
不織布の嵩増加方法
【課題】嵩の増加性能に優れた不織布の嵩増加方法及び嵩増加装置を提供する。
【解決手段】不織布の嵩増加方法は、不織布10を搬送する過程においてその嵩を増加させる不織布の嵩増加方法であり、不織布10を、回転ドラム4の周面に巻き掛けるようにして搬送し、その搬送中の該不織布10に対して、該周面側から熱風を吹き付け、該不織布の厚みを増加させる。不織布の嵩増加装置は、周面に多数の開口を有する回転ドラム4、ブローリング、及び該ブローリングに熱風を供給する熱風供給機構を備え、回転ドラム4は、周面の開口のうちの複数と連通する側方開口部を周方向に多数有し、ブローリングは、熱風を吹き出させる範囲を決定する円弧状の貫通孔又は溝を有し、回転ドラム4の側方開口部とブローリングの貫通孔又は溝とが重なっているときに、回転ドラム4の開口から熱風が吹き出す。
【解決手段】不織布の嵩増加方法は、不織布10を搬送する過程においてその嵩を増加させる不織布の嵩増加方法であり、不織布10を、回転ドラム4の周面に巻き掛けるようにして搬送し、その搬送中の該不織布10に対して、該周面側から熱風を吹き付け、該不織布の厚みを増加させる。不織布の嵩増加装置は、周面に多数の開口を有する回転ドラム4、ブローリング、及び該ブローリングに熱風を供給する熱風供給機構を備え、回転ドラム4は、周面の開口のうちの複数と連通する側方開口部を周方向に多数有し、ブローリングは、熱風を吹き出させる範囲を決定する円弧状の貫通孔又は溝を有し、回転ドラム4の側方開口部とブローリングの貫通孔又は溝とが重なっているときに、回転ドラム4の開口から熱風が吹き出す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不織布の嵩増加方法に関する。
【背景技術】
【0002】
不織布の製造においては、所定の方法に従い製造した不織布をロール状に一旦巻回して保管し、これを別工程へ搬送することがしばしばある。そして別工程において、不織布はロールから繰り出され、所定の製品の製造原料として用いられる。巻回状態にある不織布には大きな巻回圧が加わることから、巻回圧によってその嵩が減じられてしまうという不都合がある。この不都合は不織布が嵩高であるほど顕著である。
【0003】
本出願人は、巻回圧によって嵩が減じられた不織布の嵩回復方法として、捲縮した熱可塑性繊維を含む不織布に、エアスルー方式で熱風を貫通させ、加熱後の不織布を、加熱中の搬送速度よりも低速度で搬送して嵩を回復させる不織布の嵩回復方法を提案した(特許文献1)。
【0004】
【特許文献1】特開2005−15938号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に記載の具体例では、嵩を回復させるべき不織布の一面側を、通気性のコンベアベルトや開孔したドラムに当接させた状態で、該不織布の他面側から熱風を吹き付けて貫通させているため、その熱風は、加熱によって不織布の嵩の増加させる一方、風圧で不織布をコンベアベルト等に押しつけることにもなっていた。そのため、不織布の嵩回復性が必ずしも充分ではない場合があり、嵩回復性の一層の向上の観点から改良の余地があった。
【0006】
本発明は、嵩の増加性能に一層優れた不織布の嵩増加方法及び嵩増加装置を提供することに関する。
【課題を解決するための手段】
【0007】
本発明は、不織布を搬送する過程においてその嵩を増加させる不織布の嵩増加方法であって、不織布を、回転ドラムの周面に巻き掛けるようにして搬送し、その搬送中の該不織布に対して、該周面側から熱風を吹き付け、該不織布の厚みを増加させる、不織布の嵩増加方法を提供することに関する。
【0008】
また本発明は、前記の嵩増加方法の実施に用いられる不織布の嵩増加装置であって、周面に多数の開口を有する回転ドラム、ブローリング、及び該ブローリングに熱風を供給する熱風供給機構を備え、前記回転ドラムは、前記周面の開口のうちの複数と連通する側方開口部を周方向に多数有し、前記ブローリングは、熱風を吹き出させる範囲を決定する円弧状の貫通孔又は溝を有しており、前記回転ドラムの前記側方開口部と前記ブローリングの前記貫通孔又は前記溝とが重なっているときに、該回転ドラムの前記開口から熱風が吹き出すようになされている、不織布の嵩増加装置を提供するものである。
【発明の効果】
【0009】
本発明によれば、嵩の増加性能に一層優れた不織布の嵩増加方法及び装置を提供することができる。
【発明を実施するための最良の形態】
【0010】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。
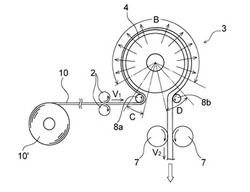
図1は、本発明の嵩増加方法の第1実施形態を模式的に示す図である。
第1実施形態の方法においては、図1に示すように、ロール状に巻回されている不織布原反10’から繰り出された不織布10に対し、本発明の嵩増加装置の一実施形態である嵩増加装置3を用いて嵩増加処理を施している。
不織布10の搬送方向に関し、嵩増加装置3の上流側には、不織布10を嵩増加装置3に送り込む速度を所定の速度に制御する一対の送りロール2,2、該嵩増加装置3の下流側には、嵩増加後の不織布を嵩増加装置3から導出する速度を所定の速度に制御する一対の送りロール7,7が設置されている。
【0011】
嵩増加装置3は、図2に示すように、周面に多数の開口41を有する回転ドラム4、ブローリング5,5、及び該ブローリング5,5に熱風を供給する熱風供給機構を備えている。また、不織布10の回転ドラム4への導入部には導入側フリーロール8aが配置され、不織布10の回転ドラム4からの導出部には導出側フリーロール8bが配置されている。
【0012】
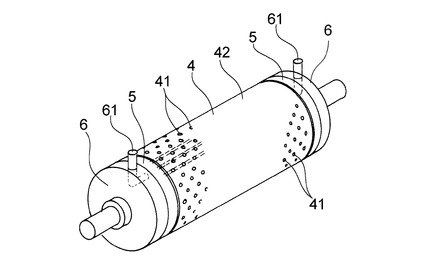
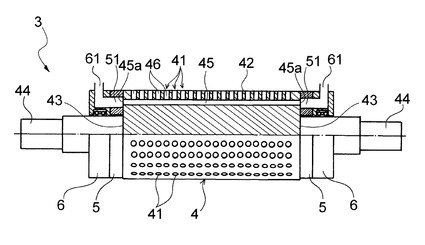
回転ドラム4は、円筒状の周面42と、該周面の両端に位置する一対の側面43,43とを有し、各側面43からは軸部44が突出している。回転ドラム4は、軸部44を、図示しない支持壁に回転自在に支持される共に該軸部44がモータによって回転駆動される。回転ドラム4の周面には、前述した開口41が、軸方向に一列をなすように並んでおり、そのような列が、周方向に多列に形成されている。回転ドラム4の内部には、図3に示すように、回転ドラム4の軸長方向と平行に延びる水平管路45が形成されている。水平管路45は、図4(b)に示すように、周方向に所定間隔で多数形成されており、個々の水平管路45は、それぞれ複数の分岐管路46,46・・を有している。それらの分岐管路46,46・・は、回転ドラム4の周面に開口しており、それらが上述した開口41,41・・である。
【0013】
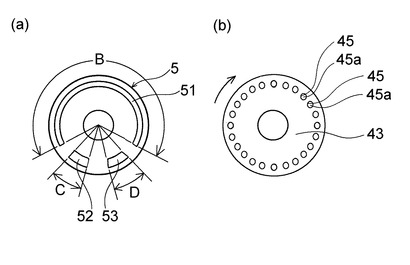
個々の水平管路45は、図4に示すように、回転ドラム4の側面43に開口する側方開口部45aを有している。
ブローリング5は、所定の厚みを有する円盤状の部材であり、図4(a)に示すように、熱風を吹き出させる範囲を決定する円弧状の貫通孔51を有している。熱風供給機構は、ブローリング5に密着した熱風供給部材6を介して、ブローリング5の貫通孔51に熱風を供給する。熱風供給部材6は、ブローリング5と同様に所定の厚みを有する円盤状の形態をなし、図2及び図3に示すようにL字状に屈曲した熱風供給路61を有している。熱風供給路61の一端は、熱風発生供給機に接続されており、他端は、ブローリング5の貫通孔51内の空間と連通している。熱風発生供給機としては、各種公知のものを用いることができ、例えば、電気式熱風発生機、油焚熱風発生機、蒸気配管熱交換式熱風発生機等を用いることができる。設備の容易さを考えると、電気式が好ましい。
そして、回転ドラム3を回転させながら、熱風供給路61を介してブローリング5の貫通孔51に熱風を供給すると、該熱風は、貫通孔51の円弧状の空間内に拡がり、側方開口部45aがブローリングの貫通孔51と重なっている間、水平管路45内を流通し、該水平管路45と連通している分岐管路46を介して、回転ドラム周面の開口41から吐出される。なお、ブローリング5及び熱風供給部材6は回転しない。
【0014】
本実施形態におけるブローリング5における貫通孔51は、図4(a)に符号Bで示す範囲に亘って形成されており、それに対応して、回転ドラム4の周面からの熱風の吐出は、図1に符号Bで示す範囲内において行われる。
本実施形態の嵩増加装置3は、回転ドラム4の周面から、導入側及び導出側フリーロール8a,8bそれぞれに向けて常温の風を吐出送風する機構を備えている。この送風吐出機構は、熱風供給部材6に前記熱風供給路61とは別に設けられた一対の送風供給路(図示せず)を介して、図4(a)に示す、ブローリング5の送風用貫通孔52,53に常温の空気を供給する。ブローリング5の送風用貫通孔52,53に供給された常温の空気は、回転ドラム4の側方開口部45aがブローリングの送風用貫通孔52,53間、水平管路45内を流通し、該水平管路45と連通している分岐管路46を介して、回転ドラム周面の開口41から吐出される。送風用貫通孔52,53は、図4(a)に符号C,Dで示す範囲に形成されており、それに対応して、回転ドラム4の周面からの吐出は、図1に符号C,Dで示す範囲内において行われる。送風用貫通孔52,53へ送風を供給する送風供給路は、熱風供給路61と同様に熱風供給部材6の円盤状の部分に連結して形成されている(図示省略)。
【0015】
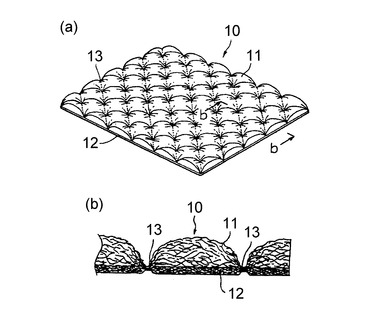
以上の構成を有する嵩増加装置3を用いた本実施形態の方法について説明すると、嵩を増加(回復)させる対象の不織布10は、図5(a)及び(b)に示すように嵩高な三次元形状のものであり、第1層11及びこれに隣接する第2層12を備えている2層からなる多層構造のものである。第1層11と第2層12とは多数の接合部13において部分的に接合されている。接合部13は全体として菱形格子状のパターンを形成している。接合部13は圧密化されており、不織布10における他の部分に比べて厚みが小さく且つ密度が大きくなっている。
【0016】
不織布10は、前記の菱形格子状のパターンからなる接合部13によって取り囲まれて形成された閉じた領域を多数有している。この閉じた領域において、第1層11は凸状の三次元的な立体形状をなしている。この立体形状をなしている部分はドーム状の形状をしている。一方、第2層12はほぼ平坦な形状となっている。そして不織布10全体としてみると、その第2層12側の外面が平坦であり且つ第1層11側の外面に多数の凸部を有している構造となっている。
【0017】
第1層11は、捲縮を有する熱可塑性繊維(以下、単に捲縮繊維という)を含む層である。捲縮繊維としては、機械捲縮によって二次元的にジグザグ状に捲縮した繊維や、螺旋状に三次元捲縮した繊維などを用いることができる。第1層11は、捲縮繊維100%から構成されていてもよく、或いは捲縮繊維に加えて熱融着性繊維、例えば芯鞘型複合繊維やサイド・バイ・サイド型複合繊維を含むこともできる。第1層11に用いる繊維は、実質的に熱収縮性を有しないか、又は後述する第2層12に含まれる熱収縮性繊維の熱収縮温度以下で熱収縮しないものが好ましい。一方、第2層12は熱収縮性繊維を含む層である。
【0018】
不織布10の製造方法及びその構成繊維等の詳細については、本出願人の先の出願に係る特開2002−187228号公報に記載されている。製造方法について簡単に述べると、先ず捲縮繊維を含む繊維原料を用いて第1層のカードウエブを製造する。これとは別に、熱収縮性繊維を含む繊維原料を用いて第2層のカードウエブを製造する。第2層のカードウエブ上に第1層のカードウエブを重ね合わせ、両者を所定パターンからなる接合部において部分的に接合する。接合には例えば超音波エンボスが用いられる。次いで、第2層のカードウエブに含まれている熱収縮性繊維の熱収縮開始温度以上で、エアスルー方式によって熱風を吹き付ける熱処理を行い、第2層を熱収縮させると共に接合部によって取り囲まれた閉じた領域に位置する第1層を凸状に突出させ三次元立体形状を形成する。更に、構成繊維の交点を熱融着させる。これによって不織布が10が得られる。斯かる製造方法で製造された不織布10は、一旦ロール状に巻回され原反となされて保管される。
【0019】
再び図1に戻ると、ロール状に巻回されている不織布原反10’は、不織布の搬送方向において、嵩増加装置3よりも上流の位置に配置されており、該原反10’から不織布10が繰り出される。ロール状に巻回された状態にある不織布10は、巻回圧によってその嵩が減じられている。特に、前述の通り不織布10は嵩高な三次元形状を有していることから、巻回圧による嵩の減少は著しい。この状態の不織布10を、嵩増加装置3に通すことによってその嵩を回復させ原反10’の不織布10に比べて嵩が増加する。
【0020】
先ず、原反10’から繰り出された不織布10が、送りロール2,2等の公知の搬送手段により搬送されて、嵩増加装置3に送られる。嵩増加装置3に送られた不織布10は、導入側フリーロール8aによって、その搬送方向を、回転ドラム4の周面に沿う方向へと変えられた後、回転ドラム4の周面に巻き掛けるようにして搬送される。
そして、図1に符号Bで示す範囲を搬送されている間、不織布10に対して、回転ドラム4の周面側から所定温度に加熱された熱風が吹き付けられる。熱風は、不織布を貫通するように吹き付けることが嵩回復及び増加性の一層の向上の観点から好ましい。
【0021】
本実施形態の方法においては、このようにして、回転ドラムの周面に巻き掛けるようにして搬送しつつ、その不織布に対して、回転ドラムの周面側から熱風を吹き付けるようにしたので、熱風によって、不織布が回転ドラムの周面に押しつけられない。そのため、加熱による不織布の厚み回復が、熱風の圧力によって妨げられることが防止され、巻回圧等によって嵩が減少していた不織布10の嵩を、効率よく増加させることができる。
【0022】
なお、熱風を供給することによる嵩の回復及び増加性能の向上は、第1層11に含まれている捲縮繊維の熱風による嵩の回復が主要な要因の一つである。この観点からは、不織布10に吹き付ける熱風は、捲縮繊維の融点(以下mpという)未満で且つmp−50℃以上とすることが好ましい。不織布10の嵩を一層効果的に回復及び増加させる観点から、熱風の温度はmp−50℃以上で且つmp−3℃以下、特にmp−30℃以上で且つmp−5℃以下であることが好ましい。
【0023】
また、熱風を供給することによる嵩の回復及び増加性能の向上の他の要因としては、不織布を構成する捲縮繊維外の繊維、あるいは繊維どうしの交点等が軟化し、変形し易くなることがあげられる。この観点からも、不織布10に吹き付ける熱風の温度は、不織布に含まれる熱可塑性繊維の融点に対して、特にmp−30℃以上で且つmp−5℃以下であることが好ましい。
【0024】
熱風の吹き付けにより嵩が回復した不織布10は、導出側フリーロール8bによって、その搬送方向を、回転ドラム4の周面に沿う方向から、回転ドラム4から離れる方向へと変えられる。そして、嵩増加装置3を出た不織布10は、図1に示すように、一対の送りロール7,7に挟持されて更に下流へと搬送される。送りロール7,7による、不織布10の回転ドラム4からの導出速度V2は、送りロール2,2等による、不織布10の回転ドラムへの導入速度V1よりも遅くすることが、不織布10が、回転ドラム4の周面に接触する程度を軽減し、より嵩を回復し易くする観点から好ましい。なお、本実施形態の方法においては、図1に示すように、導入側のフリーロール8aから導出側フリーロール8bまでの間の全域において、不織布10を、回転ドラム4の周面から離間した浮いた状態としており、熱風を吹き付ける範囲Bの全域において、不織布10を回転ドラム4の周面から浮いた状態としている。不織布10の回転ドラム4への接触を軽減する観点から、前記導出速度V2は、前記導入速度V1の90〜100%とすることが好ましく、より好ましくは、92〜98%、特に好ましくは94〜96%である。
【0025】
また、本実施形態で用いた嵩増加装置3は、回転ドラム4の周面から両フリーロール8a,8bに向けて常温の風を吹き出す送風吐出機構を有している。導出側フリーロール8bへの常温の風の吹きつけにより該フリーロール8bを冷却することで、高温状態にある不織布表面が、高温のロールと接触することで受けるダメージ(嵩の低下)を避けることができる。また、フリーロール8a,8bの両ロールに送風することで、両ロールと不織布10の密着し、回転ドラム4への導入および導出の安定性が向上する。この送風吐出機構で吹き付ける送風の温度は、5〜50℃であることが好ましく、より好ましくは10〜30℃である。
【0026】
本実施形態におけるように、不織布10に熱風を吹き付ける範囲(図1中のBで示す範囲、以下「浮上区域」という)の前後において、該不織布に送風することで、浮上区域の入口・出口部でのまきつけ角度を大きくすることができ、それにより、浮上区域を大きく形成し不織布10へ熱風の吹き付けを十分に付与できる。ここで、「浮上区域の入口・出口部でのまきつけ角度」とは、フリーロール8a,8bと回転ドラム4で成す角度であり、フリーロール8a,8bのセンターと、回転ドラム4のセンターを結ぶラインとで構成される鈍角を指す。
また、常温風を両フリーロールに吹きつけることで、浮上区域における不織布の蛇行を少なくすることができる。
【0027】
浮上区域内の熱風の風速は、2〜6m/secであることが望ましい。常温風の風速については、フリーロールへの接触による嵩低下を防ぐため、低風速が望ましい。しかし、浮上状態(テンションフリー)の状態では、蛇行が生じ易く、蛇行防止の効果を得るためには、5〜6m/secであることが望ましい。
【0028】
本実施形態で用いた図1に示す嵩増加装置3においては、回転ドラム4はその外側がフード(図示省略)で囲まれており、不織布への熱風吹き付けは該フード内で行われる。フードを設けることにより、周辺環境の温度上昇を防止し、また、熱風を回収して熱風供給路または熱風発生供給機に戻して再利用を行うことができる。
なお、不織布10は、熱風や常温風により回転ドラム4から浮上しても、フードには接触しない。
【0029】
このようにして、嵩が回復及び増加した不織布10は、引き続き次工程である各種加工工程に付される。この加工工程へ付す場合には、不織布10を巻き取らずに、厚みが回復した状態のままで搬送することが好ましい。加工工程としては、不織布10の用途に応じて様々な工程があるが、その典型的な一例として、生理用ナプキンや使い捨ておむつなどの吸収性物品の製造工程を例にとり説明する。
【0030】
生理用ナプキンや使い捨ておむつなどの吸収性物品は、液透過性の表面シート、液不透過性の裏面シート及び両シート間に介在配置された液保持性の吸収体を有している。更に、表面シートと吸収体との間に液透過性のサブレイヤーシートが介在配置された吸収性物品も知られている。このような構成を有する吸収性物品においては、先に説明した図5(a)及び(b)に示す構造の嵩高な不織布10を表面シート又はサブレイヤーシートとして用いると、その嵩高さの故に、液戻り量が少なく、また液の横方向への拡散が少なくスポット吸収が可能となる。更に液残りが少なく、そのうえ高粘性液の透過が良好となる。特に本実施形態で用いた不織布10は、図5(a)及び図5(b)に示すように三次元的な立体形状をなし、嵩高のものであるから、嵩の回復によって該不織布10が本来有している嵩高感を感触的にも視覚的にもアピールすることができる。このような吸収性物品を製造するには、不織布10を吸収性物品に組み込むに先立ち、先ずロール状に巻回された原反10’の状態となっている不織布10を該原反10’から繰り出す。繰り出された不織布10は、嵩増加装置3に導入して不織布10の嵩を回復させる。引き続き、不織布10を、搬送方向の下流に設置されている吸収性物品の加工機(図示せず)に導入し、公知の方法に従い吸収性物品を製造する。加工機においては、例えばニップロールによる挟圧加工など、不織布10の嵩が減じられる可能性のある加工が施される場合が多いが、前述の方法に従って嵩が一旦回復した不織布10は、そのような挟圧加工等に付されても嵩が大きく減じられることはない。また吸収性物品の完成後に該吸収性物品を圧縮状態でパッケージ詰めすることが通常行われるが、この圧縮状態下においても不織布の嵩が大きく減じられることはない。冷却が完了する前に吸収性物品をパッケージ詰めすると、不織布の嵩が大きく減じてしまう。
【0031】
次に、本発明の第2の実施形態について図6を参照しながら説明する。第2実施形態については、第1の実施形態と異なる点についてのみ説明し、特に説明しない点については、第1の実施形態に関して詳述した説明が適宜適用される。
【0032】
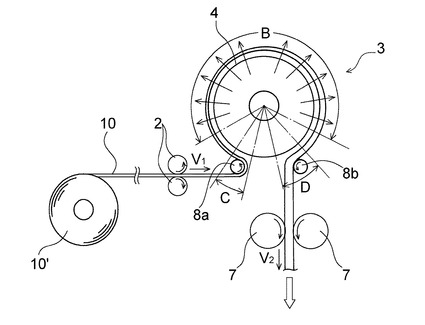
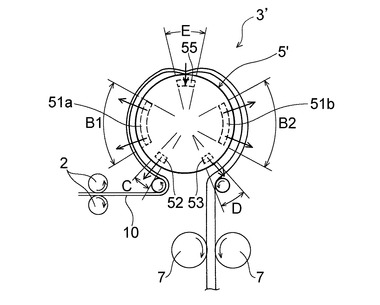
図6は、第2実施形態を説明するための概念図である。第2実施形態で用いた嵩増加装置3’は、回転ドラム4の頂部(一部)に不織布10を吸引する部分を有している。第1実施形態で用いたブローリング5に代えて、図6に示すように、熱風用の貫通孔51a、51b間に、吸引用の貫通孔55を有するブローリング5を用いている。そして、熱風供給部材6に、熱風用の貫通孔51a、51bに熱風を供給する熱風供給路とは別に設けた吸引用の連通路(図示せず)を介して、ブローリング5の吸引用の貫通孔55と外部の減圧機(吸気ファン等)とを連通させ、該貫通孔55内の空気を減圧する。そして、回転ドラム4の側方開口部45aがブローリングの吸引用の貫通孔55と連通している間、水平管路45及び該水平管路45と連通している分岐管路46を介して、回転ドラム周面の開口41から吸引が行われる。吸引用の貫通孔55は、図6に符号Eで示す範囲に形成されており、それに対応して、回転ドラム4の周面からの吸引は、図6に符号Eで示す範囲内において行われる。
【0033】
このように、回転ドラム4の頂部(一部)に不織布10を吸引する部分を設けることで、不織布10の離間距離を少なくできるため嵩増加装置3をコンパクト化することができ、また不織布10が蛇行することを抑制することができる。
【0034】
次に、本発明の第3及び第4実施形態について、図7及び図8を参照しながら説明する。
第3及び第4実施形態については、第1の実施形態と異なる点についてのみ説明し、特に説明しない点については、第1の実施形態に関して詳述した説明が適宜適用される。
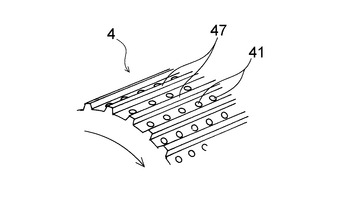
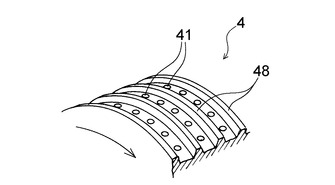
第3及び4実施形態で用いた嵩増加装置は、回転ドラム4の表面に、図7又は図8に示すように、凹凸が形成されている。より詳細には、第3実施形態における回転ドラム4は、その周面に、それぞれ回転軸の軸長方向と平行に延びる凸条部47が多数本形成されており、回転ドラム4の周方向における凸条部47どうし間は溝部となっている。他方、第4実施形態における回転ドラム4は、その周面に、それぞれ周方向と平行に延びる凸条部48が多数本形成されており、回転ドラム4の回転軸の軸長方向における凸条部48どうし間は溝部となっている、
そして、凸条部47又は凸条部48間の溝部に、第1実施形態における開口41と同様に機能する開口41が形成されている。
【0035】
第3及び4実施形態のように、このように、周面に凹凸を有する回転ドラム4を用いることで、熱風処理する不織布に、凸部に接触しているところを積極的に形成してもよい。凸部に接触していないところは、不織布がその両面に自由に膨らむことができるので、嵩回復性を一層向上させることができる。なお、回転ドラム4の周面に形成する凹凸は、凸部や凹部を千鳥状に配置して形成することもできる。また、格子状の凸部を形成することもできる。
例えば、第3及び第4実施形態のように、凸部として凸条部を設けた場合、一の開口41と凸条部を介して隣り合う他の開口41とが相互に影響することを防止でき、個々の開口41から吹き出す熱風の向きや強さをコントロールし易くなり、不織布を浮上させ易くなる。
【0036】
本発明は、前記した各実施形態に制限されない。例えば本発明で嵩を増加させる対象の不織布は、図5(a)及び(b)に示すものに限られず、捲縮繊維を含む単層、多層構造のものや、捲縮繊維及び熱収縮性繊維を含む単層、多層構造のものであってもよい。例えば、3層以上の多層構造からなり、その一方又は双方の最外層に捲縮繊維が含まれており且つ最外層間の内層に熱収縮性繊維が含まれている不織布であってもよい。
また、捲縮繊維を含まないものであっても良く、熱伸長性繊維を含む不織布であってもよい。
【0037】
嵩を増加させる対象の不織布としては、各種製法による不織布を挙げることができる。本発明で嵩を増加させる不織布は、特に制限なく、例えばスパンボンド不織布やスパンレース不織布、レジンボンド不織布、ニードルパンチ不織布を用いてもよいが、嵩高い不織布が得られ且つ嵩の回復及び増加率の高い製造方法であるエアスルー方式で製造された(エアースルー不織布)ものが特に好ましい。エアースルー不織布は、カード法又はエアレイ法により形成した繊維ウエブをエアースルー法による熱風処理等により不織布化して得られるものである。また、樹脂フィルムとラミネートされた不織布の嵩増加を行うこともできる。
【0038】
また、不織布は、熱可塑性繊維に加えて、パルプ繊維やコットン繊維等の熱融着性を実質的に有しない繊維を含ませたものであっても良い。
【0039】
また、前記した各実施形態では、不織布をロール状に一旦巻回した結果、その嵩が減じた不織布の嵩回復に用いた事例を紹介したが、本願の方法および装置は不織布の嵩回復用に制限されず、前述の熱収縮性繊維を含む不織布の熱収縮による嵩増加処理や、熱伸張性繊維を含む不織布の熱伸長による嵩増加処理等に用いることもできる。
【0040】
また、ブローリングは、熱風を吹き出させる範囲を決定する円弧状の貫通孔に代えて、熱風を吹き出させる範囲を決定する円弧状の溝を有するものであっても良い。この場合、その円弧状の溝に対して、熱風供給機構により外部から熱風を供給する。
【図面の簡単な説明】
【0041】
【図1】本発明の嵩増加方法及び装置の第1実施形態を模式的に示す図である。
【図2】第1実施形態の方法に用いた嵩増加装置の要部を拡大して示す斜視図である。
【図3】回転ドラム、ブローリング及び熱供給部材の部分断面正面図である。
【図4】図4(a)は、第1実施形態の方法に用いた嵩増加装置のブローリングを示す図であり、図4(b)は、第1実施形態の方法に用いた嵩増加装置の回転ドラムの側面を示す図である。
【図5】図5(a)は本発明の方法の適用対象となる不織布の一例を示す斜視図であり、図5(b)は図5(a)におけるb−b線断面図である。
【図6】本発明の嵩増加方法及び装置の第2実施形態を説明するための模式図である。
【図7】本発明の更に他の実施形態における回転ドラムの表面を示す斜視図である。
【図8】本発明の更に更に他の実施形態における回転ドラムの表面を示す斜視図である。
【符号の説明】
【0042】
2 送りロール
3,3’ 嵩増加装置
4 回転ドラム
5 ブローリング
51,51a,51b 熱風用の貫通孔
52,53 冷風用の貫通孔
55 吸引用の貫通孔
6 熱風供給部材
7 ニップロール
8a 導入側フリーロール
8b 導出側フリーロール
10 不織布
10’ 原反
11 第1層
12 第2層
【技術分野】
【0001】
本発明は、不織布の嵩増加方法に関する。
【背景技術】
【0002】
不織布の製造においては、所定の方法に従い製造した不織布をロール状に一旦巻回して保管し、これを別工程へ搬送することがしばしばある。そして別工程において、不織布はロールから繰り出され、所定の製品の製造原料として用いられる。巻回状態にある不織布には大きな巻回圧が加わることから、巻回圧によってその嵩が減じられてしまうという不都合がある。この不都合は不織布が嵩高であるほど顕著である。
【0003】
本出願人は、巻回圧によって嵩が減じられた不織布の嵩回復方法として、捲縮した熱可塑性繊維を含む不織布に、エアスルー方式で熱風を貫通させ、加熱後の不織布を、加熱中の搬送速度よりも低速度で搬送して嵩を回復させる不織布の嵩回復方法を提案した(特許文献1)。
【0004】
【特許文献1】特開2005−15938号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に記載の具体例では、嵩を回復させるべき不織布の一面側を、通気性のコンベアベルトや開孔したドラムに当接させた状態で、該不織布の他面側から熱風を吹き付けて貫通させているため、その熱風は、加熱によって不織布の嵩の増加させる一方、風圧で不織布をコンベアベルト等に押しつけることにもなっていた。そのため、不織布の嵩回復性が必ずしも充分ではない場合があり、嵩回復性の一層の向上の観点から改良の余地があった。
【0006】
本発明は、嵩の増加性能に一層優れた不織布の嵩増加方法及び嵩増加装置を提供することに関する。
【課題を解決するための手段】
【0007】
本発明は、不織布を搬送する過程においてその嵩を増加させる不織布の嵩増加方法であって、不織布を、回転ドラムの周面に巻き掛けるようにして搬送し、その搬送中の該不織布に対して、該周面側から熱風を吹き付け、該不織布の厚みを増加させる、不織布の嵩増加方法を提供することに関する。
【0008】
また本発明は、前記の嵩増加方法の実施に用いられる不織布の嵩増加装置であって、周面に多数の開口を有する回転ドラム、ブローリング、及び該ブローリングに熱風を供給する熱風供給機構を備え、前記回転ドラムは、前記周面の開口のうちの複数と連通する側方開口部を周方向に多数有し、前記ブローリングは、熱風を吹き出させる範囲を決定する円弧状の貫通孔又は溝を有しており、前記回転ドラムの前記側方開口部と前記ブローリングの前記貫通孔又は前記溝とが重なっているときに、該回転ドラムの前記開口から熱風が吹き出すようになされている、不織布の嵩増加装置を提供するものである。
【発明の効果】
【0009】
本発明によれば、嵩の増加性能に一層優れた不織布の嵩増加方法及び装置を提供することができる。
【発明を実施するための最良の形態】
【0010】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。
図1は、本発明の嵩増加方法の第1実施形態を模式的に示す図である。
第1実施形態の方法においては、図1に示すように、ロール状に巻回されている不織布原反10’から繰り出された不織布10に対し、本発明の嵩増加装置の一実施形態である嵩増加装置3を用いて嵩増加処理を施している。
不織布10の搬送方向に関し、嵩増加装置3の上流側には、不織布10を嵩増加装置3に送り込む速度を所定の速度に制御する一対の送りロール2,2、該嵩増加装置3の下流側には、嵩増加後の不織布を嵩増加装置3から導出する速度を所定の速度に制御する一対の送りロール7,7が設置されている。
【0011】
嵩増加装置3は、図2に示すように、周面に多数の開口41を有する回転ドラム4、ブローリング5,5、及び該ブローリング5,5に熱風を供給する熱風供給機構を備えている。また、不織布10の回転ドラム4への導入部には導入側フリーロール8aが配置され、不織布10の回転ドラム4からの導出部には導出側フリーロール8bが配置されている。
【0012】
回転ドラム4は、円筒状の周面42と、該周面の両端に位置する一対の側面43,43とを有し、各側面43からは軸部44が突出している。回転ドラム4は、軸部44を、図示しない支持壁に回転自在に支持される共に該軸部44がモータによって回転駆動される。回転ドラム4の周面には、前述した開口41が、軸方向に一列をなすように並んでおり、そのような列が、周方向に多列に形成されている。回転ドラム4の内部には、図3に示すように、回転ドラム4の軸長方向と平行に延びる水平管路45が形成されている。水平管路45は、図4(b)に示すように、周方向に所定間隔で多数形成されており、個々の水平管路45は、それぞれ複数の分岐管路46,46・・を有している。それらの分岐管路46,46・・は、回転ドラム4の周面に開口しており、それらが上述した開口41,41・・である。
【0013】
個々の水平管路45は、図4に示すように、回転ドラム4の側面43に開口する側方開口部45aを有している。
ブローリング5は、所定の厚みを有する円盤状の部材であり、図4(a)に示すように、熱風を吹き出させる範囲を決定する円弧状の貫通孔51を有している。熱風供給機構は、ブローリング5に密着した熱風供給部材6を介して、ブローリング5の貫通孔51に熱風を供給する。熱風供給部材6は、ブローリング5と同様に所定の厚みを有する円盤状の形態をなし、図2及び図3に示すようにL字状に屈曲した熱風供給路61を有している。熱風供給路61の一端は、熱風発生供給機に接続されており、他端は、ブローリング5の貫通孔51内の空間と連通している。熱風発生供給機としては、各種公知のものを用いることができ、例えば、電気式熱風発生機、油焚熱風発生機、蒸気配管熱交換式熱風発生機等を用いることができる。設備の容易さを考えると、電気式が好ましい。
そして、回転ドラム3を回転させながら、熱風供給路61を介してブローリング5の貫通孔51に熱風を供給すると、該熱風は、貫通孔51の円弧状の空間内に拡がり、側方開口部45aがブローリングの貫通孔51と重なっている間、水平管路45内を流通し、該水平管路45と連通している分岐管路46を介して、回転ドラム周面の開口41から吐出される。なお、ブローリング5及び熱風供給部材6は回転しない。
【0014】
本実施形態におけるブローリング5における貫通孔51は、図4(a)に符号Bで示す範囲に亘って形成されており、それに対応して、回転ドラム4の周面からの熱風の吐出は、図1に符号Bで示す範囲内において行われる。
本実施形態の嵩増加装置3は、回転ドラム4の周面から、導入側及び導出側フリーロール8a,8bそれぞれに向けて常温の風を吐出送風する機構を備えている。この送風吐出機構は、熱風供給部材6に前記熱風供給路61とは別に設けられた一対の送風供給路(図示せず)を介して、図4(a)に示す、ブローリング5の送風用貫通孔52,53に常温の空気を供給する。ブローリング5の送風用貫通孔52,53に供給された常温の空気は、回転ドラム4の側方開口部45aがブローリングの送風用貫通孔52,53間、水平管路45内を流通し、該水平管路45と連通している分岐管路46を介して、回転ドラム周面の開口41から吐出される。送風用貫通孔52,53は、図4(a)に符号C,Dで示す範囲に形成されており、それに対応して、回転ドラム4の周面からの吐出は、図1に符号C,Dで示す範囲内において行われる。送風用貫通孔52,53へ送風を供給する送風供給路は、熱風供給路61と同様に熱風供給部材6の円盤状の部分に連結して形成されている(図示省略)。
【0015】
以上の構成を有する嵩増加装置3を用いた本実施形態の方法について説明すると、嵩を増加(回復)させる対象の不織布10は、図5(a)及び(b)に示すように嵩高な三次元形状のものであり、第1層11及びこれに隣接する第2層12を備えている2層からなる多層構造のものである。第1層11と第2層12とは多数の接合部13において部分的に接合されている。接合部13は全体として菱形格子状のパターンを形成している。接合部13は圧密化されており、不織布10における他の部分に比べて厚みが小さく且つ密度が大きくなっている。
【0016】
不織布10は、前記の菱形格子状のパターンからなる接合部13によって取り囲まれて形成された閉じた領域を多数有している。この閉じた領域において、第1層11は凸状の三次元的な立体形状をなしている。この立体形状をなしている部分はドーム状の形状をしている。一方、第2層12はほぼ平坦な形状となっている。そして不織布10全体としてみると、その第2層12側の外面が平坦であり且つ第1層11側の外面に多数の凸部を有している構造となっている。
【0017】
第1層11は、捲縮を有する熱可塑性繊維(以下、単に捲縮繊維という)を含む層である。捲縮繊維としては、機械捲縮によって二次元的にジグザグ状に捲縮した繊維や、螺旋状に三次元捲縮した繊維などを用いることができる。第1層11は、捲縮繊維100%から構成されていてもよく、或いは捲縮繊維に加えて熱融着性繊維、例えば芯鞘型複合繊維やサイド・バイ・サイド型複合繊維を含むこともできる。第1層11に用いる繊維は、実質的に熱収縮性を有しないか、又は後述する第2層12に含まれる熱収縮性繊維の熱収縮温度以下で熱収縮しないものが好ましい。一方、第2層12は熱収縮性繊維を含む層である。
【0018】
不織布10の製造方法及びその構成繊維等の詳細については、本出願人の先の出願に係る特開2002−187228号公報に記載されている。製造方法について簡単に述べると、先ず捲縮繊維を含む繊維原料を用いて第1層のカードウエブを製造する。これとは別に、熱収縮性繊維を含む繊維原料を用いて第2層のカードウエブを製造する。第2層のカードウエブ上に第1層のカードウエブを重ね合わせ、両者を所定パターンからなる接合部において部分的に接合する。接合には例えば超音波エンボスが用いられる。次いで、第2層のカードウエブに含まれている熱収縮性繊維の熱収縮開始温度以上で、エアスルー方式によって熱風を吹き付ける熱処理を行い、第2層を熱収縮させると共に接合部によって取り囲まれた閉じた領域に位置する第1層を凸状に突出させ三次元立体形状を形成する。更に、構成繊維の交点を熱融着させる。これによって不織布が10が得られる。斯かる製造方法で製造された不織布10は、一旦ロール状に巻回され原反となされて保管される。
【0019】
再び図1に戻ると、ロール状に巻回されている不織布原反10’は、不織布の搬送方向において、嵩増加装置3よりも上流の位置に配置されており、該原反10’から不織布10が繰り出される。ロール状に巻回された状態にある不織布10は、巻回圧によってその嵩が減じられている。特に、前述の通り不織布10は嵩高な三次元形状を有していることから、巻回圧による嵩の減少は著しい。この状態の不織布10を、嵩増加装置3に通すことによってその嵩を回復させ原反10’の不織布10に比べて嵩が増加する。
【0020】
先ず、原反10’から繰り出された不織布10が、送りロール2,2等の公知の搬送手段により搬送されて、嵩増加装置3に送られる。嵩増加装置3に送られた不織布10は、導入側フリーロール8aによって、その搬送方向を、回転ドラム4の周面に沿う方向へと変えられた後、回転ドラム4の周面に巻き掛けるようにして搬送される。
そして、図1に符号Bで示す範囲を搬送されている間、不織布10に対して、回転ドラム4の周面側から所定温度に加熱された熱風が吹き付けられる。熱風は、不織布を貫通するように吹き付けることが嵩回復及び増加性の一層の向上の観点から好ましい。
【0021】
本実施形態の方法においては、このようにして、回転ドラムの周面に巻き掛けるようにして搬送しつつ、その不織布に対して、回転ドラムの周面側から熱風を吹き付けるようにしたので、熱風によって、不織布が回転ドラムの周面に押しつけられない。そのため、加熱による不織布の厚み回復が、熱風の圧力によって妨げられることが防止され、巻回圧等によって嵩が減少していた不織布10の嵩を、効率よく増加させることができる。
【0022】
なお、熱風を供給することによる嵩の回復及び増加性能の向上は、第1層11に含まれている捲縮繊維の熱風による嵩の回復が主要な要因の一つである。この観点からは、不織布10に吹き付ける熱風は、捲縮繊維の融点(以下mpという)未満で且つmp−50℃以上とすることが好ましい。不織布10の嵩を一層効果的に回復及び増加させる観点から、熱風の温度はmp−50℃以上で且つmp−3℃以下、特にmp−30℃以上で且つmp−5℃以下であることが好ましい。
【0023】
また、熱風を供給することによる嵩の回復及び増加性能の向上の他の要因としては、不織布を構成する捲縮繊維外の繊維、あるいは繊維どうしの交点等が軟化し、変形し易くなることがあげられる。この観点からも、不織布10に吹き付ける熱風の温度は、不織布に含まれる熱可塑性繊維の融点に対して、特にmp−30℃以上で且つmp−5℃以下であることが好ましい。
【0024】
熱風の吹き付けにより嵩が回復した不織布10は、導出側フリーロール8bによって、その搬送方向を、回転ドラム4の周面に沿う方向から、回転ドラム4から離れる方向へと変えられる。そして、嵩増加装置3を出た不織布10は、図1に示すように、一対の送りロール7,7に挟持されて更に下流へと搬送される。送りロール7,7による、不織布10の回転ドラム4からの導出速度V2は、送りロール2,2等による、不織布10の回転ドラムへの導入速度V1よりも遅くすることが、不織布10が、回転ドラム4の周面に接触する程度を軽減し、より嵩を回復し易くする観点から好ましい。なお、本実施形態の方法においては、図1に示すように、導入側のフリーロール8aから導出側フリーロール8bまでの間の全域において、不織布10を、回転ドラム4の周面から離間した浮いた状態としており、熱風を吹き付ける範囲Bの全域において、不織布10を回転ドラム4の周面から浮いた状態としている。不織布10の回転ドラム4への接触を軽減する観点から、前記導出速度V2は、前記導入速度V1の90〜100%とすることが好ましく、より好ましくは、92〜98%、特に好ましくは94〜96%である。
【0025】
また、本実施形態で用いた嵩増加装置3は、回転ドラム4の周面から両フリーロール8a,8bに向けて常温の風を吹き出す送風吐出機構を有している。導出側フリーロール8bへの常温の風の吹きつけにより該フリーロール8bを冷却することで、高温状態にある不織布表面が、高温のロールと接触することで受けるダメージ(嵩の低下)を避けることができる。また、フリーロール8a,8bの両ロールに送風することで、両ロールと不織布10の密着し、回転ドラム4への導入および導出の安定性が向上する。この送風吐出機構で吹き付ける送風の温度は、5〜50℃であることが好ましく、より好ましくは10〜30℃である。
【0026】
本実施形態におけるように、不織布10に熱風を吹き付ける範囲(図1中のBで示す範囲、以下「浮上区域」という)の前後において、該不織布に送風することで、浮上区域の入口・出口部でのまきつけ角度を大きくすることができ、それにより、浮上区域を大きく形成し不織布10へ熱風の吹き付けを十分に付与できる。ここで、「浮上区域の入口・出口部でのまきつけ角度」とは、フリーロール8a,8bと回転ドラム4で成す角度であり、フリーロール8a,8bのセンターと、回転ドラム4のセンターを結ぶラインとで構成される鈍角を指す。
また、常温風を両フリーロールに吹きつけることで、浮上区域における不織布の蛇行を少なくすることができる。
【0027】
浮上区域内の熱風の風速は、2〜6m/secであることが望ましい。常温風の風速については、フリーロールへの接触による嵩低下を防ぐため、低風速が望ましい。しかし、浮上状態(テンションフリー)の状態では、蛇行が生じ易く、蛇行防止の効果を得るためには、5〜6m/secであることが望ましい。
【0028】
本実施形態で用いた図1に示す嵩増加装置3においては、回転ドラム4はその外側がフード(図示省略)で囲まれており、不織布への熱風吹き付けは該フード内で行われる。フードを設けることにより、周辺環境の温度上昇を防止し、また、熱風を回収して熱風供給路または熱風発生供給機に戻して再利用を行うことができる。
なお、不織布10は、熱風や常温風により回転ドラム4から浮上しても、フードには接触しない。
【0029】
このようにして、嵩が回復及び増加した不織布10は、引き続き次工程である各種加工工程に付される。この加工工程へ付す場合には、不織布10を巻き取らずに、厚みが回復した状態のままで搬送することが好ましい。加工工程としては、不織布10の用途に応じて様々な工程があるが、その典型的な一例として、生理用ナプキンや使い捨ておむつなどの吸収性物品の製造工程を例にとり説明する。
【0030】
生理用ナプキンや使い捨ておむつなどの吸収性物品は、液透過性の表面シート、液不透過性の裏面シート及び両シート間に介在配置された液保持性の吸収体を有している。更に、表面シートと吸収体との間に液透過性のサブレイヤーシートが介在配置された吸収性物品も知られている。このような構成を有する吸収性物品においては、先に説明した図5(a)及び(b)に示す構造の嵩高な不織布10を表面シート又はサブレイヤーシートとして用いると、その嵩高さの故に、液戻り量が少なく、また液の横方向への拡散が少なくスポット吸収が可能となる。更に液残りが少なく、そのうえ高粘性液の透過が良好となる。特に本実施形態で用いた不織布10は、図5(a)及び図5(b)に示すように三次元的な立体形状をなし、嵩高のものであるから、嵩の回復によって該不織布10が本来有している嵩高感を感触的にも視覚的にもアピールすることができる。このような吸収性物品を製造するには、不織布10を吸収性物品に組み込むに先立ち、先ずロール状に巻回された原反10’の状態となっている不織布10を該原反10’から繰り出す。繰り出された不織布10は、嵩増加装置3に導入して不織布10の嵩を回復させる。引き続き、不織布10を、搬送方向の下流に設置されている吸収性物品の加工機(図示せず)に導入し、公知の方法に従い吸収性物品を製造する。加工機においては、例えばニップロールによる挟圧加工など、不織布10の嵩が減じられる可能性のある加工が施される場合が多いが、前述の方法に従って嵩が一旦回復した不織布10は、そのような挟圧加工等に付されても嵩が大きく減じられることはない。また吸収性物品の完成後に該吸収性物品を圧縮状態でパッケージ詰めすることが通常行われるが、この圧縮状態下においても不織布の嵩が大きく減じられることはない。冷却が完了する前に吸収性物品をパッケージ詰めすると、不織布の嵩が大きく減じてしまう。
【0031】
次に、本発明の第2の実施形態について図6を参照しながら説明する。第2実施形態については、第1の実施形態と異なる点についてのみ説明し、特に説明しない点については、第1の実施形態に関して詳述した説明が適宜適用される。
【0032】
図6は、第2実施形態を説明するための概念図である。第2実施形態で用いた嵩増加装置3’は、回転ドラム4の頂部(一部)に不織布10を吸引する部分を有している。第1実施形態で用いたブローリング5に代えて、図6に示すように、熱風用の貫通孔51a、51b間に、吸引用の貫通孔55を有するブローリング5を用いている。そして、熱風供給部材6に、熱風用の貫通孔51a、51bに熱風を供給する熱風供給路とは別に設けた吸引用の連通路(図示せず)を介して、ブローリング5の吸引用の貫通孔55と外部の減圧機(吸気ファン等)とを連通させ、該貫通孔55内の空気を減圧する。そして、回転ドラム4の側方開口部45aがブローリングの吸引用の貫通孔55と連通している間、水平管路45及び該水平管路45と連通している分岐管路46を介して、回転ドラム周面の開口41から吸引が行われる。吸引用の貫通孔55は、図6に符号Eで示す範囲に形成されており、それに対応して、回転ドラム4の周面からの吸引は、図6に符号Eで示す範囲内において行われる。
【0033】
このように、回転ドラム4の頂部(一部)に不織布10を吸引する部分を設けることで、不織布10の離間距離を少なくできるため嵩増加装置3をコンパクト化することができ、また不織布10が蛇行することを抑制することができる。
【0034】
次に、本発明の第3及び第4実施形態について、図7及び図8を参照しながら説明する。
第3及び第4実施形態については、第1の実施形態と異なる点についてのみ説明し、特に説明しない点については、第1の実施形態に関して詳述した説明が適宜適用される。
第3及び4実施形態で用いた嵩増加装置は、回転ドラム4の表面に、図7又は図8に示すように、凹凸が形成されている。より詳細には、第3実施形態における回転ドラム4は、その周面に、それぞれ回転軸の軸長方向と平行に延びる凸条部47が多数本形成されており、回転ドラム4の周方向における凸条部47どうし間は溝部となっている。他方、第4実施形態における回転ドラム4は、その周面に、それぞれ周方向と平行に延びる凸条部48が多数本形成されており、回転ドラム4の回転軸の軸長方向における凸条部48どうし間は溝部となっている、
そして、凸条部47又は凸条部48間の溝部に、第1実施形態における開口41と同様に機能する開口41が形成されている。
【0035】
第3及び4実施形態のように、このように、周面に凹凸を有する回転ドラム4を用いることで、熱風処理する不織布に、凸部に接触しているところを積極的に形成してもよい。凸部に接触していないところは、不織布がその両面に自由に膨らむことができるので、嵩回復性を一層向上させることができる。なお、回転ドラム4の周面に形成する凹凸は、凸部や凹部を千鳥状に配置して形成することもできる。また、格子状の凸部を形成することもできる。
例えば、第3及び第4実施形態のように、凸部として凸条部を設けた場合、一の開口41と凸条部を介して隣り合う他の開口41とが相互に影響することを防止でき、個々の開口41から吹き出す熱風の向きや強さをコントロールし易くなり、不織布を浮上させ易くなる。
【0036】
本発明は、前記した各実施形態に制限されない。例えば本発明で嵩を増加させる対象の不織布は、図5(a)及び(b)に示すものに限られず、捲縮繊維を含む単層、多層構造のものや、捲縮繊維及び熱収縮性繊維を含む単層、多層構造のものであってもよい。例えば、3層以上の多層構造からなり、その一方又は双方の最外層に捲縮繊維が含まれており且つ最外層間の内層に熱収縮性繊維が含まれている不織布であってもよい。
また、捲縮繊維を含まないものであっても良く、熱伸長性繊維を含む不織布であってもよい。
【0037】
嵩を増加させる対象の不織布としては、各種製法による不織布を挙げることができる。本発明で嵩を増加させる不織布は、特に制限なく、例えばスパンボンド不織布やスパンレース不織布、レジンボンド不織布、ニードルパンチ不織布を用いてもよいが、嵩高い不織布が得られ且つ嵩の回復及び増加率の高い製造方法であるエアスルー方式で製造された(エアースルー不織布)ものが特に好ましい。エアースルー不織布は、カード法又はエアレイ法により形成した繊維ウエブをエアースルー法による熱風処理等により不織布化して得られるものである。また、樹脂フィルムとラミネートされた不織布の嵩増加を行うこともできる。
【0038】
また、不織布は、熱可塑性繊維に加えて、パルプ繊維やコットン繊維等の熱融着性を実質的に有しない繊維を含ませたものであっても良い。
【0039】
また、前記した各実施形態では、不織布をロール状に一旦巻回した結果、その嵩が減じた不織布の嵩回復に用いた事例を紹介したが、本願の方法および装置は不織布の嵩回復用に制限されず、前述の熱収縮性繊維を含む不織布の熱収縮による嵩増加処理や、熱伸張性繊維を含む不織布の熱伸長による嵩増加処理等に用いることもできる。
【0040】
また、ブローリングは、熱風を吹き出させる範囲を決定する円弧状の貫通孔に代えて、熱風を吹き出させる範囲を決定する円弧状の溝を有するものであっても良い。この場合、その円弧状の溝に対して、熱風供給機構により外部から熱風を供給する。
【図面の簡単な説明】
【0041】
【図1】本発明の嵩増加方法及び装置の第1実施形態を模式的に示す図である。
【図2】第1実施形態の方法に用いた嵩増加装置の要部を拡大して示す斜視図である。
【図3】回転ドラム、ブローリング及び熱供給部材の部分断面正面図である。
【図4】図4(a)は、第1実施形態の方法に用いた嵩増加装置のブローリングを示す図であり、図4(b)は、第1実施形態の方法に用いた嵩増加装置の回転ドラムの側面を示す図である。
【図5】図5(a)は本発明の方法の適用対象となる不織布の一例を示す斜視図であり、図5(b)は図5(a)におけるb−b線断面図である。
【図6】本発明の嵩増加方法及び装置の第2実施形態を説明するための模式図である。
【図7】本発明の更に他の実施形態における回転ドラムの表面を示す斜視図である。
【図8】本発明の更に更に他の実施形態における回転ドラムの表面を示す斜視図である。
【符号の説明】
【0042】
2 送りロール
3,3’ 嵩増加装置
4 回転ドラム
5 ブローリング
51,51a,51b 熱風用の貫通孔
52,53 冷風用の貫通孔
55 吸引用の貫通孔
6 熱風供給部材
7 ニップロール
8a 導入側フリーロール
8b 導出側フリーロール
10 不織布
10’ 原反
11 第1層
12 第2層
【特許請求の範囲】
【請求項1】
不織布を搬送する過程においてその嵩を増加させる不織布の嵩増加方法であって、
不織布を、回転ドラムの周面に巻き掛けるようにして搬送し、その搬送中の該不織布に対して、該周面側から熱風を吹き付け、該不織布の厚みを増加させる、不織布の嵩増加方法。
【請求項2】
前記不織布を、前記熱風により、前記回転ドラムの周面から離間させる請求項1記載の不織布の嵩増加方法。
【請求項3】
回転ドラムの一部に前記不織布を吸引する部分を設ける、請求項1又は2記載の不織布の嵩増加方法。
【請求項4】
回転ドラムの表面に凹凸を形成する請求項1〜3の何れかに記載の不織布の嵩増加方法。
【請求項5】
前記回転ドラムからの不織布の導出速度を、該回転ドラムへの該不織布の導入速度よりも遅くする、請求項1〜4の何れかに記載の不織布の嵩増加方法。
【請求項6】
前記回転ドラムの周面に導入する不織布及び該回転ドラムから導出する不織布に、前記熱風よりも温度の低い風を送風する、請求項1〜5の何れかに記載の不織布の嵩増加方法。
【請求項7】
請求項1記載の不織布の嵩増加方法の実施に用いられる不織布の嵩増加装置であって、
周面に多数の開口を有する回転ドラム、ブローリング、及び該ブローリングに熱風を供給する熱風供給機構を備え、
前記回転ドラムは、前記周面の開口のうちの複数と連通する側方開口部を周方向に多数有し、前記ブローリングは、熱風を吹き出させる範囲を決定する円弧状の貫通孔又は溝を有しており、前記回転ドラムの前記側方開口部と前記ブローリングの前記貫通孔又は前記溝とが重なっているときに、該回転ドラムの前記開口から熱風が吹き出すようになされている、不織布の嵩増加装置。
【請求項8】
前記不織布の前記回転ドラムへの導入部及び該不織布の該回転ドラムからの導出部に、それぞれフリーロールが配置されている、請求項7記載の不織布の嵩増加装置。
【請求項1】
不織布を搬送する過程においてその嵩を増加させる不織布の嵩増加方法であって、
不織布を、回転ドラムの周面に巻き掛けるようにして搬送し、その搬送中の該不織布に対して、該周面側から熱風を吹き付け、該不織布の厚みを増加させる、不織布の嵩増加方法。
【請求項2】
前記不織布を、前記熱風により、前記回転ドラムの周面から離間させる請求項1記載の不織布の嵩増加方法。
【請求項3】
回転ドラムの一部に前記不織布を吸引する部分を設ける、請求項1又は2記載の不織布の嵩増加方法。
【請求項4】
回転ドラムの表面に凹凸を形成する請求項1〜3の何れかに記載の不織布の嵩増加方法。
【請求項5】
前記回転ドラムからの不織布の導出速度を、該回転ドラムへの該不織布の導入速度よりも遅くする、請求項1〜4の何れかに記載の不織布の嵩増加方法。
【請求項6】
前記回転ドラムの周面に導入する不織布及び該回転ドラムから導出する不織布に、前記熱風よりも温度の低い風を送風する、請求項1〜5の何れかに記載の不織布の嵩増加方法。
【請求項7】
請求項1記載の不織布の嵩増加方法の実施に用いられる不織布の嵩増加装置であって、
周面に多数の開口を有する回転ドラム、ブローリング、及び該ブローリングに熱風を供給する熱風供給機構を備え、
前記回転ドラムは、前記周面の開口のうちの複数と連通する側方開口部を周方向に多数有し、前記ブローリングは、熱風を吹き出させる範囲を決定する円弧状の貫通孔又は溝を有しており、前記回転ドラムの前記側方開口部と前記ブローリングの前記貫通孔又は前記溝とが重なっているときに、該回転ドラムの前記開口から熱風が吹き出すようになされている、不織布の嵩増加装置。
【請求項8】
前記不織布の前記回転ドラムへの導入部及び該不織布の該回転ドラムからの導出部に、それぞれフリーロールが配置されている、請求項7記載の不織布の嵩増加装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−156075(P2010−156075A)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2008−334895(P2008−334895)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]