
不透明樹脂延伸フィルム
【構成】 ポリプロピレン樹脂50〜95重量%および芳香族ポリカーボネート樹脂50〜5重量%を含有する熱可塑性樹脂を基材とする樹脂延伸フィルムであって、空孔率が20〜70%、不透明度が65%以上である不透明樹脂延伸フィルム。
【効果】 紙粉トラブルやペコの発生がなく、隠蔽力にも優れた不透明樹脂延伸フィルムを提供する。
【効果】 紙粉トラブルやペコの発生がなく、隠蔽力にも優れた不透明樹脂延伸フィルムを提供する。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、内部に微細な空孔を有する不透明の樹脂延伸フィルムに関するものである。この不透明樹脂延伸フィルムは、屋外ポスター用紙、ラベル用紙、製図用紙、ステッカー用紙等、またバーコード用紙、印画紙、感熱記録紙および熱転写画像受容紙の支持体として有用である。
【0002】
【従来の技術】無機微細粉末を含有する熱可塑性樹脂フィルムを延伸して得られるフィルム内部に微細な空孔を有する合成紙(特公昭46-40794号、特公昭60-36173号、特公昭54-31032号公報、米国特許3773608号、米国特許4191719号明細書)は、パルプ紙と比較して耐水性、強度、平滑性などに優れていることから、ラベル、選挙ポスター紙、感熱記録紙や熱転写画像受容シートの支持体等として使用されている。これらの無機微細粉末をフィルムの延伸による空孔発生剤として使用する合成紙は、樹脂延伸フィルムの内部に無機微細粉末を核とする微細な空孔を有する他に、樹脂延伸フィルムの表面からも無機微細粉末が突出し、また、この無機微細粉末が二次凝集したもの(特開昭62-87390号公報)もあるため、印刷・印字時に合成紙表面より脱落し、白抜けが生じる(いわゆるピンホールトラブル)欠点がある。この白抜は特に印刷・印字が黒色のベタ印刷・印字のときに目立ち、問題となる。また、オフセット印刷時に合成紙表面より脱落した無機微細粉末は、ブランケットを介してインキ中に混入し、インキの流動性を失わせて、印刷機から印刷用紙へのインキの適正な転移を阻害し印刷物の仕上がりを低下させる(いわゆる紙粉トラブル)という問題を生じる。かかる紙粉トラブルの少ない合成紙として、フィルムマトリックス樹脂およびこのマトリックス樹脂の融点よりも高融点を有し、マトリックスとは非相溶性の熱可塑性樹脂との混合物を基材とするフィルムを延伸して、該高融点樹脂を空孔発生剤とした延伸樹脂フィルムよりなるサテン状外観を有する合成紙が提案されている(米国特許3154461号、米国特許4758462号、米国特許4438715号明細書、特開昭59-209849号、特公平3-24334号公報)。具体的には、これらは延伸フィルムのマトリックスとしてポリプロピレンを用い、空孔発生剤の高融点樹脂としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ナイロン6を使用している。
【0003】
【発明が解決しようとする課題】空孔発生剤がナイロン6の場合には、ポリプロピレンマトリックスへの分散性が悪く、ナイロン6粒子の粒径が8〜10μmと大きく、形成された空孔が粗大となり、ペコ(延伸フィルムを湾曲した際に、挫屈により生じるシワ)が発生しやすく、実用化に問題がある。ポリエチレンテレフタレート、ポリブチレンテレフタレートを空孔発生剤として用いると、空孔の発生が少なく、不透明度が65%以下の合成紙しか得られない。空孔の発生を高めて得られる合成紙の不透明度を高めるために、延伸温度をポリプロピレンの最適延伸温度より低くすると、樹脂フィルムの延伸途中で破断が発生したり、延伸テンターのチャック(被延伸フィルムの把持具)からフィルムがはずれたりして、生産効率が低下する。本発明は、紙粉トラブルがなく、不透明度が高い合成紙の提供を目的とする。
【0004】
【課題を解決するための手段】本発明は、ポリプロピレン樹脂50〜95重量%および芳香族ポリカーボネート樹脂50〜5重量%を含有する熱可塑性樹脂を基材とする延伸樹脂フィルムであって、この延伸樹脂フィルムは、次式
【0005】
【数2】

【0006】で算出した空孔率が20〜70%の空孔を有し、不透明度が65%以上であることを特徴とする不透明樹脂延伸フィルムを提供するものである。以下に、本発明をさらに詳細に説明する。
【0007】
【発明の具体的な説明】
(ポリプロピレン樹脂)ポリプロピレン樹脂としては、プロピレン単独重合体、プロピレンと、エチレン、ブテン−1、ヘキセン−1、ヘプテン−1、4−メチルペンテン−1等のα−オレフィンとの共重合体が使用される。この共重合体は、ランダム共重合体でもブロック共重合体であってもよい。好ましくは、メルトフローレート(JIS K−7210;230℃、2.16kg荷重)が0.5〜50g/10分、結晶化度(X線法)が20%以上、より好ましくは40〜75%、融点が150〜190℃のものが良い。
(芳香族ポリカーボネート樹脂)芳香族ポリカーボネート樹脂(A)は、芳香族ジヒドロキシ化合物またはこれと少量のポリヒドロキシ化合物を、ホスゲンと反応させることによって製造される。また、芳香族ジヒドロキシ化合物または、これと少量のポリヒドロキシ化合物を炭酸ジエステルでエステル交換反応しても製造される。必要により、分岐剤としての三官能化合物、分子量調節剤も反応に供される。この芳香族ポリカーボネート樹脂は、分岐していても、分岐していなくてもよい熱可塑性芳香族ポリカーボネートである。
【0008】芳香族ジヒドロキシ化合物の例としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(以下ビスフェノールAと略記する)、テトラメチルビスフェノールA、テトラブロモビスフェノールA、ビス(4−ヒドロキシフェニル)−p−イソプロピルベンゼン、ハイドロキノン、レゾルシノール、4,4’−ジヒドロキシフェニル、ビス(4−ヒドロキシフェニル)メタン、ビス(4−ヒドロキシフェニル)エーテル、ビス(4−ヒドロキシフェニル)スルホン、ビス(4−ヒドロキシフェニル)スルホキシド、ビス(4−ヒドロキシフェニル)スルフィド、ビス(4−ヒドロキシフェニル)ケトン、1,1−ビス(4−ヒドロキシフェニル)エタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン等であり、特に、ビスフェノールAが好ましい。
【0009】また、分岐した芳香族ポリカーボネート樹脂を得るには、フロログルシン、4,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプテン−2、4,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプタン、2,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプテン−3、2,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプタン、1,3,5−トリ(4−ヒドロキシフェニル)ベンゼン、1,1,1−トリ(4−ヒドロキシフェニル)エタン等で例示されるポリヒドロキシ化合物、および3,3−ビス(4−ヒドロキシアリール)オキシインドール〔=イサチン(ビスフェノールA)〕、5−クロロイサチン、5,7−ジクロルイサチン、5−ブロモイサチン等を前記ジヒドロキシ化合物の一部、例えば、0.1〜2モル%をポリヒドロキシ化合物で置換する。
【0010】さらに、分子量を調節するのに適した一価芳香族ヒドロキシ化合物は、m−およびp−メチルフェノール、m−およびp−プロピルフェノール、p−ブロモフェノール、p−第3級−ブチルフェノールおよびp−長鎖アルキル置換フェノール等である。好適な芳香族ポリカーボネート樹脂としては、ビス(4−ヒドロキシフェニル)アルカン系化合物、特に好ましくはビスフェノールAを主原料とするポリカーボネートである。2種以上の芳香族ジヒドロキシ化合物を併用して得られるポリカーボネート共重合体、3価のフェノール系化合物を少量併用して得られる分岐化ポリカーボネートも好適例として挙げることができる(特開昭63-30524号、同56-55328号、特公昭55-414号、同60-25049号、特公平3-49930号公報)。芳香族ポリカーボネート樹脂は2種以上の混合物として用いてもよい。
【0011】(任意成分)フィルム成分には、安定剤、紫外線吸収剤、分散剤を配合してもよい。必要により、樹脂分の30重量%以下を高密度ポリエチレン、線状低密度ポリエチレン、ナイロン6、ナイロン6,6、ポリエチレンテレフタレート、ポリブチレンテレフタレートにおき代えてもよい。
【0012】(延伸フィルムの製造)本発明の延伸フィルムは、ポリプロピレン、芳香族ポリカーボネートを含有する樹脂組成物を、押出機を用いてポリプロピレンの融点をこえる温度、例えば200〜300℃で混練することにより、ポリプロピレン中に芳香族ポリカーボネート微粉子(好ましくは粒径0.5〜5μm)を分散させ、ダイよりフィルムを押出し、ついでこのフィルムを所望の空孔率が得られるような温度(例えば145℃〜150℃)で少なくとも一方向に3.5〜12倍、好ましくは押出し方向(MD)3.5〜5.5倍・幅方向(TD)4〜12倍で延伸することにより得られる。必要により、本発明の延伸フィルムを製造する際に、他の樹脂層、パルプと積層してもよい。他の樹脂層としては、ポリエチレン、ポリプロピレンなどのポリオレフィン樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどの飽和ポリエステル樹脂、ナイロン6、ナイロン6,6などのポリアミド樹脂、ポリ塩化ビニル、ポリスチレンなどのポリビニル樹脂などが挙げられる。これらの樹脂は、炭酸カルシウム、二酸化チタン、クレー、硫酸バリウムなどの充填剤を含んでいてもよい。
【0013】(延伸フィルム)この延伸フィルムは、空孔率が20〜70%、好ましくは25〜60%、不透明度(JIS P−8138)が65%以上、好ましくは80〜100%のものである。空孔率が20%未満では、光の乱反射が不充分で紙的風合が得られない。また、70%を越えては合成紙の強度が脆いものとなる。不透明度が65%未満では、隠敝性が不充分で、これに印刷し、製本したとき次頁の印字が透けて文字がダブッて見えたり、両面印刷の場合には、裏面の印刷がダブッて見えて、当該面の印字・印刷面が見づらくなる。好ましくは、この延伸フィルムのベック平滑度(JIS P−8119)が100〜10,000秒、より好ましくは500〜5,000秒、肉厚30〜300μmのものが好ましい。この延伸フィルムは、それ自身、ポスター用紙、製図用紙として、あるいはこの表面にゼラチン層、感熱記録塗工層、画像受容記録層を設け、印画紙、感熱記録紙、熱転写画像受容紙として用いるための支持体として有用である。
【0014】
【実施例】以下、本発明を実施例によって説明する。
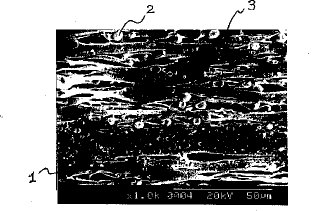
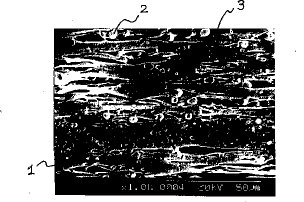
実施例 1メルトインデックス4g/10分、融点174℃、結晶化度67%のプロピレン単独共重合体“三菱ポリプロMA−4”(三菱油化(株)製(商品名))80重量部に、メルトインデックス8g/10分(280℃、荷重2.16kg)の芳香族ポリカーボネート“ユーピロンS−1000”(三菱瓦斯化学(株)製(商品名))20重量部を配合し、この混合物を270℃に設定した2軸混練機(東測精密製)にて溶融混練後、ダイよりストランド状に押出し、冷却断截してペレットを得た。このペレットを270℃に設定したプレス成型機で溶融・圧縮・冷却し、縦120mm×横120mm×厚さ1.5mmのプレスシートを得た。このプレスシートを小型の2軸延伸機(岩本製作所製)で150℃に加熱した後、縦方向に5倍、横方向に5倍、同時に延伸し、30秒間アニーリング処理して延伸フィルムを得た。得られたフィルムの肉厚、空孔率、不透明度、隠敝性、延伸の安定性、ベック平滑度およびペコの発生の有無を表1に示す。また、この延伸フィルムの断面の粒子構造(約3,000倍)を図1に示す。
【0015】測定方法(隠敝性)東洋精機(株)社製鉛筆硬度計(スクラッチテスター)を用いて、得られたフィルムに垂直になる様にセットされた硬度HBの鉛筆に、200gの荷重をかけて、200秒/mの速度で線分を描く。この線分の描かれたフィルムを、光学濃度が0.2の白紙の上に、描画面が白紙面と接するように重ねあわせ、透けて見える線分の度合を目視観察して、次のように判定する。
不良:容易に線分が読みとれる。
良 :線分を読むのに苦労する、もしくは読めない。
(延伸の安定性)試験片10点を実施した時、延伸途中で破断やチャックはずれが発生せず、延伸が最後まで完了した試験片の点数。
(ペコの発生性)得られたフィルムの中央部から縦50mm、横100mmのサンプルを2枚切り出し、1枚を円周100mmの円筒状に、他の1枚を円周50mmの円筒状に湾曲させた後、シワ発生の有無を観察する。
○:2枚ともシワ発生せず。
△:1枚のみシワ発生。
×:2枚ともシワ発生。
【0016】実施例 2〜3および比較例 1〜10実施例1における配合および延伸温度を、表1に記載の配合および延伸温度にする他は、実施例1と同様の方法で延伸フィルムを作製し、肉厚、空孔率、不透明度、隠敝性、延伸の安定性、ベック平滑度およびペコの発生性を測定した。
【0017】
【表1】
【0018】実施例 4メルトフローレート(MFR)が2.3g/10分、結晶化度57%、融点168℃のプロピレン単独共重合体“三菱ポリプロFL6S”85重量%に、メルトフローレート(MFR)が8g/10分(280℃)の芳香族ポリカーボネート“ユーピロンS1000”10重量%と、メルトフローレート(MFR)が11g/10分(190℃)の高密度ポリエチレン“三菱ポリエチPY−20A”5重量%を配合し、この混合物を280℃の温度に設定した押出機にて溶融混練させた後、ダイによりシート状に押し出し、冷却してフィルムを得た。このフィルムを150℃の加熱ロールに接触させて加熱した後、縦方向に4.5倍延伸した。次いで、このフィルムを60℃の温度にまで冷却した後、テンター式横延伸装置を用い、そのオーブンの中で165℃の熱風で加熱した後、横方向に9倍に延伸し、170℃の熱風でアニーリング処理したのち、耳部をスリットして不透明延伸樹脂フィルムを得た。延伸安定性は良好であった。得られた延伸フィルムの物性は以下のとおりであった。
厚さ :80μm空孔率 :27%不透明度 :78%ベック平滑度 :800秒隠敝性 :良ペコの発生 :無
【0019】実施例 5メルトフローレート(MFR)が0.8g/10分のポリプロピレン(融点174℃)70重量%、平均粒径が1.5μmの重質炭酸カルシウム20重量%及びメルトフローレート(MFR)が11g/10分の高密度ポリエチレン10重量%よりなる組成物を押出機を用いて260℃の温度で溶融混練した後、250℃に設定したダイを通してフィルム状に押し出し、冷却ロールで約60℃の温度にまで冷却した。このフィルムを再び145℃に加熱した後、ロール群の周速差を利用して縦方向に5倍延伸した。この縦延伸フィルムの両面に、メルトフローレートが11g/10分のポリプロピレン(融点172℃)75重量%およびメルトフローレートが8g/10分の芳香族ポリカーボネート(ガラス転移点145℃)25重量%の組成物を、押出機を用いて270℃の温度で溶融混練してT−ダイよりフィルム状に押し出し、ロールで溶融圧着してラミネート物を得た。このラミネート物を155℃まで加熱した後、テンターを用いて横方向に8.5倍延伸し、158℃の温度でアニーリーング処理した。ついで60℃にまで冷却した後、耳部分をスリットして、三層構造(25μm/50μm/25μm)の不透明樹脂延伸フィルムを得た。このフィルムを四六半截判(縦788mm、横545mm)に断截し、東洋インキ製造(株)製オフセットインキ“TSP−400”(商品名)および三菱重工(株)製オフセット2色印刷機“ダイヤ印刷機”(商品名)を用い、2,000枚を2色印刷して、ブランケット上のインクエッヂパイルやブランケット上の脱落紙粉により刷本に悪影響を及ぼす迄の印刷枚数(いわゆる紙粉トラブルの微候が発生するまでの印刷可能枚数)を求めたところ、2,000枚では紙粉トラブルの兆候は認められなかった。
【0020】比較例 10メルトフローレート(MFR)が0.8g/10分のポリプロピレン(融点174℃)70重量%、平均粒径1.5μmの重質炭酸カルシウム20重量%及びメルトフローレート(MFR)が11g/10分の高密度ポリエチレン10重量%よりなる組成物を押出機を用いて260℃の温度で溶融混練した後、250℃に設定したダイを通してフィルム状に押し出し、冷却ロールで約60℃の温度にまで冷却した。このフィルムを再び145℃に加熱した後、ロール群の周速差を利用して縦方向に5倍延伸した。この縦延伸フィルムの両面に、メルトフローレートが11g/10分のポリプロピレン(融点172℃)60重量%および平均粒径が1.5μmの重質炭酸カルシウム40重量%の組成物を、押出機を用い270℃の温度で溶融混練してT−ダイよりフィルム状に押し出し、ロールで溶融圧着してラミネート物を得た。このラミネート物を155℃まで加熱した後、テンターを用いて横方向に8.5倍延伸し、158℃の温度でアニーリーング処理した。ついで60℃にまで冷却した後、耳部をスリットして、三層構造(25μm/50μm/25μm)の不透明樹脂延伸フィルムを得た。このフィルムを実施例5と同様の方法で印刷可能枚数を評価したところ、600枚であった。
【0021】
【発明の効果】本発明は上記のように構成したので、紙粉トラブルやペコの発生がなく、隠蔽力にも優れた不透明樹脂延伸フィルムを提供することができる。
【図面の簡単な説明】
【図1】本発明の実施例1で得られた微多孔を有する不透明樹脂延伸フィルムの断面の粒子構造をしめす。
【符号の説明】
1 ポリプロピレンマトリックス
2 ポリカボネート
3 空孔
【0001】
【産業上の利用分野】本発明は、内部に微細な空孔を有する不透明の樹脂延伸フィルムに関するものである。この不透明樹脂延伸フィルムは、屋外ポスター用紙、ラベル用紙、製図用紙、ステッカー用紙等、またバーコード用紙、印画紙、感熱記録紙および熱転写画像受容紙の支持体として有用である。
【0002】
【従来の技術】無機微細粉末を含有する熱可塑性樹脂フィルムを延伸して得られるフィルム内部に微細な空孔を有する合成紙(特公昭46-40794号、特公昭60-36173号、特公昭54-31032号公報、米国特許3773608号、米国特許4191719号明細書)は、パルプ紙と比較して耐水性、強度、平滑性などに優れていることから、ラベル、選挙ポスター紙、感熱記録紙や熱転写画像受容シートの支持体等として使用されている。これらの無機微細粉末をフィルムの延伸による空孔発生剤として使用する合成紙は、樹脂延伸フィルムの内部に無機微細粉末を核とする微細な空孔を有する他に、樹脂延伸フィルムの表面からも無機微細粉末が突出し、また、この無機微細粉末が二次凝集したもの(特開昭62-87390号公報)もあるため、印刷・印字時に合成紙表面より脱落し、白抜けが生じる(いわゆるピンホールトラブル)欠点がある。この白抜は特に印刷・印字が黒色のベタ印刷・印字のときに目立ち、問題となる。また、オフセット印刷時に合成紙表面より脱落した無機微細粉末は、ブランケットを介してインキ中に混入し、インキの流動性を失わせて、印刷機から印刷用紙へのインキの適正な転移を阻害し印刷物の仕上がりを低下させる(いわゆる紙粉トラブル)という問題を生じる。かかる紙粉トラブルの少ない合成紙として、フィルムマトリックス樹脂およびこのマトリックス樹脂の融点よりも高融点を有し、マトリックスとは非相溶性の熱可塑性樹脂との混合物を基材とするフィルムを延伸して、該高融点樹脂を空孔発生剤とした延伸樹脂フィルムよりなるサテン状外観を有する合成紙が提案されている(米国特許3154461号、米国特許4758462号、米国特許4438715号明細書、特開昭59-209849号、特公平3-24334号公報)。具体的には、これらは延伸フィルムのマトリックスとしてポリプロピレンを用い、空孔発生剤の高融点樹脂としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ナイロン6を使用している。
【0003】
【発明が解決しようとする課題】空孔発生剤がナイロン6の場合には、ポリプロピレンマトリックスへの分散性が悪く、ナイロン6粒子の粒径が8〜10μmと大きく、形成された空孔が粗大となり、ペコ(延伸フィルムを湾曲した際に、挫屈により生じるシワ)が発生しやすく、実用化に問題がある。ポリエチレンテレフタレート、ポリブチレンテレフタレートを空孔発生剤として用いると、空孔の発生が少なく、不透明度が65%以下の合成紙しか得られない。空孔の発生を高めて得られる合成紙の不透明度を高めるために、延伸温度をポリプロピレンの最適延伸温度より低くすると、樹脂フィルムの延伸途中で破断が発生したり、延伸テンターのチャック(被延伸フィルムの把持具)からフィルムがはずれたりして、生産効率が低下する。本発明は、紙粉トラブルがなく、不透明度が高い合成紙の提供を目的とする。
【0004】
【課題を解決するための手段】本発明は、ポリプロピレン樹脂50〜95重量%および芳香族ポリカーボネート樹脂50〜5重量%を含有する熱可塑性樹脂を基材とする延伸樹脂フィルムであって、この延伸樹脂フィルムは、次式
【0005】
【数2】
【0006】で算出した空孔率が20〜70%の空孔を有し、不透明度が65%以上であることを特徴とする不透明樹脂延伸フィルムを提供するものである。以下に、本発明をさらに詳細に説明する。
【0007】
【発明の具体的な説明】
(ポリプロピレン樹脂)ポリプロピレン樹脂としては、プロピレン単独重合体、プロピレンと、エチレン、ブテン−1、ヘキセン−1、ヘプテン−1、4−メチルペンテン−1等のα−オレフィンとの共重合体が使用される。この共重合体は、ランダム共重合体でもブロック共重合体であってもよい。好ましくは、メルトフローレート(JIS K−7210;230℃、2.16kg荷重)が0.5〜50g/10分、結晶化度(X線法)が20%以上、より好ましくは40〜75%、融点が150〜190℃のものが良い。
(芳香族ポリカーボネート樹脂)芳香族ポリカーボネート樹脂(A)は、芳香族ジヒドロキシ化合物またはこれと少量のポリヒドロキシ化合物を、ホスゲンと反応させることによって製造される。また、芳香族ジヒドロキシ化合物または、これと少量のポリヒドロキシ化合物を炭酸ジエステルでエステル交換反応しても製造される。必要により、分岐剤としての三官能化合物、分子量調節剤も反応に供される。この芳香族ポリカーボネート樹脂は、分岐していても、分岐していなくてもよい熱可塑性芳香族ポリカーボネートである。
【0008】芳香族ジヒドロキシ化合物の例としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(以下ビスフェノールAと略記する)、テトラメチルビスフェノールA、テトラブロモビスフェノールA、ビス(4−ヒドロキシフェニル)−p−イソプロピルベンゼン、ハイドロキノン、レゾルシノール、4,4’−ジヒドロキシフェニル、ビス(4−ヒドロキシフェニル)メタン、ビス(4−ヒドロキシフェニル)エーテル、ビス(4−ヒドロキシフェニル)スルホン、ビス(4−ヒドロキシフェニル)スルホキシド、ビス(4−ヒドロキシフェニル)スルフィド、ビス(4−ヒドロキシフェニル)ケトン、1,1−ビス(4−ヒドロキシフェニル)エタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン等であり、特に、ビスフェノールAが好ましい。
【0009】また、分岐した芳香族ポリカーボネート樹脂を得るには、フロログルシン、4,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプテン−2、4,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプタン、2,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプテン−3、2,6−ジメチル−2,4,6−トリ(4−ヒドロキシフェニル)ヘプタン、1,3,5−トリ(4−ヒドロキシフェニル)ベンゼン、1,1,1−トリ(4−ヒドロキシフェニル)エタン等で例示されるポリヒドロキシ化合物、および3,3−ビス(4−ヒドロキシアリール)オキシインドール〔=イサチン(ビスフェノールA)〕、5−クロロイサチン、5,7−ジクロルイサチン、5−ブロモイサチン等を前記ジヒドロキシ化合物の一部、例えば、0.1〜2モル%をポリヒドロキシ化合物で置換する。
【0010】さらに、分子量を調節するのに適した一価芳香族ヒドロキシ化合物は、m−およびp−メチルフェノール、m−およびp−プロピルフェノール、p−ブロモフェノール、p−第3級−ブチルフェノールおよびp−長鎖アルキル置換フェノール等である。好適な芳香族ポリカーボネート樹脂としては、ビス(4−ヒドロキシフェニル)アルカン系化合物、特に好ましくはビスフェノールAを主原料とするポリカーボネートである。2種以上の芳香族ジヒドロキシ化合物を併用して得られるポリカーボネート共重合体、3価のフェノール系化合物を少量併用して得られる分岐化ポリカーボネートも好適例として挙げることができる(特開昭63-30524号、同56-55328号、特公昭55-414号、同60-25049号、特公平3-49930号公報)。芳香族ポリカーボネート樹脂は2種以上の混合物として用いてもよい。
【0011】(任意成分)フィルム成分には、安定剤、紫外線吸収剤、分散剤を配合してもよい。必要により、樹脂分の30重量%以下を高密度ポリエチレン、線状低密度ポリエチレン、ナイロン6、ナイロン6,6、ポリエチレンテレフタレート、ポリブチレンテレフタレートにおき代えてもよい。
【0012】(延伸フィルムの製造)本発明の延伸フィルムは、ポリプロピレン、芳香族ポリカーボネートを含有する樹脂組成物を、押出機を用いてポリプロピレンの融点をこえる温度、例えば200〜300℃で混練することにより、ポリプロピレン中に芳香族ポリカーボネート微粉子(好ましくは粒径0.5〜5μm)を分散させ、ダイよりフィルムを押出し、ついでこのフィルムを所望の空孔率が得られるような温度(例えば145℃〜150℃)で少なくとも一方向に3.5〜12倍、好ましくは押出し方向(MD)3.5〜5.5倍・幅方向(TD)4〜12倍で延伸することにより得られる。必要により、本発明の延伸フィルムを製造する際に、他の樹脂層、パルプと積層してもよい。他の樹脂層としては、ポリエチレン、ポリプロピレンなどのポリオレフィン樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどの飽和ポリエステル樹脂、ナイロン6、ナイロン6,6などのポリアミド樹脂、ポリ塩化ビニル、ポリスチレンなどのポリビニル樹脂などが挙げられる。これらの樹脂は、炭酸カルシウム、二酸化チタン、クレー、硫酸バリウムなどの充填剤を含んでいてもよい。
【0013】(延伸フィルム)この延伸フィルムは、空孔率が20〜70%、好ましくは25〜60%、不透明度(JIS P−8138)が65%以上、好ましくは80〜100%のものである。空孔率が20%未満では、光の乱反射が不充分で紙的風合が得られない。また、70%を越えては合成紙の強度が脆いものとなる。不透明度が65%未満では、隠敝性が不充分で、これに印刷し、製本したとき次頁の印字が透けて文字がダブッて見えたり、両面印刷の場合には、裏面の印刷がダブッて見えて、当該面の印字・印刷面が見づらくなる。好ましくは、この延伸フィルムのベック平滑度(JIS P−8119)が100〜10,000秒、より好ましくは500〜5,000秒、肉厚30〜300μmのものが好ましい。この延伸フィルムは、それ自身、ポスター用紙、製図用紙として、あるいはこの表面にゼラチン層、感熱記録塗工層、画像受容記録層を設け、印画紙、感熱記録紙、熱転写画像受容紙として用いるための支持体として有用である。
【0014】
【実施例】以下、本発明を実施例によって説明する。
実施例 1メルトインデックス4g/10分、融点174℃、結晶化度67%のプロピレン単独共重合体“三菱ポリプロMA−4”(三菱油化(株)製(商品名))80重量部に、メルトインデックス8g/10分(280℃、荷重2.16kg)の芳香族ポリカーボネート“ユーピロンS−1000”(三菱瓦斯化学(株)製(商品名))20重量部を配合し、この混合物を270℃に設定した2軸混練機(東測精密製)にて溶融混練後、ダイよりストランド状に押出し、冷却断截してペレットを得た。このペレットを270℃に設定したプレス成型機で溶融・圧縮・冷却し、縦120mm×横120mm×厚さ1.5mmのプレスシートを得た。このプレスシートを小型の2軸延伸機(岩本製作所製)で150℃に加熱した後、縦方向に5倍、横方向に5倍、同時に延伸し、30秒間アニーリング処理して延伸フィルムを得た。得られたフィルムの肉厚、空孔率、不透明度、隠敝性、延伸の安定性、ベック平滑度およびペコの発生の有無を表1に示す。また、この延伸フィルムの断面の粒子構造(約3,000倍)を図1に示す。
【0015】測定方法(隠敝性)東洋精機(株)社製鉛筆硬度計(スクラッチテスター)を用いて、得られたフィルムに垂直になる様にセットされた硬度HBの鉛筆に、200gの荷重をかけて、200秒/mの速度で線分を描く。この線分の描かれたフィルムを、光学濃度が0.2の白紙の上に、描画面が白紙面と接するように重ねあわせ、透けて見える線分の度合を目視観察して、次のように判定する。
不良:容易に線分が読みとれる。
良 :線分を読むのに苦労する、もしくは読めない。
(延伸の安定性)試験片10点を実施した時、延伸途中で破断やチャックはずれが発生せず、延伸が最後まで完了した試験片の点数。
(ペコの発生性)得られたフィルムの中央部から縦50mm、横100mmのサンプルを2枚切り出し、1枚を円周100mmの円筒状に、他の1枚を円周50mmの円筒状に湾曲させた後、シワ発生の有無を観察する。
○:2枚ともシワ発生せず。
△:1枚のみシワ発生。
×:2枚ともシワ発生。
【0016】実施例 2〜3および比較例 1〜10実施例1における配合および延伸温度を、表1に記載の配合および延伸温度にする他は、実施例1と同様の方法で延伸フィルムを作製し、肉厚、空孔率、不透明度、隠敝性、延伸の安定性、ベック平滑度およびペコの発生性を測定した。
【0017】
【表1】
【0018】実施例 4メルトフローレート(MFR)が2.3g/10分、結晶化度57%、融点168℃のプロピレン単独共重合体“三菱ポリプロFL6S”85重量%に、メルトフローレート(MFR)が8g/10分(280℃)の芳香族ポリカーボネート“ユーピロンS1000”10重量%と、メルトフローレート(MFR)が11g/10分(190℃)の高密度ポリエチレン“三菱ポリエチPY−20A”5重量%を配合し、この混合物を280℃の温度に設定した押出機にて溶融混練させた後、ダイによりシート状に押し出し、冷却してフィルムを得た。このフィルムを150℃の加熱ロールに接触させて加熱した後、縦方向に4.5倍延伸した。次いで、このフィルムを60℃の温度にまで冷却した後、テンター式横延伸装置を用い、そのオーブンの中で165℃の熱風で加熱した後、横方向に9倍に延伸し、170℃の熱風でアニーリング処理したのち、耳部をスリットして不透明延伸樹脂フィルムを得た。延伸安定性は良好であった。得られた延伸フィルムの物性は以下のとおりであった。
厚さ :80μm空孔率 :27%不透明度 :78%ベック平滑度 :800秒隠敝性 :良ペコの発生 :無
【0019】実施例 5メルトフローレート(MFR)が0.8g/10分のポリプロピレン(融点174℃)70重量%、平均粒径が1.5μmの重質炭酸カルシウム20重量%及びメルトフローレート(MFR)が11g/10分の高密度ポリエチレン10重量%よりなる組成物を押出機を用いて260℃の温度で溶融混練した後、250℃に設定したダイを通してフィルム状に押し出し、冷却ロールで約60℃の温度にまで冷却した。このフィルムを再び145℃に加熱した後、ロール群の周速差を利用して縦方向に5倍延伸した。この縦延伸フィルムの両面に、メルトフローレートが11g/10分のポリプロピレン(融点172℃)75重量%およびメルトフローレートが8g/10分の芳香族ポリカーボネート(ガラス転移点145℃)25重量%の組成物を、押出機を用いて270℃の温度で溶融混練してT−ダイよりフィルム状に押し出し、ロールで溶融圧着してラミネート物を得た。このラミネート物を155℃まで加熱した後、テンターを用いて横方向に8.5倍延伸し、158℃の温度でアニーリーング処理した。ついで60℃にまで冷却した後、耳部分をスリットして、三層構造(25μm/50μm/25μm)の不透明樹脂延伸フィルムを得た。このフィルムを四六半截判(縦788mm、横545mm)に断截し、東洋インキ製造(株)製オフセットインキ“TSP−400”(商品名)および三菱重工(株)製オフセット2色印刷機“ダイヤ印刷機”(商品名)を用い、2,000枚を2色印刷して、ブランケット上のインクエッヂパイルやブランケット上の脱落紙粉により刷本に悪影響を及ぼす迄の印刷枚数(いわゆる紙粉トラブルの微候が発生するまでの印刷可能枚数)を求めたところ、2,000枚では紙粉トラブルの兆候は認められなかった。
【0020】比較例 10メルトフローレート(MFR)が0.8g/10分のポリプロピレン(融点174℃)70重量%、平均粒径1.5μmの重質炭酸カルシウム20重量%及びメルトフローレート(MFR)が11g/10分の高密度ポリエチレン10重量%よりなる組成物を押出機を用いて260℃の温度で溶融混練した後、250℃に設定したダイを通してフィルム状に押し出し、冷却ロールで約60℃の温度にまで冷却した。このフィルムを再び145℃に加熱した後、ロール群の周速差を利用して縦方向に5倍延伸した。この縦延伸フィルムの両面に、メルトフローレートが11g/10分のポリプロピレン(融点172℃)60重量%および平均粒径が1.5μmの重質炭酸カルシウム40重量%の組成物を、押出機を用い270℃の温度で溶融混練してT−ダイよりフィルム状に押し出し、ロールで溶融圧着してラミネート物を得た。このラミネート物を155℃まで加熱した後、テンターを用いて横方向に8.5倍延伸し、158℃の温度でアニーリーング処理した。ついで60℃にまで冷却した後、耳部をスリットして、三層構造(25μm/50μm/25μm)の不透明樹脂延伸フィルムを得た。このフィルムを実施例5と同様の方法で印刷可能枚数を評価したところ、600枚であった。
【0021】
【発明の効果】本発明は上記のように構成したので、紙粉トラブルやペコの発生がなく、隠蔽力にも優れた不透明樹脂延伸フィルムを提供することができる。
【図面の簡単な説明】
【図1】本発明の実施例1で得られた微多孔を有する不透明樹脂延伸フィルムの断面の粒子構造をしめす。
【符号の説明】
1 ポリプロピレンマトリックス
2 ポリカボネート
3 空孔
【特許請求の範囲】
【請求項1】 ポリプロピレン樹脂50〜95重量%および芳香族ポリカーボネート樹脂50〜5重量%を含有する熱可塑性樹脂を基材とする樹脂延伸フィルムであって、この樹脂延伸フィルムは、次式
【数1】
で算出した空孔率が20〜70%の空孔を有し、不透明度が65%以上であることを特徴とする不透明樹脂延伸フィルム。
【請求項1】 ポリプロピレン樹脂50〜95重量%および芳香族ポリカーボネート樹脂50〜5重量%を含有する熱可塑性樹脂を基材とする樹脂延伸フィルムであって、この樹脂延伸フィルムは、次式
【数1】
で算出した空孔率が20〜70%の空孔を有し、不透明度が65%以上であることを特徴とする不透明樹脂延伸フィルム。
【図1】

【公開番号】特開平6−228351
【公開日】平成6年(1994)8月16日
【国際特許分類】
【出願番号】特願平5−17332
【出願日】平成5年(1993)2月4日
【出願人】(000122313)王子油化合成紙株式会社 (73)
【公開日】平成6年(1994)8月16日
【国際特許分類】
【出願日】平成5年(1993)2月4日
【出願人】(000122313)王子油化合成紙株式会社 (73)
[ Back to top ]