
不織布の製造方法
【課題】ゴミなどの捕集性に優れる起毛した不織布、または、導水性が良く吸収性能に優れる起毛した不織布を得ると共に、得られた不織布の不織布強度の低下を軽減した不織布の製造方法を提供すること。また、製造スピードが速くコストを抑えることができる不織布の製造方法を提供すること。
【解決手段】本発明の不織布の製造方法は、不織布の構成繊維を起毛する起毛加工を施し、該起毛加工の施された不織布に該不織布の複数箇所それぞれに部分延伸加工を施す。
【解決手段】本発明の不織布の製造方法は、不織布の構成繊維を起毛する起毛加工を施し、該起毛加工の施された不織布に該不織布の複数箇所それぞれに部分延伸加工を施す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不織布の製造方法に関する。
【背景技術】
【0002】
不織布の構成繊維を起毛させる技術として、例えば、ニードルパンチや、サンドペーパーを用いて不織布を加工したり、植毛技術により不織布に植毛したりする方法が考えられる。
【0003】
例えば、特許文献1には、不織布に密着加工による機械的な力を加えて構成繊維に脆弱部を形成した後、脆弱部の形成された不織布を、サンドペーパーを被覆したローラーに通し、その後さらに起毛機にかけて構成繊維を起毛させた不織布を製造する方法が記載されている。また、特許文献2には、立毛シートを揉み処理した後、サンドペーパーを用い擦過処理する立毛シートの処理方法が記載されている。
【0004】
また、特許文献3には、ウエッブを収縮させ、その後収縮させたウエッブを、ニードルパンチを用いて処理する不織布の製造方法が記載されている。また、特許文献4には、単に不織布シートの構成繊維が破断するまで伸長させて不織布シートを製造する方法が記載されている。上述の特許文献1〜4の製造方法で製造される不織布等は、確かに起毛した繊維を有している。
【0005】
しかしながら、特許文献1に記載の起毛させた不織布を製造する方法や特許文献2に記載の立毛シートの処理方法は、何れも、サンドペーパーのみを用いて不織布を加工しているため、柔軟性に劣り、導水性が向上し難く、更に不織布に大きなダメージを与えてしまい、得られる起毛不織布の不織布強度が低下してしまう。また、特許文献3に記載の不織布の製造方法は、ニードルパンチを用いて処理するため、製造スピードが遅くコストを抑えることが難しい。また、特許文献4に記載の不織布シートの製造方法は、延伸処理だけで起毛させているため、延伸処理により不織布に大きなダメージを与えてしまい、得られる起毛不織布の不織布強度の低下を軽減することが難しい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭50−65645号公報
【特許文献2】特開昭59−187665号公報
【特許文献3】特開昭54−106676号公報
【特許文献4】特開昭52−46181号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、本発明の課題は、ゴミなどの捕集性に優れる起毛した不織布、または、導水性が良く吸収性能に優れる起毛した不織布を得ると共に、得られた不織布の不織布強度の低下を軽減した不織布の製造方法を提供することにある。また、本発明の課題は、製造スピードが速くコストを抑えることができる不織布の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、不織布の構成繊維を起毛する起毛加工を施し、該起毛加工の施された不織布に該不織布の複数箇所それぞれに部分延伸加工を施す不織布の製造方法を提供するものである。
【発明の効果】
【0009】
本発明の不織布の製造方法によれば、ゴミなどの捕集性に優れる起毛した不織布、又は導水性が良く吸収性能に優れた起毛した不織布が得られるとともに、得られた不織布の不織布強度の低下を軽減した不織布が得られる。また、本発明の不織布の製造方法によれば、製造スピードが速くコストが抑えられる。
【図面の簡単な説明】
【0010】
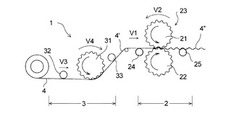
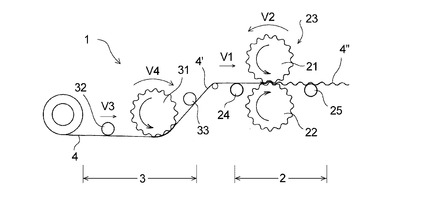
【図1】図1は、本発明の不織布の製造方法に用いられる好適な加工装置を示す模式図である。
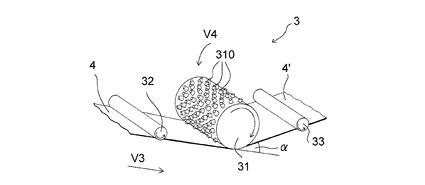
【図2】図2は、図1に示す加工装置の有する起毛加工部を斜めから視た模式図である。
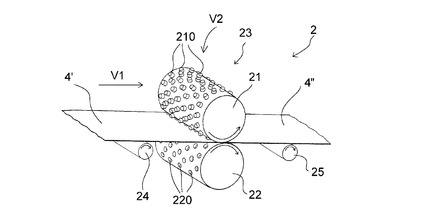
【図3】図3は、図1に示す加工装置の有する部分延伸加工部を斜めから視た模式図である。
【図4】図4は、図3に示す部分延伸加工部の要部拡大断面図である。
【図5】図5は、本発明の不織布の起毛した構成繊維の本数を測定する方法を示した模式図である。
【図6】図6は、図1に示す加工装置で製造される不織布を、清掃用シートに用いる際に、使用される清掃具5の説明図である。
【発明を実施するための形態】
【0011】
以下、本発明の不織布の製造方法をその好ましい実施態様に基づき、図面を参照しながら説明する。
尚、不織布に関しては、構成繊維の配向方向を見て、一般的に繊維の配向方向に沿う方向をMD方向又は長手方向、それと直交する方向をCD方向又は幅方向として、以下説明する。また、以下の説明では、MD方向(長手方向)の不織布を搬送する方向とロールを周方向に回転させることによりシートを搬送する方向とは同じ方向を意味し、不織布のCD方向(幅方向)とロール回転軸方向とは同じ方向を意味する。
図1〜図4は、本発明の不織布の製造方法に用いられる加工装置(以下、単に加工装置ともいう。)の一実施形態を模式的に示したものである。
【0012】
図1に示すように、本実施形態の加工装置1は、起毛加工部3と、起毛加工部3の下流側に配される部分延伸加工部2とに大別される。
【0013】
一般的に、起毛加工とは不織布への2次加工により加工前の元の不織布に比べ起毛量が増す加工を意味し、一般的な起毛加工方法には、1.不織布の一部をロータリーダイカッターなどで切って起毛させる方法、2.ニードルパンチなどカギ針を不織布に抜き差しすることで構成繊維を引っ掛けて起毛する方法や高速流体(水、水蒸気、空気などの各種液体や気体)により、不織布繊維を浮かせたり切断などして起毛させる方法、3.不織布を延伸することで構成繊維をループ状に起毛させたり切断させたりして起毛する方法、4.突起を多数有するもので表面を擦って起毛させる方法(例えばサンドペーパーを巻き付けたロール、砥粒が埋め込まれたロール、ブラシ、各種突起を有したロール、針など)等が挙げられるが、本発明の不織布の製造方法における起毛加工方法には、上記1.記載の繊維をカットする方法や、上記3.記載の凹凸表面を有するロールと平滑表面を有するロール間の接圧圧接により繊維にダメージを与えた後、延伸をして起毛させる方法は、十分な破断強度を有する起毛不織布が得られない点から、上記2.記載の構成繊維を引っ掛けて起毛する方法、上記4.記載の表面を擦って起毛させる方法が好ましい。本発明に係る起毛加工の中でも、破断強度の高いものが得られる観点から、上記4.記載の表面を擦って起毛させる方法が更に好ましく、これを擦り起毛加工ともいう。
尚、本発明に係る起毛加工によれば、構成繊維自体が起毛しているため、従来技術の植毛加工のような、不織布に接着剤等を用いて新たな繊維を付着させる操作がなく、使用される接着剤等の薬剤により肌に悪影響を及ぼす危険性が低減でき、また、従来技術の植毛加工のような、使用時の植毛繊維のはがれ、接着面の露出などの問題も起こらない。
【0014】
本発明の不織布の製造方法に用いる不織布とは、織物でないシート状の繊維集合体からなり、繊維同士の融着、繊維同士の圧着、樹脂や接着剤、粘着剤による繊維同士の接着、繊維同士の交絡などによって形成されたものを言う。該不織布の中でも、エアースルー不織布、スパンボンド不織布、表面が凸状のヒートロールによって短繊維を成形したヒートロール不織布などが好ましく、これらの不織布を、上記2.記載のニードルを抜き差しすることで起毛加工を施す方法や、上記4.記載の突起を多数有するもので表面を擦って起毛を施す方法が好ましい。但し、一次加工として未交絡の繊維は、本発明の不織布の製造方法に用いる不織布に該当しない。このような未交絡の繊維にニードルパンチ加工を行うとニードルパンチによる交絡によって起毛量が減るためである。同様に未交絡の繊維にスパンレース加工をする場合も起毛量が減るため本起毛加工には含まれない。
【0015】
本起毛加工のうち好ましくは、強度の高い不織布が得られる点で不織布の表面を擦って起毛させる方法がよい。このとき起毛繊維をループ状ではなく一端部を切断させることが、該不織布を、例えば、ゴミ補集用のワイパーなどに用いる場合、フローリングのささくれに引っかかりにくい点で好ましい。次に、これについて具体的な方法について述べる。
【0016】
加工装置1の起毛加工部3は、本起毛加工を施す前の不織布4(以下、元の不織布4ともいう)の構成繊維に本起毛加工を施す部分であり、本実施形態の加工装置1においては、図2に示すように、周面に凸部310が設けられた凸ロール31を備えている。凸ロール31は、アルミニウム合金又は鉄鋼等の金属性の円筒形状のものである。凸ロール31は、その回転軸に駆動手段(図示せず)からの駆動力が伝達されることによって回転する。凸ロール31の回転速度(周速度V4)は、加工装置1の備える制御部(不図示)により制御されている。ここで、凸ロール31の周速度V4とは、凸ロール31表面での速度を意味する。
【0017】
起毛加工部3は、図2に示すように、凸ロール31の上流側及び下流側に、本起毛加工を施す前の元の不織布4を凸ロール31に搬送する搬送ロール32,33を備えている。不織布4の搬送速度V3は、加工装置1の備える制御部(不図示)により制御されている。ここで、本起毛加工を施す前の不織布4の搬送速度V3とは、凸ロール31に供給される不織布4表面での速度を意味する。
【0018】
凸ロール31の各凸部310は、凸ロール31の周面から凸部310の頂点までの高さが、0.01mm以上3mm以下であることが好ましく、0.01mm以上1mm以下であることが更に好ましい。周方向に隣り合う凸部310同士の距離(ピッチ)は、0.01mm以上50mm以下であることが好ましく、0.01mm以上3mm以下であることが更に好ましく、回転軸方向に隣り合う凸部310同士の距離(ピッチ)は、0.01mm以上30mm以下であることが好ましく、0.01mm以上3mm以下であることが更に好ましい。凸部の密度は500個/cm2以上5000個/cm2以下であることが起毛の作用点が多くなり、起毛量の多い不織布が得られる点で好ましい。凸ロール31の各凸部310の頂部表面の形状に特に制限はなく、例えば、円形、多角形、楕円形等が用いられ、各凸部310の頂部表面の面積は、0.001mm2以上20mm2以下であることが好ましく、0.01mm2以上1mm2以下であることが更に好ましい。
【0019】
本実施形態の加工装置1においては、本起毛加工を施す前の不織布4の構成繊維41を更に効率よく起毛する観点から、図2に示すように、凸ロール31の位置より、凸ロール31の下流側の搬送ロール33の位置を高く設定しており、本起毛加工を施す前の不織布4が凸ロール31の接触面に、10°以上180°以下の抱き角αで接触していることが好ましく、30°以上120°以下の抱き角αで接触していることが更に好ましい。尚、本実施形態の加工装置1においては、抱き角αとなるように、凸ロール31と搬送ロール33との位置を変えているが、変えなくてもよい。
【0020】
また、本発明の不織布の製造方法における部分延伸加工とは、部分的に不織布が伸びる方向に外力を加える加工を意味する。部分延伸加工は一般的に2組のニップロール間でおこなわれるロール間の速度差により不織布全体に延伸処理を施すものではなく、未延伸部分と延伸部分とを有するように加工する方法である。未延伸部分は不織布に延伸処理を施さない部分であり、「延伸処理を施さない」とは、加工上積極的に延伸処理を施さないという意味である。例えば、凸パターン形状のロールとフラット形状のロールにより不織布繊維を圧着することを主とした一般的なヒートシール加工や一般的なエンボス加工とは異なる。本発明に係る部分延伸加工を施せば、不織布の繊維が伸びて変形したり、前記外力を受けて繊維自体は伸びないが、繊維のより分けが起こり繊維が再配置されたり、不織布の融着部が部分的に破壊して、繊維が再配置されたり、そして、これらの複合作用を引き起こしたりし得る。本発明に係る部分延伸加工を施した後は、不織布には3次元的な立体構造が残る場合と外観上ほとんどフラットになる場合とがある。
【0021】
加工装置1の部分延伸加工部2は、本起毛加工の施された不織布4'の複数箇所それぞれに部分延伸加工を施す部分であり、本実施形態の加工装置1においては、図3,図4に示すように、一対の凹凸ロール21,22を備えている。
【0022】
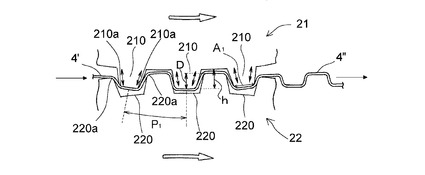
一対の凹凸ロール21,22は、一方のロール21が周面に複数個の凸部210を有し、他方のロール22が、周面に一方のロール21の凸部210に対応する位置に凸部210が入り込む凹部220を有している。一対の凹凸ロール21,22は、アルミニウム合金又は鉄鋼等の金属性の円筒形状のものである。本実施形態の加工装置1においては、互いに噛み合う凸部210と凹部220とが周面に設けられた一対の凹凸ロール21,22からなる所謂スチールマッチングエンボスローラー23を備えている。図4に示すように、スチールマッチングエンボスローラー23は、ロール21の周面に設けられた複数個の凸部210とロール22の周面に設けられた複数個の凹部220とが、互いに噛み合うように形成されており、複数個の凸部210は、ロール21の回転軸方向及び周方向にそれぞれ均一に且つ規則的に配されている。一対のロール21,22は、ギア(図示せず)を用いて駆動手段(図示せず)からの駆動力が伝達されることによって回転する。尚、一対のロール21,22を、何れか一方の回転軸に駆動手段(図示せず)からの駆動力を伝達させ、噛み合いによって回転させてもよいが、互いの溝の中心で延伸することで、部分延伸が効果的におこなわれる観点から、噛み合いとは別に、ギアを用いて駆動力を伝達することが好ましい。一対のロール21,22の回転速度(周速度V2)は、加工装置1の備える制御部(不図示)により制御されている。ここで、ロール21,22の周速度V2は、ロール21の歯先外径からかみ合いの深さDを差し引いた値を直径として、ロールの回転数より円周の速度として求められる。
【0023】
ロール21の周面の凸部210の形状は、上部からみて円形、四角形、楕円形、ダイヤ形、長方形(搬送方向又は搬送方向に直交する方向に長い)でもよいが、不織布4の破断強度低下が少ない点から円形が好ましい。また凸部210を側面から見た形状としては台形、四角形、湾曲形状等があげられ、ロール回転時の擦り合わせが少ない点から、台形が好ましく、台形の底辺角が70度以上89度以下であることがさらに好ましい。
【0024】
部分延伸加工部2は、延伸後の不織布4''の破断強度を保つ観点、及び本起毛加工の施された不織布4'に高い柔軟性等を付与することができ、製造される不織布4''を、例えば、清掃用シートに利用した場合に、床などの窪みに追従し易く、狭い部分のゴミも捕集し易くなる観点から、本起毛加工の施された不織布4'の複数箇所それぞれを機械延伸倍率1.05倍以上20倍以下に延伸することが好ましく、2倍以上10倍以下に延伸することが更に好ましい。ここでいう機械延伸倍率は、不織布4'に延伸処理を施す、ロール21の凸部210とロール22の凹部220との噛み合い形状により求めた値を意味する。複数箇所それぞれの機械延伸倍率は、図4に示ように、ロール21における周方向に隣り合う凸部210同士の距離(ピッチP1)、ロール21における回転軸方向に隣り合う凸部210同士の距離(ピッチP2)、及びロール21の各凸部210とロール22の各凸部との噛み合いの深さD、及びロール21における凸部210の頂点の周方向の距離(ドット直径A1)、ロール21における凸部頂点の回転軸方向の距離(ドット直径A2)により、下記〔数1〕,〔数2〕に示す数式で求められる。ロール21の凸部210の形状とロール22の凸部の形状が異なる場合は、ドット直径A1をロール21とロール22それぞれの頂点の周方向の距離の平均値として求められる。ドット直径A2も同様にロール21とロール22それぞれの頂点の回転軸方向の距離の平均値として求められる。また、ドット上面の形状が長方形以外に円形、楕円、そして多角形の場合も同様に求められる。このときの機械延伸倍率は、延伸倍率が最も高い部分(ロール21の凸部210とロール22の凸部が最も接近した部位)の延伸倍率とする。これを機械延伸倍率とする。ただし、機械延伸倍率はロール形状でない、例えば特開2007−22066記載の平板タイプ、キャタピラタイプ、などの形状であっても同様に求められる。
【0025】
周方向の機械延伸倍率
【数1】

【0026】
回転軸方向の機械延伸倍率
【数2】
【0027】
尚、求められる周方向及び回転軸方向の何れか一方の機械延伸倍率が、前記範囲の機械延伸倍率を満たしていればよい。
【0028】
部分延伸加工部2の一対の凹凸ロール21,22は、機械延伸倍率を前記範囲とし、加工後に得られる不織布4''の破断強度の低下を低減するとともに、ネックインの少ない不織布4''を得るために、供給された本起毛加工の施された不織布4'の総面積に対し10%以上70%以下の部分に部分延伸加工を施すことが好ましく、40%以上70%以下の部分に部分延伸加工を施すことが更に好ましい。ここで、部分延伸加工を施す不織布4'の複数箇所とは、図4に示すように、ロール21の各凸部210とロール22の各凹部220との噛み合いにより延伸される部分、詳述すると、ロール21の各凸部210におけるエッジ210aと、ロール22の各凹部220における窪み始めのエッジ220aとにより延伸される部分のことを意味する。各凸部の凸面(頂部表面)上にあたる不織布部分は積極的に延伸作用を受けにくい。従って、本起毛加工の施された不織布4'の総面積に対し部分延伸加工を施した部分とは、供給した不織布4'の総面積から、ロール21の各凸部210の頂部表面の面積を総和した総面積を除き、更に、ロール21において隣り合う各凸部210同士の間の底面の面積を総和した総面積を除いた部分のことを意味する。不織布に加わる実効的な延伸効果として、不織布のトータル延伸倍率は、延伸される部分の面積率と延伸される部分にかかる不織布の延伸倍率とを掛けた値に、未延伸部分(実質的に延伸されない部分を含む)の延伸倍率を1倍として未延伸の面積率を足した値によって求められる。つまり下記の式(1)により求められる。
不織布のトータル延伸倍率 = {周方向(MD方向)の不織布の延伸倍率 × 不織布のMD方向の延伸面積率} + {回転軸方向(CD方向)の不織布の延伸倍率 × 不織布の回転軸方向(CD方向)の延伸面積率} +{未延伸部分(実質的に延伸されない部分を含む)の延伸倍率(1倍) × 不織布の未延伸の面積率}
= {周方向(MD方向)の機械延伸倍率 × 不織布のMD方向の延伸面積率 × (ロール周速/供給速度)} + {回転軸方向(CD方向)の機械延伸倍率 × 不織布のCD方向の延伸面積率 × (ロール通過後の不織布幅/ロール通過前の元の不織布幅)} + {未延伸部分(実質的に延伸されない部分を含む)の延伸倍率(1倍) × 不織布の未延伸の面積率} ・・・(1)
【0029】
ここで、周方向(MD方向)の不織布延伸倍率は、不織布の供給速度比によっても異なるため、上記周方向の機械延伸倍率に、後述する供給速度とロール21(またはロール22)の周速との比(ロール周速V2/供給速度V1)を掛けた値を意味する。CD方向の不織布延伸倍率は、不織布のシワにより幅が縮まるため、上記回転軸方向の機械延伸倍率に、ロール21とロール22の通過前後の不織布の幅変化比(ロール通過後の不織布幅/ロール通過前の不織布幅)を掛けた値を意味する。MD方向、CD方向ともに延伸を受ける場合(不織布が斜め方向に延伸を受ける場合)は、機械延伸倍率をベクトルとしてMD方向とCD方向との合成和として求められる。また、凸部の形状が、上部からみて、円形などの場合は、それぞれの点における機械延伸倍率の積分値として求められる。不織布のトータル延伸倍率が下記範囲であると、部分延伸により、元の不織布の有する熱圧着部と熱圧着部との間の繊維が細くなる、熱圧着部の周辺部(熱圧着部と繊維との境界近傍)で切れ目(裂け目)が延伸作用によって形成され、熱圧着部の周辺が柔軟になる点、導水性の良い吸収性能に優れた不織布が得られる点、及び延伸前の元の不織布に比べ部分延伸加工により強度低下が少ない不織布が得られる点から、不織布のトータル延伸倍率は、1.3倍以上4倍以下であることが好ましく、1.5倍以上3倍以下であることが更に好ましい。不織布の熱圧着部の面積率とトータル延伸倍率の比(不織布の熱圧着部の面積率(%)/(トータル延伸倍率(倍)×100))は、好ましくは0.02以上0.12以下、より好ましくは0.04以上0.10以下であることが、熱圧着部を適度に壊し、柔らかい不織布が得られる点でよい。尚、元の不織布は、平面方向に規則的に分散する熱圧着部を備えており、熱圧着部とは、熱による構成繊維の圧着部のみならず、超音波による構成繊維の圧着部を含む意味である。
【0030】
機械延伸倍率を前記範囲とし、部分延伸加工を施す部分を前記範囲とするために、図4に示すように、ロール21の各凸部210は、ロール21の周面から凸部210の頂点までの高さhが、1mm以上10mm以下であることが好ましく、2mm以上7mm以下であることが更に好ましい。周方向に隣り合う凸部210同士の距離(ピッチP1)は、0.01mm以上20mm以下であることが好ましく、1mm以上10mm以下であることが更に好ましく、回転軸方向に隣り合う凸部210同士の距離(ピッチP2(不図示))は、0.01mm以上20mm以下であることが好ましく、1mm以上10mm以下であることが更に好ましい。ロール21の各凸部210の頂部表面の形状に特に制限はなく、例えば、円形、多角形、楕円形等が用いられ、各凸部210の頂部表面の面積は、0.01mm2以上500mm2以下であることが好ましく、0.1mm2以上10mm2以下であることが更に好ましい。また、隣り合う各凸部210同士の間の各底面の面積は、0.01mm2以上500mm2以下であることが好ましく、0.1mm2以上10mm2以下であることが更に好ましい。また、凸部210のエッジ部がR形状であることが、加工時に不織布の孔が開きにくい点から好ましく、R値としては0.2mm以上0.5×ドット直径A1以下または0.5×ドット直径A2であることが好ましい。この場合の凸部210の表面の面積は、Rの中間点(凸部を上面から投影して)とする。部分的な機械延伸倍率も同様に中間点から求める。
【0031】
さらに、元の不織布4の熱圧着部(エンボスなどによる熱融着部等)のピッチと、一対のロール21,22の凸部210のピッチとの比の関係(不織布4の熱圧着部のピッチ/凸部のピッチ)が0.05以上0.7以下、より好ましくは0.1以上0.4以下であると、延伸される部分に不織布の熱圧着部が存在する可能性が高くなる。そのため、構成繊維と熱圧着部との境界において可撓性が増し、製造される不織布4''を、例えば、清掃用シートに利用した場合に、床などの溝部に追従し易くなる点、本起毛加工により起毛した繊維を一対のロール21,22の凸部210で押さえ、起毛高さを抑えることができ毛玉になり難い点で好ましい。ここで、元の不織布の熱圧着部のピッチと一対のロール21,22の凸部210のピッチとの比の好ましい範囲は、元の不織布のMD方向における熱圧着部のピッチと一対のロール21,22の凸部210の周方向のピッチP1との比、及び元の不織布のCD方向における熱圧着部のピッチと一対のロール21,22の凸部210の回転軸方向のピッチP2との比の何れか一方を満たしていれば良いが、両方満たしていることが好ましい。
【0032】
ロール22の各凹部220は、図3,図4に示すように、ロール21の各凸部210に対応する位置に配されている。機械延伸倍率を前記範囲とし、部分延伸加工を施す部分を前記範囲とするために、図4に示すように、ロール21の各凸部210とロール22の各凸部との噛み合いの深さD(各凸部210と各凹部220とが重なっている部分の長さ)は、0.1mm以上10mm以下であることが好ましく、1mm以上8mm以下であることが更に好ましい。ロール21の凸部210の頂部とロール22の凹部220の底部との間は、本起毛加工の施された不織布4'を供給した際に、不織布4'を挟持しないように間隔が開いている方が、不織布4'が硬くならないので好ましい。
【0033】
また、部分延伸加工部2は、図3に示すように、スチールマッチングエンボスローラー23の上流側及び下流側に、本起毛加工の施された不織布4'をスチールマッチングエンボスローラー23に搬送する搬送ロール24,25を備えている。不織布4'の搬送速度V1は、加工装置1の備える制御部(不図示)により制御されている。ここで、不織布4'の搬送速度V1とは、本起毛加工を施す前の不織布4の搬送速度V3と同様に、不織布4'のロールから繰り出された不織布4'表面での速度を意味する。
【0034】
本実施形態の加工装置1は、上述したように、制御部(不図示)を備えており、該制御部は、凸ロール31の駆動手段に基づく周速度V4、一対のロール21,22の駆動手段に基づく周速度V2、張力検出器による張力の検出に基づく元の不織布4の搬送速度V3、及び張力検出器による張力の検出に基づく本起毛加工の施された不織布4'の搬送速度V1の速度制御を、所定の動作シーケンスに従って制御する。
【0035】
次に、本発明の不織布の製造方法の一実施態様を、上述した本実施形態の加工装置1を用いて、図1〜図4を参照しながら説明する。
【0036】
本発明の不織布の製造方法は、先ず、元の不織布4に不織布4の構成繊維を起毛する本起毛加工を施す。本実施態様においては、図1に示すように、原料である帯状の元の不織布4を、ロールから巻き出して、搬送ロール32,33により、周面に凸部310が設けられた凸ロール31に搬送し、図2に示す凸ロール31により、元の不織布4の構成繊維を不織布4の表面から起毛させる。
【0037】
本実施態様においては、本起毛加工を施す前の元の不織布4の構成繊維を不織布4の表面から効率的に起毛させる観点、ネックインや皺の少ない不織布4'を得ることができる観点から、図1,図2に示すように、凸ロール31の回転方向を、元の不織布4の搬送方向に対して逆方向に回転させることが好ましい。このように逆方向に回転させる場合には、V4/V3の値が0.3以上10以下であり、V4>V3であることが好ましく、V4/V3の値が1.1以上10以下であることが更に好ましく、1.5以上5以下であることが、十分な起毛ができロールに繊維の絡みつきも少ないため、特に好ましい。逆方向に回転させ周速度に差があることで、より起毛量が増え肌触り(風合い)が向上する。尚、凸ロール31が逆方向でなく、本起毛加工を施す前の元の不織布4の搬送方向に対して正方向である場合には、元の不織布4の搬送速度V3と凸ロール31の周速度V4との関係を、V4/V3の値が1.1以上20以下であることが好ましく、1.5以上10以下であることが更に好ましく、2以上8以下であることが特に好ましい。
【0038】
次いで、本発明の不織布の製造方法は、本起毛加工の施された不織布4'に不織布4'の複数箇所それぞれに部分延伸加工を施す。本実施態様においては、図1に示すように、本起毛加工の施された不織布4'を、搬送ロール24,25により部分延伸加工部2の有するスチールマッチングエンボスローラー23の一対のロール21,22間に供給し、不織布4'に部分延伸加工を施す。具体的には、搬送ロール24,25により搬送された不織布4'を、図3,図4に示す、一方のロール21の有する複数個の凸部210と、他方のロール22の有する複数個の凹部220との間で挟圧し、該部分延伸加工によって、本起毛加工の施された不織布4'の複数箇所それぞれに搬送方向及び搬送方向に直交する方向に延伸加工を施す。このように、搬送方向及び搬送方向に直交する方向に延伸加工を施すことによって、不織布4'の強度減少を方向別に抑えることができ、ネックインの少ない不織布4''を得ることができる。このようにして得られた不織布4''には、図3には示されていないが、ロール21,22による凹凸形状が形成されている(図4参照)。尚、搬送方向に直交する方向とは、上述したロールの回転軸方向と同方向である。
【0039】
本実施態様においては、良好に部分延伸加工を施すため、図3に示す、本起毛加工の施された不織布4'を一対の凹凸ロール21,22間に供給する際の供給速度V1と一対の凹凸ロール21,22の周速度V2との関係を、V1>V2とすることが好ましく、V1/V2の値が1.05以上とすることが更に好ましく、V1/V2の値が1.1以上とすることが特に好ましい。尚、上限値は、搬送される不織布4に弛みを生じない観点から、V1/V2の値が10より小さいことが好ましい。V1/V2を小さくすることで、不織布の柔軟性が向上する。
本実施態様のような部分延伸加工ではなく、通常一般に行われている一軸延伸等の全体延伸の場合には、供給速度よりも平滑ロールの周速度の方が大きくなるため先ほどのV1/V2が1よりも小さくなり、例えば通常のスパンボンド不織布では1.3倍以上の不織布のトータル延伸倍率(一軸延伸ではV2/V1により求められる)があると不織布に破れ等が生じてしまう。そのため、不織布のトータル延伸倍率を上げることができないが、本実施態様においては、1.3倍以上の不織布のトータル延伸倍率があっても不織布に破れ等が生じ難い。
【0040】
また、本実施態様においては、本起毛加工の施された不織布4'にロール21,22による凹凸形状を残し、クッション性に優れる不織布4''を得る観点、及び凹凸形状の凹部においても起毛させ、ゴミ捕集性に優れる不織布4''を得る観点から、本起毛加工の施された不織布4'に50℃を越える温度で部分延伸加工を施すことが好ましく、60℃以上130℃以下の温度、より好ましくは70℃以上90℃以下で部分延伸加工を施すことが更に好ましい。加工速度が速いほど最適温度は高くなる傾向にある。また、上限としては不織布4'に延伸加工を施す際に、不織布の構成繊維間で熱融着を起こしてしまうことにより、製造される不織布4''が硬くなってしまわない観点から、用いられる構成繊維の樹脂の中で最も低い融点の温度以下で部分延伸を行うことが好ましい。不織布の凹凸形成後に本起毛加工を施したものは凹部に起毛することが困難となり、液が凹部にたまって残るため凹部の導水性や凹部のゴミの保持性に劣る。上記凹凸形成された起毛不織布の厚みは0.5mm以上、より好ましくは1.5mm以上であると外観上、凹凸が認識され、肌に触れた際の接触面積が減少するため蒸れにくいため好ましい。厚みの測定方法は、次の方法により求めることができる。サンプリングおよび測定環境は22℃65%RH環境下にて行う。先ず、不織布を100mm×100mmの大きさに裁断し、これを測定片とする。ほほ水平に設置された平滑な定盤の測定台上に12.5g(直径56.4mm)のプレートを載置し、この状態でのプレートの上面の位置を測定の基準点Aとする。次にプレートを取り除き、測定台上に測定片を載置し、その上にプレートを再び載置しプレート上面の位置をBとする。そして、AとBの差から不織布の厚みを求める。プレートの上面の位置測定にはレーザ変位計((株)キーエンス製、CCDレーザ変位センサLK−080)を用いることができる。5サンプルについて厚みを測定し、その平均値を厚みとする。起毛された不織布の場合、起毛面を上にして測定する。尚、設備の簡略化および電力消費量の低減の観点からは、50℃以下の温度で部分延伸加工を施すことが好ましい。ここで、50℃以下の温度とは、ロール21,22に積極的に温度を掛けず、不織布4'に延伸加工を施す際、常温であることを意味する。
【0041】
上記加工を施す元の不織布4としては、例えば、エアスルー不織布、ヒートロール不織布(短繊維ウエブを熱エンボスしたもの)、スパンレース不織布、レジンボンド不織布、ニードルパンチ不織布、エアレイド不織布、スパンボンド不織布、スパンボンドの層とメルトブローンの層との積層不織布を用いることができ、安価で、強度が高く、しかも薄い観点から、スパンボンド不織布を好適に用いることができる。尚、上記積層不織布の場合には、スパンボンドの層をメルトブローンの層の表面及び/又は裏面に配した不織布であることが好ましい。スパンボンドの層とメルトブローンの層との積層不織布は、その全体が、再生ポリプロピレン樹脂を50質量%以上含んだポリプロピレン樹脂からなる繊維から構成されていることが好ましい。また上記トウの状態の連続長繊維は、その太さが、5μm以上100μm以下であることが好ましく、10μm以上20μm以下であることが更に好ましい。
【0042】
不織布4は、安価でかつ、良好な肌触り感が得られ、加工適正の観点から、その坪量が、10g/m2以上100g/m2以下であることが好ましく、10g/m2以上25g/m2以下であることが更に好ましい。不織布4の有する熱圧着部である複数個の熱融着部は、例えば、エンボス凸ロールとフラットロールなどによる熱圧着により間欠的に形成されたものや、超音波融着により形成されたもの、間欠的に熱風を加えて部分融着させて形成されたものなどがあげられる。この中で熱圧着により形成されたものが起毛させやすい点で好ましい。熱融着部の形状は、特に制限されず、例えば、円形、菱形、三角形等の任意の形状であってもよい。不織布4の一面の表面積に占める熱融着部の合計面積の割合は、5%以上30%以下であることが好ましく、10%以上20%以下であることが、毛玉が出来にくい点で更に好ましい。
スパンボンド不織布を用いる場合、スパンボンド不織布の有するエンボスによる複数個の熱融着部は、各熱融着部の面積が、0.05mm2以上10mm2以下であることが好ましく、0.1mm2以上1mm2以下であることが更に好ましい。前記熱融着部の数は、10個/cm2以上250個/cm2以下であることが好ましく、35個/cm2以上65個/cm2以下であることが更に好ましい。前記熱融着部の形状は、特に制限されず、例えば、円形、菱形、三角形等の任意の形状であってもよい。
スパンボンド不織布の一面の表面積に占める熱融着部の合計面積の割合は、5%以上30%以下であることが好ましく、10%以上20%以下であることが更に好ましい。
また、スパンボンド不織布は、単層のものでもよく、複数層積層されたものでもよい。
【0043】
スパンボンド不織布を用いる場合、スパンボンド不織布を構成する構成繊維は、熱可塑性樹脂からなり、熱可塑性樹脂としては、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アクリロニトリル系樹脂、ビニル系樹脂、ビニリデン系樹脂などが挙げられる。ポリオレフィン系樹脂としてはポリエチレン、ポリプロピレン、ポリブデン等が挙げられる。ポリエステル系樹脂としてはポリエチレンテレフタレート、ポリブチレンテレフタレート等が挙げられる。ポリアミド系樹脂としてはナイロン等が挙げられる。ビニル系樹脂としてはポリ塩化ビニル等が挙げられる。ビニリデン系樹脂としてはポリ塩化ビニリデン等が挙げられる。これら各種樹脂の変成物や混合物等を用いることもできる。また、前記構成繊維としてサイドバイサイド繊維、芯鞘繊維、偏芯したクリンプを有する芯鞘繊維、分割繊維などを用いることもできる。芯がポリプロピレン、鞘がポリエチレンからなる芯鞘繊維を用いると柔らかな起毛不織布が得られる点で好ましい。また前記構成繊維には、繊維着色剤、静電気防止特性剤、潤滑剤、親水剤など少量の添加物を付与した繊維を用いることもできる。
前記構成繊維の繊径は、本起毛加工前において、5μm以上30μm以下であることが好ましく、10μm以上20μm以下であることが更に好ましい。
【0044】
元の不織布4にスパンボンド不織布を用いる場合、紡糸性の観点からポリオレフィン系樹脂であるポリプロピレン樹脂から形成されていることが好ましい。ポリプロピレン樹脂としては、滑らかでありさらに肌触りが向上する観点と破断のしやすさから、ランダムコポリマー、ホモポリマー、ブロックコポリマーのいずれか1種以上を5質量%以上100質量%以下、より好ましくは25質量%以上80質量%以下含んだ樹脂であることが好ましい。また、これらのコポリマーやホモポリマーを混合してもよいし、他の樹脂を混合してもよいが、成形時に糸切れし難いことから、ポリプロピレンのホモポリマーとランダムコポリマーの混合が好ましい。これにより、繊維の結晶性を低下させて起毛繊維自体が柔らかくなり肌触りが良くなるとともに、不織布強度との両立ができ、起毛繊維がエンボスなどの融着部で切断されやすくなるため、エンボス融着点などの接合部での剥離がなくなり、起毛繊維が短くなり、毛玉ができにくく、外観も良好なものが得られる。また、融点の分布が広くなるためシール性が良くなる。さらにはプロピレン成分をベースとしてランダムコポリマーとしてエチレンやα−オレフィンと共重合したものが好ましく、エチレンプロピレン共重合体樹脂が特に好ましい。ポリプロピレン樹脂としては、同様な観点から、エチレンプロピレン共重合体樹脂を5質量%以上含んだ樹脂であることが好ましく、25質量%以上含んだ樹脂であることが更に好ましい。エチレンプロピレン共重合体樹脂中にはエチレン濃度が1質量%以上20質量%以下含まれたものが好ましく、特に、べた付きがなく、しかも、延伸時に伸びやすく、毛羽抜けが少なく、破断強度が維持される点で、エチレン濃度が3質量%以上8質量%以下であることがより好ましい。また、ポリプロピレン樹脂としては、環境の観点から、再生ポリプロピレン樹脂を25質量%以上含んだ樹脂であることが好ましく、50質量%以上含んだ樹脂であることが更に好ましい。尚、不織布4が、スパンボンドの層とメルトブローンの層との積層不織布を元に形成されている場合も同様である。
【0045】
元の不織布4にスパンボンド不織布を用いる場合、スパンボンド層やメルトブローン層に柔軟剤を練りこんだり、塗布したりすれば、本発明の効果がより効果的である。柔軟剤としては、例えばワックスエマルジョン、反応型柔軟剤、シリコーン系化合物、界面活性剤などを使用することができる。特にアミノ基含有シリコーン、オキシアルキレン基含有シリコーン、界面活性剤を使用することが好ましい。界面活性剤としては、カルボン酸塩系のアニオン界面活性剤、スルホン酸塩系のアニオン界面活性剤、硫酸エステル塩系のアニオン界面活性剤、リン酸エステル塩系のアニオン界面活性剤(特にアルキルリン酸エステル塩)等のアニオン界面活性剤;ソルビタン脂肪酸エステル、ジエチレングリコールモノステアレート、ジエチレングリコールモノオレエート、グリセリルモノステアレート、グリセリルモノオレート、プロピレングリコールモノステアレート等の多価アルコールモノ脂肪酸エステル、オレイン酸アミド、ステアリン酸アミド、エルカ酸アミド等の脂肪酸アミド、N−(3−オレイロキシ−2−ヒドロキシプロピル)ジエタノールアミン、ポリオキシエチレン硬化ヒマシ油、ポリオキシエチレンソルビット蜜ロウ、ポリオキシエチレンソルビタンセスキステアレート、ポリオキシエチレンモノオレエート、ポリオキシエチレンソルビタンセスキステアレート、ポリオキシエチレングリセリルモノオレート、ポリオキシエチレンモノステアレート、ポリオキシエチレンモノラウレート、ポリオキシエチレンモノオレエート、ポリオキシエチレンセチルエーテル、ポリオキシエチレンラウリルエーテル等の、非イオン系界面活性剤;第4級アンモニウム塩、アミン塩又はアミン等のカチオン界面活性剤;カルボキシ、スルホネート、サルフェートを含有する第2級若しくは第3級アミンの脂肪族誘導体、又は複素環式第2級若しくは第3級アミンの脂肪族誘導体等の、両性イオン界面活性剤などを使用することができる。また、必要に応じて、公知の薬剤を副次的添加剤(少量成分)として本発明の柔軟剤に添加することができる。柔軟剤は、構成繊維中に0.1質量%以上20質量%以下含まれることが好ましく、0.5質量%以上2.0質量%以下含まれることがより好ましい。
柔軟剤を含むことにより、肌触りがよく、毛羽抜けが少なく、表面の肌摩擦も低く、破断強度も高く本発明において効果が特に高い。
柔軟剤は、段落〔0044〕に記載の前記ランダムコポリマーとの併用が、よりその効果を増す点で好ましく、起毛した繊維においてランダムコポリマーによるぬめり感が生じるのを、柔軟剤により低減させることができ、さらりとした肌触りのものが得られる点で特に好ましい。
【0046】
また元の不織布4が、後述するスパンボンドの層とメルトブローンの層との積層不織布から形成されており、該積層不織布のスパンボンドの層が複数層からなる、例えば、スパンボンド−メルトブローン−スパンボンド積層不織布、スパンボンド−スパンボンド−メルトブローン−スパンボンド積層不織布等を用いる場合には、一層のスパンボンドの層のみに上記柔軟剤を練りこむことが好ましく、全てのスパンボンドの層やメルトブローン層に練りこむ等してもよい。一層のスパンボンドの層に柔軟剤を練りこんだ場合には、その層側に後述の加工処理を施すと、肌触りがよく、破断強度も高い点で好ましい。このように、不織布4は、肌触りや破断強度の調整がし易い点から、スパンボンド不織布単体を元に形成するよりも、スパンボンドの層とメルトブローンの層との積層不織布を元に形成する方が好ましい。
【0047】
以上説明したように、加工装置1を用いて不織布を製造する本実施態様の不織布の製造方法によれば、不織布4に本起毛加工を施し、その後、本起毛加工を施した不織布4'の複数箇所それぞれに部分延伸加工を施すプレ加工を行っているため、該複数箇所以外においては、該部分延伸加工を施していないため、その部分で不織布強度を維持でき、不織布強度の低下を軽減することができる。製造された不織布4''は、構成繊維が起毛しており、全体的に柔らかさが増しているので、導水性が良く吸収性能に優れた不織布4''が得られる。特に、原料となる不織布4として、スパンボンド不織布のような不織布自体の強度が高い不織布を用いた場合には、搬送スピードを速くすることができ、不織布4''の製造コストを抑えることができる。尚、本実施態様においては、部分延伸加工を一対のロール21,22からなるロールを用いて行い、更に本起毛加工を凸ロール31からなるロールを用いて行っているので、不織布4''の製造スピードを上げることができ、更に不織布4''の製造コストを抑えることができる。
【0048】
特に、不織布4として、上述したスパンボンド不織布を用いた場合には、元のスパンボンド不織布の破断強度の値が、坪量20g/m2で10N/50mm以上30N/50mm以下である不織布に対し、加工後に得られるスパンボンド不織布の破断強度の値が、5N/50mm以上20N/50mm以下であり、不織布強度の低下を50%以下に軽減することができる。このように、加工後に得られるスパンボンド不織布の破断強度の値は、元のスパンボンド不織布の破断強度の値と略同じである。破断強度は、元のスパンボンド不織布又は加工後に得られるスパンボンド不織布のX方向及びY方向のいずれか一方において前記の範囲を満たしていることが好ましく、両方向において前記の範囲を満たしていることが更に好ましい。破断強度は以下の方法で測定される。
【0049】
〔破断強度の測定法〕
サンプリングおよび測定環境は22℃65%RH環境下で行う。元のスパンボンド不織布又は加工後に得られるスパンボンド不織布を、CD方向に200mm、MD方向に50mmの寸法の長方形形状の測定片を切り出す。この切り出された長方形形状の測定片を測定サンプルとする。この測定サンプルを、CD方向が引張方向となるように、引張試験機(例えば、オリエンテック社製テンシロン引張り試験機「RTA−100」)のチャックに取り付ける。チャック間距離は150mmとする。測定サンプルを300mm/分で引っ張り、サンプル破断までの最大荷重点をX方向の破断強度とする。また、MD方向に200mm、CD方向に50mmの寸法の長方形形状の測定片を切り出し、これを測定サンプルとする。この測定サンプルを、そのMD方向が引張方向となるように引張試験機のチャックに取り付ける。上述したCD方向の破断強度の測定方法と同様の手順によってMD方向の破断強度を求める。
【0050】
上述したように、加工装置1を用いて不織布を製造する本実施態様の不織布の製造方法によれば、使用態様により、ゴミなどの捕集性に優れる起毛した不織布4''、又は導水性が良く吸収性能に優れた不織布4''が得られる。特に、不織布4として、上述したスパンボンド不織布を用いた場合には、加工後に得られるスパンボンド不織布のウエットバック量が、加工前の元のスパンボンド不織布のウエットバック量に対して80%以上20%以下に減少し、導水性を向上させることができる。導水性は、下記の段落のようにして評価する。
また、上述したように、加工装置1を用いて不織布を製造する本実施態様の不織布の製造方法によれば、構成繊維を積極的にカットする切断工程が無いため、得られた不織布の不織布強度の低下を軽減した不織布が得られ、製造スピードが速くコストが抑えられる。
【0051】
〔導水性の評価測定法〕
測定環境は22℃65%RH環境下にて行う。メリーズさらさらエアースルー〔花王(株)製〕の使い捨ておむつの表面シートに、加工装置1により製造した不織布4''を用いたおむつを作製し、該おむつを平面状に拡げ、表面シートを上に向けて水平面上に固定した状態で、吸収体の中心部における該表面シート上に人工尿40gを吸収させ、10分間放置し、さらに人工尿40gを吸収させる。この操作を繰り返し合計120gの人工尿を注入する。次いで、人工尿の吸収部位上にToyo Roshi Kaisha,Ltd製の4Aのろ紙を20枚重ね、更にその上に荷重を10分間加えて人工尿を、ろ紙に吸収させる。荷重は30cm×15cmの面積に6kgが加わるようにする。10分経過後荷重を取り除き、人工尿を吸収したろ紙の重量を測定する。この重量から吸収前のろ紙の重量を差し引き、その値をウエットバック量とする。このウエットバック量が少ないものほど不織布表面に液が残りにくく導水性に優れるものとなる。尚、加工前の元の不織布4の導水性を評価する場合には、不織布4''の代わりに、加工前の元の不織布4を用いたおむつを作製して、同様に評価する。
【0052】
また、特に、元の不織布4として、上述したスパンボンド不織布を用いた場合には、加工後に得られるスパンボンド不織布の表面から起毛した不織布の構成繊維の高さが短く、毛玉になり難く、外観の美観を損ない難い。ここで、不織布の表面から起毛した構成繊維とは、起毛した構成繊維の先端が不織布の表面より0.2mm以上、上方に位置する繊維を意味する。また、不織布の表面から起毛した構成繊維の高さとは、起毛した構成繊維の先端が不織布の表面より自然状態において起毛した高さを意味し、起毛した繊維を引き延ばした際の長さとは異なる意味である。
スパンボンド不織布を用いた場合に、スパンボンド不織布の表面から起毛した不織布の構成繊維の高さが短い理由として、本発明者は、部分延伸加工の際、前記一対の凹凸ロール21,22によって起毛繊維を不織布の上面から間欠的に押し付けるため起毛した高さが低くなると推察している。
起毛した構成繊維の高さは、毛玉になり難い観点から、不織布の表面より0.2mm以上30mm以下であることが好ましく、0.3mm以上5mm以下、さらには0.3mm以上1.0mm以下であることが更に好ましい。
起毛した構成繊維の本数(起毛量)が5本/cm以上100本/cm以下であることが好ましく、不織布4''を、例えば、清掃用シートに用いる場合には、10本/cm以上50本/cm以下であることがゴミの捕集性の観点から更に好ましい。100本/cmを超えると、繊維によっては起毛した構成繊維が硬く、ゴミの捕集性が必ずしもよいとは言えなくなってしまったり、また起毛した構成繊維が手などに引っかかりやすく、とがったものに引っかかった衝撃で不織布が破けたり、手のささくれにひっかかり怪我をしたり、新たな問題が生じやすいためである。起毛した構成繊維の本数は、以下のように計測する。
【0053】
〔起毛した構成繊維の高さ及び起毛した構成繊維の本数の測定方法〕
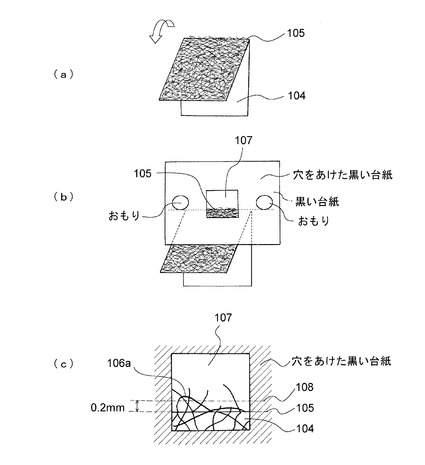
図5は、起毛した構成繊維の高さ及び起毛した構成繊維の本数(起毛量)を測定する方法を示した模式図である。サンプリングおよび測定環境は22℃65%RH環境下にて行う。先ず、測定する不織布4''から、鋭利なかみそりで、20cm×20cmの測定片を切り出し、図5(a)に示すように、測定片を起毛側が外向きになるように山折りして測定サンプル104を形成する。次に、この測定サンプル104を、A4サイズの黒い台紙の上に載せ、図5(b)に示すように、さらにその上に、縦1cm×横1cmの穴107をあけたA4サイズの黒い台紙を載せる。このとき、図5(b)に示すように、測定サンプル104の折り目105が、上側の黒い台紙の穴107から見えるように配置する。両台紙には、富士共和製紙株式会社の「ケンラン(黒)連量265g」を用いた。その後、上側の台紙の穴107の両側それぞれから、折り目105に沿って外方に5cmはなれた位置に、50gのおもりをそれぞれ載せ、測定サンプル104が完全に折りたたまれた状態を作る。次に、図5(c)に示すように、マイクロスコープ(光学顕微鏡)(KEYENCE社製VHX−900)を用いて、30倍の倍率で、台紙の穴107内を観察し、測定サンプル104の折り目105から起毛する繊維の高さを計測すると共に、測定サンプル104の折り目105から0.2mm上方に平行移動した位置に形成される仮想線108よりも上方に起毛している起毛した繊維の本数を計測する。このとき測定する不織布において、本起毛加工の施された部位の幅が1cm以上の場合は、本起毛加工の施された部位を含むように、20cm×20cmの測定片を3片切り出して計測する。また、本起毛加工の施された部位の幅が1cm以下の場合は、無作為に20cm×20cmの測定片を3片切り出して計測する。以上の操作を、測定する不織布に対して3枚分計測し、計9箇所の平均をとり、起毛する構成繊維の高さ及び起毛した構成繊維の本数とする。
【0054】
また、起毛した構成繊維の数を数える際には、例えば、図5(c)に示す繊維106aのように、折り目105から0.2mm上方にある仮想線108を2回横切る繊維がある場合、その繊維は2本と数える。具体的には、図5(c)に示す例では、仮想線108を1回横切る繊維が4本、仮想線108を2回横切る繊維106aが1本存在するが、2回横切る繊維106aは2本と数え、起毛した構成繊維の本数は6本となる。
【0055】
本発明の不織布の製造方法により得られる構成繊維の起毛した不織布4''は、植毛とは異なり、不織布に接着剤等を用いて、新たな繊維を付着させる操作がないため、使用される接着剤等の薬剤により肌に悪影響を及ぼす危険性が低減できる。また、使用時の植毛繊維のはがれ、接着面の露出などの問題も起こらない。また、例えば、吸収性物品に使われている不織布のひとつであるスパンボンド不織布は薄く、一般的な本起毛加工では破れが生じやすく困難であるが、本発明の不織布の製造方法によれば、起毛密度が高く風合いのよい起毛(スパンボンド)不織布が得られる。
【0056】
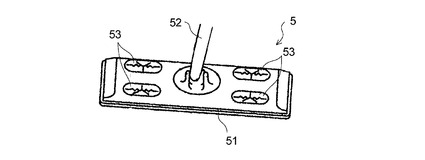
本発明の不織布の製造方法により得られる構成繊維の起毛した不織布4''は、例えば、清掃用シートに用いることができる。不織布4''を清掃用シートに用いる際には、図6に示すように、ヘッド部51及びヘッド部51に連結された柄52を備えた清掃具5におけるヘッド部51に装着されて使用される。ヘッド部51の装着面(底面)は、平面視で長方形状であり、不織布4''は、例えば、ヘッド部51の長手方向と、不織布4''の構成繊維の配向方向に沿うMD方向とが一致するように装着される。起毛した不織布4''は、装着された際に、起毛面がヘッド部51の外方に向くように、ヘッド部51の底面に配され、次に、不織布4''の長手方向に沿う両側縁部をヘッド部51の上面側に折り返し、折り返された両側縁部を、ヘッド部51における、スリットを有する可撓性の複数のシート保持部53内に押し込んで固定されて使用される。不織布4''の取り付けられた清掃具5は、通常の使用態様においては、ヘッド部51をその幅方向に移動(特に往復移動)させて清掃を行う。つまり、清掃具4の清掃方向は、ヘッド部41の幅方向である。不織布4''の取り付けられた清掃具5は、例えば、フローリング床、壁、天井、ガラス、畳、鏡や家具、家電製品、家の外壁、自動車のボディなどの硬質表面の拭き清掃に用いることができる。不織布4''の取り付けられた清掃具5が、特に、フローリング床の拭き清掃に使用された場合には、上述したように、不織布4''は導液性が高いので、ウエットタイプの清掃シートとして使用される場合には、フローリング床の清掃用の薬剤を十分に保持することができるので、ゴミ捕集性が向上し、また、ドライタイプの清掃シートとして使用される場合には、フローリング床上の水滴等を十分に吸収することができる。
【0057】
本発明の不織布の製造方法により得られる不織布4''は、また、厚みはないがふっくらとしていることを特徴としており、加工前の不織布と高荷重下での厚みはほとんど変わらないが、低荷重下での厚みに違いが見られる。例えば、本発明の不織布の製造方法により得られるスパンボンド不織布、及び加工前の通常のスパンボンド不織布の何れも、坪量15g/m2では、10gf/cm2の高荷重下では、厚みが、0.15mm以上0.18mm以下程度で変わらない。しかし、0.05gf/cm2の低荷重下では、加工前の通常のスパンボンド不織布では、0.41mm以上0.46mm以下であるのに対して、本発明の不織布の製造方法により得られるスパンボンド不織布では、0.5mm以上0.6mm以下と、異なる厚みになる。尚、0.05gf/cm2という荷重は、不織布を軽く押さえたときの人の指の荷重に相当し、このわずかな厚みの違いを認識して、人はふっくらさを感じる。このように、ふっくらとしている不織布4''は、例えば、使い捨ておむつや生理用ナプキン等の吸収性物品の表面シートに用いることもできる。
【0058】
本発明の不織布の製造方法は、上述の実施態様の製造方法に何ら制限されるものではなく、適宜変更可能である。
【0059】
例えば、本実施態様の不織布の製造方法に用いられる加工装置1においては、図1,図3に示すように、部分延伸加工部2に、一対の凹凸ロール21,22からなるスチールマッチングエンボスローラー23を備えているが、スチールマッチングエンボスローラー23に換えて、互いに噛み合う歯溝が周面に設けられた一対の歯溝ロールを備えていてもよい。またこの場合、一対の歯溝ロールは、搬送方向にかみ合うものでもよいし、搬送方向と交差する方向にかみ合うものでもよい。搬送方向と交差する方向にかみ合う一対の歯溝ロールの場合、押込み量を多くしても、一対の歯溝ロールが回転可能となるため機械延伸倍率の高い加工ができ、肌触りのよい不織布が得られる。より好ましくは未延伸部分が間欠的に分布することで、不織布の強度低下が少なく、加工時にしわが入りにくいことから、また、MD方向とCD方向の両方に延伸を加えられ肌触りに優れることから、スチールマッチエンボスローラーがよい。
さらに、意匠性を持たせるため、ストライプ状に起毛したり、パターン的に模様をつけて部分的に起毛させたりすることも好ましい。
【0060】
また、本実施態様の不織布の製造方法に用いられる加工装置1においては、図1,図2に示すように、起毛加工部3に、互いにかみ合う周面に凸部310が設けられた凸ロール31を備えているが、凸ロール31に換えて、互いに噛み合う歯溝が周面に設けられた一対の歯溝ロールを備えていてもよいし、ローレット加工したロールや溶射加工したロール、カードワイヤーでもよい。また摩擦抵抗のある素材を周面に設けたロールを備えていてもよい。前記ロールの周面に設けられる摩擦抵抗のある素材としては、ゴムやサンドペーパー等が挙げられる。さらに、本起毛加工と部分延伸とは連続して行ってもよく、逐次に行っても良い。本実施態様の不織布の製造方法によれば、部分延伸加工後、不織布原反として巻き取ることで不織布の凹凸形状がいったんは潰れても、その後巻きだした際、熱風回復させることが好ましい。また、不織布へは部分延伸加工を施す際、挟持部分を含んでいることが好ましい。つまり、回転ロールなどにより部分延伸加工を行う場合、不織布がロール間に噛み込まれていく際、部分延伸過程を経て、ロール間を底付き状態にすることによって不織布の凸部を、また上下のかみ合い歯間のサイドのクリアランス(回転方向)を小さくすることによって不織布の凸部の傾斜部を、部分的に挟持させることができる。これにより、全体的に硬くせずに潰れにくくクッション感のある不織布が得られる。また、起毛加工は片面のみでも、両面にそれぞれ行ってもよい。上述した実施形態に関し、さらに以下の不織布の製造方法を開示する。
【0061】
<1>不織布の構成繊維を起毛する起毛加工を施し、該起毛加工の施された不織布に該不織布の複数箇所それぞれに部分延伸加工を施す不織布の製造方法。
【0062】
<2>不織布の構成繊維を起毛する起毛加工が、構成繊維を引っ掛けて起毛する方法又は表面を擦って起毛する方法である、前記<1>に記載の不織布の製造方法。
<3>不織布の構成繊維を起毛する起毛加工が擦りによる前記<1>又は<2>記載の不織布の製造方法。
<4>不織布の構成繊維を起毛する起毛加工が擦りにより、一端部を切断する前記<3>に記載の不織布の製造方法。
<5>前記部分延伸加工は、前記起毛加工の施された前記不織布の前記複数箇所それぞれを機械延伸倍率1.05倍以上20倍以下に延伸する前記<1>ないし<4>の何れか1に記載の不織布の製造方法。
<6>記部分延伸加工は、前記起毛加工の施された前記不織布の前記複数箇所それぞれを機械延伸倍率2倍以上10倍以下に延伸する前記<1>ないし<5>の何れか1に記載の不織布の製造方法。
【0063】
<7>前記部分延伸加工によって前記起毛加工の施された前記不織布の前記複数箇所それぞれに搬送方向及び搬送方向に直交する方向に延伸加工を施す前記<1>ないし<6>の何れか1に記載の不織布の製造方法。
<8>前記部分延伸加工は、一対の凹凸ロールを用いて行い、
一方のロールが周面に複数個の凸部を有し、他方のロールが周面に一方の前記ロールの前記凸部に対応する位置に該凸部が入り込む凹部を有しており、
前記起毛加工の施された前記不織布を一対の前記凹凸ロール間に供給し、該不織布に前記部分延伸加工を施す<1>〜<7>いずれか1に記載の不織布の製造方法。
<9>一対の前記凹凸ロールは、供給された前記起毛加工の施された前記不織布の総面積に対し10%以上70%以下の部分に前記部分延伸加工を施す前記<1>ないし<8>の何れか1に記載の不織布の製造方法。
<10>一対の前記凹凸ロールは、供給された前記起毛加工の施された前記不織布の総面積に対し40%以上70%以下の部分に前記部分延伸加工を施す前記<1>ないし<9>の何れか1に記載の不織布の製造方法。
<11>前記起毛加工の施された前記不織布を一対の前記凹凸ロール間に供給する際の供給速度V1と一対の前記凹凸ロールの周速度V2との関係を、V1>V2とした前記<8>ないし<10>の何れか1に記載の不織布の製造方法。
【0064】
<12>前記起毛加工は、周面に複数個の凸部を有する凸ロールを用いて行い、
前記凸ロールの回転方向を前記不織布の搬送方向に対して逆方向に回転させ、
元の前記不織布の搬送速度V3と前記凸ロールの周速度V4との関係を、V4/V3=0.3以上10以下とした前記<1>ないし<11>の何れか1に記載の不織布の製造方法。
<13>前記起毛加工は、周面に複数個の凸部を有する凸ロールを用いて行い、
前記凸ロールの回転方向を前記不織布の搬送方向に対して逆方向に回転させ、
元の前記不織布の搬送速度V3と前記凸ロールの周速度V4との関係を、V4/V3=1.1以上10以下、より好ましくは1.5以上5以下とした前記<1>ないし<12>の何れか1に記載の不織布の製造方法。
<14>前記起毛加工は、周面に複数個の凸部を有する凸ロールを用いて行い、
前記凸ロールの回転方向を前記不織布の搬送方向に対して正方向に回転させ、
元の前記不織布の搬送速度V3と前記凸ロールの周速度V4との関係を、V4/V3=1.1以上20以下、好ましくは1.5以上10以下、2以上8以下とした前記<1>ないし<11>の何れか1に記載の不織布の製造方法。
<15>前記不織布のトータル延伸倍率が、1.3倍以上4.0倍以下である前記<1>ないし<14>の何れか1に記載の不織布の製造方法。
<16>前記不織布のトータル延伸倍率が、1.5倍以上3.0倍以下である前記<1>ないし<15>の何れか1に記載の不織布の製造方法。
【0065】
<17>元の前記不織布は、平面方向に規則的に分散する熱圧着部を備え、
前記熱圧着部のピッチと一対の前記凹凸ロールの前記凸部のピッチとの比(熱圧着部のピッチ/凸部のピッチ)が0.05以上0.7以下である前記<1>ないし<16>の何れか1に記載の不織布の製造方法。
<18>前記熱圧着部のピッチと一対の前記凹凸ロールの前記凸部のピッチとの比(熱圧着部のピッチ/凸部のピッチ)が0.1以上0.4以下である前記<17>に記載の不織布の製造方法。
<19>元の前記不織布は、平面方向に規則的に分散する熱圧着部を備え、
不織布の熱圧着部の面積率とトータル延伸倍率の比(不織布の熱圧着部の面積率(%)/(トータル延伸倍率(倍)×100))は、好ましくは0.02以上0.12以下、より好ましくは0.04以上0.10以下である前記<1>ないし<18>の何れか1に記載の不織布の製造方法。
<20>前記部分延伸加工は、前記起毛加工の施された前記不織布に50℃を越え、構成繊維の樹脂の中で最も低い融点の温度以下の温度で部分延伸加工を施す前記<1>ないし<19>の何れか1に記載の不織布の製造方法。
<21>前記不織布が柔軟剤を含むものである前記<1>ないし<20>の何れか1に記載の不織布の製造方法。
<22>前記不織布が、エアースルー不織布、スパンボンド不織布、ヒートロール不織布のいずれかである、前記<1>ないし<21>の何れか1に記載の不織布の製造方法。
<23>前記不織布がスパンボンド不織布でありホモポリマーとランダムポリマーの混合であるポリプロピレン樹脂である、前記<1>ないし<22>の何れか1に記載の不織布の製造方法。
【実施例】
【0066】
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲はかかる実施例によって何ら制限されるものではない。
【0067】
[実施例1]
目付け15g/m2、繊維直径1.3dtex、熱圧着部(エンボスによる熱融着部)の面積率15%のSMS不織布を用いた。このSMS不織布のスパンボンド層の繊維には、エチレン−プロピレンコポリマー樹脂に界面活性剤である柔軟剤(具体的にはエルカ酸アミド)を1.0質量%練りこんだものを用いた。図2〜図4に示した前述の加工方法と同様の方法で行った。また、起毛に用いた凸ロール31の各凸部310の高さは、0.6mmであり、回転軸方向に隣り合う凸部同士の距離(ピッチ)は、1.4mmであり、周方向に隣り合う凸部同士の距離(ピッチ)は、2.1mmであった。不織布の搬送速度V3は20m/minであり、不織布の搬送方向に対して逆方向に4倍の周速度V4で凸ロール31を回転させた。抱き角は130度であった。片面のみ起毛加工を施した。次に部分延伸加工として、スチールマッチングエンボスローラー23を用いた。このロールにおける各凸部210は、その高さが2.8mmであり、ロール21の各凸部210とロール22の各凸部との噛み合いの深さDは、2.7mmであった。また、機械延伸倍率は2.9倍であり、回転軸方向に隣り合う凸部210同士の距離(ピッチP2)は、7mmであり、周方向に隣り合う凸部210同士の距離(ピッチP1)は、7mmであった。スチールマッチエンボスのロールの温度は24℃で行い、スチールマッチエンボスのロールの周速度V2は20m/minであり、不織布の搬送速度V1は26m/minであった。不織布のトータル延伸倍率は1.7倍であった。不織布の熱圧着部のピッチと、凹凸ロールの凸部のピッチとの比(不織布の熱圧着部のピッチ/凸部のピッチ)はMD方向(ロール周方向)が0.43、CD方向(ロール回転軸方向)が0.37で行った。不織布の熱圧着部の面積率と不織布のトータル延伸倍率の比は、0.088であった。
【0068】
[実施例2]
ポリプロピレン樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、繊維直径16μm、熱圧着部(エンボスによる熱融着部)の面積率20%のSMS不織布を用いた。実施例1と同じ条件の加工を施し、実施例2の不織布を得た。不織布のトータル延伸倍率は1.7倍であった。不織布の熱圧着部のピッチと、凹凸ロールの凸部のピッチとの比(不織布の熱圧着部のピッチ/凸部のピッチ)はMD方向(ロール周方向)が0.37、CD方向(ロール回転軸方向)が0.37で行った。不織布の熱圧着部の面積率と不織布のトータル延伸倍率の比は、0.118であった。
【0069】
[実施例3]
芯がプロピレン樹脂、鞘がポリエチレン樹脂からなる複合スパンボンド不織布の層を有する、目付け17g/m2、繊維直径17μm、熱圧着部(エンボスによる熱融着部)の面積率16%の、メルトブローン層のない、スパンボンド層のみの不織布を用いた。実施例1と同じ条件の加工を施し、実施例3の不織布を得た。不織布のトータル延伸倍率は1.7倍であった。不織布の熱圧着部のピッチと、凹凸ロールの凸部のピッチとの比(不織布の熱圧着部のピッチ/凸部のピッチ)はMD方向(ロール周方向)が0.23、CD方向(ロール回転軸方向)が0.40で行った。不織布の熱圧着部の面積率と不織布のトータル延伸倍率の比は、0.094であった。
【0070】
[比較例1]
実施例1と同じく、エチレン−プロピレンコポリマー樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、1.3dtexのSMS不織布を、比較例1の不織布とした。
【0071】
[比較例2]
実施例1と同じく、エチレン−プロピレンコポリマー樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、1.3dtexのSMS不織布を用いた。次に、トラスコ中山(株)製サンドペーパー粒度♯240を110mmφのロール全周に両面テープにより接着、そのロールの全周360度の内、8.5度接触する状態で抱きかけ、このSMS不織布を10m/minで流した。その際サンドペーパーを接着したロールは40m/minで進行方向とは逆回転に回転させて起毛した比較例2の不織布を得た。
【0072】
[比較例3]
実施例1と同じく、エチレン−プロピレンコポリマー樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、1.3dtexのSMS不織布を用いた。次に、部分延伸加工として、スチールマッチングエンボスローラー23を用いて実施例1と同様に処理を行い比較例3の不織布を得た。
【0073】
[比較例4]
実施例2と同じく、ポリプロピレン樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、繊維直径16μmのSMS不織布を用い、比較例4の不織布とした。
特に起毛加工は行わなかった。
【0074】
[比較例5]
実施例3と同じく、芯がプロピレン樹脂、鞘がポリエチレン樹脂からなる複合スパンボンド不織布の層を有する、目付け17g/m2、繊維直径17μmの、メルトブローン層のない、スパンボンド層のみの不織布を、比較例5の不織布とした。特に起毛加工は行わなかった。
【0075】
清掃シートとしての性能評価
〔捕集性の評価〕
実施例1〜3、比較例1〜5で得られた不織布について、クイックルワイパー〔花王(株)製〕に、清掃シートとして装着した。30cm×60cmのフローリング(松下電工製、ウッディタイルMT613T)上に約10cmの髪の毛を5本散布し、その上に清掃シートを乗せて一定のストローク(60cm)で2往復清掃して清掃シートに捕集された髪の毛の量を観察し、実施例1〜3、比較例1〜5で得られた不織布それぞれが、各々の未処理の不織布に対して(実施例1と比較例1、実施例2と比較例4、実施例3と比較例5、比較例2と比較例1、比較例3と比較例1)、捕集性が大きく向上していればBとし、やや向上しているものをC、捕集性が変わらないものはDとして表1,表2,表3に示した。
【0076】
〔起毛した構成繊維の評価〕
実施例1〜3、比較例1〜5で得られた不織布について、前述した起毛した構成繊維の本数の測定方法により、起毛した構成繊維の本数を測定した。起毛した構成繊維の本数が5本以上の場合にBとし、10本以上の場合にAとし、5本未満の場合にDとして表1,表2,表3に示した。
【0077】
〔破断強度の評価〕
実施例1〜3、比較例1〜5で得られた不織布について、前述した破断強度の測定法により、CD方向に200mm、MD方向に50mmの測定サンプルを取り出し、チャック間を150mmにした引張試験機(島津製作所製)で、引張速度300mm/分で引っ張り、CD方向の強度を測定し、4枚の平均値をCD方向の強度とした。次に、各々の未処理の不織布に対して(実施例1と比較例1、実施例2と比較例4、実施例3と比較例5、比較例2と比較例1、比較例3と比較例1)、CD方向の強度の比が50%以上の場合にBとし、50%未満の場合にDとして表1,表2,表3に示した。
【0078】
【表1】
【0079】
【表2】
【0080】
【表3】
【0081】
表1〜表3に示す結果から明らかなように、清掃シートとして用いれば、実施例1〜3の不織布は、比較例1〜5の不織布に比べて、ゴミの捕集性に優れ、破断強度減少も少ない不織布であった。特に、実施例1の不織布は、比較例1、比較例2及び比較例3の不織布と比較して捕集性が大きく向上していることがわかる。実施例1の不織布に関しては、起毛した繊維の多くは、ループ状ではなく端部が切れており、指先の引っかかりもなかった。またロール部には繊維くずが見られず良好だった。一方、比較例2の不織布は、比較例1の不織布と比較して、捕集性がよくなっているものの、破断強度の減少が著しいことがわかる。一方、比較例2の不織布の製造時には、サンドペーパーに繊維くずの付着が見られ、サンドペーパーの耐久性にも問題を生じた。
【0082】
[実施例4]
ポリプロピレンホモポリマー樹脂からなるスパンボンド不織布の層を2層有する、目付け20g/m2、繊維直径19μm、熱圧着部(エンボスによる熱融着部)の面積率9%、油剤により親水化処理を行ったスパンボンド不織布(SS不織布)を用いた。図2〜図4に示した前述の加工方法と同様の方法で行った。起毛に用いた凸ロール31の各凸部310の高さは、0.6mmであり、回転軸方向に隣り合う凸部同士の距離(ピッチ)は、1.4mmであり、周方向に隣り合う凸部同士の距離(ピッチ)は、2.1mmであった。不織布の搬送速度V3は20m/minであり、不織布の搬送方向に対して逆方向に4倍の周速度V4で凸ロール31を回転させた。抱き角は130度であった。片面のみ起毛加工を施した。次に部分延伸加工として、スチールマッチングエンボスローラー23を用いた。このロールにおける各凸部210は、その高さが2.8mmであり、ロール21の各凸部210とロール22の各凸部との噛み合いの深さDは、2.7mmであった。また、機械延伸倍率は2.9倍であり、回転軸方向に隣り合う凸部210同士の距離(ピッチP2)は、7mmであり、周方向に隣り合う凸部210同士の距離(ピッチP1)は、7mmであった。スチールマッチエンボスのロールの温度は80℃で行い、周速度V2は20m/minであり、不織布の搬送速度V1は26m/minであった。これにより実施例4の不織布を得た。また、不織布のトータル延伸倍率は1.7倍であった。不織布の熱圧着部のピッチと、凹凸ロールの凸部のピッチとの比(不織布の熱圧着部のピッチ/凸部のピッチ)はMD方向(ロール周方向)が0.31、CD方向(ロール回転軸方向)が0.29で行った。不織布の熱圧着部の面積率と不織布のトータル延伸倍率の比は、0.053であった。これにより凹凸形状をした不織布の凹部と凸部に起毛繊維を有する不織布を得た。不織布の厚みは0.60mmであった。
【0083】
[比較例6、比較例7]
実施例4と同じく、ポリプロピレンホモポリマー樹脂からなるスパンボンド不織布の層を2層有する、目付け20g/m2、繊維直径19μm、熱圧着部(エンボスによる熱融着部)の面積率9%、油剤により親水化処理を行ったスパンボンド不織布(SS不織布)を、比較例65の不織布とした。この不織布の厚みは0.30mmであった。この不織布にスチールマッチエンボスのロール温度を80℃として部分延伸加工のみを行った凹凸形状をした不織布を比較例7とした。この不織布の厚みは0.44mmであった。
【0084】
使い捨ておむつの表面シートとしての性能評価
〔導水性の評価〕
実施例4、比較例6、比較例7で得られた不織布を、メリーズさらさらエアースルー〔花王(株)製〕の使い捨ておむつの表面シートに用いて、起毛繊維を有する面を吸収体と反対面(肌側面)として使い捨ておむつを作製した。上述した導水性の評価測定法に基づき測定し、得られた結果を表4に示した。
【0085】
〔起毛した構成繊維の評価〕
実施例4、比較例6、比較例7で得られた不織布について、前述した起毛した構成繊維の本数の測定方法により、起毛した構成繊維の本数を測定した。起毛した構成繊維の本数が5本以上の場合にBとし、10本以上の場合にAとし、5本未満の場合にDとして表4に示した。
【0086】
〔破断強度の評価〕
実施例4、比較例6、比較例7で得られた不織布について、前述した破断強度の測定法により、CD方向に200mm、MD方向に50mmの測定サンプルを取り出し、チャック間を150mmにした引張試験機(島津製作所製)で、引張速度300mm/分で引っ張り、CD方向の強度を測定し、4枚の平均値をCD方向の強度とした。次に、各々の未処理の不織布に対して(実施例4と比較例5)、CD方向の強度の比が50%以上の場合にBとし、50%未満の場合にDとして表4に示した。
【0087】
【表4】
【0088】
表4に示す結果から明らかなように、比較例6の不織布を表面シートに用いた使い捨ておむつのウエットバック量が0.64gであった不織布に対し、実施例4の不織布を表面シートに用いた使い捨ておむつのウエットバック量が0.10gとなり、ウエットバック量が16%に減少しており、実施例4の不織布を使い捨ておむつの表面シートに用いれば、導水性が向上することがわかる。また、実施例4の不織布は、比較例6、比較例7の不織布に比べて、起毛量が多く、破断強度減少も少ない不織布であった。
【符号の説明】
【0089】
1 加工装置
2 部分延伸加工部
21,22 凹凸ロール
210 ロール21の周面に有する凸部
210a 凸部210におけるエッジ
220 ロール22の周面に有する凹部
220a 凹部220における窪み始めのエッジ
23 スチールマッチングエンボスローラー
24,25 搬送ロール
3 起毛加工部
31 凸ロール
310 凸ロール31の周面に有する凸部
32,33 搬送ロール
4 加工前の元の不織布
4' 本起毛加工の施された不織布
4'' 加工装置1を用いて得られた不織布
5 清掃具
51 ヘッド部
52 柄
53 シート保持部
【技術分野】
【0001】
本発明は、不織布の製造方法に関する。
【背景技術】
【0002】
不織布の構成繊維を起毛させる技術として、例えば、ニードルパンチや、サンドペーパーを用いて不織布を加工したり、植毛技術により不織布に植毛したりする方法が考えられる。
【0003】
例えば、特許文献1には、不織布に密着加工による機械的な力を加えて構成繊維に脆弱部を形成した後、脆弱部の形成された不織布を、サンドペーパーを被覆したローラーに通し、その後さらに起毛機にかけて構成繊維を起毛させた不織布を製造する方法が記載されている。また、特許文献2には、立毛シートを揉み処理した後、サンドペーパーを用い擦過処理する立毛シートの処理方法が記載されている。
【0004】
また、特許文献3には、ウエッブを収縮させ、その後収縮させたウエッブを、ニードルパンチを用いて処理する不織布の製造方法が記載されている。また、特許文献4には、単に不織布シートの構成繊維が破断するまで伸長させて不織布シートを製造する方法が記載されている。上述の特許文献1〜4の製造方法で製造される不織布等は、確かに起毛した繊維を有している。
【0005】
しかしながら、特許文献1に記載の起毛させた不織布を製造する方法や特許文献2に記載の立毛シートの処理方法は、何れも、サンドペーパーのみを用いて不織布を加工しているため、柔軟性に劣り、導水性が向上し難く、更に不織布に大きなダメージを与えてしまい、得られる起毛不織布の不織布強度が低下してしまう。また、特許文献3に記載の不織布の製造方法は、ニードルパンチを用いて処理するため、製造スピードが遅くコストを抑えることが難しい。また、特許文献4に記載の不織布シートの製造方法は、延伸処理だけで起毛させているため、延伸処理により不織布に大きなダメージを与えてしまい、得られる起毛不織布の不織布強度の低下を軽減することが難しい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭50−65645号公報
【特許文献2】特開昭59−187665号公報
【特許文献3】特開昭54−106676号公報
【特許文献4】特開昭52−46181号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、本発明の課題は、ゴミなどの捕集性に優れる起毛した不織布、または、導水性が良く吸収性能に優れる起毛した不織布を得ると共に、得られた不織布の不織布強度の低下を軽減した不織布の製造方法を提供することにある。また、本発明の課題は、製造スピードが速くコストを抑えることができる不織布の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、不織布の構成繊維を起毛する起毛加工を施し、該起毛加工の施された不織布に該不織布の複数箇所それぞれに部分延伸加工を施す不織布の製造方法を提供するものである。
【発明の効果】
【0009】
本発明の不織布の製造方法によれば、ゴミなどの捕集性に優れる起毛した不織布、又は導水性が良く吸収性能に優れた起毛した不織布が得られるとともに、得られた不織布の不織布強度の低下を軽減した不織布が得られる。また、本発明の不織布の製造方法によれば、製造スピードが速くコストが抑えられる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明の不織布の製造方法に用いられる好適な加工装置を示す模式図である。
【図2】図2は、図1に示す加工装置の有する起毛加工部を斜めから視た模式図である。
【図3】図3は、図1に示す加工装置の有する部分延伸加工部を斜めから視た模式図である。
【図4】図4は、図3に示す部分延伸加工部の要部拡大断面図である。
【図5】図5は、本発明の不織布の起毛した構成繊維の本数を測定する方法を示した模式図である。
【図6】図6は、図1に示す加工装置で製造される不織布を、清掃用シートに用いる際に、使用される清掃具5の説明図である。
【発明を実施するための形態】
【0011】
以下、本発明の不織布の製造方法をその好ましい実施態様に基づき、図面を参照しながら説明する。
尚、不織布に関しては、構成繊維の配向方向を見て、一般的に繊維の配向方向に沿う方向をMD方向又は長手方向、それと直交する方向をCD方向又は幅方向として、以下説明する。また、以下の説明では、MD方向(長手方向)の不織布を搬送する方向とロールを周方向に回転させることによりシートを搬送する方向とは同じ方向を意味し、不織布のCD方向(幅方向)とロール回転軸方向とは同じ方向を意味する。
図1〜図4は、本発明の不織布の製造方法に用いられる加工装置(以下、単に加工装置ともいう。)の一実施形態を模式的に示したものである。
【0012】
図1に示すように、本実施形態の加工装置1は、起毛加工部3と、起毛加工部3の下流側に配される部分延伸加工部2とに大別される。
【0013】
一般的に、起毛加工とは不織布への2次加工により加工前の元の不織布に比べ起毛量が増す加工を意味し、一般的な起毛加工方法には、1.不織布の一部をロータリーダイカッターなどで切って起毛させる方法、2.ニードルパンチなどカギ針を不織布に抜き差しすることで構成繊維を引っ掛けて起毛する方法や高速流体(水、水蒸気、空気などの各種液体や気体)により、不織布繊維を浮かせたり切断などして起毛させる方法、3.不織布を延伸することで構成繊維をループ状に起毛させたり切断させたりして起毛する方法、4.突起を多数有するもので表面を擦って起毛させる方法(例えばサンドペーパーを巻き付けたロール、砥粒が埋め込まれたロール、ブラシ、各種突起を有したロール、針など)等が挙げられるが、本発明の不織布の製造方法における起毛加工方法には、上記1.記載の繊維をカットする方法や、上記3.記載の凹凸表面を有するロールと平滑表面を有するロール間の接圧圧接により繊維にダメージを与えた後、延伸をして起毛させる方法は、十分な破断強度を有する起毛不織布が得られない点から、上記2.記載の構成繊維を引っ掛けて起毛する方法、上記4.記載の表面を擦って起毛させる方法が好ましい。本発明に係る起毛加工の中でも、破断強度の高いものが得られる観点から、上記4.記載の表面を擦って起毛させる方法が更に好ましく、これを擦り起毛加工ともいう。
尚、本発明に係る起毛加工によれば、構成繊維自体が起毛しているため、従来技術の植毛加工のような、不織布に接着剤等を用いて新たな繊維を付着させる操作がなく、使用される接着剤等の薬剤により肌に悪影響を及ぼす危険性が低減でき、また、従来技術の植毛加工のような、使用時の植毛繊維のはがれ、接着面の露出などの問題も起こらない。
【0014】
本発明の不織布の製造方法に用いる不織布とは、織物でないシート状の繊維集合体からなり、繊維同士の融着、繊維同士の圧着、樹脂や接着剤、粘着剤による繊維同士の接着、繊維同士の交絡などによって形成されたものを言う。該不織布の中でも、エアースルー不織布、スパンボンド不織布、表面が凸状のヒートロールによって短繊維を成形したヒートロール不織布などが好ましく、これらの不織布を、上記2.記載のニードルを抜き差しすることで起毛加工を施す方法や、上記4.記載の突起を多数有するもので表面を擦って起毛を施す方法が好ましい。但し、一次加工として未交絡の繊維は、本発明の不織布の製造方法に用いる不織布に該当しない。このような未交絡の繊維にニードルパンチ加工を行うとニードルパンチによる交絡によって起毛量が減るためである。同様に未交絡の繊維にスパンレース加工をする場合も起毛量が減るため本起毛加工には含まれない。
【0015】
本起毛加工のうち好ましくは、強度の高い不織布が得られる点で不織布の表面を擦って起毛させる方法がよい。このとき起毛繊維をループ状ではなく一端部を切断させることが、該不織布を、例えば、ゴミ補集用のワイパーなどに用いる場合、フローリングのささくれに引っかかりにくい点で好ましい。次に、これについて具体的な方法について述べる。
【0016】
加工装置1の起毛加工部3は、本起毛加工を施す前の不織布4(以下、元の不織布4ともいう)の構成繊維に本起毛加工を施す部分であり、本実施形態の加工装置1においては、図2に示すように、周面に凸部310が設けられた凸ロール31を備えている。凸ロール31は、アルミニウム合金又は鉄鋼等の金属性の円筒形状のものである。凸ロール31は、その回転軸に駆動手段(図示せず)からの駆動力が伝達されることによって回転する。凸ロール31の回転速度(周速度V4)は、加工装置1の備える制御部(不図示)により制御されている。ここで、凸ロール31の周速度V4とは、凸ロール31表面での速度を意味する。
【0017】
起毛加工部3は、図2に示すように、凸ロール31の上流側及び下流側に、本起毛加工を施す前の元の不織布4を凸ロール31に搬送する搬送ロール32,33を備えている。不織布4の搬送速度V3は、加工装置1の備える制御部(不図示)により制御されている。ここで、本起毛加工を施す前の不織布4の搬送速度V3とは、凸ロール31に供給される不織布4表面での速度を意味する。
【0018】
凸ロール31の各凸部310は、凸ロール31の周面から凸部310の頂点までの高さが、0.01mm以上3mm以下であることが好ましく、0.01mm以上1mm以下であることが更に好ましい。周方向に隣り合う凸部310同士の距離(ピッチ)は、0.01mm以上50mm以下であることが好ましく、0.01mm以上3mm以下であることが更に好ましく、回転軸方向に隣り合う凸部310同士の距離(ピッチ)は、0.01mm以上30mm以下であることが好ましく、0.01mm以上3mm以下であることが更に好ましい。凸部の密度は500個/cm2以上5000個/cm2以下であることが起毛の作用点が多くなり、起毛量の多い不織布が得られる点で好ましい。凸ロール31の各凸部310の頂部表面の形状に特に制限はなく、例えば、円形、多角形、楕円形等が用いられ、各凸部310の頂部表面の面積は、0.001mm2以上20mm2以下であることが好ましく、0.01mm2以上1mm2以下であることが更に好ましい。
【0019】
本実施形態の加工装置1においては、本起毛加工を施す前の不織布4の構成繊維41を更に効率よく起毛する観点から、図2に示すように、凸ロール31の位置より、凸ロール31の下流側の搬送ロール33の位置を高く設定しており、本起毛加工を施す前の不織布4が凸ロール31の接触面に、10°以上180°以下の抱き角αで接触していることが好ましく、30°以上120°以下の抱き角αで接触していることが更に好ましい。尚、本実施形態の加工装置1においては、抱き角αとなるように、凸ロール31と搬送ロール33との位置を変えているが、変えなくてもよい。
【0020】
また、本発明の不織布の製造方法における部分延伸加工とは、部分的に不織布が伸びる方向に外力を加える加工を意味する。部分延伸加工は一般的に2組のニップロール間でおこなわれるロール間の速度差により不織布全体に延伸処理を施すものではなく、未延伸部分と延伸部分とを有するように加工する方法である。未延伸部分は不織布に延伸処理を施さない部分であり、「延伸処理を施さない」とは、加工上積極的に延伸処理を施さないという意味である。例えば、凸パターン形状のロールとフラット形状のロールにより不織布繊維を圧着することを主とした一般的なヒートシール加工や一般的なエンボス加工とは異なる。本発明に係る部分延伸加工を施せば、不織布の繊維が伸びて変形したり、前記外力を受けて繊維自体は伸びないが、繊維のより分けが起こり繊維が再配置されたり、不織布の融着部が部分的に破壊して、繊維が再配置されたり、そして、これらの複合作用を引き起こしたりし得る。本発明に係る部分延伸加工を施した後は、不織布には3次元的な立体構造が残る場合と外観上ほとんどフラットになる場合とがある。
【0021】
加工装置1の部分延伸加工部2は、本起毛加工の施された不織布4'の複数箇所それぞれに部分延伸加工を施す部分であり、本実施形態の加工装置1においては、図3,図4に示すように、一対の凹凸ロール21,22を備えている。
【0022】
一対の凹凸ロール21,22は、一方のロール21が周面に複数個の凸部210を有し、他方のロール22が、周面に一方のロール21の凸部210に対応する位置に凸部210が入り込む凹部220を有している。一対の凹凸ロール21,22は、アルミニウム合金又は鉄鋼等の金属性の円筒形状のものである。本実施形態の加工装置1においては、互いに噛み合う凸部210と凹部220とが周面に設けられた一対の凹凸ロール21,22からなる所謂スチールマッチングエンボスローラー23を備えている。図4に示すように、スチールマッチングエンボスローラー23は、ロール21の周面に設けられた複数個の凸部210とロール22の周面に設けられた複数個の凹部220とが、互いに噛み合うように形成されており、複数個の凸部210は、ロール21の回転軸方向及び周方向にそれぞれ均一に且つ規則的に配されている。一対のロール21,22は、ギア(図示せず)を用いて駆動手段(図示せず)からの駆動力が伝達されることによって回転する。尚、一対のロール21,22を、何れか一方の回転軸に駆動手段(図示せず)からの駆動力を伝達させ、噛み合いによって回転させてもよいが、互いの溝の中心で延伸することで、部分延伸が効果的におこなわれる観点から、噛み合いとは別に、ギアを用いて駆動力を伝達することが好ましい。一対のロール21,22の回転速度(周速度V2)は、加工装置1の備える制御部(不図示)により制御されている。ここで、ロール21,22の周速度V2は、ロール21の歯先外径からかみ合いの深さDを差し引いた値を直径として、ロールの回転数より円周の速度として求められる。
【0023】
ロール21の周面の凸部210の形状は、上部からみて円形、四角形、楕円形、ダイヤ形、長方形(搬送方向又は搬送方向に直交する方向に長い)でもよいが、不織布4の破断強度低下が少ない点から円形が好ましい。また凸部210を側面から見た形状としては台形、四角形、湾曲形状等があげられ、ロール回転時の擦り合わせが少ない点から、台形が好ましく、台形の底辺角が70度以上89度以下であることがさらに好ましい。
【0024】
部分延伸加工部2は、延伸後の不織布4''の破断強度を保つ観点、及び本起毛加工の施された不織布4'に高い柔軟性等を付与することができ、製造される不織布4''を、例えば、清掃用シートに利用した場合に、床などの窪みに追従し易く、狭い部分のゴミも捕集し易くなる観点から、本起毛加工の施された不織布4'の複数箇所それぞれを機械延伸倍率1.05倍以上20倍以下に延伸することが好ましく、2倍以上10倍以下に延伸することが更に好ましい。ここでいう機械延伸倍率は、不織布4'に延伸処理を施す、ロール21の凸部210とロール22の凹部220との噛み合い形状により求めた値を意味する。複数箇所それぞれの機械延伸倍率は、図4に示ように、ロール21における周方向に隣り合う凸部210同士の距離(ピッチP1)、ロール21における回転軸方向に隣り合う凸部210同士の距離(ピッチP2)、及びロール21の各凸部210とロール22の各凸部との噛み合いの深さD、及びロール21における凸部210の頂点の周方向の距離(ドット直径A1)、ロール21における凸部頂点の回転軸方向の距離(ドット直径A2)により、下記〔数1〕,〔数2〕に示す数式で求められる。ロール21の凸部210の形状とロール22の凸部の形状が異なる場合は、ドット直径A1をロール21とロール22それぞれの頂点の周方向の距離の平均値として求められる。ドット直径A2も同様にロール21とロール22それぞれの頂点の回転軸方向の距離の平均値として求められる。また、ドット上面の形状が長方形以外に円形、楕円、そして多角形の場合も同様に求められる。このときの機械延伸倍率は、延伸倍率が最も高い部分(ロール21の凸部210とロール22の凸部が最も接近した部位)の延伸倍率とする。これを機械延伸倍率とする。ただし、機械延伸倍率はロール形状でない、例えば特開2007−22066記載の平板タイプ、キャタピラタイプ、などの形状であっても同様に求められる。
【0025】
周方向の機械延伸倍率
【数1】
【0026】
回転軸方向の機械延伸倍率
【数2】
【0027】
尚、求められる周方向及び回転軸方向の何れか一方の機械延伸倍率が、前記範囲の機械延伸倍率を満たしていればよい。
【0028】
部分延伸加工部2の一対の凹凸ロール21,22は、機械延伸倍率を前記範囲とし、加工後に得られる不織布4''の破断強度の低下を低減するとともに、ネックインの少ない不織布4''を得るために、供給された本起毛加工の施された不織布4'の総面積に対し10%以上70%以下の部分に部分延伸加工を施すことが好ましく、40%以上70%以下の部分に部分延伸加工を施すことが更に好ましい。ここで、部分延伸加工を施す不織布4'の複数箇所とは、図4に示すように、ロール21の各凸部210とロール22の各凹部220との噛み合いにより延伸される部分、詳述すると、ロール21の各凸部210におけるエッジ210aと、ロール22の各凹部220における窪み始めのエッジ220aとにより延伸される部分のことを意味する。各凸部の凸面(頂部表面)上にあたる不織布部分は積極的に延伸作用を受けにくい。従って、本起毛加工の施された不織布4'の総面積に対し部分延伸加工を施した部分とは、供給した不織布4'の総面積から、ロール21の各凸部210の頂部表面の面積を総和した総面積を除き、更に、ロール21において隣り合う各凸部210同士の間の底面の面積を総和した総面積を除いた部分のことを意味する。不織布に加わる実効的な延伸効果として、不織布のトータル延伸倍率は、延伸される部分の面積率と延伸される部分にかかる不織布の延伸倍率とを掛けた値に、未延伸部分(実質的に延伸されない部分を含む)の延伸倍率を1倍として未延伸の面積率を足した値によって求められる。つまり下記の式(1)により求められる。
不織布のトータル延伸倍率 = {周方向(MD方向)の不織布の延伸倍率 × 不織布のMD方向の延伸面積率} + {回転軸方向(CD方向)の不織布の延伸倍率 × 不織布の回転軸方向(CD方向)の延伸面積率} +{未延伸部分(実質的に延伸されない部分を含む)の延伸倍率(1倍) × 不織布の未延伸の面積率}
= {周方向(MD方向)の機械延伸倍率 × 不織布のMD方向の延伸面積率 × (ロール周速/供給速度)} + {回転軸方向(CD方向)の機械延伸倍率 × 不織布のCD方向の延伸面積率 × (ロール通過後の不織布幅/ロール通過前の元の不織布幅)} + {未延伸部分(実質的に延伸されない部分を含む)の延伸倍率(1倍) × 不織布の未延伸の面積率} ・・・(1)
【0029】
ここで、周方向(MD方向)の不織布延伸倍率は、不織布の供給速度比によっても異なるため、上記周方向の機械延伸倍率に、後述する供給速度とロール21(またはロール22)の周速との比(ロール周速V2/供給速度V1)を掛けた値を意味する。CD方向の不織布延伸倍率は、不織布のシワにより幅が縮まるため、上記回転軸方向の機械延伸倍率に、ロール21とロール22の通過前後の不織布の幅変化比(ロール通過後の不織布幅/ロール通過前の不織布幅)を掛けた値を意味する。MD方向、CD方向ともに延伸を受ける場合(不織布が斜め方向に延伸を受ける場合)は、機械延伸倍率をベクトルとしてMD方向とCD方向との合成和として求められる。また、凸部の形状が、上部からみて、円形などの場合は、それぞれの点における機械延伸倍率の積分値として求められる。不織布のトータル延伸倍率が下記範囲であると、部分延伸により、元の不織布の有する熱圧着部と熱圧着部との間の繊維が細くなる、熱圧着部の周辺部(熱圧着部と繊維との境界近傍)で切れ目(裂け目)が延伸作用によって形成され、熱圧着部の周辺が柔軟になる点、導水性の良い吸収性能に優れた不織布が得られる点、及び延伸前の元の不織布に比べ部分延伸加工により強度低下が少ない不織布が得られる点から、不織布のトータル延伸倍率は、1.3倍以上4倍以下であることが好ましく、1.5倍以上3倍以下であることが更に好ましい。不織布の熱圧着部の面積率とトータル延伸倍率の比(不織布の熱圧着部の面積率(%)/(トータル延伸倍率(倍)×100))は、好ましくは0.02以上0.12以下、より好ましくは0.04以上0.10以下であることが、熱圧着部を適度に壊し、柔らかい不織布が得られる点でよい。尚、元の不織布は、平面方向に規則的に分散する熱圧着部を備えており、熱圧着部とは、熱による構成繊維の圧着部のみならず、超音波による構成繊維の圧着部を含む意味である。
【0030】
機械延伸倍率を前記範囲とし、部分延伸加工を施す部分を前記範囲とするために、図4に示すように、ロール21の各凸部210は、ロール21の周面から凸部210の頂点までの高さhが、1mm以上10mm以下であることが好ましく、2mm以上7mm以下であることが更に好ましい。周方向に隣り合う凸部210同士の距離(ピッチP1)は、0.01mm以上20mm以下であることが好ましく、1mm以上10mm以下であることが更に好ましく、回転軸方向に隣り合う凸部210同士の距離(ピッチP2(不図示))は、0.01mm以上20mm以下であることが好ましく、1mm以上10mm以下であることが更に好ましい。ロール21の各凸部210の頂部表面の形状に特に制限はなく、例えば、円形、多角形、楕円形等が用いられ、各凸部210の頂部表面の面積は、0.01mm2以上500mm2以下であることが好ましく、0.1mm2以上10mm2以下であることが更に好ましい。また、隣り合う各凸部210同士の間の各底面の面積は、0.01mm2以上500mm2以下であることが好ましく、0.1mm2以上10mm2以下であることが更に好ましい。また、凸部210のエッジ部がR形状であることが、加工時に不織布の孔が開きにくい点から好ましく、R値としては0.2mm以上0.5×ドット直径A1以下または0.5×ドット直径A2であることが好ましい。この場合の凸部210の表面の面積は、Rの中間点(凸部を上面から投影して)とする。部分的な機械延伸倍率も同様に中間点から求める。
【0031】
さらに、元の不織布4の熱圧着部(エンボスなどによる熱融着部等)のピッチと、一対のロール21,22の凸部210のピッチとの比の関係(不織布4の熱圧着部のピッチ/凸部のピッチ)が0.05以上0.7以下、より好ましくは0.1以上0.4以下であると、延伸される部分に不織布の熱圧着部が存在する可能性が高くなる。そのため、構成繊維と熱圧着部との境界において可撓性が増し、製造される不織布4''を、例えば、清掃用シートに利用した場合に、床などの溝部に追従し易くなる点、本起毛加工により起毛した繊維を一対のロール21,22の凸部210で押さえ、起毛高さを抑えることができ毛玉になり難い点で好ましい。ここで、元の不織布の熱圧着部のピッチと一対のロール21,22の凸部210のピッチとの比の好ましい範囲は、元の不織布のMD方向における熱圧着部のピッチと一対のロール21,22の凸部210の周方向のピッチP1との比、及び元の不織布のCD方向における熱圧着部のピッチと一対のロール21,22の凸部210の回転軸方向のピッチP2との比の何れか一方を満たしていれば良いが、両方満たしていることが好ましい。
【0032】
ロール22の各凹部220は、図3,図4に示すように、ロール21の各凸部210に対応する位置に配されている。機械延伸倍率を前記範囲とし、部分延伸加工を施す部分を前記範囲とするために、図4に示すように、ロール21の各凸部210とロール22の各凸部との噛み合いの深さD(各凸部210と各凹部220とが重なっている部分の長さ)は、0.1mm以上10mm以下であることが好ましく、1mm以上8mm以下であることが更に好ましい。ロール21の凸部210の頂部とロール22の凹部220の底部との間は、本起毛加工の施された不織布4'を供給した際に、不織布4'を挟持しないように間隔が開いている方が、不織布4'が硬くならないので好ましい。
【0033】
また、部分延伸加工部2は、図3に示すように、スチールマッチングエンボスローラー23の上流側及び下流側に、本起毛加工の施された不織布4'をスチールマッチングエンボスローラー23に搬送する搬送ロール24,25を備えている。不織布4'の搬送速度V1は、加工装置1の備える制御部(不図示)により制御されている。ここで、不織布4'の搬送速度V1とは、本起毛加工を施す前の不織布4の搬送速度V3と同様に、不織布4'のロールから繰り出された不織布4'表面での速度を意味する。
【0034】
本実施形態の加工装置1は、上述したように、制御部(不図示)を備えており、該制御部は、凸ロール31の駆動手段に基づく周速度V4、一対のロール21,22の駆動手段に基づく周速度V2、張力検出器による張力の検出に基づく元の不織布4の搬送速度V3、及び張力検出器による張力の検出に基づく本起毛加工の施された不織布4'の搬送速度V1の速度制御を、所定の動作シーケンスに従って制御する。
【0035】
次に、本発明の不織布の製造方法の一実施態様を、上述した本実施形態の加工装置1を用いて、図1〜図4を参照しながら説明する。
【0036】
本発明の不織布の製造方法は、先ず、元の不織布4に不織布4の構成繊維を起毛する本起毛加工を施す。本実施態様においては、図1に示すように、原料である帯状の元の不織布4を、ロールから巻き出して、搬送ロール32,33により、周面に凸部310が設けられた凸ロール31に搬送し、図2に示す凸ロール31により、元の不織布4の構成繊維を不織布4の表面から起毛させる。
【0037】
本実施態様においては、本起毛加工を施す前の元の不織布4の構成繊維を不織布4の表面から効率的に起毛させる観点、ネックインや皺の少ない不織布4'を得ることができる観点から、図1,図2に示すように、凸ロール31の回転方向を、元の不織布4の搬送方向に対して逆方向に回転させることが好ましい。このように逆方向に回転させる場合には、V4/V3の値が0.3以上10以下であり、V4>V3であることが好ましく、V4/V3の値が1.1以上10以下であることが更に好ましく、1.5以上5以下であることが、十分な起毛ができロールに繊維の絡みつきも少ないため、特に好ましい。逆方向に回転させ周速度に差があることで、より起毛量が増え肌触り(風合い)が向上する。尚、凸ロール31が逆方向でなく、本起毛加工を施す前の元の不織布4の搬送方向に対して正方向である場合には、元の不織布4の搬送速度V3と凸ロール31の周速度V4との関係を、V4/V3の値が1.1以上20以下であることが好ましく、1.5以上10以下であることが更に好ましく、2以上8以下であることが特に好ましい。
【0038】
次いで、本発明の不織布の製造方法は、本起毛加工の施された不織布4'に不織布4'の複数箇所それぞれに部分延伸加工を施す。本実施態様においては、図1に示すように、本起毛加工の施された不織布4'を、搬送ロール24,25により部分延伸加工部2の有するスチールマッチングエンボスローラー23の一対のロール21,22間に供給し、不織布4'に部分延伸加工を施す。具体的には、搬送ロール24,25により搬送された不織布4'を、図3,図4に示す、一方のロール21の有する複数個の凸部210と、他方のロール22の有する複数個の凹部220との間で挟圧し、該部分延伸加工によって、本起毛加工の施された不織布4'の複数箇所それぞれに搬送方向及び搬送方向に直交する方向に延伸加工を施す。このように、搬送方向及び搬送方向に直交する方向に延伸加工を施すことによって、不織布4'の強度減少を方向別に抑えることができ、ネックインの少ない不織布4''を得ることができる。このようにして得られた不織布4''には、図3には示されていないが、ロール21,22による凹凸形状が形成されている(図4参照)。尚、搬送方向に直交する方向とは、上述したロールの回転軸方向と同方向である。
【0039】
本実施態様においては、良好に部分延伸加工を施すため、図3に示す、本起毛加工の施された不織布4'を一対の凹凸ロール21,22間に供給する際の供給速度V1と一対の凹凸ロール21,22の周速度V2との関係を、V1>V2とすることが好ましく、V1/V2の値が1.05以上とすることが更に好ましく、V1/V2の値が1.1以上とすることが特に好ましい。尚、上限値は、搬送される不織布4に弛みを生じない観点から、V1/V2の値が10より小さいことが好ましい。V1/V2を小さくすることで、不織布の柔軟性が向上する。
本実施態様のような部分延伸加工ではなく、通常一般に行われている一軸延伸等の全体延伸の場合には、供給速度よりも平滑ロールの周速度の方が大きくなるため先ほどのV1/V2が1よりも小さくなり、例えば通常のスパンボンド不織布では1.3倍以上の不織布のトータル延伸倍率(一軸延伸ではV2/V1により求められる)があると不織布に破れ等が生じてしまう。そのため、不織布のトータル延伸倍率を上げることができないが、本実施態様においては、1.3倍以上の不織布のトータル延伸倍率があっても不織布に破れ等が生じ難い。
【0040】
また、本実施態様においては、本起毛加工の施された不織布4'にロール21,22による凹凸形状を残し、クッション性に優れる不織布4''を得る観点、及び凹凸形状の凹部においても起毛させ、ゴミ捕集性に優れる不織布4''を得る観点から、本起毛加工の施された不織布4'に50℃を越える温度で部分延伸加工を施すことが好ましく、60℃以上130℃以下の温度、より好ましくは70℃以上90℃以下で部分延伸加工を施すことが更に好ましい。加工速度が速いほど最適温度は高くなる傾向にある。また、上限としては不織布4'に延伸加工を施す際に、不織布の構成繊維間で熱融着を起こしてしまうことにより、製造される不織布4''が硬くなってしまわない観点から、用いられる構成繊維の樹脂の中で最も低い融点の温度以下で部分延伸を行うことが好ましい。不織布の凹凸形成後に本起毛加工を施したものは凹部に起毛することが困難となり、液が凹部にたまって残るため凹部の導水性や凹部のゴミの保持性に劣る。上記凹凸形成された起毛不織布の厚みは0.5mm以上、より好ましくは1.5mm以上であると外観上、凹凸が認識され、肌に触れた際の接触面積が減少するため蒸れにくいため好ましい。厚みの測定方法は、次の方法により求めることができる。サンプリングおよび測定環境は22℃65%RH環境下にて行う。先ず、不織布を100mm×100mmの大きさに裁断し、これを測定片とする。ほほ水平に設置された平滑な定盤の測定台上に12.5g(直径56.4mm)のプレートを載置し、この状態でのプレートの上面の位置を測定の基準点Aとする。次にプレートを取り除き、測定台上に測定片を載置し、その上にプレートを再び載置しプレート上面の位置をBとする。そして、AとBの差から不織布の厚みを求める。プレートの上面の位置測定にはレーザ変位計((株)キーエンス製、CCDレーザ変位センサLK−080)を用いることができる。5サンプルについて厚みを測定し、その平均値を厚みとする。起毛された不織布の場合、起毛面を上にして測定する。尚、設備の簡略化および電力消費量の低減の観点からは、50℃以下の温度で部分延伸加工を施すことが好ましい。ここで、50℃以下の温度とは、ロール21,22に積極的に温度を掛けず、不織布4'に延伸加工を施す際、常温であることを意味する。
【0041】
上記加工を施す元の不織布4としては、例えば、エアスルー不織布、ヒートロール不織布(短繊維ウエブを熱エンボスしたもの)、スパンレース不織布、レジンボンド不織布、ニードルパンチ不織布、エアレイド不織布、スパンボンド不織布、スパンボンドの層とメルトブローンの層との積層不織布を用いることができ、安価で、強度が高く、しかも薄い観点から、スパンボンド不織布を好適に用いることができる。尚、上記積層不織布の場合には、スパンボンドの層をメルトブローンの層の表面及び/又は裏面に配した不織布であることが好ましい。スパンボンドの層とメルトブローンの層との積層不織布は、その全体が、再生ポリプロピレン樹脂を50質量%以上含んだポリプロピレン樹脂からなる繊維から構成されていることが好ましい。また上記トウの状態の連続長繊維は、その太さが、5μm以上100μm以下であることが好ましく、10μm以上20μm以下であることが更に好ましい。
【0042】
不織布4は、安価でかつ、良好な肌触り感が得られ、加工適正の観点から、その坪量が、10g/m2以上100g/m2以下であることが好ましく、10g/m2以上25g/m2以下であることが更に好ましい。不織布4の有する熱圧着部である複数個の熱融着部は、例えば、エンボス凸ロールとフラットロールなどによる熱圧着により間欠的に形成されたものや、超音波融着により形成されたもの、間欠的に熱風を加えて部分融着させて形成されたものなどがあげられる。この中で熱圧着により形成されたものが起毛させやすい点で好ましい。熱融着部の形状は、特に制限されず、例えば、円形、菱形、三角形等の任意の形状であってもよい。不織布4の一面の表面積に占める熱融着部の合計面積の割合は、5%以上30%以下であることが好ましく、10%以上20%以下であることが、毛玉が出来にくい点で更に好ましい。
スパンボンド不織布を用いる場合、スパンボンド不織布の有するエンボスによる複数個の熱融着部は、各熱融着部の面積が、0.05mm2以上10mm2以下であることが好ましく、0.1mm2以上1mm2以下であることが更に好ましい。前記熱融着部の数は、10個/cm2以上250個/cm2以下であることが好ましく、35個/cm2以上65個/cm2以下であることが更に好ましい。前記熱融着部の形状は、特に制限されず、例えば、円形、菱形、三角形等の任意の形状であってもよい。
スパンボンド不織布の一面の表面積に占める熱融着部の合計面積の割合は、5%以上30%以下であることが好ましく、10%以上20%以下であることが更に好ましい。
また、スパンボンド不織布は、単層のものでもよく、複数層積層されたものでもよい。
【0043】
スパンボンド不織布を用いる場合、スパンボンド不織布を構成する構成繊維は、熱可塑性樹脂からなり、熱可塑性樹脂としては、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アクリロニトリル系樹脂、ビニル系樹脂、ビニリデン系樹脂などが挙げられる。ポリオレフィン系樹脂としてはポリエチレン、ポリプロピレン、ポリブデン等が挙げられる。ポリエステル系樹脂としてはポリエチレンテレフタレート、ポリブチレンテレフタレート等が挙げられる。ポリアミド系樹脂としてはナイロン等が挙げられる。ビニル系樹脂としてはポリ塩化ビニル等が挙げられる。ビニリデン系樹脂としてはポリ塩化ビニリデン等が挙げられる。これら各種樹脂の変成物や混合物等を用いることもできる。また、前記構成繊維としてサイドバイサイド繊維、芯鞘繊維、偏芯したクリンプを有する芯鞘繊維、分割繊維などを用いることもできる。芯がポリプロピレン、鞘がポリエチレンからなる芯鞘繊維を用いると柔らかな起毛不織布が得られる点で好ましい。また前記構成繊維には、繊維着色剤、静電気防止特性剤、潤滑剤、親水剤など少量の添加物を付与した繊維を用いることもできる。
前記構成繊維の繊径は、本起毛加工前において、5μm以上30μm以下であることが好ましく、10μm以上20μm以下であることが更に好ましい。
【0044】
元の不織布4にスパンボンド不織布を用いる場合、紡糸性の観点からポリオレフィン系樹脂であるポリプロピレン樹脂から形成されていることが好ましい。ポリプロピレン樹脂としては、滑らかでありさらに肌触りが向上する観点と破断のしやすさから、ランダムコポリマー、ホモポリマー、ブロックコポリマーのいずれか1種以上を5質量%以上100質量%以下、より好ましくは25質量%以上80質量%以下含んだ樹脂であることが好ましい。また、これらのコポリマーやホモポリマーを混合してもよいし、他の樹脂を混合してもよいが、成形時に糸切れし難いことから、ポリプロピレンのホモポリマーとランダムコポリマーの混合が好ましい。これにより、繊維の結晶性を低下させて起毛繊維自体が柔らかくなり肌触りが良くなるとともに、不織布強度との両立ができ、起毛繊維がエンボスなどの融着部で切断されやすくなるため、エンボス融着点などの接合部での剥離がなくなり、起毛繊維が短くなり、毛玉ができにくく、外観も良好なものが得られる。また、融点の分布が広くなるためシール性が良くなる。さらにはプロピレン成分をベースとしてランダムコポリマーとしてエチレンやα−オレフィンと共重合したものが好ましく、エチレンプロピレン共重合体樹脂が特に好ましい。ポリプロピレン樹脂としては、同様な観点から、エチレンプロピレン共重合体樹脂を5質量%以上含んだ樹脂であることが好ましく、25質量%以上含んだ樹脂であることが更に好ましい。エチレンプロピレン共重合体樹脂中にはエチレン濃度が1質量%以上20質量%以下含まれたものが好ましく、特に、べた付きがなく、しかも、延伸時に伸びやすく、毛羽抜けが少なく、破断強度が維持される点で、エチレン濃度が3質量%以上8質量%以下であることがより好ましい。また、ポリプロピレン樹脂としては、環境の観点から、再生ポリプロピレン樹脂を25質量%以上含んだ樹脂であることが好ましく、50質量%以上含んだ樹脂であることが更に好ましい。尚、不織布4が、スパンボンドの層とメルトブローンの層との積層不織布を元に形成されている場合も同様である。
【0045】
元の不織布4にスパンボンド不織布を用いる場合、スパンボンド層やメルトブローン層に柔軟剤を練りこんだり、塗布したりすれば、本発明の効果がより効果的である。柔軟剤としては、例えばワックスエマルジョン、反応型柔軟剤、シリコーン系化合物、界面活性剤などを使用することができる。特にアミノ基含有シリコーン、オキシアルキレン基含有シリコーン、界面活性剤を使用することが好ましい。界面活性剤としては、カルボン酸塩系のアニオン界面活性剤、スルホン酸塩系のアニオン界面活性剤、硫酸エステル塩系のアニオン界面活性剤、リン酸エステル塩系のアニオン界面活性剤(特にアルキルリン酸エステル塩)等のアニオン界面活性剤;ソルビタン脂肪酸エステル、ジエチレングリコールモノステアレート、ジエチレングリコールモノオレエート、グリセリルモノステアレート、グリセリルモノオレート、プロピレングリコールモノステアレート等の多価アルコールモノ脂肪酸エステル、オレイン酸アミド、ステアリン酸アミド、エルカ酸アミド等の脂肪酸アミド、N−(3−オレイロキシ−2−ヒドロキシプロピル)ジエタノールアミン、ポリオキシエチレン硬化ヒマシ油、ポリオキシエチレンソルビット蜜ロウ、ポリオキシエチレンソルビタンセスキステアレート、ポリオキシエチレンモノオレエート、ポリオキシエチレンソルビタンセスキステアレート、ポリオキシエチレングリセリルモノオレート、ポリオキシエチレンモノステアレート、ポリオキシエチレンモノラウレート、ポリオキシエチレンモノオレエート、ポリオキシエチレンセチルエーテル、ポリオキシエチレンラウリルエーテル等の、非イオン系界面活性剤;第4級アンモニウム塩、アミン塩又はアミン等のカチオン界面活性剤;カルボキシ、スルホネート、サルフェートを含有する第2級若しくは第3級アミンの脂肪族誘導体、又は複素環式第2級若しくは第3級アミンの脂肪族誘導体等の、両性イオン界面活性剤などを使用することができる。また、必要に応じて、公知の薬剤を副次的添加剤(少量成分)として本発明の柔軟剤に添加することができる。柔軟剤は、構成繊維中に0.1質量%以上20質量%以下含まれることが好ましく、0.5質量%以上2.0質量%以下含まれることがより好ましい。
柔軟剤を含むことにより、肌触りがよく、毛羽抜けが少なく、表面の肌摩擦も低く、破断強度も高く本発明において効果が特に高い。
柔軟剤は、段落〔0044〕に記載の前記ランダムコポリマーとの併用が、よりその効果を増す点で好ましく、起毛した繊維においてランダムコポリマーによるぬめり感が生じるのを、柔軟剤により低減させることができ、さらりとした肌触りのものが得られる点で特に好ましい。
【0046】
また元の不織布4が、後述するスパンボンドの層とメルトブローンの層との積層不織布から形成されており、該積層不織布のスパンボンドの層が複数層からなる、例えば、スパンボンド−メルトブローン−スパンボンド積層不織布、スパンボンド−スパンボンド−メルトブローン−スパンボンド積層不織布等を用いる場合には、一層のスパンボンドの層のみに上記柔軟剤を練りこむことが好ましく、全てのスパンボンドの層やメルトブローン層に練りこむ等してもよい。一層のスパンボンドの層に柔軟剤を練りこんだ場合には、その層側に後述の加工処理を施すと、肌触りがよく、破断強度も高い点で好ましい。このように、不織布4は、肌触りや破断強度の調整がし易い点から、スパンボンド不織布単体を元に形成するよりも、スパンボンドの層とメルトブローンの層との積層不織布を元に形成する方が好ましい。
【0047】
以上説明したように、加工装置1を用いて不織布を製造する本実施態様の不織布の製造方法によれば、不織布4に本起毛加工を施し、その後、本起毛加工を施した不織布4'の複数箇所それぞれに部分延伸加工を施すプレ加工を行っているため、該複数箇所以外においては、該部分延伸加工を施していないため、その部分で不織布強度を維持でき、不織布強度の低下を軽減することができる。製造された不織布4''は、構成繊維が起毛しており、全体的に柔らかさが増しているので、導水性が良く吸収性能に優れた不織布4''が得られる。特に、原料となる不織布4として、スパンボンド不織布のような不織布自体の強度が高い不織布を用いた場合には、搬送スピードを速くすることができ、不織布4''の製造コストを抑えることができる。尚、本実施態様においては、部分延伸加工を一対のロール21,22からなるロールを用いて行い、更に本起毛加工を凸ロール31からなるロールを用いて行っているので、不織布4''の製造スピードを上げることができ、更に不織布4''の製造コストを抑えることができる。
【0048】
特に、不織布4として、上述したスパンボンド不織布を用いた場合には、元のスパンボンド不織布の破断強度の値が、坪量20g/m2で10N/50mm以上30N/50mm以下である不織布に対し、加工後に得られるスパンボンド不織布の破断強度の値が、5N/50mm以上20N/50mm以下であり、不織布強度の低下を50%以下に軽減することができる。このように、加工後に得られるスパンボンド不織布の破断強度の値は、元のスパンボンド不織布の破断強度の値と略同じである。破断強度は、元のスパンボンド不織布又は加工後に得られるスパンボンド不織布のX方向及びY方向のいずれか一方において前記の範囲を満たしていることが好ましく、両方向において前記の範囲を満たしていることが更に好ましい。破断強度は以下の方法で測定される。
【0049】
〔破断強度の測定法〕
サンプリングおよび測定環境は22℃65%RH環境下で行う。元のスパンボンド不織布又は加工後に得られるスパンボンド不織布を、CD方向に200mm、MD方向に50mmの寸法の長方形形状の測定片を切り出す。この切り出された長方形形状の測定片を測定サンプルとする。この測定サンプルを、CD方向が引張方向となるように、引張試験機(例えば、オリエンテック社製テンシロン引張り試験機「RTA−100」)のチャックに取り付ける。チャック間距離は150mmとする。測定サンプルを300mm/分で引っ張り、サンプル破断までの最大荷重点をX方向の破断強度とする。また、MD方向に200mm、CD方向に50mmの寸法の長方形形状の測定片を切り出し、これを測定サンプルとする。この測定サンプルを、そのMD方向が引張方向となるように引張試験機のチャックに取り付ける。上述したCD方向の破断強度の測定方法と同様の手順によってMD方向の破断強度を求める。
【0050】
上述したように、加工装置1を用いて不織布を製造する本実施態様の不織布の製造方法によれば、使用態様により、ゴミなどの捕集性に優れる起毛した不織布4''、又は導水性が良く吸収性能に優れた不織布4''が得られる。特に、不織布4として、上述したスパンボンド不織布を用いた場合には、加工後に得られるスパンボンド不織布のウエットバック量が、加工前の元のスパンボンド不織布のウエットバック量に対して80%以上20%以下に減少し、導水性を向上させることができる。導水性は、下記の段落のようにして評価する。
また、上述したように、加工装置1を用いて不織布を製造する本実施態様の不織布の製造方法によれば、構成繊維を積極的にカットする切断工程が無いため、得られた不織布の不織布強度の低下を軽減した不織布が得られ、製造スピードが速くコストが抑えられる。
【0051】
〔導水性の評価測定法〕
測定環境は22℃65%RH環境下にて行う。メリーズさらさらエアースルー〔花王(株)製〕の使い捨ておむつの表面シートに、加工装置1により製造した不織布4''を用いたおむつを作製し、該おむつを平面状に拡げ、表面シートを上に向けて水平面上に固定した状態で、吸収体の中心部における該表面シート上に人工尿40gを吸収させ、10分間放置し、さらに人工尿40gを吸収させる。この操作を繰り返し合計120gの人工尿を注入する。次いで、人工尿の吸収部位上にToyo Roshi Kaisha,Ltd製の4Aのろ紙を20枚重ね、更にその上に荷重を10分間加えて人工尿を、ろ紙に吸収させる。荷重は30cm×15cmの面積に6kgが加わるようにする。10分経過後荷重を取り除き、人工尿を吸収したろ紙の重量を測定する。この重量から吸収前のろ紙の重量を差し引き、その値をウエットバック量とする。このウエットバック量が少ないものほど不織布表面に液が残りにくく導水性に優れるものとなる。尚、加工前の元の不織布4の導水性を評価する場合には、不織布4''の代わりに、加工前の元の不織布4を用いたおむつを作製して、同様に評価する。
【0052】
また、特に、元の不織布4として、上述したスパンボンド不織布を用いた場合には、加工後に得られるスパンボンド不織布の表面から起毛した不織布の構成繊維の高さが短く、毛玉になり難く、外観の美観を損ない難い。ここで、不織布の表面から起毛した構成繊維とは、起毛した構成繊維の先端が不織布の表面より0.2mm以上、上方に位置する繊維を意味する。また、不織布の表面から起毛した構成繊維の高さとは、起毛した構成繊維の先端が不織布の表面より自然状態において起毛した高さを意味し、起毛した繊維を引き延ばした際の長さとは異なる意味である。
スパンボンド不織布を用いた場合に、スパンボンド不織布の表面から起毛した不織布の構成繊維の高さが短い理由として、本発明者は、部分延伸加工の際、前記一対の凹凸ロール21,22によって起毛繊維を不織布の上面から間欠的に押し付けるため起毛した高さが低くなると推察している。
起毛した構成繊維の高さは、毛玉になり難い観点から、不織布の表面より0.2mm以上30mm以下であることが好ましく、0.3mm以上5mm以下、さらには0.3mm以上1.0mm以下であることが更に好ましい。
起毛した構成繊維の本数(起毛量)が5本/cm以上100本/cm以下であることが好ましく、不織布4''を、例えば、清掃用シートに用いる場合には、10本/cm以上50本/cm以下であることがゴミの捕集性の観点から更に好ましい。100本/cmを超えると、繊維によっては起毛した構成繊維が硬く、ゴミの捕集性が必ずしもよいとは言えなくなってしまったり、また起毛した構成繊維が手などに引っかかりやすく、とがったものに引っかかった衝撃で不織布が破けたり、手のささくれにひっかかり怪我をしたり、新たな問題が生じやすいためである。起毛した構成繊維の本数は、以下のように計測する。
【0053】
〔起毛した構成繊維の高さ及び起毛した構成繊維の本数の測定方法〕
図5は、起毛した構成繊維の高さ及び起毛した構成繊維の本数(起毛量)を測定する方法を示した模式図である。サンプリングおよび測定環境は22℃65%RH環境下にて行う。先ず、測定する不織布4''から、鋭利なかみそりで、20cm×20cmの測定片を切り出し、図5(a)に示すように、測定片を起毛側が外向きになるように山折りして測定サンプル104を形成する。次に、この測定サンプル104を、A4サイズの黒い台紙の上に載せ、図5(b)に示すように、さらにその上に、縦1cm×横1cmの穴107をあけたA4サイズの黒い台紙を載せる。このとき、図5(b)に示すように、測定サンプル104の折り目105が、上側の黒い台紙の穴107から見えるように配置する。両台紙には、富士共和製紙株式会社の「ケンラン(黒)連量265g」を用いた。その後、上側の台紙の穴107の両側それぞれから、折り目105に沿って外方に5cmはなれた位置に、50gのおもりをそれぞれ載せ、測定サンプル104が完全に折りたたまれた状態を作る。次に、図5(c)に示すように、マイクロスコープ(光学顕微鏡)(KEYENCE社製VHX−900)を用いて、30倍の倍率で、台紙の穴107内を観察し、測定サンプル104の折り目105から起毛する繊維の高さを計測すると共に、測定サンプル104の折り目105から0.2mm上方に平行移動した位置に形成される仮想線108よりも上方に起毛している起毛した繊維の本数を計測する。このとき測定する不織布において、本起毛加工の施された部位の幅が1cm以上の場合は、本起毛加工の施された部位を含むように、20cm×20cmの測定片を3片切り出して計測する。また、本起毛加工の施された部位の幅が1cm以下の場合は、無作為に20cm×20cmの測定片を3片切り出して計測する。以上の操作を、測定する不織布に対して3枚分計測し、計9箇所の平均をとり、起毛する構成繊維の高さ及び起毛した構成繊維の本数とする。
【0054】
また、起毛した構成繊維の数を数える際には、例えば、図5(c)に示す繊維106aのように、折り目105から0.2mm上方にある仮想線108を2回横切る繊維がある場合、その繊維は2本と数える。具体的には、図5(c)に示す例では、仮想線108を1回横切る繊維が4本、仮想線108を2回横切る繊維106aが1本存在するが、2回横切る繊維106aは2本と数え、起毛した構成繊維の本数は6本となる。
【0055】
本発明の不織布の製造方法により得られる構成繊維の起毛した不織布4''は、植毛とは異なり、不織布に接着剤等を用いて、新たな繊維を付着させる操作がないため、使用される接着剤等の薬剤により肌に悪影響を及ぼす危険性が低減できる。また、使用時の植毛繊維のはがれ、接着面の露出などの問題も起こらない。また、例えば、吸収性物品に使われている不織布のひとつであるスパンボンド不織布は薄く、一般的な本起毛加工では破れが生じやすく困難であるが、本発明の不織布の製造方法によれば、起毛密度が高く風合いのよい起毛(スパンボンド)不織布が得られる。
【0056】
本発明の不織布の製造方法により得られる構成繊維の起毛した不織布4''は、例えば、清掃用シートに用いることができる。不織布4''を清掃用シートに用いる際には、図6に示すように、ヘッド部51及びヘッド部51に連結された柄52を備えた清掃具5におけるヘッド部51に装着されて使用される。ヘッド部51の装着面(底面)は、平面視で長方形状であり、不織布4''は、例えば、ヘッド部51の長手方向と、不織布4''の構成繊維の配向方向に沿うMD方向とが一致するように装着される。起毛した不織布4''は、装着された際に、起毛面がヘッド部51の外方に向くように、ヘッド部51の底面に配され、次に、不織布4''の長手方向に沿う両側縁部をヘッド部51の上面側に折り返し、折り返された両側縁部を、ヘッド部51における、スリットを有する可撓性の複数のシート保持部53内に押し込んで固定されて使用される。不織布4''の取り付けられた清掃具5は、通常の使用態様においては、ヘッド部51をその幅方向に移動(特に往復移動)させて清掃を行う。つまり、清掃具4の清掃方向は、ヘッド部41の幅方向である。不織布4''の取り付けられた清掃具5は、例えば、フローリング床、壁、天井、ガラス、畳、鏡や家具、家電製品、家の外壁、自動車のボディなどの硬質表面の拭き清掃に用いることができる。不織布4''の取り付けられた清掃具5が、特に、フローリング床の拭き清掃に使用された場合には、上述したように、不織布4''は導液性が高いので、ウエットタイプの清掃シートとして使用される場合には、フローリング床の清掃用の薬剤を十分に保持することができるので、ゴミ捕集性が向上し、また、ドライタイプの清掃シートとして使用される場合には、フローリング床上の水滴等を十分に吸収することができる。
【0057】
本発明の不織布の製造方法により得られる不織布4''は、また、厚みはないがふっくらとしていることを特徴としており、加工前の不織布と高荷重下での厚みはほとんど変わらないが、低荷重下での厚みに違いが見られる。例えば、本発明の不織布の製造方法により得られるスパンボンド不織布、及び加工前の通常のスパンボンド不織布の何れも、坪量15g/m2では、10gf/cm2の高荷重下では、厚みが、0.15mm以上0.18mm以下程度で変わらない。しかし、0.05gf/cm2の低荷重下では、加工前の通常のスパンボンド不織布では、0.41mm以上0.46mm以下であるのに対して、本発明の不織布の製造方法により得られるスパンボンド不織布では、0.5mm以上0.6mm以下と、異なる厚みになる。尚、0.05gf/cm2という荷重は、不織布を軽く押さえたときの人の指の荷重に相当し、このわずかな厚みの違いを認識して、人はふっくらさを感じる。このように、ふっくらとしている不織布4''は、例えば、使い捨ておむつや生理用ナプキン等の吸収性物品の表面シートに用いることもできる。
【0058】
本発明の不織布の製造方法は、上述の実施態様の製造方法に何ら制限されるものではなく、適宜変更可能である。
【0059】
例えば、本実施態様の不織布の製造方法に用いられる加工装置1においては、図1,図3に示すように、部分延伸加工部2に、一対の凹凸ロール21,22からなるスチールマッチングエンボスローラー23を備えているが、スチールマッチングエンボスローラー23に換えて、互いに噛み合う歯溝が周面に設けられた一対の歯溝ロールを備えていてもよい。またこの場合、一対の歯溝ロールは、搬送方向にかみ合うものでもよいし、搬送方向と交差する方向にかみ合うものでもよい。搬送方向と交差する方向にかみ合う一対の歯溝ロールの場合、押込み量を多くしても、一対の歯溝ロールが回転可能となるため機械延伸倍率の高い加工ができ、肌触りのよい不織布が得られる。より好ましくは未延伸部分が間欠的に分布することで、不織布の強度低下が少なく、加工時にしわが入りにくいことから、また、MD方向とCD方向の両方に延伸を加えられ肌触りに優れることから、スチールマッチエンボスローラーがよい。
さらに、意匠性を持たせるため、ストライプ状に起毛したり、パターン的に模様をつけて部分的に起毛させたりすることも好ましい。
【0060】
また、本実施態様の不織布の製造方法に用いられる加工装置1においては、図1,図2に示すように、起毛加工部3に、互いにかみ合う周面に凸部310が設けられた凸ロール31を備えているが、凸ロール31に換えて、互いに噛み合う歯溝が周面に設けられた一対の歯溝ロールを備えていてもよいし、ローレット加工したロールや溶射加工したロール、カードワイヤーでもよい。また摩擦抵抗のある素材を周面に設けたロールを備えていてもよい。前記ロールの周面に設けられる摩擦抵抗のある素材としては、ゴムやサンドペーパー等が挙げられる。さらに、本起毛加工と部分延伸とは連続して行ってもよく、逐次に行っても良い。本実施態様の不織布の製造方法によれば、部分延伸加工後、不織布原反として巻き取ることで不織布の凹凸形状がいったんは潰れても、その後巻きだした際、熱風回復させることが好ましい。また、不織布へは部分延伸加工を施す際、挟持部分を含んでいることが好ましい。つまり、回転ロールなどにより部分延伸加工を行う場合、不織布がロール間に噛み込まれていく際、部分延伸過程を経て、ロール間を底付き状態にすることによって不織布の凸部を、また上下のかみ合い歯間のサイドのクリアランス(回転方向)を小さくすることによって不織布の凸部の傾斜部を、部分的に挟持させることができる。これにより、全体的に硬くせずに潰れにくくクッション感のある不織布が得られる。また、起毛加工は片面のみでも、両面にそれぞれ行ってもよい。上述した実施形態に関し、さらに以下の不織布の製造方法を開示する。
【0061】
<1>不織布の構成繊維を起毛する起毛加工を施し、該起毛加工の施された不織布に該不織布の複数箇所それぞれに部分延伸加工を施す不織布の製造方法。
【0062】
<2>不織布の構成繊維を起毛する起毛加工が、構成繊維を引っ掛けて起毛する方法又は表面を擦って起毛する方法である、前記<1>に記載の不織布の製造方法。
<3>不織布の構成繊維を起毛する起毛加工が擦りによる前記<1>又は<2>記載の不織布の製造方法。
<4>不織布の構成繊維を起毛する起毛加工が擦りにより、一端部を切断する前記<3>に記載の不織布の製造方法。
<5>前記部分延伸加工は、前記起毛加工の施された前記不織布の前記複数箇所それぞれを機械延伸倍率1.05倍以上20倍以下に延伸する前記<1>ないし<4>の何れか1に記載の不織布の製造方法。
<6>記部分延伸加工は、前記起毛加工の施された前記不織布の前記複数箇所それぞれを機械延伸倍率2倍以上10倍以下に延伸する前記<1>ないし<5>の何れか1に記載の不織布の製造方法。
【0063】
<7>前記部分延伸加工によって前記起毛加工の施された前記不織布の前記複数箇所それぞれに搬送方向及び搬送方向に直交する方向に延伸加工を施す前記<1>ないし<6>の何れか1に記載の不織布の製造方法。
<8>前記部分延伸加工は、一対の凹凸ロールを用いて行い、
一方のロールが周面に複数個の凸部を有し、他方のロールが周面に一方の前記ロールの前記凸部に対応する位置に該凸部が入り込む凹部を有しており、
前記起毛加工の施された前記不織布を一対の前記凹凸ロール間に供給し、該不織布に前記部分延伸加工を施す<1>〜<7>いずれか1に記載の不織布の製造方法。
<9>一対の前記凹凸ロールは、供給された前記起毛加工の施された前記不織布の総面積に対し10%以上70%以下の部分に前記部分延伸加工を施す前記<1>ないし<8>の何れか1に記載の不織布の製造方法。
<10>一対の前記凹凸ロールは、供給された前記起毛加工の施された前記不織布の総面積に対し40%以上70%以下の部分に前記部分延伸加工を施す前記<1>ないし<9>の何れか1に記載の不織布の製造方法。
<11>前記起毛加工の施された前記不織布を一対の前記凹凸ロール間に供給する際の供給速度V1と一対の前記凹凸ロールの周速度V2との関係を、V1>V2とした前記<8>ないし<10>の何れか1に記載の不織布の製造方法。
【0064】
<12>前記起毛加工は、周面に複数個の凸部を有する凸ロールを用いて行い、
前記凸ロールの回転方向を前記不織布の搬送方向に対して逆方向に回転させ、
元の前記不織布の搬送速度V3と前記凸ロールの周速度V4との関係を、V4/V3=0.3以上10以下とした前記<1>ないし<11>の何れか1に記載の不織布の製造方法。
<13>前記起毛加工は、周面に複数個の凸部を有する凸ロールを用いて行い、
前記凸ロールの回転方向を前記不織布の搬送方向に対して逆方向に回転させ、
元の前記不織布の搬送速度V3と前記凸ロールの周速度V4との関係を、V4/V3=1.1以上10以下、より好ましくは1.5以上5以下とした前記<1>ないし<12>の何れか1に記載の不織布の製造方法。
<14>前記起毛加工は、周面に複数個の凸部を有する凸ロールを用いて行い、
前記凸ロールの回転方向を前記不織布の搬送方向に対して正方向に回転させ、
元の前記不織布の搬送速度V3と前記凸ロールの周速度V4との関係を、V4/V3=1.1以上20以下、好ましくは1.5以上10以下、2以上8以下とした前記<1>ないし<11>の何れか1に記載の不織布の製造方法。
<15>前記不織布のトータル延伸倍率が、1.3倍以上4.0倍以下である前記<1>ないし<14>の何れか1に記載の不織布の製造方法。
<16>前記不織布のトータル延伸倍率が、1.5倍以上3.0倍以下である前記<1>ないし<15>の何れか1に記載の不織布の製造方法。
【0065】
<17>元の前記不織布は、平面方向に規則的に分散する熱圧着部を備え、
前記熱圧着部のピッチと一対の前記凹凸ロールの前記凸部のピッチとの比(熱圧着部のピッチ/凸部のピッチ)が0.05以上0.7以下である前記<1>ないし<16>の何れか1に記載の不織布の製造方法。
<18>前記熱圧着部のピッチと一対の前記凹凸ロールの前記凸部のピッチとの比(熱圧着部のピッチ/凸部のピッチ)が0.1以上0.4以下である前記<17>に記載の不織布の製造方法。
<19>元の前記不織布は、平面方向に規則的に分散する熱圧着部を備え、
不織布の熱圧着部の面積率とトータル延伸倍率の比(不織布の熱圧着部の面積率(%)/(トータル延伸倍率(倍)×100))は、好ましくは0.02以上0.12以下、より好ましくは0.04以上0.10以下である前記<1>ないし<18>の何れか1に記載の不織布の製造方法。
<20>前記部分延伸加工は、前記起毛加工の施された前記不織布に50℃を越え、構成繊維の樹脂の中で最も低い融点の温度以下の温度で部分延伸加工を施す前記<1>ないし<19>の何れか1に記載の不織布の製造方法。
<21>前記不織布が柔軟剤を含むものである前記<1>ないし<20>の何れか1に記載の不織布の製造方法。
<22>前記不織布が、エアースルー不織布、スパンボンド不織布、ヒートロール不織布のいずれかである、前記<1>ないし<21>の何れか1に記載の不織布の製造方法。
<23>前記不織布がスパンボンド不織布でありホモポリマーとランダムポリマーの混合であるポリプロピレン樹脂である、前記<1>ないし<22>の何れか1に記載の不織布の製造方法。
【実施例】
【0066】
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲はかかる実施例によって何ら制限されるものではない。
【0067】
[実施例1]
目付け15g/m2、繊維直径1.3dtex、熱圧着部(エンボスによる熱融着部)の面積率15%のSMS不織布を用いた。このSMS不織布のスパンボンド層の繊維には、エチレン−プロピレンコポリマー樹脂に界面活性剤である柔軟剤(具体的にはエルカ酸アミド)を1.0質量%練りこんだものを用いた。図2〜図4に示した前述の加工方法と同様の方法で行った。また、起毛に用いた凸ロール31の各凸部310の高さは、0.6mmであり、回転軸方向に隣り合う凸部同士の距離(ピッチ)は、1.4mmであり、周方向に隣り合う凸部同士の距離(ピッチ)は、2.1mmであった。不織布の搬送速度V3は20m/minであり、不織布の搬送方向に対して逆方向に4倍の周速度V4で凸ロール31を回転させた。抱き角は130度であった。片面のみ起毛加工を施した。次に部分延伸加工として、スチールマッチングエンボスローラー23を用いた。このロールにおける各凸部210は、その高さが2.8mmであり、ロール21の各凸部210とロール22の各凸部との噛み合いの深さDは、2.7mmであった。また、機械延伸倍率は2.9倍であり、回転軸方向に隣り合う凸部210同士の距離(ピッチP2)は、7mmであり、周方向に隣り合う凸部210同士の距離(ピッチP1)は、7mmであった。スチールマッチエンボスのロールの温度は24℃で行い、スチールマッチエンボスのロールの周速度V2は20m/minであり、不織布の搬送速度V1は26m/minであった。不織布のトータル延伸倍率は1.7倍であった。不織布の熱圧着部のピッチと、凹凸ロールの凸部のピッチとの比(不織布の熱圧着部のピッチ/凸部のピッチ)はMD方向(ロール周方向)が0.43、CD方向(ロール回転軸方向)が0.37で行った。不織布の熱圧着部の面積率と不織布のトータル延伸倍率の比は、0.088であった。
【0068】
[実施例2]
ポリプロピレン樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、繊維直径16μm、熱圧着部(エンボスによる熱融着部)の面積率20%のSMS不織布を用いた。実施例1と同じ条件の加工を施し、実施例2の不織布を得た。不織布のトータル延伸倍率は1.7倍であった。不織布の熱圧着部のピッチと、凹凸ロールの凸部のピッチとの比(不織布の熱圧着部のピッチ/凸部のピッチ)はMD方向(ロール周方向)が0.37、CD方向(ロール回転軸方向)が0.37で行った。不織布の熱圧着部の面積率と不織布のトータル延伸倍率の比は、0.118であった。
【0069】
[実施例3]
芯がプロピレン樹脂、鞘がポリエチレン樹脂からなる複合スパンボンド不織布の層を有する、目付け17g/m2、繊維直径17μm、熱圧着部(エンボスによる熱融着部)の面積率16%の、メルトブローン層のない、スパンボンド層のみの不織布を用いた。実施例1と同じ条件の加工を施し、実施例3の不織布を得た。不織布のトータル延伸倍率は1.7倍であった。不織布の熱圧着部のピッチと、凹凸ロールの凸部のピッチとの比(不織布の熱圧着部のピッチ/凸部のピッチ)はMD方向(ロール周方向)が0.23、CD方向(ロール回転軸方向)が0.40で行った。不織布の熱圧着部の面積率と不織布のトータル延伸倍率の比は、0.094であった。
【0070】
[比較例1]
実施例1と同じく、エチレン−プロピレンコポリマー樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、1.3dtexのSMS不織布を、比較例1の不織布とした。
【0071】
[比較例2]
実施例1と同じく、エチレン−プロピレンコポリマー樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、1.3dtexのSMS不織布を用いた。次に、トラスコ中山(株)製サンドペーパー粒度♯240を110mmφのロール全周に両面テープにより接着、そのロールの全周360度の内、8.5度接触する状態で抱きかけ、このSMS不織布を10m/minで流した。その際サンドペーパーを接着したロールは40m/minで進行方向とは逆回転に回転させて起毛した比較例2の不織布を得た。
【0072】
[比較例3]
実施例1と同じく、エチレン−プロピレンコポリマー樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、1.3dtexのSMS不織布を用いた。次に、部分延伸加工として、スチールマッチングエンボスローラー23を用いて実施例1と同様に処理を行い比較例3の不織布を得た。
【0073】
[比較例4]
実施例2と同じく、ポリプロピレン樹脂からなるスパンボンド不織布の層を有する、目付け15g/m2、繊維直径16μmのSMS不織布を用い、比較例4の不織布とした。
特に起毛加工は行わなかった。
【0074】
[比較例5]
実施例3と同じく、芯がプロピレン樹脂、鞘がポリエチレン樹脂からなる複合スパンボンド不織布の層を有する、目付け17g/m2、繊維直径17μmの、メルトブローン層のない、スパンボンド層のみの不織布を、比較例5の不織布とした。特に起毛加工は行わなかった。
【0075】
清掃シートとしての性能評価
〔捕集性の評価〕
実施例1〜3、比較例1〜5で得られた不織布について、クイックルワイパー〔花王(株)製〕に、清掃シートとして装着した。30cm×60cmのフローリング(松下電工製、ウッディタイルMT613T)上に約10cmの髪の毛を5本散布し、その上に清掃シートを乗せて一定のストローク(60cm)で2往復清掃して清掃シートに捕集された髪の毛の量を観察し、実施例1〜3、比較例1〜5で得られた不織布それぞれが、各々の未処理の不織布に対して(実施例1と比較例1、実施例2と比較例4、実施例3と比較例5、比較例2と比較例1、比較例3と比較例1)、捕集性が大きく向上していればBとし、やや向上しているものをC、捕集性が変わらないものはDとして表1,表2,表3に示した。
【0076】
〔起毛した構成繊維の評価〕
実施例1〜3、比較例1〜5で得られた不織布について、前述した起毛した構成繊維の本数の測定方法により、起毛した構成繊維の本数を測定した。起毛した構成繊維の本数が5本以上の場合にBとし、10本以上の場合にAとし、5本未満の場合にDとして表1,表2,表3に示した。
【0077】
〔破断強度の評価〕
実施例1〜3、比較例1〜5で得られた不織布について、前述した破断強度の測定法により、CD方向に200mm、MD方向に50mmの測定サンプルを取り出し、チャック間を150mmにした引張試験機(島津製作所製)で、引張速度300mm/分で引っ張り、CD方向の強度を測定し、4枚の平均値をCD方向の強度とした。次に、各々の未処理の不織布に対して(実施例1と比較例1、実施例2と比較例4、実施例3と比較例5、比較例2と比較例1、比較例3と比較例1)、CD方向の強度の比が50%以上の場合にBとし、50%未満の場合にDとして表1,表2,表3に示した。
【0078】
【表1】
【0079】
【表2】
【0080】
【表3】
【0081】
表1〜表3に示す結果から明らかなように、清掃シートとして用いれば、実施例1〜3の不織布は、比較例1〜5の不織布に比べて、ゴミの捕集性に優れ、破断強度減少も少ない不織布であった。特に、実施例1の不織布は、比較例1、比較例2及び比較例3の不織布と比較して捕集性が大きく向上していることがわかる。実施例1の不織布に関しては、起毛した繊維の多くは、ループ状ではなく端部が切れており、指先の引っかかりもなかった。またロール部には繊維くずが見られず良好だった。一方、比較例2の不織布は、比較例1の不織布と比較して、捕集性がよくなっているものの、破断強度の減少が著しいことがわかる。一方、比較例2の不織布の製造時には、サンドペーパーに繊維くずの付着が見られ、サンドペーパーの耐久性にも問題を生じた。
【0082】
[実施例4]
ポリプロピレンホモポリマー樹脂からなるスパンボンド不織布の層を2層有する、目付け20g/m2、繊維直径19μm、熱圧着部(エンボスによる熱融着部)の面積率9%、油剤により親水化処理を行ったスパンボンド不織布(SS不織布)を用いた。図2〜図4に示した前述の加工方法と同様の方法で行った。起毛に用いた凸ロール31の各凸部310の高さは、0.6mmであり、回転軸方向に隣り合う凸部同士の距離(ピッチ)は、1.4mmであり、周方向に隣り合う凸部同士の距離(ピッチ)は、2.1mmであった。不織布の搬送速度V3は20m/minであり、不織布の搬送方向に対して逆方向に4倍の周速度V4で凸ロール31を回転させた。抱き角は130度であった。片面のみ起毛加工を施した。次に部分延伸加工として、スチールマッチングエンボスローラー23を用いた。このロールにおける各凸部210は、その高さが2.8mmであり、ロール21の各凸部210とロール22の各凸部との噛み合いの深さDは、2.7mmであった。また、機械延伸倍率は2.9倍であり、回転軸方向に隣り合う凸部210同士の距離(ピッチP2)は、7mmであり、周方向に隣り合う凸部210同士の距離(ピッチP1)は、7mmであった。スチールマッチエンボスのロールの温度は80℃で行い、周速度V2は20m/minであり、不織布の搬送速度V1は26m/minであった。これにより実施例4の不織布を得た。また、不織布のトータル延伸倍率は1.7倍であった。不織布の熱圧着部のピッチと、凹凸ロールの凸部のピッチとの比(不織布の熱圧着部のピッチ/凸部のピッチ)はMD方向(ロール周方向)が0.31、CD方向(ロール回転軸方向)が0.29で行った。不織布の熱圧着部の面積率と不織布のトータル延伸倍率の比は、0.053であった。これにより凹凸形状をした不織布の凹部と凸部に起毛繊維を有する不織布を得た。不織布の厚みは0.60mmであった。
【0083】
[比較例6、比較例7]
実施例4と同じく、ポリプロピレンホモポリマー樹脂からなるスパンボンド不織布の層を2層有する、目付け20g/m2、繊維直径19μm、熱圧着部(エンボスによる熱融着部)の面積率9%、油剤により親水化処理を行ったスパンボンド不織布(SS不織布)を、比較例65の不織布とした。この不織布の厚みは0.30mmであった。この不織布にスチールマッチエンボスのロール温度を80℃として部分延伸加工のみを行った凹凸形状をした不織布を比較例7とした。この不織布の厚みは0.44mmであった。
【0084】
使い捨ておむつの表面シートとしての性能評価
〔導水性の評価〕
実施例4、比較例6、比較例7で得られた不織布を、メリーズさらさらエアースルー〔花王(株)製〕の使い捨ておむつの表面シートに用いて、起毛繊維を有する面を吸収体と反対面(肌側面)として使い捨ておむつを作製した。上述した導水性の評価測定法に基づき測定し、得られた結果を表4に示した。
【0085】
〔起毛した構成繊維の評価〕
実施例4、比較例6、比較例7で得られた不織布について、前述した起毛した構成繊維の本数の測定方法により、起毛した構成繊維の本数を測定した。起毛した構成繊維の本数が5本以上の場合にBとし、10本以上の場合にAとし、5本未満の場合にDとして表4に示した。
【0086】
〔破断強度の評価〕
実施例4、比較例6、比較例7で得られた不織布について、前述した破断強度の測定法により、CD方向に200mm、MD方向に50mmの測定サンプルを取り出し、チャック間を150mmにした引張試験機(島津製作所製)で、引張速度300mm/分で引っ張り、CD方向の強度を測定し、4枚の平均値をCD方向の強度とした。次に、各々の未処理の不織布に対して(実施例4と比較例5)、CD方向の強度の比が50%以上の場合にBとし、50%未満の場合にDとして表4に示した。
【0087】
【表4】
【0088】
表4に示す結果から明らかなように、比較例6の不織布を表面シートに用いた使い捨ておむつのウエットバック量が0.64gであった不織布に対し、実施例4の不織布を表面シートに用いた使い捨ておむつのウエットバック量が0.10gとなり、ウエットバック量が16%に減少しており、実施例4の不織布を使い捨ておむつの表面シートに用いれば、導水性が向上することがわかる。また、実施例4の不織布は、比較例6、比較例7の不織布に比べて、起毛量が多く、破断強度減少も少ない不織布であった。
【符号の説明】
【0089】
1 加工装置
2 部分延伸加工部
21,22 凹凸ロール
210 ロール21の周面に有する凸部
210a 凸部210におけるエッジ
220 ロール22の周面に有する凹部
220a 凹部220における窪み始めのエッジ
23 スチールマッチングエンボスローラー
24,25 搬送ロール
3 起毛加工部
31 凸ロール
310 凸ロール31の周面に有する凸部
32,33 搬送ロール
4 加工前の元の不織布
4' 本起毛加工の施された不織布
4'' 加工装置1を用いて得られた不織布
5 清掃具
51 ヘッド部
52 柄
53 シート保持部
【特許請求の範囲】
【請求項1】
不織布の構成繊維を起毛する起毛加工を施し、該起毛加工の施された不織布に該不織布の複数箇所それぞれに部分延伸加工を施す不織布の製造方法。
【請求項2】
不織布の構成繊維を起毛する起毛加工が擦りによる請求項1記載の不織布の製造方法。
【請求項3】
前記部分延伸加工は、前記起毛加工の施された前記不織布の前記複数箇所それぞれを機械延伸倍率1.05倍以上20倍以下に延伸する請求項1又は2に記載の不織布の製造方法。
【請求項4】
前記部分延伸加工によって前記起毛加工の施された前記不織布の前記複数箇所それぞれに搬送方向及び搬送方向に直交する方向に延伸加工を施す請求項1〜3の何れか1項に記載の不織布の製造方法。
【請求項5】
前記部分延伸加工は、一対の凹凸ロールを用いて行い、
一方のロールが周面に複数個の凸部を有し、他方のロールが周面に一方の前記ロールの前記凸部に対応する位置に該凸部が入り込む凹部を有しており、
前記起毛加工の施された前記不織布を一対の前記凹凸ロール間に供給し、該不織布に前記部分延伸加工を施す請求項1〜4の何れか1項に記載の不織布の製造方法。
【請求項6】
一対の前記凹凸ロールは、供給された前記起毛加工の施された前記不織布の総面積に対し10%以上70%以下の部分に前記部分延伸加工を施す請求項5に記載の不織布の製造方法。
【請求項7】
前記起毛加工の施された前記不織布を一対の前記凹凸ロール間に供給する際の供給速度V1と一対の前記凹凸ロールの周速度V2との関係を、V1>V2とした請求項5に記載の不織布の製造方法。
【請求項8】
前記起毛加工は、周面に複数個の凸部を有する凸ロールを用いて行い、
前記凸ロールの回転方向を前記不織布の搬送方向に対して逆方向に回転させ、
元の前記不織布の搬送速度V3と前記凸ロールの周速度V4との関係を、V4/V3=0.3以上10以下とした請求項1〜7の何れか1項に記載の不織布の製造方法。
【請求項9】
前記不織布のトータル延伸倍率が、1.3倍以上4.0倍以下である請求項1〜8の何れか1項に記載の不織布の製造方法。
【請求項10】
元の前記不織布は、平面方向に規則的に分散する熱圧着部を備え、
前記熱圧着部のピッチと一対の前記凹凸ロールの前記凸部のピッチとの比(熱圧着部のピッチ/凸部のピッチ)が0.05以上0.7以下である請求項1〜9の何れか1項に記載の不織布の製造方法。
【請求項11】
前記部分延伸加工は、前記起毛加工の施された前記不織布に50℃を越え、構成繊維の樹脂の中で最も低い融点の温度以下の温度で部分延伸加工を施す請求項1〜10の何れか1項に記載の不織布の製造方法。
【請求項12】
前記不織布が柔軟剤を含むものである請求項1〜11の何れか1項に記載の不織布の製造方法。
【請求項1】
不織布の構成繊維を起毛する起毛加工を施し、該起毛加工の施された不織布に該不織布の複数箇所それぞれに部分延伸加工を施す不織布の製造方法。
【請求項2】
不織布の構成繊維を起毛する起毛加工が擦りによる請求項1記載の不織布の製造方法。
【請求項3】
前記部分延伸加工は、前記起毛加工の施された前記不織布の前記複数箇所それぞれを機械延伸倍率1.05倍以上20倍以下に延伸する請求項1又は2に記載の不織布の製造方法。
【請求項4】
前記部分延伸加工によって前記起毛加工の施された前記不織布の前記複数箇所それぞれに搬送方向及び搬送方向に直交する方向に延伸加工を施す請求項1〜3の何れか1項に記載の不織布の製造方法。
【請求項5】
前記部分延伸加工は、一対の凹凸ロールを用いて行い、
一方のロールが周面に複数個の凸部を有し、他方のロールが周面に一方の前記ロールの前記凸部に対応する位置に該凸部が入り込む凹部を有しており、
前記起毛加工の施された前記不織布を一対の前記凹凸ロール間に供給し、該不織布に前記部分延伸加工を施す請求項1〜4の何れか1項に記載の不織布の製造方法。
【請求項6】
一対の前記凹凸ロールは、供給された前記起毛加工の施された前記不織布の総面積に対し10%以上70%以下の部分に前記部分延伸加工を施す請求項5に記載の不織布の製造方法。
【請求項7】
前記起毛加工の施された前記不織布を一対の前記凹凸ロール間に供給する際の供給速度V1と一対の前記凹凸ロールの周速度V2との関係を、V1>V2とした請求項5に記載の不織布の製造方法。
【請求項8】
前記起毛加工は、周面に複数個の凸部を有する凸ロールを用いて行い、
前記凸ロールの回転方向を前記不織布の搬送方向に対して逆方向に回転させ、
元の前記不織布の搬送速度V3と前記凸ロールの周速度V4との関係を、V4/V3=0.3以上10以下とした請求項1〜7の何れか1項に記載の不織布の製造方法。
【請求項9】
前記不織布のトータル延伸倍率が、1.3倍以上4.0倍以下である請求項1〜8の何れか1項に記載の不織布の製造方法。
【請求項10】
元の前記不織布は、平面方向に規則的に分散する熱圧着部を備え、
前記熱圧着部のピッチと一対の前記凹凸ロールの前記凸部のピッチとの比(熱圧着部のピッチ/凸部のピッチ)が0.05以上0.7以下である請求項1〜9の何れか1項に記載の不織布の製造方法。
【請求項11】
前記部分延伸加工は、前記起毛加工の施された前記不織布に50℃を越え、構成繊維の樹脂の中で最も低い融点の温度以下の温度で部分延伸加工を施す請求項1〜10の何れか1項に記載の不織布の製造方法。
【請求項12】
前記不織布が柔軟剤を含むものである請求項1〜11の何れか1項に記載の不織布の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−28891(P2013−28891A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−112269(P2012−112269)
【出願日】平成24年5月16日(2012.5.16)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成24年5月16日(2012.5.16)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]