
不織弾性繊維ウェブおよびその製造方法
凝集性不織繊維ウェブは、少なくとも1×10-5、好ましくは少なくとも1×10-2の複屈折数を提供するのに十分な分子配向を有する直接形成された弾性繊維を含む。ウェブは、a)弾性繊維形成材料のフィラメントを押出することと、b)フィラメントを細径化および延伸する長手方向の応力が気体の流れによりフィラメントに加えられる加工チャンバを通るように、フィラメントを方向付けることと、c)フィラメント内の分子がフィラメントの長さに沿って配向されるのに十分な時間の間、フィラメントが細径化および延伸応力下にある間にフィラメントをその配向温度に保持することと、d)フィラメントが細径化および延伸応力下にある間にフィラメントをその配向固定温度まで冷却し、そしてフィラメントを更に冷却して凝固した繊維形態にすることと、e)凝固した繊維を繊維不織ウェブとして捕集することとを含む方法によって製造することができる。好ましい態様では、該方法は、捕集した繊維を、その収縮温度よりも高いがその緩和温度よりも低い温度にさらすことによってアニールする更なる工程を含み、好ましくはアニーリング工程の後(または前)に繊維を結合させる工程を含む。弾性配向繊維を含む寸法安定性のウェブが得られる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、弾性繊維を含み、それにより全体として弾性特性を有することができる不織繊維ウェブに関する。
【背景技術】
【0002】
重要な商機では、適当に伸縮性、弾性および強力である不織繊維ウェブが待望されている。このようなウェブは、衣類を体にぴったり合わせるため、または、衣類の袖口、襟刳りまたは他の部分を特にその形状に保つために有用であろう。あるいは、このようなウェブは、通気性で柔らかく軽量の布状ファブリックを提供するであろう。また、このようなウェブは高摩擦を有する傾向があり、これは多数の用途において有用であり得る。
【0003】
商機を認識して、これまでの多くの研究者らは、弾性不織繊維ウェブを製造しようとしてきた。彼らのこれまでの研究は、米国特許第3,686,385号明細書、米国特許第4,707,398号明細書、米国特許第4,820,572号明細書、米国特許第4,891,957号明細書、米国特許第5,322,728号明細書、米国特許第5,366,793号明細書、米国特許第5,470,639号明細書、および米国特許第5,997,989号明細書を含む特許文献に示されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
これまでの研究はいくつかの必要性を満たしているかもしれないが、多くの商機は依然として満たされないままである。全般に、これまでの努力では、伸縮性、弾性、結合性および強度の適切な組み合わせを有し、想像される商機の多くを実現する繊維ウェブは製造されていない。
【課題を解決するための手段】
【0005】
本発明は、直接捕集された配向されている弾性繊維を含む繊維弾性不織ウェブを提供し、これにより有益で優れた強度特性を有する繊維およびウェブが提供される。
【0006】
「直接形成された繊維」とは、例えば、繊維形成液体からフィラメントを押出し、押出されたフィラメントをコレクタまで移動する際に凝固繊維形態に加工し、繊維が液体形態でなくなってから数秒以内に、加工した繊維をウェブとして捕集することによって、本質的に1回の作業で繊維不織ウェブとして形成および捕集された繊維を意味する。このような方法は、例えば、押出された繊維が、ウェブに集められる前にステープル繊維に切断される方法と対照的である。スパンボンド繊維および米国特許第6,607,624号明細書に記載されるようにしてウェブに作製および捕集された繊維を含むメルトブローン繊維および溶融紡糸繊維は、本発明のために有用な直接形成された繊維の例である。
【0007】
「配向された」とは、繊維内のポリマー分子の一部が繊維の長さ方向に配列され、その配列で固定される、すなわち熱的に固着または捕捉されることを意味する。言い換えると、分子がその配向配列から移動するためには、分子がその配向を失うように十分に自由に動いて再配置されるために十分な時間の間、繊維が繊維の緩和温度よりも高い温度に加熱されることが必要とされ得る。(「緩和温度」は、本明細書中では、ガラス転移温度(無定形非晶質材料の場合)または融解温度(結晶性または半結晶性材料の場合)のプラスマイナス5℃の範囲内である温度と定義される。)配列された分子は、繊維の強度特性を改善することができる。
【0008】
分子が繊維内で配向されているかどうかは、一般に、繊維が複屈折を表すかどうかを測定することにより示すことができる。繊維は、本明細書に記載される試験で少なくとも約1×10-5の複屈折数を表せば、配向されているとみなされる。複屈折数が高いほど配向度が高く、好ましくは、本発明のウェブ内の繊維は少なくとも1×10-4または少なくとも1×10-3の複屈折数を表し、特定のポリマーでは、本発明者らは1×10-2以上の複屈折数を有する繊維を作製するのに成功した。異なるポリマー類の繊維は、異なる配向度および異なるレベルの複屈折数を示し得る。
【0009】
直接形成された配向繊維は様々な弾性率を有することができるが、好ましくは、これらは「エラストマー」繊維である。「エラストマー繊維」という用語は、本明細書では、その元の長さの少なくとも2倍まで伸長することができ、その元の長さの2倍に伸長する張力から解放されると、その元の長さの1と4分の1倍以下に即座に収縮し得る繊維を意味すると考えられる。エラストマー繊維は特定の用途のために特に必要とされ、配向エラストマー繊維は、伸縮性の低いまたは弾性回復の低い弾性繊維では行うことができない明確な貢献を行う。「弾性繊維」という用語は、本明細書では、伸縮性はより低いがその伸長した寸法から少なくとも部分的に弾性的に回復する繊維を含む、より大きいカテゴリーの繊維を説明すると考えられる。弾性繊維は一般に、本明細書中では、破断する前にその元の長さの少なくとも125パーセントまで伸長され、このような伸長度から張力が解放されると伸びの量の少なくとも50%は収縮し得るものと考えられる。
【0010】
本発明のウェブは、配向繊維を有するにもかかわらず寸法安定性であることが可能であり、そして好ましくは寸法安定性である。「寸法安定性」とは、ウェブが、70℃の温度に加熱されたときに、その幅方向(機械方向、すなわちウェブがその上に捕集されるコレクタの移動方向を横断する方向)に約10パーセント以下だけ収縮し得ることを意味する。本発明者らは、ウェブをアニールしてひずみを解放する(そうでなければ加熱時にウェブを収縮させ得る)ことができ、アニールしたにもかかわらず繊維は、改善された特性を提供する保持された配向を有することが可能であることを発見した。
【0011】
また本発明は、本発明の弾性繊維およびウェブを製造するための新しい方法も提供し、該方法は簡単に要約すると、a)弾性繊維形成材料のフィラメントを押出することと、b)フィラメントを細径化(attenuate)および延伸する長手方向の応力がフィラメントに加えられる加工チャンバを通るように、フィラメントを方向付けることと、c)フィラメント内の分子がフィラメントの長さに沿って配向および配列されるのに十分な時間の間、フィラメントが細径化および延伸応力下にある間にフィラメントをその配向温度に保持することと、d)フィラメントが細径化および延伸応力下にある間にフィラメントをその配向固定温度まで冷却することと、e)加工したフィラメントを捕集することとを含む。
【0012】
「配向温度」とは、押出されたフィラメント内の分子が、細径化または延伸応力下でフィラメントの長さ方向の配列に移動できる温度を意味し、このような温度は、一般に、少なくともおよそフィラメントのガラス転移点(Tg)または融点(Tm)であり、あるいはそれより高い温度である。「配向固定温度」とは、フィラメントの分子がフィラメント内で獲得したであろう配向に熱的に固着または捕捉される温度を意味する。このような温度は、一般に、フィラメントの緩和温度よりも少なくとも約30℃低い。
【0013】
本発明のもう1つの態様では、記載される方法は、作製した繊維を、繊維の収縮温度以上であるが繊維の緩和温度よりは少なくとも10℃低い温度にさらすことによってアニールする更なる工程を含む。(「収縮温度」は、本明細書中では、繊維が10%よりも多く収縮することによってひずみを解放する温度であるが、繊維の融点または軟化温度よりも低い温度を意味する。)本発明者らは、該工程の間に、本発明に従って作製される好ましい繊維が、いくらかの有用な分子配向を保持しながら収縮を受けられることを発見した。そして、繊維およびウェブの弾性特性、特にその伸縮性の量は、アニーリングによって、そしてアニーリングと共に生じる収縮によって増大され得る。
【発明を実施するための最良の形態】
【0014】
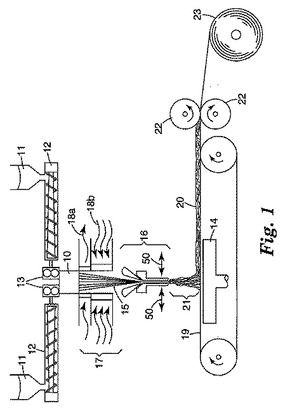
図1は、本発明の不織繊維ウェブを作製するために使用することができる説明的な装置を示す。この特定の説明的な装置では、繊維形成材料をホッパー11内に導入し、押出機12内で材料を溶融し、溶融した材料をポンプ13により押出ヘッド10へポンピングすることによって、繊維形成材料が押出ヘッド10に送られる。ペレットまたは他の粒子形態の固体高分子材料が使用されて、液体のポンピング可能な状態に溶融されるのが最も一般的であるが、ポリマー溶液などのその他の繊維形成液体が使用されてもよい。
【0015】
押出ヘッド10は従来の紡糸口金またはスピンパックでよく、一般に、規則的なパターン、例えば一直線の列に配置された多数のオリフィスを含む。繊維形成液体のフィラメント15は押出ヘッドから押出され、加工チャンバまたは細径化器(attenuator)16へ搬送される。通常、押出されたフィラメント15の温度を低下させるために、従来の方法および装置によって、空気または他の気体のいくらかの急冷ストリーム18が押出フィラメントに提供される。押出フィラメントの所望の温度を得るため、および/またはフィラメントの延伸を容易にするために、時には急冷ストリームが加熱されることもある。空気(または他の流体)の1つまたは複数のストリームが存在してもよく、例えば、フィラメントストリームを横切って吹く第1のストリーム18aは、押出の間に放出される望ましくない気体材料または煙霧を除去することができ、そして第2の急冷ストリーム18bは所望される主要な温度低下を達成する。使用中のプロセスまたは所望される最終製品の形態によっては、急冷ストリームは、押出されたフィラメント15のいくらかを細径化器16に到達する前に凝固させるのに十分であり得る。しかしながら、一般に、本発明の方法では、押出フィラメント成分は、細径化器に入る際にまだ軟化または溶融した状態にある。あるいは、押出ヘッド10と細径化器16の間の周囲空気または他の流体が、細径化器に入る前の押出フィラメント成分の温度変化のための媒体であり得るような場合には、急冷ストリームは使用されない。
【0016】
フィラメント15は、以下により詳細に説明されるように、細径化器16を通過した後出て行く。ほとんどの場合、図1に描かれるように、フィラメントはコレクタ19上に出て行き、そこで、凝集性でもそうでなくてもよい繊維塊20として捕集され、取扱い可能なウェブの形態をとる。コレクタ19は一般に多孔質であり、気体回収装置14は、コレクタの下方に位置決めされて、繊維がコレクタ上に堆積するのを促進することができる。
【0017】
フィラメントの化学組成に応じて、繊維内に異なる種類のモルホロジーを得ることができる。以下で説明されるように、繊維内で可能な形態学的な形には、無定形、規則性または剛性の無定形、配向された無定形、結晶性、配向または成形された結晶性、および鎖延長型結晶化(歪み誘起型結晶化と呼ばれることもある)が含まれる。本発明のウェブ内の繊維は、これらの異なる種類のモルホロジーのうちの2つ以上を示すことができる。また、いくつかの実施形態では、異なる種類のモルホロジーが、同じ繊維内に存在することができる、例えば単一の繊維の長さに沿って存在することができる。あるいは、異なる量または異なる程度の規則性または配向性で存在することができる。そして、これらの差異は、繊維の長さに沿った長手方向セグメントの結合動作中の軟化特性が異なる程度に存在し得る。
【0018】
加工チャンバを通過した後であるが、捕集される前に、押出フィラメントまたは繊維は、例えば更なる延伸や噴霧など、図1には説明されない多数の更なる加工工程を受けることができる。捕集の際、捕集された繊維の塊全体20は、結合オーブン、スルーエア結合器、カレンダー、水流交絡機械結合器、エンボス加工ステーション、ラミネータ、カッターなどの他の装置へ搬送されてもよいし、あるいは駆動ロール22を通過して貯蔵ロール23に巻き取られてもよい。
【0019】
本発明の1つの好ましい実施では、捕集された繊維は、例えば、オーブン内、あるいは「スルーエア」オーブンまたはホットエアナイフを通過することにより熱にさらされて、繊維をアニールする。すなわち、繊維内の張力または他の応力は低下または除去され、その結果、特定の環境条件において、繊維は改善された安定性を有する。上記で説明したように、本発明に従って配向された弾性繊維が、収縮温度よりも高いが緩和温度よりも低い温度に加熱されると、繊維は収縮を受け、いくらかの配向を失うが、その配向の全てではないことが分かった。本発明の好ましい繊維は、一般に、アニーリング後もいくらかの配向を保持し、これは繊維の物理特性を改善する。保持される配向の量は、一般に、熱にさらす期間および繊維がさらされる温度によって少なくとも部分的に制御することができる。
【0020】
記載したアニーリング工程は、捕集中に結合がまだ達成されていなければ、捕集された繊維の結合のための準備として有益であり得る。本発明の特定の捕集された繊維塊が、第1のアニーリングを行わずに熱で結合されれば、捕集された塊は結合動作中に収縮し、制御されずに収縮した歪んだウェブを形成する。しかしながら、好ましい実施形態では、上記のような制御されたアニーリングの後、ウェブを有効に歪んでいない状態にしながら結合が達成され、繊維は有益な繊維強化配向を保持することがわかった。
【0021】
アニーリングおよび結合が使用される場合、結合は、アニーリングの直後に実行することができる。例えば、熱結合は、アニーリングが実行されるのと同じオーブン内で実行されてもよいし、あるいは、アニーリング作業で使用されるよりも高い温度に加熱された隣接のオーブン内で実行されてもよい。あるいは、結合は、ウェブをスルーエア結合器、もしくはカレンダリングまたはポイント結合装置に搬送することによって実行することもできる。結合は、アニーリングの直後に実行される必要はなく、繊維のアニーリングの後36〜48時間などの期間の間、待つことが望ましいこともあり、この時間の間に、繊維は更に緩和され得る。好ましくは、熱結合は自己結合(autogenous bond)であり、これはカレンダーまたはポイント結合器により加えられるような圧力がなくても形成されることを意味する。また結合は、結合繊維または樹脂をウェブ内に含有させることによって、あるいはウェブ、もしくはウェブのポイントまたは一部分に溶媒を施すことによって達成することもできる。
【0022】
図1に描かれる装置は、細径化器を通過するフィラメントの温度制御を可能にし、フィラメントが高速でチャンバを通過できるようにし、所望される配向度をフィラメントに導入する応力をフィラメントに加えることができるので、本発明の実施において利点を有する。(図面に示される装置は、2003年8月19に発行された米国特許第6,607,624号明細書にも記載されている)。プロセスの所望される制御の一部として、押出されたフィラメント15が細径化器16に到達するまでに移動する距離17は、フィラメントがさらされる条件と同様に調整することができる。例えば、加工チャンバは、押出ヘッドのより近くに移動され、押出されたフィラメントが加工チャンバに入るときの温度を、そうでない場合よりも高くすることができる。このようなより高温のフィラメントが加工チャンバ内で張力を受けると、より容易に伸長し、フィラメント内の分子が配列または配向され得る。
【0023】
一般に、加工チャンバに入るフィラメントの温度、および加工チャンバ内でフィラメントにかけられる張力は、加工チャンバ内を移動する際に、押出されたフィラメントの所望のそして有効な(すなわち、破断しない)伸長度を達成するように選択される。典型的な従来技術のスパンボンド方法および装置とは対照的に、本発明は、とりわけ、押出フィラメントが本明細書で定義される配向温度にあるようにまだ十分に高温である間に延伸/細径化応力を加えることと、延伸/細径化応力を比較的長い時間(すなわち、スレッドラインにおけるその時間の割合がより大きい)加えることと、押出フィラメントがその配向固定温度よりも低い温度に冷却されるまで延伸/細径化応力を加えることとを含み得る新しい方法を提供する。本発明において、スレッドライン応力は、そのガラス転移温度または融点よりも高いフィラメントの破断をも回避するように、スパンボンド法において通常使用されるよりも低いレベルに保持され得る。実際、フィラメントがそのガラス転移点または融点よりも高い温度にある間に細径化応力を意図的に加えることは、低応力を使用できることの一因となる。そして、フィラメントは高速で加工チャンバ内を移動することができ、フィラメントが配向固定温度に冷却される前に、フィラメント内の配向された分子が非配向状態(すなわち、フィラメントの長さ方向に配列されていない)まで収縮する機会が最小限にされる。
【0024】
上記のように、フィラメントは、長手方向の応力下に置かれる時間の少なくとも一部の間は、一般にその配向温度よりも高くなければならない。有用な配向温度はポリマー類によって変動するが、一般に、フィラメントの緩和温度よりも少なくとも20℃、好ましくは少なくとも40℃高い温度である。
【0025】
フィラメントが加工チャンバを通ってコレクタに進むと、フィラメントは冷却され、そして最終的には配向固定温度に到達する。この場合も、異なるポリマー類ではこの温度は異なるが、通常、緩和温度よりも少なくとも30℃低く、好ましくは少なくとも80℃低い温度である。フィラメントが配向固定温度に到達する際、フィラメントは長手方向の応力下にあり、これは一般に十分に長い間加えられるので、フィラメント内の分子はフィラメントの長さ方向に配列される。本発明の方法のまだ熱いフィラメントには、冷却されて冷間延伸を受けるフィラメントに加えられ得るよりも低い応力を加えることができ、これらの応力は、従来技術の方法において典型的であるよりも長い時間加えることができる。当然の結果として、フィラメントが配向固定温度に到達する前に、より大きな程度の配向がフィラメントに導入され得る。
【0026】
配向固定温度に冷却されるとき、フィラメントは配向を有し長手方向の張力下にあるので、捕集された繊維において配向は少なくとも一部は保持される。このように保持された配向は十分に存在するので、後でアニーリングがいくらかの配向の損失を引き起こし得るにもかかわらず、アニーリング後に配向が残り、繊維の強度および安定性を高めることができる。
【0027】
プロセスのその他の有用な制御は、一般に、加工チャンバ/細径化器の長さ、細径化器内を移動するときのフィラメントの速度および温度、ならびにコレクタ19からの細径化器の距離を制御することによって達成することができる。張力下および伸長状態にある間に、フィラメントおよびそのセグメントのいくらかまたは全てを固体状態に冷却させることによって、フィラメントの配向、およびその結果の繊維のモルホロジーは凍結され得る。すなわち、上記のようにフィラメントまたは繊維の分子またはその一部は、その配列された位置に熱により固着または捕捉され得る。
【0028】
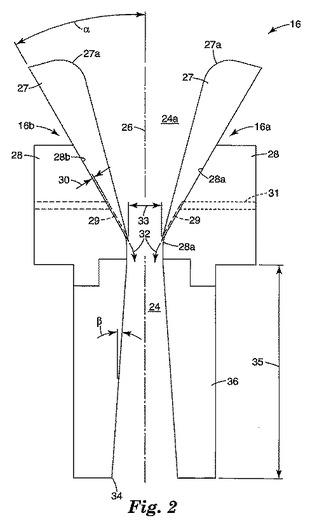
装置のいくつかの有利な特徴は、代表的な加工装置または細径化器の拡大側面図である図2と、取付けおよび他の関連装置を伴った図2に示される加工装置の部分的に概略的な平面図である図3とにおいて、更に示される。説明的な細径化器16は、加工チャンバ24を間に画定するように隔てられた2つの移動可能な半分部分または側部16aおよび16bを含み、側部16aおよび16bの対向する表面はチャンバの壁を形成する。図3の平面図からわかるように、加工または細径化チャンバ24は、一般に、横断方向の長さ25(細径化器を通るフィラメントの移動通路に対して横断方向)を有する長尺スロットであり、加工中のフィラメントの数によって変化し得る。
【0029】
2つの半分部分または側部として存在するが、細径化器は1つの単一装置としての役割を果たし、まずその結合した形で説明され得る。(図2および図3に示される構造は、単なる代表例であって、様々な異なる構成を使用することができる。)代表的な細径化器16は、細径化チャンバ24の入口空間または喉部24aを画定する傾斜した入口壁27を含む。入口壁27は、好ましくは入口エッジまたは表面27aで湾曲され、押出されたフィラメント15を運ぶ空気ストリームが円滑に入るようにする。壁27は主要な本体部分28に取り付けられ、本体部分28と壁27の間に間隙30を構築するために、凹んだ領域29が設けられ得る。空気は導管31を通って間隙30内に導入され、細径化器を通って移動するフィラメントの速度を増大させると共にフィラメントに対する更なる急冷効果も有するエアナイフ(矢印32で表される)を作り出すことができる。細径化器本体28は、好ましくは、28aで湾曲され、エアナイフ32から通路24への空気の通過を円滑にする。細径化器本体の表面28bの角度(α)は、細径化器を通過するフィラメントストリームにエアナイフが衝突する所望の角度を決定するように選択することができる。チャンバの入口付近ではなく、エアナイフは、チャンバ内のより遠くに配設されてもよい。
【0030】
細径化チャンバ24は、細径化器を通るその長手方向の長さ(細径化チャンバを通る長手方向軸26に沿った寸法は軸方向長さと呼ばれる)にわたって均一な間隙幅(2つの細径化器の側部の間の、図2の頁の水平距離33は本明細書では間隙幅と呼ばれる)を有することができる。あるいは、図2に示されるように、間隙幅は、細径化器チャンバの長さに沿って変化してもよい。細径化チャンバが一直線または平坦な壁で画定される場合、壁の間の間隔はその長さにわたって一定でもよいし、あるいは、壁は、細径化チャンバの軸方向長さにわたってわずかに遠離または近接してもよい。これらの全ての場合において、細径化チャンバを画定する壁は、厳密な平行からの偏差が比較的わずかであるため、本明細書では平行であるとみなされる。図2に示されるように、通路24の長手方向の長さの主要部分を画定する壁は、主要本体部分28とは別個であり、主要本体部分28へ取り付けられたプレート36の形態をとってもよい。
【0031】
細径化チャンバ24の長さは、異なる効果を達成するように変化させることができ、本明細書中ではシュート長さ35と呼ばれることもあるエアナイフ32と出口開口34との間の部分では、変化は特に有用である。チャンバ壁と軸26の間の角度は、出口34付近で広がって、コレクタ上への繊維の分配を変化させると共に、細径化器の出口で流場の乱れおよびパターンを変化させることができる。デフレクタ表面、コアンダ曲面、および一様でない壁長などの構造を出口で用いて、所望の流力の場、ならびに繊維の広がりまたは他の分配を達成することもできる。一般に、間隙幅、シュート長さ、細径化チャンバ形状などは、加工中の材料と、所望の効果を達成することが所望される処理モードと共に選択される。例えば、より長いシュート長さは、作製される繊維の結晶化度を増大させるのに有用であり得る。押出されたフィラメントを所望の繊維形態に加工するために、条件を選択することができ、広範囲にわたって変化させることができる。
【0032】
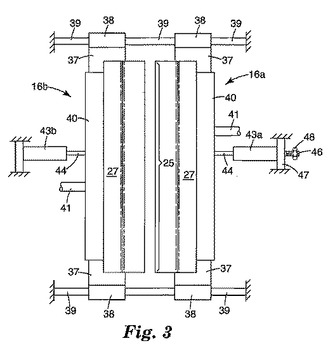
図3に説明されるように、代表的な細径化器16の2つの側部16aおよび16bは、それぞれ、ロッド39上をスライドする直線ベアリング38に取り付けられた取付けブロック37によって支持される。ベアリング38は、ロッドのまわりに放射状に配設された軸方向に延在するボールベアリング列などの手段によってロッド上を低摩擦で移動し、それによって、側部16aおよび16bは互いに近づいたり離れたり、容易に移動することができる。取付けブロック37は、細径化器本体28およびハウジング40へ取り付けられ、ハウジング40を通って、供給パイプ41からの空気が、導管31およびエアナイフ32へ分配される。
【0033】
この説明的な実施形態では、エアシリンダ43aおよび43bは、接続ロッド44によって、それぞれ細径化器の側部16aおよび16bに接続され、細径化器の側部16aおよび16bを互いに近づくように押圧するクランピング力を加える。クランピング力は、細径化チャンバ24内に存在する圧力の平衡を保つように、他の動作パラメータと共に選択される。すなわち、好ましい動作条件下では、クランピング力は、細径化チャンバの内部で作用して細径化器の側部が離れるように押圧する力、例えば細径化器内の気体の圧力により生じる力と平衡または均衡を保つ。細径化器の部品がその設定された均衡または定常状態位置に保持され、細径化チャンバまたは通路24がその設定された均衡または定常状態の間隙幅を保持する間に、フィラメント材料を押出し、細径化器を通過させ、完成した繊維として捕集することができる。
【0034】
図1〜図3に示される代表的な装置の操作中、細径化器の側部またはチャンバ壁の移動は、一般に、システムの摂動が存在する場合にのみ生じる。このような摂動は、加工中のフィラメントが破断したり、別のフィラメントまたは繊維と絡まったりする場合に生じ得る。例えば、押出ヘッドから来るフィラメントの前端または絡まりは拡大されて、チャンバ24の局部的な閉塞を生じるので、このような破断や絡まりは、細径化チャンバ24内の圧力の増大を伴うことが多い。増大した圧力は、細径化器の側部またはチャンバ壁16aおよび16bが互いに離れるよう強制するのに十分であり得る。チャンバ壁のこの動きにより、入ってくるフィラメントの端部または絡まりは細径化器を通過することができ、その結果、細径化チャンバ24内の圧力は、摂動前のその定常状態値に戻り、エアシリンダ43により付与されるクランピング圧力は、細径化器の側部をその定常状態の位置へ戻す。細径化チャンバ内の圧力増大を引き起こすその他の摂動には、「ドリップ」、すなわち押出されるフィラメントの中断時に押出ヘッドの出口から落下する繊維形成材料の球形の液滴、あるいは細径化チャンバの壁またはすでに付着した繊維形成材料と係合して貼り付くことがある押出フィラメント材料の蓄積が含まれる。
【0035】
事実上、細径化器の側部16aおよび16bのうちの一方または両方は「浮動する」、すなわち、構造体により定位置に保持されないが、代わりに、図1の矢印50の方向に自由および容易に横方向に移動するように取り付けられる。好ましい構造では、細径化器の側部に作用する摩擦および重力以外の唯一の力は、エアシリンダにより加えられるバイアス力および細径化チャンバ24内で発生される内部圧力である。ばね、弾性材料の変形、またはカムなどのエアシリンダ以外のクランピング手段が使用されてもよいが、エアシリンダは、所望される制御および可変性を提供する。
【0036】
加工チャンバ壁の所望の動きを引き起こすまたは可能にするために、多くの代替案が利用可能である。例えば、加工チャンバの壁を離れるように強制するために流体圧力に依存するのではなく、チャンバ内のセンサ(例えば、壁上の蓄積またはチャンバの目詰まりを検出するレーザまたは熱センサ)を使用して、壁を引き離し、次にその定常状態の位置に戻すサーボ機構のメカニズムを起動してもよい。本発明のもう1つの有用な装置では、細径化器の側部またはチャンバ壁の一方または両方は、例えば、サーボ機構の振動または超音波駆動装置によって、揺動パターンで駆動される。揺動の速度は、例えば、少なくとも5,000サイクル/分〜60,000サイクル/秒の速度を含む広い範囲で変動可能である。
【0037】
更にもう1つの変形では、壁を離すためおよびその定常状態の位置に戻すための移動手段は、単に、加工チャンバ内の流体圧力と、チャンバ壁の外側に作用する周囲圧力との間の差異という形をとる。更に具体的には、定常状態の動作中、加工チャンバ内の圧力(例えば、加工チャンバの内部形状、エアナイフの存在、位置および設計、チャンバに入る流体ストリームの速度などによって確定される、加工チャンバ内で作用する種々の力の総和)は、チャンバ壁の外側に作用する周囲圧力と平衡を保つ。繊維形成プロセスの摂動のためにチャンバ内の圧力が増大すると、摂動が終わって加工チャンバ内の圧力が定常状態の圧力より低いレベルに低下する(チャンバ壁の間の間隙幅は定常状態の動作時よりも大きいので)まで、チャンバ壁の一方または両方は他方の壁から離れるように移動する。そこで直ちに、チャンバ内の圧力が周囲圧力と平衡になって、定常状態の動作が生じるまで、チャンバ壁の外側に作用する周囲圧力がチャンバ壁を押し戻す。装置および加工パラメータに対する制御が欠けることにより、圧力差のみに依存することはあまり望ましくない選択とされ得る。
【0038】
要約すると、瞬時に移動可能であり、場合によっては「浮動する」ことに加えて、加工チャンバの壁は、一般に、壁を所望の方法で移動させるための手段にも支配される。壁は、一般に、例えば物理的または作用的に、壁の所望の移動を引き起こすための手段に接続されると考えることができる。移動手段は、移動可能なチャンバ壁の意図される移動(例えば繊維形成プロセスの摂動を防止または緩和するために離れる動き、そして例えばチャンバを定常状態の動作に設定または戻すために近づく動き)を引き起こす、加工チャンバまたは関連装置、もしくは動作条件、あるいはこれらの組み合わせのうちのどの特徴を有してもよい。
【0039】
図1〜図3に示される実施形態では、細径化チャンバ24の間隙幅33は、チャンバ内に存在する圧力、あるいはチャンバを通る流体の流速および流体温度と相互関係がある。クランピング力は、細径化チャンバ内の圧力と一致し、細径化チャンバの間隙幅に依存して変動する。与えられた流体の流速に対して、間隙幅がより狭く、細径化チャンバ内の圧力がより高いと、クランピング力はより高くなるはずである。より低いクランピング力は、より広い間隙幅を可能にする。メカニカルストップ、例えば細径化器の側部16aおよび16bの一方または両方における当接構造を使用して、最小または最大の間隙幅が保持されるのを保証することができる。
【0040】
1つの有用な構造では、例えば、シリンダ43bで使用されるよりも大きい直径のピストンをシリンダ43aで使用することによって、エアシリンダ43aは、シリンダ43bよりも大きいクランピング力を付加する。この力の差異は、動作中に摂動が生じたときに最も容易に移動する傾向がある側部として、細径化器の側部16bを構築する。力の差異は、ロッド39上のベアリング38の移動に抵抗する摩擦力とほぼ等しく、これを補償する。細径化器の側部16bに向かう細径化器の側部16aの移動を制限するために、大きい方のエアシリンダ43aに制限手段を取り付けることができる。1つの説明的な制限手段は、図3に示されるように、エアシリンダ43aとしてダブルロッドエアシリンダを使用し、第2のロッド46はネジ切りされ、取付けプレート47を通って延出し、エアシリンダの位置を調整するために調整可能なナット48を有する。例えばナット48を回転させることによる制限手段の調整は、押出ヘッド10と位置合わせして細径化チャンバ24を位置決めする。
【0041】
細径化器の側部16aおよび16bの所望される瞬時の分離および再閉鎖のために、繊維形成動作のための動作パラメータは拡張される。これまではプロセスを動作不能にし得る(例えば、糸を通し直すために停止することを必要とするフィラメントの破断をもたらし得るので)いくつかの条件は容認できるようになり、フィラメントの破断時、入ってくるフィラメント端部の通し直しは、一般に、自動的に生じる。例えば、フィラメントの頻繁な破断をもたらす、より高速を使用することができる。同様に、狭い間隙幅も使用することができ、細径化器を通過するフィラメントに対して、エアナイフをより集中させ、より大きな力およびより大きい速度を付与させる。あるいは、細径化チャンバの目詰まりの危険性が減少されるので、フィラメントは、より溶融条件下で細径化チャンバ内に導入されてもよく、これにより、繊維特性をより大きく制御することが可能になる。細径化器を押出ヘッドに近づいたり遠ざかったりするように移動させ、とりわけ、細径化チャンバに入るときのフィラメントの温度を制御することができる。
【0042】
細径化器16のチャンバ壁は概略的にモノリシック構造で示されるが、記載される瞬時のまたは浮動する移動のためにそれぞれ取り付けられた個々の部品の組立体の形をとることもできる。1つの壁を構成する個々の部品は、加工チャンバ24内の内部圧力を保持するように、密閉手段によって互いに係合する。異なる構造では、ゴムまたはプラスチックなどの材料のフレキシブルシートが加工チャンバ24の壁を形成し、それによって、局部的な圧力の増大(例えば、単一のフィラメントまたはフィラメント群の破断によって生じる目詰まりによる)の際に、チャンバは局部的に変形することができる。連続または格子状のバイアス手段はセグメント化されたまたはフレキシブルな壁と係合することができ、局部的な変形に応答して、壁の変形部分にバイアスをかけてその未変形の位置に戻すのに十分なバイアス手段が使用される。あるいは、連続または格子状の揺動手段がフレキシブルな壁と係合して、壁の局部領域を揺動させてもよい。あるいは、上記で説明した方法で、加工チャンバ内の流体圧力と、壁または壁の局部的な部分に作用する周囲圧力との間の差を用いて、例えばプロセスの摂動中に壁の一部を開放させ、例えば摂動が終わったら壁を未変形または定常状態の位置に戻すことができる。また、フレキシブルまたはセグメント化された壁の連続する揺動状態を引き起こすように、流体圧力を制御することもできる。
【0043】
図2および図3に示される加工チャンバの好ましい実施形態において分かるように、チャンバの横断方向の長さの端部には側壁がない。その結果、チャンバを通過する繊維は、チャンバの出口に近づくにしたがって、チャンバの外側に向かって広がることができる。このような広がりは、コレクタ上に捕集される繊維塊を幅広にするために望ましいことがある。他の実施形態では、加工チャンバは側壁を含むが、チャンバの横断方向の一方の端部における単一の側壁は、チャンバ側部16aおよび16bの両方には取り付けられない。何故なら、両方のチャンバ側部への取り付けは、上記で説明されたような側部の分離を妨げ得るからである。その代わりに、側壁は一方のチャンバ側部へ取り付けられ、もし通路内の圧力変化に応答して移動する場合には、その側部と共に移動する。他の実施形態では、側壁は分割され、一方の部分は一方のチャンバ側部に取り付けられ、他方の部分は他方のチャンバ側部に取り付けられ、加工チャンバ内に加工される繊維のストリームを閉じ込めることが所望される場合には、側壁部分は好ましくは重なり合う。
【0044】
壁が瞬時に移動可能である図示されるような装置が非常に好ましいが、加工チャンバを画定する壁が定位置に固定される点を除いて図示されるような装置と共に、本発明を実行することもできる(概して、利便性および効率が低い)。
【0045】
幅広い種類の弾性繊維形成材料、好ましくはエラストマー繊維形成材料を使用して、本発明の繊維ウェブを製造することができる。上記の弾性およびエラストマー繊維の定義を少なくともいくつかの形で(例えば、少なくともいくつかの分子構造または分子量において、あるいは適切なコモノマーまたは他の添加剤を有する)満足させることができる有機高分子材料には、ウレタン系ポリマー、エチレン系ポリマーおよびプロピレン系ポリマー、エチレン−スチレンコポリマー、超低密度ポリエチレンまたは超低密度ポリプロピレン、エチレン−プロピレンコポリマーおよびエチレン−プロピレンブロックコポリマー、スチレン系ブロックコポリマー、脂肪族ポリエステルおよび脂肪族ポリアミドが含まれる。スパンボンドまたはメルトブローン技法によって繊維に形成することがより困難であるいくつかのポリマーまたは材料を使用することができる。
【0046】
半結晶性高分子材料の場合、本発明の好ましい実施形態は、繊維内に鎖延長型結晶構造(歪み誘起型結晶化とも呼ばれる)を含む不織繊維ウェブを提供し、これによりウェブの強度および安定性が増大される(鎖延長型結晶化は、他の種類の結晶化と同様、通常X線分析によって検出することができる)。その構造と、自己結合、時には周囲浸透性の結合(circumference−penetrating bond)との組み合わせは、更なる利点である。ウェブの繊維は、所望の嵩高特性を有するウェブを得るために、その長さの大部分にわたって、他の繊維とは独立的に、直径がかなり均一であり得る。90パーセントまたはそれ以上の嵩高性(剛性の反対であり、ウェブ中の空気の容積のウェブ全容積に対する比率を100倍したものを含む)を得ることができ、ろ過や絶縁などの多くの目的のために有用である。低配向繊維セグメントでさえ、好ましくは、繊維の全長に沿って繊維強度を高めるいくらかの配向性を経験している。結晶性でないその他の繊維形成材料、例えばスチレン系ブロックコポリマーは、それでも、配向によって利益を受けることができる。
【0047】
本発明は、溶融形態にある繊維形成材料と共に特に有用であるが、溶液または懸濁液などの他の繊維形成液体も使用することができる。上記で列挙された特定のポリマーは単なる例であって、広範な種類の他の高分子または繊維形成材料が有用である。興味深いことには、溶融ポリマーを用いる本発明の繊維形成プロセスは、多くの場合、典型的な直接押出技法よりも低温で実行することができ、これは多数の利点を提供する。
【0048】
また繊維は、顔料や染料などの特定の添加剤がブレンドされた材料を含む、材料のブレンドから形成されてもよい。「繊維」という用語は、本明細書中では、単一成分繊維と、二成分またはコンジュゲート繊維(便宜上、「二成分」という用語は、多くの場合、2つの成分からなる繊維のほかに、2つより多い成分からなる繊維を意味するためにも使用され得る)と、二成分繊維の繊維部分、すなわち二成分繊維の断面の一部を占有し、その長さにわたって延在する部分とを意味するために使用される。芯−鞘型またはサイドバイサイド型の二成分繊維を作製することができる。本発明の二成分繊維では、少なくとも1つの成分が上記の弾性またはエラストマー繊維の説明を満足させ、好ましくは繊維の全ての成分がこれらの説明を満足させる。
【0049】
更に、繊維の混合物を含むウェブを作製するように、異なる繊維形成材料が押出ヘッドの異なるオリフィスから押出されてもよい。本発明の他の実施形態では、繊維が捕集される前、または捕集されるときに、ブレンドされたウェブを作製するように、本発明に従って作製される繊維のストリーム内に他の材料が導入される。例えば、米国特許第4,118,531号明細書に教示される方法で他のステープル繊維がブレンドされてもよい。または、米国特許第3,971,373号明細書に教示される方法で粒子状材料が導入され、ウェブ内に捕獲されてもよい。もしくは、米国特許第4,813,948号明細書で教示されるようなマイクロウェブがウェブ内にブレンドされてもよい。あるいは、本発明に従って作製された繊維は、繊維のブレンドを作製するために他の繊維のストリーム内へ導入されてもよい。
【0050】
上記の弾性繊維の保持された配向の他に、本発明のウェブおよび繊維は、他の独特な特徴を示すことができる。一例として、本発明の新しいウェブは、好ましくは、選択された結合動作中に軟化特性が互いに異なる長手方向セグメントを提供するようにその長さにわたってモルホロジーが変化する繊維を含む(この特徴は、以前に出願された関連出願の米国特許出願公開第2003−0216096−A1号明細書および米国特許出願公開第2003−0216099−A1号明細書として2003年11月20に公開され、いずれも2002年5月20日に出願された米国特許出願第10/151,782号明細書および米国特許出願第10/151,780号明細書においても記載されている)。これらの長手方向セグメントのいくつかは、結合動作条件下で軟化する。すなわち、選択された結合動作の間、活性でありウェブの他の繊維に結合される。他のセグメント結合動作の間、活性でない。好ましくは、活性な長手方向セグメントは、有用な結合条件下、たとえば十分に低い温度で十分に軟化し、ウェブは自己結合され得る。また好ましくは、隣接する長手方向セグメントは、約10パーセント以下だけ直径が異なる。したがって、繊維は、「均一な直径」を有することができる。「均一な直径」とは、本明細書中では、繊維がかなりの長さ(すなわち、5センチメートル以上)にわたって本質的に同一の直径(10パーセント以下の変動)を有することを意味する。
【0051】
ブロックコポリマーに関して、一方のブロックが結晶性または半結晶性であり、他方のブロックが無定形である場合のように、コポリマーの個々のブロックのモルホロジーが変化できることに気付かれるかもしれないが、本発明の繊維により示されることが多いモルホロジーの変化はこのような変化ではなく、代わりに、いくつかの分子が、概して物理的に識別可能な繊維部分の形成に関与する、より巨視的な特性である。
【0052】
本発明のウェブでは、隣接する長手方向セグメントは直径が大きくは異ならないかもしれないが、繊維ごとには、直径に大きな変化が存在し得る。
【0053】
本発明の繊維およびウェブのもう1つの独特の特徴として、いくつかの捕集ウェブにおいて、繊維は中断されている、すなわち破断されているか、それ自体または他の繊維と絡み合うか、そうでなければ加工チャンバ壁との係合などにより変形されているのが分かる。中断位置の繊維セグメント、すなわち、繊維の破断点の繊維セグメント、および絡み合いまたは変形が生じた繊維セグメントは、全て、本明細書中では中断繊維セグメントと称される。あるいは、絡み合いまたは変形の場合には、繊維の実際の破断または切断は存在しないことが多いにもかかわらず、より一般には、簡潔にするために単に「繊維端部」と呼ばれることも多く、これらの中断繊維セグメントは、影響を受けない繊維の長さの末端または端部を形成する。このような中断繊維セグメントは、発行された米国特許第6,607,624号明細書においてより詳細に説明されている。
【0054】
繊維端部は繊維形態(メルトブローまたは他のこれまでの方法で得られることがあるような球形の形状とは対照的に)を有するが、通常、繊維の中央または中間部分よりも直径が拡大され、通常は、直径が300マイクロメートル未満である。多くの場合、繊維端部、特に破断した端部はカールまたはスパイラル形状を有し、それにより、端部はそれ自体または他の繊維と絡み合う。そして、例えば繊維端部の材料と隣接する繊維の材料との自己癒着によって、繊維端部は他の繊維とサイドバイサイドで結合することができる。
【0055】
本発明のウェブは捕集時に凝集性であってもよいし、あるいは捕集後にウェブを凝集性にするための工程またはその凝集性を増大させるための工程が用いられてもよい。このような工程には、熱結合、接着剤または結合繊維の添加による接着性の結合、もしくは水流交絡などの絡み合いによって達成されるような機械的な結合を含む、繊維の間を結合させることが含まれる。水流交絡の基本的な操作手順は、例えば、1995年2月14日にエバーハート(Everhart)らに発行された米国特許第5,389,202号明細書(例えば欄8および9を参照)に記載されている。
【0056】
本発明の結合態様を考慮して、本発明は、1)弾性繊維形成液体から押出フィラメントを作製することと、2)押出フィラメントを加工および細径化して、分子配向を有する固体の捕集可能な繊維にすることと、3)繊維を不織ウェブとして捕集することと、4)捕集した繊維を、その収縮温度よりも高いがその緩和温度よりも低い温度にさらすことによりアニールして、繊維が少なくとも1×10-5の複屈折を示す十分な分子配向を保持しながら、ウェブを寸法安定性にすることと、5)繊維を結合(熱的、機械的、または他の方法で)して、凝集性が増大したウェブを与えることとを含む繊維ウェブの作製方法であると理解することができる。工程は記載した順番である必要はなく、例えば、工程(4)は工程(5)の後でもよい。
【0057】
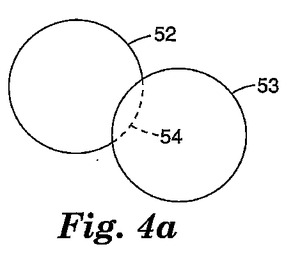
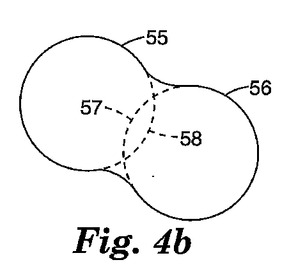
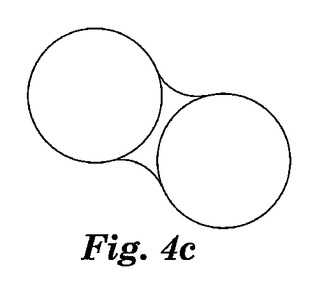
熱結合では、概略図4aおよび4bに示されるように、繊維の結合部分が十分に流動して周囲浸透型の結合を形成する場合に、最良の結合が得られる。このような結合は、結合した繊維間により広範囲にわたる接触を生じ、接触面積の増大は結合の強度を増大させる。図4aは、1つの繊維またはセグメント52が変形し、もう1つの繊維またはセグメント53が本質的にその断面形状を保持する結合を示す。図4bは、2つの繊維55および56が接着され、それぞれの断面形状が変形した結合を示す。図4aおよび4bの両方において、周囲浸透性の結合が示され、図4aの点線54は、繊維53の浸透によって生じた変形がなければ繊維52が有し得る形状を示し、図4bの点線57および58は、結合がなければ繊維56および55がそれぞれ有し得る形状を示す。図4cは、周囲浸透性の結合とは異なる可能性のある結合で互いに結合した2つの繊維を概略的に説明し、1つまたは複数の繊維の外側部分(例えば、同軸の部分)からの材料が癒着して、繊維のいずれかの周囲に実際に浸透することなく、2つの繊維を互いに接合している。
【0058】
図4a〜図4cに描かれる結合は、例えば、カレンダリングの圧力を加えることなく本発明のウェブを加熱することによって得られる自己結合であり得る。このような結合は、ウェブにより柔らかい手触りを与え、圧力下で嵩高性をより大きく保持することを可能にする。しかしながら、ポイント結合または広域カレンダリングの場合のような圧着も有用である。また結合は、赤外線、レーザ、超音波、あるいは熱または別の方法で繊維間の結合を活性化するその他のエネルギー形態の適用により形成することもできる。溶媒の適用が用いられてもよい。ウェブが結合のいくらかにだけ役立つ限られた圧力にのみさらされる場合のように、ウェブは、自己結合および圧力形成された結合の両方を示すことができる。他の種類の圧力形成された結合も限られた量で存在する場合でも、自己結合を有するウェブは、本明細書では、自己結合されたとみなされる。一般に、本発明の実施において、結合動作は、いくつかの長手方向セグメントを軟化させて、隣接する繊維または繊維の部分との結合において活性にできるようにするが、その他の長手方向セグメントは結合の達成において活性でないまたは不活性のままであるように選択されるのが望ましい。
【0059】
本発明は、繊維形成高分子材料が1つの本質的に直接的な作業(フィラメントの押出、フィラメントの加工および凝固、加工フィラメントの捕集、そして必要であれば、捕集された塊をウェブに変えるための更なる加工を含む)でウェブに転換される直接ウェブ形成方法として特に有用である。本発明の不織繊維ウェブは、好ましくは、直接捕集された繊維または直接捕集された繊維塊を含み、これは、繊維形成装置を出るときに繊維がウェブ状の塊として捕集されることを意味する。ステープル繊維または粒子などのその他の成分、もしくは他の直接形成繊維を、本発明の直接形成繊維の塊と一緒に捕集することができる。
【0060】
本発明に従って作製される繊維の平均直径は、広範囲にわたることができる。マイクロファイバサイズ(直径約10マイクロメートル以下)を得ることができ、いくつかの利益が提供されるが、より大きい直径の繊維も作製することができ、特定の用途に有用である。多くの場合、繊維は直径が20マイクロメートル以下である。ほとんどの場合、円形断面を有する繊維が作製されるが、その他の断面形状も使用され得る。選択される動作パラメータによっては、捕集された繊維はかなり連続的でもよいし、あるいは本質的に不連続でもよい。
【0061】
上記のように、本発明によると、フィラメントは高速で加工される。例えば、ポリプロピレンは、8000メートル/分の見かけのフィラメント速度で加工チャンバを通って加工されたことは知られていないが、このような見かけのフィラメント速度は、図1〜3に示されるような装置を用いて可能である(速度は、例えば、ポリマーの流速、ポリマーの密度、および平均繊維直径から計算されるので、見かけのフィラメント速度という用語が使用される)。2800メートル/分以上のフィラメント速度が本発明にいて利点を提供することが分かっており、一般に、少なくとも4000または5000メートル/分のフィラメント速度において操作することが好まれる。図1〜3に示されるような装置では、更に速い見かけのフィラメント速度、例えば、10,000メートル/分、あるいは更に14,000または18,000メートル/分も達成されており、これらの速度は広範囲のポリマーで得ることができる。
【0062】
更に、押出ヘッドのオリフィスごとに大量のポリマーを加工することができ、これらの大量を加工すると同時に、押出されたフィラメントを高速で移動させることができる。この組み合わせは、高生産性指数(ポリマーの処理速度(例えば、グラム/オリフィス/分)に、押出されたフィラメントの見かけの速度(例えば、メートル/分)をかけた値)を生じさせる。本発明の方法は、平均で20マイクロメートル以下の直径のフィラメントを製造しながらでも、9000以上の生産性指数で容易に実行することができる。
【0063】
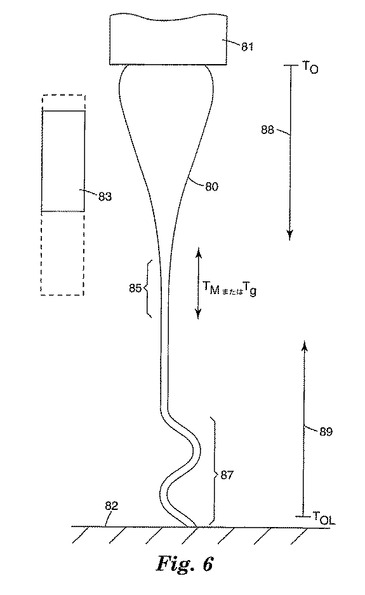
図6および図7は、本発明に関連するいくつかの学術用語および概念を説明する。図6は、本発明に従って、溶融した繊維形成材料から作製されて繊維に加工された典型的な押出フィラメント80の概略図であり、図面は、加工されて寸法を変化させているときのフィラメントを示すが、細径化または他の装置を実際に通過しているフィラメントは示さない。概略図における寸法は大きく拡大されており、真の寸法を正確に表すことは意図されない。
【0064】
図6に示されるように、フィラメントは押出ヘッド81から押出され、コレクタ82へ移動する。フィラメントは加工チャンバを通過するが、説明のために加工チャンバ83は、フィラメントと比較して極めて小さいスケールで描かれ、そしてスレッドラインの脇(スレッドライン上のその通常の位置ではなく)に配置される。
【0065】
溶融フィラメント80は、押出ヘッド81を出るときに押出オリフィスの拘束から解放されるため、通常、サイズが大きくなる。次に、フィラメントは、付加される延伸力、例えば加工チャンバを吹き抜ける空気の引張力のために直径が減少する。押出フィラメントは、押出ヘッドから更に離れて、コレクタへ向かって移動するにつれて直径が減少し続け、その間、例えば、空気または他の気体の周囲または急冷ストリームなどの冷却空気が繊維を通常包囲するので、フィラメントは冷却される。直径の減少は、本質的に、フィラメントがフィラメント材料の凝固/融解温度(結晶性または半結晶性材料の場合)またはガラス転移温度(無定形材料の場合)に到達するまで継続する。フィラメントが凝固/融解温度またはガラス転移温度に到達する位置は、領域85としてスレッドライン上に印が付けられ、そしてTm/Tgと記されたバーによって、この領域は正確な点である必要はないが、通常はスレッドラインに沿った距離で延在し得ることが表される。領域85から前方へ、コレクタへ向かって、フィラメントは、本質的にその直径を保持することができ、フィラメントにかけられた延伸力が十分に大きければ、直径の減少はいくらか継続し得る。
【0066】
本発明によると、領域85および加工チャンバ83の相対的な位置は変化し得る。1つの実例となる加工チャンバの位置は実線で示されるが、加工チャンバは、点線で示唆される範囲内の異なる位置を占めることもできる。点線は、加工チャンバの可能な位置を完全に記載するまたは余す所なく述べることは意図されない。言い換えると、押出フィラメント80は、加工チャンバに到達する前、加工チャンバ内にある間、あるいは加工チャンバを出た後にTmまたはTgに相当する温度に到達することができる。
【0067】
押出フィラメントは、加工チャンバを出た後、一般に、乱流領域を通って移動する。乱流は、加工チャンバを通過する流れがチャンバ端部の拘束を受けない空間に到達する際に発生し、チャンバ内に存在する圧力が解放される。流れのストリームはチャンバを出るときに広がり、広がったストリーム内で渦が生じる。これらの渦(主要なストリームとは異なる方向に流れる流れの渦巻)は、フィラメントに、チャンバ内においておよびチャンバに到達する前にフィラメントが受ける直線的な力とは異なる力を加える。例えば、87で示されるように、フィラメントは渦の中であちこちにフラッピングされ、繊維の長さを横断するベクトル成分を有する力にさらされる。加工チャンバを過ぎて乱流場で付加される力は、押出ヘッドからコレクタへの移動の間に、押出フィラメントが経験する最も強い力であり得る。
【0068】
また図6は、TmまたはTgが図示される位置にあると仮定して、フィラメントがその配向温度または配向固定温度であることができるスレッドラインに沿った位置の典型的な範囲も概略的に示す。図6に示されるように、フィラメントは、TmまたはTgが図示される位置にある場合に、一般に、ライン88で表される位置の範囲内で配向温度であることができる。そして、TmまたはTgが図示される位置にある場合に、フィラメントは、一般に、ライン89で表される位置の範囲内で配向固定温度を達成することができる。
【0069】
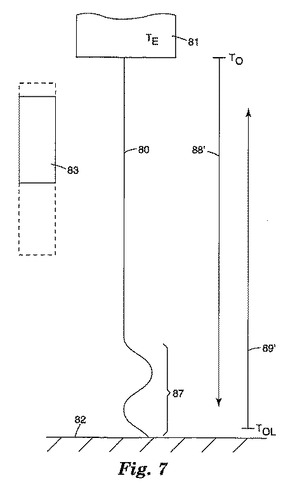
図7は、フィラメントがTmまたはTgに到達する特定の領域を識別することなくフィラメント80を示すもう1つの概略図である。この図の意図は、押出フィラメントが、押出機から様々な距離で配向温度または配向固定温度であり得ることを示すことである。図7に示されるように、フィラメントが配向温度であり続ける位置の範囲は、ライン88’で示されるように、押出ヘッド81(フィラメント形成材料が、TmまたはTgよりも通常30〜40℃高い温度(TE)である)からコレクタに近い位置まで延在し得る。そして反対に、フィラメントが配向固定温度に到達するライン89’で表される位置の範囲は、コレクタ82に近い位置から加工チャンバ83の前(上流)の位置まで延在し得る。
【0070】
仕上げ剤または他の材料のフィラメントへの噴霧、フィラメントへの静電荷の付与、ウォーターミストの付与など、繊維形成方法の付属として従来使用される様々な方法を、細径化器に入るときまたは出るときにフィラメントと関連して使用してもよい。更に、結合剤、接着剤、仕上げ剤、および他のウェブまたはフィルムを含む様々な材料を捕集ウェブに添加してもよい。
【0071】
通常、そのようにする理由はないが、フィラメントは、従来のメルトブロー操作で使用されるように一次ガスストリームによって、押出ヘッドから噴出されてもよい。このような一次ガスストリームは、フィラメントの最初の細径化および延伸を引き起こす。
【実施例】
【0072】
実施例1〜4
図1〜3に示されるような装置を使用して、4つの異なる繊維ウェブを作製した。ウェブのうちの2つは実施例1および2であり、ポリウレタン樹脂(ユタ州ソルトレークシティ(Salt Lake City,Utah)のハンツマン・ポリウレタンズ(Huntsman polyurethanes)により供給されるPS440−200、25g/10分の溶融流れ速度を有する)から形成した。ポリウレタンを押出機内で221℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。
【0073】
他の2つのウェブは実施例3および4であり、超低密度ポリエチレン樹脂(デラウェア州ウィルミントンのデュポン−ダウ・エラストマーズ(Dupont−Dow Elastomers,Wilmington Delaware)から入手可能なエンゲージ(Engage)8411、コモノマーとして33%(他に指示されない限り、百分率は重量パーセントである)のオクテンを含み、18g/10分のメルトインデックスを有する)から形成した。ポリエチレンを押出機内で271℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。
【0074】
4つ全ての実施例において、押出ヘッドまたはダイは16列のオリフィスを有し、実施例1および2ではそれぞれの列は32個のオリフィスを有し、全部で512個のオリフィスとした。実施例3および4ではそれぞれの列は16個のオリフィスを有し、全部で256個のオリフィスとした。ダイは横断方向の長さが7.875インチ(200ミリメートル)であった。孔の直径は0.040インチ(0.889mm)であり、L/D比は6であった。ポリマーの流速は、実施例3および4では、0.89g/孔/分および0.98g/孔/分であった。
【0075】
ダイと細径化器の間の距離(図1の寸法17)は37インチ(約94センチメートル)であり、細径化器からコレクタまでの距離((図1の寸法21)は、26.75インチ(68センチメートル)であった。エアナイフの間隙(図2の寸法30)は、0.030インチ(0.76ミリメートル)であり、細径化器本体の角度(図2のα)は30°であり、室温の空気が細径化器を通過され、そして細径化器シュートの長さ(図2の寸法35)は6インチ(152ミリメートル)であった。エアナイフは横断方向の長さ(図3のスロットの長さ25の方向)が約251ミリメートルであり、エアナイフのための凹所が形成された細径化器本体28は、横断方向長さが約330ミリメートルであった。細径化器本体へ取り付けられた壁36の横断方向長さは、14インチ(406ミリメートル)であった。
【0076】
細径化器の上部および底部における間隙(それぞれ、図2の寸法33および34)と、細径化器を通過される空気の全容積(実際の立方メートル/分、すなわちACMMで与えられ、記載された容積の約半分を、それぞれのエアナイフ32に通過させた)と、フィラメント速度(見かけ上)とを含むその他の細径化器パラメータは、以下の表1(以下の実施例の最後)に記載されるとおりであった。細径化器の壁に対するクランピング圧力は、実施例1および2では約500キロパスカルであり、実施例3および4では約550キロパスカルであった。圧力はいずれも、プロセスの間の移動に対して壁を保持するのに役立った。
【0077】
実施例1および2のウェブは、21メートル/秒の前面速度および1.5インチ(3.8センチメートル)のスロット幅(機械方向の寸法)で、0.11秒の曝露時間で95℃に設定したホットエアナイフの下を通過させることによりアニーリングにさらした。
【0078】
実施例3および4のウェブは、19メートル/秒の前面速度および1.5インチ(3.8センチメートル)のスロット幅(機械方向の寸法)で、0.19秒の曝露時間で90℃に設定したホットエアナイフの下を通過させることによりアニーリングにさらした。
【0079】
作製したウェブ(アニーリング後)において偏光顕微鏡を用いる複屈折の研究を含む光学的な検査を行い、ウェブの繊維内の配向度を検査した。結果は、表2(実施例の最後)に報告される。ニューヨーク州メルビルのウォルトホイットマンロード1300のニコン・インストルメンツ社(Nikon Instruments Inc,1300 Walt Whitman Road,Melville,NY)により製造されるニコン・エクリプス(Nikon Eclipse)E600偏光顕微鏡を用いて、繊維の複屈折を測定した。測定を行う際、ベレーク補償板の使用説明書(日本のニチカ・コーポレーション(Nichika Corporation,Japan)、2001年10月8日改訂)により概説されるベレーク補償板技法を用いた。測定の実施要綱は次のとおりである。注意深く顕微鏡を位置合わせして、対物レンズ、光学系、集光レンズおよび光源の中心を合わせる。測定すべき繊維を視野の中央に配置する。視野の南北配列に最も近い消光位までステージを回転させる。サンプルを反時計まわりに45度回転させる。ベレーク補償板を用いて、繊維の中心に黒色帯が現れるまでドラムを時計まわりに回転させる。度数の示数を記録する。ベレーク補償板を用いて、繊維の中心に黒色帯が現れるまでドラムを反時計まわりに回転させる。度数の示数を記録する。表示は、示数の差を2で割ったものである。
【0080】
リターデーション値は、製造業者により提供される表から得ることができる。あるいは機械定数が分かれば計算によって得ることができる。実施例1〜4では、計算式は、R=10000F(i)×C/10000であり、ここでF(i)は、製造業者により提供される表から得られ、C/10000は1.009である。次に、複屈折が測定された点の繊維の直径が測定され、リターデーションを直径で除して、複屈折が計算される。値は、代表的な単一の繊維の最低10個の示数の平均として報告した。
【0081】
次の結合工程では、2本ロールカレンダーを用いて、実施例3および4のウェブをヒートシールした。カレンダーの設定は、次のとおりであった。
上部ロール−
結合面積が20%のポイント結合ダイヤモンドパターン
1mm×1mmのランド面積を有するポイント
外径10インチ(25.4cm)で幅22インチ(56cm)(ドラムの軸に沿って)
ロール内のオイル温度=155°F(68℃)
ウェブ速度5フィート/分(1.52メートル/分)
底部ロール−
平滑な鋼
外径10インチ(25.4cm)で幅22インチ(56cm)(ドラムの軸に沿って)
ロール内のオイル温度=155°F(68℃)
ウェブ速度5フィート/分(1.52メートル/分)
ニップ圧力−100psi(689kPa)
【0082】
インストロン(Instron)モデル5544引張り試験機により、ウェブサンプルにおいて引張り試験を行った。10インチ(25.4センチメートル)/分のクロスヘッド速度、2インチ(5.08センチメートル)の顎部(jaw)間隙、および1×4インチ(2.54×5.08センチメートル)に切断されたサンプルストリップを用いて、3つの機械方向サンプル(繊維が製造されたのと同じ方向にウェブからカットされたサンプル)および3つの横断方向サンプルを試験した。同様のサンプルをそのもとの長さの200%まで伸長して解放すると、これらは直ちに(数秒以内)その元の長さの125%未満にまで回復する。
【0083】
【表1】
【0084】
実施例5および6
図1〜3に示されるような装置を使用して、ジブロックポリマーおよび他の成分のブレンドから2つの異なる繊維ウェブを作製した。実施例5では、60%のスチレン系ブロックコポリマー(テキサス州ヒューストンのクラトン(登録商標)ポリマーズ(Kraton(登録商標) Polymers Houston Texas)から入手可能なクラトン(Kraton(登録商標))D1119P、約34%のSISコポリマーおよび約66%のSIジブロックからなり、スチレン含量が約22%である)と、40%の鉱油(テキサス州ミッドランドのシェブロン・テキサコ・コーポレーション(Chevron Texaco Corporation Midland Texas)から入手可能なシェブロン・スペルラ(Chevron Superla(登録商標))ホワイトオイル31)とのブレンドを使用した。ブレンドを押出し機内で253℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。
【0085】
実施例6では、90%の異なるスチレン系ブロックコポリマー(テキサス州ヒューストンのクラトン(登録商標)ポリマーズから入手可能なクラトン(登録商標)RP6936)と、10%のパラフィンオイル(ニュージャージー州フィリップスバーグのJ.T.ベーカー(J.T.Baker,Phillipsburg、New Jersey)から入手可能な「パラフィン・プリルズ・ピュリファイド(Paraffin Prills Purified)」)とからなるブレンドを使用した。ブレンドを押出し機内で241℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。
【0086】
押出ヘッドまたはダイは2列のオリフィスを有し、それぞれの列は16個のオリフィスを有し、全部で32個のオリフィスとした。ダイは横断方向の長さが4.125インチ(104.8ミリメートル)であった。孔の直径は0.040インチ(0.889mm)であり、L/D比は6であった。ポリマーの流速は、両方の実施例において0.87g/孔/分であった。
【0087】
ダイと細径化器の間の距離(図1の寸法17)は2.7インチ(約6.8センチメートル)であり、細径化器からコレクタまでの距離((図1の寸法21)は、22インチ(59センチメートル)であった。エアナイフの間隙(図2の寸法30)は0.050インチ(0.1.3ミリメートル)であり、細径化器本体の角度(図2のα)は30°であり、室温の空気が細径化器を通過され、そして細径化器シュートの長さ(図2の寸法35)は3インチ(76ミリメートル)であった。エアナイフは横断方向の長さ(図3のスロットの長さ25の方向)が約121ミリメートルであり、エアナイフのための凹所が形成された細径化器本体28は、横断方向長さが約156ミリメートルであった。細径化器本体へ取り付けられた壁36の横断方向長さは、10インチ(254ミリメートル)であった。
【0088】
また、細径化器の上部および底部における間隙(それぞれ、図2の寸法33および34)と、細径化器を通過される空気の全容積(実際の立方メートル/分、すなわちACMMで与えられ、記載された容積の約半分を、それぞれのエアナイフ32に通過させた)とを含むその他の細径化器パラメータは、表1に記載されるように変更した。細径化器の壁に対してクランピング圧力をかけなかったので、空気圧の力の下で壁は自由に移動した。
【0089】
実施例5および6では、サンプルを70℃で5分間、定温オーブン内に保持し、測定を行う前に室温に戻した。
【0090】
作製したウェブ(アニーリング後)において偏光顕微鏡を用いる複屈折の研究を含む光学的な検査を行い、ウェブの繊維内の配向度を検査した。結果は、表2(実施例の最後)に報告される。
【0091】
実施例7
図1〜3に示されるような装置を使用して、エラストマーポリエチレン系樹脂(デラウェア州ウィルミントンのデュポン−ダウ・エラストマーズ(Dupont−Dow Elastomers,Wilmington Delaware)から入手可能なエンゲージ(Engage)8402(22%のオクテンコモノマー含量))からウェブを作製した。樹脂を押出し機内で240℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。押出ヘッドまたはダイは16列のオリフィスを有し、それぞれの列は32個のオリフィスを有し、全部で512個のオリフィスとした。ダイは横断方向の長さが8.0インチ(20.3ミリメートル)であった。孔の直径は0.040インチ(0.889mm)であり、L/D比は6であった。ポリマーの流速は、0.5g/孔/分であった。
【0092】
ダイと細径化器の間の距離(図1の寸法17)は44インチ(約112センチメートル)であり、細径化器からコレクタまでの距離((図1の寸法21)は、37.5インチ(92センチメートル)であった。エアナイフの間隙(図2の寸法30)は0.050インチ(0.1.27ミリメートル)であり、細径化器本体の角度(図2のα)は30°であり、室温の空気が細径化器を通過され、そして細径化器シュートの長さ(図2の寸法35)は6インチ(152ミリメートル)であった。エアナイフは横断方向の長さ(図3のスロットの長さ25の方向)が約251ミリメートルであり、エアナイフのための凹所が形成された細径化器本体28は、横断方向長さが約330ミリメートルであった。細径化器本体へ取り付けられた壁36の横断方向長さは、14インチ(406ミリメートル)であった。加工チャンバの壁に対するクランピング圧力は、900キロパスカルであり、プロセスの間の移動に対して壁を保持した。
【0093】
また、細径化器の上部および底部における間隙(それぞれ、図2の寸法33および34)と、細径化器を通過される空気の全容積(実際の立方メートル/分、すなわちACMMで与えられ、記載された容積の約半分を、それぞれのエアナイフ32に通過させた)とを含むその他の細径化器パラメータは、表1に記載されるように変更した。
【0094】
6個のマニホルド/ジェット(ウェブの上に3個および下に3個)からなる従来の水流交絡(hydraulic entangling)システムを用いて、実施例7の捕集されたバットを水流交絡させた。基本的な操作手順は、例えば、1995年2月14日にエバーハート(Everhart)らに発行された米国特許第5,389,202号明細書(例えば、欄8および9を参照)に記載されている。各マニホルドは、直径120ミクロンのオリフィスサイズを有した。マニホルドのリニヤーセンチメートルあたり約16個のオリフィスの間隔で、オリフィスを一列に位置決めした。マニホルドの水圧は、連続して10,000kPaまで上昇され、高エネルギーの細い円柱状のジェットを発生した。水流交絡表面は、テネシー州ポートランドのアルバニー・インターナショナル(Albany International,Portland,Tenn)により製造される単層100ステンレス鋼ツイルワイヤーバッキングであった。水流交絡表面は、テネシー州ポートランドのアルバニー・インターナショナルにより製造される、28パーセントの開放領域を有する単層標準織の14×13ポリエステルネッティングであった。実施例7の材料を、約5メートル/分のライン速度でマニホルドの下を通過させ、そこで加圧された水のジェットにより洗浄され、強固にされる。得られた複合ウェブを、80℃で従来の実験室用ハンドシートドライヤーを用いて乾燥させ、サンプルを乾燥およびアニールした。アニーリング工程中に繊維の収縮が生じたが、アニーリングが完了した後、ウェブは一体化した形のよいシート材料のままであり、弾性、柔軟性および寸法安定性の材料であった。
【0095】
作製したウェブ(アニーリング後)において偏光顕微鏡を用いる複屈折の研究を含む光学的な検査を行い、ウェブの繊維内の配向度を検査した。結果は、表2(実施例の最後)に報告される。
【0096】
【表2】
【0097】
【表3】
【図面の簡単な説明】
【0098】
【図1】本発明の不織繊維ウェブを形成するために有用な装置の略全体図である。
【図2】本発明の不織繊維ウェブを形成するために有用な加工チャンバの拡大側面図であり、チャンバの取付け手段は図示されない。
【図3】図2に示される加工チャンバの部分的に概略的な平面図であり、取付けおよび他の関連装置と共に示される。
【図4a】本発明のウェブの実例となる繊維結合による概略図である。
【図4b】本発明のウェブの実例となる繊維結合による概略図である。
【図4c】本発明のウェブの実例となる繊維結合による概略図である。
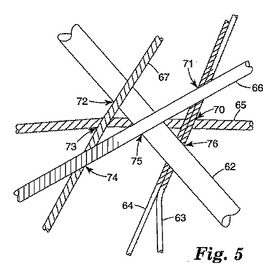
【図5】本発明のウェブの一部の概略図であり、交差して互いに結合した繊維を示す。
【図6】押出ヘッドからコレクタまで延在する実例となる押出フィラメントを示す概略図であり、実例となる装置および記述情報を伴う。
【図7】押出ヘッドからコレクタまで延在する実例となる押出フィラメントを示す概略図であり、実例となる装置および記述情報を伴う。
【技術分野】
【0001】
本発明は、弾性繊維を含み、それにより全体として弾性特性を有することができる不織繊維ウェブに関する。
【背景技術】
【0002】
重要な商機では、適当に伸縮性、弾性および強力である不織繊維ウェブが待望されている。このようなウェブは、衣類を体にぴったり合わせるため、または、衣類の袖口、襟刳りまたは他の部分を特にその形状に保つために有用であろう。あるいは、このようなウェブは、通気性で柔らかく軽量の布状ファブリックを提供するであろう。また、このようなウェブは高摩擦を有する傾向があり、これは多数の用途において有用であり得る。
【0003】
商機を認識して、これまでの多くの研究者らは、弾性不織繊維ウェブを製造しようとしてきた。彼らのこれまでの研究は、米国特許第3,686,385号明細書、米国特許第4,707,398号明細書、米国特許第4,820,572号明細書、米国特許第4,891,957号明細書、米国特許第5,322,728号明細書、米国特許第5,366,793号明細書、米国特許第5,470,639号明細書、および米国特許第5,997,989号明細書を含む特許文献に示されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
これまでの研究はいくつかの必要性を満たしているかもしれないが、多くの商機は依然として満たされないままである。全般に、これまでの努力では、伸縮性、弾性、結合性および強度の適切な組み合わせを有し、想像される商機の多くを実現する繊維ウェブは製造されていない。
【課題を解決するための手段】
【0005】
本発明は、直接捕集された配向されている弾性繊維を含む繊維弾性不織ウェブを提供し、これにより有益で優れた強度特性を有する繊維およびウェブが提供される。
【0006】
「直接形成された繊維」とは、例えば、繊維形成液体からフィラメントを押出し、押出されたフィラメントをコレクタまで移動する際に凝固繊維形態に加工し、繊維が液体形態でなくなってから数秒以内に、加工した繊維をウェブとして捕集することによって、本質的に1回の作業で繊維不織ウェブとして形成および捕集された繊維を意味する。このような方法は、例えば、押出された繊維が、ウェブに集められる前にステープル繊維に切断される方法と対照的である。スパンボンド繊維および米国特許第6,607,624号明細書に記載されるようにしてウェブに作製および捕集された繊維を含むメルトブローン繊維および溶融紡糸繊維は、本発明のために有用な直接形成された繊維の例である。
【0007】
「配向された」とは、繊維内のポリマー分子の一部が繊維の長さ方向に配列され、その配列で固定される、すなわち熱的に固着または捕捉されることを意味する。言い換えると、分子がその配向配列から移動するためには、分子がその配向を失うように十分に自由に動いて再配置されるために十分な時間の間、繊維が繊維の緩和温度よりも高い温度に加熱されることが必要とされ得る。(「緩和温度」は、本明細書中では、ガラス転移温度(無定形非晶質材料の場合)または融解温度(結晶性または半結晶性材料の場合)のプラスマイナス5℃の範囲内である温度と定義される。)配列された分子は、繊維の強度特性を改善することができる。
【0008】
分子が繊維内で配向されているかどうかは、一般に、繊維が複屈折を表すかどうかを測定することにより示すことができる。繊維は、本明細書に記載される試験で少なくとも約1×10-5の複屈折数を表せば、配向されているとみなされる。複屈折数が高いほど配向度が高く、好ましくは、本発明のウェブ内の繊維は少なくとも1×10-4または少なくとも1×10-3の複屈折数を表し、特定のポリマーでは、本発明者らは1×10-2以上の複屈折数を有する繊維を作製するのに成功した。異なるポリマー類の繊維は、異なる配向度および異なるレベルの複屈折数を示し得る。
【0009】
直接形成された配向繊維は様々な弾性率を有することができるが、好ましくは、これらは「エラストマー」繊維である。「エラストマー繊維」という用語は、本明細書では、その元の長さの少なくとも2倍まで伸長することができ、その元の長さの2倍に伸長する張力から解放されると、その元の長さの1と4分の1倍以下に即座に収縮し得る繊維を意味すると考えられる。エラストマー繊維は特定の用途のために特に必要とされ、配向エラストマー繊維は、伸縮性の低いまたは弾性回復の低い弾性繊維では行うことができない明確な貢献を行う。「弾性繊維」という用語は、本明細書では、伸縮性はより低いがその伸長した寸法から少なくとも部分的に弾性的に回復する繊維を含む、より大きいカテゴリーの繊維を説明すると考えられる。弾性繊維は一般に、本明細書中では、破断する前にその元の長さの少なくとも125パーセントまで伸長され、このような伸長度から張力が解放されると伸びの量の少なくとも50%は収縮し得るものと考えられる。
【0010】
本発明のウェブは、配向繊維を有するにもかかわらず寸法安定性であることが可能であり、そして好ましくは寸法安定性である。「寸法安定性」とは、ウェブが、70℃の温度に加熱されたときに、その幅方向(機械方向、すなわちウェブがその上に捕集されるコレクタの移動方向を横断する方向)に約10パーセント以下だけ収縮し得ることを意味する。本発明者らは、ウェブをアニールしてひずみを解放する(そうでなければ加熱時にウェブを収縮させ得る)ことができ、アニールしたにもかかわらず繊維は、改善された特性を提供する保持された配向を有することが可能であることを発見した。
【0011】
また本発明は、本発明の弾性繊維およびウェブを製造するための新しい方法も提供し、該方法は簡単に要約すると、a)弾性繊維形成材料のフィラメントを押出することと、b)フィラメントを細径化(attenuate)および延伸する長手方向の応力がフィラメントに加えられる加工チャンバを通るように、フィラメントを方向付けることと、c)フィラメント内の分子がフィラメントの長さに沿って配向および配列されるのに十分な時間の間、フィラメントが細径化および延伸応力下にある間にフィラメントをその配向温度に保持することと、d)フィラメントが細径化および延伸応力下にある間にフィラメントをその配向固定温度まで冷却することと、e)加工したフィラメントを捕集することとを含む。
【0012】
「配向温度」とは、押出されたフィラメント内の分子が、細径化または延伸応力下でフィラメントの長さ方向の配列に移動できる温度を意味し、このような温度は、一般に、少なくともおよそフィラメントのガラス転移点(Tg)または融点(Tm)であり、あるいはそれより高い温度である。「配向固定温度」とは、フィラメントの分子がフィラメント内で獲得したであろう配向に熱的に固着または捕捉される温度を意味する。このような温度は、一般に、フィラメントの緩和温度よりも少なくとも約30℃低い。
【0013】
本発明のもう1つの態様では、記載される方法は、作製した繊維を、繊維の収縮温度以上であるが繊維の緩和温度よりは少なくとも10℃低い温度にさらすことによってアニールする更なる工程を含む。(「収縮温度」は、本明細書中では、繊維が10%よりも多く収縮することによってひずみを解放する温度であるが、繊維の融点または軟化温度よりも低い温度を意味する。)本発明者らは、該工程の間に、本発明に従って作製される好ましい繊維が、いくらかの有用な分子配向を保持しながら収縮を受けられることを発見した。そして、繊維およびウェブの弾性特性、特にその伸縮性の量は、アニーリングによって、そしてアニーリングと共に生じる収縮によって増大され得る。
【発明を実施するための最良の形態】
【0014】
図1は、本発明の不織繊維ウェブを作製するために使用することができる説明的な装置を示す。この特定の説明的な装置では、繊維形成材料をホッパー11内に導入し、押出機12内で材料を溶融し、溶融した材料をポンプ13により押出ヘッド10へポンピングすることによって、繊維形成材料が押出ヘッド10に送られる。ペレットまたは他の粒子形態の固体高分子材料が使用されて、液体のポンピング可能な状態に溶融されるのが最も一般的であるが、ポリマー溶液などのその他の繊維形成液体が使用されてもよい。
【0015】
押出ヘッド10は従来の紡糸口金またはスピンパックでよく、一般に、規則的なパターン、例えば一直線の列に配置された多数のオリフィスを含む。繊維形成液体のフィラメント15は押出ヘッドから押出され、加工チャンバまたは細径化器(attenuator)16へ搬送される。通常、押出されたフィラメント15の温度を低下させるために、従来の方法および装置によって、空気または他の気体のいくらかの急冷ストリーム18が押出フィラメントに提供される。押出フィラメントの所望の温度を得るため、および/またはフィラメントの延伸を容易にするために、時には急冷ストリームが加熱されることもある。空気(または他の流体)の1つまたは複数のストリームが存在してもよく、例えば、フィラメントストリームを横切って吹く第1のストリーム18aは、押出の間に放出される望ましくない気体材料または煙霧を除去することができ、そして第2の急冷ストリーム18bは所望される主要な温度低下を達成する。使用中のプロセスまたは所望される最終製品の形態によっては、急冷ストリームは、押出されたフィラメント15のいくらかを細径化器16に到達する前に凝固させるのに十分であり得る。しかしながら、一般に、本発明の方法では、押出フィラメント成分は、細径化器に入る際にまだ軟化または溶融した状態にある。あるいは、押出ヘッド10と細径化器16の間の周囲空気または他の流体が、細径化器に入る前の押出フィラメント成分の温度変化のための媒体であり得るような場合には、急冷ストリームは使用されない。
【0016】
フィラメント15は、以下により詳細に説明されるように、細径化器16を通過した後出て行く。ほとんどの場合、図1に描かれるように、フィラメントはコレクタ19上に出て行き、そこで、凝集性でもそうでなくてもよい繊維塊20として捕集され、取扱い可能なウェブの形態をとる。コレクタ19は一般に多孔質であり、気体回収装置14は、コレクタの下方に位置決めされて、繊維がコレクタ上に堆積するのを促進することができる。
【0017】
フィラメントの化学組成に応じて、繊維内に異なる種類のモルホロジーを得ることができる。以下で説明されるように、繊維内で可能な形態学的な形には、無定形、規則性または剛性の無定形、配向された無定形、結晶性、配向または成形された結晶性、および鎖延長型結晶化(歪み誘起型結晶化と呼ばれることもある)が含まれる。本発明のウェブ内の繊維は、これらの異なる種類のモルホロジーのうちの2つ以上を示すことができる。また、いくつかの実施形態では、異なる種類のモルホロジーが、同じ繊維内に存在することができる、例えば単一の繊維の長さに沿って存在することができる。あるいは、異なる量または異なる程度の規則性または配向性で存在することができる。そして、これらの差異は、繊維の長さに沿った長手方向セグメントの結合動作中の軟化特性が異なる程度に存在し得る。
【0018】
加工チャンバを通過した後であるが、捕集される前に、押出フィラメントまたは繊維は、例えば更なる延伸や噴霧など、図1には説明されない多数の更なる加工工程を受けることができる。捕集の際、捕集された繊維の塊全体20は、結合オーブン、スルーエア結合器、カレンダー、水流交絡機械結合器、エンボス加工ステーション、ラミネータ、カッターなどの他の装置へ搬送されてもよいし、あるいは駆動ロール22を通過して貯蔵ロール23に巻き取られてもよい。
【0019】
本発明の1つの好ましい実施では、捕集された繊維は、例えば、オーブン内、あるいは「スルーエア」オーブンまたはホットエアナイフを通過することにより熱にさらされて、繊維をアニールする。すなわち、繊維内の張力または他の応力は低下または除去され、その結果、特定の環境条件において、繊維は改善された安定性を有する。上記で説明したように、本発明に従って配向された弾性繊維が、収縮温度よりも高いが緩和温度よりも低い温度に加熱されると、繊維は収縮を受け、いくらかの配向を失うが、その配向の全てではないことが分かった。本発明の好ましい繊維は、一般に、アニーリング後もいくらかの配向を保持し、これは繊維の物理特性を改善する。保持される配向の量は、一般に、熱にさらす期間および繊維がさらされる温度によって少なくとも部分的に制御することができる。
【0020】
記載したアニーリング工程は、捕集中に結合がまだ達成されていなければ、捕集された繊維の結合のための準備として有益であり得る。本発明の特定の捕集された繊維塊が、第1のアニーリングを行わずに熱で結合されれば、捕集された塊は結合動作中に収縮し、制御されずに収縮した歪んだウェブを形成する。しかしながら、好ましい実施形態では、上記のような制御されたアニーリングの後、ウェブを有効に歪んでいない状態にしながら結合が達成され、繊維は有益な繊維強化配向を保持することがわかった。
【0021】
アニーリングおよび結合が使用される場合、結合は、アニーリングの直後に実行することができる。例えば、熱結合は、アニーリングが実行されるのと同じオーブン内で実行されてもよいし、あるいは、アニーリング作業で使用されるよりも高い温度に加熱された隣接のオーブン内で実行されてもよい。あるいは、結合は、ウェブをスルーエア結合器、もしくはカレンダリングまたはポイント結合装置に搬送することによって実行することもできる。結合は、アニーリングの直後に実行される必要はなく、繊維のアニーリングの後36〜48時間などの期間の間、待つことが望ましいこともあり、この時間の間に、繊維は更に緩和され得る。好ましくは、熱結合は自己結合(autogenous bond)であり、これはカレンダーまたはポイント結合器により加えられるような圧力がなくても形成されることを意味する。また結合は、結合繊維または樹脂をウェブ内に含有させることによって、あるいはウェブ、もしくはウェブのポイントまたは一部分に溶媒を施すことによって達成することもできる。
【0022】
図1に描かれる装置は、細径化器を通過するフィラメントの温度制御を可能にし、フィラメントが高速でチャンバを通過できるようにし、所望される配向度をフィラメントに導入する応力をフィラメントに加えることができるので、本発明の実施において利点を有する。(図面に示される装置は、2003年8月19に発行された米国特許第6,607,624号明細書にも記載されている)。プロセスの所望される制御の一部として、押出されたフィラメント15が細径化器16に到達するまでに移動する距離17は、フィラメントがさらされる条件と同様に調整することができる。例えば、加工チャンバは、押出ヘッドのより近くに移動され、押出されたフィラメントが加工チャンバに入るときの温度を、そうでない場合よりも高くすることができる。このようなより高温のフィラメントが加工チャンバ内で張力を受けると、より容易に伸長し、フィラメント内の分子が配列または配向され得る。
【0023】
一般に、加工チャンバに入るフィラメントの温度、および加工チャンバ内でフィラメントにかけられる張力は、加工チャンバ内を移動する際に、押出されたフィラメントの所望のそして有効な(すなわち、破断しない)伸長度を達成するように選択される。典型的な従来技術のスパンボンド方法および装置とは対照的に、本発明は、とりわけ、押出フィラメントが本明細書で定義される配向温度にあるようにまだ十分に高温である間に延伸/細径化応力を加えることと、延伸/細径化応力を比較的長い時間(すなわち、スレッドラインにおけるその時間の割合がより大きい)加えることと、押出フィラメントがその配向固定温度よりも低い温度に冷却されるまで延伸/細径化応力を加えることとを含み得る新しい方法を提供する。本発明において、スレッドライン応力は、そのガラス転移温度または融点よりも高いフィラメントの破断をも回避するように、スパンボンド法において通常使用されるよりも低いレベルに保持され得る。実際、フィラメントがそのガラス転移点または融点よりも高い温度にある間に細径化応力を意図的に加えることは、低応力を使用できることの一因となる。そして、フィラメントは高速で加工チャンバ内を移動することができ、フィラメントが配向固定温度に冷却される前に、フィラメント内の配向された分子が非配向状態(すなわち、フィラメントの長さ方向に配列されていない)まで収縮する機会が最小限にされる。
【0024】
上記のように、フィラメントは、長手方向の応力下に置かれる時間の少なくとも一部の間は、一般にその配向温度よりも高くなければならない。有用な配向温度はポリマー類によって変動するが、一般に、フィラメントの緩和温度よりも少なくとも20℃、好ましくは少なくとも40℃高い温度である。
【0025】
フィラメントが加工チャンバを通ってコレクタに進むと、フィラメントは冷却され、そして最終的には配向固定温度に到達する。この場合も、異なるポリマー類ではこの温度は異なるが、通常、緩和温度よりも少なくとも30℃低く、好ましくは少なくとも80℃低い温度である。フィラメントが配向固定温度に到達する際、フィラメントは長手方向の応力下にあり、これは一般に十分に長い間加えられるので、フィラメント内の分子はフィラメントの長さ方向に配列される。本発明の方法のまだ熱いフィラメントには、冷却されて冷間延伸を受けるフィラメントに加えられ得るよりも低い応力を加えることができ、これらの応力は、従来技術の方法において典型的であるよりも長い時間加えることができる。当然の結果として、フィラメントが配向固定温度に到達する前に、より大きな程度の配向がフィラメントに導入され得る。
【0026】
配向固定温度に冷却されるとき、フィラメントは配向を有し長手方向の張力下にあるので、捕集された繊維において配向は少なくとも一部は保持される。このように保持された配向は十分に存在するので、後でアニーリングがいくらかの配向の損失を引き起こし得るにもかかわらず、アニーリング後に配向が残り、繊維の強度および安定性を高めることができる。
【0027】
プロセスのその他の有用な制御は、一般に、加工チャンバ/細径化器の長さ、細径化器内を移動するときのフィラメントの速度および温度、ならびにコレクタ19からの細径化器の距離を制御することによって達成することができる。張力下および伸長状態にある間に、フィラメントおよびそのセグメントのいくらかまたは全てを固体状態に冷却させることによって、フィラメントの配向、およびその結果の繊維のモルホロジーは凍結され得る。すなわち、上記のようにフィラメントまたは繊維の分子またはその一部は、その配列された位置に熱により固着または捕捉され得る。
【0028】
装置のいくつかの有利な特徴は、代表的な加工装置または細径化器の拡大側面図である図2と、取付けおよび他の関連装置を伴った図2に示される加工装置の部分的に概略的な平面図である図3とにおいて、更に示される。説明的な細径化器16は、加工チャンバ24を間に画定するように隔てられた2つの移動可能な半分部分または側部16aおよび16bを含み、側部16aおよび16bの対向する表面はチャンバの壁を形成する。図3の平面図からわかるように、加工または細径化チャンバ24は、一般に、横断方向の長さ25(細径化器を通るフィラメントの移動通路に対して横断方向)を有する長尺スロットであり、加工中のフィラメントの数によって変化し得る。
【0029】
2つの半分部分または側部として存在するが、細径化器は1つの単一装置としての役割を果たし、まずその結合した形で説明され得る。(図2および図3に示される構造は、単なる代表例であって、様々な異なる構成を使用することができる。)代表的な細径化器16は、細径化チャンバ24の入口空間または喉部24aを画定する傾斜した入口壁27を含む。入口壁27は、好ましくは入口エッジまたは表面27aで湾曲され、押出されたフィラメント15を運ぶ空気ストリームが円滑に入るようにする。壁27は主要な本体部分28に取り付けられ、本体部分28と壁27の間に間隙30を構築するために、凹んだ領域29が設けられ得る。空気は導管31を通って間隙30内に導入され、細径化器を通って移動するフィラメントの速度を増大させると共にフィラメントに対する更なる急冷効果も有するエアナイフ(矢印32で表される)を作り出すことができる。細径化器本体28は、好ましくは、28aで湾曲され、エアナイフ32から通路24への空気の通過を円滑にする。細径化器本体の表面28bの角度(α)は、細径化器を通過するフィラメントストリームにエアナイフが衝突する所望の角度を決定するように選択することができる。チャンバの入口付近ではなく、エアナイフは、チャンバ内のより遠くに配設されてもよい。
【0030】
細径化チャンバ24は、細径化器を通るその長手方向の長さ(細径化チャンバを通る長手方向軸26に沿った寸法は軸方向長さと呼ばれる)にわたって均一な間隙幅(2つの細径化器の側部の間の、図2の頁の水平距離33は本明細書では間隙幅と呼ばれる)を有することができる。あるいは、図2に示されるように、間隙幅は、細径化器チャンバの長さに沿って変化してもよい。細径化チャンバが一直線または平坦な壁で画定される場合、壁の間の間隔はその長さにわたって一定でもよいし、あるいは、壁は、細径化チャンバの軸方向長さにわたってわずかに遠離または近接してもよい。これらの全ての場合において、細径化チャンバを画定する壁は、厳密な平行からの偏差が比較的わずかであるため、本明細書では平行であるとみなされる。図2に示されるように、通路24の長手方向の長さの主要部分を画定する壁は、主要本体部分28とは別個であり、主要本体部分28へ取り付けられたプレート36の形態をとってもよい。
【0031】
細径化チャンバ24の長さは、異なる効果を達成するように変化させることができ、本明細書中ではシュート長さ35と呼ばれることもあるエアナイフ32と出口開口34との間の部分では、変化は特に有用である。チャンバ壁と軸26の間の角度は、出口34付近で広がって、コレクタ上への繊維の分配を変化させると共に、細径化器の出口で流場の乱れおよびパターンを変化させることができる。デフレクタ表面、コアンダ曲面、および一様でない壁長などの構造を出口で用いて、所望の流力の場、ならびに繊維の広がりまたは他の分配を達成することもできる。一般に、間隙幅、シュート長さ、細径化チャンバ形状などは、加工中の材料と、所望の効果を達成することが所望される処理モードと共に選択される。例えば、より長いシュート長さは、作製される繊維の結晶化度を増大させるのに有用であり得る。押出されたフィラメントを所望の繊維形態に加工するために、条件を選択することができ、広範囲にわたって変化させることができる。
【0032】
図3に説明されるように、代表的な細径化器16の2つの側部16aおよび16bは、それぞれ、ロッド39上をスライドする直線ベアリング38に取り付けられた取付けブロック37によって支持される。ベアリング38は、ロッドのまわりに放射状に配設された軸方向に延在するボールベアリング列などの手段によってロッド上を低摩擦で移動し、それによって、側部16aおよび16bは互いに近づいたり離れたり、容易に移動することができる。取付けブロック37は、細径化器本体28およびハウジング40へ取り付けられ、ハウジング40を通って、供給パイプ41からの空気が、導管31およびエアナイフ32へ分配される。
【0033】
この説明的な実施形態では、エアシリンダ43aおよび43bは、接続ロッド44によって、それぞれ細径化器の側部16aおよび16bに接続され、細径化器の側部16aおよび16bを互いに近づくように押圧するクランピング力を加える。クランピング力は、細径化チャンバ24内に存在する圧力の平衡を保つように、他の動作パラメータと共に選択される。すなわち、好ましい動作条件下では、クランピング力は、細径化チャンバの内部で作用して細径化器の側部が離れるように押圧する力、例えば細径化器内の気体の圧力により生じる力と平衡または均衡を保つ。細径化器の部品がその設定された均衡または定常状態位置に保持され、細径化チャンバまたは通路24がその設定された均衡または定常状態の間隙幅を保持する間に、フィラメント材料を押出し、細径化器を通過させ、完成した繊維として捕集することができる。
【0034】
図1〜図3に示される代表的な装置の操作中、細径化器の側部またはチャンバ壁の移動は、一般に、システムの摂動が存在する場合にのみ生じる。このような摂動は、加工中のフィラメントが破断したり、別のフィラメントまたは繊維と絡まったりする場合に生じ得る。例えば、押出ヘッドから来るフィラメントの前端または絡まりは拡大されて、チャンバ24の局部的な閉塞を生じるので、このような破断や絡まりは、細径化チャンバ24内の圧力の増大を伴うことが多い。増大した圧力は、細径化器の側部またはチャンバ壁16aおよび16bが互いに離れるよう強制するのに十分であり得る。チャンバ壁のこの動きにより、入ってくるフィラメントの端部または絡まりは細径化器を通過することができ、その結果、細径化チャンバ24内の圧力は、摂動前のその定常状態値に戻り、エアシリンダ43により付与されるクランピング圧力は、細径化器の側部をその定常状態の位置へ戻す。細径化チャンバ内の圧力増大を引き起こすその他の摂動には、「ドリップ」、すなわち押出されるフィラメントの中断時に押出ヘッドの出口から落下する繊維形成材料の球形の液滴、あるいは細径化チャンバの壁またはすでに付着した繊維形成材料と係合して貼り付くことがある押出フィラメント材料の蓄積が含まれる。
【0035】
事実上、細径化器の側部16aおよび16bのうちの一方または両方は「浮動する」、すなわち、構造体により定位置に保持されないが、代わりに、図1の矢印50の方向に自由および容易に横方向に移動するように取り付けられる。好ましい構造では、細径化器の側部に作用する摩擦および重力以外の唯一の力は、エアシリンダにより加えられるバイアス力および細径化チャンバ24内で発生される内部圧力である。ばね、弾性材料の変形、またはカムなどのエアシリンダ以外のクランピング手段が使用されてもよいが、エアシリンダは、所望される制御および可変性を提供する。
【0036】
加工チャンバ壁の所望の動きを引き起こすまたは可能にするために、多くの代替案が利用可能である。例えば、加工チャンバの壁を離れるように強制するために流体圧力に依存するのではなく、チャンバ内のセンサ(例えば、壁上の蓄積またはチャンバの目詰まりを検出するレーザまたは熱センサ)を使用して、壁を引き離し、次にその定常状態の位置に戻すサーボ機構のメカニズムを起動してもよい。本発明のもう1つの有用な装置では、細径化器の側部またはチャンバ壁の一方または両方は、例えば、サーボ機構の振動または超音波駆動装置によって、揺動パターンで駆動される。揺動の速度は、例えば、少なくとも5,000サイクル/分〜60,000サイクル/秒の速度を含む広い範囲で変動可能である。
【0037】
更にもう1つの変形では、壁を離すためおよびその定常状態の位置に戻すための移動手段は、単に、加工チャンバ内の流体圧力と、チャンバ壁の外側に作用する周囲圧力との間の差異という形をとる。更に具体的には、定常状態の動作中、加工チャンバ内の圧力(例えば、加工チャンバの内部形状、エアナイフの存在、位置および設計、チャンバに入る流体ストリームの速度などによって確定される、加工チャンバ内で作用する種々の力の総和)は、チャンバ壁の外側に作用する周囲圧力と平衡を保つ。繊維形成プロセスの摂動のためにチャンバ内の圧力が増大すると、摂動が終わって加工チャンバ内の圧力が定常状態の圧力より低いレベルに低下する(チャンバ壁の間の間隙幅は定常状態の動作時よりも大きいので)まで、チャンバ壁の一方または両方は他方の壁から離れるように移動する。そこで直ちに、チャンバ内の圧力が周囲圧力と平衡になって、定常状態の動作が生じるまで、チャンバ壁の外側に作用する周囲圧力がチャンバ壁を押し戻す。装置および加工パラメータに対する制御が欠けることにより、圧力差のみに依存することはあまり望ましくない選択とされ得る。
【0038】
要約すると、瞬時に移動可能であり、場合によっては「浮動する」ことに加えて、加工チャンバの壁は、一般に、壁を所望の方法で移動させるための手段にも支配される。壁は、一般に、例えば物理的または作用的に、壁の所望の移動を引き起こすための手段に接続されると考えることができる。移動手段は、移動可能なチャンバ壁の意図される移動(例えば繊維形成プロセスの摂動を防止または緩和するために離れる動き、そして例えばチャンバを定常状態の動作に設定または戻すために近づく動き)を引き起こす、加工チャンバまたは関連装置、もしくは動作条件、あるいはこれらの組み合わせのうちのどの特徴を有してもよい。
【0039】
図1〜図3に示される実施形態では、細径化チャンバ24の間隙幅33は、チャンバ内に存在する圧力、あるいはチャンバを通る流体の流速および流体温度と相互関係がある。クランピング力は、細径化チャンバ内の圧力と一致し、細径化チャンバの間隙幅に依存して変動する。与えられた流体の流速に対して、間隙幅がより狭く、細径化チャンバ内の圧力がより高いと、クランピング力はより高くなるはずである。より低いクランピング力は、より広い間隙幅を可能にする。メカニカルストップ、例えば細径化器の側部16aおよび16bの一方または両方における当接構造を使用して、最小または最大の間隙幅が保持されるのを保証することができる。
【0040】
1つの有用な構造では、例えば、シリンダ43bで使用されるよりも大きい直径のピストンをシリンダ43aで使用することによって、エアシリンダ43aは、シリンダ43bよりも大きいクランピング力を付加する。この力の差異は、動作中に摂動が生じたときに最も容易に移動する傾向がある側部として、細径化器の側部16bを構築する。力の差異は、ロッド39上のベアリング38の移動に抵抗する摩擦力とほぼ等しく、これを補償する。細径化器の側部16bに向かう細径化器の側部16aの移動を制限するために、大きい方のエアシリンダ43aに制限手段を取り付けることができる。1つの説明的な制限手段は、図3に示されるように、エアシリンダ43aとしてダブルロッドエアシリンダを使用し、第2のロッド46はネジ切りされ、取付けプレート47を通って延出し、エアシリンダの位置を調整するために調整可能なナット48を有する。例えばナット48を回転させることによる制限手段の調整は、押出ヘッド10と位置合わせして細径化チャンバ24を位置決めする。
【0041】
細径化器の側部16aおよび16bの所望される瞬時の分離および再閉鎖のために、繊維形成動作のための動作パラメータは拡張される。これまではプロセスを動作不能にし得る(例えば、糸を通し直すために停止することを必要とするフィラメントの破断をもたらし得るので)いくつかの条件は容認できるようになり、フィラメントの破断時、入ってくるフィラメント端部の通し直しは、一般に、自動的に生じる。例えば、フィラメントの頻繁な破断をもたらす、より高速を使用することができる。同様に、狭い間隙幅も使用することができ、細径化器を通過するフィラメントに対して、エアナイフをより集中させ、より大きな力およびより大きい速度を付与させる。あるいは、細径化チャンバの目詰まりの危険性が減少されるので、フィラメントは、より溶融条件下で細径化チャンバ内に導入されてもよく、これにより、繊維特性をより大きく制御することが可能になる。細径化器を押出ヘッドに近づいたり遠ざかったりするように移動させ、とりわけ、細径化チャンバに入るときのフィラメントの温度を制御することができる。
【0042】
細径化器16のチャンバ壁は概略的にモノリシック構造で示されるが、記載される瞬時のまたは浮動する移動のためにそれぞれ取り付けられた個々の部品の組立体の形をとることもできる。1つの壁を構成する個々の部品は、加工チャンバ24内の内部圧力を保持するように、密閉手段によって互いに係合する。異なる構造では、ゴムまたはプラスチックなどの材料のフレキシブルシートが加工チャンバ24の壁を形成し、それによって、局部的な圧力の増大(例えば、単一のフィラメントまたはフィラメント群の破断によって生じる目詰まりによる)の際に、チャンバは局部的に変形することができる。連続または格子状のバイアス手段はセグメント化されたまたはフレキシブルな壁と係合することができ、局部的な変形に応答して、壁の変形部分にバイアスをかけてその未変形の位置に戻すのに十分なバイアス手段が使用される。あるいは、連続または格子状の揺動手段がフレキシブルな壁と係合して、壁の局部領域を揺動させてもよい。あるいは、上記で説明した方法で、加工チャンバ内の流体圧力と、壁または壁の局部的な部分に作用する周囲圧力との間の差を用いて、例えばプロセスの摂動中に壁の一部を開放させ、例えば摂動が終わったら壁を未変形または定常状態の位置に戻すことができる。また、フレキシブルまたはセグメント化された壁の連続する揺動状態を引き起こすように、流体圧力を制御することもできる。
【0043】
図2および図3に示される加工チャンバの好ましい実施形態において分かるように、チャンバの横断方向の長さの端部には側壁がない。その結果、チャンバを通過する繊維は、チャンバの出口に近づくにしたがって、チャンバの外側に向かって広がることができる。このような広がりは、コレクタ上に捕集される繊維塊を幅広にするために望ましいことがある。他の実施形態では、加工チャンバは側壁を含むが、チャンバの横断方向の一方の端部における単一の側壁は、チャンバ側部16aおよび16bの両方には取り付けられない。何故なら、両方のチャンバ側部への取り付けは、上記で説明されたような側部の分離を妨げ得るからである。その代わりに、側壁は一方のチャンバ側部へ取り付けられ、もし通路内の圧力変化に応答して移動する場合には、その側部と共に移動する。他の実施形態では、側壁は分割され、一方の部分は一方のチャンバ側部に取り付けられ、他方の部分は他方のチャンバ側部に取り付けられ、加工チャンバ内に加工される繊維のストリームを閉じ込めることが所望される場合には、側壁部分は好ましくは重なり合う。
【0044】
壁が瞬時に移動可能である図示されるような装置が非常に好ましいが、加工チャンバを画定する壁が定位置に固定される点を除いて図示されるような装置と共に、本発明を実行することもできる(概して、利便性および効率が低い)。
【0045】
幅広い種類の弾性繊維形成材料、好ましくはエラストマー繊維形成材料を使用して、本発明の繊維ウェブを製造することができる。上記の弾性およびエラストマー繊維の定義を少なくともいくつかの形で(例えば、少なくともいくつかの分子構造または分子量において、あるいは適切なコモノマーまたは他の添加剤を有する)満足させることができる有機高分子材料には、ウレタン系ポリマー、エチレン系ポリマーおよびプロピレン系ポリマー、エチレン−スチレンコポリマー、超低密度ポリエチレンまたは超低密度ポリプロピレン、エチレン−プロピレンコポリマーおよびエチレン−プロピレンブロックコポリマー、スチレン系ブロックコポリマー、脂肪族ポリエステルおよび脂肪族ポリアミドが含まれる。スパンボンドまたはメルトブローン技法によって繊維に形成することがより困難であるいくつかのポリマーまたは材料を使用することができる。
【0046】
半結晶性高分子材料の場合、本発明の好ましい実施形態は、繊維内に鎖延長型結晶構造(歪み誘起型結晶化とも呼ばれる)を含む不織繊維ウェブを提供し、これによりウェブの強度および安定性が増大される(鎖延長型結晶化は、他の種類の結晶化と同様、通常X線分析によって検出することができる)。その構造と、自己結合、時には周囲浸透性の結合(circumference−penetrating bond)との組み合わせは、更なる利点である。ウェブの繊維は、所望の嵩高特性を有するウェブを得るために、その長さの大部分にわたって、他の繊維とは独立的に、直径がかなり均一であり得る。90パーセントまたはそれ以上の嵩高性(剛性の反対であり、ウェブ中の空気の容積のウェブ全容積に対する比率を100倍したものを含む)を得ることができ、ろ過や絶縁などの多くの目的のために有用である。低配向繊維セグメントでさえ、好ましくは、繊維の全長に沿って繊維強度を高めるいくらかの配向性を経験している。結晶性でないその他の繊維形成材料、例えばスチレン系ブロックコポリマーは、それでも、配向によって利益を受けることができる。
【0047】
本発明は、溶融形態にある繊維形成材料と共に特に有用であるが、溶液または懸濁液などの他の繊維形成液体も使用することができる。上記で列挙された特定のポリマーは単なる例であって、広範な種類の他の高分子または繊維形成材料が有用である。興味深いことには、溶融ポリマーを用いる本発明の繊維形成プロセスは、多くの場合、典型的な直接押出技法よりも低温で実行することができ、これは多数の利点を提供する。
【0048】
また繊維は、顔料や染料などの特定の添加剤がブレンドされた材料を含む、材料のブレンドから形成されてもよい。「繊維」という用語は、本明細書中では、単一成分繊維と、二成分またはコンジュゲート繊維(便宜上、「二成分」という用語は、多くの場合、2つの成分からなる繊維のほかに、2つより多い成分からなる繊維を意味するためにも使用され得る)と、二成分繊維の繊維部分、すなわち二成分繊維の断面の一部を占有し、その長さにわたって延在する部分とを意味するために使用される。芯−鞘型またはサイドバイサイド型の二成分繊維を作製することができる。本発明の二成分繊維では、少なくとも1つの成分が上記の弾性またはエラストマー繊維の説明を満足させ、好ましくは繊維の全ての成分がこれらの説明を満足させる。
【0049】
更に、繊維の混合物を含むウェブを作製するように、異なる繊維形成材料が押出ヘッドの異なるオリフィスから押出されてもよい。本発明の他の実施形態では、繊維が捕集される前、または捕集されるときに、ブレンドされたウェブを作製するように、本発明に従って作製される繊維のストリーム内に他の材料が導入される。例えば、米国特許第4,118,531号明細書に教示される方法で他のステープル繊維がブレンドされてもよい。または、米国特許第3,971,373号明細書に教示される方法で粒子状材料が導入され、ウェブ内に捕獲されてもよい。もしくは、米国特許第4,813,948号明細書で教示されるようなマイクロウェブがウェブ内にブレンドされてもよい。あるいは、本発明に従って作製された繊維は、繊維のブレンドを作製するために他の繊維のストリーム内へ導入されてもよい。
【0050】
上記の弾性繊維の保持された配向の他に、本発明のウェブおよび繊維は、他の独特な特徴を示すことができる。一例として、本発明の新しいウェブは、好ましくは、選択された結合動作中に軟化特性が互いに異なる長手方向セグメントを提供するようにその長さにわたってモルホロジーが変化する繊維を含む(この特徴は、以前に出願された関連出願の米国特許出願公開第2003−0216096−A1号明細書および米国特許出願公開第2003−0216099−A1号明細書として2003年11月20に公開され、いずれも2002年5月20日に出願された米国特許出願第10/151,782号明細書および米国特許出願第10/151,780号明細書においても記載されている)。これらの長手方向セグメントのいくつかは、結合動作条件下で軟化する。すなわち、選択された結合動作の間、活性でありウェブの他の繊維に結合される。他のセグメント結合動作の間、活性でない。好ましくは、活性な長手方向セグメントは、有用な結合条件下、たとえば十分に低い温度で十分に軟化し、ウェブは自己結合され得る。また好ましくは、隣接する長手方向セグメントは、約10パーセント以下だけ直径が異なる。したがって、繊維は、「均一な直径」を有することができる。「均一な直径」とは、本明細書中では、繊維がかなりの長さ(すなわち、5センチメートル以上)にわたって本質的に同一の直径(10パーセント以下の変動)を有することを意味する。
【0051】
ブロックコポリマーに関して、一方のブロックが結晶性または半結晶性であり、他方のブロックが無定形である場合のように、コポリマーの個々のブロックのモルホロジーが変化できることに気付かれるかもしれないが、本発明の繊維により示されることが多いモルホロジーの変化はこのような変化ではなく、代わりに、いくつかの分子が、概して物理的に識別可能な繊維部分の形成に関与する、より巨視的な特性である。
【0052】
本発明のウェブでは、隣接する長手方向セグメントは直径が大きくは異ならないかもしれないが、繊維ごとには、直径に大きな変化が存在し得る。
【0053】
本発明の繊維およびウェブのもう1つの独特の特徴として、いくつかの捕集ウェブにおいて、繊維は中断されている、すなわち破断されているか、それ自体または他の繊維と絡み合うか、そうでなければ加工チャンバ壁との係合などにより変形されているのが分かる。中断位置の繊維セグメント、すなわち、繊維の破断点の繊維セグメント、および絡み合いまたは変形が生じた繊維セグメントは、全て、本明細書中では中断繊維セグメントと称される。あるいは、絡み合いまたは変形の場合には、繊維の実際の破断または切断は存在しないことが多いにもかかわらず、より一般には、簡潔にするために単に「繊維端部」と呼ばれることも多く、これらの中断繊維セグメントは、影響を受けない繊維の長さの末端または端部を形成する。このような中断繊維セグメントは、発行された米国特許第6,607,624号明細書においてより詳細に説明されている。
【0054】
繊維端部は繊維形態(メルトブローまたは他のこれまでの方法で得られることがあるような球形の形状とは対照的に)を有するが、通常、繊維の中央または中間部分よりも直径が拡大され、通常は、直径が300マイクロメートル未満である。多くの場合、繊維端部、特に破断した端部はカールまたはスパイラル形状を有し、それにより、端部はそれ自体または他の繊維と絡み合う。そして、例えば繊維端部の材料と隣接する繊維の材料との自己癒着によって、繊維端部は他の繊維とサイドバイサイドで結合することができる。
【0055】
本発明のウェブは捕集時に凝集性であってもよいし、あるいは捕集後にウェブを凝集性にするための工程またはその凝集性を増大させるための工程が用いられてもよい。このような工程には、熱結合、接着剤または結合繊維の添加による接着性の結合、もしくは水流交絡などの絡み合いによって達成されるような機械的な結合を含む、繊維の間を結合させることが含まれる。水流交絡の基本的な操作手順は、例えば、1995年2月14日にエバーハート(Everhart)らに発行された米国特許第5,389,202号明細書(例えば欄8および9を参照)に記載されている。
【0056】
本発明の結合態様を考慮して、本発明は、1)弾性繊維形成液体から押出フィラメントを作製することと、2)押出フィラメントを加工および細径化して、分子配向を有する固体の捕集可能な繊維にすることと、3)繊維を不織ウェブとして捕集することと、4)捕集した繊維を、その収縮温度よりも高いがその緩和温度よりも低い温度にさらすことによりアニールして、繊維が少なくとも1×10-5の複屈折を示す十分な分子配向を保持しながら、ウェブを寸法安定性にすることと、5)繊維を結合(熱的、機械的、または他の方法で)して、凝集性が増大したウェブを与えることとを含む繊維ウェブの作製方法であると理解することができる。工程は記載した順番である必要はなく、例えば、工程(4)は工程(5)の後でもよい。
【0057】
熱結合では、概略図4aおよび4bに示されるように、繊維の結合部分が十分に流動して周囲浸透型の結合を形成する場合に、最良の結合が得られる。このような結合は、結合した繊維間により広範囲にわたる接触を生じ、接触面積の増大は結合の強度を増大させる。図4aは、1つの繊維またはセグメント52が変形し、もう1つの繊維またはセグメント53が本質的にその断面形状を保持する結合を示す。図4bは、2つの繊維55および56が接着され、それぞれの断面形状が変形した結合を示す。図4aおよび4bの両方において、周囲浸透性の結合が示され、図4aの点線54は、繊維53の浸透によって生じた変形がなければ繊維52が有し得る形状を示し、図4bの点線57および58は、結合がなければ繊維56および55がそれぞれ有し得る形状を示す。図4cは、周囲浸透性の結合とは異なる可能性のある結合で互いに結合した2つの繊維を概略的に説明し、1つまたは複数の繊維の外側部分(例えば、同軸の部分)からの材料が癒着して、繊維のいずれかの周囲に実際に浸透することなく、2つの繊維を互いに接合している。
【0058】
図4a〜図4cに描かれる結合は、例えば、カレンダリングの圧力を加えることなく本発明のウェブを加熱することによって得られる自己結合であり得る。このような結合は、ウェブにより柔らかい手触りを与え、圧力下で嵩高性をより大きく保持することを可能にする。しかしながら、ポイント結合または広域カレンダリングの場合のような圧着も有用である。また結合は、赤外線、レーザ、超音波、あるいは熱または別の方法で繊維間の結合を活性化するその他のエネルギー形態の適用により形成することもできる。溶媒の適用が用いられてもよい。ウェブが結合のいくらかにだけ役立つ限られた圧力にのみさらされる場合のように、ウェブは、自己結合および圧力形成された結合の両方を示すことができる。他の種類の圧力形成された結合も限られた量で存在する場合でも、自己結合を有するウェブは、本明細書では、自己結合されたとみなされる。一般に、本発明の実施において、結合動作は、いくつかの長手方向セグメントを軟化させて、隣接する繊維または繊維の部分との結合において活性にできるようにするが、その他の長手方向セグメントは結合の達成において活性でないまたは不活性のままであるように選択されるのが望ましい。
【0059】
本発明は、繊維形成高分子材料が1つの本質的に直接的な作業(フィラメントの押出、フィラメントの加工および凝固、加工フィラメントの捕集、そして必要であれば、捕集された塊をウェブに変えるための更なる加工を含む)でウェブに転換される直接ウェブ形成方法として特に有用である。本発明の不織繊維ウェブは、好ましくは、直接捕集された繊維または直接捕集された繊維塊を含み、これは、繊維形成装置を出るときに繊維がウェブ状の塊として捕集されることを意味する。ステープル繊維または粒子などのその他の成分、もしくは他の直接形成繊維を、本発明の直接形成繊維の塊と一緒に捕集することができる。
【0060】
本発明に従って作製される繊維の平均直径は、広範囲にわたることができる。マイクロファイバサイズ(直径約10マイクロメートル以下)を得ることができ、いくつかの利益が提供されるが、より大きい直径の繊維も作製することができ、特定の用途に有用である。多くの場合、繊維は直径が20マイクロメートル以下である。ほとんどの場合、円形断面を有する繊維が作製されるが、その他の断面形状も使用され得る。選択される動作パラメータによっては、捕集された繊維はかなり連続的でもよいし、あるいは本質的に不連続でもよい。
【0061】
上記のように、本発明によると、フィラメントは高速で加工される。例えば、ポリプロピレンは、8000メートル/分の見かけのフィラメント速度で加工チャンバを通って加工されたことは知られていないが、このような見かけのフィラメント速度は、図1〜3に示されるような装置を用いて可能である(速度は、例えば、ポリマーの流速、ポリマーの密度、および平均繊維直径から計算されるので、見かけのフィラメント速度という用語が使用される)。2800メートル/分以上のフィラメント速度が本発明にいて利点を提供することが分かっており、一般に、少なくとも4000または5000メートル/分のフィラメント速度において操作することが好まれる。図1〜3に示されるような装置では、更に速い見かけのフィラメント速度、例えば、10,000メートル/分、あるいは更に14,000または18,000メートル/分も達成されており、これらの速度は広範囲のポリマーで得ることができる。
【0062】
更に、押出ヘッドのオリフィスごとに大量のポリマーを加工することができ、これらの大量を加工すると同時に、押出されたフィラメントを高速で移動させることができる。この組み合わせは、高生産性指数(ポリマーの処理速度(例えば、グラム/オリフィス/分)に、押出されたフィラメントの見かけの速度(例えば、メートル/分)をかけた値)を生じさせる。本発明の方法は、平均で20マイクロメートル以下の直径のフィラメントを製造しながらでも、9000以上の生産性指数で容易に実行することができる。
【0063】
図6および図7は、本発明に関連するいくつかの学術用語および概念を説明する。図6は、本発明に従って、溶融した繊維形成材料から作製されて繊維に加工された典型的な押出フィラメント80の概略図であり、図面は、加工されて寸法を変化させているときのフィラメントを示すが、細径化または他の装置を実際に通過しているフィラメントは示さない。概略図における寸法は大きく拡大されており、真の寸法を正確に表すことは意図されない。
【0064】
図6に示されるように、フィラメントは押出ヘッド81から押出され、コレクタ82へ移動する。フィラメントは加工チャンバを通過するが、説明のために加工チャンバ83は、フィラメントと比較して極めて小さいスケールで描かれ、そしてスレッドラインの脇(スレッドライン上のその通常の位置ではなく)に配置される。
【0065】
溶融フィラメント80は、押出ヘッド81を出るときに押出オリフィスの拘束から解放されるため、通常、サイズが大きくなる。次に、フィラメントは、付加される延伸力、例えば加工チャンバを吹き抜ける空気の引張力のために直径が減少する。押出フィラメントは、押出ヘッドから更に離れて、コレクタへ向かって移動するにつれて直径が減少し続け、その間、例えば、空気または他の気体の周囲または急冷ストリームなどの冷却空気が繊維を通常包囲するので、フィラメントは冷却される。直径の減少は、本質的に、フィラメントがフィラメント材料の凝固/融解温度(結晶性または半結晶性材料の場合)またはガラス転移温度(無定形材料の場合)に到達するまで継続する。フィラメントが凝固/融解温度またはガラス転移温度に到達する位置は、領域85としてスレッドライン上に印が付けられ、そしてTm/Tgと記されたバーによって、この領域は正確な点である必要はないが、通常はスレッドラインに沿った距離で延在し得ることが表される。領域85から前方へ、コレクタへ向かって、フィラメントは、本質的にその直径を保持することができ、フィラメントにかけられた延伸力が十分に大きければ、直径の減少はいくらか継続し得る。
【0066】
本発明によると、領域85および加工チャンバ83の相対的な位置は変化し得る。1つの実例となる加工チャンバの位置は実線で示されるが、加工チャンバは、点線で示唆される範囲内の異なる位置を占めることもできる。点線は、加工チャンバの可能な位置を完全に記載するまたは余す所なく述べることは意図されない。言い換えると、押出フィラメント80は、加工チャンバに到達する前、加工チャンバ内にある間、あるいは加工チャンバを出た後にTmまたはTgに相当する温度に到達することができる。
【0067】
押出フィラメントは、加工チャンバを出た後、一般に、乱流領域を通って移動する。乱流は、加工チャンバを通過する流れがチャンバ端部の拘束を受けない空間に到達する際に発生し、チャンバ内に存在する圧力が解放される。流れのストリームはチャンバを出るときに広がり、広がったストリーム内で渦が生じる。これらの渦(主要なストリームとは異なる方向に流れる流れの渦巻)は、フィラメントに、チャンバ内においておよびチャンバに到達する前にフィラメントが受ける直線的な力とは異なる力を加える。例えば、87で示されるように、フィラメントは渦の中であちこちにフラッピングされ、繊維の長さを横断するベクトル成分を有する力にさらされる。加工チャンバを過ぎて乱流場で付加される力は、押出ヘッドからコレクタへの移動の間に、押出フィラメントが経験する最も強い力であり得る。
【0068】
また図6は、TmまたはTgが図示される位置にあると仮定して、フィラメントがその配向温度または配向固定温度であることができるスレッドラインに沿った位置の典型的な範囲も概略的に示す。図6に示されるように、フィラメントは、TmまたはTgが図示される位置にある場合に、一般に、ライン88で表される位置の範囲内で配向温度であることができる。そして、TmまたはTgが図示される位置にある場合に、フィラメントは、一般に、ライン89で表される位置の範囲内で配向固定温度を達成することができる。
【0069】
図7は、フィラメントがTmまたはTgに到達する特定の領域を識別することなくフィラメント80を示すもう1つの概略図である。この図の意図は、押出フィラメントが、押出機から様々な距離で配向温度または配向固定温度であり得ることを示すことである。図7に示されるように、フィラメントが配向温度であり続ける位置の範囲は、ライン88’で示されるように、押出ヘッド81(フィラメント形成材料が、TmまたはTgよりも通常30〜40℃高い温度(TE)である)からコレクタに近い位置まで延在し得る。そして反対に、フィラメントが配向固定温度に到達するライン89’で表される位置の範囲は、コレクタ82に近い位置から加工チャンバ83の前(上流)の位置まで延在し得る。
【0070】
仕上げ剤または他の材料のフィラメントへの噴霧、フィラメントへの静電荷の付与、ウォーターミストの付与など、繊維形成方法の付属として従来使用される様々な方法を、細径化器に入るときまたは出るときにフィラメントと関連して使用してもよい。更に、結合剤、接着剤、仕上げ剤、および他のウェブまたはフィルムを含む様々な材料を捕集ウェブに添加してもよい。
【0071】
通常、そのようにする理由はないが、フィラメントは、従来のメルトブロー操作で使用されるように一次ガスストリームによって、押出ヘッドから噴出されてもよい。このような一次ガスストリームは、フィラメントの最初の細径化および延伸を引き起こす。
【実施例】
【0072】
実施例1〜4
図1〜3に示されるような装置を使用して、4つの異なる繊維ウェブを作製した。ウェブのうちの2つは実施例1および2であり、ポリウレタン樹脂(ユタ州ソルトレークシティ(Salt Lake City,Utah)のハンツマン・ポリウレタンズ(Huntsman polyurethanes)により供給されるPS440−200、25g/10分の溶融流れ速度を有する)から形成した。ポリウレタンを押出機内で221℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。
【0073】
他の2つのウェブは実施例3および4であり、超低密度ポリエチレン樹脂(デラウェア州ウィルミントンのデュポン−ダウ・エラストマーズ(Dupont−Dow Elastomers,Wilmington Delaware)から入手可能なエンゲージ(Engage)8411、コモノマーとして33%(他に指示されない限り、百分率は重量パーセントである)のオクテンを含み、18g/10分のメルトインデックスを有する)から形成した。ポリエチレンを押出機内で271℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。
【0074】
4つ全ての実施例において、押出ヘッドまたはダイは16列のオリフィスを有し、実施例1および2ではそれぞれの列は32個のオリフィスを有し、全部で512個のオリフィスとした。実施例3および4ではそれぞれの列は16個のオリフィスを有し、全部で256個のオリフィスとした。ダイは横断方向の長さが7.875インチ(200ミリメートル)であった。孔の直径は0.040インチ(0.889mm)であり、L/D比は6であった。ポリマーの流速は、実施例3および4では、0.89g/孔/分および0.98g/孔/分であった。
【0075】
ダイと細径化器の間の距離(図1の寸法17)は37インチ(約94センチメートル)であり、細径化器からコレクタまでの距離((図1の寸法21)は、26.75インチ(68センチメートル)であった。エアナイフの間隙(図2の寸法30)は、0.030インチ(0.76ミリメートル)であり、細径化器本体の角度(図2のα)は30°であり、室温の空気が細径化器を通過され、そして細径化器シュートの長さ(図2の寸法35)は6インチ(152ミリメートル)であった。エアナイフは横断方向の長さ(図3のスロットの長さ25の方向)が約251ミリメートルであり、エアナイフのための凹所が形成された細径化器本体28は、横断方向長さが約330ミリメートルであった。細径化器本体へ取り付けられた壁36の横断方向長さは、14インチ(406ミリメートル)であった。
【0076】
細径化器の上部および底部における間隙(それぞれ、図2の寸法33および34)と、細径化器を通過される空気の全容積(実際の立方メートル/分、すなわちACMMで与えられ、記載された容積の約半分を、それぞれのエアナイフ32に通過させた)と、フィラメント速度(見かけ上)とを含むその他の細径化器パラメータは、以下の表1(以下の実施例の最後)に記載されるとおりであった。細径化器の壁に対するクランピング圧力は、実施例1および2では約500キロパスカルであり、実施例3および4では約550キロパスカルであった。圧力はいずれも、プロセスの間の移動に対して壁を保持するのに役立った。
【0077】
実施例1および2のウェブは、21メートル/秒の前面速度および1.5インチ(3.8センチメートル)のスロット幅(機械方向の寸法)で、0.11秒の曝露時間で95℃に設定したホットエアナイフの下を通過させることによりアニーリングにさらした。
【0078】
実施例3および4のウェブは、19メートル/秒の前面速度および1.5インチ(3.8センチメートル)のスロット幅(機械方向の寸法)で、0.19秒の曝露時間で90℃に設定したホットエアナイフの下を通過させることによりアニーリングにさらした。
【0079】
作製したウェブ(アニーリング後)において偏光顕微鏡を用いる複屈折の研究を含む光学的な検査を行い、ウェブの繊維内の配向度を検査した。結果は、表2(実施例の最後)に報告される。ニューヨーク州メルビルのウォルトホイットマンロード1300のニコン・インストルメンツ社(Nikon Instruments Inc,1300 Walt Whitman Road,Melville,NY)により製造されるニコン・エクリプス(Nikon Eclipse)E600偏光顕微鏡を用いて、繊維の複屈折を測定した。測定を行う際、ベレーク補償板の使用説明書(日本のニチカ・コーポレーション(Nichika Corporation,Japan)、2001年10月8日改訂)により概説されるベレーク補償板技法を用いた。測定の実施要綱は次のとおりである。注意深く顕微鏡を位置合わせして、対物レンズ、光学系、集光レンズおよび光源の中心を合わせる。測定すべき繊維を視野の中央に配置する。視野の南北配列に最も近い消光位までステージを回転させる。サンプルを反時計まわりに45度回転させる。ベレーク補償板を用いて、繊維の中心に黒色帯が現れるまでドラムを時計まわりに回転させる。度数の示数を記録する。ベレーク補償板を用いて、繊維の中心に黒色帯が現れるまでドラムを反時計まわりに回転させる。度数の示数を記録する。表示は、示数の差を2で割ったものである。
【0080】
リターデーション値は、製造業者により提供される表から得ることができる。あるいは機械定数が分かれば計算によって得ることができる。実施例1〜4では、計算式は、R=10000F(i)×C/10000であり、ここでF(i)は、製造業者により提供される表から得られ、C/10000は1.009である。次に、複屈折が測定された点の繊維の直径が測定され、リターデーションを直径で除して、複屈折が計算される。値は、代表的な単一の繊維の最低10個の示数の平均として報告した。
【0081】
次の結合工程では、2本ロールカレンダーを用いて、実施例3および4のウェブをヒートシールした。カレンダーの設定は、次のとおりであった。
上部ロール−
結合面積が20%のポイント結合ダイヤモンドパターン
1mm×1mmのランド面積を有するポイント
外径10インチ(25.4cm)で幅22インチ(56cm)(ドラムの軸に沿って)
ロール内のオイル温度=155°F(68℃)
ウェブ速度5フィート/分(1.52メートル/分)
底部ロール−
平滑な鋼
外径10インチ(25.4cm)で幅22インチ(56cm)(ドラムの軸に沿って)
ロール内のオイル温度=155°F(68℃)
ウェブ速度5フィート/分(1.52メートル/分)
ニップ圧力−100psi(689kPa)
【0082】
インストロン(Instron)モデル5544引張り試験機により、ウェブサンプルにおいて引張り試験を行った。10インチ(25.4センチメートル)/分のクロスヘッド速度、2インチ(5.08センチメートル)の顎部(jaw)間隙、および1×4インチ(2.54×5.08センチメートル)に切断されたサンプルストリップを用いて、3つの機械方向サンプル(繊維が製造されたのと同じ方向にウェブからカットされたサンプル)および3つの横断方向サンプルを試験した。同様のサンプルをそのもとの長さの200%まで伸長して解放すると、これらは直ちに(数秒以内)その元の長さの125%未満にまで回復する。
【0083】
【表1】
【0084】
実施例5および6
図1〜3に示されるような装置を使用して、ジブロックポリマーおよび他の成分のブレンドから2つの異なる繊維ウェブを作製した。実施例5では、60%のスチレン系ブロックコポリマー(テキサス州ヒューストンのクラトン(登録商標)ポリマーズ(Kraton(登録商標) Polymers Houston Texas)から入手可能なクラトン(Kraton(登録商標))D1119P、約34%のSISコポリマーおよび約66%のSIジブロックからなり、スチレン含量が約22%である)と、40%の鉱油(テキサス州ミッドランドのシェブロン・テキサコ・コーポレーション(Chevron Texaco Corporation Midland Texas)から入手可能なシェブロン・スペルラ(Chevron Superla(登録商標))ホワイトオイル31)とのブレンドを使用した。ブレンドを押出し機内で253℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。
【0085】
実施例6では、90%の異なるスチレン系ブロックコポリマー(テキサス州ヒューストンのクラトン(登録商標)ポリマーズから入手可能なクラトン(登録商標)RP6936)と、10%のパラフィンオイル(ニュージャージー州フィリップスバーグのJ.T.ベーカー(J.T.Baker,Phillipsburg、New Jersey)から入手可能な「パラフィン・プリルズ・ピュリファイド(Paraffin Prills Purified)」)とからなるブレンドを使用した。ブレンドを押出し機内で241℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。
【0086】
押出ヘッドまたはダイは2列のオリフィスを有し、それぞれの列は16個のオリフィスを有し、全部で32個のオリフィスとした。ダイは横断方向の長さが4.125インチ(104.8ミリメートル)であった。孔の直径は0.040インチ(0.889mm)であり、L/D比は6であった。ポリマーの流速は、両方の実施例において0.87g/孔/分であった。
【0087】
ダイと細径化器の間の距離(図1の寸法17)は2.7インチ(約6.8センチメートル)であり、細径化器からコレクタまでの距離((図1の寸法21)は、22インチ(59センチメートル)であった。エアナイフの間隙(図2の寸法30)は0.050インチ(0.1.3ミリメートル)であり、細径化器本体の角度(図2のα)は30°であり、室温の空気が細径化器を通過され、そして細径化器シュートの長さ(図2の寸法35)は3インチ(76ミリメートル)であった。エアナイフは横断方向の長さ(図3のスロットの長さ25の方向)が約121ミリメートルであり、エアナイフのための凹所が形成された細径化器本体28は、横断方向長さが約156ミリメートルであった。細径化器本体へ取り付けられた壁36の横断方向長さは、10インチ(254ミリメートル)であった。
【0088】
また、細径化器の上部および底部における間隙(それぞれ、図2の寸法33および34)と、細径化器を通過される空気の全容積(実際の立方メートル/分、すなわちACMMで与えられ、記載された容積の約半分を、それぞれのエアナイフ32に通過させた)とを含むその他の細径化器パラメータは、表1に記載されるように変更した。細径化器の壁に対してクランピング圧力をかけなかったので、空気圧の力の下で壁は自由に移動した。
【0089】
実施例5および6では、サンプルを70℃で5分間、定温オーブン内に保持し、測定を行う前に室温に戻した。
【0090】
作製したウェブ(アニーリング後)において偏光顕微鏡を用いる複屈折の研究を含む光学的な検査を行い、ウェブの繊維内の配向度を検査した。結果は、表2(実施例の最後)に報告される。
【0091】
実施例7
図1〜3に示されるような装置を使用して、エラストマーポリエチレン系樹脂(デラウェア州ウィルミントンのデュポン−ダウ・エラストマーズ(Dupont−Dow Elastomers,Wilmington Delaware)から入手可能なエンゲージ(Engage)8402(22%のオクテンコモノマー含量))からウェブを作製した。樹脂を押出し機内で240℃(押出機12内のポンプ13への出口付近で測定した温度)に加熱し、ダイを以下の表1に記載される温度に加熱した。押出ヘッドまたはダイは16列のオリフィスを有し、それぞれの列は32個のオリフィスを有し、全部で512個のオリフィスとした。ダイは横断方向の長さが8.0インチ(20.3ミリメートル)であった。孔の直径は0.040インチ(0.889mm)であり、L/D比は6であった。ポリマーの流速は、0.5g/孔/分であった。
【0092】
ダイと細径化器の間の距離(図1の寸法17)は44インチ(約112センチメートル)であり、細径化器からコレクタまでの距離((図1の寸法21)は、37.5インチ(92センチメートル)であった。エアナイフの間隙(図2の寸法30)は0.050インチ(0.1.27ミリメートル)であり、細径化器本体の角度(図2のα)は30°であり、室温の空気が細径化器を通過され、そして細径化器シュートの長さ(図2の寸法35)は6インチ(152ミリメートル)であった。エアナイフは横断方向の長さ(図3のスロットの長さ25の方向)が約251ミリメートルであり、エアナイフのための凹所が形成された細径化器本体28は、横断方向長さが約330ミリメートルであった。細径化器本体へ取り付けられた壁36の横断方向長さは、14インチ(406ミリメートル)であった。加工チャンバの壁に対するクランピング圧力は、900キロパスカルであり、プロセスの間の移動に対して壁を保持した。
【0093】
また、細径化器の上部および底部における間隙(それぞれ、図2の寸法33および34)と、細径化器を通過される空気の全容積(実際の立方メートル/分、すなわちACMMで与えられ、記載された容積の約半分を、それぞれのエアナイフ32に通過させた)とを含むその他の細径化器パラメータは、表1に記載されるように変更した。
【0094】
6個のマニホルド/ジェット(ウェブの上に3個および下に3個)からなる従来の水流交絡(hydraulic entangling)システムを用いて、実施例7の捕集されたバットを水流交絡させた。基本的な操作手順は、例えば、1995年2月14日にエバーハート(Everhart)らに発行された米国特許第5,389,202号明細書(例えば、欄8および9を参照)に記載されている。各マニホルドは、直径120ミクロンのオリフィスサイズを有した。マニホルドのリニヤーセンチメートルあたり約16個のオリフィスの間隔で、オリフィスを一列に位置決めした。マニホルドの水圧は、連続して10,000kPaまで上昇され、高エネルギーの細い円柱状のジェットを発生した。水流交絡表面は、テネシー州ポートランドのアルバニー・インターナショナル(Albany International,Portland,Tenn)により製造される単層100ステンレス鋼ツイルワイヤーバッキングであった。水流交絡表面は、テネシー州ポートランドのアルバニー・インターナショナルにより製造される、28パーセントの開放領域を有する単層標準織の14×13ポリエステルネッティングであった。実施例7の材料を、約5メートル/分のライン速度でマニホルドの下を通過させ、そこで加圧された水のジェットにより洗浄され、強固にされる。得られた複合ウェブを、80℃で従来の実験室用ハンドシートドライヤーを用いて乾燥させ、サンプルを乾燥およびアニールした。アニーリング工程中に繊維の収縮が生じたが、アニーリングが完了した後、ウェブは一体化した形のよいシート材料のままであり、弾性、柔軟性および寸法安定性の材料であった。
【0095】
作製したウェブ(アニーリング後)において偏光顕微鏡を用いる複屈折の研究を含む光学的な検査を行い、ウェブの繊維内の配向度を検査した。結果は、表2(実施例の最後)に報告される。
【0096】
【表2】
【0097】
【表3】
【図面の簡単な説明】
【0098】
【図1】本発明の不織繊維ウェブを形成するために有用な装置の略全体図である。
【図2】本発明の不織繊維ウェブを形成するために有用な加工チャンバの拡大側面図であり、チャンバの取付け手段は図示されない。
【図3】図2に示される加工チャンバの部分的に概略的な平面図であり、取付けおよび他の関連装置と共に示される。
【図4a】本発明のウェブの実例となる繊維結合による概略図である。
【図4b】本発明のウェブの実例となる繊維結合による概略図である。
【図4c】本発明のウェブの実例となる繊維結合による概略図である。
【図5】本発明のウェブの一部の概略図であり、交差して互いに結合した繊維を示す。
【図6】押出ヘッドからコレクタまで延在する実例となる押出フィラメントを示す概略図であり、実例となる装置および記述情報を伴う。
【図7】押出ヘッドからコレクタまで延在する実例となる押出フィラメントを示す概略図であり、実例となる装置および記述情報を伴う。
【特許請求の範囲】
【請求項1】
少なくとも1×10-5の複屈折数を提供するのに十分な分子配向を有する直接形成された弾性繊維を含む、寸法安定性の凝集性不織繊維ウェブ。
【請求項2】
前記直接形成された弾性繊維が、少なくとも1×10-2の複屈折数を提供するのに十分な分子配向を有する、請求項1に記載のウェブ。
【請求項3】
前記弾性繊維が、少なくとも200%の破断伸びを示し、その元の長さの2倍に伸長する張力から解放されるとその元の長さの1.25倍以下に収縮するエラストマー繊維を含む、請求項1または2に記載のウェブ。
【請求項4】
前記弾性繊維がエチレン系ポリマーを含み、そして前記繊維が、少なくとも1×10-2の複屈折数を示す、請求項1または3に記載のウェブ。
【請求項5】
前記弾性繊維がプロピレン系ポリマーを含み、そして前記繊維が、少なくとも1×10-2の複屈折数を示す、請求項1または3に記載のウェブ。
【請求項6】
前記弾性繊維がウレタン系ポリマーを含み、そして前記繊維が、少なくとも1×10-2の複屈折数を示す、請求項1または3に記載のウェブ。
【請求項7】
前記弾性繊維が、スチレン系ブロックコポリマーを含む、請求項1または3に記載のウェブ。
【請求項8】
前記弾性繊維が、脂肪族ポリエステルまたは脂肪族ポリアミドを含む、請求項1または3に記載のウェブ。
【請求項9】
少なくとも1×10-5の複屈折数を提供するのに十分な前記分子配向を保持しながら、前記弾性繊維をその収縮温度よりも高い温度に加熱することによってアニールされた、請求項1〜8のいずれか一項に記載のウェブ。
【請求項10】
70℃に加熱されたときに幅の10%以下の収縮を示す、請求項1〜9のいずれか一項に記載のウェブ。
【請求項11】
前記弾性繊維が熱結合されている、請求項1〜10のいずれか一項に記載のウェブ。
【請求項12】
前記結合が自己結合を含む、請求項11に記載のウェブ。
【請求項13】
前記ウェブの繊維が水流交絡されて、繊維が機械的に結合されている、請求項1〜10のいずれか一項に記載のウェブ。
【請求項14】
前記弾性繊維が、歪み誘起型結晶化を示す、請求項1〜13のいずれか一項に記載のウェブ。
【請求項15】
a)弾性繊維形成材料のフィラメントを押出することと、b)フィラメントを細径化および延伸する長手方向の応力が前記フィラメントに加えられる加工チャンバを通るように、前記フィラメントを方向付けることと、c)前記フィラメント内の分子がフィラメントの長さに沿って配向されるのに十分な時間の間、前記フィラメントが細径化および延伸応力下にある間に前記フィラメントをその配向温度に保持することと、d)前記フィラメントが細径化および延伸応力下にある間に前記フィラメントをその配向固定温度まで冷却し、そして前記フィラメントを更に冷却して凝固した弾性繊維にすることと、e)凝固した弾性繊維を繊維不織ウェブとして捕集することとを含む繊維形成方法。
【請求項16】
前記フィラメントが、少なくとも200%の破断伸びを示し、その元の長さの少なくとも2倍であるように伸長する張力から解放されるとその元の長さの1.25以下に収縮するエラストマー材料から押出される、請求項15に記載の方法。
【請求項17】
前記フィラメントが、前記フィラメントのガラス転移温度または融点よりも高い温度で前記加工チャンバに入る、請求項15または16に記載の方法。
【請求項18】
前記加工チャンバから出た後に、最も大きい長手方向の応力が前記フィラメントに加えられる、請求項15、16または17のいずれか一項に記載の方法。
【請求項19】
前記フィラメントが、少なくとも2800メートル/分の速度で前記加工チャンバを通過する、請求項15〜18のいずれか一項に記載の方法。
【請求項20】
前記フィラメントが、少なくとも4000メートル/分の速度で前記加工チャンバを通過する、請求項15〜18のいずれか一項に記載の方法。
【請求項21】
前記捕集された繊維を、その収縮温度よりも高いが繊維の緩和温度よりも低い温度にさらすことによってアニールする更なる工程を含む、請求項15〜18のいずれか一項に記載の方法。
【請求項22】
アニールされた後に繊維を熱結合させる更なる工程を含む、請求項21に記載の方法。
【請求項23】
アニールされる前に繊維を熱結合させる更なる工程を含む、請求項22に記載の方法。
【請求項24】
前記ウェブの繊維を水流交絡する更なる工程を含む、請求項22に記載の方法。
【請求項25】
前記フィラメントが、エチレン系ポリマーまたはプロピレン系ポリマーを含む、請求項15〜24のいずれか一項に記載の方法。
【請求項26】
前記フィラメントが、ウレタン系ポリマーを含む、請求項15〜24のいずれか一項に記載の方法。
【請求項27】
前記フィラメントが、スチレン系ブロックコポリマーを含む、請求項15〜24のいずれか一項に記載の方法。
【請求項28】
前記フィラメントが、脂肪族ポリエステルまたは脂肪族ポリアミドを含む、請求項15〜24のいずれか一項に記載の方法。
【請求項1】
少なくとも1×10-5の複屈折数を提供するのに十分な分子配向を有する直接形成された弾性繊維を含む、寸法安定性の凝集性不織繊維ウェブ。
【請求項2】
前記直接形成された弾性繊維が、少なくとも1×10-2の複屈折数を提供するのに十分な分子配向を有する、請求項1に記載のウェブ。
【請求項3】
前記弾性繊維が、少なくとも200%の破断伸びを示し、その元の長さの2倍に伸長する張力から解放されるとその元の長さの1.25倍以下に収縮するエラストマー繊維を含む、請求項1または2に記載のウェブ。
【請求項4】
前記弾性繊維がエチレン系ポリマーを含み、そして前記繊維が、少なくとも1×10-2の複屈折数を示す、請求項1または3に記載のウェブ。
【請求項5】
前記弾性繊維がプロピレン系ポリマーを含み、そして前記繊維が、少なくとも1×10-2の複屈折数を示す、請求項1または3に記載のウェブ。
【請求項6】
前記弾性繊維がウレタン系ポリマーを含み、そして前記繊維が、少なくとも1×10-2の複屈折数を示す、請求項1または3に記載のウェブ。
【請求項7】
前記弾性繊維が、スチレン系ブロックコポリマーを含む、請求項1または3に記載のウェブ。
【請求項8】
前記弾性繊維が、脂肪族ポリエステルまたは脂肪族ポリアミドを含む、請求項1または3に記載のウェブ。
【請求項9】
少なくとも1×10-5の複屈折数を提供するのに十分な前記分子配向を保持しながら、前記弾性繊維をその収縮温度よりも高い温度に加熱することによってアニールされた、請求項1〜8のいずれか一項に記載のウェブ。
【請求項10】
70℃に加熱されたときに幅の10%以下の収縮を示す、請求項1〜9のいずれか一項に記載のウェブ。
【請求項11】
前記弾性繊維が熱結合されている、請求項1〜10のいずれか一項に記載のウェブ。
【請求項12】
前記結合が自己結合を含む、請求項11に記載のウェブ。
【請求項13】
前記ウェブの繊維が水流交絡されて、繊維が機械的に結合されている、請求項1〜10のいずれか一項に記載のウェブ。
【請求項14】
前記弾性繊維が、歪み誘起型結晶化を示す、請求項1〜13のいずれか一項に記載のウェブ。
【請求項15】
a)弾性繊維形成材料のフィラメントを押出することと、b)フィラメントを細径化および延伸する長手方向の応力が前記フィラメントに加えられる加工チャンバを通るように、前記フィラメントを方向付けることと、c)前記フィラメント内の分子がフィラメントの長さに沿って配向されるのに十分な時間の間、前記フィラメントが細径化および延伸応力下にある間に前記フィラメントをその配向温度に保持することと、d)前記フィラメントが細径化および延伸応力下にある間に前記フィラメントをその配向固定温度まで冷却し、そして前記フィラメントを更に冷却して凝固した弾性繊維にすることと、e)凝固した弾性繊維を繊維不織ウェブとして捕集することとを含む繊維形成方法。
【請求項16】
前記フィラメントが、少なくとも200%の破断伸びを示し、その元の長さの少なくとも2倍であるように伸長する張力から解放されるとその元の長さの1.25以下に収縮するエラストマー材料から押出される、請求項15に記載の方法。
【請求項17】
前記フィラメントが、前記フィラメントのガラス転移温度または融点よりも高い温度で前記加工チャンバに入る、請求項15または16に記載の方法。
【請求項18】
前記加工チャンバから出た後に、最も大きい長手方向の応力が前記フィラメントに加えられる、請求項15、16または17のいずれか一項に記載の方法。
【請求項19】
前記フィラメントが、少なくとも2800メートル/分の速度で前記加工チャンバを通過する、請求項15〜18のいずれか一項に記載の方法。
【請求項20】
前記フィラメントが、少なくとも4000メートル/分の速度で前記加工チャンバを通過する、請求項15〜18のいずれか一項に記載の方法。
【請求項21】
前記捕集された繊維を、その収縮温度よりも高いが繊維の緩和温度よりも低い温度にさらすことによってアニールする更なる工程を含む、請求項15〜18のいずれか一項に記載の方法。
【請求項22】
アニールされた後に繊維を熱結合させる更なる工程を含む、請求項21に記載の方法。
【請求項23】
アニールされる前に繊維を熱結合させる更なる工程を含む、請求項22に記載の方法。
【請求項24】
前記ウェブの繊維を水流交絡する更なる工程を含む、請求項22に記載の方法。
【請求項25】
前記フィラメントが、エチレン系ポリマーまたはプロピレン系ポリマーを含む、請求項15〜24のいずれか一項に記載の方法。
【請求項26】
前記フィラメントが、ウレタン系ポリマーを含む、請求項15〜24のいずれか一項に記載の方法。
【請求項27】
前記フィラメントが、スチレン系ブロックコポリマーを含む、請求項15〜24のいずれか一項に記載の方法。
【請求項28】
前記フィラメントが、脂肪族ポリエステルまたは脂肪族ポリアミドを含む、請求項15〜24のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図4a】
【図4b】
【図4c】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4a】
【図4b】
【図4c】
【図5】
【図6】
【図7】
【公表番号】特表2007−511675(P2007−511675A)
【公表日】平成19年5月10日(2007.5.10)
【国際特許分類】
【出願番号】特願2006−539526(P2006−539526)
【出願日】平成16年10月20日(2004.10.20)
【国際出願番号】PCT/US2004/034666
【国際公開番号】WO2005/052238
【国際公開日】平成17年6月9日(2005.6.9)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
【公表日】平成19年5月10日(2007.5.10)
【国際特許分類】
【出願日】平成16年10月20日(2004.10.20)
【国際出願番号】PCT/US2004/034666
【国際公開番号】WO2005/052238
【国際公開日】平成17年6月9日(2005.6.9)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
[ Back to top ]