
不織布の液体透過性穿孔の装置および方法
【課題】有孔不織布を製造するための技術的経費を低水準に維持可能し、同時に高い製造速度を可能にする方法および装置を提供すること。
【解決手段】本発明は有孔不織布(2)を製造する方法に関し、穿孔手段が不織布に嵌入する。この穿孔手段は第1ローラ(8)の上に配置される。穿孔手段は、不織布を貫通して第2ローラ(10)の表面(15)に嵌入する。穿孔手段は不織布の繊維を変位させ、それによって穿孔手段は第2ローラ(10)上の材料に嵌入し、前記手段は、その嵌入時に、この材料を変位させることができる。さらに、対応する装置および対応する材料も提供される。
【解決手段】本発明は有孔不織布(2)を製造する方法に関し、穿孔手段が不織布に嵌入する。この穿孔手段は第1ローラ(8)の上に配置される。穿孔手段は、不織布を貫通して第2ローラ(10)の表面(15)に嵌入する。穿孔手段は不織布の繊維を変位させ、それによって穿孔手段は第2ローラ(10)上の材料に嵌入し、前記手段は、その嵌入時に、この材料を変位させることができる。さらに、対応する装置および対応する材料も提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は有孔不織布を製造する方法に関し、穿孔手段、特に針が不織布に嵌入する。針は第1ローラ上に位置決めされており、これらの針は不織布を貫通して第2ローラの表面に嵌入する。さらには、不織布を穿孔するロール・カレンダが提供され、このロール・カレンダは第1ローラおよび第2ローラを有する。第1ローラは穿孔手段を有する。方法および/またはロール・カレンダを使用して製造される有孔不織布の材料も説明される。
【背景技術】
【0002】
針ローラおよび有孔ローラをそれぞれに有するカレンダが、特許文献1および特許文献2に説明されている。針ローラの針は、有孔ローラの対応する正反対の開口に嵌入し、したがって有孔ローラおよび針ローラが形成する間隙を通過して案内された材料を穿孔することができる。穿孔可能な材料は、合成樹脂薄膜、紙、または不織布材料である。後者は、数ミリメートルまでの厚さであり得る。
【特許文献1】欧州特許出願公開第1048419号明細書
【特許文献2】欧州特許出願公開第1046479号明細書
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の目的は、有孔不織布を製造するための技術的経費を低水準に維持可能であるが、同時に高い製造速度を可能にする方法および装置を提供することである。
【0004】
本目的は、特許請求項1の特徴を有する、有孔不織布を製造する方法と、特許請求項10の特徴を有する、不織布を穿孔するためのロール・カレンダとによって実現される。他の有利な実施の形態は、個々の従属請求項において特定される。
【課題を解決するための手段】
【0005】
本発明は、以下を提供する。
(項目1)
有孔不織布(2)を製造する方法であって、穿孔手段が前記不織布に嵌入し、前記穿孔手段は第1ローラ(8)の上に配置され、さらに前記穿孔手段は、前記不織布を貫通して第2ローラ(10)の表面(15)に嵌入し、
前記穿孔手段は、前記不織布の繊維を変位させ、それによって前記穿孔手段は前記第2ローラ(10)の上の材料に嵌入し、それらは前記嵌入時に前記材料を変位させ得ることを特徴とする方法。
(項目2)
前記穿孔手段は、好ましくは前記第2ローラ(10)の前記表面を形成する少なくとも一部が繊維状である材料に嵌入することを特徴とする、項目1に係る方法。
(項目3)
前記穿孔手段は、前記不織布の熔解温度または前記材料の分解温度を下回る温度まで加熱されることを特徴とする、項目1に係る方法。
(項目4)
フェルト材料(11)が使用されることを特徴とする、項目1、2、または3に係る方法。
(項目5)
前記フェルト材料(11)は、収縮ホース型の被覆として前記第2ローラ(10)上に位置決めされることを特徴とする、項目4に係る方法。
(項目6)
前記穿孔手段は前記不織布の繊維を変位させかつ前記材料(11)に押し付け、それによって繊維が圧縮され、前記不織布中の穴が安定化されることを特徴とする前記項目の1項に係る方法。
(項目7)
穿孔手段が嵌入するとき、繊維の少なくとも一部が前記不織布から押し出され、それによって前記繊維は、前記穿孔手段の形状をそれに相応して有し、前記不織布が第1(8)および第2(10)ロールを通過した後に前記不織布の表面から立ち上がる構造を形成することを特徴とする、項目6に係る方法。
(項目8)
前記穿孔手段が前記材料に嵌入するとき、繊維の少なくとも一部がつられて前記材料中に引き込まれることを特徴とする項目6または7に係る方法。
(項目9)
前記有孔不織布(2)が検出されることを特徴とする、前記項目の1項に係る方法。
(項目10)
不織布を穿孔するためのロール・カレンダ(7)であって、前記ロール・カレンダ(7)は、第1(8)および第2(10)ローラを有し、前記第1ローラ(8)は、前記第1ローラ(8)の表面から突出する穿孔手段を有し、さらに前記第1(8)および前記第2(10)ローラは間隙(16)を形成し、それを通過して穿孔すべき前記不織布が案内され、
前記第2ローラ(10)は、その表面が前記穿孔手段によって変位され得る材料であり、前記間隙(16)は前記穿孔手段が前記材料に嵌入するように設定されることを特徴とするロール・カレンダ(7)。
(項目11)
前記間隙(16)は変更可能であることを特徴とする、項目10に係るロール・カレンダ(7)。
(項目12)
前記材料は、少なくとも一部が繊維であることを特徴とする、項目10または11に係るロール・カレンダ。
(項目13)
前記材料はフェルト材料(11)であることを特徴とする、項目10、11、または12に係るロール・カレンダ。
(項目14)
前記フェルト材料(11)は少なくとも6mmの厚さであることを特徴とする、項目13に係るロール・カレンダ(7)。
(項目15)
前記フェルト材料(11)は収縮ホース被覆であることを特徴とする、項目13または14に係るロール・カレンダ(7)。
(項目16)
前記フェルト材料(11)は、前記第2ロール(10)の上に機械的張力を受けて配置されていることを特徴とする項目13から15に係るロール・カレンダ(7)。
(項目17)
前記フェルト材料(11)と前記第2ロール(10)との間の結合をもたらす結合材料が、前記第2ロール(10)上に施されることを特徴とする、項目13から16までの1項に係るロール・カレンダ(7)。
(項目18)
前記第2ロール(10)が駆動されることを特徴とする、項目10から17までの1項に係るロール・カレンダ(7)。
(項目19)
前記穿孔手段は、前記不織布を流体に対して透過性にするように、それを穿孔できる針(9)であることを特徴とする、項目10から18までの1項に係るロール・カレンダ(7)。
(項目20)
前記材料(11)が上に配置されている担持体が、前記第2ローラ(10)の上に被せられることを特徴とする、項目10から19までの1項に係るロール・カレンダ(7)。
(項目21)
前記有孔不織布を検出する検出ユニットが、前記ロール・カレンダ(7)に配置されることを特徴とする、項目10から20までの1項に係るロール・カレンダ(7)。
(項目22)
前記ロール・カレンダ(7)は、第3ローラによって前記第1ローラ(8)に係合されている第2ローラ(10)を交換するための交換装置を有することを特徴とする、項目10から21までの1項に係るロール・カレンダ(7)。
(項目23)
前記ロール・カレンダ(7)は、前記フェルト材料(11)を被せかつ剥がすために、前記第2ロール(10)に横方向から到達可能であることを特徴とする、項目10から22までの1項に係るロール・カレンダ(7)。
(項目24)
穿孔ロールのカウンタ・ロール上で使用するための材料であって、前記材料は、担持体上に位置決めされるフェルト材料(11)であることを特徴とする材料。
(項目25)
前記材料は交換ボビン上に位置決めされることを特徴とする、項目24に係る材料。
(項目26)
フェルト材料(11)を穿孔ロールのカウンタ・ロールのための表面材料として使用すること。
(項目27)
項目1に係る方法によってかつ/または項目10に係るカレンダ・ロール(7)を用いて製造された有孔不織布であって、
前記不織布は、20g/m2と40g/m2との間の基本重量を有し、8%と25%との間に達する結合表面を有し、さらにほぼ円形である穿孔を有し、穿孔の直径が0.1cmと2.0cmとの間にあることを特徴とする有孔不織布。
(項目28)
前記不織布は、ポリプロピレンから少なくとも大部分が作製されている単層スパン結合不織布であることを特徴とする、項目27に係る有孔不織布。
(項目29)
前記不織布は2層スパン結合不織布であり、第1層がポリプロピレンであるスパン結合不織布を有し、さらに第2層が少なくとも複合繊維材料である材料を有することを特徴とする、項目27に係る有孔不織布。
【0006】
有孔不織布を製造するための本発明に係る方法は、穿孔手段、特に針が不織布に嵌入することを提示する。これらの針はローラ上に位置決めされ、針は不織布を貫通して第2ローラの表面に嵌入する。針は不織布の繊維を変位させ、これらの針は材料に嵌入する。この材料は、針が材料を変位させ得るように選択される。特に、針は、材料の中に輪郭ができるように材料を変位させ得る。針は、再現自在にこれらの輪郭に嵌入することが好ましい。輪郭は、最初に穿孔手段が嵌入することによって個々に形成される。穿孔手段は、好ましくは第2ローラの表面の少なくとも一部を形成する繊維状材料の少なくとも一部に嵌入することが好ましい。この変位可能な材料は、特にフェルト材料である。
【0007】
1つの改良点によれば、穿孔手段は針である。これらの針は、様々な幾何学形状および断面を有し得る。例えば、針は先端が尖っていてもまた丸くてもよいし、アンダーカットを有してもよく、さらに円筒形または円錐形であってもよい。その幾何学形状および断面は、針の長さ全体にわたって変化してもよい。針の他には、例えば、角錐、切株形、特に、円錐形切株形、キノコ形状、少なくとも一部が丸い頭部を有する楕円形状が使用可能である。穿孔手段は、固体から切削加工、エッチング、または腐食加工によっても作製可能である。穿孔手段は、例えば、接着、固締め、または別の形状合わせおよび/もしくは摩擦的な方法で、爾後に一体化することも可能である。
【0008】
穿孔手段、特に針は、第2ローラの表面を形成するフェルト材料に嵌入することが好ましい。このようにして、フェルト材料は第2ローラ上に位置決めされるので、フェルト材料は、針と正反対の片方を構成するが、このフェルト材料は、弾性的に挙動できるばかりでなく、ある一定の硬度も有する。フェルト材料は、第2ローラが不織布に滑り込むとき、それが不織布の繊維を横方向に変位させるように、このローラ上で不織布を安定化し得ることが好ましい。
【0009】
1つの実施形態によれば、第2ローラ上で使用されるフェルト材料は、機械的な張力を受けながら第2ローラ上に位置決めされている。これは、特に、針および/または第1ローラよって印加される圧力に対して、フェルト材料の一定程度の強度をもたらす。このようにして、フェルト材料は一定程度弾性的に挙動することも可能である。
【0010】
本方法の1つの実施形態によれば、針を有する第1ローラが駆動される一方で、フェルト材料を表面上に有する第2ローラは直接駆動されない。直接駆動されるのではなく、第1ローラが動くと、第2ローラは、不織布材料に針が嵌入することによって確実に随伴される。このようにして、第1ローラおよび第2ローラは相互に同期して回転する。フェルト材料は、針がフェルト材料に嵌入するとき、それが常にほぼ同じ箇所で行われるように選択されることが好ましい。したがって、針が常に嵌入する穴がフェルト材料の内部に形成される。このようにして、フェルト材料が第2ローラ上で使用されるとき、このフェルト材料の摩耗が限定される。
【0011】
他の1つの実施形態によれば、針が加熱される。不織布の溶解温度またはフェルト材料の分解温度を下回る温度まで加熱することが好ましい。例えば、針の表面温度は、不織布の繊維が溶解されかつ/または柔軟にされるが、繊維の構造自体は破壊されないように設定可能である。本方法の改良点は、フェルト材料を収縮ホースとして第2ローラに装着することを提示する。このような収縮ホースは継ぎ目がないことが好ましい。第2ローラは金属表面を有することが好ましい。その表面は滑らかであっても、または波形を有してもよい。その波形は、例えば、螺旋として作られてもよいし、または平行な軸を有する溝の形態であってもよい。第2ローラの表面が左または右勾配のねじ状の溝を有することも可能である。第2ローラの特に金属製の表面とフェルト材料とは、このホースが第2ローラの金属表面に対して圧力を及ぼすことによって好ましく結合される。さらには、フェルト材料と金属表面との間に接着剤を塗布することもできる。このような接着剤は、例えば、アルコールまたは類似物の効果によって再分解可能であることが好ましい。このようにして、薄膜材料と第2ローラとの間の結合は再び解除可能である。フェルト材料が過度に摩耗すれば、それは新たなフェルト材料に交換される。第2ローラの他の部分は、完全に交換不要である。
【0012】
同様に独自な着想を表す1つの改良は、フェルト材料を担持体に装着することを提示する。次いで、担持体を有するフェルト材料は引き続いて、例えばローラ上に被せられる。この担持体は交換ボビンであることが好ましい。この交換ボビンは、ローラ上に押し被せられることが好ましい。交換ボビンとローラとは、典型的な結合、特に、摩擦および/または形状合わせによって結合される。例えば、トルクおよび溝システム、ねじ結合、または類似の方式を使用してもよい。フェルト材料は、担持体を再使用できるように、担持体に交換自在に装着されることが好ましい。担持体、特に、交換ボビンでは、迅速なフェルト材料の交換が可能になる。したがって、カレンダの休止時間が最小限になる。フェルト材料と担持体とは、例えば、フェルト材料をローラに結合する文脈で上に述べたように結合される。交換ボビンには、合成樹脂材料を使用することが好ましい。収縮ホースのみを交換ボビン上に被せるだけで済む。カレンダのローラは不変のままでよい。多連交換ボビンを使用することによって、フェルト材料の比較的短い有用寿命さえも直ちに克服することができる。十分な補給によって、交換ボビンの交換は、巻出機からのロールの交換と同時に実行可能である。
【0013】
本発明の他の同様に独自な着想によれば、ロール・カレンダは、例えば、交換ボビンを交換できるように、一方の側からカウンタ・ローラに到達可能であるように構成されている。このような交換は、他方の側が、その位置に、例えば、ベアリングの中に留まりながら行われることが好ましい。カウンタ・ローラの重量を補償する必要があれば、この目的のためにカレンダに支持体を設けることができる。このような支持体は、それが備わっていなければ、カウンタ・ローラの今や自由になった側の固締を緩めることによって生じる重量を吸収する。支持体は、交換ボビンを被せかつ剥がすときに十分に保護されるように、少なくとも一部が可動式であることが好ましい。支持体の一部は、特にカウンタ・ローラの軸に沿って可動式である。1つの改良点によれば、カウンタ・ローラは、装着可能な重量受けによって自由側で支持される。この重量受けは、例えば、ねじ込み装着され、カウンタ・ローラの軸に沿って延在する。この力受けは、特に、スリーブの押し付けおよび押し離しが可能であるように十分に長い。
【0014】
他の同様に独自の着想は、カレンダがカウンタ・ローラ用のローラ交換機を有することを提示する。例えば、第1のフェルト材料が過度に摩耗して交換を要する場合には、第1のフェルト材料を有する第1のカウンタ・ローラを穿孔ローラから離れるように移動させ、第2のフェルト材料を有する、カレンダの第2のカウンタ・ローラを穿孔ローラに接触させる。第1のカウンタ・ローラは、第1のフェルト材料を交換するために今や脱着可能である。例えば、カレンダ用のローラ交換機が、独国特許第10005306号(C1)に開示されており、本発明の開示の範囲内において、その開示全体を、特に、カレンダ、ローラ交換、およびローラの動作に関して参照する。
【0015】
例えば、フェルト・ホースが第2ローラの洗浄済み表面または洗浄済み担持体上に被せられ、引き続いて約60〜80℃に加熱された水によって湿潤されると、フェルト・ホースの使用時に適切な圧力が得られる。この場合に、水に追加的な湿潤剤を追加することが有利であり得るが、それは、例えば、洗剤でよい。このような方式で、フェルト・ホースの収縮性が助長される。引き続いて、このフェルト・ホースは、冷水を使って急冷され、第2ローラ上で、例えば、30〜40℃の温度で乾燥される。このようにフェルト材料と第2ローラおよび/または担持体との間の結合が十分に実現されるので、針がフェルト材料を穿通するとき、フェルト材料と第2ローラとの間には滑りが発生しない。
【0016】
フェルト材料の表面自体も処理可能である。これは、例えば、フェルト材料の表面に、障害を引き起こす隆起または摩耗の兆候がある場合に必要である。粗面にするか、または粗面の程度を軽減するように表面を処理することも可能である。後者は、例えば、突き出すフェルト材料繊維を軽く歌って、次いで、例えば、刷毛を使用して除去することによって実行可能である。
【0017】
繊維状材料として羊毛を含むフェルト材料を使用することが好ましい。しかし、幾つかの応用例では、フェルト材料として他の繊維状材料を使用することも推奨され得る。これらは、例えば、亜麻もしくは綿、ビスコース、ポリアミド、ポリアクリロニトリル、ポリエステル、ポリプロピレン、アラミド、ポリテトラフルオロエチレン、ポリアミド、またはポリフェニレンスルフィドでよい。羊毛は100℃付近の長時間耐熱性を有するが、他方で、より高温の針温度では、例えば、ポリアミド、ポリエステル、またはアラミドの繊維が使用される。使用する収縮ホースの特別な耐久性は、それがドイツ工業規格61 200に準拠するF群の硬度を有するときに得られた。フェルト材料は、0.32g/cm3と0.48g/cm3との間の総密度を有することが好ましい。フェルト材料は、5mmを上回るフェルト厚さ、特に、8mmを上回るフェルト厚さ、好ましくは10mm以上であって、例えば、15mmまでのフェルト厚さを有することが好ましい。フェルト・ホースは、約10mmの壁厚および0.36g/cm3の密度を有する、F2に準拠した羊毛フェルトを含むものを使用することが好ましい。
【0018】
フェルト・ホースおよび/またはフェルト材料を使用すると、針および/または第1ローラの温度膨張をほとんど考慮する必要がないという他の利点が備わる。特に、第1ローラが第2ローラを随伴する場合には、針とそのフェルト材料中の嵌入箇所とが自動的に同期される。さらに、1つの実施形態では、第2ローラの材料が、この第2ローラの表面を形成するフェルト材料よりも小さい弾性を有することが提示されている。第2ローラは、金属、特に、合金鋼から製造されることが好ましい。別の実施形態では、第2ローラが合成樹脂を含むこと、好ましくは大部分が合成樹脂から作製されることが提示されている。さらには、第2ローラは中空ローラであってもよい。
【0019】
第1ローラと第2ローラとの間の間隙は、不織布を穿通する針が不織布の繊維を変位させかつフェルト材料を圧迫し、繊維が圧縮されかつ不織布中の穴が安定化するように設定されることが好ましい。ローラおよびそれを通過して案内される不織布の速度、印加される圧力、温度、および他のパラメータによっては、これらの穴が、例えば、漏斗形を取る場合もある。さらには、第2ローラ上にフェルト材料を用いると、非常に多様な針の形状が使用可能になる。それらは、先端が尖った形、円錐形、先端が丸い形、または別様の形でもよい。それらの断面は、四角形、星形、円形、半円形、文字形、またはこれらすべての混合形であってもよい。
【0020】
1つの改良点によれば、針は、それらが嵌入するとき、繊維の少なくとも一部が不織布から変位されるように特に形作られる。このような場合には、繊維は、針の形状に対応して変形する構造を形成する。その構造は、不織布が第1および第2ローラを通過した後に、不織布の表面から立ち上がることが好ましい。本方法の別の1つの実施形態は、針がフェルト材料に嵌入するとき、繊維の少なくとも一部もフェルト材料の中に引き込むことを提示する。これによって、次に不織布が第2ローラから引き離されるとき、不織布表面の既存の質感がより顕著になり得る。例えば、繊維は、フェルトの中に付着することによって、フェルトと繊維との結合が切れるまで引き出され得る。
【0021】
本発明の他の着想によれば、不織布を穿孔するためのロール・カレンダが提供され、このロール・カレンダは第1および第2ローラを有する。第1ローラは、この第1ローラの表面から突出する穿孔手段を有する。第1および第2ローラは間隙を形成し、それを通過して穿孔すべき不織布が案内される。第2ローラは表面としてフェルト材料を有し、第1ローラと第2ローラとの間の間隙は、穿孔手段がフェルト材料に嵌入するように設定されている。1つの改良では、第1ローラと第2ローラとの間の間隙は変更可能であることが提示されている。特に、その間隙は、使用される針が、フェルト材料および通過して案内される不織布に完全に嵌入するのではなく、一定の範囲までしか嵌入しないように設定可能である。
【0022】
針ローラは円形の針形状を有することが好ましい。針の直径は1mmと約3mmとの間の値を有することが好ましい。針の面積は特に1.5mm2と5mm2との間であり、針の密度は1cm2当たり8と25との間が好ましく、針の面積成分は、30%から70%までの間であることが好ましい。フェルト材料中の針の挿入深さは、2mmから6mmまでの間が好ましい。第1ローラと第2ローラとの間の間隙は、針がフェルト材料および不織布の中に完全には挿通されないように設定されることが好ましい。他の1つの実施形態では、間隙は、それらのローラの間を案内される不織布が穿孔と同時に圧縮されるような寸法を有する。例えば、この目的のために、不織布を圧力および/または温度にさらすことができるが、それは第1ローラまたはその一部によって不織布に印加される。
【0023】
典型的な針ローラのデータを下表に列挙するが、この針ローラを使用してフェルト材料との相互作用において様々な不織布を第2ローラ上で穿孔した。
【0024】
【表1】

針ローラおよびフェルト被覆したカウンタ・ローラを使用して測定した様々な実験の典型的な測定データを下表に列挙する。
【0025】
【表2】
A:ポリプロピレンのスパン結合不織布
B:ポリプロピレンのスパン結合不織布+ポリエチレン/ポリプロピレン複合繊維のスパン結合不織布
表示の実験では、スクリーン・ベルト速度が95m/分であった。
【0026】
穿孔手段、特に針は、不織布が液体に対して透過性であるように不織布を穿孔するように実施されることが好ましい。この場合では、使用する不織布として予め結合された不織布を使用することが特に適切であることが判明した。単層不織布を使用することが好ましい。例えば、大部分がポリプロピレンから作製したスパン結合不織布が使用されているが、それは単層である。このようなスパン結合不織布は、20g/m2と40g/m2との間の重量を有することが好ましい。基本的な重量は、約30g/m2であることが好ましい。予め結合された不織布は、例えば、熱融着結合の形態にある14.49%の結合面積を有する。不織布は、10%と約60%との間の結合面積を有することが好ましい。熱融着結合の他に、不織布は、他の結合方法、例えば、ジェット水流結合、接着剤、粘着性繊維、超音波溶着などによっても、その安定性および強度を得ることができる。作成された穴の寸法は、例えば、穴の面積として1.09mm2であり、MDにおける平均長さは1.35mmであり、CDにおける平均長さは1.04mmであった。使用した針ローラは、この目的のために熱媒油を使用して内側から加熱し、針ローラの表面温度を105℃と130℃との間に設定した。単層不織布を使用すると、約1のMD対CDの軸比を有する穴寸法が実現した。この場合では、95m/分までの速度を使用した。
【0027】
他の実験、例えば、2層不織布に対する実験を実施した。第1層はポリプロピレン製のスパン結合不織布から作製し、第2層を複合繊維材料から作製した。2層不織布は予め結合され、約17%の結合面積を有していた。特に適切で、安定性のある円形穿孔が、30g/m2と40g/m2との間の基本重量に対して得られた。
【0028】
特に8%と25%との間にある結合面積を有する予め結合された不織布を穿孔用に使用することが好ましい。
【0029】
不織布は、列挙したポリプロピレンおよびポリエチレン材料の他に、他の材料、例えば、ポリアミド、ポリエステル、ガラス繊維、PET、ビスコース、アセテート、ポリアクリル系、ポリスチレン、ポリ塩化ビニル、これらの共重合体、およびこれらの混合物を含み得る。特に、これらの材料から作製した複合繊維または多重繊維の不織布を使用することも可能である。
【0030】
他の有利な実施の形態および改良が以下の図面から推論可能である。本発明の図面による実施の形態において本発明をそのようなものとして限定するのではなく、図面に例示されている特徴は、以上に説明した本発明の実施の形態と組合せてさらに独自の改良が可能である。
【0031】
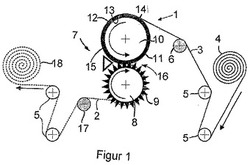
図1は、有孔不織布2を製造するための第1の装置1を示す。予め結合された不織布3が、巻出機4から様々なウェブ案内5および張力調整ローラ6上をロール・カレンダ7まで案内される。このロール・カレンダ7は、穿孔手段として針9を有する第1ローラ8と、第2ローラ10とを有する。この第2ローラ10は、好ましくは金属から作製され、その表面上にフェルト材料11を有する。フェルト材料11は収縮ホース12であることが好ましい。この収縮ホース12は第2ローラ10に押し被せられ、収縮ホース12の内表面13が第2ローラ10の金属面14と接触している。したがって、収縮ホース12の表面15は、同時に第2ローラ10の外表面を形成する。第1ローラ8の針9は表面15に嵌入する。予め結合された不織布3は、今や、それが最初に第2ローラ10に載るようになってロール・カレンダ7まで案内される。予め結合された不織布3は、第2ローラ10回りに90°よりも大きなループ角を有すること好ましく、特に、120°よりも大きく、好ましくは、180°よりも大きいループ角を有する。これは、フェルト材料11上に安定することにより、針9によって穿孔されるまでに不織布中の張力を軽減することができる。特に、このようにして未穿孔の不織布3の皺を伸ばすことができる。規定の張力が不織布に加えられることが好ましい。この張力は、例えば、少なくとも張力調整ローラ6によって検出可能であり、位置調節器によっても調整可能であることが好ましい。
【0032】
第1ローラ8と第2ローラ10との間の間隙16を調整できることも図1から分かる。2個のローラ8、10の少なくとも一方はその位置が変更可能である。このようにしてフェルト材料11中の針9の穿孔深さを調整することができる。穿孔深さの調整は、例えば、穿孔済み不織布2の穿孔画像を点検することによって穿孔直後に点検可能である。これは、特に自動的に実行可能である。例えば、品質は、検出ユニットによって、好ましくは、カメラおよび予め選択可能なパラメータによって直ちに点検可能であり、ばらつきの発生時には適切な調整を行うことができる。例えば、フェルト材料を交換しなければならない時点も追加的に知らせることができる。未穿孔の不織布3を針9によって穿孔した後、別の独自な着想にしたがって、穿孔済みの不織布は直ちに間隙16から引き出されることなく、巻取機を使用して巻き取られる。この不織布は、引き出されるのではなく、第1ローラ8上に留まり、矢印によって示す回転方向にしたがってさらに案内される。穿孔済み不織布2は、90°よりも大きなループ角に沿って、特に、120°よりも大きな角度、好ましくは、160°から270°までの値域内で案内されることが好ましい。このように案内された後でのみ、穿孔済み不織布2は第1ローラ8から、したがって、針9から引き離される。このように不織布を案内すると、多くの利点が備わる。すなわち、第1に、針の温度が十分に加熱され、不織布における穿孔が安定化し得る。この場合に、安定化は、針9を取り巻く不織布繊維に熱をより均一に伝えると共に、特に、よりゆっくりと伝えることによって実現可能である。これによって、例えば、針9に直に接触している不織布繊維の柔軟化が可能になるばかりではない。そればかりでなく、好ましくは、より大きな巻付け角度によって、針に隣接して位置する不織布の繊維を少なくとも柔軟化することも可能になる。柔軟化すると、相互に押付け合う繊維表面が好ましく僅かに密着するようになる。このようにして、想定した構造および幾何学形状を安定させることができる。さらには、このような方式で不織布を案内すると、穿孔済みの不織布2に針9が嵌入しかつ不織布がフェルト材料11の表面上をさらに案内されることによって、不織布の繊維は相互に圧縮し合うことが可能になる。これも、針9によって不織布中に作成された穿孔構造の安定化につながる。穿孔済みの不織布2は、第1ローラ8から第2の張力測定ローラ17まで案内される。そこから、穿孔済みの不織布2は、ウェブ案内5を介して巻取機18に到達する。張力測定ローラ17によって、穿孔工程中に不織布に加わる応力の反復点検が可能になり、それにしたがって巻取機18および/または巻出機4の速度を調整することができる。さらには、第1ローラ8および/または第2ローラ10の速度は、望ましい引っ張り応力が不織布に作用するように調節可能である。
【0033】
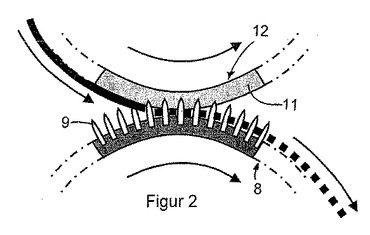
図2は、図1からの細部を示す。収縮ホース12のフェルト材料11に針9が嵌入しているのが分かる。第1ローラ8の典型的な構造が模式的に示されている。針9は、第1ローラ8の表面の中に導入される。第1ローラ8に針または他の穿孔手段を設ける目的を構造的に実現し得ることは関連技術で知られている。例えば、本開示の範囲内において、上に引用した関連技術の文書を参照されたい。
【0034】
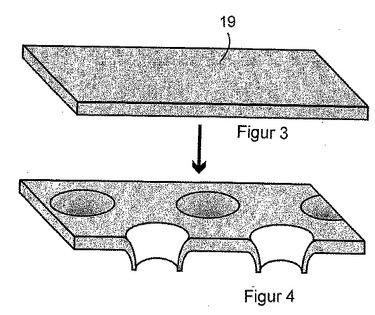
図3は単層不織布19を示し、図4ではその穿孔状態が示されている。単層不織布19は、スパン結合不織布であることが好ましい。穿孔は、特に、表面から突出する不織布繊維が漏斗形構造を形成するように実施される。
【0035】
図5および図6は2層不織布20を示すが、それは、穿孔前に緊密に積層されるか、または穿孔工程によって緊密に積層される。第1層21および第2層22は同時に穿孔される。第1層21の漏斗形構造は、この場合に、第2層22がさらに隆起することなく、ほぼ滑らかな表面を有するように後者に延入するように形成されることが好ましい。しかし、針が穿通する深さによっては、第1層21および/または第2層22からの不織布繊維が、2層不織布20の表面から立ち上がる場合もある。
【0036】
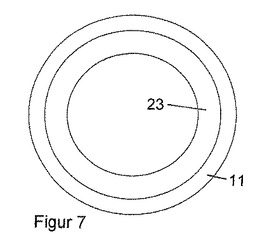
図7は交換ボビン23を示すが、それは合成樹脂から作製されることが好ましい。特にフェルト材料11を有する収縮ホースは、例えば、交換ボビンに装着される。フェルト材料11は、爾後に新たな収縮ホースを再び交換ボビン23上に配置できるように、交換ボビン23から再び取り外すことが可能である。交換ボビン23は、ある一定の弾性を有しかつ/または一定程度変形可能であることが好ましい。例えば、このようにして、収縮ホースから交換ボビン23に作用する圧力は、この交換ボビン23から、穿孔ローラと正反対に位置決めされた、カレンダのカウンタ・ローラに作用し得る。特に、この圧力は非常に大きいので、交換ボビン23をカウンタ・ローラ上に少なくとも付着した状態に保持することができる。
【0037】
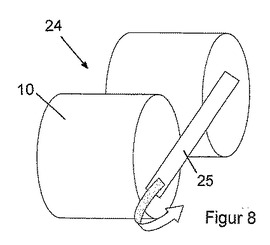
図8はカレンダ24の模式的な図を示すが、このカレンダは横方向から到達可能である。これによって、第2ローラ10を取り外す必要もなく、第2ローラ10上の表面を交換することができる。この目的のために、ホルダ25および/もしくはカバーを横方向にめくるか、または上向きもしくは下向きにずらすことができる。こうして第2ローラ10に横方向から自由に到達可能になる。特に、第2ローラ10のローラ構造ならびに対応する寸法および重量は、カレンダ24の一側のホルダが第2ローラ10の重量に十分に耐えるように設計可能である。これは、カレンダ24の休止中ばかりでなく、カレンダ24の動作中であっても該当し得る。例えば、第2ローラ10は、中空ローラでよく、軽量材料から作製されていても、かつ/または少なくとも一部が合成樹脂製であるかもしくはアルミニウム製であってもよい。一側のみが固締可能であることを利用して、第2ローラ10をカレンダ枠から引き出すことも可能であり、第2ローラ10の表面を交換することできる。
【0038】
図9に示した模式図の構造および動作方式は、図1から知られる配置のそれらに対応する。さらに、図9には原理が例示されており、それにしたがって第2ローラ10は、交換機構によって第3のローラ26と交換可能である。このように、例えば、第2ローラ10は、第3ローラ26が第1ローラ8に係合されている間に交換可能である。この目的のために、ロール・カレンダ7は、第3ローラ26の他に、例えば、第2ローラ10および第3ローラ26を相互連結するレバー機構27を有する。このレバー機構27は、軸(詳細に図示せず)回りに矢印によって示すように動かされ、例えば、第2ローラ10が第1ローラ8から離れるように移動する。反対に、第3ローラ26が第1ローラ8に向かって移動する。個々のローラ10、26の第1ローラ8までの距離の微調整は、レバー機構27とは別個に実行可能であることが好ましい。第3ローラ26が第1ローラ8に係合すると、穿孔すべき不織布は、破線によって示すように、第3ローラ26に沿って第1ローラ8に案内され得る。張力測定ローラ17の位置は、第3ローラ26の位置に適応可能であることが好ましい。このようにして、たとえ第3ローラ26の動作中であっても張力測定が確実に行われる。
【図面の簡単な説明】
【0039】
【図1】図1は、有孔不織布を製造する第1装置を示す。
【図2】図2は、図1からの細部を示す。
【図3】図3は、穿孔前の単層不織布を示す。
【図4】図4は、穿孔後の、図3からの単層不織布を示す。
【図5】図5は、穿孔前の2層不織布を示す。
【図6】図6は、穿孔後の、図5からの2層不織布を示す。
【図7】図7は、交換用ロビン上の材料、特にフェルト材料を示す。
【図8】図8は、ロール・カレンダの模式図を示し、そこでは穿孔手段が嵌入できるローラは、表面材料の交換のために横方向から到達可能である。
【図9】9は、他のロール・カレンダの模式図を示し、そこではローラの交換が可能である。
【技術分野】
【0001】
本発明は有孔不織布を製造する方法に関し、穿孔手段、特に針が不織布に嵌入する。針は第1ローラ上に位置決めされており、これらの針は不織布を貫通して第2ローラの表面に嵌入する。さらには、不織布を穿孔するロール・カレンダが提供され、このロール・カレンダは第1ローラおよび第2ローラを有する。第1ローラは穿孔手段を有する。方法および/またはロール・カレンダを使用して製造される有孔不織布の材料も説明される。
【背景技術】
【0002】
針ローラおよび有孔ローラをそれぞれに有するカレンダが、特許文献1および特許文献2に説明されている。針ローラの針は、有孔ローラの対応する正反対の開口に嵌入し、したがって有孔ローラおよび針ローラが形成する間隙を通過して案内された材料を穿孔することができる。穿孔可能な材料は、合成樹脂薄膜、紙、または不織布材料である。後者は、数ミリメートルまでの厚さであり得る。
【特許文献1】欧州特許出願公開第1048419号明細書
【特許文献2】欧州特許出願公開第1046479号明細書
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の目的は、有孔不織布を製造するための技術的経費を低水準に維持可能であるが、同時に高い製造速度を可能にする方法および装置を提供することである。
【0004】
本目的は、特許請求項1の特徴を有する、有孔不織布を製造する方法と、特許請求項10の特徴を有する、不織布を穿孔するためのロール・カレンダとによって実現される。他の有利な実施の形態は、個々の従属請求項において特定される。
【課題を解決するための手段】
【0005】
本発明は、以下を提供する。
(項目1)
有孔不織布(2)を製造する方法であって、穿孔手段が前記不織布に嵌入し、前記穿孔手段は第1ローラ(8)の上に配置され、さらに前記穿孔手段は、前記不織布を貫通して第2ローラ(10)の表面(15)に嵌入し、
前記穿孔手段は、前記不織布の繊維を変位させ、それによって前記穿孔手段は前記第2ローラ(10)の上の材料に嵌入し、それらは前記嵌入時に前記材料を変位させ得ることを特徴とする方法。
(項目2)
前記穿孔手段は、好ましくは前記第2ローラ(10)の前記表面を形成する少なくとも一部が繊維状である材料に嵌入することを特徴とする、項目1に係る方法。
(項目3)
前記穿孔手段は、前記不織布の熔解温度または前記材料の分解温度を下回る温度まで加熱されることを特徴とする、項目1に係る方法。
(項目4)
フェルト材料(11)が使用されることを特徴とする、項目1、2、または3に係る方法。
(項目5)
前記フェルト材料(11)は、収縮ホース型の被覆として前記第2ローラ(10)上に位置決めされることを特徴とする、項目4に係る方法。
(項目6)
前記穿孔手段は前記不織布の繊維を変位させかつ前記材料(11)に押し付け、それによって繊維が圧縮され、前記不織布中の穴が安定化されることを特徴とする前記項目の1項に係る方法。
(項目7)
穿孔手段が嵌入するとき、繊維の少なくとも一部が前記不織布から押し出され、それによって前記繊維は、前記穿孔手段の形状をそれに相応して有し、前記不織布が第1(8)および第2(10)ロールを通過した後に前記不織布の表面から立ち上がる構造を形成することを特徴とする、項目6に係る方法。
(項目8)
前記穿孔手段が前記材料に嵌入するとき、繊維の少なくとも一部がつられて前記材料中に引き込まれることを特徴とする項目6または7に係る方法。
(項目9)
前記有孔不織布(2)が検出されることを特徴とする、前記項目の1項に係る方法。
(項目10)
不織布を穿孔するためのロール・カレンダ(7)であって、前記ロール・カレンダ(7)は、第1(8)および第2(10)ローラを有し、前記第1ローラ(8)は、前記第1ローラ(8)の表面から突出する穿孔手段を有し、さらに前記第1(8)および前記第2(10)ローラは間隙(16)を形成し、それを通過して穿孔すべき前記不織布が案内され、
前記第2ローラ(10)は、その表面が前記穿孔手段によって変位され得る材料であり、前記間隙(16)は前記穿孔手段が前記材料に嵌入するように設定されることを特徴とするロール・カレンダ(7)。
(項目11)
前記間隙(16)は変更可能であることを特徴とする、項目10に係るロール・カレンダ(7)。
(項目12)
前記材料は、少なくとも一部が繊維であることを特徴とする、項目10または11に係るロール・カレンダ。
(項目13)
前記材料はフェルト材料(11)であることを特徴とする、項目10、11、または12に係るロール・カレンダ。
(項目14)
前記フェルト材料(11)は少なくとも6mmの厚さであることを特徴とする、項目13に係るロール・カレンダ(7)。
(項目15)
前記フェルト材料(11)は収縮ホース被覆であることを特徴とする、項目13または14に係るロール・カレンダ(7)。
(項目16)
前記フェルト材料(11)は、前記第2ロール(10)の上に機械的張力を受けて配置されていることを特徴とする項目13から15に係るロール・カレンダ(7)。
(項目17)
前記フェルト材料(11)と前記第2ロール(10)との間の結合をもたらす結合材料が、前記第2ロール(10)上に施されることを特徴とする、項目13から16までの1項に係るロール・カレンダ(7)。
(項目18)
前記第2ロール(10)が駆動されることを特徴とする、項目10から17までの1項に係るロール・カレンダ(7)。
(項目19)
前記穿孔手段は、前記不織布を流体に対して透過性にするように、それを穿孔できる針(9)であることを特徴とする、項目10から18までの1項に係るロール・カレンダ(7)。
(項目20)
前記材料(11)が上に配置されている担持体が、前記第2ローラ(10)の上に被せられることを特徴とする、項目10から19までの1項に係るロール・カレンダ(7)。
(項目21)
前記有孔不織布を検出する検出ユニットが、前記ロール・カレンダ(7)に配置されることを特徴とする、項目10から20までの1項に係るロール・カレンダ(7)。
(項目22)
前記ロール・カレンダ(7)は、第3ローラによって前記第1ローラ(8)に係合されている第2ローラ(10)を交換するための交換装置を有することを特徴とする、項目10から21までの1項に係るロール・カレンダ(7)。
(項目23)
前記ロール・カレンダ(7)は、前記フェルト材料(11)を被せかつ剥がすために、前記第2ロール(10)に横方向から到達可能であることを特徴とする、項目10から22までの1項に係るロール・カレンダ(7)。
(項目24)
穿孔ロールのカウンタ・ロール上で使用するための材料であって、前記材料は、担持体上に位置決めされるフェルト材料(11)であることを特徴とする材料。
(項目25)
前記材料は交換ボビン上に位置決めされることを特徴とする、項目24に係る材料。
(項目26)
フェルト材料(11)を穿孔ロールのカウンタ・ロールのための表面材料として使用すること。
(項目27)
項目1に係る方法によってかつ/または項目10に係るカレンダ・ロール(7)を用いて製造された有孔不織布であって、
前記不織布は、20g/m2と40g/m2との間の基本重量を有し、8%と25%との間に達する結合表面を有し、さらにほぼ円形である穿孔を有し、穿孔の直径が0.1cmと2.0cmとの間にあることを特徴とする有孔不織布。
(項目28)
前記不織布は、ポリプロピレンから少なくとも大部分が作製されている単層スパン結合不織布であることを特徴とする、項目27に係る有孔不織布。
(項目29)
前記不織布は2層スパン結合不織布であり、第1層がポリプロピレンであるスパン結合不織布を有し、さらに第2層が少なくとも複合繊維材料である材料を有することを特徴とする、項目27に係る有孔不織布。
【0006】
有孔不織布を製造するための本発明に係る方法は、穿孔手段、特に針が不織布に嵌入することを提示する。これらの針はローラ上に位置決めされ、針は不織布を貫通して第2ローラの表面に嵌入する。針は不織布の繊維を変位させ、これらの針は材料に嵌入する。この材料は、針が材料を変位させ得るように選択される。特に、針は、材料の中に輪郭ができるように材料を変位させ得る。針は、再現自在にこれらの輪郭に嵌入することが好ましい。輪郭は、最初に穿孔手段が嵌入することによって個々に形成される。穿孔手段は、好ましくは第2ローラの表面の少なくとも一部を形成する繊維状材料の少なくとも一部に嵌入することが好ましい。この変位可能な材料は、特にフェルト材料である。
【0007】
1つの改良点によれば、穿孔手段は針である。これらの針は、様々な幾何学形状および断面を有し得る。例えば、針は先端が尖っていてもまた丸くてもよいし、アンダーカットを有してもよく、さらに円筒形または円錐形であってもよい。その幾何学形状および断面は、針の長さ全体にわたって変化してもよい。針の他には、例えば、角錐、切株形、特に、円錐形切株形、キノコ形状、少なくとも一部が丸い頭部を有する楕円形状が使用可能である。穿孔手段は、固体から切削加工、エッチング、または腐食加工によっても作製可能である。穿孔手段は、例えば、接着、固締め、または別の形状合わせおよび/もしくは摩擦的な方法で、爾後に一体化することも可能である。
【0008】
穿孔手段、特に針は、第2ローラの表面を形成するフェルト材料に嵌入することが好ましい。このようにして、フェルト材料は第2ローラ上に位置決めされるので、フェルト材料は、針と正反対の片方を構成するが、このフェルト材料は、弾性的に挙動できるばかりでなく、ある一定の硬度も有する。フェルト材料は、第2ローラが不織布に滑り込むとき、それが不織布の繊維を横方向に変位させるように、このローラ上で不織布を安定化し得ることが好ましい。
【0009】
1つの実施形態によれば、第2ローラ上で使用されるフェルト材料は、機械的な張力を受けながら第2ローラ上に位置決めされている。これは、特に、針および/または第1ローラよって印加される圧力に対して、フェルト材料の一定程度の強度をもたらす。このようにして、フェルト材料は一定程度弾性的に挙動することも可能である。
【0010】
本方法の1つの実施形態によれば、針を有する第1ローラが駆動される一方で、フェルト材料を表面上に有する第2ローラは直接駆動されない。直接駆動されるのではなく、第1ローラが動くと、第2ローラは、不織布材料に針が嵌入することによって確実に随伴される。このようにして、第1ローラおよび第2ローラは相互に同期して回転する。フェルト材料は、針がフェルト材料に嵌入するとき、それが常にほぼ同じ箇所で行われるように選択されることが好ましい。したがって、針が常に嵌入する穴がフェルト材料の内部に形成される。このようにして、フェルト材料が第2ローラ上で使用されるとき、このフェルト材料の摩耗が限定される。
【0011】
他の1つの実施形態によれば、針が加熱される。不織布の溶解温度またはフェルト材料の分解温度を下回る温度まで加熱することが好ましい。例えば、針の表面温度は、不織布の繊維が溶解されかつ/または柔軟にされるが、繊維の構造自体は破壊されないように設定可能である。本方法の改良点は、フェルト材料を収縮ホースとして第2ローラに装着することを提示する。このような収縮ホースは継ぎ目がないことが好ましい。第2ローラは金属表面を有することが好ましい。その表面は滑らかであっても、または波形を有してもよい。その波形は、例えば、螺旋として作られてもよいし、または平行な軸を有する溝の形態であってもよい。第2ローラの表面が左または右勾配のねじ状の溝を有することも可能である。第2ローラの特に金属製の表面とフェルト材料とは、このホースが第2ローラの金属表面に対して圧力を及ぼすことによって好ましく結合される。さらには、フェルト材料と金属表面との間に接着剤を塗布することもできる。このような接着剤は、例えば、アルコールまたは類似物の効果によって再分解可能であることが好ましい。このようにして、薄膜材料と第2ローラとの間の結合は再び解除可能である。フェルト材料が過度に摩耗すれば、それは新たなフェルト材料に交換される。第2ローラの他の部分は、完全に交換不要である。
【0012】
同様に独自な着想を表す1つの改良は、フェルト材料を担持体に装着することを提示する。次いで、担持体を有するフェルト材料は引き続いて、例えばローラ上に被せられる。この担持体は交換ボビンであることが好ましい。この交換ボビンは、ローラ上に押し被せられることが好ましい。交換ボビンとローラとは、典型的な結合、特に、摩擦および/または形状合わせによって結合される。例えば、トルクおよび溝システム、ねじ結合、または類似の方式を使用してもよい。フェルト材料は、担持体を再使用できるように、担持体に交換自在に装着されることが好ましい。担持体、特に、交換ボビンでは、迅速なフェルト材料の交換が可能になる。したがって、カレンダの休止時間が最小限になる。フェルト材料と担持体とは、例えば、フェルト材料をローラに結合する文脈で上に述べたように結合される。交換ボビンには、合成樹脂材料を使用することが好ましい。収縮ホースのみを交換ボビン上に被せるだけで済む。カレンダのローラは不変のままでよい。多連交換ボビンを使用することによって、フェルト材料の比較的短い有用寿命さえも直ちに克服することができる。十分な補給によって、交換ボビンの交換は、巻出機からのロールの交換と同時に実行可能である。
【0013】
本発明の他の同様に独自な着想によれば、ロール・カレンダは、例えば、交換ボビンを交換できるように、一方の側からカウンタ・ローラに到達可能であるように構成されている。このような交換は、他方の側が、その位置に、例えば、ベアリングの中に留まりながら行われることが好ましい。カウンタ・ローラの重量を補償する必要があれば、この目的のためにカレンダに支持体を設けることができる。このような支持体は、それが備わっていなければ、カウンタ・ローラの今や自由になった側の固締を緩めることによって生じる重量を吸収する。支持体は、交換ボビンを被せかつ剥がすときに十分に保護されるように、少なくとも一部が可動式であることが好ましい。支持体の一部は、特にカウンタ・ローラの軸に沿って可動式である。1つの改良点によれば、カウンタ・ローラは、装着可能な重量受けによって自由側で支持される。この重量受けは、例えば、ねじ込み装着され、カウンタ・ローラの軸に沿って延在する。この力受けは、特に、スリーブの押し付けおよび押し離しが可能であるように十分に長い。
【0014】
他の同様に独自の着想は、カレンダがカウンタ・ローラ用のローラ交換機を有することを提示する。例えば、第1のフェルト材料が過度に摩耗して交換を要する場合には、第1のフェルト材料を有する第1のカウンタ・ローラを穿孔ローラから離れるように移動させ、第2のフェルト材料を有する、カレンダの第2のカウンタ・ローラを穿孔ローラに接触させる。第1のカウンタ・ローラは、第1のフェルト材料を交換するために今や脱着可能である。例えば、カレンダ用のローラ交換機が、独国特許第10005306号(C1)に開示されており、本発明の開示の範囲内において、その開示全体を、特に、カレンダ、ローラ交換、およびローラの動作に関して参照する。
【0015】
例えば、フェルト・ホースが第2ローラの洗浄済み表面または洗浄済み担持体上に被せられ、引き続いて約60〜80℃に加熱された水によって湿潤されると、フェルト・ホースの使用時に適切な圧力が得られる。この場合に、水に追加的な湿潤剤を追加することが有利であり得るが、それは、例えば、洗剤でよい。このような方式で、フェルト・ホースの収縮性が助長される。引き続いて、このフェルト・ホースは、冷水を使って急冷され、第2ローラ上で、例えば、30〜40℃の温度で乾燥される。このようにフェルト材料と第2ローラおよび/または担持体との間の結合が十分に実現されるので、針がフェルト材料を穿通するとき、フェルト材料と第2ローラとの間には滑りが発生しない。
【0016】
フェルト材料の表面自体も処理可能である。これは、例えば、フェルト材料の表面に、障害を引き起こす隆起または摩耗の兆候がある場合に必要である。粗面にするか、または粗面の程度を軽減するように表面を処理することも可能である。後者は、例えば、突き出すフェルト材料繊維を軽く歌って、次いで、例えば、刷毛を使用して除去することによって実行可能である。
【0017】
繊維状材料として羊毛を含むフェルト材料を使用することが好ましい。しかし、幾つかの応用例では、フェルト材料として他の繊維状材料を使用することも推奨され得る。これらは、例えば、亜麻もしくは綿、ビスコース、ポリアミド、ポリアクリロニトリル、ポリエステル、ポリプロピレン、アラミド、ポリテトラフルオロエチレン、ポリアミド、またはポリフェニレンスルフィドでよい。羊毛は100℃付近の長時間耐熱性を有するが、他方で、より高温の針温度では、例えば、ポリアミド、ポリエステル、またはアラミドの繊維が使用される。使用する収縮ホースの特別な耐久性は、それがドイツ工業規格61 200に準拠するF群の硬度を有するときに得られた。フェルト材料は、0.32g/cm3と0.48g/cm3との間の総密度を有することが好ましい。フェルト材料は、5mmを上回るフェルト厚さ、特に、8mmを上回るフェルト厚さ、好ましくは10mm以上であって、例えば、15mmまでのフェルト厚さを有することが好ましい。フェルト・ホースは、約10mmの壁厚および0.36g/cm3の密度を有する、F2に準拠した羊毛フェルトを含むものを使用することが好ましい。
【0018】
フェルト・ホースおよび/またはフェルト材料を使用すると、針および/または第1ローラの温度膨張をほとんど考慮する必要がないという他の利点が備わる。特に、第1ローラが第2ローラを随伴する場合には、針とそのフェルト材料中の嵌入箇所とが自動的に同期される。さらに、1つの実施形態では、第2ローラの材料が、この第2ローラの表面を形成するフェルト材料よりも小さい弾性を有することが提示されている。第2ローラは、金属、特に、合金鋼から製造されることが好ましい。別の実施形態では、第2ローラが合成樹脂を含むこと、好ましくは大部分が合成樹脂から作製されることが提示されている。さらには、第2ローラは中空ローラであってもよい。
【0019】
第1ローラと第2ローラとの間の間隙は、不織布を穿通する針が不織布の繊維を変位させかつフェルト材料を圧迫し、繊維が圧縮されかつ不織布中の穴が安定化するように設定されることが好ましい。ローラおよびそれを通過して案内される不織布の速度、印加される圧力、温度、および他のパラメータによっては、これらの穴が、例えば、漏斗形を取る場合もある。さらには、第2ローラ上にフェルト材料を用いると、非常に多様な針の形状が使用可能になる。それらは、先端が尖った形、円錐形、先端が丸い形、または別様の形でもよい。それらの断面は、四角形、星形、円形、半円形、文字形、またはこれらすべての混合形であってもよい。
【0020】
1つの改良点によれば、針は、それらが嵌入するとき、繊維の少なくとも一部が不織布から変位されるように特に形作られる。このような場合には、繊維は、針の形状に対応して変形する構造を形成する。その構造は、不織布が第1および第2ローラを通過した後に、不織布の表面から立ち上がることが好ましい。本方法の別の1つの実施形態は、針がフェルト材料に嵌入するとき、繊維の少なくとも一部もフェルト材料の中に引き込むことを提示する。これによって、次に不織布が第2ローラから引き離されるとき、不織布表面の既存の質感がより顕著になり得る。例えば、繊維は、フェルトの中に付着することによって、フェルトと繊維との結合が切れるまで引き出され得る。
【0021】
本発明の他の着想によれば、不織布を穿孔するためのロール・カレンダが提供され、このロール・カレンダは第1および第2ローラを有する。第1ローラは、この第1ローラの表面から突出する穿孔手段を有する。第1および第2ローラは間隙を形成し、それを通過して穿孔すべき不織布が案内される。第2ローラは表面としてフェルト材料を有し、第1ローラと第2ローラとの間の間隙は、穿孔手段がフェルト材料に嵌入するように設定されている。1つの改良では、第1ローラと第2ローラとの間の間隙は変更可能であることが提示されている。特に、その間隙は、使用される針が、フェルト材料および通過して案内される不織布に完全に嵌入するのではなく、一定の範囲までしか嵌入しないように設定可能である。
【0022】
針ローラは円形の針形状を有することが好ましい。針の直径は1mmと約3mmとの間の値を有することが好ましい。針の面積は特に1.5mm2と5mm2との間であり、針の密度は1cm2当たり8と25との間が好ましく、針の面積成分は、30%から70%までの間であることが好ましい。フェルト材料中の針の挿入深さは、2mmから6mmまでの間が好ましい。第1ローラと第2ローラとの間の間隙は、針がフェルト材料および不織布の中に完全には挿通されないように設定されることが好ましい。他の1つの実施形態では、間隙は、それらのローラの間を案内される不織布が穿孔と同時に圧縮されるような寸法を有する。例えば、この目的のために、不織布を圧力および/または温度にさらすことができるが、それは第1ローラまたはその一部によって不織布に印加される。
【0023】
典型的な針ローラのデータを下表に列挙するが、この針ローラを使用してフェルト材料との相互作用において様々な不織布を第2ローラ上で穿孔した。
【0024】
【表1】
針ローラおよびフェルト被覆したカウンタ・ローラを使用して測定した様々な実験の典型的な測定データを下表に列挙する。
【0025】
【表2】
A:ポリプロピレンのスパン結合不織布
B:ポリプロピレンのスパン結合不織布+ポリエチレン/ポリプロピレン複合繊維のスパン結合不織布
表示の実験では、スクリーン・ベルト速度が95m/分であった。
【0026】
穿孔手段、特に針は、不織布が液体に対して透過性であるように不織布を穿孔するように実施されることが好ましい。この場合では、使用する不織布として予め結合された不織布を使用することが特に適切であることが判明した。単層不織布を使用することが好ましい。例えば、大部分がポリプロピレンから作製したスパン結合不織布が使用されているが、それは単層である。このようなスパン結合不織布は、20g/m2と40g/m2との間の重量を有することが好ましい。基本的な重量は、約30g/m2であることが好ましい。予め結合された不織布は、例えば、熱融着結合の形態にある14.49%の結合面積を有する。不織布は、10%と約60%との間の結合面積を有することが好ましい。熱融着結合の他に、不織布は、他の結合方法、例えば、ジェット水流結合、接着剤、粘着性繊維、超音波溶着などによっても、その安定性および強度を得ることができる。作成された穴の寸法は、例えば、穴の面積として1.09mm2であり、MDにおける平均長さは1.35mmであり、CDにおける平均長さは1.04mmであった。使用した針ローラは、この目的のために熱媒油を使用して内側から加熱し、針ローラの表面温度を105℃と130℃との間に設定した。単層不織布を使用すると、約1のMD対CDの軸比を有する穴寸法が実現した。この場合では、95m/分までの速度を使用した。
【0027】
他の実験、例えば、2層不織布に対する実験を実施した。第1層はポリプロピレン製のスパン結合不織布から作製し、第2層を複合繊維材料から作製した。2層不織布は予め結合され、約17%の結合面積を有していた。特に適切で、安定性のある円形穿孔が、30g/m2と40g/m2との間の基本重量に対して得られた。
【0028】
特に8%と25%との間にある結合面積を有する予め結合された不織布を穿孔用に使用することが好ましい。
【0029】
不織布は、列挙したポリプロピレンおよびポリエチレン材料の他に、他の材料、例えば、ポリアミド、ポリエステル、ガラス繊維、PET、ビスコース、アセテート、ポリアクリル系、ポリスチレン、ポリ塩化ビニル、これらの共重合体、およびこれらの混合物を含み得る。特に、これらの材料から作製した複合繊維または多重繊維の不織布を使用することも可能である。
【0030】
他の有利な実施の形態および改良が以下の図面から推論可能である。本発明の図面による実施の形態において本発明をそのようなものとして限定するのではなく、図面に例示されている特徴は、以上に説明した本発明の実施の形態と組合せてさらに独自の改良が可能である。
【0031】
図1は、有孔不織布2を製造するための第1の装置1を示す。予め結合された不織布3が、巻出機4から様々なウェブ案内5および張力調整ローラ6上をロール・カレンダ7まで案内される。このロール・カレンダ7は、穿孔手段として針9を有する第1ローラ8と、第2ローラ10とを有する。この第2ローラ10は、好ましくは金属から作製され、その表面上にフェルト材料11を有する。フェルト材料11は収縮ホース12であることが好ましい。この収縮ホース12は第2ローラ10に押し被せられ、収縮ホース12の内表面13が第2ローラ10の金属面14と接触している。したがって、収縮ホース12の表面15は、同時に第2ローラ10の外表面を形成する。第1ローラ8の針9は表面15に嵌入する。予め結合された不織布3は、今や、それが最初に第2ローラ10に載るようになってロール・カレンダ7まで案内される。予め結合された不織布3は、第2ローラ10回りに90°よりも大きなループ角を有すること好ましく、特に、120°よりも大きく、好ましくは、180°よりも大きいループ角を有する。これは、フェルト材料11上に安定することにより、針9によって穿孔されるまでに不織布中の張力を軽減することができる。特に、このようにして未穿孔の不織布3の皺を伸ばすことができる。規定の張力が不織布に加えられることが好ましい。この張力は、例えば、少なくとも張力調整ローラ6によって検出可能であり、位置調節器によっても調整可能であることが好ましい。
【0032】
第1ローラ8と第2ローラ10との間の間隙16を調整できることも図1から分かる。2個のローラ8、10の少なくとも一方はその位置が変更可能である。このようにしてフェルト材料11中の針9の穿孔深さを調整することができる。穿孔深さの調整は、例えば、穿孔済み不織布2の穿孔画像を点検することによって穿孔直後に点検可能である。これは、特に自動的に実行可能である。例えば、品質は、検出ユニットによって、好ましくは、カメラおよび予め選択可能なパラメータによって直ちに点検可能であり、ばらつきの発生時には適切な調整を行うことができる。例えば、フェルト材料を交換しなければならない時点も追加的に知らせることができる。未穿孔の不織布3を針9によって穿孔した後、別の独自な着想にしたがって、穿孔済みの不織布は直ちに間隙16から引き出されることなく、巻取機を使用して巻き取られる。この不織布は、引き出されるのではなく、第1ローラ8上に留まり、矢印によって示す回転方向にしたがってさらに案内される。穿孔済み不織布2は、90°よりも大きなループ角に沿って、特に、120°よりも大きな角度、好ましくは、160°から270°までの値域内で案内されることが好ましい。このように案内された後でのみ、穿孔済み不織布2は第1ローラ8から、したがって、針9から引き離される。このように不織布を案内すると、多くの利点が備わる。すなわち、第1に、針の温度が十分に加熱され、不織布における穿孔が安定化し得る。この場合に、安定化は、針9を取り巻く不織布繊維に熱をより均一に伝えると共に、特に、よりゆっくりと伝えることによって実現可能である。これによって、例えば、針9に直に接触している不織布繊維の柔軟化が可能になるばかりではない。そればかりでなく、好ましくは、より大きな巻付け角度によって、針に隣接して位置する不織布の繊維を少なくとも柔軟化することも可能になる。柔軟化すると、相互に押付け合う繊維表面が好ましく僅かに密着するようになる。このようにして、想定した構造および幾何学形状を安定させることができる。さらには、このような方式で不織布を案内すると、穿孔済みの不織布2に針9が嵌入しかつ不織布がフェルト材料11の表面上をさらに案内されることによって、不織布の繊維は相互に圧縮し合うことが可能になる。これも、針9によって不織布中に作成された穿孔構造の安定化につながる。穿孔済みの不織布2は、第1ローラ8から第2の張力測定ローラ17まで案内される。そこから、穿孔済みの不織布2は、ウェブ案内5を介して巻取機18に到達する。張力測定ローラ17によって、穿孔工程中に不織布に加わる応力の反復点検が可能になり、それにしたがって巻取機18および/または巻出機4の速度を調整することができる。さらには、第1ローラ8および/または第2ローラ10の速度は、望ましい引っ張り応力が不織布に作用するように調節可能である。
【0033】
図2は、図1からの細部を示す。収縮ホース12のフェルト材料11に針9が嵌入しているのが分かる。第1ローラ8の典型的な構造が模式的に示されている。針9は、第1ローラ8の表面の中に導入される。第1ローラ8に針または他の穿孔手段を設ける目的を構造的に実現し得ることは関連技術で知られている。例えば、本開示の範囲内において、上に引用した関連技術の文書を参照されたい。
【0034】
図3は単層不織布19を示し、図4ではその穿孔状態が示されている。単層不織布19は、スパン結合不織布であることが好ましい。穿孔は、特に、表面から突出する不織布繊維が漏斗形構造を形成するように実施される。
【0035】
図5および図6は2層不織布20を示すが、それは、穿孔前に緊密に積層されるか、または穿孔工程によって緊密に積層される。第1層21および第2層22は同時に穿孔される。第1層21の漏斗形構造は、この場合に、第2層22がさらに隆起することなく、ほぼ滑らかな表面を有するように後者に延入するように形成されることが好ましい。しかし、針が穿通する深さによっては、第1層21および/または第2層22からの不織布繊維が、2層不織布20の表面から立ち上がる場合もある。
【0036】
図7は交換ボビン23を示すが、それは合成樹脂から作製されることが好ましい。特にフェルト材料11を有する収縮ホースは、例えば、交換ボビンに装着される。フェルト材料11は、爾後に新たな収縮ホースを再び交換ボビン23上に配置できるように、交換ボビン23から再び取り外すことが可能である。交換ボビン23は、ある一定の弾性を有しかつ/または一定程度変形可能であることが好ましい。例えば、このようにして、収縮ホースから交換ボビン23に作用する圧力は、この交換ボビン23から、穿孔ローラと正反対に位置決めされた、カレンダのカウンタ・ローラに作用し得る。特に、この圧力は非常に大きいので、交換ボビン23をカウンタ・ローラ上に少なくとも付着した状態に保持することができる。
【0037】
図8はカレンダ24の模式的な図を示すが、このカレンダは横方向から到達可能である。これによって、第2ローラ10を取り外す必要もなく、第2ローラ10上の表面を交換することができる。この目的のために、ホルダ25および/もしくはカバーを横方向にめくるか、または上向きもしくは下向きにずらすことができる。こうして第2ローラ10に横方向から自由に到達可能になる。特に、第2ローラ10のローラ構造ならびに対応する寸法および重量は、カレンダ24の一側のホルダが第2ローラ10の重量に十分に耐えるように設計可能である。これは、カレンダ24の休止中ばかりでなく、カレンダ24の動作中であっても該当し得る。例えば、第2ローラ10は、中空ローラでよく、軽量材料から作製されていても、かつ/または少なくとも一部が合成樹脂製であるかもしくはアルミニウム製であってもよい。一側のみが固締可能であることを利用して、第2ローラ10をカレンダ枠から引き出すことも可能であり、第2ローラ10の表面を交換することできる。
【0038】
図9に示した模式図の構造および動作方式は、図1から知られる配置のそれらに対応する。さらに、図9には原理が例示されており、それにしたがって第2ローラ10は、交換機構によって第3のローラ26と交換可能である。このように、例えば、第2ローラ10は、第3ローラ26が第1ローラ8に係合されている間に交換可能である。この目的のために、ロール・カレンダ7は、第3ローラ26の他に、例えば、第2ローラ10および第3ローラ26を相互連結するレバー機構27を有する。このレバー機構27は、軸(詳細に図示せず)回りに矢印によって示すように動かされ、例えば、第2ローラ10が第1ローラ8から離れるように移動する。反対に、第3ローラ26が第1ローラ8に向かって移動する。個々のローラ10、26の第1ローラ8までの距離の微調整は、レバー機構27とは別個に実行可能であることが好ましい。第3ローラ26が第1ローラ8に係合すると、穿孔すべき不織布は、破線によって示すように、第3ローラ26に沿って第1ローラ8に案内され得る。張力測定ローラ17の位置は、第3ローラ26の位置に適応可能であることが好ましい。このようにして、たとえ第3ローラ26の動作中であっても張力測定が確実に行われる。
【図面の簡単な説明】
【0039】
【図1】図1は、有孔不織布を製造する第1装置を示す。
【図2】図2は、図1からの細部を示す。
【図3】図3は、穿孔前の単層不織布を示す。
【図4】図4は、穿孔後の、図3からの単層不織布を示す。
【図5】図5は、穿孔前の2層不織布を示す。
【図6】図6は、穿孔後の、図5からの2層不織布を示す。
【図7】図7は、交換用ロビン上の材料、特にフェルト材料を示す。
【図8】図8は、ロール・カレンダの模式図を示し、そこでは穿孔手段が嵌入できるローラは、表面材料の交換のために横方向から到達可能である。
【図9】9は、他のロール・カレンダの模式図を示し、そこではローラの交換が可能である。
【特許請求の範囲】
【請求項1】
本明細書中に記載の方法。
【請求項1】
本明細書中に記載の方法。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】

【図7】
【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−248467(P2008−248467A)
【公開日】平成20年10月16日(2008.10.16)
【国際特許分類】
【出願番号】特願2008−136076(P2008−136076)
【出願日】平成20年5月23日(2008.5.23)
【分割の表示】特願2004−520493(P2004−520493)の分割
【原出願日】平成15年7月5日(2003.7.5)
【出願人】(597018945)ファイバーウェブ コロビン ゲーエムベーハー (16)
【住所又は居所原語表記】Woltorfer Strasse 124, D−31224 Peine,Germany
【Fターム(参考)】
【公開日】平成20年10月16日(2008.10.16)
【国際特許分類】
【出願日】平成20年5月23日(2008.5.23)
【分割の表示】特願2004−520493(P2004−520493)の分割
【原出願日】平成15年7月5日(2003.7.5)
【出願人】(597018945)ファイバーウェブ コロビン ゲーエムベーハー (16)
【住所又は居所原語表記】Woltorfer Strasse 124, D−31224 Peine,Germany
【Fターム(参考)】
[ Back to top ]