
不織布の嵩増加装置
【課題】コンパクトな装置で、熱風の温度や量を精度よくコントロールできる不織布の嵩増加装置を提供すること。
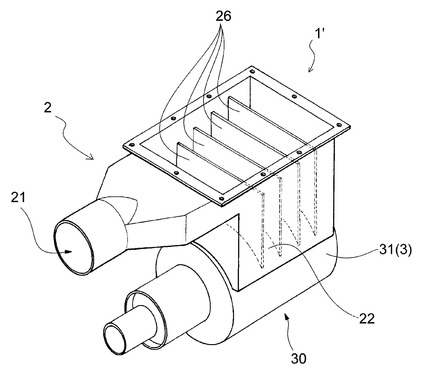
【解決手段】本発明の嵩増加装置1は、熱風発生装置と、熱風を受け入れる給入口21及び熱風を不織布上へ排出する排出口22を備えた給気ダクト2と、排出口22から供給され不織布10を通過した熱風を吸い込む吸引部31とを備え、搬送中の不織布の嵩を熱風により増加させる。給気ダクト2は、給入口21に導入された熱風を不織布の幅方向と平行に導びく導入部24と、導入部24に対して角度を有し導入部内を流れた熱風を排出口22へ導びく導出部25を有する。給気ダクト2内には、複数の整流板26が、導入部24内に位置する対向部26Aと導出部25内に位置する整流部26Bとを形成するように配置され、複数の整流板26は、給入口21側から遠ざかるにつれて、導入部24内の導入路24Aの断面面積が徐々に狭くなるよう配置されている。
【解決手段】本発明の嵩増加装置1は、熱風発生装置と、熱風を受け入れる給入口21及び熱風を不織布上へ排出する排出口22を備えた給気ダクト2と、排出口22から供給され不織布10を通過した熱風を吸い込む吸引部31とを備え、搬送中の不織布の嵩を熱風により増加させる。給気ダクト2は、給入口21に導入された熱風を不織布の幅方向と平行に導びく導入部24と、導入部24に対して角度を有し導入部内を流れた熱風を排出口22へ導びく導出部25を有する。給気ダクト2内には、複数の整流板26が、導入部24内に位置する対向部26Aと導出部25内に位置する整流部26Bとを形成するように配置され、複数の整流板26は、給入口21側から遠ざかるにつれて、導入部24内の導入路24Aの断面面積が徐々に狭くなるよう配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不織布の嵩増加に用いられる装置に関する。
【背景技術】
【0002】
一般に不織布は、製造された後、ロール状に巻回して輸送または保管され、使い捨ておむつや清掃シート等の製品を製造する際に、ロールから繰り出されて、所定の形状に加工され製造原料として用いられる。巻回状態にあるシートには、大きな圧力が加わり、その嵩を減じさせてしまうという不都合を生じている。そのため、巻回によって嵩が減少した不織布の厚みを回復させる嵩回復の方法が提案されている(特許文献1)。
【0003】
本出願人は、先に特許文献1において、捲縮を有する熱可塑性繊維を含み且つロール状に巻回されている不織布原反から不織布を繰り出し、熱可塑性繊維の融点未満の熱風で不織布に吹き付けて、不織布の嵩を増加させる不織布の嵩回復方法を提案している。
【0004】
また、熱風加熱装置として、基板に吹きつけられる熱風の温度ばらつきを最小限に抑え、温度コントロールする装置が提案されている(特許文献2)。
【0005】
特許文献2には、熱風加熱ユニットのケーシング内に、空気循環のファンと、ヒータと、パイプ状のノズルと、熱風案内プレート等を具備し、パイプ状のノズルの内部に複数の整流プレートを等間隔に配設し、スリットから熱風を基盤に均等に噴き出す構成が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−137655号公報
【特許文献2】特開2000−077843号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、不織布の嵩を増加させる装置は、使い捨ておむつや清掃シート等の製品を製造する製造工程に後付で設けられることがあり、取り付けスペースに限りがあり、コンパクトな装置が要求される。また、装置をコンパクトにした場合に、不織布に対して精度良く所望の温度や量の熱風を付与できないという課題があった。
【0008】
したがって、本発明の課題は、コンパクトな装置で、熱風の温度や量を精度よくコントロールできる不織布の嵩増加装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、熱風発生装置と、熱風発生装置から供給された熱風を受け入れる給入口及び該熱風を不織布上へ排出する排出口を備えた給気ダクトと、該排出口から前記不織布上に供給され該不織布を通過した熱風を吸い込む吸引部とを備え、搬送中の不織布の嵩を熱風により増加させる不織布の嵩増加装置であって、前記給気ダクトは、前記給入口に導入された熱風を、前記不織布の幅方向と平行に導びく導入部と、該導入部に対して角度を有し、該導入部内を流れた熱風を、前記排出口へ導びく導出部とを有しており、
前記給気ダクト内には、複数の整流板が、前記導入部内に位置する対向部と前記導出部内に位置する整流部とを有するように配置されており、且つ該複数の整流板は、前記給入口側から遠ざかるにつれて、前記導入部内の導入路の断面面積が徐々に狭くなるよう配置されている、不織布の嵩増加装置を提供するものである。
【0010】
また、本発明は、吸引状態で搬送されている不織布に対して、給気ダクトの排出口から熱風を供給し、該不織布を通過する熱風により該不織布の嵩を増加させる不織布の嵩増加方法であって、熱風発生装置から前記給気ダクトの給入口に供給された熱風を、該給気ダクト内において、前記不織布の幅方向と平行な方向に進行させた後、該熱風を、該不織布の幅方向と平行な方向に間隔を開けて配置した複数の整流板に当てることにより、該熱風の進行方向を、前記不織布の厚み方向に沿う方向に変更させると共に、該熱風の流れを、複数の前記整流板により相互間を仕切られた複数の流路に分岐させ、該複数の流路を流れた熱風を前記排出口から前記不織布に供給する不織布の嵩増加方法を提供するものである。
【0011】
また、本発明は、上述の不織布の嵩増加方法により得られた不織布を、吸収性物品の構成材料として用いる吸収性物品の製造方法であって、熱風により嵩を増加させた不織布を、他のシートと積層させ、一体化した後、個別の吸収性物品に切断する、吸収性物品の製造方法を提供するものである。
【発明の効果】
【0012】
本発明の不織布の嵩増加装置および嵩増加方法によれば、コンパクトな装置で、熱風の温度や量を精度よくコントロールして、不織布の嵩を増加することができる。
また、本発明の吸収性物品の製造方法によれば、精度よく嵩を増加させた不織布を用いているため、吸収性物品における各種性能を十分発揮した吸収性物品を安定して製造することができる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の不織布の嵩増加装置及び嵩増加方法の一実施形態を示す概略図である。
【図2】図2は、図1の嵩増加装置の断面構造を示す模式図である。
【図3】図3は、図1の嵩増加装置の一部を示す斜視図である。
【図4】図4(a)は本発明の方法の適用対象となる不織布の一例を示す斜視図であり、図4(b)は図4(a)におけるb−b線断面図である。
【図5】図5は、本発明の他の実施形態に係る装置の一部を示す斜視図である。
【図6】図6は、本発明の更に他の実施形態に係る嵩増加装置の一部を示す斜視図である。
【図7】図7は、本発明の更に他の実施形態に係る嵩増加装置の模式断面図である。
【発明を実施するための形態】
【0014】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。
図1は、本発明の不織布の嵩増加装置の第1実施形態を模式的に示す図である。まず、本発明の不織布の嵩増加装置の第1実施形態について説明する。
【0015】
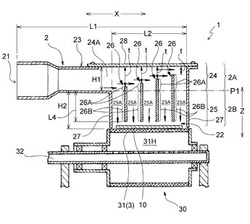
嵩増加装置1は、図1〜図3に示すように、熱風発生装置(図示なし)と、熱風発生装置から供給された熱風を受け入れる給入口21及び該熱風を不織布10上へ排出する排出口22を備えた給気ダクト2と、排出口22から不織布10に供給され不織布10を通過した熱風を吸い込む吸引部3とを備えており、搬送中の不織布10の嵩を熱風により増加させ得る。給気ダクト2は、給入口21と排出口22以外は閉じられた外枠体23で構成されている。
【0016】
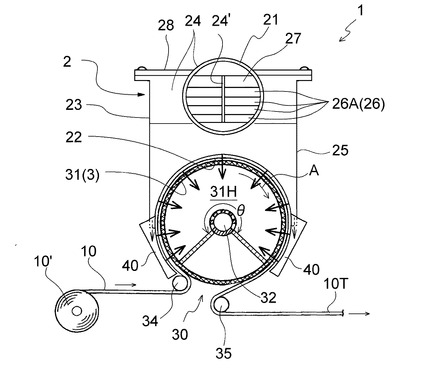
嵩増加装置1は、ドラム式吸引装置30を備えている。ドラム式吸引装置30は、周面から吸引を行うことのできる回転ドラム31を備えている。
より具体的には、ドラム式吸引装置30は、通気性の周面を有する回転ドラム31と、回転ドラム31内を減圧する減圧手段32(一部のみ図示)とを備えている。この回転ドラム31が、本実施形態における吸引部3である。
【0017】
ドラム式吸引装置30は、図1に示すように、ロール状の原反10’から繰り出されて搬送されてきた不織布10を、嵩増加装置1の所定位置から回転ドラム31の周面に導入する不織布導入手段34と、回転ドラム31の周面に巻きかけられて所定距離搬送された後の不織布10を、回転ドラム31の周面から引き離した後、次工程に送り出す不織布導出手段35とを備えている。不織布導入手段34及び不織布導出手段35は、図1に示すように、回転ドラム31の周面に近接させて設けられている。不織布10は、不織布導入手段34の上流に設けられたニップロール(図示なし)および不織布導出手段35の下流に設けられたニップロール(図示なし)により搬送されている。下流のニップロールは、増加された嵩を減じにくくするために、不織布の端部を保持する構造や、熱風によって上昇した不織布の温度が常温に近づいた位置に設けることが好ましい。
【0018】
熱風発生装置及び減圧手段32を作動させた状態で、ロール状の原反10’から繰り出された不織布10が、不織布導入手段34により、回転ドラム31の周面上に導入されると、該不織布10は、回転ドラム31の回転によって所定距離搬送され、その搬送されている間、より具体的には、不織布10が空間31H(熱風が吸引される区域)上を通過している間に、給気ダクト2からの熱風が該不織布10を厚み方向に貫通して、該不織布10に対する熱風処理が行われる。
【0019】
回転ドラム31は、円筒状の周面を有し、該周面に、ワイヤメッシュやパンチングメタル等の通気性材料からなる通気部がその全周に亘って形成されている。回転ドラム31は、該周面を含む外周部が図示しないモータ等の駆動源によって図中矢印A方向に回転駆動される。減圧手段32は、回転ドラム31内に開口する吸気管を備えており、該吸気管の他端に接続された減圧装置を作動させることにより、回転ドラム31内の一部、具体的には、ドラムの周面を挟んで給気ダクト2の排出口22と対向配置されたドラム内の仕切られた空間31H内を減圧可能になされている。減圧装置としては、吸気ファン、吸引ブロワ、真空ポンプ等の各種公知の装置を用いることができる。
【0020】
ドラム式吸引装置30においては、減圧手段32を作動させることによって、給気ダクト2内の熱風が、回転ドラム31の周面から空間31H内に向かって吸引され、不織布を通過して空間31H内に吸い込まれる。また、減圧装置32に取り込まれて回収された熱風は、返戻手段(図示なし)を介して、熱風発生装置に返戻される。返戻手段は、例えば、減圧装置32と熱風発生装置との間を連通する連通管と、必要に応じて該連通管に設けられる送風機等とを備えている。
【0021】
本実施形態においては、図1のように、外枠体23の下端付近からドラム式吸引装置30に向けて不織布10を覆うように、カバー40が設けられている。カバー40は、空間31Hより広い領域で回転ドラム31の周面を保護することで、熱風が逃げることを防ぐ。また、回転ドラム31において、空間31Hの占める角度θは、不織布に対して十分に熱風を付与する観点から、90°〜320°が好ましく、180°〜300°が一層好ましい。図示例では、270°である。
【0022】
給気ダクト2において、給入口21は、図2に示すように、搬送される不織布10の幅方向(X方向)に開口するよう設けられている。排出口22は、給気ダクト2において、回転ドラム31の周面および不織布10と対向する方向に開口している。
【0023】
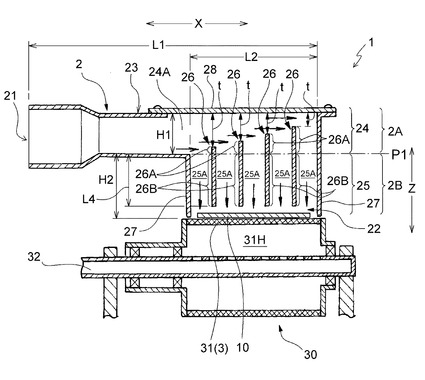
給気ダクト2は、給入口21からの熱風を不織布10の幅方向(X方向)と平行に導びく導入部24と、該導入部24に対して角度を有し、該導入部24内を流れた熱風を、排出口22へ導びく導出部25とを有している。つまり、給気ダクト2を構成する外枠体23は、導入部24と導出部25とに区分される。導出部25は、導入部24内を流れた後の熱風を、不織布10の厚み方向に沿う方向(図中Z方向)に流して、排出口22へ導びく。導出部25は、図2に示すように、導入部24に対して垂直に設けられていることが好ましい。
本実施形態における給気ダクト2は、水平方向に延びる水平管部2Aと、水平管部2Aの下面に直角に連続している鉛直管部2Bとを有しており、水平管部2Aが導入部24を、鉛直管部2Bが導出部25を形成している。主に、該水平管部2A内に熱風の導入路24Aが形成され、該鉛直管部2B内に複数の流路である導出路25Aが形成されている。水平管部2Aは、一端に設けられた円筒状部の端部に給入口21を有し、他端側の下面に鉛直管部2Bの上端が連続している。水平管部2Aにおける、前記円筒状部と下面に鉛直管部2Bが接続された部分との間には、上下面が互いに平行となっている断面矩形状の部分を有するが、図2に、その下面及びその延長面を、一点鎖線P1で示した。この線P1より上の導入部24では、導入路24Aの熱風は、後述の整流板26の対向部26Aにより、進行角度が複数の導出路25Aに切り替わる領域23cとなる。
【0024】
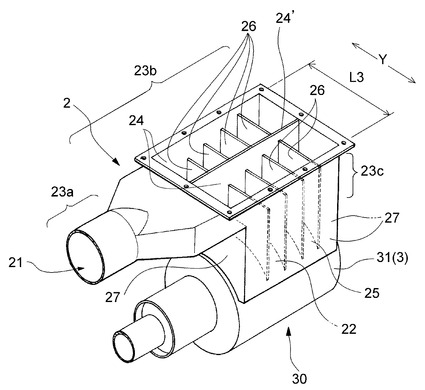
給気ダクト2の外枠体23は、図3に示すように、熱風発生装置からの熱風を受け入れる給入口21付近23aでは、断面円形で熱風発生装置と接続されるホース等の部品と接続し易い形状をしているが、導入部24を形成する領域23bでは、幅方向(図3中Y方向)に徐々に広がり、回転ドラム31の幅と同等または回転ドラム31より大きな幅となる。外枠体23は、更に導入路24Aから導出路25Aに切り替わる領域23cでは、回転ドラム31の上側周面を覆うように回転ドラム31に向けて4面の外壁27を有している。また、天面は後述の整流板26の位置の調整がし易いように、取り外し可能な天板28で閉じられている。図3及び図5には、天板28を取り外された状態が示され、図1及び図2には、天板28を取り付けられた状態が示されている。
【0025】
給気ダクト2内には、図2に示すように、複数の整流板26,26・・が、導入部24内に位置する対向部26Aと導出部25内に位置する整流部26Bとを有するように配置されている。整流板26の対向部26Aは、導入部24内の導入路24Aにおける熱風の進行方向(X方向)の正面に位置する。整流板26の整流部26Bは、導出部25内に位置している。
また、図2に示すように、整流板26は導入路24Aが徐々に狭くなるよう位置を変えて配置されている。即ち、複数の整流板26,26・・は、X方向に間隔を開けて配置されており、図2に示すように、給入口21側から遠ざかるにつれて、導入部24内の導入路24Aの断面面積が徐々に狭くなるよう配置されている。導入路24Aは、導入部24内をX方向に沿って流れる気体の通路であり、本実施形態においては、給入口21側から遠ざかるにつれて、整流板26との間の隙間tが徐々に狭くなっており、その結果、整流板26の上縁部の上方に形成される気体の通路(導入路)の断面の面積も、給入口21側から遠ざかるにつれて、減少している。
【0026】
第1実施形態では、導入部24内を流れる熱風を、同じ量、整流板26に当て、該熱風の進行方向を変更させることによって、各導出路25Aに同量の熱風を供給するために、熱風の進行方向(X方向)に隣り合う整流板26の高さを均等に高くして導入路24Aの断面面積を漸次狭くしている。同観点から、各整流板26は、熱風の進行方向の間隔が均等に配置されている。
【0027】
給気ダクト2内において、複数の整流板26を導入路24Aが徐々に狭くなるよう位置を変えて配置することにより、整流板26は、導入部24内に位置して熱風に対向する対向部26Aと、対向部26Aで進行方向が変更された熱風を、導出部25内に位置して、不織布の厚み方向に排出口へ導びく整流部26Bとに区分される。整流部26Bにおいては、複数の整流板26と外枠体23の外壁27によって、複数の導出路25Aが形成される。
【0028】
更に、第1実施形態では、図3に示すように、仕切り板24’によって、給気ダクト2内が回転ドラム31の回転方向を2分するように導入路24Aと平行に仕切られており、その仕切り板24’は天板28近くまで存在している。第1実施形態では、一方の仕切られた領域に、4枚の整流板26が、徐々に天板28に近づくように、上端の高さ位置を変えて配置されている。4枚の整流板26の吸引部3側の高さ位置(下端の高さ位置)は同じである。もう一方の仕切られた領域についても、同様の態様で、4枚の整流板26が配置されている。
【0029】
各整流板26は、上縁部および両側縁部は直線状に形成され、吸引部3側(下縁部)は、回転ドラム31の周面形状に沿うように円弧状に形成されている。整流板26は、導入部24内を流れる熱風に対向し、該熱風を排出口22へと導く導出路25Aを形成できれば特に制限されないが、好ましくは非通気材料であり、ステンレスやアルミニウム等の金属の他、樹脂、紙等が挙げられる。
【0030】
各整流板26は、Z方向の位置を変更することができ、導入部24内に位置する長さ、即ち対向部26Aの長さを変更可能となっている。各整流板は1枚のプレートで構成してもよく、複数のプレートを積層して構成してもよい。複数のプレートを積層した場合には、各プレートをスライドすることで、対向部26Aの長さを調整する。また、各整流板26は、X方向の位置を変え、その間隔が変更可能となっていてもよい。
X方向の位置及び/又は間隔を変更可能とするには、例えば、鉛直管部2Bに2本のねじ溝が設けられた棒を渡し、整流板を挿入し所定位置でナット固定したり、鉛直管部2Bに固定用の小板を多数位置に設けて、適宜の位置の小板を選択して固定する。
【0031】
整流板26は、整流板26による整流効果を得るために、導入部24内に位置する対向部26Aに比べて、該対向部26Aから排出口22に向かって延出する整流部26Bの方が、Z方向の長さが長く形成されていることが好ましい。そのため、給気ダクト2の外枠体23は、導入部24の高さH1に比べて、導出部25の高さH2が高く(長く)形成されていることが好ましい。整流部の長さL4(図2参照)は、例えばH1が10cmである場合には少なくとも15cmであることが好ましく、より好ましくは20〜30cm、更に好ましくは25〜30cmである。整流効果の観点から、H2におけるL4の割合は、少なくとも50%以上が好ましく、より好ましくは60〜95%であり、更に好ましくは70〜90%である。
【0032】
次に、上述した不織布の嵩増加装置1を用いて、不織布の嵩増加を行なう方法を説明する。図1に示すように、第1実施形態の方法においては、不織布10がロール状に巻回されてなるロール状の原反10’から繰り出された不織布10に対し、熱風処理を施している。この熱風処理によって、巻回圧により嵩が減じられていた不織布10の嵩が増加(回復)し、嵩高な不織布10Tが得られる。ロール状の原反10’は、不織布10の搬送方向において、嵩増加装置1よりも上流の位置に配置されており、該原反10’から、公知の機構により繰り出された不織布10が、送りロールや搬送ベルト等の公知の搬送機構により搬送されて嵩増加装置1に導入される。
【0033】
嵩増加装置1においては、導入された不織布10が、回転ドラム31の周面に回転ドラム31の内部からの吸引状態で搬送状態されている。この不織布10に対して、該回転ドラム31の周面に向かって開口する、給気ダクト2の排出口22から熱風を供給し、該不織布10を通過する熱風により該不織布10の嵩を増加させる。
【0034】
図2に示すように、熱風発生装置(図示なし)から給気ダクト2の給入口21に供給された熱風は、給気ダクト2内において、不織布10の幅方向(X方向)と平行に延びる導入路24Aを進み、熱風の一部は、X方向に間隔を開けて配置された複数の整流板26の対向部26Aに当たり、せき止められる。せき止められた熱風は、その進行方向を不織布10の厚み方向(Z方向)に変え、導出路25Aを進み、排出口22から不織布10へと吹き付けられる。
【0035】
詳細には、導入部24内の導入路24Aを流れる熱風は、その一部が整流板26の対向部26Aにぶつかり、せき止められるとともに、進行方向を、導出路25Aに沿う方向、即ち回転ドラム方向(Z方向)に向かう方向へと変える。整流板26にせき止められなかった熱風は更に導入部24内を進み、次の整流板26に対向した熱風はせき止められて進行方向を導出路25Aに沿う方向へと変更される。そして、整流板26によってせき止められなかった熱風は最後に給気ダクト2の外枠体23の外壁27によってせき止められ、その進行方向を導出路25Aに沿う方向へと変更される。このように給気ダクト2の給入口21に供給された熱風は、複数の整流板26によって徐々に導入路24Aを狭くすることで、徐々に整流板26にせき止められ、せき止めらた熱風は進行方向を整流板26の延びる方向へと形成された導出路25Aへと変更される。せき止めらた熱風はせき止められる毎にそれぞれ導出路25Aを進むため、複数の整流板26により相互間を仕切られた複数の流路25Aに分岐される。
【0036】
次に、複数の導出路(流路)25Aに分かれた熱風は、導出部25において、整流板26の整流部26Bに沿って導出路25A内を進む。複数の流路を分岐され、それぞれの流路を流れた熱風は、排出口22より回転ドラム31の周面の搬送状態の不織布10に吹き付けられる。図2において、不織布10は手前方向に搬送されている状態である。また、図1において、不織布10が空間31H(熱風が吸引される区域)上を通過している間に、給気ダクト2からの熱風が該不織布10を厚み方向に貫通して、該不織布10に対する熱風処理が行われる。
【0037】
不織布10へ吹きつけられた熱風は、不織布10を貫通し、回転ドラム31の周面からその内部に吸引され、減圧手段32から返戻手段(図示なし)を経て、熱風発生装置(図示なし)へと戻される。戻された熱風は、熱風発生装置にて所望温度に調整され、給気ダクト2への熱風供給へ再利用される。
【0038】
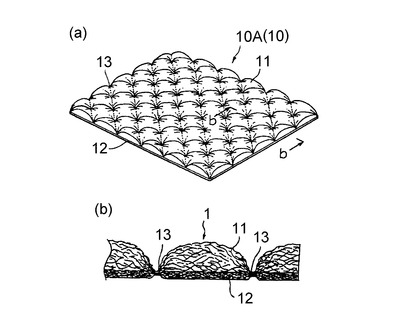
図4(a)及び(b)は、本発明の装置及び/又は方向で嵩を増加(回復)させる対象の不織布10の一例である不織布10Aを示す図である。
不織布10Aは、図示のごとく、嵩高な三次元形状のものであり、第1層11及びこれに隣接する第2層12を備えている2層からなる多層構造のものである。第1層11と第2層12とは多数の接合部13において部分的に接合されている。接合部13は全体として菱形格子状のパターンを形成している。接合部13は圧密化されており、不織布10Aにおける他の部分に比べて厚みが小さく且つ密度が大きくなっている。
【0039】
不織布10Aは、前記の菱形格子状のパターンからなる接合部13によって取り囲まれて形成された閉じた領域を多数有している。この閉じた領域において、第1層11は凸状の三次元的な立体形状をなしている。この立体形状をなしている部分はドーム状の形状をしている。一方、第2層12はほぼ平坦な形状となっている。そして不織布10A全体としてみると、その第2層12側の外面が平坦であり且つ第1層11側の外面に多数の凸部を有している構造となっている。
【0040】
第1層11は、捲縮を有する熱可塑性繊維(以下、単に捲縮繊維という)を含む層である。捲縮繊維としては、機械捲縮によって二次元的にジグザグ状に捲縮した繊維や、螺旋状に三次元捲縮した繊維などを用いることができる。第1層11は、捲縮繊維100%から構成されていてもよく、或いは捲縮繊維に加えて熱融着性繊維、例えば芯鞘型複合繊維やサイド・バイ・サイド型複合繊維を含むこともできる。第1層11に用いる繊維は、実質的に熱収縮性を有しないか、又は後述する第2層12に含まれる熱収縮性繊維の熱収縮温度以下で熱収縮しないものが好ましい。一方、第2層12は熱収縮性繊維を含む層である。第2層12に含まれる熱収縮性繊維は熱収縮によって螺旋状に三次元捲縮した繊維であることが好ましい。
【0041】
不織布10Aの製造方法及びその構成繊維等の詳細については、本出願人の先の出願に係る特開2002−187228号公報に記載されている。製造方法について簡単に述べると、先ず捲縮繊維を含む繊維原料を用いて第1層のカードウエブを製造する。これとは別に、熱収縮性繊維を含む繊維原料を用いて第2層のカードウエブを製造する。第2層のカードウエブ上に第1層のカードウエブを重ね合わせ、両者を所定パターンからなる接合部において部分的に接合する。接合には例えば超音波エンボスが用いられる。次いで、第2層のカードウエブに含まれている熱収縮性繊維の熱収縮開始温度以上で、エアスルー方式によって熱風を吹き付ける熱処理を行い、第2層を熱収縮させると共に接合部によって取り囲まれた閉じた領域に位置する第1層を凸状に突出させ三次元立体形状を形成する。更に、構成繊維の交点を熱融着させる。これによって不織布が1Aが得られる。斯かる製造方法で製造された不織布10Aは、一旦ロール状に巻回され原反となされて保管される。
【0042】
不織布10Aは、巻回圧等によって嵩が減少する。本発明によれば、例えば、このような不織布10Aにおける減少していた嵩を効率よく回復させることができる。
不織布10Aに熱風を供給することによる嵩の増加(回復)性能の向上は、第1層11に含まれている捲縮繊維の熱風による嵩の回復が主要な要因の一つである。この観点からは、不織布10Aに吹き付ける熱風は、捲縮繊維の融点(以下mpという)未満で且つmp−50℃以上とすることが好ましい。不織布10Aの嵩を一層効果的に増加(回復)させる観点から、熱風の温度はmp−50℃以上で且つmp−3℃以下、特にmp−30℃以上で且つmp−5℃以下であることが好ましい。
【0043】
また、熱風を供給することによる嵩の回復(回復)性能の向上の他の要因としては、不織布を構成する捲縮繊維外の繊維、あるいは繊維どうしの交点等が軟化し、変形し易くなることがあげられる。この観点からも、不織布10Aに吹き付ける熱風の温度は、不織布に含まれる熱可塑性繊維の融点に対して、特にmp−30℃以上で且つmp−5℃以下であることが好ましい。
【0044】
本発明で嵩を増加させる対象の不織布10は、図4(a)及び(b)に示すものに限られず、捲縮繊維を含む単層、多層構造のものや、捲縮繊維及び熱収縮性繊維を含む単層、多層構造のものであってもよい。例えば、3層以上の多層構造からなり、その一方又は双方の最外層に捲縮繊維が含まれており且つ最外層間の内層に熱収縮性繊維が含まれている不織布であってもよい。
また、捲縮繊維を含まないものであっても良く、加熱によってその長さが伸びる繊維(以下、この繊維を熱伸長性繊維という)を含む不織布であってもよい。
熱伸長性繊維を含む不織布としては、例えば、熱伸長性繊維を用いて製造した単層の繊維ウエブに対して、ヒートシール、超音波シール、高周波シール等によりエンボス部を格子状に形成し、次いで、熱風貫通処理、熱風吹き付け処理等の熱風処理を施し熱伸長性繊維を伸長させてなるものを用いることができる。また、熱伸長性繊維を用いて製造した繊維ウエブを、それとは別に製造した繊維ウエブや不織布に積層した後、それらの積層体に対して、同様にして格子状のエンボスを形成し熱風処理を施したものを用いることもできる。このような不織布は、片面又は両面におけるエンボス部間に熱伸長性繊維が伸長して形成された凸部を有している。また、エンボス部以外の部分に、熱伸長性繊維どうしの交点が熱融着した繊維接合部を有するものが好ましい。熱伸長性繊維は、好ましくは温度が90℃以上で伸長し、より好ましくは、110℃〜140℃で伸長する。熱伸長性繊維としては、例えば加熱により樹脂の結晶状態が変化して伸びたり、あるいは捲縮加工が施された繊維であって捲縮が解除されて見かけの長さが伸びる繊維が挙げられる。熱伸長性繊維を含む繊維層と他の繊維層とが積層された多層構造の不織布である場合、該他の繊維層は、熱伸長性を有しない熱融着性繊維のみで構成されていても良いし、熱伸長性繊維を含む繊維層よりも低い割合で熱伸長性繊維を含む層から構成されていても良い。熱伸長性繊維として、配向指数が20〜80%(より好ましくは40〜70%)の第1樹脂成分と、該第1樹脂成分の融点より低い融点又は軟化点を有し且つ配向指数が10〜80%(より好ましくは20〜60%)の第2樹脂成分とからなり、第2樹脂成分が繊維表面の少なくとも一部を長さ方向に連続して存在している複合繊維を用いることもできる。
【0045】
嵩を増加させる対象の不織布10としては、各種製法による不織布を挙げることができる。本発明で嵩を増加させる不織布は、特に制限なく、例えばスパンボンド不織布やスパンレース不織布、レジンボンド不織布、ニードルパンチ不織布を用いてもよいが、嵩高い不織布が得られ且つ嵩の回復及び増加率の高い製造方法であるエアスルー方式で製造された(エアースルー不織布)ものが特に好ましい。エアースルー不織布は、カード法又はエアレイ法により形成した繊維ウエブをエアースルー法による熱風処理等により不織布化して得られるものである。また、樹脂フィルムとラミネートされた不織布の嵩増加を行うこともできる。
【0046】
また、嵩を増加させる対象の不織布10として、2層構造の積層不織布で、立体構造としたものも挙げられる。具体的には、上層不織布と下層不織布とを多数の接合部にて部分的に接合して形成される。上層の不織布は、接合部以外の部分において突出しており、内部が空洞となっている多数の凸部を形成している。例えば、この不織布が、使い捨ておむつ等の表面シートである場合、上層不織布は肌当接面(着用者の肌側に向けられる面)を形成し、下層不織布は吸収体側に向けられる面を形成する。凹凸構造の不織布は、凸部及び凹部(接合部)は、交互に、且つX方向及びY方向に多列をなすように配置されている。上層不織布及び下層不織布は、実質的に伸縮しない不織布からなる。凹凸構造の不織布は、例えば、一方の不織布を、互いに噛み合う凹凸ロール間に挿通する等の方法により、凹凸形状に成形した後、他方の不織布を重ね、前記一方の不織布の凹部又は凸部において両不織布を、熱融着等により部分的に接合して得ることができる。凹凸構造の不織布としては、特開2002−187228号公報、特開2004−345357号公報、特開2004−275296号公報に記載のシート等を用いることもできる。
【0047】
本発明は、巻回圧等により嵩が減少していた不織布の嵩の回復に限られず、当初厚みが薄かった不織布の嵩を増加させるために用いることもできる。
例えば、前述の熱収縮性繊維を含む不織布の嵩増加や回復の他、熱伸張性繊維を含む不織布の熱伸長による嵩増加処理等に用いることもできる。
本発明の嵩増加装置あるいは嵩増加方法で得られた嵩高な不織布は、その嵩高さを活かして各種の用途に使用し得る。典型的な一例では、生理用ナプキンや使い捨ておむつなどの吸収性物品の構成材料として用いられる。
【0048】
生理用ナプキンや使い捨ておむつなどの吸収性物品は、液透過性の表面シート、液不透過性の裏面シート及び両シート間に介在配置された液保持性の吸収体を有している。更に、表面シートと吸収体との間に液透過性のサブレイヤーシートが介在配置された吸収性物品も知られている。このような構成を有する吸収性物品においては、先に説明した図4(a)及び(b)に示す構造の嵩高な不織布を表面シート又はサブレイヤーシートとして用いると、その嵩高さの故に、液戻り量が少なく、また液の横方向への拡散が少なくスポット吸収が可能となる。更に液残りが少なく、そのうえ高粘性液の透過が良好となる。特に上述した不織布は、図4(a)及び図4(b)に示すように三次元的な立体形状をなし、嵩高のものであるから、嵩の回復によって該不織布が本来有している嵩高感を感触的にも視覚的にもアピールすることができる。
【0049】
このような吸収性物品を製造するには、不織布を吸収性物品に組み込むに先立ち、先ずロール状に巻回された原反10’の状態となっている不織布10を該原反10’から繰り出す。繰り出された不織布10は、嵩増加装置1に導入して嵩を増加(回復)させる。不織布10は、熱風により嵩を増加させた後、引き続き、吸収性物品の製造工程に送られる。不織布10を、搬送方向の下流に設置されている吸収性物品の加工機(図示せず)に導入し、公知の方法に従い、他のシートや構成材料と積層させ、一体化した後、個別の吸収性物品に切断して、吸収性物品を製造する。
【0050】
このようにして、嵩が増加(回復)した不織布10は、引き続き次工程である各種加工工程に付されるが、この加工工程へ付す場合には、不織布10を巻き取らずに、厚みが回復した状態のままで搬送することが好ましい。加工機においては、例えばニップロールによる挟圧加工など、不織布10の嵩が減じられる可能性のある加工が施される場合が多いが、前述の方法に従って嵩が一旦回復した不織布10は、そのような挟圧加工等に付されても嵩が大きく減じられることはない。
【0051】
第1実施形態の嵩増加装置及び嵩増加方法によれば、上記のようにして、その搬送中の不織布10に、給気ダクト2より、温度および量を精度よくコントロールされた熱風を供給することにより、不織布の嵩を精度よく増加(回復)させることができる。そのため、ロール状の原反10’における巻回圧やその他の理由によって嵩が減少していた不織布10の嵩を容易且つ効率的に増加(回復)させることができる。特に、図2のように対向部26Aにおいて、整流板26を均等な高さの変化および間隔に配置することによって、導出部25の各導出路25Aから不織布10に供給される熱風の温度および量を均等に制御することができ、不織布10の幅方向(X方向)において、均等な嵩の増加(回復)を行なうことができる。
【0052】
本発明の吸収性物品の製造方法によれば、精度よく嵩を増加させた不織布を用いているため、吸収性物品における各種性能を十分発揮した吸収性物品を安定して製造することができる。
【0053】
第1実施形態の装置によれば、給気ダクト2内に徐々に導入路24Aを徐々に狭くなるよう整流板26を配置することにより、コンパクトな装置で、熱風の温度や量を精度よくコントロールして、不織布の嵩を増加することができる。
また、第1実施形態の装置によれば、給入口21は、給気ダクト2において搬送される不織布10の幅方向(X方向)に開口するよう設けられているため、少スペース化に優れ、特に不織布の搬送工程や吸収性物品等の製造工程に後付けする際に取り付け易く、導入性に優れている。
【0054】
また、第1実施形態の嵩増加装置及び嵩増加方法では、吸引部をドラム式吸引装置の回転ドラム31とし、不織布10を回転ドラム31の周面に巻きかけて吸引状態で搬送し、搬送中の不織布に対して熱風を供給しているため、供給領域を大きく設けることができる一方、コンパクトな装置とすることができ、効率的な装置および方法とすることができる。更に、サーボモーターなどにより回転ドラムの軸を直接回転させることが可能であり、高速域においても、安定して嵩を増加させながら不織布を搬送することが可能である。
【0055】
本発明の不織布の嵩増加装置および嵩増加方法は、上述の実施形態に何ら制限されるものではなく、適宜変更可能である。
【0056】
整流板26は、高さおよび間隔を均等に変化させたが、必要に応じた変化をさせてもよい。例えば、不織布10の幅方向(X方向)の中央となる領域に対応する箇所で、対向部26Aの長さを高くしたり、間隔を広くとって、熱風の量を多くして、不織布の嵩を他の領域より多く増加(または回復)させてもよい。また、不織布10の幅方向(X方向)の側部となる領域に対応する箇所で、同様に熱風の量を多くして、不織布の嵩を他の領域より多く増加(または回復)させたり、不織布のバタツキを抑えてもよい。
また、給気ダクト2内にX方向離間させて配置する整流板の枚数は、4枚に代えて、2〜3枚、あるいは5枚以上とすることもできる。例えば、100cmの幅の不織布に嵩を増加させる場合、配置される整流板の枚数は、好ましくは5〜30枚、より好ましくは8〜20枚である。
【0057】
また、吸引部3は、回転ドラム31ではなく、通気性の搬送ベルトに吸引ボックスを有する形態であってもよい。この場合、給気ダクトの排気口側の形状は、搬送ベルトに沿う形状とするのが好ましい。
【0058】
また、図5に示すように、嵩増加装置1’において、給気ダクト2内に、図3のような回転ドラム31の回転方向の仕切り板を設けず、導入部24内と導出部25内は、整流板26と外枠体23とで区切られていてもよい。
【0059】
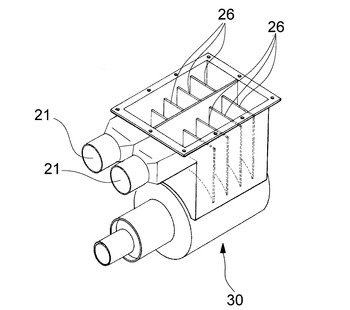
また、給気ダクト2の水平管部2Aは、給入口21から一番近い外壁27に向けて、給入口21を個別に設ける2列に形成されていてもよい(図6参照)。この形態は、個別の給入口21より、温度や風速を変えた熱風を供給することができる。
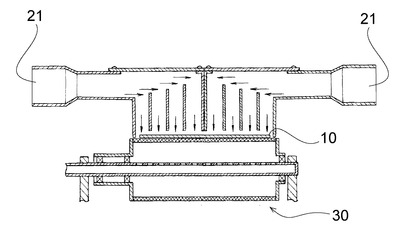
また、給気ダクト2を、不織布の幅方向に、吸入口21を逆サイドとして、もう1器設けてもよい(図7参照)。この形態は、不織布の幅が大きい場合に有効である。
【実施例】
【0060】
以下、本発明を実施例により更に具体的に説明するが、本発明は斯かる実施例に限定されるものではない。
【0061】
〔実施例1〕
図1〜3に示す嵩増加装置を製造した。図2及び図3中の各部の寸法は下記の通りとした。L1=55cm、L2=20cm、L3=22cm、H1=55mm、H2=80mm。
【0062】
給気ダクト2内部において、一方の仕切られた領域にステンレス製の整流板4枚が導入路24Aの方向に40mmの間隔で配置した。また、整流板4枚は、導入部24に対応する部分の長さH1(55mm)において11mmずつ高さを変えて配置した。整流部26Bの最小長さL4(図2参照)は60mmであった。なお、1枚の整流板は2つの板を積層して構成されており、上部をスライドすることで対向部26Aの高さを調節している。上記の給気ダクト2を減圧手段32を有する回転ドラム31に設置し、給気ダクト2および回転ドラム31を熱風発生装置と接続した。
【0063】
〔比較例1〜2〕
実施例1の給気ダクト2から整流板を除き、それを回転ドラム31に設置した以外は実施例1と同様にして嵩増加装置を得た。これを比較例1とした。
また、実施例1の給気ダクト2について、各整流板の整流部26Bとなる部分を除き、対向部26Aのみとした以外は、実施例1と同様にして嵩増加装置を得た。これを比較例2とした。
【0064】
〔評価〕
嵩回復装置について、110℃の熱風を供給し、下記の位置において、熱風の温度と風速を測定した。各導出路25Aについて、回転ドラムの頂部で周面から5mmの位置において、給入口21に近い方からA〜Eとした。比較例1および2については、測定箇所に整流板はないが、実施例と同じ位置で測定した。その結果を下記表1に示す。
【0065】
【表1】

【0066】
実施例1においては、導出路A〜Eにおいて、温度および風速がほぼ一定となった。整流板26のない比較例1では、給入口21から遠いほど風速が強く温度も高かった。整流部26Bのない整流板26を用いた比較例2ではCのポイントが温度および風速が高く、A,Eのポイントでは温度および風速が低くなり、対向部26Aで均等に熱風の方向を変えたが、回転ドラム31の近傍までその効果が得られていなかった。
【符号の説明】
【0067】
1 嵩増加装置
10,10A 不織布
10’不織布原反
2 給気ダクト
21 給入口
22 排出口
23 外枠体
24 導入部
24A 導入路
25 導出部
25A 導出路
26 整流板
26A 対向部
26B 整流部
3 吸引部
31 回転ドラム(吸引部)
【技術分野】
【0001】
本発明は、不織布の嵩増加に用いられる装置に関する。
【背景技術】
【0002】
一般に不織布は、製造された後、ロール状に巻回して輸送または保管され、使い捨ておむつや清掃シート等の製品を製造する際に、ロールから繰り出されて、所定の形状に加工され製造原料として用いられる。巻回状態にあるシートには、大きな圧力が加わり、その嵩を減じさせてしまうという不都合を生じている。そのため、巻回によって嵩が減少した不織布の厚みを回復させる嵩回復の方法が提案されている(特許文献1)。
【0003】
本出願人は、先に特許文献1において、捲縮を有する熱可塑性繊維を含み且つロール状に巻回されている不織布原反から不織布を繰り出し、熱可塑性繊維の融点未満の熱風で不織布に吹き付けて、不織布の嵩を増加させる不織布の嵩回復方法を提案している。
【0004】
また、熱風加熱装置として、基板に吹きつけられる熱風の温度ばらつきを最小限に抑え、温度コントロールする装置が提案されている(特許文献2)。
【0005】
特許文献2には、熱風加熱ユニットのケーシング内に、空気循環のファンと、ヒータと、パイプ状のノズルと、熱風案内プレート等を具備し、パイプ状のノズルの内部に複数の整流プレートを等間隔に配設し、スリットから熱風を基盤に均等に噴き出す構成が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−137655号公報
【特許文献2】特開2000−077843号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、不織布の嵩を増加させる装置は、使い捨ておむつや清掃シート等の製品を製造する製造工程に後付で設けられることがあり、取り付けスペースに限りがあり、コンパクトな装置が要求される。また、装置をコンパクトにした場合に、不織布に対して精度良く所望の温度や量の熱風を付与できないという課題があった。
【0008】
したがって、本発明の課題は、コンパクトな装置で、熱風の温度や量を精度よくコントロールできる不織布の嵩増加装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、熱風発生装置と、熱風発生装置から供給された熱風を受け入れる給入口及び該熱風を不織布上へ排出する排出口を備えた給気ダクトと、該排出口から前記不織布上に供給され該不織布を通過した熱風を吸い込む吸引部とを備え、搬送中の不織布の嵩を熱風により増加させる不織布の嵩増加装置であって、前記給気ダクトは、前記給入口に導入された熱風を、前記不織布の幅方向と平行に導びく導入部と、該導入部に対して角度を有し、該導入部内を流れた熱風を、前記排出口へ導びく導出部とを有しており、
前記給気ダクト内には、複数の整流板が、前記導入部内に位置する対向部と前記導出部内に位置する整流部とを有するように配置されており、且つ該複数の整流板は、前記給入口側から遠ざかるにつれて、前記導入部内の導入路の断面面積が徐々に狭くなるよう配置されている、不織布の嵩増加装置を提供するものである。
【0010】
また、本発明は、吸引状態で搬送されている不織布に対して、給気ダクトの排出口から熱風を供給し、該不織布を通過する熱風により該不織布の嵩を増加させる不織布の嵩増加方法であって、熱風発生装置から前記給気ダクトの給入口に供給された熱風を、該給気ダクト内において、前記不織布の幅方向と平行な方向に進行させた後、該熱風を、該不織布の幅方向と平行な方向に間隔を開けて配置した複数の整流板に当てることにより、該熱風の進行方向を、前記不織布の厚み方向に沿う方向に変更させると共に、該熱風の流れを、複数の前記整流板により相互間を仕切られた複数の流路に分岐させ、該複数の流路を流れた熱風を前記排出口から前記不織布に供給する不織布の嵩増加方法を提供するものである。
【0011】
また、本発明は、上述の不織布の嵩増加方法により得られた不織布を、吸収性物品の構成材料として用いる吸収性物品の製造方法であって、熱風により嵩を増加させた不織布を、他のシートと積層させ、一体化した後、個別の吸収性物品に切断する、吸収性物品の製造方法を提供するものである。
【発明の効果】
【0012】
本発明の不織布の嵩増加装置および嵩増加方法によれば、コンパクトな装置で、熱風の温度や量を精度よくコントロールして、不織布の嵩を増加することができる。
また、本発明の吸収性物品の製造方法によれば、精度よく嵩を増加させた不織布を用いているため、吸収性物品における各種性能を十分発揮した吸収性物品を安定して製造することができる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の不織布の嵩増加装置及び嵩増加方法の一実施形態を示す概略図である。
【図2】図2は、図1の嵩増加装置の断面構造を示す模式図である。
【図3】図3は、図1の嵩増加装置の一部を示す斜視図である。
【図4】図4(a)は本発明の方法の適用対象となる不織布の一例を示す斜視図であり、図4(b)は図4(a)におけるb−b線断面図である。
【図5】図5は、本発明の他の実施形態に係る装置の一部を示す斜視図である。
【図6】図6は、本発明の更に他の実施形態に係る嵩増加装置の一部を示す斜視図である。
【図7】図7は、本発明の更に他の実施形態に係る嵩増加装置の模式断面図である。
【発明を実施するための形態】
【0014】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。
図1は、本発明の不織布の嵩増加装置の第1実施形態を模式的に示す図である。まず、本発明の不織布の嵩増加装置の第1実施形態について説明する。
【0015】
嵩増加装置1は、図1〜図3に示すように、熱風発生装置(図示なし)と、熱風発生装置から供給された熱風を受け入れる給入口21及び該熱風を不織布10上へ排出する排出口22を備えた給気ダクト2と、排出口22から不織布10に供給され不織布10を通過した熱風を吸い込む吸引部3とを備えており、搬送中の不織布10の嵩を熱風により増加させ得る。給気ダクト2は、給入口21と排出口22以外は閉じられた外枠体23で構成されている。
【0016】
嵩増加装置1は、ドラム式吸引装置30を備えている。ドラム式吸引装置30は、周面から吸引を行うことのできる回転ドラム31を備えている。
より具体的には、ドラム式吸引装置30は、通気性の周面を有する回転ドラム31と、回転ドラム31内を減圧する減圧手段32(一部のみ図示)とを備えている。この回転ドラム31が、本実施形態における吸引部3である。
【0017】
ドラム式吸引装置30は、図1に示すように、ロール状の原反10’から繰り出されて搬送されてきた不織布10を、嵩増加装置1の所定位置から回転ドラム31の周面に導入する不織布導入手段34と、回転ドラム31の周面に巻きかけられて所定距離搬送された後の不織布10を、回転ドラム31の周面から引き離した後、次工程に送り出す不織布導出手段35とを備えている。不織布導入手段34及び不織布導出手段35は、図1に示すように、回転ドラム31の周面に近接させて設けられている。不織布10は、不織布導入手段34の上流に設けられたニップロール(図示なし)および不織布導出手段35の下流に設けられたニップロール(図示なし)により搬送されている。下流のニップロールは、増加された嵩を減じにくくするために、不織布の端部を保持する構造や、熱風によって上昇した不織布の温度が常温に近づいた位置に設けることが好ましい。
【0018】
熱風発生装置及び減圧手段32を作動させた状態で、ロール状の原反10’から繰り出された不織布10が、不織布導入手段34により、回転ドラム31の周面上に導入されると、該不織布10は、回転ドラム31の回転によって所定距離搬送され、その搬送されている間、より具体的には、不織布10が空間31H(熱風が吸引される区域)上を通過している間に、給気ダクト2からの熱風が該不織布10を厚み方向に貫通して、該不織布10に対する熱風処理が行われる。
【0019】
回転ドラム31は、円筒状の周面を有し、該周面に、ワイヤメッシュやパンチングメタル等の通気性材料からなる通気部がその全周に亘って形成されている。回転ドラム31は、該周面を含む外周部が図示しないモータ等の駆動源によって図中矢印A方向に回転駆動される。減圧手段32は、回転ドラム31内に開口する吸気管を備えており、該吸気管の他端に接続された減圧装置を作動させることにより、回転ドラム31内の一部、具体的には、ドラムの周面を挟んで給気ダクト2の排出口22と対向配置されたドラム内の仕切られた空間31H内を減圧可能になされている。減圧装置としては、吸気ファン、吸引ブロワ、真空ポンプ等の各種公知の装置を用いることができる。
【0020】
ドラム式吸引装置30においては、減圧手段32を作動させることによって、給気ダクト2内の熱風が、回転ドラム31の周面から空間31H内に向かって吸引され、不織布を通過して空間31H内に吸い込まれる。また、減圧装置32に取り込まれて回収された熱風は、返戻手段(図示なし)を介して、熱風発生装置に返戻される。返戻手段は、例えば、減圧装置32と熱風発生装置との間を連通する連通管と、必要に応じて該連通管に設けられる送風機等とを備えている。
【0021】
本実施形態においては、図1のように、外枠体23の下端付近からドラム式吸引装置30に向けて不織布10を覆うように、カバー40が設けられている。カバー40は、空間31Hより広い領域で回転ドラム31の周面を保護することで、熱風が逃げることを防ぐ。また、回転ドラム31において、空間31Hの占める角度θは、不織布に対して十分に熱風を付与する観点から、90°〜320°が好ましく、180°〜300°が一層好ましい。図示例では、270°である。
【0022】
給気ダクト2において、給入口21は、図2に示すように、搬送される不織布10の幅方向(X方向)に開口するよう設けられている。排出口22は、給気ダクト2において、回転ドラム31の周面および不織布10と対向する方向に開口している。
【0023】
給気ダクト2は、給入口21からの熱風を不織布10の幅方向(X方向)と平行に導びく導入部24と、該導入部24に対して角度を有し、該導入部24内を流れた熱風を、排出口22へ導びく導出部25とを有している。つまり、給気ダクト2を構成する外枠体23は、導入部24と導出部25とに区分される。導出部25は、導入部24内を流れた後の熱風を、不織布10の厚み方向に沿う方向(図中Z方向)に流して、排出口22へ導びく。導出部25は、図2に示すように、導入部24に対して垂直に設けられていることが好ましい。
本実施形態における給気ダクト2は、水平方向に延びる水平管部2Aと、水平管部2Aの下面に直角に連続している鉛直管部2Bとを有しており、水平管部2Aが導入部24を、鉛直管部2Bが導出部25を形成している。主に、該水平管部2A内に熱風の導入路24Aが形成され、該鉛直管部2B内に複数の流路である導出路25Aが形成されている。水平管部2Aは、一端に設けられた円筒状部の端部に給入口21を有し、他端側の下面に鉛直管部2Bの上端が連続している。水平管部2Aにおける、前記円筒状部と下面に鉛直管部2Bが接続された部分との間には、上下面が互いに平行となっている断面矩形状の部分を有するが、図2に、その下面及びその延長面を、一点鎖線P1で示した。この線P1より上の導入部24では、導入路24Aの熱風は、後述の整流板26の対向部26Aにより、進行角度が複数の導出路25Aに切り替わる領域23cとなる。
【0024】
給気ダクト2の外枠体23は、図3に示すように、熱風発生装置からの熱風を受け入れる給入口21付近23aでは、断面円形で熱風発生装置と接続されるホース等の部品と接続し易い形状をしているが、導入部24を形成する領域23bでは、幅方向(図3中Y方向)に徐々に広がり、回転ドラム31の幅と同等または回転ドラム31より大きな幅となる。外枠体23は、更に導入路24Aから導出路25Aに切り替わる領域23cでは、回転ドラム31の上側周面を覆うように回転ドラム31に向けて4面の外壁27を有している。また、天面は後述の整流板26の位置の調整がし易いように、取り外し可能な天板28で閉じられている。図3及び図5には、天板28を取り外された状態が示され、図1及び図2には、天板28を取り付けられた状態が示されている。
【0025】
給気ダクト2内には、図2に示すように、複数の整流板26,26・・が、導入部24内に位置する対向部26Aと導出部25内に位置する整流部26Bとを有するように配置されている。整流板26の対向部26Aは、導入部24内の導入路24Aにおける熱風の進行方向(X方向)の正面に位置する。整流板26の整流部26Bは、導出部25内に位置している。
また、図2に示すように、整流板26は導入路24Aが徐々に狭くなるよう位置を変えて配置されている。即ち、複数の整流板26,26・・は、X方向に間隔を開けて配置されており、図2に示すように、給入口21側から遠ざかるにつれて、導入部24内の導入路24Aの断面面積が徐々に狭くなるよう配置されている。導入路24Aは、導入部24内をX方向に沿って流れる気体の通路であり、本実施形態においては、給入口21側から遠ざかるにつれて、整流板26との間の隙間tが徐々に狭くなっており、その結果、整流板26の上縁部の上方に形成される気体の通路(導入路)の断面の面積も、給入口21側から遠ざかるにつれて、減少している。
【0026】
第1実施形態では、導入部24内を流れる熱風を、同じ量、整流板26に当て、該熱風の進行方向を変更させることによって、各導出路25Aに同量の熱風を供給するために、熱風の進行方向(X方向)に隣り合う整流板26の高さを均等に高くして導入路24Aの断面面積を漸次狭くしている。同観点から、各整流板26は、熱風の進行方向の間隔が均等に配置されている。
【0027】
給気ダクト2内において、複数の整流板26を導入路24Aが徐々に狭くなるよう位置を変えて配置することにより、整流板26は、導入部24内に位置して熱風に対向する対向部26Aと、対向部26Aで進行方向が変更された熱風を、導出部25内に位置して、不織布の厚み方向に排出口へ導びく整流部26Bとに区分される。整流部26Bにおいては、複数の整流板26と外枠体23の外壁27によって、複数の導出路25Aが形成される。
【0028】
更に、第1実施形態では、図3に示すように、仕切り板24’によって、給気ダクト2内が回転ドラム31の回転方向を2分するように導入路24Aと平行に仕切られており、その仕切り板24’は天板28近くまで存在している。第1実施形態では、一方の仕切られた領域に、4枚の整流板26が、徐々に天板28に近づくように、上端の高さ位置を変えて配置されている。4枚の整流板26の吸引部3側の高さ位置(下端の高さ位置)は同じである。もう一方の仕切られた領域についても、同様の態様で、4枚の整流板26が配置されている。
【0029】
各整流板26は、上縁部および両側縁部は直線状に形成され、吸引部3側(下縁部)は、回転ドラム31の周面形状に沿うように円弧状に形成されている。整流板26は、導入部24内を流れる熱風に対向し、該熱風を排出口22へと導く導出路25Aを形成できれば特に制限されないが、好ましくは非通気材料であり、ステンレスやアルミニウム等の金属の他、樹脂、紙等が挙げられる。
【0030】
各整流板26は、Z方向の位置を変更することができ、導入部24内に位置する長さ、即ち対向部26Aの長さを変更可能となっている。各整流板は1枚のプレートで構成してもよく、複数のプレートを積層して構成してもよい。複数のプレートを積層した場合には、各プレートをスライドすることで、対向部26Aの長さを調整する。また、各整流板26は、X方向の位置を変え、その間隔が変更可能となっていてもよい。
X方向の位置及び/又は間隔を変更可能とするには、例えば、鉛直管部2Bに2本のねじ溝が設けられた棒を渡し、整流板を挿入し所定位置でナット固定したり、鉛直管部2Bに固定用の小板を多数位置に設けて、適宜の位置の小板を選択して固定する。
【0031】
整流板26は、整流板26による整流効果を得るために、導入部24内に位置する対向部26Aに比べて、該対向部26Aから排出口22に向かって延出する整流部26Bの方が、Z方向の長さが長く形成されていることが好ましい。そのため、給気ダクト2の外枠体23は、導入部24の高さH1に比べて、導出部25の高さH2が高く(長く)形成されていることが好ましい。整流部の長さL4(図2参照)は、例えばH1が10cmである場合には少なくとも15cmであることが好ましく、より好ましくは20〜30cm、更に好ましくは25〜30cmである。整流効果の観点から、H2におけるL4の割合は、少なくとも50%以上が好ましく、より好ましくは60〜95%であり、更に好ましくは70〜90%である。
【0032】
次に、上述した不織布の嵩増加装置1を用いて、不織布の嵩増加を行なう方法を説明する。図1に示すように、第1実施形態の方法においては、不織布10がロール状に巻回されてなるロール状の原反10’から繰り出された不織布10に対し、熱風処理を施している。この熱風処理によって、巻回圧により嵩が減じられていた不織布10の嵩が増加(回復)し、嵩高な不織布10Tが得られる。ロール状の原反10’は、不織布10の搬送方向において、嵩増加装置1よりも上流の位置に配置されており、該原反10’から、公知の機構により繰り出された不織布10が、送りロールや搬送ベルト等の公知の搬送機構により搬送されて嵩増加装置1に導入される。
【0033】
嵩増加装置1においては、導入された不織布10が、回転ドラム31の周面に回転ドラム31の内部からの吸引状態で搬送状態されている。この不織布10に対して、該回転ドラム31の周面に向かって開口する、給気ダクト2の排出口22から熱風を供給し、該不織布10を通過する熱風により該不織布10の嵩を増加させる。
【0034】
図2に示すように、熱風発生装置(図示なし)から給気ダクト2の給入口21に供給された熱風は、給気ダクト2内において、不織布10の幅方向(X方向)と平行に延びる導入路24Aを進み、熱風の一部は、X方向に間隔を開けて配置された複数の整流板26の対向部26Aに当たり、せき止められる。せき止められた熱風は、その進行方向を不織布10の厚み方向(Z方向)に変え、導出路25Aを進み、排出口22から不織布10へと吹き付けられる。
【0035】
詳細には、導入部24内の導入路24Aを流れる熱風は、その一部が整流板26の対向部26Aにぶつかり、せき止められるとともに、進行方向を、導出路25Aに沿う方向、即ち回転ドラム方向(Z方向)に向かう方向へと変える。整流板26にせき止められなかった熱風は更に導入部24内を進み、次の整流板26に対向した熱風はせき止められて進行方向を導出路25Aに沿う方向へと変更される。そして、整流板26によってせき止められなかった熱風は最後に給気ダクト2の外枠体23の外壁27によってせき止められ、その進行方向を導出路25Aに沿う方向へと変更される。このように給気ダクト2の給入口21に供給された熱風は、複数の整流板26によって徐々に導入路24Aを狭くすることで、徐々に整流板26にせき止められ、せき止めらた熱風は進行方向を整流板26の延びる方向へと形成された導出路25Aへと変更される。せき止めらた熱風はせき止められる毎にそれぞれ導出路25Aを進むため、複数の整流板26により相互間を仕切られた複数の流路25Aに分岐される。
【0036】
次に、複数の導出路(流路)25Aに分かれた熱風は、導出部25において、整流板26の整流部26Bに沿って導出路25A内を進む。複数の流路を分岐され、それぞれの流路を流れた熱風は、排出口22より回転ドラム31の周面の搬送状態の不織布10に吹き付けられる。図2において、不織布10は手前方向に搬送されている状態である。また、図1において、不織布10が空間31H(熱風が吸引される区域)上を通過している間に、給気ダクト2からの熱風が該不織布10を厚み方向に貫通して、該不織布10に対する熱風処理が行われる。
【0037】
不織布10へ吹きつけられた熱風は、不織布10を貫通し、回転ドラム31の周面からその内部に吸引され、減圧手段32から返戻手段(図示なし)を経て、熱風発生装置(図示なし)へと戻される。戻された熱風は、熱風発生装置にて所望温度に調整され、給気ダクト2への熱風供給へ再利用される。
【0038】
図4(a)及び(b)は、本発明の装置及び/又は方向で嵩を増加(回復)させる対象の不織布10の一例である不織布10Aを示す図である。
不織布10Aは、図示のごとく、嵩高な三次元形状のものであり、第1層11及びこれに隣接する第2層12を備えている2層からなる多層構造のものである。第1層11と第2層12とは多数の接合部13において部分的に接合されている。接合部13は全体として菱形格子状のパターンを形成している。接合部13は圧密化されており、不織布10Aにおける他の部分に比べて厚みが小さく且つ密度が大きくなっている。
【0039】
不織布10Aは、前記の菱形格子状のパターンからなる接合部13によって取り囲まれて形成された閉じた領域を多数有している。この閉じた領域において、第1層11は凸状の三次元的な立体形状をなしている。この立体形状をなしている部分はドーム状の形状をしている。一方、第2層12はほぼ平坦な形状となっている。そして不織布10A全体としてみると、その第2層12側の外面が平坦であり且つ第1層11側の外面に多数の凸部を有している構造となっている。
【0040】
第1層11は、捲縮を有する熱可塑性繊維(以下、単に捲縮繊維という)を含む層である。捲縮繊維としては、機械捲縮によって二次元的にジグザグ状に捲縮した繊維や、螺旋状に三次元捲縮した繊維などを用いることができる。第1層11は、捲縮繊維100%から構成されていてもよく、或いは捲縮繊維に加えて熱融着性繊維、例えば芯鞘型複合繊維やサイド・バイ・サイド型複合繊維を含むこともできる。第1層11に用いる繊維は、実質的に熱収縮性を有しないか、又は後述する第2層12に含まれる熱収縮性繊維の熱収縮温度以下で熱収縮しないものが好ましい。一方、第2層12は熱収縮性繊維を含む層である。第2層12に含まれる熱収縮性繊維は熱収縮によって螺旋状に三次元捲縮した繊維であることが好ましい。
【0041】
不織布10Aの製造方法及びその構成繊維等の詳細については、本出願人の先の出願に係る特開2002−187228号公報に記載されている。製造方法について簡単に述べると、先ず捲縮繊維を含む繊維原料を用いて第1層のカードウエブを製造する。これとは別に、熱収縮性繊維を含む繊維原料を用いて第2層のカードウエブを製造する。第2層のカードウエブ上に第1層のカードウエブを重ね合わせ、両者を所定パターンからなる接合部において部分的に接合する。接合には例えば超音波エンボスが用いられる。次いで、第2層のカードウエブに含まれている熱収縮性繊維の熱収縮開始温度以上で、エアスルー方式によって熱風を吹き付ける熱処理を行い、第2層を熱収縮させると共に接合部によって取り囲まれた閉じた領域に位置する第1層を凸状に突出させ三次元立体形状を形成する。更に、構成繊維の交点を熱融着させる。これによって不織布が1Aが得られる。斯かる製造方法で製造された不織布10Aは、一旦ロール状に巻回され原反となされて保管される。
【0042】
不織布10Aは、巻回圧等によって嵩が減少する。本発明によれば、例えば、このような不織布10Aにおける減少していた嵩を効率よく回復させることができる。
不織布10Aに熱風を供給することによる嵩の増加(回復)性能の向上は、第1層11に含まれている捲縮繊維の熱風による嵩の回復が主要な要因の一つである。この観点からは、不織布10Aに吹き付ける熱風は、捲縮繊維の融点(以下mpという)未満で且つmp−50℃以上とすることが好ましい。不織布10Aの嵩を一層効果的に増加(回復)させる観点から、熱風の温度はmp−50℃以上で且つmp−3℃以下、特にmp−30℃以上で且つmp−5℃以下であることが好ましい。
【0043】
また、熱風を供給することによる嵩の回復(回復)性能の向上の他の要因としては、不織布を構成する捲縮繊維外の繊維、あるいは繊維どうしの交点等が軟化し、変形し易くなることがあげられる。この観点からも、不織布10Aに吹き付ける熱風の温度は、不織布に含まれる熱可塑性繊維の融点に対して、特にmp−30℃以上で且つmp−5℃以下であることが好ましい。
【0044】
本発明で嵩を増加させる対象の不織布10は、図4(a)及び(b)に示すものに限られず、捲縮繊維を含む単層、多層構造のものや、捲縮繊維及び熱収縮性繊維を含む単層、多層構造のものであってもよい。例えば、3層以上の多層構造からなり、その一方又は双方の最外層に捲縮繊維が含まれており且つ最外層間の内層に熱収縮性繊維が含まれている不織布であってもよい。
また、捲縮繊維を含まないものであっても良く、加熱によってその長さが伸びる繊維(以下、この繊維を熱伸長性繊維という)を含む不織布であってもよい。
熱伸長性繊維を含む不織布としては、例えば、熱伸長性繊維を用いて製造した単層の繊維ウエブに対して、ヒートシール、超音波シール、高周波シール等によりエンボス部を格子状に形成し、次いで、熱風貫通処理、熱風吹き付け処理等の熱風処理を施し熱伸長性繊維を伸長させてなるものを用いることができる。また、熱伸長性繊維を用いて製造した繊維ウエブを、それとは別に製造した繊維ウエブや不織布に積層した後、それらの積層体に対して、同様にして格子状のエンボスを形成し熱風処理を施したものを用いることもできる。このような不織布は、片面又は両面におけるエンボス部間に熱伸長性繊維が伸長して形成された凸部を有している。また、エンボス部以外の部分に、熱伸長性繊維どうしの交点が熱融着した繊維接合部を有するものが好ましい。熱伸長性繊維は、好ましくは温度が90℃以上で伸長し、より好ましくは、110℃〜140℃で伸長する。熱伸長性繊維としては、例えば加熱により樹脂の結晶状態が変化して伸びたり、あるいは捲縮加工が施された繊維であって捲縮が解除されて見かけの長さが伸びる繊維が挙げられる。熱伸長性繊維を含む繊維層と他の繊維層とが積層された多層構造の不織布である場合、該他の繊維層は、熱伸長性を有しない熱融着性繊維のみで構成されていても良いし、熱伸長性繊維を含む繊維層よりも低い割合で熱伸長性繊維を含む層から構成されていても良い。熱伸長性繊維として、配向指数が20〜80%(より好ましくは40〜70%)の第1樹脂成分と、該第1樹脂成分の融点より低い融点又は軟化点を有し且つ配向指数が10〜80%(より好ましくは20〜60%)の第2樹脂成分とからなり、第2樹脂成分が繊維表面の少なくとも一部を長さ方向に連続して存在している複合繊維を用いることもできる。
【0045】
嵩を増加させる対象の不織布10としては、各種製法による不織布を挙げることができる。本発明で嵩を増加させる不織布は、特に制限なく、例えばスパンボンド不織布やスパンレース不織布、レジンボンド不織布、ニードルパンチ不織布を用いてもよいが、嵩高い不織布が得られ且つ嵩の回復及び増加率の高い製造方法であるエアスルー方式で製造された(エアースルー不織布)ものが特に好ましい。エアースルー不織布は、カード法又はエアレイ法により形成した繊維ウエブをエアースルー法による熱風処理等により不織布化して得られるものである。また、樹脂フィルムとラミネートされた不織布の嵩増加を行うこともできる。
【0046】
また、嵩を増加させる対象の不織布10として、2層構造の積層不織布で、立体構造としたものも挙げられる。具体的には、上層不織布と下層不織布とを多数の接合部にて部分的に接合して形成される。上層の不織布は、接合部以外の部分において突出しており、内部が空洞となっている多数の凸部を形成している。例えば、この不織布が、使い捨ておむつ等の表面シートである場合、上層不織布は肌当接面(着用者の肌側に向けられる面)を形成し、下層不織布は吸収体側に向けられる面を形成する。凹凸構造の不織布は、凸部及び凹部(接合部)は、交互に、且つX方向及びY方向に多列をなすように配置されている。上層不織布及び下層不織布は、実質的に伸縮しない不織布からなる。凹凸構造の不織布は、例えば、一方の不織布を、互いに噛み合う凹凸ロール間に挿通する等の方法により、凹凸形状に成形した後、他方の不織布を重ね、前記一方の不織布の凹部又は凸部において両不織布を、熱融着等により部分的に接合して得ることができる。凹凸構造の不織布としては、特開2002−187228号公報、特開2004−345357号公報、特開2004−275296号公報に記載のシート等を用いることもできる。
【0047】
本発明は、巻回圧等により嵩が減少していた不織布の嵩の回復に限られず、当初厚みが薄かった不織布の嵩を増加させるために用いることもできる。
例えば、前述の熱収縮性繊維を含む不織布の嵩増加や回復の他、熱伸張性繊維を含む不織布の熱伸長による嵩増加処理等に用いることもできる。
本発明の嵩増加装置あるいは嵩増加方法で得られた嵩高な不織布は、その嵩高さを活かして各種の用途に使用し得る。典型的な一例では、生理用ナプキンや使い捨ておむつなどの吸収性物品の構成材料として用いられる。
【0048】
生理用ナプキンや使い捨ておむつなどの吸収性物品は、液透過性の表面シート、液不透過性の裏面シート及び両シート間に介在配置された液保持性の吸収体を有している。更に、表面シートと吸収体との間に液透過性のサブレイヤーシートが介在配置された吸収性物品も知られている。このような構成を有する吸収性物品においては、先に説明した図4(a)及び(b)に示す構造の嵩高な不織布を表面シート又はサブレイヤーシートとして用いると、その嵩高さの故に、液戻り量が少なく、また液の横方向への拡散が少なくスポット吸収が可能となる。更に液残りが少なく、そのうえ高粘性液の透過が良好となる。特に上述した不織布は、図4(a)及び図4(b)に示すように三次元的な立体形状をなし、嵩高のものであるから、嵩の回復によって該不織布が本来有している嵩高感を感触的にも視覚的にもアピールすることができる。
【0049】
このような吸収性物品を製造するには、不織布を吸収性物品に組み込むに先立ち、先ずロール状に巻回された原反10’の状態となっている不織布10を該原反10’から繰り出す。繰り出された不織布10は、嵩増加装置1に導入して嵩を増加(回復)させる。不織布10は、熱風により嵩を増加させた後、引き続き、吸収性物品の製造工程に送られる。不織布10を、搬送方向の下流に設置されている吸収性物品の加工機(図示せず)に導入し、公知の方法に従い、他のシートや構成材料と積層させ、一体化した後、個別の吸収性物品に切断して、吸収性物品を製造する。
【0050】
このようにして、嵩が増加(回復)した不織布10は、引き続き次工程である各種加工工程に付されるが、この加工工程へ付す場合には、不織布10を巻き取らずに、厚みが回復した状態のままで搬送することが好ましい。加工機においては、例えばニップロールによる挟圧加工など、不織布10の嵩が減じられる可能性のある加工が施される場合が多いが、前述の方法に従って嵩が一旦回復した不織布10は、そのような挟圧加工等に付されても嵩が大きく減じられることはない。
【0051】
第1実施形態の嵩増加装置及び嵩増加方法によれば、上記のようにして、その搬送中の不織布10に、給気ダクト2より、温度および量を精度よくコントロールされた熱風を供給することにより、不織布の嵩を精度よく増加(回復)させることができる。そのため、ロール状の原反10’における巻回圧やその他の理由によって嵩が減少していた不織布10の嵩を容易且つ効率的に増加(回復)させることができる。特に、図2のように対向部26Aにおいて、整流板26を均等な高さの変化および間隔に配置することによって、導出部25の各導出路25Aから不織布10に供給される熱風の温度および量を均等に制御することができ、不織布10の幅方向(X方向)において、均等な嵩の増加(回復)を行なうことができる。
【0052】
本発明の吸収性物品の製造方法によれば、精度よく嵩を増加させた不織布を用いているため、吸収性物品における各種性能を十分発揮した吸収性物品を安定して製造することができる。
【0053】
第1実施形態の装置によれば、給気ダクト2内に徐々に導入路24Aを徐々に狭くなるよう整流板26を配置することにより、コンパクトな装置で、熱風の温度や量を精度よくコントロールして、不織布の嵩を増加することができる。
また、第1実施形態の装置によれば、給入口21は、給気ダクト2において搬送される不織布10の幅方向(X方向)に開口するよう設けられているため、少スペース化に優れ、特に不織布の搬送工程や吸収性物品等の製造工程に後付けする際に取り付け易く、導入性に優れている。
【0054】
また、第1実施形態の嵩増加装置及び嵩増加方法では、吸引部をドラム式吸引装置の回転ドラム31とし、不織布10を回転ドラム31の周面に巻きかけて吸引状態で搬送し、搬送中の不織布に対して熱風を供給しているため、供給領域を大きく設けることができる一方、コンパクトな装置とすることができ、効率的な装置および方法とすることができる。更に、サーボモーターなどにより回転ドラムの軸を直接回転させることが可能であり、高速域においても、安定して嵩を増加させながら不織布を搬送することが可能である。
【0055】
本発明の不織布の嵩増加装置および嵩増加方法は、上述の実施形態に何ら制限されるものではなく、適宜変更可能である。
【0056】
整流板26は、高さおよび間隔を均等に変化させたが、必要に応じた変化をさせてもよい。例えば、不織布10の幅方向(X方向)の中央となる領域に対応する箇所で、対向部26Aの長さを高くしたり、間隔を広くとって、熱風の量を多くして、不織布の嵩を他の領域より多く増加(または回復)させてもよい。また、不織布10の幅方向(X方向)の側部となる領域に対応する箇所で、同様に熱風の量を多くして、不織布の嵩を他の領域より多く増加(または回復)させたり、不織布のバタツキを抑えてもよい。
また、給気ダクト2内にX方向離間させて配置する整流板の枚数は、4枚に代えて、2〜3枚、あるいは5枚以上とすることもできる。例えば、100cmの幅の不織布に嵩を増加させる場合、配置される整流板の枚数は、好ましくは5〜30枚、より好ましくは8〜20枚である。
【0057】
また、吸引部3は、回転ドラム31ではなく、通気性の搬送ベルトに吸引ボックスを有する形態であってもよい。この場合、給気ダクトの排気口側の形状は、搬送ベルトに沿う形状とするのが好ましい。
【0058】
また、図5に示すように、嵩増加装置1’において、給気ダクト2内に、図3のような回転ドラム31の回転方向の仕切り板を設けず、導入部24内と導出部25内は、整流板26と外枠体23とで区切られていてもよい。
【0059】
また、給気ダクト2の水平管部2Aは、給入口21から一番近い外壁27に向けて、給入口21を個別に設ける2列に形成されていてもよい(図6参照)。この形態は、個別の給入口21より、温度や風速を変えた熱風を供給することができる。
また、給気ダクト2を、不織布の幅方向に、吸入口21を逆サイドとして、もう1器設けてもよい(図7参照)。この形態は、不織布の幅が大きい場合に有効である。
【実施例】
【0060】
以下、本発明を実施例により更に具体的に説明するが、本発明は斯かる実施例に限定されるものではない。
【0061】
〔実施例1〕
図1〜3に示す嵩増加装置を製造した。図2及び図3中の各部の寸法は下記の通りとした。L1=55cm、L2=20cm、L3=22cm、H1=55mm、H2=80mm。
【0062】
給気ダクト2内部において、一方の仕切られた領域にステンレス製の整流板4枚が導入路24Aの方向に40mmの間隔で配置した。また、整流板4枚は、導入部24に対応する部分の長さH1(55mm)において11mmずつ高さを変えて配置した。整流部26Bの最小長さL4(図2参照)は60mmであった。なお、1枚の整流板は2つの板を積層して構成されており、上部をスライドすることで対向部26Aの高さを調節している。上記の給気ダクト2を減圧手段32を有する回転ドラム31に設置し、給気ダクト2および回転ドラム31を熱風発生装置と接続した。
【0063】
〔比較例1〜2〕
実施例1の給気ダクト2から整流板を除き、それを回転ドラム31に設置した以外は実施例1と同様にして嵩増加装置を得た。これを比較例1とした。
また、実施例1の給気ダクト2について、各整流板の整流部26Bとなる部分を除き、対向部26Aのみとした以外は、実施例1と同様にして嵩増加装置を得た。これを比較例2とした。
【0064】
〔評価〕
嵩回復装置について、110℃の熱風を供給し、下記の位置において、熱風の温度と風速を測定した。各導出路25Aについて、回転ドラムの頂部で周面から5mmの位置において、給入口21に近い方からA〜Eとした。比較例1および2については、測定箇所に整流板はないが、実施例と同じ位置で測定した。その結果を下記表1に示す。
【0065】
【表1】
【0066】
実施例1においては、導出路A〜Eにおいて、温度および風速がほぼ一定となった。整流板26のない比較例1では、給入口21から遠いほど風速が強く温度も高かった。整流部26Bのない整流板26を用いた比較例2ではCのポイントが温度および風速が高く、A,Eのポイントでは温度および風速が低くなり、対向部26Aで均等に熱風の方向を変えたが、回転ドラム31の近傍までその効果が得られていなかった。
【符号の説明】
【0067】
1 嵩増加装置
10,10A 不織布
10’不織布原反
2 給気ダクト
21 給入口
22 排出口
23 外枠体
24 導入部
24A 導入路
25 導出部
25A 導出路
26 整流板
26A 対向部
26B 整流部
3 吸引部
31 回転ドラム(吸引部)
【特許請求の範囲】
【請求項1】
熱風発生装置と、熱風発生装置から供給された熱風を受け入れる給入口及び該熱風を不織布上へ排出する排出口を備えた給気ダクトと、該排出口から前記不織布上に供給され該不織布を通過した熱風を吸い込む吸引部とを備え、搬送中の不織布の嵩を熱風により増加させる不織布の嵩増加装置であって、
前記給気ダクトは、前記給入口に導入された熱風を、前記不織布の幅方向と平行に導びく導入部と、該導入部に対して角度を有し、該導入部内を流れた熱風を、前記排出口へ導びく導出部とを有しており、
前記給気ダクト内には、複数の整流板が、前記導入部内に位置する対向部と前記導出部内に位置する整流部とを有するように配置されており、且つ該複数の整流板は、前記給入口側から遠ざかるにつれて、前記導入部内の導入路の断面面積が徐々に狭くなるよう配置されている、不織布の嵩増加装置。
【請求項2】
前記整流板は、前記対向部に比べて前記整流部の長さが長い、請求項1記載の不織布の嵩増加装置。
【請求項3】
前記吸引部は、ドラム式吸引装置の回転ドラムである、請求項1又は2記載の不織布の嵩増加装置。
【請求項4】
前記吸引部は、吸い込んだ熱風を前記熱風発生装置に返戻する返戻手段を有する請求項1〜3の何れかに記載の不織布の嵩増加装置。
【請求項5】
前記整流板は、前記導入部に位置する長さを変更可能である請求項1〜4の何れかに記載の不織布の嵩増加装置。
【請求項6】
吸引状態で搬送されている不織布に対して、給気ダクトの排出口から熱風を供給し、該不織布を通過する熱風により該不織布の嵩を増加させる不織布の嵩増加方法であって、
熱風発生装置から前記給気ダクトの給入口に供給された熱風を、該給気ダクト内において、前記不織布の幅方向と平行な方向に進行させた後、該熱風を、該不織布の幅方向と平行な方向に間隔を開けて配置した複数の整流板に当てることにより、該熱風の進行方向を、前記不織布の厚み方向に沿う方向に変更させると共に、該熱風の流れを、複数の前記整流板により相互間を仕切られた複数の流路に分岐させ、該複数の流路を流れた熱風を前記排出口から前記不織布に供給する不織布の嵩増加方法。
【請求項7】
請求項6に記載の不織布の嵩増加方法により得られた不織布を、吸収性物品の構成材料として用いる吸収性物品の製造方法であって、
熱風により嵩を増加させた不織布を、他のシートと積層させ、一体化した後、個別の吸収性物品に切断する、吸収性物品の製造方法。
【請求項1】
熱風発生装置と、熱風発生装置から供給された熱風を受け入れる給入口及び該熱風を不織布上へ排出する排出口を備えた給気ダクトと、該排出口から前記不織布上に供給され該不織布を通過した熱風を吸い込む吸引部とを備え、搬送中の不織布の嵩を熱風により増加させる不織布の嵩増加装置であって、
前記給気ダクトは、前記給入口に導入された熱風を、前記不織布の幅方向と平行に導びく導入部と、該導入部に対して角度を有し、該導入部内を流れた熱風を、前記排出口へ導びく導出部とを有しており、
前記給気ダクト内には、複数の整流板が、前記導入部内に位置する対向部と前記導出部内に位置する整流部とを有するように配置されており、且つ該複数の整流板は、前記給入口側から遠ざかるにつれて、前記導入部内の導入路の断面面積が徐々に狭くなるよう配置されている、不織布の嵩増加装置。
【請求項2】
前記整流板は、前記対向部に比べて前記整流部の長さが長い、請求項1記載の不織布の嵩増加装置。
【請求項3】
前記吸引部は、ドラム式吸引装置の回転ドラムである、請求項1又は2記載の不織布の嵩増加装置。
【請求項4】
前記吸引部は、吸い込んだ熱風を前記熱風発生装置に返戻する返戻手段を有する請求項1〜3の何れかに記載の不織布の嵩増加装置。
【請求項5】
前記整流板は、前記導入部に位置する長さを変更可能である請求項1〜4の何れかに記載の不織布の嵩増加装置。
【請求項6】
吸引状態で搬送されている不織布に対して、給気ダクトの排出口から熱風を供給し、該不織布を通過する熱風により該不織布の嵩を増加させる不織布の嵩増加方法であって、
熱風発生装置から前記給気ダクトの給入口に供給された熱風を、該給気ダクト内において、前記不織布の幅方向と平行な方向に進行させた後、該熱風を、該不織布の幅方向と平行な方向に間隔を開けて配置した複数の整流板に当てることにより、該熱風の進行方向を、前記不織布の厚み方向に沿う方向に変更させると共に、該熱風の流れを、複数の前記整流板により相互間を仕切られた複数の流路に分岐させ、該複数の流路を流れた熱風を前記排出口から前記不織布に供給する不織布の嵩増加方法。
【請求項7】
請求項6に記載の不織布の嵩増加方法により得られた不織布を、吸収性物品の構成材料として用いる吸収性物品の製造方法であって、
熱風により嵩を増加させた不織布を、他のシートと積層させ、一体化した後、個別の吸収性物品に切断する、吸収性物品の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−36532(P2012−36532A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−178197(P2010−178197)
【出願日】平成22年8月6日(2010.8.6)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月6日(2010.8.6)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]