
不織布部材およびその製造方法と、該不織布部材からなるダクト

【課題】空調ダクト等の吸音性および断熱性並びに通気性(通気遮断性)といった相反する物性を併有すると共に、充分な剛性を有し、かつ任意の形状への加工が容易である不織布部材およびその製造方法と、更に該不織布部材からなるダクトを提供する。
物性を適宜制御可能とし得る不織布部材およびその製造方法を提供する。
【解決手段】少なくともその一部が熱可塑性合成樹脂で構成される繊維12を含む繊維群13からなる不織布部材であって、
その両側の表面近傍で、前記繊維12を含む繊維群13が、該両側の表面に挟まれた略中央部に比較して疎な集合状態となっている繊維領域16,16と、この繊維領域16に挟まれた略中央部に形成され、該繊維領域16より繊維12を含む繊維群13が密な集合状態となっている緻密領域18とから構成されるようにした。
物性を適宜制御可能とし得る不織布部材およびその製造方法を提供する。
【解決手段】少なくともその一部が熱可塑性合成樹脂で構成される繊維12を含む繊維群13からなる不織布部材であって、
その両側の表面近傍で、前記繊維12を含む繊維群13が、該両側の表面に挟まれた略中央部に比較して疎な集合状態となっている繊維領域16,16と、この繊維領域16に挟まれた略中央部に形成され、該繊維領域16より繊維12を含む繊維群13が密な集合状態となっている緻密領域18とから構成されるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、不織布部材およびその製造方法と、該不織布部材からなるダクトに関し、更に詳細には、自動車等の車両用フロアクッション材や防音材等に好適に用いられ、吸音性および断熱性等に優れると共に、その通気量等を任意に制御しつつ、かつ容易に製造し得る不織布部材およびその製造方法と、該不織布部材から製造されるダクトに関する。
【背景技術】
【0002】
一般に、自動車に代表される車両には、空調ダクト、各種インシュレーターおよびドアウォーターシールや、各種内装材等の、吸音による騒音低減(吸音)性、断熱性、通気性(通気遮断性)、防水性または剛性といった各特性を、その使用目的に応じて適宜調整した素材が多数使用されている。例えば空調ダクトを例にとれば、その内部を流通する調温空気等の好適な送出等のために一定以上の通気性(通気遮断性)の達成が求められる一方で、同時にその内表面および外表面においては、ダクト内外の温度差による結露の防止および送風等に係る騒音の低減の達成も求められる。この要求の何れか一方は、基本的に通気遮断性を向上または低下させれば達成可能であるが、その双方を同時に達成することは基本的に不可能であり、一般的には(1)同一素材においてその密度等を変化させて使用したり、(2)物性の異なる素材を積層的に使用する手法が採用されている。
【0003】
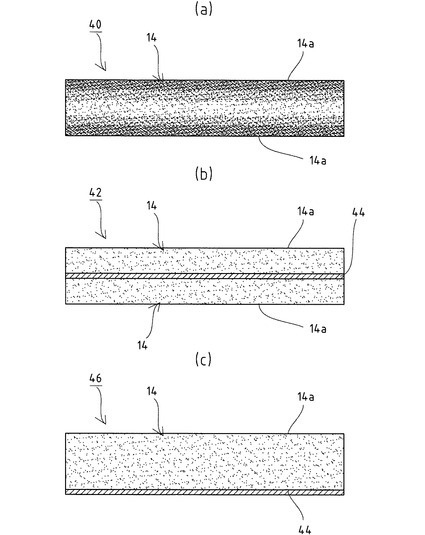
例えば空調ダクトの素材として好適に使用される素材として、多数の細い繊維を揉み固めた(縮絨した)不織布が挙げられる。そしてその密度を加熱加工等によって制御し、高密度とすることで低通気性および防水性を確保し、低密度とすることで騒音低減性および断熱性の確保をなし得る。すなわち図7に示す如く、低密度とした不織布14を基本として、その両側に加熱下にプレスを実施することで、その両側の表面14a、14aの近傍部位だけの密度を高めつつ、厚さ方向の中央部近傍の密度だけを低いまま保持した部材40を製造したり(図7(a)参照;図中のドットの密度は部材40内における不織布14の密度を示す)、または物性の異なる素材を積層的に使用するべく2つの不織布14、14の間に、例えばPETの如き通気性のないシート部材44を接着的に挟み込んた部材42(図7(b)参照)またはシート部材44を不織布14の一方の表面に接着した部材46(図7(c)参照)を製造することで、前述の各物性の双方とも達成し得る。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、(1)に示す部材40においては、その製造方法故に不織布14の両表面に通気性のない領域が形成されているため、前述の空調ダクト等に要求される吸音による騒音低減性を好適に発揮し得ない。また(2)の構造を有する部材42においてはその構造が2層または3層といった、所謂積層構造となるため、部材コストおよび工程増による製造コストが増大してしまう。また使用に際して、剥がれ等の問題が発生する虞も指摘される。
【0005】
またこの他、以下の特許文献1記載の発明「円筒状不織布」および特許文献2記載の発明「吸気ダクトの製造方法」の如く、その構成要素内に熱によって溶融等して接着作用等を発現する熱融着繊維や熱可塑性樹脂バインダを採用することで、 吸音性能および断熱性を向上させつつ、その成形性等を担保する内容を開示したものもある。しかしこれらの構成では、不織布を疎としたことによる効果は期待できる一方で、密な領域を有することによる通気性(通気遮断性)は期待し得ないものである。
【特許文献1】特開2002−302858号公報
【特許文献2】特開平11−343938号公報
【0006】
この発明は、従来技術に係る問題点に鑑み、これを好適に解決するべく提案されたものであって、空調ダクト等の吸音性および断熱性並びに通気性(通気遮断性)といった相反する物性を併有すると共に、充分な剛性を有し、かつ任意の形状への加工が容易である不織布部材およびその製造方法と、更に該不織布部材からなるダクトを提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を克服し、所期の目的を達成するため、請求項1に記載の発明に係る不織布部材は、少なくともその一部が熱可塑性合成樹脂で構成される繊維を含む繊維群からなる不織布部材であって、
その両側の表面近傍で、前記繊維を含む繊維群が、該両側の表面に挟まれた略中央部に比較して疎な集合状態となっている繊維領域と、
前記繊維領域に挟まれた略中央部に形成され、該繊維領域より前記繊維を含む繊維群が密な集合状態となっている緻密領域とから構成されていることを要旨とする。
【0008】
従って、請求項1に係る発明によれば、その表面近傍に繊維が疎な集合状態に存在することで発現する物性を備え、かつそれ以外の厚さ方向の略中央部近傍に該繊維が密な集合状態に存在することで発現する物性を備えることで、これまでは積層品でしか達成できなかった、高い吸音性、断熱性、結露防止性および剛性並びに低い通気性を併有させ得る。またこの異なる物性を発現する2つの領域が剥がれることもない構造的特徴も有する。
【0009】
請求項2に記載の発明は、請求項1に記載の発明において、前記繊維群は、前記繊維のみからなることを要旨とする。従って、請求項2に係る発明によれば、より好適に本発明の構造的特徴を発現させ得る。
【0010】
請求項3に記載の発明は、請求項1または2に記載の発明において、前記繊維は、所要の融点を有する第1の熱可塑性合成樹脂を材質とする芯部と、該第1の熱可塑性合成樹脂より低い融点を有する第2の熱可塑性合成樹脂を材質として、該芯部の外周を被覆する鞘部とから構成されていることを要旨とする。従って、請求項3に係る発明によれば、1種類の熱可塑性合成樹脂からなる繊維を使用する場合に比較して、優れた軽量性、剛性、断熱性および結露防止性並びに高い吸音性等を物性を発現し、更にその製造時の温度調節を容易化し得る。
【0011】
請求項4に記載の発明は、請求項1〜3の何れかに記載の発明において、前記繊維領域は、複数の前記繊維が繊維状態を維持した繊維構造を有し、前記緻密領域は、複数の該繊維同士が溶着固化して、緻密状態となっていることを要旨とする。従って、請求項4に係る発明によれば、不織布部材に高い非通気性を与え、かつ高い吸音性、断熱性、結露防止性および剛性を併有させ得る。
【0012】
前記課題を克服し、所期の目的を達成するため、請求項5に記載の発明に係る不織布部材の製造方法は、
少なくともその一部が熱可塑性合成樹脂で構成される繊維を含む繊維群からなる不織布を準備し、
前記不織布の全体を、該不織布をなす前記繊維群において最も低融点な熱可塑性合成樹脂の融点以上の温度でかつその繊維構造を維持する温度の範囲内となるよう加熱した後、
前記最も低融点な熱可塑性合成樹脂の融点未満の温度下に所要時間放置することで、両側の表面近傍の繊維領域とすべき部位を冷却し、
次いで前記不織布を、その両側の表面から押圧することで、未だ前記最も低融点な熱可塑性合成樹脂が融点以上を維持し、該両側の表面に挟まれた略中央部を緻密領域とするようにしたことを要旨とする。
【0013】
従って、請求項5に係る発明によれば、その表面近傍に繊維が疎な集合状態に存在することで発現する物性を備え、かつそれ以外の厚さ方向の略中央部近傍に該繊維が密な集合状態に存在することで発現する物性を備えることで、これまでは積層品でしか達成できなかった、高い吸音性、断熱性、結露防止性および剛性並びに低い通気性を併有したダクトまたはウォーターシールの如き部材とし得る不織布部材を容易に製造し得る。
【0014】
請求項6に記載の発明は、請求項5記載される発明において、前記不織布は、前記繊維のみから準備されることを要旨とする。従って、請求項6に係る発明によれば、より好適に本発明の構造的特徴を発現させた不織布部材を製造し得る。
【0015】
請求項7に記載の発明に係るダクトは、請求項1〜4の何れかに記載される不織布部材を所要形状に成形したことで形成されることを要旨とする。従って、請求項7に係る発明によれば、優れた断熱性および結露防止性並びに高い吸音性、すなわち優れた低騒音性等の顕著な作用を奏するダクトを容易に製造し得る。
【発明の効果】
【0016】
以上に説明した如く、本発明の不織布部材およびその製造方法と、該不織布部材からなるダクトによれば、その表面近傍に繊維が疎な集合状態に存在することで発現する物性を備え、それ以外の厚さ方向の略中央部近傍に該繊維が密な集合状態に存在することで発現する物性を備えた不織布部材を容易に製造し得る。またこのような不織布部材を利用することで、ダクトに優れた断熱性および結露防止性並びに高い吸音性を付与し得る。
【発明を実施するための最良の形態】
【0017】
次に、本発明に係る不織布部材およびその製造方法と、該不織布部材からなるダクトにつき、好適な実施例を挙げて、添付図面を参照しながら以下説明する。本願発明者は、所要の繊維を含む繊維群から構成され、単層構造をなす不織布に対して、所要の加熱を施して放冷させた後に、該不織布を押圧することで、その表面の近傍に該繊維が疎な集合状態に存在した領域(以下、繊維領域と云う)を設け、かつ該繊維領域に挟まれた、すなわち該不織布の厚さ方向の略中央部の近傍に該繊維を密な集合状態に存在させた領域(以下、緻密領域と云う)を設けた不織布部材を容易に製造し得ることを見出したものである。なお「繊維構造を維持する温度」とは、不織布を構成する繊維が流動化(溶融)した際に、自重によっては複数の繊維の溶着による繊維構造の消失はないが、外部からの押圧によっては繊維構造の消失する温度を、「繊維構造」とは、不織布をなす個々の繊維が、その形状を保持して絡まって存在する状態を夫々指す。また「表面の近傍」および「略中央部の近傍」の語句については、相対的なものであって、その領域が明確にされているものではない。
【0018】
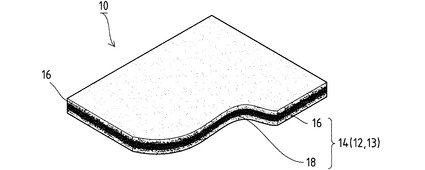
本発明の好適な実施例に係る不織布部材10は、図1に示す如く、シート状でかつ単層の不織布14から構成されている。そして不織布14は、その両側の表面14a、14aの近傍に不織布14をなす繊維12の繊維構造を維持させつつ、後述する繊維領域16に比較して疎な集合状態となっている繊維領域16、16と、この繊維領域16、16に挟まれて繊維12を、例えば略ソリッド状等の、繊維領域16よりも密な集合状態(以下、緻密状態と云う)とした緻密領域18とから構成される。ここで本発明に係る不織布部材10は、前述の如く、複数の層状の不織布を積層的にしたものではなく、単一のシート状の不織布14から形成されたものである。また、ここでは不織布部材10としてシート状物を例に挙げているが、本発明はこれに限定されるものではなく、例えば自動車用空調ダクト等の複雑形状物や、自動車用ドアの内部構造に係るドアウォーターシールの如き、所要形状に打ち抜き加工等された形状物も含むものである。なお本実施例においては、不織布14は繊維12のみがら構成されるが、この他、後述する如く、繊維12を含む各種繊維の集合体である繊維群13を用いてもよい。
【0019】
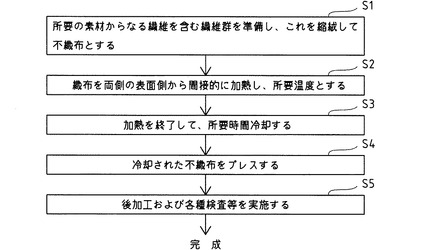
以下に実施例に係る不織布部材10の製造方法を、図2および図3を参照にして説明する。使用される製造装置については、多量の繊維からなる不織布を成形する熱プレス等の公知装置が、基本的にそのまま流用可能であるので詳細な説明は省略する。不織布部材10の製造方法は、基本的に不織布準備段階S1、加熱段階S2、冷却段階S3、押圧段階S4および最終段階S5からなる(図2参照)。
【0020】
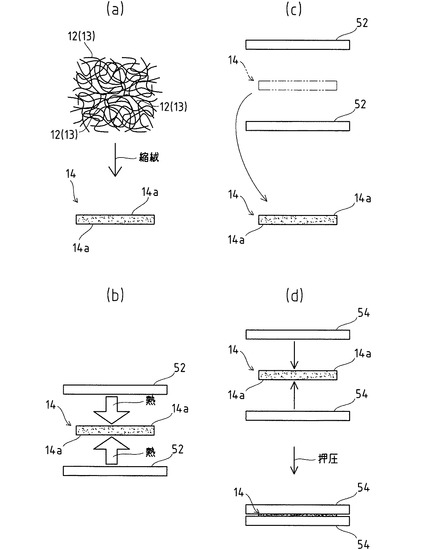
不織布準備段階S1は、実施例に係る不織布部材10をなす不織布14の構成要素である繊維12を含む繊維群13を必要量準備し、これに公知の方法で縮絨して不織布14とする工程である(図3(a)参照)。ここで繊維12としては、後述する押圧段階S4で好適な押圧をなし得るように、加熱段階S2の加熱で溶融軟化して溶着し得る状態となることが必要である。また繊維群13とは、少なくとも繊維12を含む各種繊維の集合体を指す。これら点、すなわち繊維12を含む繊維群13全体を溶着固化して、不織布14とするために繊維12の素材としては、熱可塑性合成樹脂が好適に採用されるが、少なくとも1種類の熱可塑性合成樹脂を含んでいればよい。例えば一本の繊維12が、単一の熱可塑性合成樹脂のみ素材としたものや、多種類の熱可塑性合成樹脂を素材としたもの、または熱可塑性合成樹脂以外の、例えば熱硬化性樹脂等に熱可塑性合成樹脂を付加した素材等が採用可能である。すなわち繊維12の素材組成は、少なくとも1種類の熱可塑性合成樹脂を含んでいれば、殆ど制限がない。更に、前述の如く不織布14をなす繊維群13の構成繊維は繊維12のみに限定されず、異なる組成の素材からなる複数の他の繊維を用いることも可能であり、前述の熱可塑性合成樹脂を含む繊維12を含んでいれば、熱可塑性合成樹脂を含まない繊維(例えば天然繊維等)が混合されていてもよい。
【0021】
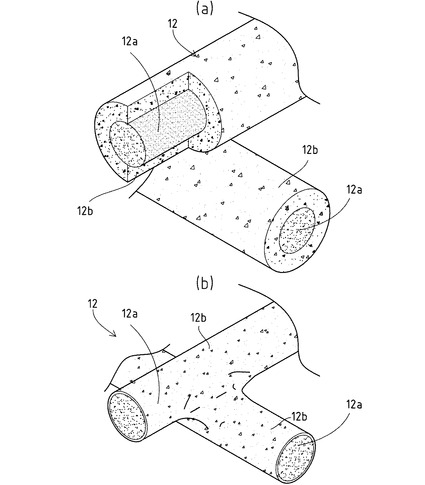
本実施例において繊維群13は単一の繊維12のみからなり、その繊維12は、図4に示す如く、ポリプロピレン(PP)樹脂(融点165℃)を第1の熱可塑性合成樹脂(以下、単に第1樹脂と云う)とし、ポリエチレン(PE)樹脂(融点130℃)を第2の熱可塑性合成樹脂(以下、単に第2樹脂と云う)として、その内側に第1樹脂を材質とする芯部12aが位置し、その外側(外周)を被覆するように該第1樹脂より低融点物質の第2樹脂を材質とする鞘部12bが備えられた、所謂芯鞘構造となっている(図4(a)参照)。またこのように熱可塑性合成樹脂同士の構成だけでなく、鞘部12bに熱可塑性合成樹脂を配すれば芯部12aには、熱可塑性合成樹脂でない例えば天然繊維等を配した構成にしてもよい。このような構成であれば、加熱段階S2において繊維構造を維持できる温度範囲が広がって成形が容易になる。
【0022】
加熱段階S2は、得られた不織布14の全体を均一に所要の温度まで上昇させる段階であり、一般的に本実施例に係る如きシート状の不織布14については、その両側の表面14a、14aの近傍に非接触(間接的)に(平面状)ヒータ52、52を配置して、該ヒータ52を所要時間稼働させることでなされる(図3(b)参照)。ここで所要の温度とは、不織布14をなし、最も低い温度で溶融する熱可塑性合成樹脂の融点以上でかつその繊維構造を維持する温度(以下、構造維持可能温度と云う)の範囲内とされる。すなわちこの段階を経ることで不織布14は、押圧等の外部応力によって容易に押し潰れ、かつその状態で繊維12、12同士が溶着して、該繊維12が密に存在した緻密状態(緻密領域18の状態)に移行することが可能となる。非接触の状態で加熱が可能であれば、恒温槽の如き器具も使用可能である。また加熱時間としては、不織布14の厚さ等の諸条件にもよるが、1〜5分程度の加熱で充分である。なおここで必要とされる加熱は、不織布14自体の目的温度までの上昇を目的とし、これを加熱するヒータ52等の温度ではない。
【0023】
ここで繊維12をなす素材について考えると、単一の熱可塑性合成樹脂を素材とした繊維12を採用する場合、全体としてその熱的物性が均一であるため、本加熱段階S2における温度設定が容易となる利点がある。その一方で前述の如く、本発明においてはその加熱温度を、繊維12をなす熱可塑性合成樹脂の融点以上でかつ構造維持可能温度の範囲内とする非常に緻密な管理が必要となる。この管理が狂って繊維12をなす単一素材の構造維持可能温度を超える加熱がなされると、不織布14が全体的に溶融して単なるソリッド状物になってしまう。また加熱温度が融点未満であると、後述する押圧段階S4において過剰な力を加えても、本発明に係る構造を有する不織布部材10は得られなくなる。
【0024】
これに対して本実施例の如く、芯部12aの融点が、相対的に鞘部12bの融点より高い2種類の熱可塑性合成樹脂からなる芯鞘構造の繊維12を用いた場合、このような問題は解消される。すなわちより構造維持可能温度の低い素材からなる鞘部12bだけを対象として加熱段階S2における温度を設定すればよい。本実施例で構造維持可能温度の低い素材は、融点が130℃のPE樹脂であり、他方のPP樹脂はその融点は165℃である。
【0025】
これは加熱段階S2の温度を165℃に設定することで、PE樹脂からなり、鞘部12bをなす第2繊維は完全に融点(溶融温度)に達するため、押圧によって繊維12、12同士が溶着して緻密領域18とし得る一方で、PP樹脂からなり、芯部12aをなす第1繊維は充分に溶融し得る温度に達していないため、その繊維構造は維持される。またPE樹脂である鞘部12bが押圧によって、他の繊維12をなす鞘部12bと溶着するに際しては、未だ溶融していない第1繊維(PP樹脂)を巻き込んで溶着されるため、全体として緻密領域18が形成される(図4(b)参照)。従って165℃前後、すなわち目標とする温度から多少のズレがあっても、繊維領域16および緻密領域18が確実に形成され、更にその温度管理が非常に容易である。なお図4においては繊維12、12同士の場合を説明しているが、一方が繊維12であり、他方が熱可塑性合成樹脂を含まない他の繊維であっても、一方の繊維12をなす熱可塑性合成樹脂が他方の繊維に溶着するため同様の効果が生じることは云うまでもない。
【0026】
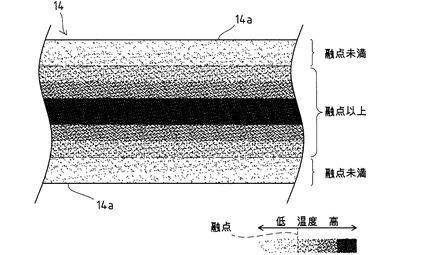
次に実施される冷却段階S3は、充分に所定温度まで加熱された不織布14を、意図した状態まで冷却する段階である(図3(c)参照)。ここで意図した状態とは、緻密領域18とすべき部位にだけ充分な熱が残余し、それ以外の部位からは熱が放出されて、押圧しても緻密領域18とならない状態を指す。すなわち所定温度まで、その全体が均質に加熱された不織布14は、冷却されることでその両側の表面14a、14aから順次温度が下がっていき、一定時間経過後には表面14a、14aが、鞘部12bをなす第2樹脂の融点を下回る。そして更なる時間の経過によって、融点を下回る温度域が表面14aからその厚さ方向の内部へ拡大していく。従って、本冷却段階S3の実施によって不織布14は、その厚さ方向に温度勾配は存在するものの、図5に示す如く、その両側の表面14a、14aの近傍は融点未満となり、それ以外の部位は該温度以上となる。
【0027】
本冷却段階S3は、長過ぎると緻密領域18とする部位の熱まで放出されてしまうため、その好適な設定は容易ではないが、サーモグラフィの使用や、冷却時間を変動させた試作による検量線の取得によって再現性のある実施は可能である。また加熱・冷却される部材性状が不織布であるため、その表面14aにおける放熱は比較的速やかであるが、内部の放熱はその性状によって獲得される高い断熱性によって緩やかに進行する、このため後述の押圧段階S4を実施し得る時間的余裕は大きい。
【0028】
次に実施される押圧段階S4は、図5に示した温度状態となっている不織布14を、その両側から押圧し、また融点以上となっている部位(略中央部近傍)を緻密領域18とする段階である(図3(d)参照)。具体的には、不織布14を構成する繊維12を熱的に劣化させない温度(ここでは鞘部12bをなす第2樹脂の融点)未満とされた押圧板54、54によって、不織布14をその両側からプレスしている。このプレスによって、不織布14を構成する繊維12は、その厚さ方向に対して全体的に圧縮されることになる。このとき不織布14は、その内部において温度が厚さ方向に異なっているため、融点未満である両側の表面14a、14aの近傍は、繊維12が繊維状態を維持し続けて緻密状態とはなり得ず、該温度以上となっている略中央部の近傍部位は繊維12が潰れつつ溶着して緻密状態に移行する。すなわち両側の表面14a、14aの近傍は繊維領域16として残り、それ以外の部位、殊に熱の残留が大きい略中央部ほど密となった緻密領域18となる。なお本押圧段階S4の実施による緻密領域18の形成は瞬時になされるため、基本的には10〜40秒程度の実施で充分である。なお前述の如く、緻密状態の度合いを進め、略ソリッド状態とすることも可能である。
【0029】
またここでの押圧量は、形成される緻密領域18に係る物性(不織布部材10の厚さ方向に係る通気性(通気遮断性))に関係し、この量の調整によって容易な制御も可能である。そして不織布14をプレスする押圧板54、54については、その押圧側の表面温度が低いことが望まれる。具体的に本実施例の如く、繊維12(不織布14を構成する繊維12の素材として、熱可塑性合成樹脂が複数ある場合には、最も溶融する温度が低い熱可塑性合成樹脂(鞘部12bをなす第2樹脂))の融点より10℃以上低い温度とした、所謂冷却プレスを実施することが好ましい。
【0030】
更に本押圧段階S4の実施によって緻密領域18が形成され、これがその後の放熱によって固化してその形状を維持することになるが、この押圧前の不織布14と押圧後の不織布部材10とでは、その形状保持性、すなわち部材全体としての剛性が大きく異なる。すなわち不織布14は、その全体が単なる繊維12の集合体であるに過ぎず、外部応力を受け流すだけなのに対して、緻密状態となった緻密領域18が存在する不織布部材10においては、緻密領域18が不織布部材10の骨格となって外部応力に対する抗力を生み出す。またこの性状変化に伴う作用は、押圧段階S4の実施後に初めて発現するため、前述の押圧板54の形状を単なる平板から所要の凹凸を有する、所謂成形型とすることで、一度に所要の外形をなした不織布部材10を製造することも可能となる。
【0031】
最終的に実施される最終工程S5は、ここまでの各段階を経て得られた不織布部材10を押圧板54から取り出して、更に所要の後加工や検査等を実施する段階である。この段階を経ることで、不織布部材10は製品として完成する。このようにして製造される本発明に係る不織布部材10を素材として、空調ダクトを製造すると、その表面、すなわち不織布部材10における繊維領域16において吸音性および断熱性(結露防止性)を発現し、同時にその内部、すなわち不織布部材10における緻密領域18については、ダクト壁面の通気遮断性を発現する。
【0032】
また本発明に係る不織布部材10の製造方法においては、得られる不織布部材10が単層の不織布14から製造されるため、一方の表面に緻密領域を備える従来技術で製造された複数の不織布部材を、別途積層させる等の煩雑な手順が必要なくなる。更に押圧段階S4前における不織布14の温度制御を緻密化すれば、繊維領域16および緻密領域18といった2領域への大まかな区分だけに限定されず、両側表面14a、14aから厚さ方向の中央部へ向けて、所要の割合で密度等が増加する、所謂傾斜材料的な不織布部材10を得ることも可能である。
【0033】
(実験例)
以下に本発明に係る不織布部材についての実験例を示す。なお本発明は、この実験例に限定されるものではない。
【0034】
(実験1) 各段階における設定温度と、繊維領域および緻密領域との関係について
その素材として融点165℃のPP樹脂を採用した芯部と、その素材として融点130℃のPE樹脂を採用した鞘部とからなる、所謂芯鞘構造の繊維を用い、目付量500g/m2、厚さ5mmの不織布を得た。そしてこの不織布に前述した加熱段階S2(加熱温度165℃、3分間)、冷却段階S3(2〜3秒)および押圧段階S4を実施して厚さ1mmとした実施例に係る不織布部材を製造した。また同時に同じ不織布を用い、実施例と同様のプレス機を使用して145℃の加熱下に押圧を実施して、厚さ1mmとした比較例に係る不織布部材を製造した。このときの各段階における条件は以下に記載する。
【0035】
(実験1の結果)
製造された実施例および比較例について、夫々その表面状態を目視で確認したところ、実施例については繊維構造を確保して起毛状であったのに対し、比較例では緻密層が形成されてフィルム状となっていた。
【0036】
(実験2) 実験1で得られた不織布部材の通気性および吸音性について
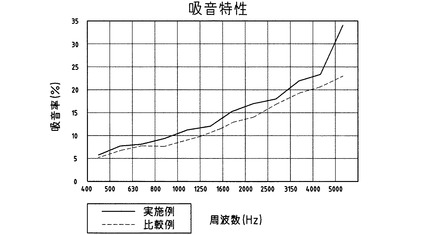
前述の実験1における実施例および比較例に係る不織布部材を準備し、これを所要の試験片に加工して、夫々の試験片につき厚さ方向の通気量(cm3/cm2・S)と、周波数400〜5000Hzの範囲に係る吸音率(%)とを測定した。なお測定方法は、通気量については、JIS L 1096A(フラジール法)に準拠し、φ100mmの内孔を有する2枚のリング間に、準備した試験片を狭持・固定し、ここに上方250Paの条件で空気を流通させる条件で測定した。また吸音率については、JIS A 1405(インピーダンス管による吸音率の測定法)に基づいて測定した。
【0037】
(実験2の結果)
実験の結果、通気性については、実施例に係る不織布部材が0〜3.0cm3/cm2・Sと前述した空調ダクトとしての好適な数値範囲となっている一方、比較例については、8.5〜20.0cm3/cm2・Sと、実施例に対して3〜7倍の通気性があり、また空調ダクトとしては、ダクト壁面の通気遮断性が低いことが確認された。そして吸音性については、図6のグラフに示す結果となり、全周波数領域で実施例の方が好適な結果を示し、殊に4.000Hzを超える高周波領域でその顕著かつ良好な効果が確認された。
【図面の簡単な説明】
【0038】
【図1】本発明の好適な実施例に係る不織布部材を一部切り欠いて、その内部構造を概略的に示す斜視図である。
【図2】実施例に係る不織布部材の製造方法を示す工程図である。
【図3】実施例に係る不織布部材の製造に係る各段階を示す説明図である。
【図4】実施例に係る不織布を構成する繊維において、(a)加熱前の様子を、(b)加熱後の様子を、夫々一部切り欠いて示す斜視図である。
【図5】押圧段階S4に際して、押圧される前の不織布内部の温度分布を厚さ方向に沿った断面で示す概略図である。
【図6】実験2で測定された本発明に係る不織布部材と、従来技術に係る不織布部材の吸音特性を示すグラフ図である。
【図7】従来技術に係る不織布部材の構造を示す概略図である。
【符号の説明】
【0039】
10 不織布部材、12 繊維、12a 芯部、12b 鞘部、13 繊維群
14 不織布、14a 表面、 16 繊維領域、 18 緻密領域
【技術分野】
【0001】
この発明は、不織布部材およびその製造方法と、該不織布部材からなるダクトに関し、更に詳細には、自動車等の車両用フロアクッション材や防音材等に好適に用いられ、吸音性および断熱性等に優れると共に、その通気量等を任意に制御しつつ、かつ容易に製造し得る不織布部材およびその製造方法と、該不織布部材から製造されるダクトに関する。
【背景技術】
【0002】
一般に、自動車に代表される車両には、空調ダクト、各種インシュレーターおよびドアウォーターシールや、各種内装材等の、吸音による騒音低減(吸音)性、断熱性、通気性(通気遮断性)、防水性または剛性といった各特性を、その使用目的に応じて適宜調整した素材が多数使用されている。例えば空調ダクトを例にとれば、その内部を流通する調温空気等の好適な送出等のために一定以上の通気性(通気遮断性)の達成が求められる一方で、同時にその内表面および外表面においては、ダクト内外の温度差による結露の防止および送風等に係る騒音の低減の達成も求められる。この要求の何れか一方は、基本的に通気遮断性を向上または低下させれば達成可能であるが、その双方を同時に達成することは基本的に不可能であり、一般的には(1)同一素材においてその密度等を変化させて使用したり、(2)物性の異なる素材を積層的に使用する手法が採用されている。
【0003】
例えば空調ダクトの素材として好適に使用される素材として、多数の細い繊維を揉み固めた(縮絨した)不織布が挙げられる。そしてその密度を加熱加工等によって制御し、高密度とすることで低通気性および防水性を確保し、低密度とすることで騒音低減性および断熱性の確保をなし得る。すなわち図7に示す如く、低密度とした不織布14を基本として、その両側に加熱下にプレスを実施することで、その両側の表面14a、14aの近傍部位だけの密度を高めつつ、厚さ方向の中央部近傍の密度だけを低いまま保持した部材40を製造したり(図7(a)参照;図中のドットの密度は部材40内における不織布14の密度を示す)、または物性の異なる素材を積層的に使用するべく2つの不織布14、14の間に、例えばPETの如き通気性のないシート部材44を接着的に挟み込んた部材42(図7(b)参照)またはシート部材44を不織布14の一方の表面に接着した部材46(図7(c)参照)を製造することで、前述の各物性の双方とも達成し得る。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、(1)に示す部材40においては、その製造方法故に不織布14の両表面に通気性のない領域が形成されているため、前述の空調ダクト等に要求される吸音による騒音低減性を好適に発揮し得ない。また(2)の構造を有する部材42においてはその構造が2層または3層といった、所謂積層構造となるため、部材コストおよび工程増による製造コストが増大してしまう。また使用に際して、剥がれ等の問題が発生する虞も指摘される。
【0005】
またこの他、以下の特許文献1記載の発明「円筒状不織布」および特許文献2記載の発明「吸気ダクトの製造方法」の如く、その構成要素内に熱によって溶融等して接着作用等を発現する熱融着繊維や熱可塑性樹脂バインダを採用することで、 吸音性能および断熱性を向上させつつ、その成形性等を担保する内容を開示したものもある。しかしこれらの構成では、不織布を疎としたことによる効果は期待できる一方で、密な領域を有することによる通気性(通気遮断性)は期待し得ないものである。
【特許文献1】特開2002−302858号公報
【特許文献2】特開平11−343938号公報
【0006】
この発明は、従来技術に係る問題点に鑑み、これを好適に解決するべく提案されたものであって、空調ダクト等の吸音性および断熱性並びに通気性(通気遮断性)といった相反する物性を併有すると共に、充分な剛性を有し、かつ任意の形状への加工が容易である不織布部材およびその製造方法と、更に該不織布部材からなるダクトを提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を克服し、所期の目的を達成するため、請求項1に記載の発明に係る不織布部材は、少なくともその一部が熱可塑性合成樹脂で構成される繊維を含む繊維群からなる不織布部材であって、
その両側の表面近傍で、前記繊維を含む繊維群が、該両側の表面に挟まれた略中央部に比較して疎な集合状態となっている繊維領域と、
前記繊維領域に挟まれた略中央部に形成され、該繊維領域より前記繊維を含む繊維群が密な集合状態となっている緻密領域とから構成されていることを要旨とする。
【0008】
従って、請求項1に係る発明によれば、その表面近傍に繊維が疎な集合状態に存在することで発現する物性を備え、かつそれ以外の厚さ方向の略中央部近傍に該繊維が密な集合状態に存在することで発現する物性を備えることで、これまでは積層品でしか達成できなかった、高い吸音性、断熱性、結露防止性および剛性並びに低い通気性を併有させ得る。またこの異なる物性を発現する2つの領域が剥がれることもない構造的特徴も有する。
【0009】
請求項2に記載の発明は、請求項1に記載の発明において、前記繊維群は、前記繊維のみからなることを要旨とする。従って、請求項2に係る発明によれば、より好適に本発明の構造的特徴を発現させ得る。
【0010】
請求項3に記載の発明は、請求項1または2に記載の発明において、前記繊維は、所要の融点を有する第1の熱可塑性合成樹脂を材質とする芯部と、該第1の熱可塑性合成樹脂より低い融点を有する第2の熱可塑性合成樹脂を材質として、該芯部の外周を被覆する鞘部とから構成されていることを要旨とする。従って、請求項3に係る発明によれば、1種類の熱可塑性合成樹脂からなる繊維を使用する場合に比較して、優れた軽量性、剛性、断熱性および結露防止性並びに高い吸音性等を物性を発現し、更にその製造時の温度調節を容易化し得る。
【0011】
請求項4に記載の発明は、請求項1〜3の何れかに記載の発明において、前記繊維領域は、複数の前記繊維が繊維状態を維持した繊維構造を有し、前記緻密領域は、複数の該繊維同士が溶着固化して、緻密状態となっていることを要旨とする。従って、請求項4に係る発明によれば、不織布部材に高い非通気性を与え、かつ高い吸音性、断熱性、結露防止性および剛性を併有させ得る。
【0012】
前記課題を克服し、所期の目的を達成するため、請求項5に記載の発明に係る不織布部材の製造方法は、
少なくともその一部が熱可塑性合成樹脂で構成される繊維を含む繊維群からなる不織布を準備し、
前記不織布の全体を、該不織布をなす前記繊維群において最も低融点な熱可塑性合成樹脂の融点以上の温度でかつその繊維構造を維持する温度の範囲内となるよう加熱した後、
前記最も低融点な熱可塑性合成樹脂の融点未満の温度下に所要時間放置することで、両側の表面近傍の繊維領域とすべき部位を冷却し、
次いで前記不織布を、その両側の表面から押圧することで、未だ前記最も低融点な熱可塑性合成樹脂が融点以上を維持し、該両側の表面に挟まれた略中央部を緻密領域とするようにしたことを要旨とする。
【0013】
従って、請求項5に係る発明によれば、その表面近傍に繊維が疎な集合状態に存在することで発現する物性を備え、かつそれ以外の厚さ方向の略中央部近傍に該繊維が密な集合状態に存在することで発現する物性を備えることで、これまでは積層品でしか達成できなかった、高い吸音性、断熱性、結露防止性および剛性並びに低い通気性を併有したダクトまたはウォーターシールの如き部材とし得る不織布部材を容易に製造し得る。
【0014】
請求項6に記載の発明は、請求項5記載される発明において、前記不織布は、前記繊維のみから準備されることを要旨とする。従って、請求項6に係る発明によれば、より好適に本発明の構造的特徴を発現させた不織布部材を製造し得る。
【0015】
請求項7に記載の発明に係るダクトは、請求項1〜4の何れかに記載される不織布部材を所要形状に成形したことで形成されることを要旨とする。従って、請求項7に係る発明によれば、優れた断熱性および結露防止性並びに高い吸音性、すなわち優れた低騒音性等の顕著な作用を奏するダクトを容易に製造し得る。
【発明の効果】
【0016】
以上に説明した如く、本発明の不織布部材およびその製造方法と、該不織布部材からなるダクトによれば、その表面近傍に繊維が疎な集合状態に存在することで発現する物性を備え、それ以外の厚さ方向の略中央部近傍に該繊維が密な集合状態に存在することで発現する物性を備えた不織布部材を容易に製造し得る。またこのような不織布部材を利用することで、ダクトに優れた断熱性および結露防止性並びに高い吸音性を付与し得る。
【発明を実施するための最良の形態】
【0017】
次に、本発明に係る不織布部材およびその製造方法と、該不織布部材からなるダクトにつき、好適な実施例を挙げて、添付図面を参照しながら以下説明する。本願発明者は、所要の繊維を含む繊維群から構成され、単層構造をなす不織布に対して、所要の加熱を施して放冷させた後に、該不織布を押圧することで、その表面の近傍に該繊維が疎な集合状態に存在した領域(以下、繊維領域と云う)を設け、かつ該繊維領域に挟まれた、すなわち該不織布の厚さ方向の略中央部の近傍に該繊維を密な集合状態に存在させた領域(以下、緻密領域と云う)を設けた不織布部材を容易に製造し得ることを見出したものである。なお「繊維構造を維持する温度」とは、不織布を構成する繊維が流動化(溶融)した際に、自重によっては複数の繊維の溶着による繊維構造の消失はないが、外部からの押圧によっては繊維構造の消失する温度を、「繊維構造」とは、不織布をなす個々の繊維が、その形状を保持して絡まって存在する状態を夫々指す。また「表面の近傍」および「略中央部の近傍」の語句については、相対的なものであって、その領域が明確にされているものではない。
【0018】
本発明の好適な実施例に係る不織布部材10は、図1に示す如く、シート状でかつ単層の不織布14から構成されている。そして不織布14は、その両側の表面14a、14aの近傍に不織布14をなす繊維12の繊維構造を維持させつつ、後述する繊維領域16に比較して疎な集合状態となっている繊維領域16、16と、この繊維領域16、16に挟まれて繊維12を、例えば略ソリッド状等の、繊維領域16よりも密な集合状態(以下、緻密状態と云う)とした緻密領域18とから構成される。ここで本発明に係る不織布部材10は、前述の如く、複数の層状の不織布を積層的にしたものではなく、単一のシート状の不織布14から形成されたものである。また、ここでは不織布部材10としてシート状物を例に挙げているが、本発明はこれに限定されるものではなく、例えば自動車用空調ダクト等の複雑形状物や、自動車用ドアの内部構造に係るドアウォーターシールの如き、所要形状に打ち抜き加工等された形状物も含むものである。なお本実施例においては、不織布14は繊維12のみがら構成されるが、この他、後述する如く、繊維12を含む各種繊維の集合体である繊維群13を用いてもよい。
【0019】
以下に実施例に係る不織布部材10の製造方法を、図2および図3を参照にして説明する。使用される製造装置については、多量の繊維からなる不織布を成形する熱プレス等の公知装置が、基本的にそのまま流用可能であるので詳細な説明は省略する。不織布部材10の製造方法は、基本的に不織布準備段階S1、加熱段階S2、冷却段階S3、押圧段階S4および最終段階S5からなる(図2参照)。
【0020】
不織布準備段階S1は、実施例に係る不織布部材10をなす不織布14の構成要素である繊維12を含む繊維群13を必要量準備し、これに公知の方法で縮絨して不織布14とする工程である(図3(a)参照)。ここで繊維12としては、後述する押圧段階S4で好適な押圧をなし得るように、加熱段階S2の加熱で溶融軟化して溶着し得る状態となることが必要である。また繊維群13とは、少なくとも繊維12を含む各種繊維の集合体を指す。これら点、すなわち繊維12を含む繊維群13全体を溶着固化して、不織布14とするために繊維12の素材としては、熱可塑性合成樹脂が好適に採用されるが、少なくとも1種類の熱可塑性合成樹脂を含んでいればよい。例えば一本の繊維12が、単一の熱可塑性合成樹脂のみ素材としたものや、多種類の熱可塑性合成樹脂を素材としたもの、または熱可塑性合成樹脂以外の、例えば熱硬化性樹脂等に熱可塑性合成樹脂を付加した素材等が採用可能である。すなわち繊維12の素材組成は、少なくとも1種類の熱可塑性合成樹脂を含んでいれば、殆ど制限がない。更に、前述の如く不織布14をなす繊維群13の構成繊維は繊維12のみに限定されず、異なる組成の素材からなる複数の他の繊維を用いることも可能であり、前述の熱可塑性合成樹脂を含む繊維12を含んでいれば、熱可塑性合成樹脂を含まない繊維(例えば天然繊維等)が混合されていてもよい。
【0021】
本実施例において繊維群13は単一の繊維12のみからなり、その繊維12は、図4に示す如く、ポリプロピレン(PP)樹脂(融点165℃)を第1の熱可塑性合成樹脂(以下、単に第1樹脂と云う)とし、ポリエチレン(PE)樹脂(融点130℃)を第2の熱可塑性合成樹脂(以下、単に第2樹脂と云う)として、その内側に第1樹脂を材質とする芯部12aが位置し、その外側(外周)を被覆するように該第1樹脂より低融点物質の第2樹脂を材質とする鞘部12bが備えられた、所謂芯鞘構造となっている(図4(a)参照)。またこのように熱可塑性合成樹脂同士の構成だけでなく、鞘部12bに熱可塑性合成樹脂を配すれば芯部12aには、熱可塑性合成樹脂でない例えば天然繊維等を配した構成にしてもよい。このような構成であれば、加熱段階S2において繊維構造を維持できる温度範囲が広がって成形が容易になる。
【0022】
加熱段階S2は、得られた不織布14の全体を均一に所要の温度まで上昇させる段階であり、一般的に本実施例に係る如きシート状の不織布14については、その両側の表面14a、14aの近傍に非接触(間接的)に(平面状)ヒータ52、52を配置して、該ヒータ52を所要時間稼働させることでなされる(図3(b)参照)。ここで所要の温度とは、不織布14をなし、最も低い温度で溶融する熱可塑性合成樹脂の融点以上でかつその繊維構造を維持する温度(以下、構造維持可能温度と云う)の範囲内とされる。すなわちこの段階を経ることで不織布14は、押圧等の外部応力によって容易に押し潰れ、かつその状態で繊維12、12同士が溶着して、該繊維12が密に存在した緻密状態(緻密領域18の状態)に移行することが可能となる。非接触の状態で加熱が可能であれば、恒温槽の如き器具も使用可能である。また加熱時間としては、不織布14の厚さ等の諸条件にもよるが、1〜5分程度の加熱で充分である。なおここで必要とされる加熱は、不織布14自体の目的温度までの上昇を目的とし、これを加熱するヒータ52等の温度ではない。
【0023】
ここで繊維12をなす素材について考えると、単一の熱可塑性合成樹脂を素材とした繊維12を採用する場合、全体としてその熱的物性が均一であるため、本加熱段階S2における温度設定が容易となる利点がある。その一方で前述の如く、本発明においてはその加熱温度を、繊維12をなす熱可塑性合成樹脂の融点以上でかつ構造維持可能温度の範囲内とする非常に緻密な管理が必要となる。この管理が狂って繊維12をなす単一素材の構造維持可能温度を超える加熱がなされると、不織布14が全体的に溶融して単なるソリッド状物になってしまう。また加熱温度が融点未満であると、後述する押圧段階S4において過剰な力を加えても、本発明に係る構造を有する不織布部材10は得られなくなる。
【0024】
これに対して本実施例の如く、芯部12aの融点が、相対的に鞘部12bの融点より高い2種類の熱可塑性合成樹脂からなる芯鞘構造の繊維12を用いた場合、このような問題は解消される。すなわちより構造維持可能温度の低い素材からなる鞘部12bだけを対象として加熱段階S2における温度を設定すればよい。本実施例で構造維持可能温度の低い素材は、融点が130℃のPE樹脂であり、他方のPP樹脂はその融点は165℃である。
【0025】
これは加熱段階S2の温度を165℃に設定することで、PE樹脂からなり、鞘部12bをなす第2繊維は完全に融点(溶融温度)に達するため、押圧によって繊維12、12同士が溶着して緻密領域18とし得る一方で、PP樹脂からなり、芯部12aをなす第1繊維は充分に溶融し得る温度に達していないため、その繊維構造は維持される。またPE樹脂である鞘部12bが押圧によって、他の繊維12をなす鞘部12bと溶着するに際しては、未だ溶融していない第1繊維(PP樹脂)を巻き込んで溶着されるため、全体として緻密領域18が形成される(図4(b)参照)。従って165℃前後、すなわち目標とする温度から多少のズレがあっても、繊維領域16および緻密領域18が確実に形成され、更にその温度管理が非常に容易である。なお図4においては繊維12、12同士の場合を説明しているが、一方が繊維12であり、他方が熱可塑性合成樹脂を含まない他の繊維であっても、一方の繊維12をなす熱可塑性合成樹脂が他方の繊維に溶着するため同様の効果が生じることは云うまでもない。
【0026】
次に実施される冷却段階S3は、充分に所定温度まで加熱された不織布14を、意図した状態まで冷却する段階である(図3(c)参照)。ここで意図した状態とは、緻密領域18とすべき部位にだけ充分な熱が残余し、それ以外の部位からは熱が放出されて、押圧しても緻密領域18とならない状態を指す。すなわち所定温度まで、その全体が均質に加熱された不織布14は、冷却されることでその両側の表面14a、14aから順次温度が下がっていき、一定時間経過後には表面14a、14aが、鞘部12bをなす第2樹脂の融点を下回る。そして更なる時間の経過によって、融点を下回る温度域が表面14aからその厚さ方向の内部へ拡大していく。従って、本冷却段階S3の実施によって不織布14は、その厚さ方向に温度勾配は存在するものの、図5に示す如く、その両側の表面14a、14aの近傍は融点未満となり、それ以外の部位は該温度以上となる。
【0027】
本冷却段階S3は、長過ぎると緻密領域18とする部位の熱まで放出されてしまうため、その好適な設定は容易ではないが、サーモグラフィの使用や、冷却時間を変動させた試作による検量線の取得によって再現性のある実施は可能である。また加熱・冷却される部材性状が不織布であるため、その表面14aにおける放熱は比較的速やかであるが、内部の放熱はその性状によって獲得される高い断熱性によって緩やかに進行する、このため後述の押圧段階S4を実施し得る時間的余裕は大きい。
【0028】
次に実施される押圧段階S4は、図5に示した温度状態となっている不織布14を、その両側から押圧し、また融点以上となっている部位(略中央部近傍)を緻密領域18とする段階である(図3(d)参照)。具体的には、不織布14を構成する繊維12を熱的に劣化させない温度(ここでは鞘部12bをなす第2樹脂の融点)未満とされた押圧板54、54によって、不織布14をその両側からプレスしている。このプレスによって、不織布14を構成する繊維12は、その厚さ方向に対して全体的に圧縮されることになる。このとき不織布14は、その内部において温度が厚さ方向に異なっているため、融点未満である両側の表面14a、14aの近傍は、繊維12が繊維状態を維持し続けて緻密状態とはなり得ず、該温度以上となっている略中央部の近傍部位は繊維12が潰れつつ溶着して緻密状態に移行する。すなわち両側の表面14a、14aの近傍は繊維領域16として残り、それ以外の部位、殊に熱の残留が大きい略中央部ほど密となった緻密領域18となる。なお本押圧段階S4の実施による緻密領域18の形成は瞬時になされるため、基本的には10〜40秒程度の実施で充分である。なお前述の如く、緻密状態の度合いを進め、略ソリッド状態とすることも可能である。
【0029】
またここでの押圧量は、形成される緻密領域18に係る物性(不織布部材10の厚さ方向に係る通気性(通気遮断性))に関係し、この量の調整によって容易な制御も可能である。そして不織布14をプレスする押圧板54、54については、その押圧側の表面温度が低いことが望まれる。具体的に本実施例の如く、繊維12(不織布14を構成する繊維12の素材として、熱可塑性合成樹脂が複数ある場合には、最も溶融する温度が低い熱可塑性合成樹脂(鞘部12bをなす第2樹脂))の融点より10℃以上低い温度とした、所謂冷却プレスを実施することが好ましい。
【0030】
更に本押圧段階S4の実施によって緻密領域18が形成され、これがその後の放熱によって固化してその形状を維持することになるが、この押圧前の不織布14と押圧後の不織布部材10とでは、その形状保持性、すなわち部材全体としての剛性が大きく異なる。すなわち不織布14は、その全体が単なる繊維12の集合体であるに過ぎず、外部応力を受け流すだけなのに対して、緻密状態となった緻密領域18が存在する不織布部材10においては、緻密領域18が不織布部材10の骨格となって外部応力に対する抗力を生み出す。またこの性状変化に伴う作用は、押圧段階S4の実施後に初めて発現するため、前述の押圧板54の形状を単なる平板から所要の凹凸を有する、所謂成形型とすることで、一度に所要の外形をなした不織布部材10を製造することも可能となる。
【0031】
最終的に実施される最終工程S5は、ここまでの各段階を経て得られた不織布部材10を押圧板54から取り出して、更に所要の後加工や検査等を実施する段階である。この段階を経ることで、不織布部材10は製品として完成する。このようにして製造される本発明に係る不織布部材10を素材として、空調ダクトを製造すると、その表面、すなわち不織布部材10における繊維領域16において吸音性および断熱性(結露防止性)を発現し、同時にその内部、すなわち不織布部材10における緻密領域18については、ダクト壁面の通気遮断性を発現する。
【0032】
また本発明に係る不織布部材10の製造方法においては、得られる不織布部材10が単層の不織布14から製造されるため、一方の表面に緻密領域を備える従来技術で製造された複数の不織布部材を、別途積層させる等の煩雑な手順が必要なくなる。更に押圧段階S4前における不織布14の温度制御を緻密化すれば、繊維領域16および緻密領域18といった2領域への大まかな区分だけに限定されず、両側表面14a、14aから厚さ方向の中央部へ向けて、所要の割合で密度等が増加する、所謂傾斜材料的な不織布部材10を得ることも可能である。
【0033】
(実験例)
以下に本発明に係る不織布部材についての実験例を示す。なお本発明は、この実験例に限定されるものではない。
【0034】
(実験1) 各段階における設定温度と、繊維領域および緻密領域との関係について
その素材として融点165℃のPP樹脂を採用した芯部と、その素材として融点130℃のPE樹脂を採用した鞘部とからなる、所謂芯鞘構造の繊維を用い、目付量500g/m2、厚さ5mmの不織布を得た。そしてこの不織布に前述した加熱段階S2(加熱温度165℃、3分間)、冷却段階S3(2〜3秒)および押圧段階S4を実施して厚さ1mmとした実施例に係る不織布部材を製造した。また同時に同じ不織布を用い、実施例と同様のプレス機を使用して145℃の加熱下に押圧を実施して、厚さ1mmとした比較例に係る不織布部材を製造した。このときの各段階における条件は以下に記載する。
【0035】
(実験1の結果)
製造された実施例および比較例について、夫々その表面状態を目視で確認したところ、実施例については繊維構造を確保して起毛状であったのに対し、比較例では緻密層が形成されてフィルム状となっていた。
【0036】
(実験2) 実験1で得られた不織布部材の通気性および吸音性について
前述の実験1における実施例および比較例に係る不織布部材を準備し、これを所要の試験片に加工して、夫々の試験片につき厚さ方向の通気量(cm3/cm2・S)と、周波数400〜5000Hzの範囲に係る吸音率(%)とを測定した。なお測定方法は、通気量については、JIS L 1096A(フラジール法)に準拠し、φ100mmの内孔を有する2枚のリング間に、準備した試験片を狭持・固定し、ここに上方250Paの条件で空気を流通させる条件で測定した。また吸音率については、JIS A 1405(インピーダンス管による吸音率の測定法)に基づいて測定した。
【0037】
(実験2の結果)
実験の結果、通気性については、実施例に係る不織布部材が0〜3.0cm3/cm2・Sと前述した空調ダクトとしての好適な数値範囲となっている一方、比較例については、8.5〜20.0cm3/cm2・Sと、実施例に対して3〜7倍の通気性があり、また空調ダクトとしては、ダクト壁面の通気遮断性が低いことが確認された。そして吸音性については、図6のグラフに示す結果となり、全周波数領域で実施例の方が好適な結果を示し、殊に4.000Hzを超える高周波領域でその顕著かつ良好な効果が確認された。
【図面の簡単な説明】
【0038】
【図1】本発明の好適な実施例に係る不織布部材を一部切り欠いて、その内部構造を概略的に示す斜視図である。
【図2】実施例に係る不織布部材の製造方法を示す工程図である。
【図3】実施例に係る不織布部材の製造に係る各段階を示す説明図である。
【図4】実施例に係る不織布を構成する繊維において、(a)加熱前の様子を、(b)加熱後の様子を、夫々一部切り欠いて示す斜視図である。
【図5】押圧段階S4に際して、押圧される前の不織布内部の温度分布を厚さ方向に沿った断面で示す概略図である。
【図6】実験2で測定された本発明に係る不織布部材と、従来技術に係る不織布部材の吸音特性を示すグラフ図である。
【図7】従来技術に係る不織布部材の構造を示す概略図である。
【符号の説明】
【0039】
10 不織布部材、12 繊維、12a 芯部、12b 鞘部、13 繊維群
14 不織布、14a 表面、 16 繊維領域、 18 緻密領域
【特許請求の範囲】
【請求項1】
少なくともその一部が熱可塑性合成樹脂で構成される繊維(12)を含む繊維群(13)からなる不織布部材であって、
その両側の表面(14a,14a)近傍で、前記繊維(12)を含む繊維群(13)が、該両側の表面(14a,14a)に挟まれた略中央部に比較して疎な集合状態となっている繊維領域(16,16)と、
前記繊維領域(16)に挟まれた略中央部に形成され、該繊維領域(16)より前記繊維(12)を含む繊維群(13)が密な集合状態となっている緻密領域(18)とから構成されている
ことを特徴とする不織布部材。
【請求項2】
前記繊維群(13)は、前記繊維(12)のみからなる請求項1記載の不織布部材。
【請求項3】
前記繊維(12)は、所要の融点を有する第1の熱可塑性合成樹脂を材質とする芯部(12a)と、該第1の熱可塑性合成樹脂より低い融点を有する第2の熱可塑性合成樹脂を材質として、該芯部(12a)の外周を被覆する鞘部(12b)とから構成されている請求項1または2記載の不織布部材。
【請求項4】
前記繊維領域(16)は、複数の前記繊維(12)が繊維状態を維持した繊維構造を有し、前記緻密領域(18)は、複数の該繊維(12,12)同士が溶着固化して、緻密状態となっている請求項1〜3の何れかに記載の不織布部材。
【請求項5】
少なくともその一部が熱可塑性合成樹脂で構成される繊維(12)を含む繊維群(13)からなる不織布(14)を準備し、
前記不織布(14)の全体を、該不織布(14)をなす前記繊維群(13)において最も低融点な熱可塑性合成樹脂の融点以上の温度でかつその繊維構造を維持する温度の範囲内となるよう加熱した後、
前記最も低融点な熱可塑性合成樹脂の融点未満の温度下に所要時間放置することで、両側の表面(14a,14a)近傍の繊維領域(16)とすべき部位を冷却し、
次いで前記不織布(14)を、その両側の表面(14a,14a)から押圧することで、未だ前記最も低融点な熱可塑性合成樹脂が融点以上を維持し、該両側の表面(14a,14a)に挟まれた略中央部を緻密領域(18)とするようにした
ことを特徴とする不織布部材の製造方法。
【請求項6】
前記不織布(14)は、前記繊維(12)のみから準備される請求項5記載の不織布部材の製造方法。
【請求項7】
請求項1〜4の何れかに記載される不織布部材を所要形状に成形したことを特徴とするダクト。
【請求項1】
少なくともその一部が熱可塑性合成樹脂で構成される繊維(12)を含む繊維群(13)からなる不織布部材であって、
その両側の表面(14a,14a)近傍で、前記繊維(12)を含む繊維群(13)が、該両側の表面(14a,14a)に挟まれた略中央部に比較して疎な集合状態となっている繊維領域(16,16)と、
前記繊維領域(16)に挟まれた略中央部に形成され、該繊維領域(16)より前記繊維(12)を含む繊維群(13)が密な集合状態となっている緻密領域(18)とから構成されている
ことを特徴とする不織布部材。
【請求項2】
前記繊維群(13)は、前記繊維(12)のみからなる請求項1記載の不織布部材。
【請求項3】
前記繊維(12)は、所要の融点を有する第1の熱可塑性合成樹脂を材質とする芯部(12a)と、該第1の熱可塑性合成樹脂より低い融点を有する第2の熱可塑性合成樹脂を材質として、該芯部(12a)の外周を被覆する鞘部(12b)とから構成されている請求項1または2記載の不織布部材。
【請求項4】
前記繊維領域(16)は、複数の前記繊維(12)が繊維状態を維持した繊維構造を有し、前記緻密領域(18)は、複数の該繊維(12,12)同士が溶着固化して、緻密状態となっている請求項1〜3の何れかに記載の不織布部材。
【請求項5】
少なくともその一部が熱可塑性合成樹脂で構成される繊維(12)を含む繊維群(13)からなる不織布(14)を準備し、
前記不織布(14)の全体を、該不織布(14)をなす前記繊維群(13)において最も低融点な熱可塑性合成樹脂の融点以上の温度でかつその繊維構造を維持する温度の範囲内となるよう加熱した後、
前記最も低融点な熱可塑性合成樹脂の融点未満の温度下に所要時間放置することで、両側の表面(14a,14a)近傍の繊維領域(16)とすべき部位を冷却し、
次いで前記不織布(14)を、その両側の表面(14a,14a)から押圧することで、未だ前記最も低融点な熱可塑性合成樹脂が融点以上を維持し、該両側の表面(14a,14a)に挟まれた略中央部を緻密領域(18)とするようにした
ことを特徴とする不織布部材の製造方法。
【請求項6】
前記不織布(14)は、前記繊維(12)のみから準備される請求項5記載の不織布部材の製造方法。
【請求項7】
請求項1〜4の何れかに記載される不織布部材を所要形状に成形したことを特徴とするダクト。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−197872(P2007−197872A)
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−19304(P2006−19304)
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]