
不織布の製造装置および製造方法
【課題】 製造中における不織布の撓みや歪を矯正して、後の加工性に優れた不織布を得る。
【解決手段】 熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布1を構成して、この不織布1を走行させて巻き取るようにした製造装置である。熱接着された不織布1を加熱して熱可塑性重合体を軟らかくさせる加熱手段2と、加熱された不織布1に張力を加えて歪を矯正する歪矯正手段11と、歪が矯正された不織布1を冷却する冷却手段6とを備える。
【解決手段】 熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布1を構成して、この不織布1を走行させて巻き取るようにした製造装置である。熱接着された不織布1を加熱して熱可塑性重合体を軟らかくさせる加熱手段2と、加熱された不織布1に張力を加えて歪を矯正する歪矯正手段11と、歪が矯正された不織布1を冷却する冷却手段6とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は不織布の製造装置および製造方法に関する。
【背景技術】
【0002】
従来から、連続フィラメントにて構成された不織ウェブを製造するに際して、紡出糸条を、紡糸口金よりも下流側に配置されたエアーサッカにより吸引・延伸しながら引き取り、これを開繊装置により開繊した後、移動式捕集面上に連続して捕集・堆積させて不織ウェブを得る、スパンボンド法が多く採用されている。スパンボンド法により得られた不織ウェブは、伸びや変形を抑え、しかも目的にあった強力を得るために、エンボス加工により部分的に熱接着されて製品化されている。また、近年では、さらなる付加価値や機能性を持たせるために、親水剤や撥水剤を付与したり(特許文献1)、樹脂等のコーティング及び乾燥の工程を経て製品化したりすることが多い。
【0003】
不織ウェブの形成後、最終的な製品の巻き取りまでの間に行われるこれらの各種工程のなかで、不織布が、幅方向に不均一な張力や熱履歴を受けることがある。たとえば、不織ウェブを不織布化するためにエンボスロールとフラットロールとによって熱接着処理を施す場合には、ロールの長さ方向すなわち不織布の幅方向にわたって均一に熱を作用させることが難しく、幅方向の端部において長さ方向の歪が生じる可能性がある。なお、これに対して、不織布の長さ方向には比較的均一な処理を行うことが可能である。このため、最終的に得られる製品に撓みや歪が発生することがあり、そうなるとその後の加工性が低下するなどの問題を生じる。
【特許文献1】特開2004−27440号公報([0007][0008])
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記のごとき状況に鑑みてなされたものであり、製造中における不織布の撓みや歪(以下、これらを「歪」と総称する)を矯正して、後の加工性に優れた不織布を得ることができるようにすることを目的とする。
【課題を解決するための手段】
【0005】
この目的を達成するため本発明の不織布の製造装置は、熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布を構成して、この不織布を走行させて巻き取るようにした製造装置であって、熱接着された不織布を加熱して前記熱可塑性重合体を軟らかくさせる加熱手段と、加熱により軟らかくされた不織布に張力を加えて歪を矯正する歪矯正手段と、歪が矯正された不織布を冷却する冷却手段とを備えたものである。
【0006】
本発明によれば、上記の装置において、加熱手段と歪矯正手段と冷却手段との少なくともいずれか一つが、不織布が掛けられて通過することが可能なロールにて構成されていることが好適である。
【0007】
本発明の不織布の製造方法は、熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布を構成して、この不織布を走行させて巻き取るときに、熱接着された不織布を加熱手段により加熱して前記熱可塑性重合体を軟らかくさせ、加熱により軟らかくされた不織布に歪矯正手段により張力を加えて歪を矯正し、歪が矯正された不織布を冷却手段により冷却するものである。
【0008】
本発明によれば、上記の方法において、加熱手段と歪矯正手段と冷却手段との少なくともいずれか一つに、不織布が掛けられて通過することが可能なロールを用いることが好適である。
【発明の効果】
【0009】
本発明によれば、不織布は、加熱手段を通過することで軟らかくなり、この軟らかくなった状態で歪矯正手段を通過することで例えば幅方向に均一な張力を受け、その張力を受けた状態のまま冷却手段にて冷却固化される。これにより、歪のない不織布を製造することができ、その後の不織布の加工時にも安定した操業が可能である。
【発明を実施するための最良の形態】
【0010】
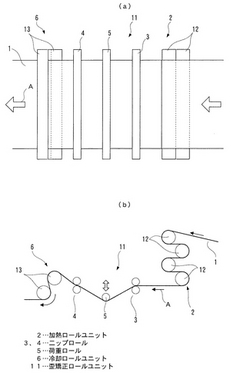
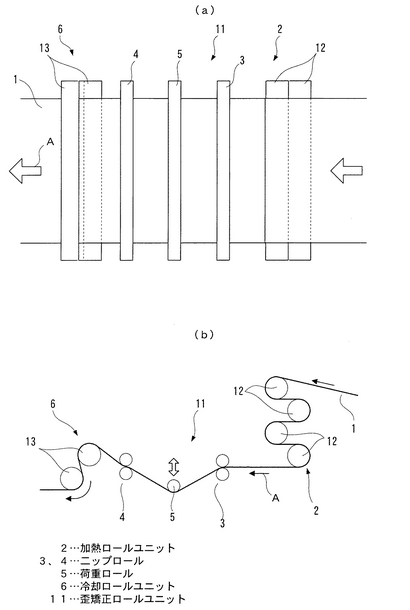
図1は本発明の実施の形態の不織布の製造装置の概略構成を示し、詳しくは、不織ウェブを熱接着した後、最終的に不織布として巻き取られるまでの製造ラインの要部を示す。ここで1は不織布で、矢印Aの方向に走行する。2は加熱ロールユニットで、所定の温度に加熱された単数または複数の加熱ロール12を備える。
【0011】
加熱ロールユニット2の次段には、歪矯正ロールユニット11が設けられている。この歪矯正ロールユニット11は、不織布1の走行方向に距離をおいて2箇所に設けられたニップロール3、4と、これらニップロール3、4の間に配設された荷重ロール5とを有する。
【0012】
歪矯正ロールユニット11の次段には、冷却ロールユニット6が設けられている。この冷却ロールユニット6は、単数または複数の冷却ロール13を備える。
【0013】
このような構成において、例えば部分熱圧着処理によりウェブを一体化することで形成された不織布1は、加熱ロールユニット2における複数の加熱ロール12に巻き掛けられて走行することで熱を受けて軟らかくなる。軟らかくなった不織布1は、歪矯正ロールユニット11において2箇所のニップロール3、4に挟まれた状態で、これらニップロール3、4の間に設けられた荷重ロール5によって、不織布1の面と垂直な方向に適宜の荷重が付与されることで、それ以前の工程において受けた幅方向の不均一な張力から解放されるとともに、幅方向に均一な張力が与えられる。そして、この均一な張力が与えられた状態のまま、後段側のニップロール4の直後に設置された冷却ロールユニット6における複数の冷却ロール13に巻き掛けられて冷却固化される。これにより、歪が矯正された不織布となり、その後に巻き取られる。
【0014】
加熱ロールユニット2における加熱ロール12の加熱方法は、蒸気加熱、熱媒加熱、誘導加熱など、いずれの加熱方法のものでもよく、コストや、不織布1を構成する熱可塑性重合体の融点などにあわせて、適宜選択することができる。加熱温度は、上述のように次段の歪矯正ロールユニット11において不織布1の歪を良好に除去できる程度にこの不織布1を軟らかくすることができる温度条件とする。具体的には、不織布を構成する重合体のガラス転移点以上融点未満の温度が好適である。さらに具体的には、重合体がポリエチレンテレフタレートである場合には、100〜180℃程度、例えば140℃で加熱するのが好適である。
【0015】
ニップロール3、4は、軟らかくなった不織布にそのニップ圧によりダメージを与えることがないように、圧力調整器を備えたものが望ましい。同様に、荷重ロール5についても、軟らかくなった不織布1に過度の張力が掛かることがないように、圧力調整器を備えたものが望ましい。歪矯正のために荷重ロール5によって不織布1に作用させるべき適切な張力は、被処理物である不織布が約1%程度伸びるような張力であることが好ましく、被処理物である不織布の素材、強力、伸度等に応じて適宜調整する。
【0016】
冷却条件として、冷却ロール13の温度は、露点以上に設定することが適当であり、その上限は40℃程度が適当である。
このような装置によって歪を矯正する対象となる不織布は、熱可塑性重合体によって形成されているものであるが、熱可塑性重合体であればその種類は特に限定されるものではなく、例えばポリエステル系重合体、ポリオレフィン系重合体等が挙げられる。
【0017】
よって本発明によれば、さまざまな要因により発生する不織布1の歪を矯正することができ、その後の不織布加工時に安定して操業することが可能となる。
なお、加熱のための手段として、上述の加熱ロール12に代えて、例えばヒータによる加熱ゾーンや、不織布への熱風吹き付け装置などを適用することもできる。また冷却のための手段として、上述の冷却ロール13に代えて、例えば不織布への冷風吹き付け装置などを適用することもできる。
【実施例】
【0018】
(実施例)
ポリエチレンテレフタレートからなる幅3200mmの不織ウェブを、軸クロス方式により撓み補正された200℃のエンボスカレンダーロールにより熱接着し、さらにアクリル系樹脂をコーティングして乾燥させた。その後、図1に示される装置に通したうえで巻き取ることにより、目付100g/m2のスパンボンド不織布を得た。具体的には、不織布1を、加熱ロール12が140℃に加熱された加熱ロールユニット2に通して軟らかくし、歪矯正ロールユニット11において10kg/mの張力を付与し、そして冷却ロール13が30℃に設定された冷却ロールユニット6に通して冷却固化させた。このスパンボンド不織布を50m抜き取り、広げることで、不織布の反りを評価したところ、その反りは5mm程度であった。
【0019】
(比較例)
図1に示す装置を使用しなかった。そして、それ以外は上述の実施例と同様の工程を経て、スパンボンド不織布を得た。このスパンボンド不織布の反りを上記実施例と同様の方法で評価したところ、その反りは32mmであり、実施例の場合の約6倍程度の反りがあった。
【図面の簡単な説明】
【0020】
【図1】本発明の実施の形態の不織布の製造装置の概略構成を示す図である。
【符号の説明】
【0021】
2 加熱ロールユニット
3 ニップロール
4 ニップロール
5 荷重ロール
6 冷却ロールユニット
11 歪矯正ロールユニット
【技術分野】
【0001】
本発明は不織布の製造装置および製造方法に関する。
【背景技術】
【0002】
従来から、連続フィラメントにて構成された不織ウェブを製造するに際して、紡出糸条を、紡糸口金よりも下流側に配置されたエアーサッカにより吸引・延伸しながら引き取り、これを開繊装置により開繊した後、移動式捕集面上に連続して捕集・堆積させて不織ウェブを得る、スパンボンド法が多く採用されている。スパンボンド法により得られた不織ウェブは、伸びや変形を抑え、しかも目的にあった強力を得るために、エンボス加工により部分的に熱接着されて製品化されている。また、近年では、さらなる付加価値や機能性を持たせるために、親水剤や撥水剤を付与したり(特許文献1)、樹脂等のコーティング及び乾燥の工程を経て製品化したりすることが多い。
【0003】
不織ウェブの形成後、最終的な製品の巻き取りまでの間に行われるこれらの各種工程のなかで、不織布が、幅方向に不均一な張力や熱履歴を受けることがある。たとえば、不織ウェブを不織布化するためにエンボスロールとフラットロールとによって熱接着処理を施す場合には、ロールの長さ方向すなわち不織布の幅方向にわたって均一に熱を作用させることが難しく、幅方向の端部において長さ方向の歪が生じる可能性がある。なお、これに対して、不織布の長さ方向には比較的均一な処理を行うことが可能である。このため、最終的に得られる製品に撓みや歪が発生することがあり、そうなるとその後の加工性が低下するなどの問題を生じる。
【特許文献1】特開2004−27440号公報([0007][0008])
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記のごとき状況に鑑みてなされたものであり、製造中における不織布の撓みや歪(以下、これらを「歪」と総称する)を矯正して、後の加工性に優れた不織布を得ることができるようにすることを目的とする。
【課題を解決するための手段】
【0005】
この目的を達成するため本発明の不織布の製造装置は、熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布を構成して、この不織布を走行させて巻き取るようにした製造装置であって、熱接着された不織布を加熱して前記熱可塑性重合体を軟らかくさせる加熱手段と、加熱により軟らかくされた不織布に張力を加えて歪を矯正する歪矯正手段と、歪が矯正された不織布を冷却する冷却手段とを備えたものである。
【0006】
本発明によれば、上記の装置において、加熱手段と歪矯正手段と冷却手段との少なくともいずれか一つが、不織布が掛けられて通過することが可能なロールにて構成されていることが好適である。
【0007】
本発明の不織布の製造方法は、熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布を構成して、この不織布を走行させて巻き取るときに、熱接着された不織布を加熱手段により加熱して前記熱可塑性重合体を軟らかくさせ、加熱により軟らかくされた不織布に歪矯正手段により張力を加えて歪を矯正し、歪が矯正された不織布を冷却手段により冷却するものである。
【0008】
本発明によれば、上記の方法において、加熱手段と歪矯正手段と冷却手段との少なくともいずれか一つに、不織布が掛けられて通過することが可能なロールを用いることが好適である。
【発明の効果】
【0009】
本発明によれば、不織布は、加熱手段を通過することで軟らかくなり、この軟らかくなった状態で歪矯正手段を通過することで例えば幅方向に均一な張力を受け、その張力を受けた状態のまま冷却手段にて冷却固化される。これにより、歪のない不織布を製造することができ、その後の不織布の加工時にも安定した操業が可能である。
【発明を実施するための最良の形態】
【0010】
図1は本発明の実施の形態の不織布の製造装置の概略構成を示し、詳しくは、不織ウェブを熱接着した後、最終的に不織布として巻き取られるまでの製造ラインの要部を示す。ここで1は不織布で、矢印Aの方向に走行する。2は加熱ロールユニットで、所定の温度に加熱された単数または複数の加熱ロール12を備える。
【0011】
加熱ロールユニット2の次段には、歪矯正ロールユニット11が設けられている。この歪矯正ロールユニット11は、不織布1の走行方向に距離をおいて2箇所に設けられたニップロール3、4と、これらニップロール3、4の間に配設された荷重ロール5とを有する。
【0012】
歪矯正ロールユニット11の次段には、冷却ロールユニット6が設けられている。この冷却ロールユニット6は、単数または複数の冷却ロール13を備える。
【0013】
このような構成において、例えば部分熱圧着処理によりウェブを一体化することで形成された不織布1は、加熱ロールユニット2における複数の加熱ロール12に巻き掛けられて走行することで熱を受けて軟らかくなる。軟らかくなった不織布1は、歪矯正ロールユニット11において2箇所のニップロール3、4に挟まれた状態で、これらニップロール3、4の間に設けられた荷重ロール5によって、不織布1の面と垂直な方向に適宜の荷重が付与されることで、それ以前の工程において受けた幅方向の不均一な張力から解放されるとともに、幅方向に均一な張力が与えられる。そして、この均一な張力が与えられた状態のまま、後段側のニップロール4の直後に設置された冷却ロールユニット6における複数の冷却ロール13に巻き掛けられて冷却固化される。これにより、歪が矯正された不織布となり、その後に巻き取られる。
【0014】
加熱ロールユニット2における加熱ロール12の加熱方法は、蒸気加熱、熱媒加熱、誘導加熱など、いずれの加熱方法のものでもよく、コストや、不織布1を構成する熱可塑性重合体の融点などにあわせて、適宜選択することができる。加熱温度は、上述のように次段の歪矯正ロールユニット11において不織布1の歪を良好に除去できる程度にこの不織布1を軟らかくすることができる温度条件とする。具体的には、不織布を構成する重合体のガラス転移点以上融点未満の温度が好適である。さらに具体的には、重合体がポリエチレンテレフタレートである場合には、100〜180℃程度、例えば140℃で加熱するのが好適である。
【0015】
ニップロール3、4は、軟らかくなった不織布にそのニップ圧によりダメージを与えることがないように、圧力調整器を備えたものが望ましい。同様に、荷重ロール5についても、軟らかくなった不織布1に過度の張力が掛かることがないように、圧力調整器を備えたものが望ましい。歪矯正のために荷重ロール5によって不織布1に作用させるべき適切な張力は、被処理物である不織布が約1%程度伸びるような張力であることが好ましく、被処理物である不織布の素材、強力、伸度等に応じて適宜調整する。
【0016】
冷却条件として、冷却ロール13の温度は、露点以上に設定することが適当であり、その上限は40℃程度が適当である。
このような装置によって歪を矯正する対象となる不織布は、熱可塑性重合体によって形成されているものであるが、熱可塑性重合体であればその種類は特に限定されるものではなく、例えばポリエステル系重合体、ポリオレフィン系重合体等が挙げられる。
【0017】
よって本発明によれば、さまざまな要因により発生する不織布1の歪を矯正することができ、その後の不織布加工時に安定して操業することが可能となる。
なお、加熱のための手段として、上述の加熱ロール12に代えて、例えばヒータによる加熱ゾーンや、不織布への熱風吹き付け装置などを適用することもできる。また冷却のための手段として、上述の冷却ロール13に代えて、例えば不織布への冷風吹き付け装置などを適用することもできる。
【実施例】
【0018】
(実施例)
ポリエチレンテレフタレートからなる幅3200mmの不織ウェブを、軸クロス方式により撓み補正された200℃のエンボスカレンダーロールにより熱接着し、さらにアクリル系樹脂をコーティングして乾燥させた。その後、図1に示される装置に通したうえで巻き取ることにより、目付100g/m2のスパンボンド不織布を得た。具体的には、不織布1を、加熱ロール12が140℃に加熱された加熱ロールユニット2に通して軟らかくし、歪矯正ロールユニット11において10kg/mの張力を付与し、そして冷却ロール13が30℃に設定された冷却ロールユニット6に通して冷却固化させた。このスパンボンド不織布を50m抜き取り、広げることで、不織布の反りを評価したところ、その反りは5mm程度であった。
【0019】
(比較例)
図1に示す装置を使用しなかった。そして、それ以外は上述の実施例と同様の工程を経て、スパンボンド不織布を得た。このスパンボンド不織布の反りを上記実施例と同様の方法で評価したところ、その反りは32mmであり、実施例の場合の約6倍程度の反りがあった。
【図面の簡単な説明】
【0020】
【図1】本発明の実施の形態の不織布の製造装置の概略構成を示す図である。
【符号の説明】
【0021】
2 加熱ロールユニット
3 ニップロール
4 ニップロール
5 荷重ロール
6 冷却ロールユニット
11 歪矯正ロールユニット
【特許請求の範囲】
【請求項1】
熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布を構成して、この不織布を走行させて巻き取るようにした製造装置であって、熱接着された不織布を加熱して前記熱可塑性重合体を軟らかくさせる加熱手段と、加熱により軟らかくされた不織布に張力を加えて歪を矯正する歪矯正手段と、歪が矯正された不織布を冷却する冷却手段とを備えたことを特徴とする不織布の製造装置。
【請求項2】
加熱手段と歪矯正手段と冷却手段との少なくともいずれか一つは、不織布が掛けられて通過することが可能なロールにて構成されていることを特徴とする請求項1記載の不織布の製造装置。
【請求項3】
熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布を構成して、この不織布を走行させて巻き取るときに、熱接着された不織布を加熱手段により加熱して前記熱可塑性重合体を軟らかくさせ、加熱により軟らかくされた不織布に歪矯正手段により張力を加えて歪を矯正し、歪が矯正された不織布を冷却手段により冷却することを特徴とする不織布の製造方法。
【請求項4】
加熱手段と歪矯正手段と冷却手段との少なくともいずれか一つに、不織布が掛けられて通過することが可能なロールを用いることを特徴とする請求項3記載の不織布の製造方法。
【請求項1】
熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布を構成して、この不織布を走行させて巻き取るようにした製造装置であって、熱接着された不織布を加熱して前記熱可塑性重合体を軟らかくさせる加熱手段と、加熱により軟らかくされた不織布に張力を加えて歪を矯正する歪矯正手段と、歪が矯正された不織布を冷却する冷却手段とを備えたことを特徴とする不織布の製造装置。
【請求項2】
加熱手段と歪矯正手段と冷却手段との少なくともいずれか一つは、不織布が掛けられて通過することが可能なロールにて構成されていることを特徴とする請求項1記載の不織布の製造装置。
【請求項3】
熱可塑性重合体にて形成された不織ウェブを熱接着することで不織布を構成して、この不織布を走行させて巻き取るときに、熱接着された不織布を加熱手段により加熱して前記熱可塑性重合体を軟らかくさせ、加熱により軟らかくされた不織布に歪矯正手段により張力を加えて歪を矯正し、歪が矯正された不織布を冷却手段により冷却することを特徴とする不織布の製造方法。
【請求項4】
加熱手段と歪矯正手段と冷却手段との少なくともいずれか一つに、不織布が掛けられて通過することが可能なロールを用いることを特徴とする請求項3記載の不織布の製造方法。
【図1】


【公開番号】特開2006−183185(P2006−183185A)
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願番号】特願2004−378364(P2004−378364)
【出願日】平成16年12月28日(2004.12.28)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願日】平成16年12月28日(2004.12.28)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]