なっていて、15g/m2の坪量を有していた。
【0094】
(比較例1,2)
比較例1,2の不織布は、実施例1の不織布とトウの熱処理条件のみが異なっているもので、比較例1では機械的な捲縮を付与したトウを90℃で7分間熱処理し、比較例2ではトウを100℃で7分間熱処理した。比較例1,2におけるそれ以外の不織布製造条件は、実施例1と同じである。
図17,18は、比較例1の不織布についての「平均繊維角度θ」の測定結果を例示する図11,12と同様な図である。図17は、不織布の交差方向CDに平行な断面を30倍に拡大したときの写真である。図17には、その断面においての典型的な形状を示し、不織布の表面から異様に突出した繊維を含むことのない部位に一本の垂線Lと垂線Lに平行な二本の補助線M,Nとが記入されている。また、図17には、断面に現れて測定対象となる繊維それぞれについての繊維角度測定線Dも示されている。図18は、これら垂線Lと補助線M,Nと繊維角度測定線Dとを示すとともに、測定対象繊維No.1〜15についての交角αとβとのうちで値の小さい方の角度を繊維角度として一覧表に示している。比較例1の不織布の「平均繊維角度θ」は78.4度である。
図19は、比較例の不織布の機械方向に平行な断面を図17の倍率と同じ倍率で観測したときの写真である。繊維は、平坦な状態で機械方向へ延びていて、不織布の厚さ方向において密集している。
【0095】
比較例3,4では、不織布における必須複合繊維の含有量が20重量%または10重量%であって、平均繊維角度θが75度以上であり、1回目の透液時間が15秒よりも長く、2回目の透液時間が20秒よりも長かった。
【0096】
表1,2から明らかなように、機械的捲縮を付与した後のトウの熱処理温度、即ち表1における捲縮後熱処理温度を必須複合繊維の鞘成分を形成している低融点樹脂が溶融する温度の近傍、好ましくは融点から融点よりも20℃低い温度までの間に設定することによって、トウにおける残存変形率が非常に小さくなり、トウは圧縮されても弾性的に速やかに回復するものになる。このトウから得られるウエブも不織布も同様の傾向にあることが、ウエブの嵩維持率と不織布の比容積とに現れている。表2におけるトウの融解熱ΔHの値から明らかなように、トウは、それを高い温度で熱処理すると融解熱ΔHが上昇する。この融解熱ΔHは、実施例1,2と比較例1,2とで使用した複合繊維における低融点樹脂、即ちポリエチレンの融解熱量ΔHを示しているもので、融解熱量ΔHの上昇は、実施例における低融点樹脂が比較例における低融点樹脂よりも熱的に安定した状態にあって、トウとそのトウから得られるステープルとが加熱されても捲縮状態は変化し難いことを意味していると考えられる。実施例の不織布はまた、平均繊維角度θが比較例の不織布よりも小さくて約75度以下の範囲にあることが特徴である。このことは、水平面に置いた不織布の交差方向CDに平行な断面において、必須複合繊維2や混合用繊維112が、水平方向へ横になって延びるのではなくて、垂直方向へ縦になって延びる傾向にあることを意味している。かような平均繊維角度θの影響は、実施例の不織布における透液時間が1回目では15秒以下であり、2回目では20秒以下であるという結果になって現れている。比較例の不織布は、平均繊維角度θが75度よりも大きくて、透液時間が1回目で15秒よりも長く、2回目では20秒よりも長いものが多くなっている。不織布が繰り返し排泄される体液に対して優れたスポット吸収性能を有するものになるという効果となって現れている。
【0097】
実施例7によれば、混合用繊維112として、比較例1で使用した機械捲縮処理を施した複合繊維を使用することができる。
【0098】
実施例8〜12によれば、混合用繊維112として、潜在捲縮性を有する複合繊維を使用することができる。
【0099】
実施例11,12によれば、複数のカード機から得られる複数枚のウエブを重ね合わせたウエブ積層体を使用してこの発明に係る不織布を得ることができる。
【0100】
図20は、図10の生理用ナプキン250の透液性表面シート251に使用した実施例3,13,14の不織布と比較例1の不織布との性能比較試験の結果を示す図である。この試験では、実施例または比較例の不織布で作られた試験用の不織布を使用している生理用ナプキン250を20℃、相対湿度60%の試験室に置いて、不織布の上に20℃の人工経血(実施例における「12.透液時間」の項参照)を6ml滴下し、その滴下した部位に測定器フィンガーロボットサーモラボ(京都市南区 カトーテック(株)製造)のセンサーを当てて、そのセンサーが示す温度変化速度(℃/sec)を下記の手順によって記録する。
【0101】
手順1:市販の生理用ナプキン(ユニ・チャーム(株)製、商品名:ソフィふわぴたスリム25mm)の表面シートを取り除き、その表面シートの代わりに試験用不織布を取り付けて、試験用の生理用ナプキンを作る。その生理用ナプキンは、少なくとも24時間試験室に放置する。
手順2:センサーを37℃にセットする。
手順3:生理用ナプキンにおける試験用不織布の上に40×10mmの矩形の透孔を有する厚さ13mmのアクリル板を置く。
手順4:20℃の人工経血6mlをアクリル板の透孔内に滴下する。
手順5:人工経血が試験用不織布の表面から消失したならば、試験用不織布における人工経血を滴下した部位にセンサーを押し当てて、センサーが示す温度変化速度を記録する。センサーは、試験用不織布に対する面圧が20〜30gf/cm2となるように調整する。
手順6:測定開始後1,5,15,30,60秒における温度変化速度をグラフ用紙にプロットする。
【0102】
図20において、温度変化速度は時間の経過とともに遅くなる傾向にあるが、実施例の不織布は比較例の不織布と対比すると、測定開始後すみやかに温度変化速度が低下する傾向にある。その傾向は、図4に例示の隆起部202と谷部203とが形成してある実施例3,11,12の不織布において顕著である。
【0103】
なお、この発明の発明者が知見したところによれば、フィンガーロボットサーモラボでの測定対象物に指先が触れたときの冷たさについての感覚とセンサーが示す温度変化速度との間には、次の関係がある。即ち、
温度変化速度 0〜0.30℃/sec:ほとんど冷たいとは感じない
0.30〜0.50℃/sec:やや冷たいと感じる
0.50℃/sec:冷たいと感じる
【0104】
この知見に基づくならば、実施例の不織布、特に実施例3,11,12の不織布を使用した生理用ナプキンでは、測定開始後30秒以内で温度変化速度が0.30℃/sec以下になるから、生理用ナプキンの着用者が排泄された経血によって冷たいという違和感を覚えるのは、極く短時間である。一般に、経血が排泄されると、着用者は例えば冷たいという違和感を覚えると同時に、経血の漏れや経血による肌の汚れを極力少なくしようとして、身体の動きを一時的に止めたり、身体の動きを緩慢にしたりすることがある。しかし、実施例3,11,12の不織布を使用した生理用ナプキンであれば、経血が速やかに吸収されて、違和感が短時間のうちに消失するから、着用者には身体の動きを止めるというようなことが不要になる。
【0105】
なお、フィンガーロボットサーモラボのセンサーを20℃の人工経血に接触させたときの温度変化は0.80℃/secであり、人工経血を滴下する前の試験用不織布にセンサーを接触させたときの温度変化は0.04℃/secであった。
【0106】
図21は、実施例3の不織布における隆起部のT/Wの値(図9参照)と平均繊維角度θとの関係を示している。また、実施例3の不織布と同じ繊維構成を有しているが、実施例3に対してノズル集合体212,213,214それぞれにおける単体ノズル215のピッチとエア噴出速度、および溶着工程(工程X)と巻取り工程(工程XI)との搬送速度の比を変化させて得られた実施例13〜18の不織布における隆起部のT/Wの値と平均繊維角度θとの関係も示している。
【0107】
T/Wの値の測定手順は、以下のとおりである。
(1)測定用の不織布である試料を70℃で30分間加熱して、試料の取り扱い過程で生じたしわや折り癖を消して、試料をできるだけ平坦なものにする。
(2)コクヨ社製カッターナイフ替刃HA−100を使用して、試料を交差方向CDにおいてカットして、試料に観察面を形成する。
(3)試料を水平な板面上に置き、観察面をキーエンス社製デジタルマイクロスコープVHX−900で観察し、観察面の25倍の拡大写真を撮る。
(4)拡大写真において、水平な板面に一致する水平線と、試料の隆起部における頂点を通る垂線とを引いて、基準線から頂点までの距離を求めて隆起部の高さTとする(図9参照)。次に、高さTの1/2の点において基準線に平行する水平線を引いてその水平線上における隆起部の幅を求めてWとし、T/Wの値を求める。
(5)頂点を通る垂線を引くときには、平均的な形状の隆起部における頂点を選ぶ。また、頂点は、繊維が異常に突出しているようなものを選ぶことがないようにする。
【0108】
図21から明らかなように、平均繊維角度θが75度以下となるような図4の不織布を得ようとするときには、隆起部におけるT/Wの値を0.55〜1.00の範囲におさめることが好ましい。
【産業上の利用可能性】
【0109】
この発明によれば、体液等の透過性に優れた不織布の製造が可能になる。
【図面の簡単な説明】
【0110】
【図1】不織布の斜視図。
【図2】製造工程の一例を示す図。
【図3】図2とは異なる一例を示す製造工程の部分図。
【図4】図1とは異なる形態の不織布の斜視図。
【図5】図2,3とは異なる形態の製造工程の一例を示す図。
【図6】サクションドラムで使用される部品の部分図。
【図7】図2,3,5とは異なる形態の製造工程の部分図。
【図8】単体ノズルの配置例を示す図。
【図9】隆起部の高さと幅とを示す不織布の断面図。
【図10】不織布の使用例を示す生理用ナプキンの部分破断斜視図。
【図11】実施例の不織布の平均繊維角度の測定方法を示す図。
【図12】図11の不織布の平均繊維角度の測定方法を示す図。
【図13】図11の不織布の機械方向に平行な断面の一例を示す図。
【図14】図11とは異なる実施例の不織布についての平均繊維角度の測定方法を示す図。
【図15】図14の不織布の平均繊維角度の測定方法を示す図。
【図16】図14の不織布の機械方向に平行な断面の一例を示す図。
【図17】比較例の不織布の平均繊維角度の測定方法を示す図。
【図18】図17の不織布の平均繊維角度の測定方法を示す図。
【図19】図17の不織布の機械方向に平行な断面の一例を示す図。
【図20】温度変化速度の測定結果を示す図。
【図21】T/Wと平均繊維角度との関係を示す図。
【符号の説明】
【0111】
1 不織布
2 必須複合繊維
104,105,106,107 工程f
112 混合用繊維
201 不織布
202 隆起部
203 谷部
210 予備的加熱工程(成形手段)
211 支持部材(サクションドラム)
MD 機械方向
CD 交差方向
TD 厚さ方向
【特許請求の範囲】
【請求項1】
互いに直交する機械方向と交差方向と厚さ方向とを有し、互いに同心の関係にある芯成分と鞘成分とを含んでいて前記鞘成分を形成する熱可塑性合成樹脂が前記芯成分を形成する熱可塑性合成樹脂よりも融点の低い低融点樹脂である芯鞘型の複合繊維を必須複合繊維として100〜30重量%含み、前記必須複合繊維に対して混合される熱可塑性合成繊維を混合用繊維として0〜70重量%含む坪量が10〜200g/m2の透液性の不織布であって、
前記必須複合繊維が、1〜17dtexの繊度と10〜150mmの繊維長とを有し、前記不織布の前記機械方向に平行な断面では前記厚さ方向における屈曲を繰り返しながら前記機械方向へ延びていて、前記不織布の前記交差方向に平行な断面では前記厚さ方向へ延びており、互いに交差する前記必須複合繊維どうしおよび前記必須複合繊維と前記混合用繊維とは前記低融点樹脂が溶融することによって互いに交差する部位において溶着しており、
前記不織布を水平面に置いたときの前記交差方向に平行な断面に現れる前記必須複合繊維のそれぞれと前記混合用繊維のそれぞれとが前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下であることを特徴とする前記不織布。
【請求項2】
前記必須複合繊維の複数条の間には、前記混合用繊維としてスパイラル状に捲縮した熱可塑性合成繊維が介在し、前記スパイラル状に捲縮した熱可塑性合成繊維の含有量が最大で50重量%である請求項1記載の不織布。
【請求項3】
親水性の混合用天然繊維および親水性の混合用半合成繊維の少なくとも一方が前記不織布の重量に対して最大で10重量%含まれている請求項1または2記載の不織布。
【請求項4】
前記必須複合繊維および前記混合用熱可塑性合成繊維のいずれかが表面を親水化処理されている請求項1〜3のいずれかに記載の不織布。
【請求項5】
20gf/cm2荷重下の比容積が少なくとも30ml/gである請求項1〜4のいずれかに記載の不織布。
【請求項6】
前記不織布が前記厚さ方向において向かい合う上面と下面とを有し、前記上面には前記機械方向へ平行して延びる複数条の隆起部と、隣り合う前記隆起部どうしの間において前記機械方向へ延びる複数条の谷部とが形成されている請求項1〜5のいずれかに記載の不織布。
【請求項7】
前記不織布の前記下面を水平面に置いたときの前記水平面に対する垂線のうちで前記隆起部の頂部を通る垂線と前記必須複合繊維および前記混合用繊維とが作る前記平均繊維角度が75度以下である請求項6記載の不織布。
【請求項8】
生理用ナプキンの表面シートとして使用されている請求項1〜7のいずれかに記載の不織布。
【請求項9】
互いに同心の関係にある芯成分と鞘成分とからなっていて前記鞘成分を形成する熱可塑性合成樹脂が前記芯成分を形成する熱可塑性合成樹脂よりも融点の低い低融点樹脂である芯鞘型の複合繊維であって、繊維長10〜150mmのものを必須複合繊維として100〜30重量%を含み、互いに直交する機械方向と交差方向とを有し、坪量が10〜200g/m2である透液性の不織布の製造方法に下記工程が含まれることを特徴とする前記製造方法;
a.前記芯鞘型の複合繊維を紡糸し、しかる後に複数条の前記芯鞘型の複合繊維で形成されたトウを得て、前記トウを延伸する工程;
b.延伸した前記トウにその長さ方向において屈曲を繰り返す機械的な捲縮を付与する工程;
c.捲縮を付与した前記トウにアニーリング処理を施す工程;
d.前記アニーリング処理を施した前記トウを10〜150mmの長さにカットして前記トウからステープル状の前記必須複合繊維の集合体を得る工程;
e.前記必須複合繊維の集合体をカード機に通して開繊し、所要坪量の前記必須複合繊維からなるウエブを得る工程;
f.前記ウエブを加熱して前記必須複合繊維における前記低融点樹脂を溶融することによって、前記ウエブにおける前記必須複合繊維どうしを互いに交差している部位において溶着させる工程;
g.前記工程fの後に前記ウエブを冷却する工程。
【請求項10】
複数の前記カード機を前記機械方向に並べ、前記カード機それぞれから得られる個別の前記ウエブを重ね合わせてウエブ積層体を作り、前記ウエブ積層体を前記ウエブとして前記工程f以降の工程で処理する請求項9記載の製造方法。
【請求項11】
前記工程eと前記工程fとの間には、前記必須複合繊維どうしを予備的に溶着させてから前記ウエブを前記工程fへ搬送するための前記ウエブに対する予備的加熱工程が含まれる請求項9または10記載の製造方法。
【請求項12】
前記工程fは、加圧空気および機械的手段のいずれかによって前記ウエブを前記厚さ方向において圧縮して前記ウエブの密度を高くする工程と、密度を高くした前記ウエブにおける前記必須複合繊維どうしを互いに交差している部位において溶着させる工程とを含んでいる請求項9〜11のいずれかに記載の製造方法。
【請求項13】
請求項11における予備的加熱工程は、前記ウエブを前記機械方向へ搬送するための支持体に載せてある前記ウエブに対して、前記交差方向に並ぶ複数の単体ノズルから加熱加圧空気を噴出し、前記ウエブに前記機械方向へ平行して延びる複数条の隆起部と、隣り合う前記隆起部と隆起部との間において前記機械方向へ延びる複数条の谷部とを形成する作業を含んでいる請求項11または12のいずれかに記載の製造方法。
【請求項14】
前記工程eには、前記必須複合繊維に対する混合用繊維として、前記不織布の重量の0〜50重量%を占めるように潜在捲縮性の熱可塑性合成繊維を混合する作業が含まれる請求項9〜13のいずれに記載の製造方法。
【請求項15】
前記交差方向に平行な断面において、前記隆起部の頂部を含む部位での前記不織布の厚さTと、前記厚さTの1/2の厚さにおける前記隆起部の幅Wとの比が0.55〜1.00の範囲にある請求項13または14のいずれかに記載の製造方法。
【請求項16】
前記工程bは、前記トウをボックス型クリンパに進入させ、前記必須複合繊維に捲縮数が10〜35/25mmのジグザグ状の機械的な捲縮を付与する工程である請求項9〜15のいずれかに記載の製造方法。
【請求項17】
前記工程cにおけるアニーリング処理が前記鞘成分を形成する前記低融点樹脂の溶融温度から前記溶融温度よりも20℃低い温度までの間で行われる請求項9〜16のいずれかに記載の製造方法。
【請求項18】
前記交差方向に平行な断面における前記必須複合繊維は、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下となるものである請求項9〜13,15〜17のいずれかに記載の製造方法。
【請求項19】
水平面に置いた前記不織布の前記交差方向に平行な断面における前記必須複合繊維および前記混合用繊維としての前記熱可塑性合成繊維は、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下となるものである請求項14〜17のいずれかに記載の製造方法。
【請求項20】
前記工程eには、前記不織布の重量に対して0〜10重量%となる親水性の天然繊維および親水性の半合成繊維の少なくとも一方を混合する作業が含まれる請求項9〜19のいずれかに記載の製造方法。
【請求項1】
互いに直交する機械方向と交差方向と厚さ方向とを有し、互いに同心の関係にある芯成分と鞘成分とを含んでいて前記鞘成分を形成する熱可塑性合成樹脂が前記芯成分を形成する熱可塑性合成樹脂よりも融点の低い低融点樹脂である芯鞘型の複合繊維を必須複合繊維として100〜30重量%含み、前記必須複合繊維に対して混合される熱可塑性合成繊維を混合用繊維として0〜70重量%含む坪量が10〜200g/m2の透液性の不織布であって、
前記必須複合繊維が、1〜17dtexの繊度と10〜150mmの繊維長とを有し、前記不織布の前記機械方向に平行な断面では前記厚さ方向における屈曲を繰り返しながら前記機械方向へ延びていて、前記不織布の前記交差方向に平行な断面では前記厚さ方向へ延びており、互いに交差する前記必須複合繊維どうしおよび前記必須複合繊維と前記混合用繊維とは前記低融点樹脂が溶融することによって互いに交差する部位において溶着しており、
前記不織布を水平面に置いたときの前記交差方向に平行な断面に現れる前記必須複合繊維のそれぞれと前記混合用繊維のそれぞれとが前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下であることを特徴とする前記不織布。
【請求項2】
前記必須複合繊維の複数条の間には、前記混合用繊維としてスパイラル状に捲縮した熱可塑性合成繊維が介在し、前記スパイラル状に捲縮した熱可塑性合成繊維の含有量が最大で50重量%である請求項1記載の不織布。
【請求項3】
親水性の混合用天然繊維および親水性の混合用半合成繊維の少なくとも一方が前記不織布の重量に対して最大で10重量%含まれている請求項1または2記載の不織布。
【請求項4】
前記必須複合繊維および前記混合用熱可塑性合成繊維のいずれかが表面を親水化処理されている請求項1〜3のいずれかに記載の不織布。
【請求項5】
20gf/cm2荷重下の比容積が少なくとも30ml/gである請求項1〜4のいずれかに記載の不織布。
【請求項6】
前記不織布が前記厚さ方向において向かい合う上面と下面とを有し、前記上面には前記機械方向へ平行して延びる複数条の隆起部と、隣り合う前記隆起部どうしの間において前記機械方向へ延びる複数条の谷部とが形成されている請求項1〜5のいずれかに記載の不織布。
【請求項7】
前記不織布の前記下面を水平面に置いたときの前記水平面に対する垂線のうちで前記隆起部の頂部を通る垂線と前記必須複合繊維および前記混合用繊維とが作る前記平均繊維角度が75度以下である請求項6記載の不織布。
【請求項8】
生理用ナプキンの表面シートとして使用されている請求項1〜7のいずれかに記載の不織布。
【請求項9】
互いに同心の関係にある芯成分と鞘成分とからなっていて前記鞘成分を形成する熱可塑性合成樹脂が前記芯成分を形成する熱可塑性合成樹脂よりも融点の低い低融点樹脂である芯鞘型の複合繊維であって、繊維長10〜150mmのものを必須複合繊維として100〜30重量%を含み、互いに直交する機械方向と交差方向とを有し、坪量が10〜200g/m2である透液性の不織布の製造方法に下記工程が含まれることを特徴とする前記製造方法;
a.前記芯鞘型の複合繊維を紡糸し、しかる後に複数条の前記芯鞘型の複合繊維で形成されたトウを得て、前記トウを延伸する工程;
b.延伸した前記トウにその長さ方向において屈曲を繰り返す機械的な捲縮を付与する工程;
c.捲縮を付与した前記トウにアニーリング処理を施す工程;
d.前記アニーリング処理を施した前記トウを10〜150mmの長さにカットして前記トウからステープル状の前記必須複合繊維の集合体を得る工程;
e.前記必須複合繊維の集合体をカード機に通して開繊し、所要坪量の前記必須複合繊維からなるウエブを得る工程;
f.前記ウエブを加熱して前記必須複合繊維における前記低融点樹脂を溶融することによって、前記ウエブにおける前記必須複合繊維どうしを互いに交差している部位において溶着させる工程;
g.前記工程fの後に前記ウエブを冷却する工程。
【請求項10】
複数の前記カード機を前記機械方向に並べ、前記カード機それぞれから得られる個別の前記ウエブを重ね合わせてウエブ積層体を作り、前記ウエブ積層体を前記ウエブとして前記工程f以降の工程で処理する請求項9記載の製造方法。
【請求項11】
前記工程eと前記工程fとの間には、前記必須複合繊維どうしを予備的に溶着させてから前記ウエブを前記工程fへ搬送するための前記ウエブに対する予備的加熱工程が含まれる請求項9または10記載の製造方法。
【請求項12】
前記工程fは、加圧空気および機械的手段のいずれかによって前記ウエブを前記厚さ方向において圧縮して前記ウエブの密度を高くする工程と、密度を高くした前記ウエブにおける前記必須複合繊維どうしを互いに交差している部位において溶着させる工程とを含んでいる請求項9〜11のいずれかに記載の製造方法。
【請求項13】
請求項11における予備的加熱工程は、前記ウエブを前記機械方向へ搬送するための支持体に載せてある前記ウエブに対して、前記交差方向に並ぶ複数の単体ノズルから加熱加圧空気を噴出し、前記ウエブに前記機械方向へ平行して延びる複数条の隆起部と、隣り合う前記隆起部と隆起部との間において前記機械方向へ延びる複数条の谷部とを形成する作業を含んでいる請求項11または12のいずれかに記載の製造方法。
【請求項14】
前記工程eには、前記必須複合繊維に対する混合用繊維として、前記不織布の重量の0〜50重量%を占めるように潜在捲縮性の熱可塑性合成繊維を混合する作業が含まれる請求項9〜13のいずれに記載の製造方法。
【請求項15】
前記交差方向に平行な断面において、前記隆起部の頂部を含む部位での前記不織布の厚さTと、前記厚さTの1/2の厚さにおける前記隆起部の幅Wとの比が0.55〜1.00の範囲にある請求項13または14のいずれかに記載の製造方法。
【請求項16】
前記工程bは、前記トウをボックス型クリンパに進入させ、前記必須複合繊維に捲縮数が10〜35/25mmのジグザグ状の機械的な捲縮を付与する工程である請求項9〜15のいずれかに記載の製造方法。
【請求項17】
前記工程cにおけるアニーリング処理が前記鞘成分を形成する前記低融点樹脂の溶融温度から前記溶融温度よりも20℃低い温度までの間で行われる請求項9〜16のいずれかに記載の製造方法。
【請求項18】
前記交差方向に平行な断面における前記必須複合繊維は、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下となるものである請求項9〜13,15〜17のいずれかに記載の製造方法。
【請求項19】
水平面に置いた前記不織布の前記交差方向に平行な断面における前記必須複合繊維および前記混合用繊維としての前記熱可塑性合成繊維は、前記水平面に対する垂線と交差して作る90度を含む鋭角の交差角度と90度よりも大きい鈍角の交差角度とのうちの前記鋭角の交差角度の平均値である平均繊維角度が75度以下となるものである請求項14〜17のいずれかに記載の製造方法。
【請求項20】
前記工程eには、前記不織布の重量に対して0〜10重量%となる親水性の天然繊維および親水性の半合成繊維の少なくとも一方を混合する作業が含まれる請求項9〜19のいずれかに記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2009−30218(P2009−30218A)
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2008−25754(P2008−25754)
【出願日】平成20年2月5日(2008.2.5)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成20年2月5日(2008.2.5)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]