
不織布および皮革様シートの製造方法
【課題】水流交絡された極細繊維不織布において、線状模様の筋発生が少ない品位良好な製造方法を提供する。
【解決手段】平均繊維繊度が0.0001〜0.5dtexからなるウェブの水流交絡処理の条件を、(i)水流を噴射するノズルプレートと走行する繊維ウェブとの間に、多数の孔を有するスクリーンを存在させ、(ii)複数のノズルが直線状に並んだノズル列を、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、長辺に平行に複数存在させるとともに、(iii)該ノズルプレートにおいて、一の列の各ノズル中心を通りウェブ進行方向に平行な直線上に、同一ノズルプレート内で一の列と隣り合う列の他のノズル中心を存在させず、かつ(iv)そのスクリーンの孔のウェブ進行方向に垂直な方向の大きさを、各ノズル中心を含むウェブ進行方向に平行な直線と、隣り合う他の直線との距離の大きさの2〜4倍とする。ことで達成できる。
【解決手段】平均繊維繊度が0.0001〜0.5dtexからなるウェブの水流交絡処理の条件を、(i)水流を噴射するノズルプレートと走行する繊維ウェブとの間に、多数の孔を有するスクリーンを存在させ、(ii)複数のノズルが直線状に並んだノズル列を、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、長辺に平行に複数存在させるとともに、(iii)該ノズルプレートにおいて、一の列の各ノズル中心を通りウェブ進行方向に平行な直線上に、同一ノズルプレート内で一の列と隣り合う列の他のノズル中心を存在させず、かつ(iv)そのスクリーンの孔のウェブ進行方向に垂直な方向の大きさを、各ノズル中心を含むウェブ進行方向に平行な直線と、隣り合う他の直線との距離の大きさの2〜4倍とする。ことで達成できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平均単繊維繊度が0.0001〜0.5dtexの合成繊維からなる、水流交絡処理により得られる不織布および皮革様シートの製造方法に関するものである。
【背景技術】
【0002】
人工皮革などの不織布を基材とする皮革様シートは、天然皮革にはない柔軟性や機能性を有しており、衣料や資材を始めその使用用途が拡大している。
【0003】
かかる皮革様シートを製造するにあたっては、一般に極細繊維と高分子弾性体が用いられる。具体的には、極細繊維からなる不織布にポリウレタン等の高分子弾性体溶液を含浸せしめた後、得られたシートを水または有機溶剤水溶液中に浸漬して高分子弾性体を湿式凝固する方法が用いられている。しかしながら、近年では地球環境保全や健康の意識の高まりから、環境負荷が少なく体に優しい素材やリサイクル性に優れた素材が要求されつつあり、高分子弾性体を含浸する際に使用する有機溶媒の残留や廃棄時の有毒ガスの発生が問題視されている。
【0004】
これらの観点から、高分子弾性体を実質的に含まない不織布からなる皮革様シート状物が検討されている(特許文献1参照。)。ここで用いられる不織布は、ニードルパンチ処理によって構成した極細繊維からなる繊維ウェブを、流体処理によってさらに絡合させてシート化し形成させている。しかしながら、流体処理は、不織布の表面に複数の平行な線状模様の筋を発生させ易いという課題があった。筋は、濃淡、色相差および陰影等により、連続する直線または曲線として0.1〜5mmの間隔で平行に形成され、目視によっても確認できる程度に存在し、品位に影響を与える。
【0005】
この不織布の表面に発生する筋を抑制するために、例えば、繊維ウェブを複数列のノズル(流体噴射孔)や孔径が異なる複数のノズルを有する流体噴射装置を用いて処理する方法(特許文献2参照。)が提案されている。しかしながら、この提案は、筋が明瞭化し易い単繊維繊度が0.5dtex以下の繊維からなる不織布において筋を不明瞭化させるには十分なレベルにはなく、特に高い物性を得るために水流を高圧化した場合には筋の発生が顕著であった。
【0006】
また別に、ノズルと繊維ウェブとの間に、多数の孔を有するスクリーンを設置して流体処理をすることにより、筋の発生を抑制する方法も提案されている(特許文献3参照。)。しかしながら、この提案は、柔軟で水で動き易い皮革用の繊維には効果を発揮するものの、より剛性が高く絡合し難い合成繊維の場合には効果が限定的であった。しかも、この提案の手法では、スクリーンのピッチと流体のピッチを同一にすることを推奨しているが、スクリーンを通過する際に流体の印加エネルギーが低減し、さらに合成繊維の絡合性を低下させるという課題がある。そうすると、例えば、不織布を人工皮革とした場合、高絡合による高い物性と緻密な高品位を両立させることができない。また、前記の特許文献1においても同様に金網を使用することが記載されているが、これは繊維が絡合した後の不織布に対して表面品位向上のために用いられるもので、これを繊維を絡合させる際に用いると、同様に十分な絡合性を得ることが困難となり、引いては高い物性を得ることが困難となる。
【0007】
このように、水流交絡処理による不織布の製法において、高絡合処理による優れた物性と筋の抑制を、より高いレベルで両立させることはこれまでできていなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−054345号公報
【特許文献2】特許第3142088号公報
【特許文献3】特表2003−535989号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明の目的は、上述の従来の問題を解消し、高絡合による優れた物性を有し、筋が極めて少ない高品位かつ高物性の極細合成繊維からなる不織布および皮革様シートの製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記課題を達成せんとするものであり、本発明の不織布の製造方法は、平均単繊維繊度が0.0001〜0.5dtexの合成繊維からなる繊維ウェブを、下記(i)〜(iv)を満たす条件で水流交絡処理することを特徴とする不織布の製造方法である。
(i)水流を噴射するノズルプレートと走行する繊維ウェブとの間に多数の孔を有するスクリーンが存在する。
(ii)複数のノズルが直線状に並んだノズル列が、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、そのノズルプレートの長辺に平行に複数存在する。
(iii)該ノズルプレートにおいて、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で当該一の列と隣り合う列の他のノズル中心が存在しない。
(iv)該スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、そのノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2〜4倍である。
【0011】
また、本発明の不織布の製造方法の好ましい態様によれば、前記のノズルプレートにおいて、一のノズル列は同一の孔径からなる複数のノズルからなり、かつ、同一ノズルプレート内において先に繊維ウェブに水流を噴射する一のノズル列の孔径は、後に繊維ウェブに水流を噴射する他のノズル列の孔径の0.8〜3.0倍である。
【0012】
また、本発明の上記不織布の製造方法により得られた不織布を用いて皮革様シートを製造することができる。
【発明の効果】
【0013】
本発明によれば、平均繊維繊度が0.0001〜0.5dtexの合成繊維からなる、水流交絡処理による筋が極めて少ない高品位かつ高絡合による優れた耐摩耗性を有する高物性の不織布および皮革様シートを得ることができる。
【図面の簡単な説明】
【0014】
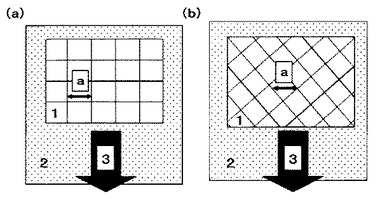
【図1】図1(a)は、繊維ウェブの進行方向に対してスクリーンを直角(方向)に設置した状態を表した平面図である。図1(b)は、繊維ウェブの進行方向に対してスクリーンを斜め(方向)に設置した状態を表した平面図である。
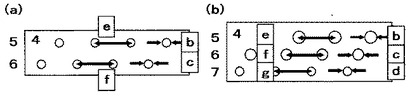
【図2】図2(a)は、ノズル列を2列配置したノズルプレートを表した平面図である。図2(b)は、ノズル列を3列配置したノズルプレートを表した平面図である。
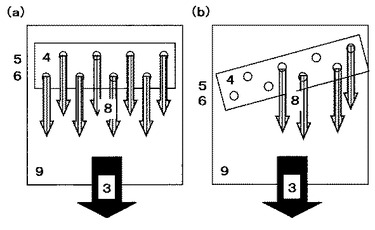
【図3】図3(a)は、ノズルを2列配置したノズル列が、繊維ウェブの進行方向に対して直角(方向)に配列されたノズルプレートを表した斜視図である。図3(b)は、ノズルを2列配置したノズル列が、繊維ウェブの進行方向に対して斜め(方向)に配列されたノズルプレートを表した斜視図である。
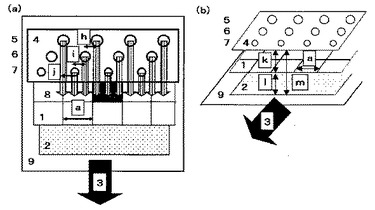
【図4】図4(a)は、水流交絡処理時のノズルプレート、スクリーン、繊維ウェブおよびコンベアまたはドラムロール等の繊維ウェブ移送手段の構成を表した斜視図である。図4(b)は、水流交絡処理時のノズルプレート、スクリーン、繊維ウェブおよびコンベアまたはドラムロール等の繊維ウェブ移送手段の構成を表した斜視図である。
【発明を実施するための形態】
【0015】
本発明で用いられる繊維ウェブを構成する合成繊維の平均単繊維繊度は、0.0001〜0.5dtexである。平均単繊維繊度がこの範囲であることにより、本発明において高絡合による優れた物性と筋を抑制した高い品位を両立させることができる。平均単繊維繊度は、好ましくは0.001〜0.3dtexであり、より好ましくは0.005〜0.2dtexである。
【0016】
合成繊維に対して十分な水流交絡処理をするためには水圧を高くする必要があり、ノズルから噴射される水流に対して絡合に優先して凹凸状の筋が形成される傾向が顕著となるが、本発明ではこれを抑制することができる。本発明においては、平均単繊維繊度を0.5dtex以下とすることにより、繊維を十分に絡合させて高い強度を得ることができ、また、筋を抑制することができる。また、平均単繊維繊度を0.0001dtex以上とすることにより、十分な強度を得ることができる。本発明で用いられる繊維ウェブには、本発明の効果を損なわない範囲で、上記の範囲を超える単繊維繊度の繊維が含まれていてもよい。
【0017】
上述の平均単繊維繊度からなる合成繊維(極細繊維)の製造方法としては、例えば、直接極細繊維を紡糸する方法や、極細繊維を発生させることができる繊維(極細繊維発生型繊維)を紡糸し、次いで極細繊維を発生させる方法等が挙げられる。極細繊維発生型繊維を用いる方法としては、例えば、海島型複合繊維を紡糸してから海成分を除去する方法や、分割型複合繊維を紡糸してから分割して極細化する方法等を挙げることができる。これらの中で、本発明においては極細繊維を安定して容易に得ることができる点で、海島型複合繊維または分割型複合繊維によって製造することが好ましく、さらに、不織布とした際に同種の染料で染色できる同種ポリマーからなる極細繊維を容易に得ることができる点で、海島型複合繊維によって製造することがより好ましい態様である。
【0018】
本発明で用いられる海島型複合繊維とは、2成分以上の成分を任意の段階で複合、混合して海島状態とした繊維をいい、この種の繊維を得る方法としては、例えば、(A)2成分以上のポリマーをチップ状態でブレンドして紡糸する方法、(B)予め2成分以上のポリマーを混練してチップ化した後に紡糸する方法、(C)溶融状態の2成分以上のポリマーを紡糸機のパック内で静止混練器等を用いて混合する方法および(D)特公昭44−18369号公報や特開昭54−116417号公報等の口金を用いて製造する方法等を挙げることができる。本発明においては、いずれの方法でも良好に製造することができるが、ポリマーの選択が容易である点で(D)の方法を採用することが好ましい。
【0019】
上記の(D)の口金としては、例えば、3成分系の海島型複合繊維を紡糸する方法として、口金内流路をポリマーごとに別々に設け、流路内に少なくとも2つの空間とこの空間を挟む硬板に複数の孔と連絡するパイプを有する口金であって、2つの島成分ポリマーからなる第1次複合流を形成させた後に、第1次複合流を海成分が取り囲むように形成させた複数の第2次複合流を収束させて、1本の繊維として吐出する機構を有する口金を挙げることができる。
【0020】
上記の(D)の方法において、海島型複合繊維および海成分を除去して得られる島繊維の断面形状としては、例えば、丸、多角、C、H、U、W、X、Yおよびπ型等の断面形状を挙げることができる。また、用いられるポリマー種の数も、紡糸安定性や染色性を考慮すると2〜3成分であることが好ましく、特に海1成分、島1成分の2成分で構成されることが好ましい。また、このときの成分比は、島繊維の海島型複合繊維に対する質量比で0.3〜0.99であることが好ましく、より好ましくは0.4〜0.97であり、さらに好ましくは0.5〜0.8である。上記の質量比が0.3以上であると海成分の除去がし易くなるため、生産性とコストの点で有利である。また、上記の質量比が0.99未満であると島成分同士の合流が生じ難くなるため、紡糸安定性の点で有利である。
【0021】
本発明で用いられるポリマーとしては、例えば、島成分としてポリエステル、ポリアミド、ポリプロピレンおよびポリエチレン等を用途に応じて適宜使用することができるが、強度や染色性の点で、極細繊維を構成するポリマーは実質的にポリエステルおよび/またはポリアミドからなることが好ましい。
【0022】
本発明で用いられるポリエステルとしては、ジカルボン酸またはそのエステル形成性誘導体およびジオールまたはそのエステル形成性誘導体から合成されるポリマーであって、複合繊維として用いることが可能なものである。このようなポリエステルとしては、具体的には、例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリシクロヘキシレンジメチレンテレフタレート、ポリエチレン−2,6−ナフタレンジカルボキシレ−トおよびポリエチレン−1,2−ビス(2−クロロフェノキシ)エタン−4,4’−ジカルボキシレート等を挙げることができる。本発明においては、中でも最も汎用的に用いられているポリエチレンテレフタレートまたは主としてエチレンテレフタレート単位を含むポリエステル共重合体を使用することが好ましい。
【0023】
本発明で用いられるポリアミドとしては、例えば、ナイロン6、ナイロン66、ナイロン610およびナイロン12等のアミド結合を有するポリマーを挙げることができる。
【0024】
本発明において、海島型複合繊維の海成分として用いられるポリマーは、島成分を構成するポリマーよりも溶解性および分解性の高い化学的性質を有するものである。海成分としては、島成分を構成するポリマーの選択にもよるが、例えば、ポリエチレンやポリスチレン等のポリオレフィン、5−ナトリウムスルホイソフタル酸、ポリエチレングリコール、ドデシルベンゼンスルホン酸ナトリウム、ビスフェノールA化合物、イソフタル酸、アジピン酸、ドデカジオン酸およびシクロヘキシルカルボン酸等を共重合したポリエステル等を用いることができる。海成分としては、紡糸安定性の点ではポリスチレンが好ましいが、有機溶剤を使用せずに容易に除去できる点でスルホン基を有する共重合ポリエステルが好ましい。スルホン基を有する化合物の共重合比率は、処理速度や安定性の点から5モル%以上であることが好ましく、重合、紡糸および延伸が容易である点から20モル%以下であることが好ましい。
【0025】
本発明における島成分と海成分の組み合わせとしては、島成分にポリエステルまたはポリアミドあるいはその両者を用い、海成分にポリスチレンまたはスルホン基を有する共重合ポリエステルとすることが好ましい。
【0026】
これらのポリマーには、隠蔽性を向上させるために、ポリマー中に酸化チタン粒子等の無機粒子を添加してもよいし、その他に潤滑剤、顔料、熱安定剤、紫外線吸収剤、導電剤、蓄熱材および抗菌剤等を目的に応じて添加することもできる。
【0027】
また、海島型複合繊維は、例えば、前述の(D)の方法に示した口金を用いて未延伸糸を引き取った後、湿熱または乾熱あるいはその両者によって1〜3段延伸することによって得ることができる。
【0028】
本発明で用いられる平均単繊維繊度が0.0001〜0.5dtexの合成繊維(極細繊維)は、短繊維からなることが好ましく、繊維長は、0.1〜10cmの範囲であることが好ましい。繊維長を0.1cm以上にすると、繊維の絡合が得られ易く繊維が脱落し難いため、不織布とした際に十分な耐摩耗性や強度を持たせ易く、また、繊維長を10cm以下にするとピリングが発生し難い。そして、これらの短繊維は、充実感や強度の点から絡合していることが好ましく、また得られる不織布の強度等の物性や品位を考慮すると繊維長は均一ではなく、0.1〜10cmの繊維長の範囲で短い繊維と長い繊維が混在することが好ましい。例えば、0.1〜1cmの短い繊維と1〜10cmの長い繊維が混在する繊維ウェブを用いることが好ましく、それぞれ0.1〜0.5cmと2〜7cmの繊維長の繊維が混在していることがより好ましい態様である。このような繊維ウェブを用いて得られた不織布においては、短い繊維が表面品位の向上や緻密化等のために寄与し、長い繊維が高い物性を得ることに寄与する等の役割を担う。
【0029】
このように繊維長の異なる繊維を混合させる方法としては、島繊維長が異なる海島型複合繊維を使用する方法、種々の繊維長を有する短繊維を混合する方法および不織布としてから繊維長に変化を与える方法等を挙げることができる。
【0030】
本発明においては、中でも繊維長が混合された不織布を容易に得ることができる点と、後述する2種の絡合手段に適した繊維長をそれぞれの段階で発生させることができるという点で、不織布としてから繊維長に変化を与える方法を採用することが好ましい。例えば、不織布の厚み方向に対して垂直に2枚以上にスプリットする方法(スプリット処理)によって、スプリット処理前には単一繊維長であっても、スプリット処理後には種々の繊維長からなる繊維長が異なる不織布を容易に製造することができる。ここでいうスプリット処理とは、一般の天然皮革の処理方法のおける分割工程に類似した処理であり、例えば、室田製作所(株)の漉割機、北村機械工業(株)のNew−bandknife splitting machine “KIW 10S”、PALVARA FRANCESCOのElectronic splitting machine“DELFINA SP”、KRAUSEのSplitting machine“DITOMA”等によってするものである。
【0031】
また、分割型複合繊維を用いる場合は、主に口金内で2成分以上を複合し、海島型とする口金を使用しないこと以外は、前述の海島型複合繊維の製造方法に準じて極細繊維発生型繊維を製造することができる。
【0032】
本発明でいう繊維ウェブとは、水流交絡処理を行う前の被処理物をいい、繊維が緩い絡合で構造形成している状態であっても、または何らかの手段によって絡合や接着により不織布化されていてもよい。当該繊維ウェブを製造する方法としては、カード、クロスラッパーまたはランダムウエバーを用いて得る乾式法および抄紙法等の湿式法を採用することができる。
【0033】
本発明では、ニードルパンチ処理と水流交絡処理の2種の絡合方法を容易に組み合わせることができ、不織布とした際の摩擦時における繊維脱落が少ない点から、乾式法が好ましく用いられる。具体的には、極細繊維が発生可能な複合繊維を用いてニードルパンチを行って複合短繊維ウェブとし、次いで厚み方向に垂直に2枚以上にスプリット処理することにより短い繊維を発生させ、これを水流交絡処理することにより、物性に優れ緻密な表面感を有する不織布を容易に得ることができる。
【0034】
上記のような複合短繊維ウェブは、ニードルパンチ処理によって繊維見掛け密度を0.12〜0.3g/cm3とすることが好ましく、0.15〜0.25g/cm3とすることがより好ましい態様である。繊維見掛け密度を0.12g/cm3以上にすると絡合が十分なものとなり、目的の物性が得られ易くなる。また、繊維見掛け密度の上限値については、0.3g/cm3未満であるとニードル針の折れや針穴の残留等の問題が生じ難い。
【0035】
また、ニードルパンチ処理をする際には、複合繊維の平均単繊維繊度が1〜10dtexであることが好ましい。平均単繊維繊度がこの範囲であることで絡合が十分なものとなり、良好な物性の複合短繊維ウェブが得易くなる。平均単繊維繊度はより好ましくは2〜8dtexであり、さらに好ましくは2〜6dtexである。
【0036】
ニードルパンチ処理では、前述のように単なる工程通過性を得るための仮止めとしての役割ではなく、繊維を十分に絡合させることが好ましい。従って、100本/cm2以上の打ち込み密度が好ましく、500本/cm2以上がより好ましく、1000本/cm2以上がさらに好ましい。
【0037】
このようにして得られた複合短繊維ウェブは、表面品位や形態安定性に優れる点で、乾熱または湿熱あるいはその両者によって収縮させ、さらに高密度化させることが好ましい。
【0038】
本発明においては、次いで、極細化処理をした後または極細化処理と同時に、あるいは極細化処理と同時かその後に水流交絡処理を行って、極細繊維同士の絡合をする。水流交絡処理を極細化処理と兼ねることは可能であるが、少なくとも極細化処理が大部分終了した後にも水流交絡処理をすることが、極細繊維同士の絡合を進める上で好ましく、さらに、極細化処理をした後に水流交絡処理をすることが好ましい。
【0039】
極細化処理の方法としては、例えば、機械的方法や化学的方法を挙げることができる。
【0040】
機械的方法とは、物理的な刺激を与えることによって極細化する方法であり、例えば、前述のニードルパンチ処理や水流交絡処理等の衝撃を与える方法の他に、ローラー間で加圧する方法や超音波処理を行う方法等を挙げることができる。
【0041】
また、化学的方法とは、例えば、複合繊維を構成する少なくとも1成分に対し、薬剤によって膨潤、分解および溶解等の変化を与える方法を挙げることができる。特に、アルカリ易分解性海成分を用いてなる極細繊維発生型繊維で複合短繊維ウェブを作製し、次いで中性〜アルカリ性の水溶液で処理して極細化する方法は、溶剤を使用せず作業環境上好ましいことから、本発明の好ましい態様の一つである。ここでいう中性〜アルカリ性の水溶液とは、pH6〜14を示す水溶液であり、使用する薬剤等は特に限定されるものではない。例えば、有機または無機塩類を含む水溶液で上記範囲のpHを示すものであればよく、具体的には、水酸化ナトリウム、水酸化カリウム、水酸化リチウム、炭酸ナトリウムおよび炭酸水素ナトリウム等のアルカリ金属塩や水酸化カルシウムおよび水酸化マグネシウム等のアルカリ土類金属塩等を挙げることができる。また、必要により、トリエタノールアミン、ジエタノールアミンおよびモノエタノールアミン等のアミンや減量促進剤やキャリアー等を併用することもできる。中でも、価格や取り扱いの容易さ等の点で、水酸化ナトリウムが好ましく用いられる。さらに、複合短繊維ウェブに前述の中性〜アルカリ性の水溶液処理を施した後、必要に応じて中和し、洗浄して残留する薬剤や分解物等を除去してから乾燥をすることが好ましい。
【0042】
これらの極細化処理と水流交絡処理を同時にする方法としては、例えば、水可溶性の海成分からなる複合繊維を用い、水流交絡処理によって除去と絡合を行う方法、アルカリ分解速度の異なる2成分以上の複合繊維を用い、アルカリ処理液を通して易溶解成分を分解処理した後に、水流交絡処理によって最終除去および絡合処理をする方法、等を挙げることができる。
【0043】
本発明においては、繊維ウェブまたは不織布に織編物を積層一体化させてもよく、これにより、風合いや機能を適宜与えることができる。例えば、高度なドレープ性やストレッチ性を与える場合は、織編物に高度なドレープ性やストレッチ性を有する織編物を用いることにより、繊維ウェブまたは不織布にその効果を発現させることができる。
【0044】
繊維ウェブまたは不織布に織編物を積層させる場合、その好ましい積層状態としては、例えば、極細繊維からなる繊維ウェブと織編物が三次元的に相互に絡み合った状態のものを挙げることができる。
【0045】
本発明において、平均単繊維繊度が0.0001〜0.5dtexの合成繊維からなる繊維ウェブの水流交絡処理は、下記(i)〜(iv)を満たす条件で行うものである。
(i)水流を噴射するノズルプレートと走行する繊維ウェブとの間に多数の孔を有するスクリーンが存在すること。
(ii)複数のノズルが直線状に並んだノズル列が、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、そのノズルプレートの長辺に平行に複数存在すること。
(iii)該ノズルプレートにおいて、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で当該一の列と隣り合う列の他のノズル中心が存在しないこと。
(iv)該スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、該ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2〜4倍であること。
【0046】
本発明では、上記(i)の要件のとおり、水流噴射するノズルプレートと走行する繊維ウェブとの間に、多数の孔を有するスクリーンが存在する。このスクリーンを存在(介在)させることにより、ノズルからの連続的な水流を遮って断続的な水流とし、不織布に対する筋の形成を抑制することができる。この場合に、水流交絡処理による繊維の絡合効果を低減させてしまうが、複数回処理することにより絡合効果を向上させることができる。また、後述する本発明の上記(iv)の要件により、絡合効果を向上させることができる。スクリーンは、不織布に対する筋の形成を抑制する観点から、少なくとも不織布の製品面とする面を水流交絡処理する際に繊維ウェブ上に存在させる。さらに、裏面を処理する際にも繊維ウェブ上に存在させると筋消し効果を向上させることができる。
【0047】
本発明で用いられるスクリーンは、ノズルプレートと繊維ウェブの間にあれば、繊維ウェブの上に重ねても、ノズルプレートの下に設置してもよい。
【0048】
本発明で用いられるスクリーンとしては、繊維からなる織物、編物および不織布等の繊維布帛からなるものが用いられる。織物としては、例えば、平織、朱子織、斜文織の一重組織、通風織等の二重組織、ビロードやベルベットのパイル組織、紗等の絡み組織、紋織、さらには綴織等の組織のものが挙げられる。編物としては、例えば、平編、ゴム編、両面編、レース編等のヨコ編、さらにはデンビー、アトラスおよびコード等のタテ編でもよい。中でも製造上の容易性とコストの点から、平織が好ましく用いられる。
【0049】
図1は、スクリーンの設置方向を説明するためのもので、その設置方向は繊維組織により異なるが、例えば、図1(a)のように、繊維ウェブ2の進行方向3に対してスクリーン1を直角(方向)に設置してもよく、また、図1(b)のように、繊維ウェブ2の進行方向3に対してスクリーン1を斜め(方向)に設置してもよい。
【0050】
特に、平織組織のスクリーン1の場合、水流を断続的に遮り、不織布に対する筋を目立たないようにする効果を大きくするという観点から、繊維ウェブ2の進行方向3に対して織組織を15〜75度傾けて設置することが好ましく、30〜60度傾けて設置することがより好ましく、図1(b)のように、45度傾けて設置することが最も好ましい態様である。
【0051】
また、図1(a)および図1(b)において、スクリーン1の孔の大きさaは、繊維ウェブ2の進行方法3に垂直な方向の大きさ(繊維ウェブの進行方向に対して垂直方向のスクリーンの枠間平均距離)で示されている。
【0052】
本発明で用いられるスクリーンは、図1(a)および図1(b)に示されるように、繊維組織により、多数の孔を有するものであり、孔径はメッシュ数で表される。
【0053】
スクリーンのメッシュ数は、後述するノズルとの関係から#15〜#100が好ましく、より好ましくは#30〜#80であり、さらに好ましくは#40〜#60である。メッシュ数が#15以上であると水流をスクリーンが遮り、断続的な水流を形成することができる。メッシュ数が#100以下であると水流がスクリーンを通過して十分な交絡を行うことができる。また、スクリーン上での水流の散乱も少なく、水の滞留を抑制することができる。本発明でいうメッシュ数とは、スクリーンを構成する織編物組織の一辺の線分上において2.54cmの間にある繊維交錯点の数を表す。多数有するスクリーンの孔は、スクリーンに使用する繊維の織編物において繊維のない箇所であり、孔の数は、メッシュ数の2乗にほぼ比例する。
【0054】
スクリーンを構成する繊維の素材は、水流交絡処理を繰り返しすることができる素材が好ましい。例えば、ステンレス等の金属繊維やナイロンおよびポリエステル等の合成繊維を用いることができる。本発明においては、スクリーンと繊維ウェブの絡合抑制、繰り返し使用による繊維のフィブリル化抑制および水流の直線的進行を断続的に遮る程度の適度な可撓性等の点から、スクリーンを構成する繊維の素材として、ステンレス等の金属繊維を使用することがより好ましく、コストの点からステンレスを使用することがさらに好ましい態様である。
【0055】
前記のスクリーンを構成する繊維の線径は、メッシュ数との関係から10〜400μmが好ましい。スクリーンの素材により好ましい線径が異なるが、例えば、ステンレスでは20〜300μmがより好ましく、さらに好ましくは50〜200μmである。ステンレスの市販品としては、(株)NBCのステンレス金網を挙げることができる。
【0056】
また、本発明では、上述の(ii)の要件のとおり、複数のノズルが直線状に並んだノズル列が、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、そのノズルプレートの長辺に平行に複数存在することが重要である。少なくとも長辺の2辺が平行であるとは、例えば、長方形や平行四辺形、単辺の2辺が直線の代わりに丸みを帯びた略長方形等があるが、本発明では、長辺の2辺が平行であればよい。この長辺に平行に、ノズル列が並んでおり、かつ、そのノズル列が複数存在する。ノズル列が複数存在することにより、単列である場合に比較して、繊維の交絡をより高め優れた物性とすることができる。
【0057】
ノズル列の列数は、水流装置に合う規定の大きさのノズルプレート内に収める必要があり、ノズルプレート作製上のコストや容易さ、また、ノズルプレートが繰り返し行う高圧水流交絡処理にも耐える強度を保持すること、さらに、ノズル孔数を増やす程に水量と水圧が高圧水流交絡処理には必要となることを踏まえると、ノズル列は、2〜5列が好ましく、2〜3列がより好ましい態様である。
【0058】
図2は、ノズル列の列数と配置状態を示すもので、図2(a)は、長辺の2辺が平行であるノズルプレート4内に、ノズル列として、1列目のノズル列5と2列目のノズル列6を2列配置したノズルプレート4を表した平面図である。また、図2(b)は、1列目のノズル列5と2列目のノズル列6と3列目のノズル列7のノズル列を3列配置したノズルプレート4を表した平面図である。
【0059】
ノズル列の各列間の距離は、用いるノズルプレートの大きさ、すなわち、各水流装置の規定によるため、ノズルプレート作製上のコストや容易さおよびノズルプレートが繰り返し行う高圧水流交絡処理にも耐える強度を保持することを考慮した距離とすることが好ましい。ノズルプレートの幅と列間の距離の具体例を示すと、例えば、ノズルプレートの幅を2.50cmとする場合、図2(a)のように2列ならば1列目のノズル列5と2列目のノズル列6の列間の距離を0.30〜2.00cmが好ましく、0.50cm〜1.50cmがより好ましく、0.80〜1.20cmがさらに好ましい。図3(b)のように3列ならば1列目のノズル列5と3列目のノズル列7の列間の距離を上記の図2(a)のような距離にして、その上で各列間の距離を等しくすることが好ましく、より具体的にはノズル列5とノズル列7の距離が1.00cmの場合は、ノズル列5とノズル列6の距離およびノズル列6とノズル列7の距離を0.50cmとすることが好ましい。このとき、各ノズル列は、上記の距離を保った状態でノズルプレートの中央に配置されることが好ましい。
【0060】
さらに、本発明では、上述の(iii)の要件のとおり、前記のノズルプレートにおいて、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で当該一の列と隣り合う列の他のノズル中心が存在しないことが重要である。図2(a)のように1枚のノズルプレート4内に、このようなノズル配置とすることにより、1列目のノズル列5のノズルからの噴射水流で処理できなかった部分を、2列目のノズル列6のノズルで噴射水流処理すると共に、1列目の噴射水流処理で形成された筋を2列目の噴射水流で目立たないようにすることができる。
【0061】
図2(a)の1列目のノズル列5および2列目のノズル列6に加えて、図2(b)のように、さらに3列目のノズル列7が配置されている場合についても同様に、2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に3列目のノズル中心が存在しない場合に、上述の効果を得ることができる。また、前記のノズルプレート4において、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で隣り合う列を含む他の全ての列の他のノズル中心が同様に存在しないノズル配置、例えば、1列目に関する直線上に3列目の他のノズル中心が存在しないノズル配置であることが、1列目および2列目のノズルからの噴射水流で処理できなかった部分を、3列目の噴射水流で処理すると共に、1列目および2列目で形成された筋を3列目の噴射水流で目立たないようにすることができるため、本発明においては好ましい態様である。4列目以降の複数のノズル列が配置されたノズルプレート(図示せず)においても、上記3列目のノズル列7と同様に配置し、同様に機能させることができる。
【0062】
ノズル列が単数列の場合は、1回の水流交絡処理で発生した筋をすぐに目立たなくさせることができない。また、ノズルが単数列のノズルプレートを用いて複数回水流交絡処理する場合は、各ノズルプレートの位置を厳密に制御することが困難であるため、1回目で発生した筋の上を再び水流交絡処理する可能性もあり、本発明の効果を得ることが困難となる。
【0063】
上記のノズルプレート4においては、一のノズル列は同一の孔径からなる複数のノズルからなることが好ましい。一のノズル列の複数のノズルの孔径を同一にすると、繊維ウェブの各処理箇所における水流の柱状流の大きさ、量および印加エネルギー等に由来する絡合効果を等しくすることができ、品位や物性を均一化することができる。ここで、同一の孔径とは、走査型電子顕微鏡(JSM−5400LV、日本電子(株)製)を用いて100倍で孔を観察し、μm単位で少数1桁まで直径を測定した後に求めた平均値に対し、その2%以内の範囲に全ての孔径が含まれることをいう。
【0064】
また、上記において、異なる各ノズル列のノズルの孔径は、各列毎に異なることが好ましい。ノズル列間でノズルの孔径が異なると先と後のノズル列のノズルから噴射される水流の柱状流の大きさ、量および印加エネルギー等を変えることができ、全体として筋を目立たなくさせることができる。
【0065】
また、前列のノズルの水流で発生させた筋を後列のノズルの水流により目立たなくさせるために、同一ノズルプレート内において先に繊維ウェブに水流を噴射する一のノズル列の孔径が、後に繊維ウェブに水流を噴射する他のノズル列の孔径の0.8〜3.0倍であることが好ましい。すなわち、図2(a)(b)におけるノズルの孔径比に関して、前列(1列目のノズル列5)のノズルの孔径が、後列(2列目のノズル列6および(3列目のノズル列7)のノズルの孔径c、dの0.8〜3.0倍であることが好ましく、さらに好ましくは1.0〜2.5倍である。上記の倍率は、さらに好ましくは1.1〜2.0倍であり、前列で発生させた筋を一層目立たなくし、かつ後列で発生させる筋をさらに小さくすることができる。上記の倍率が0.8以上であると、後列による筋が目立たなくなる。上記の倍率が3.0以下であると前列による筋を後列で目立たなくさせる効果が大きい。本発明でいうノズルの孔径とは、ノズルの直径をいう。
【0066】
また、図2(a)(b)において、ノズルのピッチ(同列のノズル中心間の距離)が示されている。具体的に、第1列目のノズル間のピッチe、第2列目のノズル間のピッチf、そして第3列目のノズル間のピッチgが示されている。後述するように、複数列あるノズルのピッチ(e〜g)は、筋を抑制する点で、各列で等しいこと(e=f=g)が好ましい。
【0067】
ノズルの孔径およびピッチは、前述の関係を満たした上で、ノズルの孔径が60〜200μmであり、ノズルのピッチが400〜5000μmであることが好ましい。効率的な絡合性や良好な表面品位を得るために、より好ましくはノズルの孔径が80〜160μmであり、ピッチが500〜3000μm以下であり、さらに好ましくは孔径が100〜140μmであり、ピッチが600〜1000μmである。孔径が60μm以上であると、ノズル詰まりを抑制しつつ、品位に優れる。孔径が200μm以下であると、表面がモモケ難く表面平滑性も向上する。また、ピッチが400μm以上であると、ノズルプレート製作上の容易さと近接なノズル孔であることにより懸念されるノズルプレートの強度の点で、好ましい態様である。また、ピッチが5000μm以下であると、1回の水流交絡処理で絡合させる効果が大きい。
【0068】
また、図2(a)(b)のように、複数列あるノズルのピッチe、f、gは、筋を抑制する点で、各列で等しいこと(e=f=g)が好ましい。ここで、各列で等しいとは、走査型電子顕微鏡(JSM−5400LV、日本電子(株)製)を用いて100倍でピッチを観察し、μm単位で少数1桁まで距離を測定した後に求めた平均値に対し、その0.3%以内の範囲に全てのピッチが含まれることをいい、本発明でいうノズルのピッチとは、同列のノズル中心間の距離をいう。
【0069】
図3は、ノズルプレートにおいて配列されたノズル列の配置を説明する図である。図3(a)は、ノズルを2列配置したノズル列が、繊維ウェブの進行方向に対して直角(方向)に配列されたノズルプレートを表した図であり、図3(b)は、ノズルを2列配置したノズル列が、繊維ウェブの進行方向に対して斜め(方向)に配列されたノズルプレートを表した図である。図3(a)と図3(b)において、ノズルからの水流8が、繊維ウェブ(図示せず)を搬送する繊維ウェブ移送手段9の方向に向けて噴射される。
【0070】
本発明においては、筋を目立たないようにすることとノズルプレート製作の容易さの点から、図3(a)のように、ノズル列を、繊維ウェブの進行方向に対して直角に配列していることが好ましい。さらに、ノズルの列が2列ならば一のノズル列における各ノズル中心の垂直二等分線上に、他のノズル列のノズル中心が存在するか、あるいはノズル列が3列ならば、一のノズル列における各ノズル中心の三等分線の垂線上に、他の二のノズル列のノズル中心が存在することが好ましい。
【0071】
さらに本発明では、上述の(iv)の要件のとおり、水流交絡処理は、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、そのノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2〜4倍で行うことが重要である。
【0072】
図4は、水流交絡処理時のノズルプレート、スクリーン、繊維ウェブおよびコンベアまたはドラムロール等の繊維ウェブ移送手段の構成を説明するための図で、図4(a)は斜視図であり、図4(b)は斜視図である。
【0073】
図4において、繊維ウェブ移送手段9により搬送される繊維ウェブ2は、スクリーン1の大きさaの孔を通して複数のノズルから噴射される水流8により絡合処理される。
【0074】
すなわち、上述した本発明の(iv)の要件は、図4(a)におけるスクリーン1の大きさaの1つの孔(網掛部)につき、2〜4個(本)のノズルから水流が噴射されることを意味する。
【0075】
図4(a)には、
・第1列目のノズル列5の各ノズル中心を含む繊維ウェブ2の進行方向3に平行な直線と、該直線と隣り合う他の直線との距離の大きさhと、
・第2列目のノズル列6の各ノズル中心を含む繊維ウェブ2の進行方向3に平行な直線と、該直線と隣り合う他の直線との距離の大きさiと、
・第3列目のノズル列7の各ノズル中心を含む繊維ウェブ2の進行方向3に平行な直線と、該直線と隣り合う他の直線との距離の大きさjとが
示されている。
【0076】
換言すれば、上述した本発明の(iv)の要件は、上記の距離の大きさh、距離の大きさi、または距離の大きさjに対する、スクリーン1の孔の大きさaの比であり、
a/hij=2〜4を満たすものである。
【0077】
上記の比が2以上であると、水流8がスクリーン1上で散乱することが少なくなり、繊維ウェブ2に緻密かつ十分な交絡処理をすることができ、さらには1列目のノズル列5のノズルからの水流8により発生した筋を、2列目以降のノズル列6、7のノズルの水流8で目立たなくさせることができる。また、上記の比が4以下であると、断続的に遮られる水流8の本数が全水流本数に対し相対的に大きく、発生する筋を顕著に目立たなくさせることができる。ここで、スクリーン1の孔の大きさaとは、繊維ウェブの進行方向に対して垂直方向のスクリーン1の枠間平均距離をいう。
【0078】
上述したノズルのピッチと、ノズル中心を含むウェブ進行方向に平行な直線と、これに隣り合う他の直線との距離との関係について、次に具体例で補足して説明する。
【0079】
例えば、図2(b)および図4(a)に示されるように、3列の各ノズル間のピッチが等しく、これらのノズルが繊維ウェブ2の進行方向3に対して直角に配列されているとき、ノズルのピッチe〜gの3分の1の距離の大きさが、各ノズル中心を含む繊維ウェブの進行方向に平行な直線と隣り合う他の直線との距離の大きさh、iまたはjと等しくなる。
【0080】
本発明において、水流交絡処理は、厚さ方向に均一な絡合を達成する目的や不織布表面の平滑性を向上させる目的から、複数回繰り返して処理することが好ましい。また、水流交絡処理が複数回繰り返して行われる場合、全て同じ条件である必要はない。この水流交絡処理における繊維ウェブの搬送速度は、ノズルを通過する回数にもよるが、経済性と絡合に対する効果の点から、1〜10回の通過回数であれば0.5〜50m/分の範囲であることが好ましく、より好ましくは2〜15m/分であり、さらに好ましくは5〜10m/分である。
【0081】
また、図4(b)のように、水流交絡処理時のノズルプレート4とスクリーン1の距離kは、水流噴射装置等に影響を受けるが、水流を散開させずに絡合性が良好な柱状流とする点で、5〜100mmであることが好ましく、より好ましくは20〜80mmである。
【0082】
水流交絡処理時のノズルプレート4と繊維ウェブ2との距離mは、上述したノズルプレート4とスクリーン1の距離kよりも、スクリーンの厚み分だけ離れていればよく、水流8が繊維ウェブ2に到達する際に柱状流の形状を保持していればよい。
【0083】
水流交絡処理時のスクリーン1と繊維ウェブ2との距離lは、上記のように、スクリーンの厚み分だけ離れていればよく、すなわち、距離lはほとんどなく接していてもよく、上述したノズルプレート4とスクリーン1と繊維ウェブ2の距離の関係性を満たす範囲内であることが好ましい。
【0084】
本発明における水流交絡処理の圧力は、1〜60MPaであることが好ましい。圧力が上昇する程コストが高くなるため、60MPa未満が好ましい。その水流交絡処理の圧力、ノズルおよびスクリーンは、処理する繊維ウェブの目付、繊維径、繊維長およびコンベアの進行速度等によって適宜選択し、高目付、高繊維径および高繊維長である程、高圧力の水流交絡処理を用いることが好ましい。さらに、極細繊維同士を高度に絡合させる目的で、圧力を上昇させるとコストが高くなり、一方で低目付にすると得られる不織布が不均一となり、繊維の切断により毛羽が発生する場合もある。そのため、絡合に対する効果やコストの点から水流交絡処理の圧力は、10〜40MPaの範囲が好ましく、高目付、高繊維径および高繊維長である程、高圧で処理することが好ましい。このようにすることによって、例えば、複合短繊維から得た極細繊維の場合、繊維同士が集束した極細繊維束が主として絡合しているものが一般的であるが、極細繊維束による絡合が殆ど観察されない程度にまで極細繊維同士が高度に絡合した不織布を得ることができ、耐摩耗性等の表面特性を向上させることもできる。
【0085】
次に、本発明の皮革様シートの製造方法について述べる。皮革様シートは、上述した不織布の製造方法により得られた不織布を用い、次いで下記方法により得ることができる。
【0086】
上述した不織布の製造方法により得られた不織布は、次いで起毛処理を行うことが好ましい。起毛処理を行うことにより平滑なタッチと表面品位を得ることができ、一層筋が目立たなくなる。起毛処理は、一般の立毛調天然皮革の処理方法におけるバフ工程に類似した処理であり、サンドペーパーやブラシ等を用いることにより、スエード調およびヌバック調の立毛調の皮革様シートを得ることができる。このような起毛処理は、染色の前または後、あるいは染色前および染色後にすることができる。また、プレスをした後に起毛処理を行うことにより、耐摩耗性を向上させることができる。
【0087】
さらに、染色は、液流染色機、サーモゾル染色機および高圧ジッガー染色機等のいずれの染色機を用いてもよい。中でも風合いが優れる点で、液流染色機を用いて染色することが好ましい。
【0088】
また、染色後には、柔軟加工、撥水加工、抗菌加工、抗ピル加工および高発色加工等の各種機能加工をすることができる。
【0089】
本発明の不織布の製造方法および皮革様シートの製造方法により、優れた物性と共に、水流交絡処理により発生した筋を目立たなくし、良好な表面品位を与えることができる。このように、本発明により得られた不織布と皮革様シートは、筋が極めて少なく高品位かつ高物性であることから、衣料、カーシート、靴、家具、雑貨および資材等の幅広い用途に使用することができる。
【実施例】
【0090】
次に、実施例を挙げて、本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。各実施例で得られた結果は、表1および表2にまとめて示した。
【0091】
また、各実施例における平均繊維繊度、繊維長、繊維見掛け密度、摩耗減量、ピリング、表面品位、引張強力および引裂強力は、次に示す方法で測定した。
【0092】
(1)平均単繊維繊度
複合繊維繊度をJIS−L−1015−8.5.1−A法(2010)に従って5回測定し、島数と重量比から計算した値を平均単繊維繊度とした。
【0093】
(2)繊維長
JIS−L−1015−8.4.1−C法(2010)に従って測定した200本の平均値を繊維長とした。
【0094】
(3)繊維見掛け密度
JIS−L−1096−8.3.2―A法(2010)に従って測定した2回の平均値を目付として、次いでJIS−L−1096−8.4―A法(2010)に従ってダイヤルシックネスゲージ((株)尾崎製作所製、“ピーコック”(登録商標)H)を用いて測定した10点の平均値を厚みとして、目付と厚みから得られる繊維見掛け密度の平均値をもって繊維見掛け密度とした。
【0095】
(4)摩耗減量およびピリング
JIS−L−1096−8.19.5−E法の家具用条件(2010)に従って4点測定した耐摩耗試験において、20000回摩耗した前後の平均重量減少を摩耗減量とし、その表面の外観から下記のように1〜5級に評価し、3〜5級を合格とした。
【0096】
5級:全く変化なし(良)、4級:殆ど変化なし、3級:ピリング(露出)がない、
2級:ピリング(露出)が目立つ、1級:ピリング(露出)がひどく目立つ(悪)。
【0097】
(5)表面品位
50cm四方の不織布および皮革様シートのサンプルを採取し、目視で表面に連続する複数の平行な線状模様の筋を確認し、下記のように評価し、3〜5級を合格とした。
5級:全く筋なし(良)、4級:僅かに筋あり、3級:やや筋あり、2級:筋が目立つ、1級:筋がひどく目立つ(悪)。
【0098】
(6)引張強力
JIS−L−1096−8.14.1−A法(ストリップ法)(2010)に従って、幅5cm、長さ20cmのサンプルを3点採取し、つかみ間隔10cmで定速伸長型引張試験器を用いて、引張速度10cm/分で伸長させた。得られた値の平均値を、幅1cm当たりに換算して引張強力とした。
【0099】
(7)引裂強力
JIS−L−1096−8.17.3.C法(トラペゾイド法)(2010)に従って測定した3点の平均を引裂強力とした。
【0100】
(8)ノズルの孔径およびピッチ
走査型電子顕微鏡(JSM−5400LV、日本電子(株)製)を用いて100倍で孔およびピッチを観察し、μm単位で少数1桁まで測定した10点の平均値を求め、少数第一位を四捨五入した。
【0101】
(実施例1)
海成分としてポリスチレン45質量部、島成分としてポリエチレンテレフタレート55質量部からなる平均単繊維繊度2.2dtex、島数36島、繊維長2.5cmの海島型複合短繊維を用い、カードおよびクロスラッパーを通して繊維ウェブを作製した。次いで、1バーブ型のニードルパンチ装置を用いて1500本/cm2の打ち込み密度でニードルパンチ処理し、繊維見掛け密度0.20g/cm3の複合短繊維ウェブを得た。次に、得られた複合短繊維ウェブを、約95℃の温度に加温した重合度500、ケン化度88%のポリビニルアルコール(PVA)12質量%の水溶液に、固形分換算で不織布重量に対し25質量%の付着量になるように浸積し、PVAの含浸と同時に2分間収縮処理を行い、100℃の温度で乾燥して水分を除去した。得られた繊維シートを約30℃の温度のトリクロロエチレンでポリスチレンを完全に除去するまで処理し、平均繊維繊度0.0057dtexの極細繊維とし、次いで、室田製作所(株)製の標準型漉割機を用いて、厚み方向に対して垂直に2枚にスプリット処理し、極細繊維シート(繊維ウェブ)を得た。
【0102】
この極細繊維シート(繊維ウェブ)の水流交絡処理面の上に多数の孔を有する#50のステンレス製の平織スクリーンを処理進行方向から45度傾けて重ねて、速度7m/分で移動するスクリーン上に載せ、1列目のノズルの孔径が140μm、2列目の孔径が120μm、各ノズル列のピッチが700μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在するノズルプレートであって、上記スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、該ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2.05倍となるノズルプレートを用いて、40MPaに加圧した常温の水で表面2回、裏面2回を4回ずつ水流交絡処理した後、乾燥して不織布を得た。得られた不織布は、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋がやや見られた。得られた結果を表1および表2にまとめて記した。
【0103】
(実施例2)
実施例1の不織布の表面を株式会社菊川鉄工所製のワイドベルトサンダで、粒度が#180のサンドペーパーを用いて、バフによる減量が5重量%になるまで起毛させた後、サーキュラー染色機を用いて分散染料で染色し皮革様シートを得た。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様が殆どなく、表面品位が優れていた。得られた結果を表1および表2にまとめて記した。
【0104】
(実施例3)
水圧を20MPaとしたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性がやや良好であり、表面に連続する複数の平行な線状模様が全くなく、表面品位が優れていた。得られた結果を表1および表2にまとめて記した。
【0105】
(実施例4)
水流交絡処理を、表面2回、裏面2回を水圧40MPaで1回ずつ、次いで表面2回、裏面2回を水圧20MPaで3回ずつとしたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性がやや良好であり、表面に連続する複数の平行な線状模様が殆どなく、表面品位が優れていた。得られた結果を表1および表2にまとめて記した。
【0106】
(実施例5)
スクリーンを多数の孔を有する#30のポリエステル製の平織スクリーンとして、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの3.42倍としたこと以外は、実施例2と同様に処理した。スクリーンが僅かにフィブリル化していたが、得られた皮革様シートは、耐摩耗性が良好であり、表面に連続する複数の平行な線状模様の筋が僅かであり、表面品位が良好であった。得られた結果を表1および表2にまとめて記した。
【0107】
(実施例6)
スクリーンの適用を表面のみとしたこと以外は、実施例4と同様に処理した。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋が僅かであり、表面品位がやや良好であった。得られた結果を表1および表2にまとめて記した。
【0108】
(実施例7)
1列目のノズルの孔径が200μm、2列目の孔径が80μm、各ノズル列のピッチが700μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在すであるノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2.05倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋が僅かであり、表面品位がやや良好であった。得られた結果を表1および表2に記した。
【0109】
(実施例8)
1列目のノズルの孔径が80μm、2列目の孔径が200μm、各ノズル列のピッチが700μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在するノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2.05倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋がやや見られた。得られた結果を表1および表2に記した。
【0110】
(実施例9)
1列目のノズルの孔径が200μm、2列目の孔径が60μm、各ノズル列のピッチが600μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在するノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2.39倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋がやや見られた。得られた結果を表1および表2に記した。
【0111】
(実施例10)
ポリエチレンテレフタレートからなる11dtex、24本のZ撚り800T/mを緯糸、経糸にそれぞれ配し、59×59本/2.54cmの織密度で平織物を製織した。次に、ソフサーを用いて90〜100℃で処理し、液流染色機を用いて110℃の温度で処理して96×87本/2.54cmの織密度の織物を得た。さらに、織物に実施例1で作製した極細繊維シート(繊維ウェブ)を重ね、その上に実施例1と同様のスクリーンおよびノズルプレートを用いて、同条件の水流交絡処理を行い、乾燥して織物を積層した不織布を得た。
【0112】
この織物を積層した不織布の表面を、実施例2と同様に起毛や染色を行った。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋が殆どなく、表面品位が優れていた。得られた結果を表1および表2にまとめて記した。
【0113】
(比較例1)
スクリーンを用いないこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れていたが、表面に連続する複数の平行な線状模様の筋が多く見られ、表面品位が粗かった。得られた結果を表1および表2に記した。
【0114】
(比較例2)
ノズルの孔径が120μm、ピッチが600μmである1列のノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの1.20倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が良好であったが、表面に連続する複数の平行な線状模様の筋が多く見られ、表面品位が粗かった。得られた結果を表1および表2に記した。
【0115】
(比較例3)
ノズルの孔径が120μm、ピッチが1200μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在する2列のノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの1.20倍としたこと以外は実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れず、表面に連続する複数の細かな平行な線状模様の筋が見られ、表面品位がやや粗かった。得られた結果を表1および表2に記した。
【0116】
(比較例4)
ノズルの孔径が120μm、ピッチが1200μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在する2列のノズルプレートを用いて、スクリーンを#10のステンレス製の平織スクリーンとして、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの5.99倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性は良好であったが、表面に連続する複数の平行な線状模様の筋が多く見られ、表面品位は粗かった。得られた結果を表1および表2に記した。
【0117】
(比較例5)
スクリーンを#200のステンレス製の平織スクリーンとして、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの0.51倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れず、表面に連続する複数の平行な線状模様の筋が僅かであり、表面品位は良好であった。得られた結果を表1および表2に記した。
【0118】
【表1】

【0119】
【表2】
【符号の説明】
【0120】
1:スクリーン
2:繊維ウェブ
3:繊維ウェブの進行方向
4:ノズルプレート
5:ノズルプレートの1列目のノズル列
6:ノズルプレートの2列目のノズル列
7:ノズルプレートの3列目のノズル列
8:水流
9:繊維ウェブ移送手段
a:スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさ(繊維ウェブの進行方向に対して垂直方向のスクリーンの枠間平均距離)
b:第1列目のノズルの孔径
c:第2列目のノズルの孔径
d:第3列目のノズルの孔径
e:第1列目のノズル間のピッチ
f:第2列目のノズル間のピッチ
g:第3列目のノズル間のピッチ
h:第1列目の各ノズル中心を含む繊維ウェブの進行方向に平行な直線と、該直線と隣り合う他の直線との距離の大きさ
i:第2列目の各ノズル中心を含む繊維ウェブの進行方向に平行な直線と、該直線と隣り合う他の直線との距離の大きさ
j:第3列目の各ノズル中心を含む繊維ウェブの進行方向に平行な直線と、該直線と隣り合う他の直線との距離の大きさ
k:ノズルプレートとスクリーンとの距離
l:スクリーンと繊維ウェブとの距離
m:ノズルプレートと繊維ウェブとの距離
【技術分野】
【0001】
本発明は、平均単繊維繊度が0.0001〜0.5dtexの合成繊維からなる、水流交絡処理により得られる不織布および皮革様シートの製造方法に関するものである。
【背景技術】
【0002】
人工皮革などの不織布を基材とする皮革様シートは、天然皮革にはない柔軟性や機能性を有しており、衣料や資材を始めその使用用途が拡大している。
【0003】
かかる皮革様シートを製造するにあたっては、一般に極細繊維と高分子弾性体が用いられる。具体的には、極細繊維からなる不織布にポリウレタン等の高分子弾性体溶液を含浸せしめた後、得られたシートを水または有機溶剤水溶液中に浸漬して高分子弾性体を湿式凝固する方法が用いられている。しかしながら、近年では地球環境保全や健康の意識の高まりから、環境負荷が少なく体に優しい素材やリサイクル性に優れた素材が要求されつつあり、高分子弾性体を含浸する際に使用する有機溶媒の残留や廃棄時の有毒ガスの発生が問題視されている。
【0004】
これらの観点から、高分子弾性体を実質的に含まない不織布からなる皮革様シート状物が検討されている(特許文献1参照。)。ここで用いられる不織布は、ニードルパンチ処理によって構成した極細繊維からなる繊維ウェブを、流体処理によってさらに絡合させてシート化し形成させている。しかしながら、流体処理は、不織布の表面に複数の平行な線状模様の筋を発生させ易いという課題があった。筋は、濃淡、色相差および陰影等により、連続する直線または曲線として0.1〜5mmの間隔で平行に形成され、目視によっても確認できる程度に存在し、品位に影響を与える。
【0005】
この不織布の表面に発生する筋を抑制するために、例えば、繊維ウェブを複数列のノズル(流体噴射孔)や孔径が異なる複数のノズルを有する流体噴射装置を用いて処理する方法(特許文献2参照。)が提案されている。しかしながら、この提案は、筋が明瞭化し易い単繊維繊度が0.5dtex以下の繊維からなる不織布において筋を不明瞭化させるには十分なレベルにはなく、特に高い物性を得るために水流を高圧化した場合には筋の発生が顕著であった。
【0006】
また別に、ノズルと繊維ウェブとの間に、多数の孔を有するスクリーンを設置して流体処理をすることにより、筋の発生を抑制する方法も提案されている(特許文献3参照。)。しかしながら、この提案は、柔軟で水で動き易い皮革用の繊維には効果を発揮するものの、より剛性が高く絡合し難い合成繊維の場合には効果が限定的であった。しかも、この提案の手法では、スクリーンのピッチと流体のピッチを同一にすることを推奨しているが、スクリーンを通過する際に流体の印加エネルギーが低減し、さらに合成繊維の絡合性を低下させるという課題がある。そうすると、例えば、不織布を人工皮革とした場合、高絡合による高い物性と緻密な高品位を両立させることができない。また、前記の特許文献1においても同様に金網を使用することが記載されているが、これは繊維が絡合した後の不織布に対して表面品位向上のために用いられるもので、これを繊維を絡合させる際に用いると、同様に十分な絡合性を得ることが困難となり、引いては高い物性を得ることが困難となる。
【0007】
このように、水流交絡処理による不織布の製法において、高絡合処理による優れた物性と筋の抑制を、より高いレベルで両立させることはこれまでできていなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−054345号公報
【特許文献2】特許第3142088号公報
【特許文献3】特表2003−535989号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明の目的は、上述の従来の問題を解消し、高絡合による優れた物性を有し、筋が極めて少ない高品位かつ高物性の極細合成繊維からなる不織布および皮革様シートの製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記課題を達成せんとするものであり、本発明の不織布の製造方法は、平均単繊維繊度が0.0001〜0.5dtexの合成繊維からなる繊維ウェブを、下記(i)〜(iv)を満たす条件で水流交絡処理することを特徴とする不織布の製造方法である。
(i)水流を噴射するノズルプレートと走行する繊維ウェブとの間に多数の孔を有するスクリーンが存在する。
(ii)複数のノズルが直線状に並んだノズル列が、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、そのノズルプレートの長辺に平行に複数存在する。
(iii)該ノズルプレートにおいて、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で当該一の列と隣り合う列の他のノズル中心が存在しない。
(iv)該スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、そのノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2〜4倍である。
【0011】
また、本発明の不織布の製造方法の好ましい態様によれば、前記のノズルプレートにおいて、一のノズル列は同一の孔径からなる複数のノズルからなり、かつ、同一ノズルプレート内において先に繊維ウェブに水流を噴射する一のノズル列の孔径は、後に繊維ウェブに水流を噴射する他のノズル列の孔径の0.8〜3.0倍である。
【0012】
また、本発明の上記不織布の製造方法により得られた不織布を用いて皮革様シートを製造することができる。
【発明の効果】
【0013】
本発明によれば、平均繊維繊度が0.0001〜0.5dtexの合成繊維からなる、水流交絡処理による筋が極めて少ない高品位かつ高絡合による優れた耐摩耗性を有する高物性の不織布および皮革様シートを得ることができる。
【図面の簡単な説明】
【0014】
【図1】図1(a)は、繊維ウェブの進行方向に対してスクリーンを直角(方向)に設置した状態を表した平面図である。図1(b)は、繊維ウェブの進行方向に対してスクリーンを斜め(方向)に設置した状態を表した平面図である。
【図2】図2(a)は、ノズル列を2列配置したノズルプレートを表した平面図である。図2(b)は、ノズル列を3列配置したノズルプレートを表した平面図である。
【図3】図3(a)は、ノズルを2列配置したノズル列が、繊維ウェブの進行方向に対して直角(方向)に配列されたノズルプレートを表した斜視図である。図3(b)は、ノズルを2列配置したノズル列が、繊維ウェブの進行方向に対して斜め(方向)に配列されたノズルプレートを表した斜視図である。
【図4】図4(a)は、水流交絡処理時のノズルプレート、スクリーン、繊維ウェブおよびコンベアまたはドラムロール等の繊維ウェブ移送手段の構成を表した斜視図である。図4(b)は、水流交絡処理時のノズルプレート、スクリーン、繊維ウェブおよびコンベアまたはドラムロール等の繊維ウェブ移送手段の構成を表した斜視図である。
【発明を実施するための形態】
【0015】
本発明で用いられる繊維ウェブを構成する合成繊維の平均単繊維繊度は、0.0001〜0.5dtexである。平均単繊維繊度がこの範囲であることにより、本発明において高絡合による優れた物性と筋を抑制した高い品位を両立させることができる。平均単繊維繊度は、好ましくは0.001〜0.3dtexであり、より好ましくは0.005〜0.2dtexである。
【0016】
合成繊維に対して十分な水流交絡処理をするためには水圧を高くする必要があり、ノズルから噴射される水流に対して絡合に優先して凹凸状の筋が形成される傾向が顕著となるが、本発明ではこれを抑制することができる。本発明においては、平均単繊維繊度を0.5dtex以下とすることにより、繊維を十分に絡合させて高い強度を得ることができ、また、筋を抑制することができる。また、平均単繊維繊度を0.0001dtex以上とすることにより、十分な強度を得ることができる。本発明で用いられる繊維ウェブには、本発明の効果を損なわない範囲で、上記の範囲を超える単繊維繊度の繊維が含まれていてもよい。
【0017】
上述の平均単繊維繊度からなる合成繊維(極細繊維)の製造方法としては、例えば、直接極細繊維を紡糸する方法や、極細繊維を発生させることができる繊維(極細繊維発生型繊維)を紡糸し、次いで極細繊維を発生させる方法等が挙げられる。極細繊維発生型繊維を用いる方法としては、例えば、海島型複合繊維を紡糸してから海成分を除去する方法や、分割型複合繊維を紡糸してから分割して極細化する方法等を挙げることができる。これらの中で、本発明においては極細繊維を安定して容易に得ることができる点で、海島型複合繊維または分割型複合繊維によって製造することが好ましく、さらに、不織布とした際に同種の染料で染色できる同種ポリマーからなる極細繊維を容易に得ることができる点で、海島型複合繊維によって製造することがより好ましい態様である。
【0018】
本発明で用いられる海島型複合繊維とは、2成分以上の成分を任意の段階で複合、混合して海島状態とした繊維をいい、この種の繊維を得る方法としては、例えば、(A)2成分以上のポリマーをチップ状態でブレンドして紡糸する方法、(B)予め2成分以上のポリマーを混練してチップ化した後に紡糸する方法、(C)溶融状態の2成分以上のポリマーを紡糸機のパック内で静止混練器等を用いて混合する方法および(D)特公昭44−18369号公報や特開昭54−116417号公報等の口金を用いて製造する方法等を挙げることができる。本発明においては、いずれの方法でも良好に製造することができるが、ポリマーの選択が容易である点で(D)の方法を採用することが好ましい。
【0019】
上記の(D)の口金としては、例えば、3成分系の海島型複合繊維を紡糸する方法として、口金内流路をポリマーごとに別々に設け、流路内に少なくとも2つの空間とこの空間を挟む硬板に複数の孔と連絡するパイプを有する口金であって、2つの島成分ポリマーからなる第1次複合流を形成させた後に、第1次複合流を海成分が取り囲むように形成させた複数の第2次複合流を収束させて、1本の繊維として吐出する機構を有する口金を挙げることができる。
【0020】
上記の(D)の方法において、海島型複合繊維および海成分を除去して得られる島繊維の断面形状としては、例えば、丸、多角、C、H、U、W、X、Yおよびπ型等の断面形状を挙げることができる。また、用いられるポリマー種の数も、紡糸安定性や染色性を考慮すると2〜3成分であることが好ましく、特に海1成分、島1成分の2成分で構成されることが好ましい。また、このときの成分比は、島繊維の海島型複合繊維に対する質量比で0.3〜0.99であることが好ましく、より好ましくは0.4〜0.97であり、さらに好ましくは0.5〜0.8である。上記の質量比が0.3以上であると海成分の除去がし易くなるため、生産性とコストの点で有利である。また、上記の質量比が0.99未満であると島成分同士の合流が生じ難くなるため、紡糸安定性の点で有利である。
【0021】
本発明で用いられるポリマーとしては、例えば、島成分としてポリエステル、ポリアミド、ポリプロピレンおよびポリエチレン等を用途に応じて適宜使用することができるが、強度や染色性の点で、極細繊維を構成するポリマーは実質的にポリエステルおよび/またはポリアミドからなることが好ましい。
【0022】
本発明で用いられるポリエステルとしては、ジカルボン酸またはそのエステル形成性誘導体およびジオールまたはそのエステル形成性誘導体から合成されるポリマーであって、複合繊維として用いることが可能なものである。このようなポリエステルとしては、具体的には、例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリシクロヘキシレンジメチレンテレフタレート、ポリエチレン−2,6−ナフタレンジカルボキシレ−トおよびポリエチレン−1,2−ビス(2−クロロフェノキシ)エタン−4,4’−ジカルボキシレート等を挙げることができる。本発明においては、中でも最も汎用的に用いられているポリエチレンテレフタレートまたは主としてエチレンテレフタレート単位を含むポリエステル共重合体を使用することが好ましい。
【0023】
本発明で用いられるポリアミドとしては、例えば、ナイロン6、ナイロン66、ナイロン610およびナイロン12等のアミド結合を有するポリマーを挙げることができる。
【0024】
本発明において、海島型複合繊維の海成分として用いられるポリマーは、島成分を構成するポリマーよりも溶解性および分解性の高い化学的性質を有するものである。海成分としては、島成分を構成するポリマーの選択にもよるが、例えば、ポリエチレンやポリスチレン等のポリオレフィン、5−ナトリウムスルホイソフタル酸、ポリエチレングリコール、ドデシルベンゼンスルホン酸ナトリウム、ビスフェノールA化合物、イソフタル酸、アジピン酸、ドデカジオン酸およびシクロヘキシルカルボン酸等を共重合したポリエステル等を用いることができる。海成分としては、紡糸安定性の点ではポリスチレンが好ましいが、有機溶剤を使用せずに容易に除去できる点でスルホン基を有する共重合ポリエステルが好ましい。スルホン基を有する化合物の共重合比率は、処理速度や安定性の点から5モル%以上であることが好ましく、重合、紡糸および延伸が容易である点から20モル%以下であることが好ましい。
【0025】
本発明における島成分と海成分の組み合わせとしては、島成分にポリエステルまたはポリアミドあるいはその両者を用い、海成分にポリスチレンまたはスルホン基を有する共重合ポリエステルとすることが好ましい。
【0026】
これらのポリマーには、隠蔽性を向上させるために、ポリマー中に酸化チタン粒子等の無機粒子を添加してもよいし、その他に潤滑剤、顔料、熱安定剤、紫外線吸収剤、導電剤、蓄熱材および抗菌剤等を目的に応じて添加することもできる。
【0027】
また、海島型複合繊維は、例えば、前述の(D)の方法に示した口金を用いて未延伸糸を引き取った後、湿熱または乾熱あるいはその両者によって1〜3段延伸することによって得ることができる。
【0028】
本発明で用いられる平均単繊維繊度が0.0001〜0.5dtexの合成繊維(極細繊維)は、短繊維からなることが好ましく、繊維長は、0.1〜10cmの範囲であることが好ましい。繊維長を0.1cm以上にすると、繊維の絡合が得られ易く繊維が脱落し難いため、不織布とした際に十分な耐摩耗性や強度を持たせ易く、また、繊維長を10cm以下にするとピリングが発生し難い。そして、これらの短繊維は、充実感や強度の点から絡合していることが好ましく、また得られる不織布の強度等の物性や品位を考慮すると繊維長は均一ではなく、0.1〜10cmの繊維長の範囲で短い繊維と長い繊維が混在することが好ましい。例えば、0.1〜1cmの短い繊維と1〜10cmの長い繊維が混在する繊維ウェブを用いることが好ましく、それぞれ0.1〜0.5cmと2〜7cmの繊維長の繊維が混在していることがより好ましい態様である。このような繊維ウェブを用いて得られた不織布においては、短い繊維が表面品位の向上や緻密化等のために寄与し、長い繊維が高い物性を得ることに寄与する等の役割を担う。
【0029】
このように繊維長の異なる繊維を混合させる方法としては、島繊維長が異なる海島型複合繊維を使用する方法、種々の繊維長を有する短繊維を混合する方法および不織布としてから繊維長に変化を与える方法等を挙げることができる。
【0030】
本発明においては、中でも繊維長が混合された不織布を容易に得ることができる点と、後述する2種の絡合手段に適した繊維長をそれぞれの段階で発生させることができるという点で、不織布としてから繊維長に変化を与える方法を採用することが好ましい。例えば、不織布の厚み方向に対して垂直に2枚以上にスプリットする方法(スプリット処理)によって、スプリット処理前には単一繊維長であっても、スプリット処理後には種々の繊維長からなる繊維長が異なる不織布を容易に製造することができる。ここでいうスプリット処理とは、一般の天然皮革の処理方法のおける分割工程に類似した処理であり、例えば、室田製作所(株)の漉割機、北村機械工業(株)のNew−bandknife splitting machine “KIW 10S”、PALVARA FRANCESCOのElectronic splitting machine“DELFINA SP”、KRAUSEのSplitting machine“DITOMA”等によってするものである。
【0031】
また、分割型複合繊維を用いる場合は、主に口金内で2成分以上を複合し、海島型とする口金を使用しないこと以外は、前述の海島型複合繊維の製造方法に準じて極細繊維発生型繊維を製造することができる。
【0032】
本発明でいう繊維ウェブとは、水流交絡処理を行う前の被処理物をいい、繊維が緩い絡合で構造形成している状態であっても、または何らかの手段によって絡合や接着により不織布化されていてもよい。当該繊維ウェブを製造する方法としては、カード、クロスラッパーまたはランダムウエバーを用いて得る乾式法および抄紙法等の湿式法を採用することができる。
【0033】
本発明では、ニードルパンチ処理と水流交絡処理の2種の絡合方法を容易に組み合わせることができ、不織布とした際の摩擦時における繊維脱落が少ない点から、乾式法が好ましく用いられる。具体的には、極細繊維が発生可能な複合繊維を用いてニードルパンチを行って複合短繊維ウェブとし、次いで厚み方向に垂直に2枚以上にスプリット処理することにより短い繊維を発生させ、これを水流交絡処理することにより、物性に優れ緻密な表面感を有する不織布を容易に得ることができる。
【0034】
上記のような複合短繊維ウェブは、ニードルパンチ処理によって繊維見掛け密度を0.12〜0.3g/cm3とすることが好ましく、0.15〜0.25g/cm3とすることがより好ましい態様である。繊維見掛け密度を0.12g/cm3以上にすると絡合が十分なものとなり、目的の物性が得られ易くなる。また、繊維見掛け密度の上限値については、0.3g/cm3未満であるとニードル針の折れや針穴の残留等の問題が生じ難い。
【0035】
また、ニードルパンチ処理をする際には、複合繊維の平均単繊維繊度が1〜10dtexであることが好ましい。平均単繊維繊度がこの範囲であることで絡合が十分なものとなり、良好な物性の複合短繊維ウェブが得易くなる。平均単繊維繊度はより好ましくは2〜8dtexであり、さらに好ましくは2〜6dtexである。
【0036】
ニードルパンチ処理では、前述のように単なる工程通過性を得るための仮止めとしての役割ではなく、繊維を十分に絡合させることが好ましい。従って、100本/cm2以上の打ち込み密度が好ましく、500本/cm2以上がより好ましく、1000本/cm2以上がさらに好ましい。
【0037】
このようにして得られた複合短繊維ウェブは、表面品位や形態安定性に優れる点で、乾熱または湿熱あるいはその両者によって収縮させ、さらに高密度化させることが好ましい。
【0038】
本発明においては、次いで、極細化処理をした後または極細化処理と同時に、あるいは極細化処理と同時かその後に水流交絡処理を行って、極細繊維同士の絡合をする。水流交絡処理を極細化処理と兼ねることは可能であるが、少なくとも極細化処理が大部分終了した後にも水流交絡処理をすることが、極細繊維同士の絡合を進める上で好ましく、さらに、極細化処理をした後に水流交絡処理をすることが好ましい。
【0039】
極細化処理の方法としては、例えば、機械的方法や化学的方法を挙げることができる。
【0040】
機械的方法とは、物理的な刺激を与えることによって極細化する方法であり、例えば、前述のニードルパンチ処理や水流交絡処理等の衝撃を与える方法の他に、ローラー間で加圧する方法や超音波処理を行う方法等を挙げることができる。
【0041】
また、化学的方法とは、例えば、複合繊維を構成する少なくとも1成分に対し、薬剤によって膨潤、分解および溶解等の変化を与える方法を挙げることができる。特に、アルカリ易分解性海成分を用いてなる極細繊維発生型繊維で複合短繊維ウェブを作製し、次いで中性〜アルカリ性の水溶液で処理して極細化する方法は、溶剤を使用せず作業環境上好ましいことから、本発明の好ましい態様の一つである。ここでいう中性〜アルカリ性の水溶液とは、pH6〜14を示す水溶液であり、使用する薬剤等は特に限定されるものではない。例えば、有機または無機塩類を含む水溶液で上記範囲のpHを示すものであればよく、具体的には、水酸化ナトリウム、水酸化カリウム、水酸化リチウム、炭酸ナトリウムおよび炭酸水素ナトリウム等のアルカリ金属塩や水酸化カルシウムおよび水酸化マグネシウム等のアルカリ土類金属塩等を挙げることができる。また、必要により、トリエタノールアミン、ジエタノールアミンおよびモノエタノールアミン等のアミンや減量促進剤やキャリアー等を併用することもできる。中でも、価格や取り扱いの容易さ等の点で、水酸化ナトリウムが好ましく用いられる。さらに、複合短繊維ウェブに前述の中性〜アルカリ性の水溶液処理を施した後、必要に応じて中和し、洗浄して残留する薬剤や分解物等を除去してから乾燥をすることが好ましい。
【0042】
これらの極細化処理と水流交絡処理を同時にする方法としては、例えば、水可溶性の海成分からなる複合繊維を用い、水流交絡処理によって除去と絡合を行う方法、アルカリ分解速度の異なる2成分以上の複合繊維を用い、アルカリ処理液を通して易溶解成分を分解処理した後に、水流交絡処理によって最終除去および絡合処理をする方法、等を挙げることができる。
【0043】
本発明においては、繊維ウェブまたは不織布に織編物を積層一体化させてもよく、これにより、風合いや機能を適宜与えることができる。例えば、高度なドレープ性やストレッチ性を与える場合は、織編物に高度なドレープ性やストレッチ性を有する織編物を用いることにより、繊維ウェブまたは不織布にその効果を発現させることができる。
【0044】
繊維ウェブまたは不織布に織編物を積層させる場合、その好ましい積層状態としては、例えば、極細繊維からなる繊維ウェブと織編物が三次元的に相互に絡み合った状態のものを挙げることができる。
【0045】
本発明において、平均単繊維繊度が0.0001〜0.5dtexの合成繊維からなる繊維ウェブの水流交絡処理は、下記(i)〜(iv)を満たす条件で行うものである。
(i)水流を噴射するノズルプレートと走行する繊維ウェブとの間に多数の孔を有するスクリーンが存在すること。
(ii)複数のノズルが直線状に並んだノズル列が、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、そのノズルプレートの長辺に平行に複数存在すること。
(iii)該ノズルプレートにおいて、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で当該一の列と隣り合う列の他のノズル中心が存在しないこと。
(iv)該スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、該ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2〜4倍であること。
【0046】
本発明では、上記(i)の要件のとおり、水流噴射するノズルプレートと走行する繊維ウェブとの間に、多数の孔を有するスクリーンが存在する。このスクリーンを存在(介在)させることにより、ノズルからの連続的な水流を遮って断続的な水流とし、不織布に対する筋の形成を抑制することができる。この場合に、水流交絡処理による繊維の絡合効果を低減させてしまうが、複数回処理することにより絡合効果を向上させることができる。また、後述する本発明の上記(iv)の要件により、絡合効果を向上させることができる。スクリーンは、不織布に対する筋の形成を抑制する観点から、少なくとも不織布の製品面とする面を水流交絡処理する際に繊維ウェブ上に存在させる。さらに、裏面を処理する際にも繊維ウェブ上に存在させると筋消し効果を向上させることができる。
【0047】
本発明で用いられるスクリーンは、ノズルプレートと繊維ウェブの間にあれば、繊維ウェブの上に重ねても、ノズルプレートの下に設置してもよい。
【0048】
本発明で用いられるスクリーンとしては、繊維からなる織物、編物および不織布等の繊維布帛からなるものが用いられる。織物としては、例えば、平織、朱子織、斜文織の一重組織、通風織等の二重組織、ビロードやベルベットのパイル組織、紗等の絡み組織、紋織、さらには綴織等の組織のものが挙げられる。編物としては、例えば、平編、ゴム編、両面編、レース編等のヨコ編、さらにはデンビー、アトラスおよびコード等のタテ編でもよい。中でも製造上の容易性とコストの点から、平織が好ましく用いられる。
【0049】
図1は、スクリーンの設置方向を説明するためのもので、その設置方向は繊維組織により異なるが、例えば、図1(a)のように、繊維ウェブ2の進行方向3に対してスクリーン1を直角(方向)に設置してもよく、また、図1(b)のように、繊維ウェブ2の進行方向3に対してスクリーン1を斜め(方向)に設置してもよい。
【0050】
特に、平織組織のスクリーン1の場合、水流を断続的に遮り、不織布に対する筋を目立たないようにする効果を大きくするという観点から、繊維ウェブ2の進行方向3に対して織組織を15〜75度傾けて設置することが好ましく、30〜60度傾けて設置することがより好ましく、図1(b)のように、45度傾けて設置することが最も好ましい態様である。
【0051】
また、図1(a)および図1(b)において、スクリーン1の孔の大きさaは、繊維ウェブ2の進行方法3に垂直な方向の大きさ(繊維ウェブの進行方向に対して垂直方向のスクリーンの枠間平均距離)で示されている。
【0052】
本発明で用いられるスクリーンは、図1(a)および図1(b)に示されるように、繊維組織により、多数の孔を有するものであり、孔径はメッシュ数で表される。
【0053】
スクリーンのメッシュ数は、後述するノズルとの関係から#15〜#100が好ましく、より好ましくは#30〜#80であり、さらに好ましくは#40〜#60である。メッシュ数が#15以上であると水流をスクリーンが遮り、断続的な水流を形成することができる。メッシュ数が#100以下であると水流がスクリーンを通過して十分な交絡を行うことができる。また、スクリーン上での水流の散乱も少なく、水の滞留を抑制することができる。本発明でいうメッシュ数とは、スクリーンを構成する織編物組織の一辺の線分上において2.54cmの間にある繊維交錯点の数を表す。多数有するスクリーンの孔は、スクリーンに使用する繊維の織編物において繊維のない箇所であり、孔の数は、メッシュ数の2乗にほぼ比例する。
【0054】
スクリーンを構成する繊維の素材は、水流交絡処理を繰り返しすることができる素材が好ましい。例えば、ステンレス等の金属繊維やナイロンおよびポリエステル等の合成繊維を用いることができる。本発明においては、スクリーンと繊維ウェブの絡合抑制、繰り返し使用による繊維のフィブリル化抑制および水流の直線的進行を断続的に遮る程度の適度な可撓性等の点から、スクリーンを構成する繊維の素材として、ステンレス等の金属繊維を使用することがより好ましく、コストの点からステンレスを使用することがさらに好ましい態様である。
【0055】
前記のスクリーンを構成する繊維の線径は、メッシュ数との関係から10〜400μmが好ましい。スクリーンの素材により好ましい線径が異なるが、例えば、ステンレスでは20〜300μmがより好ましく、さらに好ましくは50〜200μmである。ステンレスの市販品としては、(株)NBCのステンレス金網を挙げることができる。
【0056】
また、本発明では、上述の(ii)の要件のとおり、複数のノズルが直線状に並んだノズル列が、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、そのノズルプレートの長辺に平行に複数存在することが重要である。少なくとも長辺の2辺が平行であるとは、例えば、長方形や平行四辺形、単辺の2辺が直線の代わりに丸みを帯びた略長方形等があるが、本発明では、長辺の2辺が平行であればよい。この長辺に平行に、ノズル列が並んでおり、かつ、そのノズル列が複数存在する。ノズル列が複数存在することにより、単列である場合に比較して、繊維の交絡をより高め優れた物性とすることができる。
【0057】
ノズル列の列数は、水流装置に合う規定の大きさのノズルプレート内に収める必要があり、ノズルプレート作製上のコストや容易さ、また、ノズルプレートが繰り返し行う高圧水流交絡処理にも耐える強度を保持すること、さらに、ノズル孔数を増やす程に水量と水圧が高圧水流交絡処理には必要となることを踏まえると、ノズル列は、2〜5列が好ましく、2〜3列がより好ましい態様である。
【0058】
図2は、ノズル列の列数と配置状態を示すもので、図2(a)は、長辺の2辺が平行であるノズルプレート4内に、ノズル列として、1列目のノズル列5と2列目のノズル列6を2列配置したノズルプレート4を表した平面図である。また、図2(b)は、1列目のノズル列5と2列目のノズル列6と3列目のノズル列7のノズル列を3列配置したノズルプレート4を表した平面図である。
【0059】
ノズル列の各列間の距離は、用いるノズルプレートの大きさ、すなわち、各水流装置の規定によるため、ノズルプレート作製上のコストや容易さおよびノズルプレートが繰り返し行う高圧水流交絡処理にも耐える強度を保持することを考慮した距離とすることが好ましい。ノズルプレートの幅と列間の距離の具体例を示すと、例えば、ノズルプレートの幅を2.50cmとする場合、図2(a)のように2列ならば1列目のノズル列5と2列目のノズル列6の列間の距離を0.30〜2.00cmが好ましく、0.50cm〜1.50cmがより好ましく、0.80〜1.20cmがさらに好ましい。図3(b)のように3列ならば1列目のノズル列5と3列目のノズル列7の列間の距離を上記の図2(a)のような距離にして、その上で各列間の距離を等しくすることが好ましく、より具体的にはノズル列5とノズル列7の距離が1.00cmの場合は、ノズル列5とノズル列6の距離およびノズル列6とノズル列7の距離を0.50cmとすることが好ましい。このとき、各ノズル列は、上記の距離を保った状態でノズルプレートの中央に配置されることが好ましい。
【0060】
さらに、本発明では、上述の(iii)の要件のとおり、前記のノズルプレートにおいて、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で当該一の列と隣り合う列の他のノズル中心が存在しないことが重要である。図2(a)のように1枚のノズルプレート4内に、このようなノズル配置とすることにより、1列目のノズル列5のノズルからの噴射水流で処理できなかった部分を、2列目のノズル列6のノズルで噴射水流処理すると共に、1列目の噴射水流処理で形成された筋を2列目の噴射水流で目立たないようにすることができる。
【0061】
図2(a)の1列目のノズル列5および2列目のノズル列6に加えて、図2(b)のように、さらに3列目のノズル列7が配置されている場合についても同様に、2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に3列目のノズル中心が存在しない場合に、上述の効果を得ることができる。また、前記のノズルプレート4において、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で隣り合う列を含む他の全ての列の他のノズル中心が同様に存在しないノズル配置、例えば、1列目に関する直線上に3列目の他のノズル中心が存在しないノズル配置であることが、1列目および2列目のノズルからの噴射水流で処理できなかった部分を、3列目の噴射水流で処理すると共に、1列目および2列目で形成された筋を3列目の噴射水流で目立たないようにすることができるため、本発明においては好ましい態様である。4列目以降の複数のノズル列が配置されたノズルプレート(図示せず)においても、上記3列目のノズル列7と同様に配置し、同様に機能させることができる。
【0062】
ノズル列が単数列の場合は、1回の水流交絡処理で発生した筋をすぐに目立たなくさせることができない。また、ノズルが単数列のノズルプレートを用いて複数回水流交絡処理する場合は、各ノズルプレートの位置を厳密に制御することが困難であるため、1回目で発生した筋の上を再び水流交絡処理する可能性もあり、本発明の効果を得ることが困難となる。
【0063】
上記のノズルプレート4においては、一のノズル列は同一の孔径からなる複数のノズルからなることが好ましい。一のノズル列の複数のノズルの孔径を同一にすると、繊維ウェブの各処理箇所における水流の柱状流の大きさ、量および印加エネルギー等に由来する絡合効果を等しくすることができ、品位や物性を均一化することができる。ここで、同一の孔径とは、走査型電子顕微鏡(JSM−5400LV、日本電子(株)製)を用いて100倍で孔を観察し、μm単位で少数1桁まで直径を測定した後に求めた平均値に対し、その2%以内の範囲に全ての孔径が含まれることをいう。
【0064】
また、上記において、異なる各ノズル列のノズルの孔径は、各列毎に異なることが好ましい。ノズル列間でノズルの孔径が異なると先と後のノズル列のノズルから噴射される水流の柱状流の大きさ、量および印加エネルギー等を変えることができ、全体として筋を目立たなくさせることができる。
【0065】
また、前列のノズルの水流で発生させた筋を後列のノズルの水流により目立たなくさせるために、同一ノズルプレート内において先に繊維ウェブに水流を噴射する一のノズル列の孔径が、後に繊維ウェブに水流を噴射する他のノズル列の孔径の0.8〜3.0倍であることが好ましい。すなわち、図2(a)(b)におけるノズルの孔径比に関して、前列(1列目のノズル列5)のノズルの孔径が、後列(2列目のノズル列6および(3列目のノズル列7)のノズルの孔径c、dの0.8〜3.0倍であることが好ましく、さらに好ましくは1.0〜2.5倍である。上記の倍率は、さらに好ましくは1.1〜2.0倍であり、前列で発生させた筋を一層目立たなくし、かつ後列で発生させる筋をさらに小さくすることができる。上記の倍率が0.8以上であると、後列による筋が目立たなくなる。上記の倍率が3.0以下であると前列による筋を後列で目立たなくさせる効果が大きい。本発明でいうノズルの孔径とは、ノズルの直径をいう。
【0066】
また、図2(a)(b)において、ノズルのピッチ(同列のノズル中心間の距離)が示されている。具体的に、第1列目のノズル間のピッチe、第2列目のノズル間のピッチf、そして第3列目のノズル間のピッチgが示されている。後述するように、複数列あるノズルのピッチ(e〜g)は、筋を抑制する点で、各列で等しいこと(e=f=g)が好ましい。
【0067】
ノズルの孔径およびピッチは、前述の関係を満たした上で、ノズルの孔径が60〜200μmであり、ノズルのピッチが400〜5000μmであることが好ましい。効率的な絡合性や良好な表面品位を得るために、より好ましくはノズルの孔径が80〜160μmであり、ピッチが500〜3000μm以下であり、さらに好ましくは孔径が100〜140μmであり、ピッチが600〜1000μmである。孔径が60μm以上であると、ノズル詰まりを抑制しつつ、品位に優れる。孔径が200μm以下であると、表面がモモケ難く表面平滑性も向上する。また、ピッチが400μm以上であると、ノズルプレート製作上の容易さと近接なノズル孔であることにより懸念されるノズルプレートの強度の点で、好ましい態様である。また、ピッチが5000μm以下であると、1回の水流交絡処理で絡合させる効果が大きい。
【0068】
また、図2(a)(b)のように、複数列あるノズルのピッチe、f、gは、筋を抑制する点で、各列で等しいこと(e=f=g)が好ましい。ここで、各列で等しいとは、走査型電子顕微鏡(JSM−5400LV、日本電子(株)製)を用いて100倍でピッチを観察し、μm単位で少数1桁まで距離を測定した後に求めた平均値に対し、その0.3%以内の範囲に全てのピッチが含まれることをいい、本発明でいうノズルのピッチとは、同列のノズル中心間の距離をいう。
【0069】
図3は、ノズルプレートにおいて配列されたノズル列の配置を説明する図である。図3(a)は、ノズルを2列配置したノズル列が、繊維ウェブの進行方向に対して直角(方向)に配列されたノズルプレートを表した図であり、図3(b)は、ノズルを2列配置したノズル列が、繊維ウェブの進行方向に対して斜め(方向)に配列されたノズルプレートを表した図である。図3(a)と図3(b)において、ノズルからの水流8が、繊維ウェブ(図示せず)を搬送する繊維ウェブ移送手段9の方向に向けて噴射される。
【0070】
本発明においては、筋を目立たないようにすることとノズルプレート製作の容易さの点から、図3(a)のように、ノズル列を、繊維ウェブの進行方向に対して直角に配列していることが好ましい。さらに、ノズルの列が2列ならば一のノズル列における各ノズル中心の垂直二等分線上に、他のノズル列のノズル中心が存在するか、あるいはノズル列が3列ならば、一のノズル列における各ノズル中心の三等分線の垂線上に、他の二のノズル列のノズル中心が存在することが好ましい。
【0071】
さらに本発明では、上述の(iv)の要件のとおり、水流交絡処理は、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、そのノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2〜4倍で行うことが重要である。
【0072】
図4は、水流交絡処理時のノズルプレート、スクリーン、繊維ウェブおよびコンベアまたはドラムロール等の繊維ウェブ移送手段の構成を説明するための図で、図4(a)は斜視図であり、図4(b)は斜視図である。
【0073】
図4において、繊維ウェブ移送手段9により搬送される繊維ウェブ2は、スクリーン1の大きさaの孔を通して複数のノズルから噴射される水流8により絡合処理される。
【0074】
すなわち、上述した本発明の(iv)の要件は、図4(a)におけるスクリーン1の大きさaの1つの孔(網掛部)につき、2〜4個(本)のノズルから水流が噴射されることを意味する。
【0075】
図4(a)には、
・第1列目のノズル列5の各ノズル中心を含む繊維ウェブ2の進行方向3に平行な直線と、該直線と隣り合う他の直線との距離の大きさhと、
・第2列目のノズル列6の各ノズル中心を含む繊維ウェブ2の進行方向3に平行な直線と、該直線と隣り合う他の直線との距離の大きさiと、
・第3列目のノズル列7の各ノズル中心を含む繊維ウェブ2の進行方向3に平行な直線と、該直線と隣り合う他の直線との距離の大きさjとが
示されている。
【0076】
換言すれば、上述した本発明の(iv)の要件は、上記の距離の大きさh、距離の大きさi、または距離の大きさjに対する、スクリーン1の孔の大きさaの比であり、
a/hij=2〜4を満たすものである。
【0077】
上記の比が2以上であると、水流8がスクリーン1上で散乱することが少なくなり、繊維ウェブ2に緻密かつ十分な交絡処理をすることができ、さらには1列目のノズル列5のノズルからの水流8により発生した筋を、2列目以降のノズル列6、7のノズルの水流8で目立たなくさせることができる。また、上記の比が4以下であると、断続的に遮られる水流8の本数が全水流本数に対し相対的に大きく、発生する筋を顕著に目立たなくさせることができる。ここで、スクリーン1の孔の大きさaとは、繊維ウェブの進行方向に対して垂直方向のスクリーン1の枠間平均距離をいう。
【0078】
上述したノズルのピッチと、ノズル中心を含むウェブ進行方向に平行な直線と、これに隣り合う他の直線との距離との関係について、次に具体例で補足して説明する。
【0079】
例えば、図2(b)および図4(a)に示されるように、3列の各ノズル間のピッチが等しく、これらのノズルが繊維ウェブ2の進行方向3に対して直角に配列されているとき、ノズルのピッチe〜gの3分の1の距離の大きさが、各ノズル中心を含む繊維ウェブの進行方向に平行な直線と隣り合う他の直線との距離の大きさh、iまたはjと等しくなる。
【0080】
本発明において、水流交絡処理は、厚さ方向に均一な絡合を達成する目的や不織布表面の平滑性を向上させる目的から、複数回繰り返して処理することが好ましい。また、水流交絡処理が複数回繰り返して行われる場合、全て同じ条件である必要はない。この水流交絡処理における繊維ウェブの搬送速度は、ノズルを通過する回数にもよるが、経済性と絡合に対する効果の点から、1〜10回の通過回数であれば0.5〜50m/分の範囲であることが好ましく、より好ましくは2〜15m/分であり、さらに好ましくは5〜10m/分である。
【0081】
また、図4(b)のように、水流交絡処理時のノズルプレート4とスクリーン1の距離kは、水流噴射装置等に影響を受けるが、水流を散開させずに絡合性が良好な柱状流とする点で、5〜100mmであることが好ましく、より好ましくは20〜80mmである。
【0082】
水流交絡処理時のノズルプレート4と繊維ウェブ2との距離mは、上述したノズルプレート4とスクリーン1の距離kよりも、スクリーンの厚み分だけ離れていればよく、水流8が繊維ウェブ2に到達する際に柱状流の形状を保持していればよい。
【0083】
水流交絡処理時のスクリーン1と繊維ウェブ2との距離lは、上記のように、スクリーンの厚み分だけ離れていればよく、すなわち、距離lはほとんどなく接していてもよく、上述したノズルプレート4とスクリーン1と繊維ウェブ2の距離の関係性を満たす範囲内であることが好ましい。
【0084】
本発明における水流交絡処理の圧力は、1〜60MPaであることが好ましい。圧力が上昇する程コストが高くなるため、60MPa未満が好ましい。その水流交絡処理の圧力、ノズルおよびスクリーンは、処理する繊維ウェブの目付、繊維径、繊維長およびコンベアの進行速度等によって適宜選択し、高目付、高繊維径および高繊維長である程、高圧力の水流交絡処理を用いることが好ましい。さらに、極細繊維同士を高度に絡合させる目的で、圧力を上昇させるとコストが高くなり、一方で低目付にすると得られる不織布が不均一となり、繊維の切断により毛羽が発生する場合もある。そのため、絡合に対する効果やコストの点から水流交絡処理の圧力は、10〜40MPaの範囲が好ましく、高目付、高繊維径および高繊維長である程、高圧で処理することが好ましい。このようにすることによって、例えば、複合短繊維から得た極細繊維の場合、繊維同士が集束した極細繊維束が主として絡合しているものが一般的であるが、極細繊維束による絡合が殆ど観察されない程度にまで極細繊維同士が高度に絡合した不織布を得ることができ、耐摩耗性等の表面特性を向上させることもできる。
【0085】
次に、本発明の皮革様シートの製造方法について述べる。皮革様シートは、上述した不織布の製造方法により得られた不織布を用い、次いで下記方法により得ることができる。
【0086】
上述した不織布の製造方法により得られた不織布は、次いで起毛処理を行うことが好ましい。起毛処理を行うことにより平滑なタッチと表面品位を得ることができ、一層筋が目立たなくなる。起毛処理は、一般の立毛調天然皮革の処理方法におけるバフ工程に類似した処理であり、サンドペーパーやブラシ等を用いることにより、スエード調およびヌバック調の立毛調の皮革様シートを得ることができる。このような起毛処理は、染色の前または後、あるいは染色前および染色後にすることができる。また、プレスをした後に起毛処理を行うことにより、耐摩耗性を向上させることができる。
【0087】
さらに、染色は、液流染色機、サーモゾル染色機および高圧ジッガー染色機等のいずれの染色機を用いてもよい。中でも風合いが優れる点で、液流染色機を用いて染色することが好ましい。
【0088】
また、染色後には、柔軟加工、撥水加工、抗菌加工、抗ピル加工および高発色加工等の各種機能加工をすることができる。
【0089】
本発明の不織布の製造方法および皮革様シートの製造方法により、優れた物性と共に、水流交絡処理により発生した筋を目立たなくし、良好な表面品位を与えることができる。このように、本発明により得られた不織布と皮革様シートは、筋が極めて少なく高品位かつ高物性であることから、衣料、カーシート、靴、家具、雑貨および資材等の幅広い用途に使用することができる。
【実施例】
【0090】
次に、実施例を挙げて、本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。各実施例で得られた結果は、表1および表2にまとめて示した。
【0091】
また、各実施例における平均繊維繊度、繊維長、繊維見掛け密度、摩耗減量、ピリング、表面品位、引張強力および引裂強力は、次に示す方法で測定した。
【0092】
(1)平均単繊維繊度
複合繊維繊度をJIS−L−1015−8.5.1−A法(2010)に従って5回測定し、島数と重量比から計算した値を平均単繊維繊度とした。
【0093】
(2)繊維長
JIS−L−1015−8.4.1−C法(2010)に従って測定した200本の平均値を繊維長とした。
【0094】
(3)繊維見掛け密度
JIS−L−1096−8.3.2―A法(2010)に従って測定した2回の平均値を目付として、次いでJIS−L−1096−8.4―A法(2010)に従ってダイヤルシックネスゲージ((株)尾崎製作所製、“ピーコック”(登録商標)H)を用いて測定した10点の平均値を厚みとして、目付と厚みから得られる繊維見掛け密度の平均値をもって繊維見掛け密度とした。
【0095】
(4)摩耗減量およびピリング
JIS−L−1096−8.19.5−E法の家具用条件(2010)に従って4点測定した耐摩耗試験において、20000回摩耗した前後の平均重量減少を摩耗減量とし、その表面の外観から下記のように1〜5級に評価し、3〜5級を合格とした。
【0096】
5級:全く変化なし(良)、4級:殆ど変化なし、3級:ピリング(露出)がない、
2級:ピリング(露出)が目立つ、1級:ピリング(露出)がひどく目立つ(悪)。
【0097】
(5)表面品位
50cm四方の不織布および皮革様シートのサンプルを採取し、目視で表面に連続する複数の平行な線状模様の筋を確認し、下記のように評価し、3〜5級を合格とした。
5級:全く筋なし(良)、4級:僅かに筋あり、3級:やや筋あり、2級:筋が目立つ、1級:筋がひどく目立つ(悪)。
【0098】
(6)引張強力
JIS−L−1096−8.14.1−A法(ストリップ法)(2010)に従って、幅5cm、長さ20cmのサンプルを3点採取し、つかみ間隔10cmで定速伸長型引張試験器を用いて、引張速度10cm/分で伸長させた。得られた値の平均値を、幅1cm当たりに換算して引張強力とした。
【0099】
(7)引裂強力
JIS−L−1096−8.17.3.C法(トラペゾイド法)(2010)に従って測定した3点の平均を引裂強力とした。
【0100】
(8)ノズルの孔径およびピッチ
走査型電子顕微鏡(JSM−5400LV、日本電子(株)製)を用いて100倍で孔およびピッチを観察し、μm単位で少数1桁まで測定した10点の平均値を求め、少数第一位を四捨五入した。
【0101】
(実施例1)
海成分としてポリスチレン45質量部、島成分としてポリエチレンテレフタレート55質量部からなる平均単繊維繊度2.2dtex、島数36島、繊維長2.5cmの海島型複合短繊維を用い、カードおよびクロスラッパーを通して繊維ウェブを作製した。次いで、1バーブ型のニードルパンチ装置を用いて1500本/cm2の打ち込み密度でニードルパンチ処理し、繊維見掛け密度0.20g/cm3の複合短繊維ウェブを得た。次に、得られた複合短繊維ウェブを、約95℃の温度に加温した重合度500、ケン化度88%のポリビニルアルコール(PVA)12質量%の水溶液に、固形分換算で不織布重量に対し25質量%の付着量になるように浸積し、PVAの含浸と同時に2分間収縮処理を行い、100℃の温度で乾燥して水分を除去した。得られた繊維シートを約30℃の温度のトリクロロエチレンでポリスチレンを完全に除去するまで処理し、平均繊維繊度0.0057dtexの極細繊維とし、次いで、室田製作所(株)製の標準型漉割機を用いて、厚み方向に対して垂直に2枚にスプリット処理し、極細繊維シート(繊維ウェブ)を得た。
【0102】
この極細繊維シート(繊維ウェブ)の水流交絡処理面の上に多数の孔を有する#50のステンレス製の平織スクリーンを処理進行方向から45度傾けて重ねて、速度7m/分で移動するスクリーン上に載せ、1列目のノズルの孔径が140μm、2列目の孔径が120μm、各ノズル列のピッチが700μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在するノズルプレートであって、上記スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、該ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2.05倍となるノズルプレートを用いて、40MPaに加圧した常温の水で表面2回、裏面2回を4回ずつ水流交絡処理した後、乾燥して不織布を得た。得られた不織布は、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋がやや見られた。得られた結果を表1および表2にまとめて記した。
【0103】
(実施例2)
実施例1の不織布の表面を株式会社菊川鉄工所製のワイドベルトサンダで、粒度が#180のサンドペーパーを用いて、バフによる減量が5重量%になるまで起毛させた後、サーキュラー染色機を用いて分散染料で染色し皮革様シートを得た。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様が殆どなく、表面品位が優れていた。得られた結果を表1および表2にまとめて記した。
【0104】
(実施例3)
水圧を20MPaとしたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性がやや良好であり、表面に連続する複数の平行な線状模様が全くなく、表面品位が優れていた。得られた結果を表1および表2にまとめて記した。
【0105】
(実施例4)
水流交絡処理を、表面2回、裏面2回を水圧40MPaで1回ずつ、次いで表面2回、裏面2回を水圧20MPaで3回ずつとしたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性がやや良好であり、表面に連続する複数の平行な線状模様が殆どなく、表面品位が優れていた。得られた結果を表1および表2にまとめて記した。
【0106】
(実施例5)
スクリーンを多数の孔を有する#30のポリエステル製の平織スクリーンとして、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの3.42倍としたこと以外は、実施例2と同様に処理した。スクリーンが僅かにフィブリル化していたが、得られた皮革様シートは、耐摩耗性が良好であり、表面に連続する複数の平行な線状模様の筋が僅かであり、表面品位が良好であった。得られた結果を表1および表2にまとめて記した。
【0107】
(実施例6)
スクリーンの適用を表面のみとしたこと以外は、実施例4と同様に処理した。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋が僅かであり、表面品位がやや良好であった。得られた結果を表1および表2にまとめて記した。
【0108】
(実施例7)
1列目のノズルの孔径が200μm、2列目の孔径が80μm、各ノズル列のピッチが700μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在すであるノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2.05倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋が僅かであり、表面品位がやや良好であった。得られた結果を表1および表2に記した。
【0109】
(実施例8)
1列目のノズルの孔径が80μm、2列目の孔径が200μm、各ノズル列のピッチが700μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在するノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2.05倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋がやや見られた。得られた結果を表1および表2に記した。
【0110】
(実施例9)
1列目のノズルの孔径が200μm、2列目の孔径が60μm、各ノズル列のピッチが600μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在するノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2.39倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋がやや見られた。得られた結果を表1および表2に記した。
【0111】
(実施例10)
ポリエチレンテレフタレートからなる11dtex、24本のZ撚り800T/mを緯糸、経糸にそれぞれ配し、59×59本/2.54cmの織密度で平織物を製織した。次に、ソフサーを用いて90〜100℃で処理し、液流染色機を用いて110℃の温度で処理して96×87本/2.54cmの織密度の織物を得た。さらに、織物に実施例1で作製した極細繊維シート(繊維ウェブ)を重ね、その上に実施例1と同様のスクリーンおよびノズルプレートを用いて、同条件の水流交絡処理を行い、乾燥して織物を積層した不織布を得た。
【0112】
この織物を積層した不織布の表面を、実施例2と同様に起毛や染色を行った。得られた皮革様シートは、耐摩耗性が優れ、表面に連続する複数の平行な線状模様の筋が殆どなく、表面品位が優れていた。得られた結果を表1および表2にまとめて記した。
【0113】
(比較例1)
スクリーンを用いないこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れていたが、表面に連続する複数の平行な線状模様の筋が多く見られ、表面品位が粗かった。得られた結果を表1および表2に記した。
【0114】
(比較例2)
ノズルの孔径が120μm、ピッチが600μmである1列のノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの1.20倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が良好であったが、表面に連続する複数の平行な線状模様の筋が多く見られ、表面品位が粗かった。得られた結果を表1および表2に記した。
【0115】
(比較例3)
ノズルの孔径が120μm、ピッチが1200μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在する2列のノズルプレートを用いて、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの1.20倍としたこと以外は実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れず、表面に連続する複数の細かな平行な線状模様の筋が見られ、表面品位がやや粗かった。得られた結果を表1および表2に記した。
【0116】
(比較例4)
ノズルの孔径が120μm、ピッチが1200μmであり、1列目または2列目のノズル中心を通り繊維ウェブの進行方向に平行な直線上に、もう一方の列の他のノズル中心が存在せず、1列目と2列目のノズル列の距離が1.00cmであり、各列が平行に存在する2列のノズルプレートを用いて、スクリーンを#10のステンレス製の平織スクリーンとして、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの5.99倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性は良好であったが、表面に連続する複数の平行な線状模様の筋が多く見られ、表面品位は粗かった。得られた結果を表1および表2に記した。
【0117】
(比較例5)
スクリーンを#200のステンレス製の平織スクリーンとして、スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの0.51倍としたこと以外は、実施例2と同様に処理した。得られた皮革様シートは、耐摩耗性が優れず、表面に連続する複数の平行な線状模様の筋が僅かであり、表面品位は良好であった。得られた結果を表1および表2に記した。
【0118】
【表1】
【0119】
【表2】
【符号の説明】
【0120】
1:スクリーン
2:繊維ウェブ
3:繊維ウェブの進行方向
4:ノズルプレート
5:ノズルプレートの1列目のノズル列
6:ノズルプレートの2列目のノズル列
7:ノズルプレートの3列目のノズル列
8:水流
9:繊維ウェブ移送手段
a:スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさ(繊維ウェブの進行方向に対して垂直方向のスクリーンの枠間平均距離)
b:第1列目のノズルの孔径
c:第2列目のノズルの孔径
d:第3列目のノズルの孔径
e:第1列目のノズル間のピッチ
f:第2列目のノズル間のピッチ
g:第3列目のノズル間のピッチ
h:第1列目の各ノズル中心を含む繊維ウェブの進行方向に平行な直線と、該直線と隣り合う他の直線との距離の大きさ
i:第2列目の各ノズル中心を含む繊維ウェブの進行方向に平行な直線と、該直線と隣り合う他の直線との距離の大きさ
j:第3列目の各ノズル中心を含む繊維ウェブの進行方向に平行な直線と、該直線と隣り合う他の直線との距離の大きさ
k:ノズルプレートとスクリーンとの距離
l:スクリーンと繊維ウェブとの距離
m:ノズルプレートと繊維ウェブとの距離
【特許請求の範囲】
【請求項1】
平均単繊維繊度が0.0001〜0.5dtexの合成繊維からなる繊維ウェブを、下記(i)〜(iv)を満たす条件で水流交絡処理することを特徴とする不織布の製造方法。
(i)水流を噴射するノズルプレートと走行する繊維ウェブとの間に多数の孔を有するスクリーンが存在する。
(ii)複数のノズルが直線状に並んだノズル列が、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、そのノズルプレートの長辺に平行に複数存在する。
(iii)該ノズルプレートにおいて、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で当該一の列と隣り合う列の他のノズル中心が存在しない。
(iv)該スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、該ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2〜4倍である。
【請求項2】
ノズルプレートにおいて、一のノズル列は同一の孔径からなる複数のノズルからなり、かつ、同一ノズルプレート内において先に繊維ウェブに水流を噴射する一のノズル列の孔径が、後に繊維ウェブに水流を噴射する他のノズル列の孔径の0.8〜3.0倍である請求項1記載の不織布の製造方法。
【請求項1】
平均単繊維繊度が0.0001〜0.5dtexの合成繊維からなる繊維ウェブを、下記(i)〜(iv)を満たす条件で水流交絡処理することを特徴とする不織布の製造方法。
(i)水流を噴射するノズルプレートと走行する繊維ウェブとの間に多数の孔を有するスクリーンが存在する。
(ii)複数のノズルが直線状に並んだノズル列が、少なくとも長辺の2辺が平行である1枚のノズルプレート内に、そのノズルプレートの長辺に平行に複数存在する。
(iii)該ノズルプレートにおいて、一の列の各ノズル中心を通り繊維ウェブの進行方向に平行な直線上に、同一ノズルプレート内で当該一の列と隣り合う列の他のノズル中心が存在しない。
(iv)該スクリーンの孔の繊維ウェブの進行方向に垂直な方向の大きさが、該ノズルプレートの各ノズル中心を含む繊維ウェブの進行方向に平行な直線において、相互に隣り合う直線同士の距離の大きさの2〜4倍である。
【請求項2】
ノズルプレートにおいて、一のノズル列は同一の孔径からなる複数のノズルからなり、かつ、同一ノズルプレート内において先に繊維ウェブに水流を噴射する一のノズル列の孔径が、後に繊維ウェブに水流を噴射する他のノズル列の孔径の0.8〜3.0倍である請求項1記載の不織布の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−36540(P2012−36540A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−180162(P2010−180162)
【出願日】平成22年8月11日(2010.8.11)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月11日(2010.8.11)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]