
不織布及びその製造方法
【課題】耐熱性、耐薬品性に優れるとともに、嵩高い不織布とその製造方法を提供する。
【解決手段】不織布は、310℃以上での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が1〜15μmであるフィラメントから形成され、主面が複数の山部1を有する。前記不織布の見かけ密度は0.01〜0.3g/cmであり、複数の山部の平均高さ(Ym)と、隣接する山部の頂点の平均間隔(Sm)との比は、(Sm)/(Ym)=0.02〜100程度であってもよい。
【解決手段】不織布は、310℃以上での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が1〜15μmであるフィラメントから形成され、主面が複数の山部1を有する。前記不織布の見かけ密度は0.01〜0.3g/cmであり、複数の山部の平均高さ(Ym)と、隣接する山部の頂点の平均間隔(Sm)との比は、(Sm)/(Ym)=0.02〜100程度であってもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐熱性、耐薬品性に優れるとともに、嵩高い不織布とその製造方法に関する。特に、本発明は、耐熱性、耐薬品性などに優れるだけでなく、クッション性や拭取り性、さらに滑り止め性に優れる不織布とその製造方法に関する。
【背景技術】
【0002】
不織布は、各種産業用資材や建設資材などとして、多種多様な分野において重用されている。しかし、一般に用いられている不織布原料は、綿、レーヨン、ポリエチレンテレフタレート、ポリプロピレン、ナイロンなどであり、これらの原料から製造される不織布は、満足な耐熱性や耐薬品性を示さないため、耐熱、耐薬品性等が要求されるワイパーやフィルター骨材など、高機能化が求められる用途に用いることができない。
【0003】
例えば、耐熱性や耐アルカリ性に優れた不織布として、特許文献1(特開2005−232622)には、基布の片面もしくは両面にアラミド繊維と玄武岩繊維を含むウェブを配置し、ニードルパンチして両繊維を一体化したニードルフェルトが開示されている。このフェルトは、耐熱性および耐アルカリ性に優れるものの、吸湿性が高い。また、ニードルパンチ方式では、表面に凹凸を形成できないだけでなく、その製造工程も極めて複雑であり、まず繊維を製造し、その繊維を短繊維にカットした後に、短繊維からカードウェブを形成し、さらにそのカードウェブをニードルパンチでシート化するといった多工程を要する。
【0004】
一方、耐熱、耐薬品性を有する溶融液晶形成性全芳香族ポリエステルを原料とした不織布として、特許文献2(特開2002−061064)に、平均繊維径が0.6〜20μmである溶融液晶性ポリエステル繊維から構成され、300℃1時間での面積収縮率が3%以下であることを特徴とする不織布が開示されている。この文献では、前記溶融液晶形成性全芳香族ポリエステルをメルトブローンして、耐熱性、寸法安定性、低吸水性、樹脂含浸性に優れる不織布を得ることが記載されている。しかし、この文献においても、嵩高く、低密度な不織布を得ることは、何ら記載されていない。
【0005】
【特許文献1】特開2005−232622号公報
【特許文献2】特開2002−061064号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、耐熱性および耐薬品性に優れるだけでなく、軽量であってもクッション性を向上できる不織布を提供することにある。
本発明の別の目的は、さらに拭取り性や滑り止め性を向上できる不織布を提供することにある。
本発明のさらに別の目的は、上述のような優れた特性を有する不織布を、効率よく製造するための方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記した従来技術の問題点を解決すべく、鋭意検討を重ねた結果、310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルポリマーを高温高速流体とした後、この高温高速流体を、所定の捕集距離で、表面凹凸を有し、且つ冷却された金属ロール上へ吹付けて冷却固化捕集することにより、取り扱い性の困難な溶融液晶形成性全芳香族ポリエステルポリマーであっても、簡便に加工することができ、その結果、表面凹凸を有して嵩高く、かつ耐熱性、耐薬品性に優れた不織布を得ることができることを見出し、本発明を完成させた。
【0008】
すなわち、上記の検討結果に基づいてなされた本発明は、310℃以上での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が1〜15μmであるフィラメントからなり、主面が複数の山部を有するとともに、見かけ密度が0.01〜0.3g/cm3である不織布である。
【0009】
例えば、前記複数の山部は、少なくとも第1の方向に沿って並んでおり、この第1の方向に沿った幅10cmの断面において存在する不織布の複数の山部について、山部の高さ(Yi)を平均した山部の平均高さ(Ym)が0.1〜5mm程度であってもよく、また、隣接する山部の頂点の間隔(Si)を平均した平均間隔(Sm)が0.05〜5mm程度であってもよい。さらに、山部の平均高さ(Ym)と、隣接する山部の頂点の平均間隔(Sm)との比は、(Sm)/(Ym)=0.02〜100程度であってもよい。
【0010】
また、前記不織布は、山部が形成されているため、見かけ密度が低くとも、耐圧縮性に優れており、不織布において、圧縮レジリエンス(RC)が40〜70%程度、圧縮剛さ(LC)が0.4〜0.7程度、及び/または圧縮率(EMC)が5〜30%程度であってもよい。
【0011】
このような不織布は、メルトブローン法により製造するのが好ましく、不織布は、310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを、紡糸温度310〜360℃、熱風温度310〜380℃、ノズル1m幅当りのエアー量10〜50Nm3の高温高速流体として、捕集距離2〜20cm(好ましくは2.5〜13cm程度)で表面凹凸を有する冷却金属ロール上へ吹付け捕集することにより製造できる。
【0012】
さらに、前記製造方法では、吹付け捕集した不織布を、さらに固相重合させ、不織布の強度を向上させてもよい。
【0013】
なお、明細書中において、「溶融液晶形成性全芳香族ポリエステル」とは、溶融相で光学的異方性(液晶性)を示す全芳香族ポリエステル樹脂を意味する。前記液晶性は、ホットステージ上の試料を窒素雰囲気下で昇温し、その透過光を観察することにより容易に認定することができる。
【0014】
また、不織布の山部の高さ(Yi)と、隣接する山部の頂点の間隔(Si)は、不織布において、第1の方向に沿って並んだ複数の山部を含むよう、第1の方向に沿って幅10cmのサンプル片の断面を光学顕微鏡により観察し、サンプル幅10cmの中に存在するすべての山部について測定するものとする。なお、サンプル幅の両端において、山形が頂点を迎えることなく途切れた場合、途切れた山形については、山部の高さ(Yi)および間隔(Si)には算入しないものとする。
【発明の効果】
【0015】
本発明では、耐熱性および耐薬品性に優れる溶融液晶形成性全芳香族ポリエステルを、特定の製造方法で加工することにより、表面に複数の山部を形成した不織布を得ることができ、このような不織布では、耐熱性および耐薬品性に優れるだけでなく、軽量であっても、クッション性を向上することができる。
【0016】
また、本発明の不織布は、耐熱、耐薬品性に優れ、かつ嵩高いため、工業用特殊ワイパー等において、拭取り性、薬品保持性を向上することができる。
さらに、本発明の不織布は、静電気の発生を有効に抑制することができ、発塵量を低減できるだけでなく、表面の凹凸形状により、不織布の拭取り性や滑り止め性を向上することができる。
【0017】
また、本発明の不織布の製造方法では、このように優れた特性を有する不織布を、効率よく大量生産することができる。
【発明を実施するための最良の形態】
【0018】
この発明は、添付の図面を参考にした以下の好適な実施形態の説明から、より明瞭に理解される。図面は必ずしも一定の縮尺で示されておらず、本発明の原理を示す上で誇張したものになっている。また、添付図面において、複数の図面における同一の部品番号は、同一部分を示す。
【0019】
[不織布]
本発明の不織布は、310℃以上での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が1〜15μmであるフィラメントで構成される。
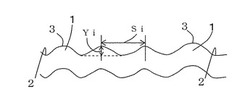
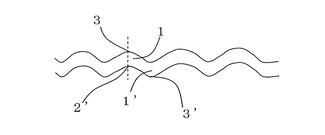
図1に、本発明の不織布の一実施形態の断面の概略図を示す。図1に示すように、不織布は、一方の主面に複数の山部1を第1の方向に沿って連続して有し、各山部1は、山部1およびこの山に隣接する谷部2,2からなる山形をなしている。
【0020】
各山部1は、山部を形成する山形の谷部2,2から山部の頂点3までの距離Y1,Y2,Y3,・・・Yiをその高さとして有し、また、各山部の頂点3は、S1、S2,S3,・・・Siの間隔で離れている。
【0021】
不織布に求められる形状に応じて、各山部の高さは、同一でもよく異なっていてもよい。山部の高さ(Yi)は、拭取り性や滑り止め性を不織布に付与する観点から、例えば、0.01mm〜1cm程度が好ましく、より好ましくは0.05〜8mm程度、さらに好ましくは0.07〜6mm程度である。また、不織布から任意に採取したサンプルの幅方向の断面において、サンプル幅10cmの中に存在する山部の平均高さ(Ym)は、例えば、0.1〜5mm程度が好ましく、より好ましくは0.3〜4mm程度、さらに好ましくは0.5〜3.5mm程度である。
【0022】
また、山部間の各間隔も、同一でもよく異なっていてもよい。山部間の間隔(Si)は、クッション性や耐圧縮性を不織布に付与する観点から、例えば、0.01mm〜1cm程度が好ましく、より好ましくは0.05〜8mm程度、さらに好ましくは0.1〜6mm程度である。また、不織布から任意に採取したサンプルの幅方向の断面において、サンプル幅10cmの中に存在する山部間の平均間隔(Sm)は、例えば、0.05〜5mm程度が好ましく、より好ましくは0.1〜4mm程度、さらに好ましくは1〜3.5mm程度である。
【0023】
山部の平均高さ(Ym)と、隣接する山部の頂点の平均間隔(Sm)との比は、不織布に対して求められる性能に応じて幅広い範囲から選択することができ、(Sm)/(Ym)=0.02〜100程度が好ましく、より好ましくは0.1〜80程度である。
【0024】
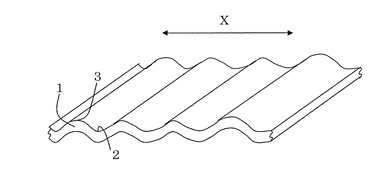
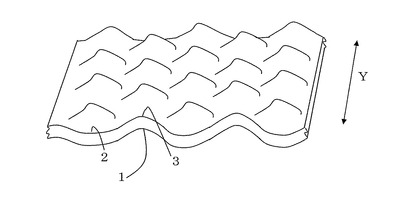
図2に示すように、不織布の主面において、各山部は第1の方向に沿って、互いに平行に配列して、全体として波状に存在していてもよいし、または、図3に示すように、各山部は互いに入れ違いに配列し、カップ状の山部が全体に均一に点在していてもよい。また、それ以外にも、不織布に求められる形状に応じて、山部は、ランダムに不織布の主面に存在していてもよい。
なお、第1の方向は、通常、最も多くの山部が含まれるように選択され、図2のように波状に山部が形成されている場合、第1の方向は、山部の稜線と直交するよう、紙面X方向に設定される。
また、図3のようにカップ状の山部が全体に均一に点在している場合、山部は、第1の方向だけでなく、その他の方向にも並んでいるが、第1の方向は、山部を最も多く含むよう、紙面Y方向に設定される。
【0025】
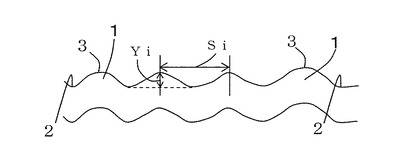
また、不織布は、図4に示すように、通常、不織布の主面である上面および下面の双方において、山部を形成し、例えば、上面の山部1の頂点3と下面の谷部2’との位置が、不織布の幅方向に対して一致して形成されている。
【0026】
本発明の不織布では、複数の山部により、嵩高くすることが可能であり、前記不織布は、見かけ密度が0.01〜0.3g/cm3程度であり、好ましくは見かけ密度が0.015〜0.2g/cm3程度、さらに好ましくは0.02〜0.1g/cm3程度、特に好ましくは0.025〜0.05g/cm3程度である。
【0027】
本発明の不織布は、必要に応じてさまざまな厚みとすることができるが、不織布の厚みは、クッション性または拭取り性の観点から、好ましくは0.5mm〜1cm程度、より好ましくは1〜8mm程度である。
【0028】
また、不織布が有するクッション性は、不織布の耐圧縮性で代表することができ、例えば、KES圧縮試験機(カトーテック株式会社製)を用いて測定した場合、不織布の圧縮レジリエンス(RC)は40〜70%程度であることが好ましく、50〜60%程度であることがより好ましい。圧縮剛さ(LC)は、0.4〜0.7程度であることが好ましく、0.5〜0.6程度であることがより好ましい。圧縮率(EMC)は、5〜30%程度であることが好ましく、10〜20%程度であることがより好ましい。
なお、前記圧縮レジリエンス(RC)、圧縮剛さ(LC)および圧縮率(EMC)は、測定条件として、スピード:0.02cm/sec、圧縮面積:2cm2、SENS:2×10(20g×10V)、圧縮荷重:50gf/cm2の条件で圧縮を行った値を示している。
【0029】
(溶融液晶形成性全芳香族ポリエステル)
本発明の不織布で使用される溶融液晶形成性全芳香族ポリエステルは、310℃における熔融粘度が20Pa・s以下であれば特に限定されないが、例えば、p-ヒドロキシ安息香酸と1,6-ヒドロキシナフトエ酸の縮合体やその共重合体等、また、下記の化学式に示す如き構成単位を有するポリエステルを例示することができる。
【0030】
【化1】

【0031】
310℃での溶融粘度が20Pa・sを超える全芳香族ポリエステルは、極細繊維化が困難であったり、重合時のオリゴマーの発生、重合時や造粒時のトラブル発生などの理由から好ましくない。一方、溶融粘度が低すぎる場合も繊維化が困難であり、好ましくは310℃において5Pa・s以上の溶融粘度を示すことが望ましい。また、本質粘度で表した場合、本発明で使用する全芳香族ポリエステルは6.0以下、好ましくは3.0〜6.0の本質粘度(ηinh)を有していることが望ましい。かかる溶融粘度を有する溶融液晶形成性全芳香族ポリエステルは、従来公知の全芳香族ポリエステルの重合技術によって製造することができ、また、ポリプラスッチクス社から「ベクトラ」(登録商標)A,Lタイプ等で提供されている。
【0032】
なお、前記溶融液晶形成性全芳香族ポリエステルは、必要に応じて、その強力が実質的に低下しない範囲で、他のポリマーや添加剤等を加えて用いてもよい。例えば、添加剤としては、安定化剤(例えば、酸化防止剤、紫外線吸収剤、熱安定剤など)、滑剤、難燃剤、帯電防止剤、分散剤、流動化剤などが挙げられる。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。
【0033】
[不織布の製造方法]
本発明の不織布は、前記溶融液晶形成性全芳香族ポリエステルを用いて、フラッシュ紡糸法、メルトブローン法等を利用して製造できる。極細繊維からなる不織布の製造が比較的容易にでき、紡糸時に溶剤を必要とせず環境への影響を最小限とすることができる点からメルトブローン法が好ましい。
【0034】
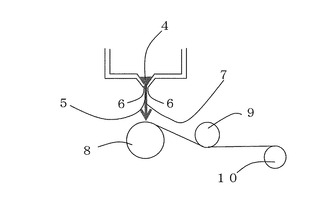
図5は、本発明の不織布のメルトブローン法による製造工程の概要を示す。まず、溶融液晶形成性全芳香族ポリエステルは、押出機により溶融され、溶融状態となりノズル5へと向かう。一方、ノズル5の両側に設けられた熱風噴射溝6,6からは加熱された熱風が噴射され、前記ポリエステルを高温高速流体7とする。この高温高速流体7は、表面凹凸を有する冷却金属ロール8上へ吹き付けられた後、引取ロール9により引き取られ、巻取ロール10により巻き取られる。
【0035】
例えば、前記溶融液晶形成性全芳香族ポリエステルは、紡糸温度310℃〜360℃、熱風温度(一次エアー温度)310℃〜380℃、ノズル1m幅あたりのエアー量10〜50Nm3の紡糸条件で高温高速流体7となり、捕集距離2〜20cm(好ましくは2.5〜13cm程度)でノズル5から表面凹凸を有する冷却金属ロール8上へ吹き付けられる。
【0036】
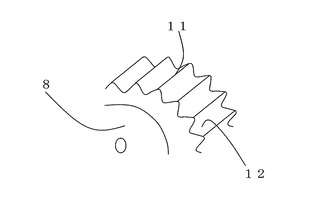
この金属ロールは、不織布の形状に対応した凹凸形状を有し、且つ公知または慣用の冷却手段により、その表面が冷却された状態となっている。前記凹凸形状は、この例では、図6に示すように、ロール8の軸方向に平行に延びる凸部11と凹部12が周方向に交互に並んで形成されている。金属ロールが冷却されているため、高温で加熱された溶融液晶形成性全芳香族ポリエステルであっても、速やかに冷却固化することができ、不織布に対して所望の形状を付与できる。
【0037】
このような製法で形成されるため、本発明の不織布は、実質的に連続したフィラメントから形成される。また、不織布のウェブ形成の観点から、平均繊維径は1〜15μm程度であることが必要であり、好ましくは3〜10μm程度である。なお、本発明において平均繊維径は、不織布を走査型電子顕微鏡で拡大撮影し、任意の100本の繊維の径を測定した値の平均値を指すものである。
【0038】
さらに、本発明の製造方法では、不織布の強度を向上させるため、得られた不織布を、さらに熱処理し繊維状での固相重合を進めてもよい。本発明の不織布は、極細繊維で構成され比表面積が著しく増大しているため、重合の進捗に伴って生成する副生物が容易に離脱して、重合反応を極めて効率的に行うことができる。
【0039】
固相重合に当たっては、用いる熔融液晶形成性ポリエステルの特性により、窒素などの不活性気体を用いたり、空気中での処理を行ったり、また最初は不活性気体中で固相重合を行い、更に空気中で固相重合を完結させるなど、適宜選択することが可能である。
【0040】
特に熔融液晶形成性ポリエステルは、空気中で固相重合を進めると、脱水素反応や酸素架橋などの架橋反応を生ずる場合が多く、不織布の耐薬品性、耐水性および耐熱性をより向上させることができる。これらの反応を期待する場合は、初期に不活性気体中で固相重合を進め、分子量を増大させた後、空気中で反応を進めるのが好ましい。
【0041】
必要に応じて、酸素濃度を管理し、例えば酸素濃度10%の空気中での反応を選択するなどの方法も選択肢の一つとして例示することができる。また、初期には窒素などの不活性気体中で固相重合反応を進め、重合度が上がった段階で有酸素雰囲気とし、更に反応を進め、架橋や炭化などの反応を進める事も可能である。
【0042】
本発明の不織布は、特定の溶融液晶形成性全芳香族ポリエステルを主成分とするため、耐熱性、耐薬品性に優れる。さらに、平均繊維径が1〜15μmであるだけでなく、特定の凹凸形状を有しているため、不織布の比表面積を増加できる。さらに、特定の形状などにより、不織布に強度を付与してクッション性(または耐圧縮性)を向上できるだけでなく、その形状により拭取り性や滑り止め性を向上できる。
【産業上の利用可能性】
【0043】
このような不織布は、例えば、耐薬品性や拭取り性を生かして各種拭き取り材(例えば、工業用ワイパー、生活資材用ワイパーなど)などとして利用できるだけでなく、耐熱性、耐薬品性および比表面積の増加を生かして各種フィルター骨材などとしても有用である。
【0044】
さらに、耐熱性や耐薬品性およびクッション性や滑り止め性を生かすことにより、各種養生シート(例えば、床用養生シート)としても有用である。
また、軽くてもクッション性に優れることにより、半導体などの電子部品を包装するための包装資材として、有用に利用することもできる。
さらに、耐薬品性や、表面の凹凸を利用した滑り止め性を生かすことにより、各種作業手袋(例えば、電子部品用作業手袋)としても有用である。
【実施例】
【0045】
以下に本発明を実施例にてさらに具体的に説明するが、本発明はこれらの実施例に限定
されるものではない。不織布の物性は以下の測定方法により測定した。
【0046】
(溶融粘度 Pa・s)
東洋精機キャピログラフ1B型を用いて、温度310℃、剪断速度r=1000−1の条件下で測定した。
【0047】
(耐薬品性の評価)
o-クロロフェノールに30℃で24時間浸漬し、目視にて溶解の程度を確認した。さらに1規定の水酸化ナトリウム水溶液中で沸騰処理1時間を行い、重量減少率を確認した。なお、本発明において、実質的に溶剤に不溶であるとは、o-クロロフェノールに不溶であること、また1規定の水酸化ナトリウム水溶液中で沸騰処理1時間を行っても、重量減少率が10%以下であることをいう。
【0048】
(耐熱性の評価)
100℃の熱風を不織布に通過させ、形状変化の有無を目視により確認した。形状変化しなかった場合、耐熱性が良好であると判断し、形状変化した場合、耐熱性が不良であると判断した。
【0049】
(熱変形温度の測定)
島津製作所製TMA−50を用いて、試料長を20mmとし、被測定試料重量1g当たり1gを付与し、昇温速度5℃/minにて室温から昇温し、急激な伸びが発生する温度を熱変形温度とする。該温度は、温度−伸度カーブより接線の交点をもって定義した。
【0050】
(山部の高さおよび山部の間隔 mm)
試料長さ方向より、100×100mmの試験片を採取し、この試験片の幅方向の断面を光学顕微鏡により観察し、サンプル幅10cmの中に存在するすべての山部について、山部の高さ(Yi)と、隣接する山部の頂点の間隔(Si)を光学顕微鏡((株)キーエンス製、VHX−10)で測定した。そして、得られた山部の高さを平均したものを山部の平均高さ(Ym)とし、隣接する山部の頂点の間隔(Si)を平均したものを平均間隔(Sm)として算出した。
【0051】
(厚み μm)
試料長さ方向より、100×100mmの試験片を採取し、ダイヤルシックネスゲージで測定した。
【0052】
(平均繊維径 μm)
試料長さ方向より、100×100mmの試験片を採取し、得られた試験片を走査型電子顕微鏡で拡大撮影し、任意の100本の繊維の径を測定した後、これらの平均値を算出した。
【0053】
(目付 g/m2)
試料長さ方向より、100×100mmの試験片を採取し、水分平衡状態の質量を測定し、1m2当りに換算して求めた。
【0054】
(見かけ密度 g/cm3)
見かけ密度は、目付を厚みで除することにより算出した。
【0055】
(圧縮レジリエンス(RC) %、圧縮剛さ(LC)、圧縮率(EMC) %)
KES圧縮試験機(カトーテック株式会社製)を用いて測定し、不織布の圧縮レジリエンス(RC)、圧縮剛さ(LC)および圧縮率(EMC)を測定した。なお、測定は、スピード:0.02cm/sec、圧縮面積:2cm2、SENS:2×10(20g×10V)、圧縮荷重:50gf/cm2の条件で圧縮を行った。
【0056】
(実施例1)
液晶形成性全芳香族ポリエステル(ポリプラスチックス社製 VECTRA−Aタイプ;310℃での溶融粘度10Pa・s、本質粘度5.8)を、低露点エアー式乾燥機にて十分に乾燥し、二軸押出機により押し出し、幅1m、ホール数1000のノズルを有するメルトブローン不織布製造装置に供給した。メルトブローン装置にて、単孔吐出量0.3g/min、樹脂温度320℃、熱風温度320℃、ノズル1m幅当りのエアー量30Nにて、水冷パイプで冷却した凹凸のある冷却金属ロール上へ捕集距離5cmで吹付け、冷却固化した後に巻き取って、メルトブローン不織布を得た。得られた不織布は、上下面の双方に山部を形成し、表1に示す特性を有していた。
【0057】
(比較例1)
実施例1で行った捕集方法である水冷パイプで冷却した凹凸のある冷却金属ロール上へ吹付けて捕集するのに代えて、捕集距離15cmでネット上で吸引して捕集する方法を採用した以外は、実施例1と同様にして不織布を得た。得られた不織布は、上下面の双方が平坦であり、表1に示す特性を有していた。
【0058】
【表1】
【0059】
表1に示すように、実施例1で得られた不織布は、目付けが70g/m2であっても、凹凸があるため嵩高く、厚みを大きくできるとともに、見かけ密度を低減できた。また、圧縮レジリエンスおよび圧縮剛さが大きく、圧縮率が小さいため、クッション性が高く耐圧縮性に優れていた。さらに実施例1で得られた不織布は、耐薬品性、耐熱性にも優れていた。
一方、比較例1で得られた不織布は、目付けは同じであるものの、凹凸がなく平坦で、実施例1で得られた不織布より厚みが薄く、見かけ密度も高かった。また、耐薬品性、耐熱性は実施例1と同程度であったが、圧縮レジリエンスおよび圧縮剛さが小さく、圧縮率が大きいため、実施例1の不織布よりも耐圧縮性に劣っていた。
【0060】
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲で、種々の追加、変更または削除が可能であり、そのようなものも本発明の範囲内に含まれる。
【図面の簡単な説明】
【0061】
【図1】本発明の不織布の一実施形態の断面を示す概略図である。
【図2】本発明の不織布の一実施形態の概略斜視図である。
【図3】本発明の不織布の他の実施形態の概略斜視図である。
【図4】本発明の不織布の異なる実施形態の断面を示す概略図である。
【図5】本発明の不織布をメルトブローン法での製造工程を示す概略図である。
【図6】図5に記載された冷却金属ロールの部分拡大概略図である。
【符号の説明】
【0062】
1,1’…山部
2,2’…谷部
3,3’…山部の頂点
Yi…山部の高さ
Si…山部間の間隔
4…溶融された溶融液晶形成性全芳香族ポリエステル
5…ノズル
6…熱風噴射溝
7…高温高速流体
8…表面凹凸を有する冷却金属ロール
9…引取ロール
10…巻取ロール
11…凸部
12…凹部
【技術分野】
【0001】
本発明は、耐熱性、耐薬品性に優れるとともに、嵩高い不織布とその製造方法に関する。特に、本発明は、耐熱性、耐薬品性などに優れるだけでなく、クッション性や拭取り性、さらに滑り止め性に優れる不織布とその製造方法に関する。
【背景技術】
【0002】
不織布は、各種産業用資材や建設資材などとして、多種多様な分野において重用されている。しかし、一般に用いられている不織布原料は、綿、レーヨン、ポリエチレンテレフタレート、ポリプロピレン、ナイロンなどであり、これらの原料から製造される不織布は、満足な耐熱性や耐薬品性を示さないため、耐熱、耐薬品性等が要求されるワイパーやフィルター骨材など、高機能化が求められる用途に用いることができない。
【0003】
例えば、耐熱性や耐アルカリ性に優れた不織布として、特許文献1(特開2005−232622)には、基布の片面もしくは両面にアラミド繊維と玄武岩繊維を含むウェブを配置し、ニードルパンチして両繊維を一体化したニードルフェルトが開示されている。このフェルトは、耐熱性および耐アルカリ性に優れるものの、吸湿性が高い。また、ニードルパンチ方式では、表面に凹凸を形成できないだけでなく、その製造工程も極めて複雑であり、まず繊維を製造し、その繊維を短繊維にカットした後に、短繊維からカードウェブを形成し、さらにそのカードウェブをニードルパンチでシート化するといった多工程を要する。
【0004】
一方、耐熱、耐薬品性を有する溶融液晶形成性全芳香族ポリエステルを原料とした不織布として、特許文献2(特開2002−061064)に、平均繊維径が0.6〜20μmである溶融液晶性ポリエステル繊維から構成され、300℃1時間での面積収縮率が3%以下であることを特徴とする不織布が開示されている。この文献では、前記溶融液晶形成性全芳香族ポリエステルをメルトブローンして、耐熱性、寸法安定性、低吸水性、樹脂含浸性に優れる不織布を得ることが記載されている。しかし、この文献においても、嵩高く、低密度な不織布を得ることは、何ら記載されていない。
【0005】
【特許文献1】特開2005−232622号公報
【特許文献2】特開2002−061064号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、耐熱性および耐薬品性に優れるだけでなく、軽量であってもクッション性を向上できる不織布を提供することにある。
本発明の別の目的は、さらに拭取り性や滑り止め性を向上できる不織布を提供することにある。
本発明のさらに別の目的は、上述のような優れた特性を有する不織布を、効率よく製造するための方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記した従来技術の問題点を解決すべく、鋭意検討を重ねた結果、310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルポリマーを高温高速流体とした後、この高温高速流体を、所定の捕集距離で、表面凹凸を有し、且つ冷却された金属ロール上へ吹付けて冷却固化捕集することにより、取り扱い性の困難な溶融液晶形成性全芳香族ポリエステルポリマーであっても、簡便に加工することができ、その結果、表面凹凸を有して嵩高く、かつ耐熱性、耐薬品性に優れた不織布を得ることができることを見出し、本発明を完成させた。
【0008】
すなわち、上記の検討結果に基づいてなされた本発明は、310℃以上での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が1〜15μmであるフィラメントからなり、主面が複数の山部を有するとともに、見かけ密度が0.01〜0.3g/cm3である不織布である。
【0009】
例えば、前記複数の山部は、少なくとも第1の方向に沿って並んでおり、この第1の方向に沿った幅10cmの断面において存在する不織布の複数の山部について、山部の高さ(Yi)を平均した山部の平均高さ(Ym)が0.1〜5mm程度であってもよく、また、隣接する山部の頂点の間隔(Si)を平均した平均間隔(Sm)が0.05〜5mm程度であってもよい。さらに、山部の平均高さ(Ym)と、隣接する山部の頂点の平均間隔(Sm)との比は、(Sm)/(Ym)=0.02〜100程度であってもよい。
【0010】
また、前記不織布は、山部が形成されているため、見かけ密度が低くとも、耐圧縮性に優れており、不織布において、圧縮レジリエンス(RC)が40〜70%程度、圧縮剛さ(LC)が0.4〜0.7程度、及び/または圧縮率(EMC)が5〜30%程度であってもよい。
【0011】
このような不織布は、メルトブローン法により製造するのが好ましく、不織布は、310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを、紡糸温度310〜360℃、熱風温度310〜380℃、ノズル1m幅当りのエアー量10〜50Nm3の高温高速流体として、捕集距離2〜20cm(好ましくは2.5〜13cm程度)で表面凹凸を有する冷却金属ロール上へ吹付け捕集することにより製造できる。
【0012】
さらに、前記製造方法では、吹付け捕集した不織布を、さらに固相重合させ、不織布の強度を向上させてもよい。
【0013】
なお、明細書中において、「溶融液晶形成性全芳香族ポリエステル」とは、溶融相で光学的異方性(液晶性)を示す全芳香族ポリエステル樹脂を意味する。前記液晶性は、ホットステージ上の試料を窒素雰囲気下で昇温し、その透過光を観察することにより容易に認定することができる。
【0014】
また、不織布の山部の高さ(Yi)と、隣接する山部の頂点の間隔(Si)は、不織布において、第1の方向に沿って並んだ複数の山部を含むよう、第1の方向に沿って幅10cmのサンプル片の断面を光学顕微鏡により観察し、サンプル幅10cmの中に存在するすべての山部について測定するものとする。なお、サンプル幅の両端において、山形が頂点を迎えることなく途切れた場合、途切れた山形については、山部の高さ(Yi)および間隔(Si)には算入しないものとする。
【発明の効果】
【0015】
本発明では、耐熱性および耐薬品性に優れる溶融液晶形成性全芳香族ポリエステルを、特定の製造方法で加工することにより、表面に複数の山部を形成した不織布を得ることができ、このような不織布では、耐熱性および耐薬品性に優れるだけでなく、軽量であっても、クッション性を向上することができる。
【0016】
また、本発明の不織布は、耐熱、耐薬品性に優れ、かつ嵩高いため、工業用特殊ワイパー等において、拭取り性、薬品保持性を向上することができる。
さらに、本発明の不織布は、静電気の発生を有効に抑制することができ、発塵量を低減できるだけでなく、表面の凹凸形状により、不織布の拭取り性や滑り止め性を向上することができる。
【0017】
また、本発明の不織布の製造方法では、このように優れた特性を有する不織布を、効率よく大量生産することができる。
【発明を実施するための最良の形態】
【0018】
この発明は、添付の図面を参考にした以下の好適な実施形態の説明から、より明瞭に理解される。図面は必ずしも一定の縮尺で示されておらず、本発明の原理を示す上で誇張したものになっている。また、添付図面において、複数の図面における同一の部品番号は、同一部分を示す。
【0019】
[不織布]
本発明の不織布は、310℃以上での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が1〜15μmであるフィラメントで構成される。
図1に、本発明の不織布の一実施形態の断面の概略図を示す。図1に示すように、不織布は、一方の主面に複数の山部1を第1の方向に沿って連続して有し、各山部1は、山部1およびこの山に隣接する谷部2,2からなる山形をなしている。
【0020】
各山部1は、山部を形成する山形の谷部2,2から山部の頂点3までの距離Y1,Y2,Y3,・・・Yiをその高さとして有し、また、各山部の頂点3は、S1、S2,S3,・・・Siの間隔で離れている。
【0021】
不織布に求められる形状に応じて、各山部の高さは、同一でもよく異なっていてもよい。山部の高さ(Yi)は、拭取り性や滑り止め性を不織布に付与する観点から、例えば、0.01mm〜1cm程度が好ましく、より好ましくは0.05〜8mm程度、さらに好ましくは0.07〜6mm程度である。また、不織布から任意に採取したサンプルの幅方向の断面において、サンプル幅10cmの中に存在する山部の平均高さ(Ym)は、例えば、0.1〜5mm程度が好ましく、より好ましくは0.3〜4mm程度、さらに好ましくは0.5〜3.5mm程度である。
【0022】
また、山部間の各間隔も、同一でもよく異なっていてもよい。山部間の間隔(Si)は、クッション性や耐圧縮性を不織布に付与する観点から、例えば、0.01mm〜1cm程度が好ましく、より好ましくは0.05〜8mm程度、さらに好ましくは0.1〜6mm程度である。また、不織布から任意に採取したサンプルの幅方向の断面において、サンプル幅10cmの中に存在する山部間の平均間隔(Sm)は、例えば、0.05〜5mm程度が好ましく、より好ましくは0.1〜4mm程度、さらに好ましくは1〜3.5mm程度である。
【0023】
山部の平均高さ(Ym)と、隣接する山部の頂点の平均間隔(Sm)との比は、不織布に対して求められる性能に応じて幅広い範囲から選択することができ、(Sm)/(Ym)=0.02〜100程度が好ましく、より好ましくは0.1〜80程度である。
【0024】
図2に示すように、不織布の主面において、各山部は第1の方向に沿って、互いに平行に配列して、全体として波状に存在していてもよいし、または、図3に示すように、各山部は互いに入れ違いに配列し、カップ状の山部が全体に均一に点在していてもよい。また、それ以外にも、不織布に求められる形状に応じて、山部は、ランダムに不織布の主面に存在していてもよい。
なお、第1の方向は、通常、最も多くの山部が含まれるように選択され、図2のように波状に山部が形成されている場合、第1の方向は、山部の稜線と直交するよう、紙面X方向に設定される。
また、図3のようにカップ状の山部が全体に均一に点在している場合、山部は、第1の方向だけでなく、その他の方向にも並んでいるが、第1の方向は、山部を最も多く含むよう、紙面Y方向に設定される。
【0025】
また、不織布は、図4に示すように、通常、不織布の主面である上面および下面の双方において、山部を形成し、例えば、上面の山部1の頂点3と下面の谷部2’との位置が、不織布の幅方向に対して一致して形成されている。
【0026】
本発明の不織布では、複数の山部により、嵩高くすることが可能であり、前記不織布は、見かけ密度が0.01〜0.3g/cm3程度であり、好ましくは見かけ密度が0.015〜0.2g/cm3程度、さらに好ましくは0.02〜0.1g/cm3程度、特に好ましくは0.025〜0.05g/cm3程度である。
【0027】
本発明の不織布は、必要に応じてさまざまな厚みとすることができるが、不織布の厚みは、クッション性または拭取り性の観点から、好ましくは0.5mm〜1cm程度、より好ましくは1〜8mm程度である。
【0028】
また、不織布が有するクッション性は、不織布の耐圧縮性で代表することができ、例えば、KES圧縮試験機(カトーテック株式会社製)を用いて測定した場合、不織布の圧縮レジリエンス(RC)は40〜70%程度であることが好ましく、50〜60%程度であることがより好ましい。圧縮剛さ(LC)は、0.4〜0.7程度であることが好ましく、0.5〜0.6程度であることがより好ましい。圧縮率(EMC)は、5〜30%程度であることが好ましく、10〜20%程度であることがより好ましい。
なお、前記圧縮レジリエンス(RC)、圧縮剛さ(LC)および圧縮率(EMC)は、測定条件として、スピード:0.02cm/sec、圧縮面積:2cm2、SENS:2×10(20g×10V)、圧縮荷重:50gf/cm2の条件で圧縮を行った値を示している。
【0029】
(溶融液晶形成性全芳香族ポリエステル)
本発明の不織布で使用される溶融液晶形成性全芳香族ポリエステルは、310℃における熔融粘度が20Pa・s以下であれば特に限定されないが、例えば、p-ヒドロキシ安息香酸と1,6-ヒドロキシナフトエ酸の縮合体やその共重合体等、また、下記の化学式に示す如き構成単位を有するポリエステルを例示することができる。
【0030】
【化1】
【0031】
310℃での溶融粘度が20Pa・sを超える全芳香族ポリエステルは、極細繊維化が困難であったり、重合時のオリゴマーの発生、重合時や造粒時のトラブル発生などの理由から好ましくない。一方、溶融粘度が低すぎる場合も繊維化が困難であり、好ましくは310℃において5Pa・s以上の溶融粘度を示すことが望ましい。また、本質粘度で表した場合、本発明で使用する全芳香族ポリエステルは6.0以下、好ましくは3.0〜6.0の本質粘度(ηinh)を有していることが望ましい。かかる溶融粘度を有する溶融液晶形成性全芳香族ポリエステルは、従来公知の全芳香族ポリエステルの重合技術によって製造することができ、また、ポリプラスッチクス社から「ベクトラ」(登録商標)A,Lタイプ等で提供されている。
【0032】
なお、前記溶融液晶形成性全芳香族ポリエステルは、必要に応じて、その強力が実質的に低下しない範囲で、他のポリマーや添加剤等を加えて用いてもよい。例えば、添加剤としては、安定化剤(例えば、酸化防止剤、紫外線吸収剤、熱安定剤など)、滑剤、難燃剤、帯電防止剤、分散剤、流動化剤などが挙げられる。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。
【0033】
[不織布の製造方法]
本発明の不織布は、前記溶融液晶形成性全芳香族ポリエステルを用いて、フラッシュ紡糸法、メルトブローン法等を利用して製造できる。極細繊維からなる不織布の製造が比較的容易にでき、紡糸時に溶剤を必要とせず環境への影響を最小限とすることができる点からメルトブローン法が好ましい。
【0034】
図5は、本発明の不織布のメルトブローン法による製造工程の概要を示す。まず、溶融液晶形成性全芳香族ポリエステルは、押出機により溶融され、溶融状態となりノズル5へと向かう。一方、ノズル5の両側に設けられた熱風噴射溝6,6からは加熱された熱風が噴射され、前記ポリエステルを高温高速流体7とする。この高温高速流体7は、表面凹凸を有する冷却金属ロール8上へ吹き付けられた後、引取ロール9により引き取られ、巻取ロール10により巻き取られる。
【0035】
例えば、前記溶融液晶形成性全芳香族ポリエステルは、紡糸温度310℃〜360℃、熱風温度(一次エアー温度)310℃〜380℃、ノズル1m幅あたりのエアー量10〜50Nm3の紡糸条件で高温高速流体7となり、捕集距離2〜20cm(好ましくは2.5〜13cm程度)でノズル5から表面凹凸を有する冷却金属ロール8上へ吹き付けられる。
【0036】
この金属ロールは、不織布の形状に対応した凹凸形状を有し、且つ公知または慣用の冷却手段により、その表面が冷却された状態となっている。前記凹凸形状は、この例では、図6に示すように、ロール8の軸方向に平行に延びる凸部11と凹部12が周方向に交互に並んで形成されている。金属ロールが冷却されているため、高温で加熱された溶融液晶形成性全芳香族ポリエステルであっても、速やかに冷却固化することができ、不織布に対して所望の形状を付与できる。
【0037】
このような製法で形成されるため、本発明の不織布は、実質的に連続したフィラメントから形成される。また、不織布のウェブ形成の観点から、平均繊維径は1〜15μm程度であることが必要であり、好ましくは3〜10μm程度である。なお、本発明において平均繊維径は、不織布を走査型電子顕微鏡で拡大撮影し、任意の100本の繊維の径を測定した値の平均値を指すものである。
【0038】
さらに、本発明の製造方法では、不織布の強度を向上させるため、得られた不織布を、さらに熱処理し繊維状での固相重合を進めてもよい。本発明の不織布は、極細繊維で構成され比表面積が著しく増大しているため、重合の進捗に伴って生成する副生物が容易に離脱して、重合反応を極めて効率的に行うことができる。
【0039】
固相重合に当たっては、用いる熔融液晶形成性ポリエステルの特性により、窒素などの不活性気体を用いたり、空気中での処理を行ったり、また最初は不活性気体中で固相重合を行い、更に空気中で固相重合を完結させるなど、適宜選択することが可能である。
【0040】
特に熔融液晶形成性ポリエステルは、空気中で固相重合を進めると、脱水素反応や酸素架橋などの架橋反応を生ずる場合が多く、不織布の耐薬品性、耐水性および耐熱性をより向上させることができる。これらの反応を期待する場合は、初期に不活性気体中で固相重合を進め、分子量を増大させた後、空気中で反応を進めるのが好ましい。
【0041】
必要に応じて、酸素濃度を管理し、例えば酸素濃度10%の空気中での反応を選択するなどの方法も選択肢の一つとして例示することができる。また、初期には窒素などの不活性気体中で固相重合反応を進め、重合度が上がった段階で有酸素雰囲気とし、更に反応を進め、架橋や炭化などの反応を進める事も可能である。
【0042】
本発明の不織布は、特定の溶融液晶形成性全芳香族ポリエステルを主成分とするため、耐熱性、耐薬品性に優れる。さらに、平均繊維径が1〜15μmであるだけでなく、特定の凹凸形状を有しているため、不織布の比表面積を増加できる。さらに、特定の形状などにより、不織布に強度を付与してクッション性(または耐圧縮性)を向上できるだけでなく、その形状により拭取り性や滑り止め性を向上できる。
【産業上の利用可能性】
【0043】
このような不織布は、例えば、耐薬品性や拭取り性を生かして各種拭き取り材(例えば、工業用ワイパー、生活資材用ワイパーなど)などとして利用できるだけでなく、耐熱性、耐薬品性および比表面積の増加を生かして各種フィルター骨材などとしても有用である。
【0044】
さらに、耐熱性や耐薬品性およびクッション性や滑り止め性を生かすことにより、各種養生シート(例えば、床用養生シート)としても有用である。
また、軽くてもクッション性に優れることにより、半導体などの電子部品を包装するための包装資材として、有用に利用することもできる。
さらに、耐薬品性や、表面の凹凸を利用した滑り止め性を生かすことにより、各種作業手袋(例えば、電子部品用作業手袋)としても有用である。
【実施例】
【0045】
以下に本発明を実施例にてさらに具体的に説明するが、本発明はこれらの実施例に限定
されるものではない。不織布の物性は以下の測定方法により測定した。
【0046】
(溶融粘度 Pa・s)
東洋精機キャピログラフ1B型を用いて、温度310℃、剪断速度r=1000−1の条件下で測定した。
【0047】
(耐薬品性の評価)
o-クロロフェノールに30℃で24時間浸漬し、目視にて溶解の程度を確認した。さらに1規定の水酸化ナトリウム水溶液中で沸騰処理1時間を行い、重量減少率を確認した。なお、本発明において、実質的に溶剤に不溶であるとは、o-クロロフェノールに不溶であること、また1規定の水酸化ナトリウム水溶液中で沸騰処理1時間を行っても、重量減少率が10%以下であることをいう。
【0048】
(耐熱性の評価)
100℃の熱風を不織布に通過させ、形状変化の有無を目視により確認した。形状変化しなかった場合、耐熱性が良好であると判断し、形状変化した場合、耐熱性が不良であると判断した。
【0049】
(熱変形温度の測定)
島津製作所製TMA−50を用いて、試料長を20mmとし、被測定試料重量1g当たり1gを付与し、昇温速度5℃/minにて室温から昇温し、急激な伸びが発生する温度を熱変形温度とする。該温度は、温度−伸度カーブより接線の交点をもって定義した。
【0050】
(山部の高さおよび山部の間隔 mm)
試料長さ方向より、100×100mmの試験片を採取し、この試験片の幅方向の断面を光学顕微鏡により観察し、サンプル幅10cmの中に存在するすべての山部について、山部の高さ(Yi)と、隣接する山部の頂点の間隔(Si)を光学顕微鏡((株)キーエンス製、VHX−10)で測定した。そして、得られた山部の高さを平均したものを山部の平均高さ(Ym)とし、隣接する山部の頂点の間隔(Si)を平均したものを平均間隔(Sm)として算出した。
【0051】
(厚み μm)
試料長さ方向より、100×100mmの試験片を採取し、ダイヤルシックネスゲージで測定した。
【0052】
(平均繊維径 μm)
試料長さ方向より、100×100mmの試験片を採取し、得られた試験片を走査型電子顕微鏡で拡大撮影し、任意の100本の繊維の径を測定した後、これらの平均値を算出した。
【0053】
(目付 g/m2)
試料長さ方向より、100×100mmの試験片を採取し、水分平衡状態の質量を測定し、1m2当りに換算して求めた。
【0054】
(見かけ密度 g/cm3)
見かけ密度は、目付を厚みで除することにより算出した。
【0055】
(圧縮レジリエンス(RC) %、圧縮剛さ(LC)、圧縮率(EMC) %)
KES圧縮試験機(カトーテック株式会社製)を用いて測定し、不織布の圧縮レジリエンス(RC)、圧縮剛さ(LC)および圧縮率(EMC)を測定した。なお、測定は、スピード:0.02cm/sec、圧縮面積:2cm2、SENS:2×10(20g×10V)、圧縮荷重:50gf/cm2の条件で圧縮を行った。
【0056】
(実施例1)
液晶形成性全芳香族ポリエステル(ポリプラスチックス社製 VECTRA−Aタイプ;310℃での溶融粘度10Pa・s、本質粘度5.8)を、低露点エアー式乾燥機にて十分に乾燥し、二軸押出機により押し出し、幅1m、ホール数1000のノズルを有するメルトブローン不織布製造装置に供給した。メルトブローン装置にて、単孔吐出量0.3g/min、樹脂温度320℃、熱風温度320℃、ノズル1m幅当りのエアー量30Nにて、水冷パイプで冷却した凹凸のある冷却金属ロール上へ捕集距離5cmで吹付け、冷却固化した後に巻き取って、メルトブローン不織布を得た。得られた不織布は、上下面の双方に山部を形成し、表1に示す特性を有していた。
【0057】
(比較例1)
実施例1で行った捕集方法である水冷パイプで冷却した凹凸のある冷却金属ロール上へ吹付けて捕集するのに代えて、捕集距離15cmでネット上で吸引して捕集する方法を採用した以外は、実施例1と同様にして不織布を得た。得られた不織布は、上下面の双方が平坦であり、表1に示す特性を有していた。
【0058】
【表1】
【0059】
表1に示すように、実施例1で得られた不織布は、目付けが70g/m2であっても、凹凸があるため嵩高く、厚みを大きくできるとともに、見かけ密度を低減できた。また、圧縮レジリエンスおよび圧縮剛さが大きく、圧縮率が小さいため、クッション性が高く耐圧縮性に優れていた。さらに実施例1で得られた不織布は、耐薬品性、耐熱性にも優れていた。
一方、比較例1で得られた不織布は、目付けは同じであるものの、凹凸がなく平坦で、実施例1で得られた不織布より厚みが薄く、見かけ密度も高かった。また、耐薬品性、耐熱性は実施例1と同程度であったが、圧縮レジリエンスおよび圧縮剛さが小さく、圧縮率が大きいため、実施例1の不織布よりも耐圧縮性に劣っていた。
【0060】
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲で、種々の追加、変更または削除が可能であり、そのようなものも本発明の範囲内に含まれる。
【図面の簡単な説明】
【0061】
【図1】本発明の不織布の一実施形態の断面を示す概略図である。
【図2】本発明の不織布の一実施形態の概略斜視図である。
【図3】本発明の不織布の他の実施形態の概略斜視図である。
【図4】本発明の不織布の異なる実施形態の断面を示す概略図である。
【図5】本発明の不織布をメルトブローン法での製造工程を示す概略図である。
【図6】図5に記載された冷却金属ロールの部分拡大概略図である。
【符号の説明】
【0062】
1,1’…山部
2,2’…谷部
3,3’…山部の頂点
Yi…山部の高さ
Si…山部間の間隔
4…溶融された溶融液晶形成性全芳香族ポリエステル
5…ノズル
6…熱風噴射溝
7…高温高速流体
8…表面凹凸を有する冷却金属ロール
9…引取ロール
10…巻取ロール
11…凸部
12…凹部
【特許請求の範囲】
【請求項1】
310℃以上での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が1〜15μmであるフィラメントからなり、主面が複数の山部を有するとともに、見かけ密度が0.01〜0.3g/cm3である不織布。
【請求項2】
請求項1において、前記複数の山部は、少なくとも第1の方向に沿って並んでおり、この第1の方向に沿った幅10cmの断面において存在する不織布の複数の山部について、山部の高さ(Yi)を平均した平均高さ(Ym)が0.1〜5mmであり、隣接する山部の頂点の間隔(Si)を平均した平均間隔(Sm)が0.05〜5mmである不織布。
【請求項3】
請求項2において、山部の平均高さ(Ym)と、隣接する山部の頂点の平均間隔(Sm)との比が、(Sm)/(Ym)=0.02〜100である不織布。
【請求項4】
請求項1〜3のいずれか一項において、前記不織布の圧縮レジリエンス(RC)が40〜70%、圧縮剛さ(LC)が0.4〜0.7、及び/または圧縮率(EMC)が5〜30%である不織布。
【請求項5】
請求項1〜4のいずれか一項において、不織布がメルトブローン法により製造された不織布。
【請求項6】
310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを、紡糸温度310〜360℃、熱風温度310〜380℃、ノズル1m幅当りのエアー量10〜50Nm3の高温高速流体として、捕集距離2〜20cmで表面凹凸を有する冷却金属ロール上へ吹付け捕集する請求項1〜5のいずれか一項に記載の不織布の製造方法。
【請求項7】
請求項6において、吹付け捕集された不織布をさらに固相重合させる製造方法。
【請求項1】
310℃以上での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを主成分とし、平均繊維径が1〜15μmであるフィラメントからなり、主面が複数の山部を有するとともに、見かけ密度が0.01〜0.3g/cm3である不織布。
【請求項2】
請求項1において、前記複数の山部は、少なくとも第1の方向に沿って並んでおり、この第1の方向に沿った幅10cmの断面において存在する不織布の複数の山部について、山部の高さ(Yi)を平均した平均高さ(Ym)が0.1〜5mmであり、隣接する山部の頂点の間隔(Si)を平均した平均間隔(Sm)が0.05〜5mmである不織布。
【請求項3】
請求項2において、山部の平均高さ(Ym)と、隣接する山部の頂点の平均間隔(Sm)との比が、(Sm)/(Ym)=0.02〜100である不織布。
【請求項4】
請求項1〜3のいずれか一項において、前記不織布の圧縮レジリエンス(RC)が40〜70%、圧縮剛さ(LC)が0.4〜0.7、及び/または圧縮率(EMC)が5〜30%である不織布。
【請求項5】
請求項1〜4のいずれか一項において、不織布がメルトブローン法により製造された不織布。
【請求項6】
310℃での溶融粘度が20Pa・s以下である溶融液晶形成性全芳香族ポリエステルを、紡糸温度310〜360℃、熱風温度310〜380℃、ノズル1m幅当りのエアー量10〜50Nm3の高温高速流体として、捕集距離2〜20cmで表面凹凸を有する冷却金属ロール上へ吹付け捕集する請求項1〜5のいずれか一項に記載の不織布の製造方法。
【請求項7】
請求項6において、吹付け捕集された不織布をさらに固相重合させる製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−74196(P2009−74196A)
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願番号】特願2007−243572(P2007−243572)
【出願日】平成19年9月20日(2007.9.20)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願日】平成19年9月20日(2007.9.20)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]