
両面パターン塗工シートの製造方法および製造装置
【課題】基材シートの両面に所定形状のパターンの塗膜を位置合わせした状態で塗工するに際し、基材シートや塗膜を保持した支持フィルムに変形や皺を発生させることなく塗工部を所定の温度まで予熱できるようにし、基材シート両面側の塗膜間の位置ずれの発生を防止して高精度の塗工が可能な両面パターン塗工シートの製造方法と装置を提供する。
【解決手段】基材シートに、塗膜が塗布された支持フィルムを対面させ、基材シートの両面側に配された塗膜間の位置合わせを行い、位置合わせされた塗膜を基材シートに仮圧着し、仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら押圧した状態を保持し、その押圧保持工程とともに、塗膜を所定の温度に予熱し、その予熱工程で予熱された塗膜を加熱しつつ基材シートに本圧着することを特徴とする両面パターン塗工シートの製造方法および製造装置。
【解決手段】基材シートに、塗膜が塗布された支持フィルムを対面させ、基材シートの両面側に配された塗膜間の位置合わせを行い、位置合わせされた塗膜を基材シートに仮圧着し、仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら押圧した状態を保持し、その押圧保持工程とともに、塗膜を所定の温度に予熱し、その予熱工程で予熱された塗膜を加熱しつつ基材シートに本圧着することを特徴とする両面パターン塗工シートの製造方法および製造装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、両面パターン塗工シートの製造方法および製造装置に関し、特に張力や加熱等により容易に変形する寸法不安定性の(形態保持性が悪い)基材シートの両面に所定形状のパターンの塗膜を位置合わせし、両塗膜を基材シートに圧着させる両面パターン塗工シートの製造方法および製造装置に関する。
【背景技術】
【0002】
張力等により容易に変形しやすい寸法安定性(形態保持性)が悪い基材シート(例えば、電解質膜等からなる基材シート)の両面に所定形状の塗膜パターンを塗工する方法として、基材シートの片面に張力等では容易に変形しない樹脂製離型フィルム等の基材支持シートを貼着した状態で、塗膜を保持した支持フィルムを基材シートの片面に塗膜を対面させて積層し、基材支持シートを剥離した後、基材シートのもう一方の表面に、別の塗膜保持支持フィルムを対面させて積層し、この支持フィルム、塗膜、基材シート、塗膜、支持フィルムの順に積層された積層シートを塗膜成形機構で挟圧して基材シートの両面に所定形状の塗膜パターンを同時圧着させるようにした方法が提案されている(特許文献1)。この方法により、両面同時パターン塗工材の安定した製造が可能になり、基材シート両面への塗膜の塗工精度を向上することが可能になった。
【0003】
ところが、上記方法においては、次のような問題点が残されている。
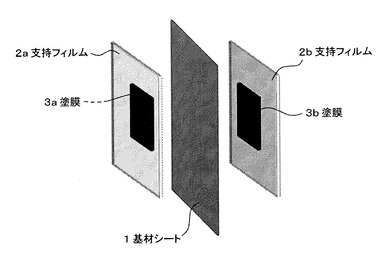
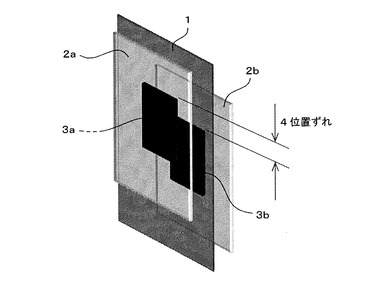
すなわち、基材シートの両面に所定形状の(とくに、同一形状の)パターンの塗膜を位置合わせした状態で塗工することが要求される場合が多いが、塗膜を基材シートに圧着する前の状態、例えば、図1に示すように、基材シート1の両面側に支持フィルム2a、2bに保持された塗膜3a、3bが位置を合わせられて対面された状態、あるいはこの状態で塗膜3a、3bが基材シート1に仮圧着された状態にて、これら塗工部は、通常、所定の高温に予熱される。しかし、高温に予熱されると、基材シート1のみならず、支持フィルム2a、2bにも変形や皺が発生しやすくなり、形状が不安定となるため、基材シート1の両面に所定形状の塗膜パターンを精度良く位置合わせしつつ圧着することは、困難になることが多い。その結果、基材シート1や支持フィルム2a、2bの変形や皺の発生に伴って、例えば図2に示すように、両塗膜3a、3b間に相対位置ずれ4が生じ、このような位置ずれ4が発生した状態で塗膜3a、3bが基材シート1に固着されてしまうおそれがある。図2に示すような位置ずれ4が発生した状態では、例えば、塗膜塗工シートがリチウムイオン電池や燃料電池等の電極板構成材として用いられる場合、目標とする電極特性、ひいては目標とする電池特性が得られにくくなる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4004269号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで本発明の課題は、上記のような問題点に着目し、基材シートの両面に所定形状のパターンの塗膜を位置合わせした状態で塗工するに際し、基材シートや塗膜を保持した支持フィルムに変形や皺を発生させることなく塗工部を所定の温度まで予熱できるようにし、基材シート両面側の塗膜間の位置ずれの発生を防止して所望の高精度の塗膜塗工が可能な両面パターン塗工シートの製造方法および製造装置を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明に係る両面パターン塗工シートの製造方法は、
(1)基材シートの各表面に、所定形状の塗膜が塗布された支持フィルムをそれぞれ対面させる対面工程と、
(2)基材シートの両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ工程と、
(3)位置合わせされた塗膜を基材シートに仮圧着する仮圧着工程と、
(4)仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら前記押圧した状態を保持する押圧保持工程と、
(5)押圧保持工程とともに実行され、少なくとも前記塗膜を所定の温度に予熱する予熱工程と、
(6)予熱工程で予熱された塗膜を加熱しつつ基材シートに本圧着する加熱本圧着工程と、を有することを特徴とする方法からなる。
【0007】
このような本発明に係る両面パターン塗工シートの製造方法においては、支持フィルムに塗布された塗膜が基材シートの各表面にそれぞれ対面され、少なくとも一方の支持フィルムの位置を調整することにより両塗膜間の位置合わせが行われ、位置合わせされた塗膜
が基材シートに仮圧着される。そして、押圧保持工程と予熱工程において、平坦面(好ましくは、塗膜の面積よりも大きい面積の平坦面)を有する手段にて仮圧着された塗膜が基材シートに押圧され、その押圧状態が、平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送ることにより、そのまま保持されつつ、所定温度への予熱が行われる。したがって、塗工部は、所定温度へと予熱される間中、基材シートと塗膜と支持フィルムが所定の位置関係に積層された状態にて、支持フィルムの反基材シート側から平坦面を介して基材シートに向けて押圧力が働いている状態に保たれる。このような押圧力が働いている状態に保たれることにより、上記平坦面を有する手段の平坦面範囲内では、基材シートと支持フィルムは強制的に所望の平坦状態に維持されるとともに、互いの相対位置関係が押圧直前の位置関係にそのまま維持され、押圧された部位では基材シートおよび支持フィルムの伸縮が強制的に抑えられ、それに伴う変形や皺の発生が強制的に抑制される。その結果、たとえ基材シートや支持フィルムが高温に予熱されようとも(前述した従来の方法では、変形や皺が発生するような高温に予熱されようとも)、基材シートおよび支持フィルムに変形や皺が発生することが防止され、これらの間に保持されている塗膜も所望の平坦な形態に維持されるとともに、塗膜の基材シートに対する位置も位置合わせされた際の所定の位置に維持され、基材シート両面側の塗膜間の位置ずれの発生も防止される。このように所望の高精度状態に(つまり、基材シートや支持フィルムに変形や皺の発生がなく、かつ、基材シート両面側の塗膜間の位置ずれの発生も防止された高精度状態に)保たれたまま予熱が行われ、予熱された塗膜がその高精度状態に維持された状態にて加熱本圧着に供されるので、加熱本圧着により基材シートに固着される基材シート両面側の塗膜は、精度よく所望の位置に固着され、目標とする両面パターン塗工シートが得られる。
【0008】
上記本発明に係る両面パターン塗工シートの製造方法において、基材シート両面側の塗膜の仮圧着については、同時に仮圧着することもできるし、順に仮圧着することもできる。すなわち、両塗膜間の位置合わせを行った後、位置合わせされた両塗膜を基材シートに同時に仮圧着することもできるし、一方の塗膜を基材シートに対して位置合わせを行った後、該位置合わせされた塗膜を基材シートに仮圧着し、しかる後に、他方の塗膜を基材シートに仮圧着された上記一方の塗膜に対して位置合わせを行った後、該位置合わせされた塗膜を基材シートに仮圧着することもできる。
【0009】
また、基材シート(例えば、電解質膜等からなる基材シート)は、張力等により容易に変形しやすく寸法安定性(形態保持性)が悪い場合が多いので、基材シート単独で走行や搬送される箇所が多く存在することは好ましくない。したがって、走行や搬送箇所によっては、張力等により容易に変形しにくい基材支持シートで基材シートを支持することが好ましい。例えば、基材シートの少なくとも片面に、該基材シートを支持する基材支持シートを配し、基材シートを前述の位置合わせ工程または仮圧着工程の直前までは基材支持シートとともに走行させることが好ましい。また、前述の片面ずつ順に仮圧着する方法では、後述の第2実施例に示すように、基材シートが単独で走行や搬送される箇所を無くすことが可能である。
【0010】
上記位置合わせ工程における塗膜間の位置合わせの方法は、特に限定されないが、例えば、上記位置合わせ工程において、位置検出手段(例えば、CCDカメラなどのカメラ)で塗膜の位置を検出し、支持フィルムを支持しているテーブルの位置を制御して塗膜の位置を目標位置に合わせる方法を採ることができる。塗膜の位置検出は、塗膜のエッジを検出するようにしてもよく、塗膜全体を画像として検出するようにしてもよい。検出したエッジや塗膜全体の画像は、画像処理装置で適切に処理されればよい。また、塗膜の位置制御については、例えば、塗膜が塗布された支持フィルムを、X−Y−θ軸(水平方向の軸と回転方向の軸)を有する吸着ステージで吸着保持し、そのステージの位置を制御することで塗膜の位置合わせを行うようにすることができる。
【0011】
また、上記仮圧着工程においては、支持フィルムの塗膜と、それが貼り合わせられる基材シートとの間に、気泡(空気)が入りやすいことがあるが、このような気泡の巻き込みは極力防止されなければならない。前述の平坦面を有する手段による押圧は、気泡が巻き込まれていない状態を保つためには非常に効果があるが、押圧前に既に気泡が巻き込まれている場合には、その気泡を押し出す効果には乏しい。そこで、上記仮圧着工程においては、とくに押圧保持工程直前においては、例えば、支持フィルムの反基材シート側の表面上にローラーを転動させ、該ローラーで支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていくようにすることが好ましい。ローラーにより押圧しながらしごいていくことにより、たとえ塗膜と基材シートとの間に気泡が巻き込まれていた場合あるいは巻き込まれようとしていた場合にあっても、その気泡がローラーの転動方向に押し出されていくことになり、確実に気泡の巻き込みが防止される。これにより、気泡の巻き込みが確実に防止された状態で、次の押圧保持工程に供される。
【0012】
さらに、例えば上記のように気泡の巻き込みが防止された状態で仮圧着された状態をより確実に維持しながらシートを次の押圧保持工程および予熱工程に送るためには、その仮圧着状態を維持するためのクランプ手段を用いることが好ましい。例えば、上記仮圧着工程において塗膜が仮圧着された基材シートを、クランプ手段で塗膜存在位置以外の位置で支持フィルムとともにクランプし、クランプ状態のまま次の押圧保持工程および予熱工程に送り、該次の工程に入った段階でクランプを解除してクランプ手段を元の位置に戻すようにすることが好ましい。
【0013】
また、上記押圧保持工程においては、例えば、複数の平坦面を有する手段を用い、順次送られてくる仮圧着された塗膜を支持フィルムの反基材シート側から各平坦面を有する手段にて基材シートに向けて順次押圧する構成とすることができる。複数の平坦面を有する手段は、順に押圧に使用した後、元の位置に戻して再使用できるようにしておくことが好ましい。例えば、複数の平坦面を有する手段を周回させる構成を採用できる。
【0014】
また、上記加熱本圧着工程においては、例えば、加熱ニップロール間に、基材シートとその両面側の塗膜と両外側の支持フィルムからなるシート構造体を通過させることにより、塗膜を加熱しつつ基材シートに本圧着する構成とすることができる。このような構成により、必要な加熱と本圧着とを同じ加熱ニップロールで行うことができ、効率よく所定の加熱本圧着処理を行うことができる。
【0015】
本発明は、両面パターン塗工シートの製造装置も提供する。すなわち、本発明に係る両面パターン塗工シートの製造装置は、基材シートを、該基材シートを少なくとも片面側から支持する基材支持シートとともに供給する基材シート供給機構と、基材シートから基材支持シートを剥離する基材支持シート剥離機構と、基材支持シートが剥離された基材シートの表面に、所定形状の塗膜が塗布された支持フィルムを対面させる対面機構と、基材シートの両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ機構と、位置合わせされた塗膜を基材シートに仮圧着する仮圧着機構と、仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら前記押圧した状態を保持する押圧保持機構と、押圧状態を保持しつつ、少なくとも前記塗膜を所定の温度に予熱する予熱機構と、予熱された塗膜を加熱しつつ基材シートに本圧着する加熱本圧着機構と、を有することを特徴とするものからなる。
【0016】
このような装置においては、基材シート供給機構から供給されてくる基材シートから基材支持シートが剥離され、その基材シートに対し、上記対面機構、位置合わせ機構、仮圧着機構、押圧保持機構、予熱機構、加熱本圧着機構を用いて、前述したのと同等の対面工程、位置合わせ工程、仮圧着工程、押圧保持工程、予熱工程、加熱本圧着工程が行われ、目標とする両面パターン塗工シートが得られる。
【0017】
上記仮圧着機構は、位置合わせされた両塗膜を基材シートに同時に仮圧着する機構から構成されてもよいし、一方の塗膜を基材シートに仮圧着した後に、他方の塗膜を基材シートに仮圧着された前記一方の塗膜に対して位置合わせを行ってから基材シートに仮圧着する機構から構成されてもよい。
【0018】
また、上記位置合わせ機構は、例えば、塗膜の位置を検出する位置検出手段(例えば、CCDカメラなどのカメラ)と、該位置検出手段による検出情報に基づいて支持フィルムを支持しているテーブルの位置を制御する位置制御機構(例えば、前述したようにX−Y−θ軸を有する吸着ステージ(テーブル)で吸着保持し、そのステージの位置を制御することができる位置制御機構)を備えた構成とすることができる。
【0019】
また、上記仮圧着機構は、気泡の巻き込みをより確実に防止するために、例えば、支持フィルムの反基材シート側の表面上を転動し、支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていくローラーを備えていることが好ましい。
【0020】
また、気泡の巻き込みが防止された状態で仮圧着された状態をより確実に維持しながらシートを次の工程に送るために、例えば、上記仮圧着機構と上記押圧保持機構および予熱機構との間に、塗膜が仮圧着された基材シートを、塗膜存在位置以外の位置で支持フィルムとともにクランプし、クランプ状態のまま上記押圧保持機構および予熱機構に送り、上記押圧保持機構および予熱機構に入った段階でクランプを解除して元の位置に復帰可能なクランプ手段を有することが好ましい。
【0021】
また、上記押圧保持機構は、例えば、複数の平坦面を有する手段を有し、順次送られてくる仮圧着された塗膜を支持フィルムの反基材シート側から各平坦面を有する手段にて基材シートに向けて順次押圧可能に構成されていることが好ましい。
【0022】
また、上記加熱本圧着機構としては、例えば、加熱と本圧着を櫃の機構内で行うことができる加熱ニップロール機構から構成されていることが好ましい。
【0023】
このような本発明に係る両面パターン塗工シートの製造方法および製造装置においては、上記基材シートが、寸法不安定性の基材シートからなる場合、例えば、張力や加熱等により容易に変形する寸法不安定性の(形態保持性が悪い) 電解質膜等からなる基材シートの場合、とくに有効である。すなわち、寸法不安定性の基材シートであっても、基材シートの塗工部の変形や皺の発生が効果的に抑制され、基材シート両面側の塗膜間の位置ずれも効果的に防止される。
【発明の効果】
【0024】
このように、本発明に係る両面パターン塗工シートの製造方法および製造装置によれば、とくに平坦面を有する手段による押圧保持により、基材シートおよび支持フィルムに変形や皺が発生することを防止でき、これらの間に保持されている塗膜も所望の平坦な形態に維持できるとともに基材シートに対する塗膜の位置も所定の位置に維持でき、基材シート両面側の塗膜間の位置ずれの発生も防止できる。また、支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていくローラーを用いれば、気泡の巻き込みを確実に防止することができる。さらに、仮圧着された基材シートを塗膜存在位置以外の位置で支持フィルムとともにクランプするクランプ手段を用いれば、気泡の巻き込みが防止された良好な仮圧着状態を維持しながらシートを次の工程に送ることができる。その結果、本発明により、高精度で塗工された目標とする望ましいシート形態の両面パターン塗工シートを確実に得ることができる。
【図面の簡単な説明】
【0025】
【図1】本発明で対象とする基材シートおよび塗膜支持フィルムの塗工前の概略斜視図である。
【図2】基材シート両面側の塗膜の位置ずれの例を示す概略斜視図である。
【図3】本発明の第1実施例に係る両面パターン塗工シートの製造装置の部分構成図である。
【図4】図3の装置の対面機構および位置合わせ機構の概略構成図である。
【図5】図3の装置の仮圧着機構におけるしごき用ローラーの動作例を示す概略構成図である。
【図6】図3の装置の仮圧着機構における仮圧着の動作例およびクランプ手段の例を示す概略構成図である。
【図7】本発明の第1実施例に係る装置の押圧保持機構の入口部の例を示す概略構成図である。
【図8】本発明の第1実施例に係る装置の押圧保持機構および予熱機構の全体構成例および加熱本圧着機構以降の例を示す概略構成図である。
【図9】本発明の第2実施例に係る両面パターン塗工シートの製造装置の部分構成図である。
【図10】図9の装置の基材シート片面側への対面機構および位置合わせ機構の概略構成図である。
【図11】図9の装置の基材シート片面側での仮圧着機構におけるしごき用ローラーの動作例および仮圧着の動作例を示す概略構成図である。
【図12】図9の装置におけるクランプ手段の例を示す概略構成図である。
【図13】本発明の第2実施例に係る装置の基材シート他面側への対面機構の例を示す概略構成図である。
【図14】本発明の第2実施例に係る装置の基材シート他面側での位置合わせ機構の概略構成図である。
【図15】本発明の第2実施例に係る装置の基材シート他面側での仮圧着機構におけるしごき用ローラーの動作例を示す概略構成図である。
【図16】本発明の第2実施例に係る装置の基材シート他面側での仮圧着の動作例およびクランプ手段の例を示す概略構成図である。
【発明を実施するための形態】
【0026】
以下に、本発明に係る両面パターン塗工シートの製造装置とともに製造方法の実施の形態について、図面を参照しながら説明する。
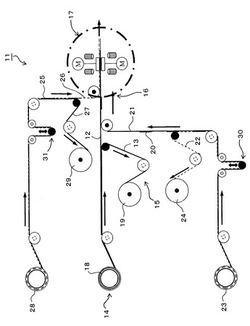
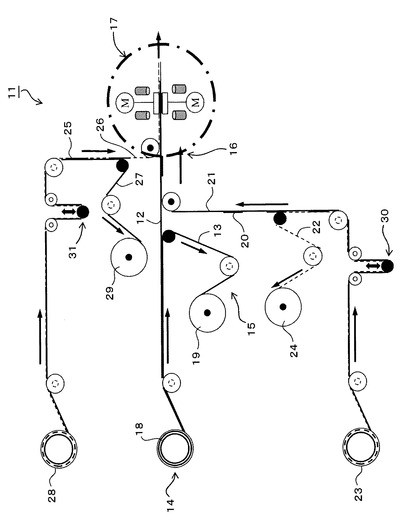
図3〜図8は、本発明の第1実施例に係る両面パターン塗工シートの製造装置を示している。図3は、第1実施例に係る両面パターン塗工シートの製造装置11の前段部の装置構成例を示しており、とくに本発明における仮圧着機構までの装置構成例を示している。この両面パターン塗工シートの製造装置11としては、仮圧着機構よりも後段に、後述の如き押圧保持機構、予熱機構、加熱本圧着機構を備えている。両面パターン塗工シートの製造装置11は、基材シート12を、該基材シート12を片面側から支持する基材支持シート13とともに供給する基材シート供給機構14と、基材シート12から基材支持シート13を剥離する基材支持シート剥離機構15と、基材支持シート13が剥離された基材シート12の表面に、所定形状の塗膜が塗布された支持フィルムを対面させる対面機構16と、基材シート12の両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ機構17と、を有している。本実施例においては、基材シート12の片面側に基材支持シート13が配置されて巻かれたロール状物18から基材シート12が基材支持シート13とともに巻き戻され、走行途中の基材支持シート剥離機構15で基材シート12から基材支持シート13が剥離されてロール状物19に巻き取られる。図3における下側には、所定形状の塗膜20が表面に塗布された支持フィルム21の塗膜20塗布側にカバーフィルム22を積層した状態で巻かれたロール状物23から積層フィルムが巻き戻され、途中でカバーフィルム22が剥離されてロール状物24に巻き取られ、塗膜20が露出された状態で支持フィルム21が基材支持シート13が剥離された基材シート12に近づくように走行され、支持フィルム21上の塗膜20が基材シート12に対面される。同様に、図3における上側には、同一形状の塗膜25が表面に塗布された支持フィルム26の塗膜25塗布側にカバーフィルム27を積層した状態で巻かれたロール状物28から積層フィルムが巻き戻され、途中でカバーフィルム27が剥離されてロール状物29に巻き取られ、塗膜25が露出された状態で支持フィルム26が基材支持シート13が剥離され基材シート12の上記塗膜20存在側とは反対側の表面に近づくように走行され、支持フィルム26上の塗膜25が基材シート12に対面される。基材シート12の両面側に塗膜20、25が配され対面された状態にて、図4に示すような位置合わせ機構17に送られる。なお、図3における30、31は、図4に示すような位置合わせ機構17において、および後述の仮圧着機構において、位置合わせや仮圧着のために各シート、各フィルムの走行が一旦停止されるので、その際の支持フィルム21、26のたるみを吸収するためのアキュムレータ機構(ダンサーロール機構)を示している。
【0027】
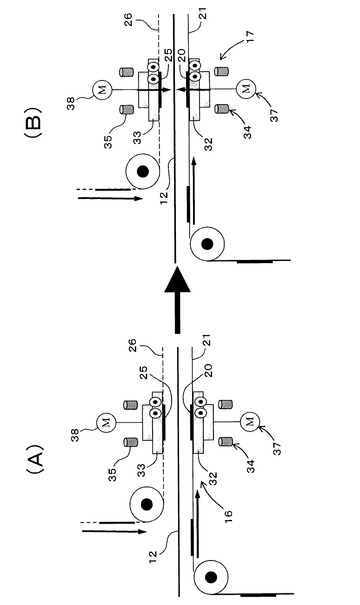
上記のように送り出されてくる基材シート12および塗膜が塗布された支持フィルム21、26は、図4(A)に示すように、対面機構16において、基材シート12を間にして、支持フィルム21上の塗膜20と支持フィルム26上の塗膜25が丁度向かい合うように基材シート12に対面される。このとき、支持フィルム21、26は、吸着テーブル32、33上に平面状態にて吸着保持されている。吸着テーブル32、33のうち一方の吸着テーブル32は、X−Y−θ軸(水平方向の軸と回転方向の軸)を有する位置制御可能な吸着ステージに構成されており、吸着テーブル33に保持されている支持フィルム26側の塗膜25の位置に対して、吸着テーブル32に保持されている支持フィルム21側の塗膜20の位置が合致するように位置合わせ可能に構成されている。位置合わせに際しては、上下に配置された位置検出手段34,35(例えば、CCDカメラなどのカメラ)にて、例えば、各塗膜20、25のエッジや角部が検出され、その検出情報に基づいて、塗膜20、25の位置が合致するように、少なくとも一方の支持フィルム21の位置が吸着テーブル32の位置制御を介して制御される。これら位置制御可能な吸着テーブル32および位置検出手段34,35は、本発明における位置合わせ機構17(図3、図4(B)に表示)を構成している。なお、位置合わせの際には、上下のテーブル32、33を極力近づけておくことが好ましい。上記吸着テーブル32、33は、昇降用モータ37、38により、それぞれ昇降動作可能に構成されている。したがって、両吸着テーブル32、33間の距離は、図4(B)に示すように少なくとも一方の吸着テーブルを適切に昇降させることにより、上記位置合わせに最適な距離に制御される。このように、平面状態にて吸着保持された支持フィルム21、26上の塗膜20、25の位置が位置検出手段34,35により精度よく検出され、その検出情報に基づいて位置合わせが行われるので、まず位置合わせ工程の段階において両塗膜20、25の位置が精度よく合致される。
【0028】
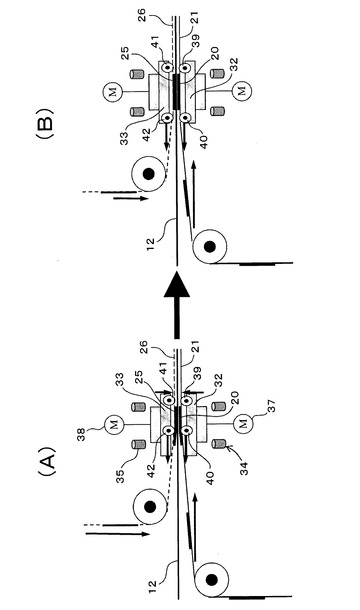
上記位置合わせ工程の後、塗膜20、25の基材シート12への仮圧着が行われる。この仮圧着工程においては、まず、図5(A)、(B)に示すように、吸着テーブル32、33に付設されている、あるいは吸着テーブル32、33の位置に対応する位置に設けられているローラー39、40、41、42により、支持フィルム21、26上の塗膜20、25が基材シート12に対し次のように押圧されながらしごかれていく。図5(A)に示すように、上下の吸着テーブル32、33間の距離が縮められるとともに、ローラー39、40、41、42が上下方向に移動されて、ローラー39と41、ローラー40と42とにより基材シート12を間に介在させた支持フィルム21、26が上下から挟み込まれる。このとき、吸着テーブル32、33による支持フィルム21、26の吸着動作は解除される。そして、ローラー39、41で支持フィルム21、26を押さえた状態にて、ローラー40、42が支持フィルム21、26上を転動され、支持フィルム21、26を介して塗膜20、25が基材シート12に対し押圧されながらしごかれていき、図5(B)に示す状態に至る。このローラー40、42による押圧しごき動作により、基材シート12と塗膜20、25との間に気泡が巻き込まれていた場合あるいは巻き込まれようとしていた場合にあっても、その気泡がローラー40、42の転動方向に押し出されていき、確実に気泡の巻き込みが防止される。なお、ローラー39、41は支持フィルム21、26上を転動されなくてもよく、支持フィルム21、26を両側から押さえる機能さえ持てばよいので、ローラーの形態ではなく、押さえバーの形態に構成されてもよい。
【0029】
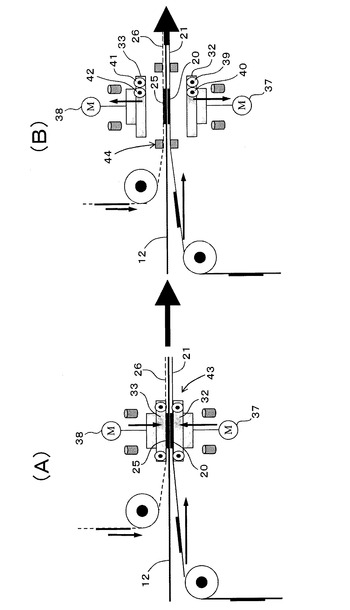
上記のように気泡の巻き込みが防止された状態にて、図6(A)に示すように、吸着テーブル32、33が近接され、支持フィルム21、26が両側から適切な押圧力にて挟み込まれて、塗膜20、25が基材シート12に仮圧着される。すなわち、塗膜20、25は互いに位置合わせされ、気泡の巻き込みが防止された状態にて、平坦な吸着面を有する吸着テーブル32、33による挟み込みにより、基材シート12に望ましい状態で仮圧着される。これら一連の機構は、本発明における仮圧着機構43を構成している。なお、この仮圧着機構43における吸着テーブル32、33には、仮圧着に必要な温度へ加熱する加温機能を持たせることができる。
【0030】
このように塗膜20、25が基材シート12に望ましい状態で仮圧着された状態にて、図6(B)に示すように、基材シート12の走行方向両側の塗膜20、25を外れた位置で、クランプ手段44により、基材シート12とともに支持フィルム21、26が両側からクランプされ、クランプ後に吸着テーブル32、33が上下方向に移動されて(逃がされて)押圧状態が解除される。このクランプ状態のまま、基材シート12および支持フィルム21、26がクランプ手段44とともに次の工程へと送られる。したがって、仮圧着工程において望ましい状態で仮圧着された状態が、クランプ手段44によって次の工程までそのまま維持される。なお、前述のしごき用のローラー40、42は、吸着テーブル32、33を上下方向に逃がす際に、元の初期位置に戻せばよい。
【0031】
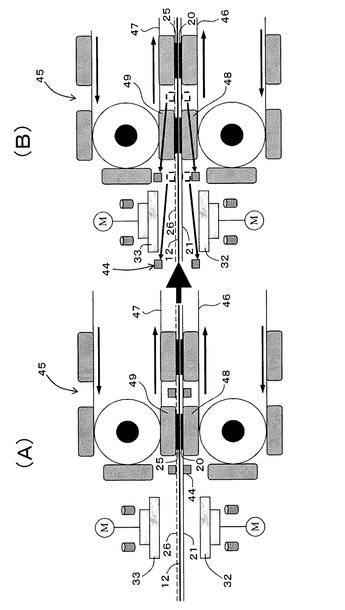
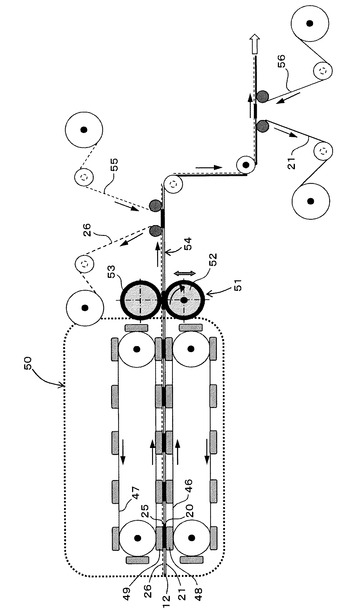
クランプ手段44によりクランプされた基材シート12および支持フィルム21、26は、図7(A)に示すように、押圧保持機構45に送られる。押圧保持機構45においては、本実施例では、上下のベルト46、47上に位置固定された複数の平坦面を有する手段としての平板ブロック状の錘48、49がベルト46、47とともに周回されるように構成されている。押圧保持機構45の入口で、周回されてきた上下の錘48、49が、仮圧着された塗膜20、25を支持フィルム21、26の反基材シート12側から基材シート12に向けて押圧し、ベルト46、47の周回に合わせて錘48、49を基材シート12と塗膜20、25と支持フィルム21、26とともに送りながら上記錘48、49による押圧状態を保持できるようになっている。この押圧用錘48、49の形態は、図示のものに限定されず、上記のような押圧保持が可能な平坦面を有する手段であればよい。押圧保持機構45の入口で錘48、49による押圧保持が行われたら、図7(B)に示すように、クランプ手段44によるクランプが開場され、クランプ手段44は元の位置に復帰されればよい。
【0032】
上記押圧保持機構45による押圧保持工程は、図8に示すような予熱機構50による予熱工程とともに実行される。予熱機構50は、製造しようとする両面パターン塗工シートの種類にもよるが、例えばリチウムイオン電池や燃料電池用の電極形成材を製造する場合には、所定の走行速度、例えば、1m/分程度の走行速度にて、所定の温度、例えば120℃程度の加熱状態を所定時間維持できるようにするために、全長が15m程度にも及ぶ大型の装置になることがある。加熱は、走行方向に多数のヒーターを配列する方式によってもよいし、全体をオーブン形式にしてその内部雰囲気温度を制御できるようにしてもよい。このような予熱機構50による予熱工程中、図8に示すように、前述の押圧保持機構45による押圧状態が保持される。したがって、基材シート12および支持フィルム21、26に張力が作用し、比較的高温の温度に加熱される場合にあっても、とくに寸法不安定性の基材シート12を対象とする場合にあっても、少なくとも、上述の平坦面を有する錘48、49によって押圧保持が行われている範囲内においては、張力や加熱による変形や皺の発生が防止され、塗膜20、25の良好な圧着状態が維持されるとともに塗膜20、25間の位置ずれが防止される。
【0033】
予熱工程で予熱された塗膜20、25は、次に、例えば図8に示すような加熱ニップロール機構51からなる加熱本圧着機構に送られ、そこでさらに加熱されつつ基材シート12に本圧着される。本実施例では、加熱ニップロール機構51は、上下動可能で加圧力を調節可能な加圧ロール52とそのバックアップロール53から構成されており、両ロール52、53の表面温度を所定の温度に制御できるようになっている。この加熱本圧着工程により、塗膜20、25は目標とする状態にて基材シート12上に転写、固着されるので、塗膜20、25が高精度で塗工された目標とする望ましい形態の両面パターン塗工シートが得られる。
【0034】
図8に示す例では、得られた両面パターン塗工シートのその後の取り扱いを考慮して、次のような処理が加えられている。すなわち、加熱ニップロール機構51による加熱本圧着工程を終えた直後の段階では、基材シート12の両面に塗膜20、25が本圧着され、その上に支持フィルム21、26が存在する積層シート54の状態にあるが、例えば、この積層シート54からまず支持フィルム26が剥離されて新たな別の保護膜55が貼り付けられ、続いて、支持フィルム21が剥離されて新たな別の保護膜56が貼り付けられるようになっている。基材シート12の両面への所望の塗膜20、25の本圧着は完了しているので、これら保護膜55、56にはその後の取り扱いや処理に必要なだけの保護性能を持たせておけばよい。
【0035】
図9〜図16は、本発明の第2実施例に係る両面パターン塗工シートの製造装置を示している。本実施例においては、塗膜は、基材シートに対し片面ずつ仮圧着され、これによって、前述したように、寸法安定性(形態保持性)が悪い基材シートが単独で走行や搬送される箇所を無くすことが可能になる。
【0036】
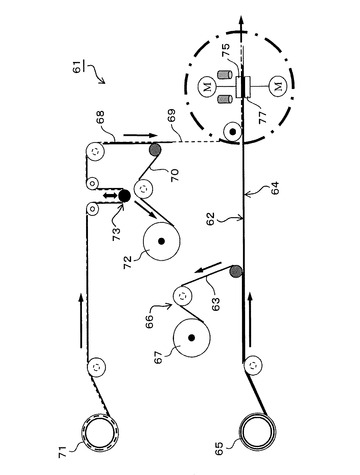
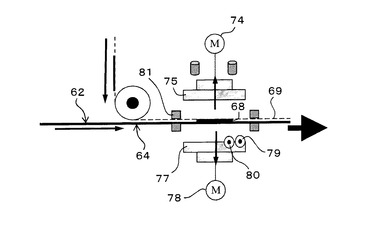
図9は、第2実施例に係る両面パターン塗工シートの製造装置61における基材シート片面への仮圧着工程までの装置構成例を示しており、図示装置例よりも後段に、後述の如き基材シートのもう一方の面への仮圧着工程、さらには前述の第1実施例で例示したのと同様の押圧保持機構、予熱機構、加熱本圧着機構を備えている。両面パターン塗工シートの製造装置61においては、基材シート62の両面側に基材支持シート63、64が配置されて巻かれたロール状物65から基材シート62が基材支持シート63、64とともに巻き戻され、走行途中の基材支持シート剥離機構66で基材シート62から上側の基材支持シート63のみが剥離されてロール状物67に巻き取られる。基材シート62は上面側が露出され下面側から基材支持シート64で支持された積層シートの状態で送られる。所定形状の塗膜68が表面に塗布された支持フィルム69の塗膜68塗布側にカバーフィルム70を積層した状態で巻かれたロール状物71から積層フィルムが巻き戻され、途中でカバーフィルム70が剥離されてロール状物72に巻き取られ、塗膜68が露出された状態で支持フィルム69が基材支持シート63が剥離された基材シート62の上面に近づくように走行され、支持フィルム69上の塗膜68が基材シート62の上面に対面される。なお、図9における73は、支持フィルム69のたるみを吸収するためのアキュムレータ機構(ダンサーロール機構)を示している。
【0037】
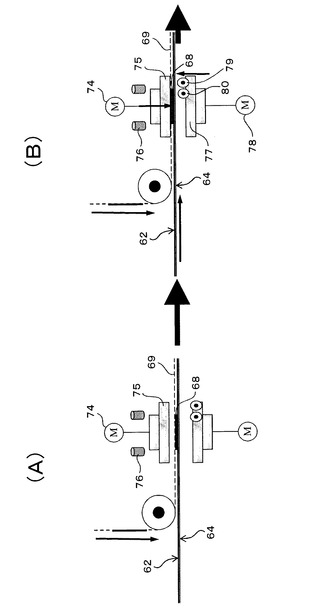
基材シート62の上面に対面された、塗膜68が塗布された支持フィルム69は、図10(A)、(B)に示すように、昇降用モータ74で下降され、X−Y−θ軸(水平方向の軸と回転方向の軸)を有する位置制御可能な吸着ステージに構成された吸着テーブル75に吸着保持され、位置検出手段76(例えば、CCDカメラなどのカメラ)で塗膜68の位置が検出され、検出情報に基づいて吸着テーブル75の位置が制御されることにより、基材シート62に対する塗膜68の位置が所定の位置に決められる。この状態で、図10(B)に示すように、下方に設けられている仮圧着テーブル77が昇降用モータ78により、極力上側の吸着テーブル75に近づくように上昇される。このとき、仮圧着テーブル77に付設されている、あるいは仮圧着テーブル77の位置に対応する位置に設けられている押さえ用ローラー79、しごき用ローラー80も上昇される。
【0038】
そして、図11(A)に示すように、ローラー79、80が、基材シート62の下面側に積層されている基材支持シート64の下面側に押し付けられ、吸着テーブル75との間に上側から支持フィルム69、塗膜68、基材シート62、基材支持シート64の順に重ね合わされた状態で、これら積層シートが押さえ用ローラー79で一端が押さえられた状態にて、しごき用ローラー80が基材支持シート64の下面上を上流側へと転動され、塗膜68がしごかれて気泡の除去や気泡の巻き込み防止が行われる。しごき用ローラー80を移動させた後、図11(B)に示すように、仮圧着テーブル77が上昇され、適切な圧着力が付与されて、塗膜68が気泡巻き込みのない良好な状態にて基材シート62の上面に仮圧着される。なお、仮圧着テーブル77には、仮圧着に必要な温度へ加熱する加温機能を持たせることができる。また、押さえ用ローラー79は、ローラーの形態ではなく、押さえバーの形態に構成されてもよい。
【0039】
上記のように基材シート62の上面に塗膜68が望ましい状態で仮圧着された後、図12に示すように、吸着テーブル75が上方に、仮圧着テーブル77が下方に退避されて、基材シート62と支持フィルム69、基材支持シート64の積層シートが次の基材シート62下面側への仮圧着工程へと送られる。このとき、図12に示すように、基材シート62の走行方向両側の塗膜68を外れた位置で、クランプ手段81により、基材シート62とともに支持フィルム69、基材支持シート64を両側からクランプし、クランプ後に吸着テーブル75と仮圧着テーブル77を退避させて、このクランプ状態のまま、クランプ手段81とともに次の工程に送るようにすることも可能である。なお、前述のしごき用のローラー80は、吸着テーブル77を下方に逃がす際に元の初期位置に戻せばよい。ここで、クランプ手段81とともに送られてくる工程以降については、前述の図7、図8に示したのと同様の押圧保持工程および予熱工程、加熱本圧着工程を経るようにしてもよい。
【0040】
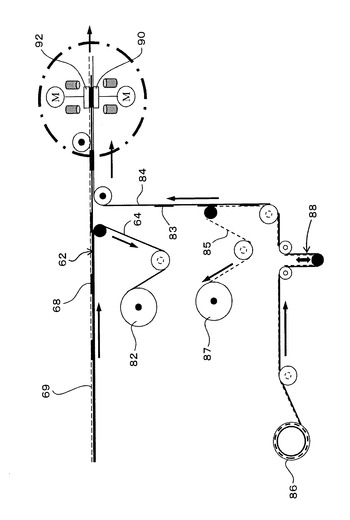
このように上面に塗膜68が望ましい状態で仮圧着された(場合によっては、加熱本圧着まで行われた)基材シート62は、図13に示すように、基材シート62と支持フィルム69、基材支持シート64の積層シートの形態で連続的に次の工程に送られるか、あるいは、図示は省略するが、一旦積層シートの形態でロール状物に巻き取られた後、そのロール状物から巻き戻されて次の工程に送られる。基材支持シート64が積層シートの形態で次の工程に送られる際、走行途中で、下側に積層されていた基材支持シート64が、剥離されてロール状物82に巻き取られる。この際、基材支持シート64が剥離され、下面側が露出された基材シート62は、上面側にて支持フィルム69で支持された積層シートの状態で送られるので、基材シート62が単独で走行される箇所は生じない。所定形状の塗膜83が表面に塗布された支持フィルム84の塗膜83塗布側にカバーフィルム85を積層した状態で巻かれたロール状物86から積層フィルムが巻き戻され、途中でカバーフィルム85が剥離されてロール状物87に巻き取られ、塗膜83が露出された状態で支持フィルム84が基材支持シート64が剥離された基材シート62の下面に近づくように走行され、支持フィルム84上の塗膜83が基材シート62の下面に対面される。なお、図13における88は、支持フィルム84のたるみを吸収するためのアキュムレータ機構(ダンサーロール機構)を示している。
【0041】
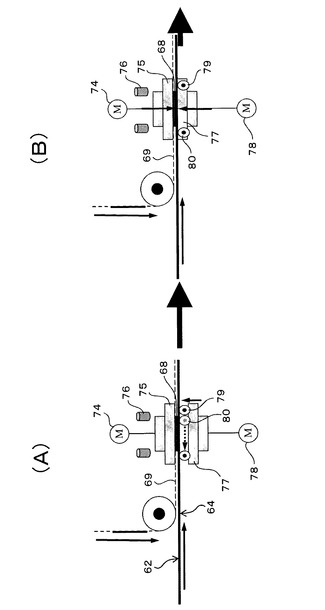
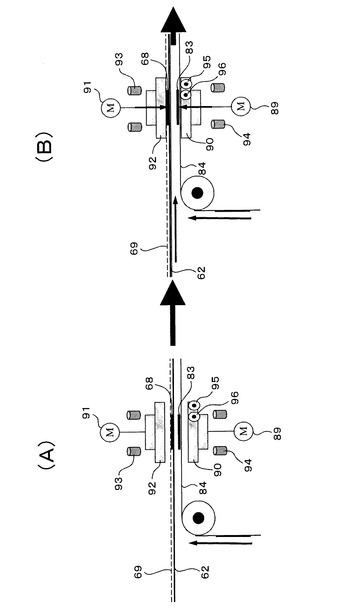
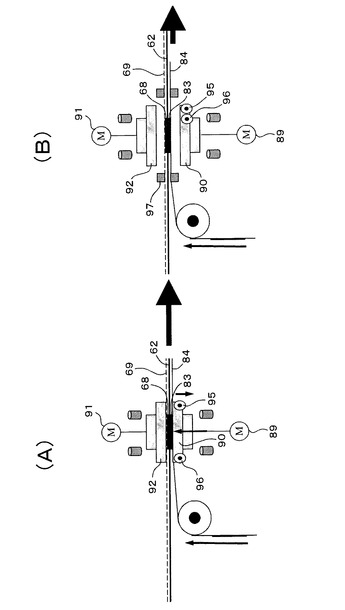
基材シート62の下面に対面された、塗膜83が塗布された支持フィルム84は、図14(A)、(B)に示すように、昇降用モータ89で上昇され、X−Y−θ軸(水平方向の軸と回転方向の軸)を有する位置制御可能な吸着ステージに構成された吸着テーブル90に吸着保持され、塗膜68がすでに上面に仮圧着されている基材シート62とその上に積層された支持フィルム69は、昇降用モータ91で下降される上側の吸着テーブル92に吸着保持される。そして、上下に配置された位置検出手段93,94(例えば、CCDカメラなどのカメラ)にて、例えば、各塗膜68、83のエッジや角部が検出され、その検出情報に基づいて、塗膜68、83の位置が合致するように、吸着テーブル90の位置制御を介して支持フィルム84の位置が制御される。この位置制御の際には、図14(B)に示すように、両吸着テーブル90,92が極力近づくように移動制御される。このとき、下側の吸着テーブル90に付設されている、あるいは吸着テーブル90の位置に対応する位置に設けられている押さえ用ローラー95、しごき用ローラー96も上昇される。
【0042】
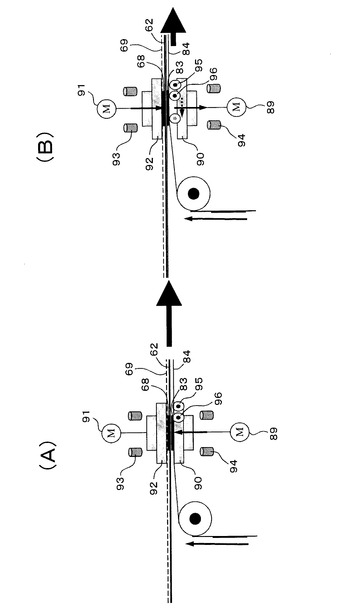
そして、図15(A)、(B)に示すように、ローラー95、96が、基材シート62の下面側に積層されている支持フィルム84の下面側に押し付けられ、吸着テーブル92との間に上側から支持フィルム69、塗膜68、基材シート62、塗膜83、支持フィルム84の順に重ね合わされた状態で、これら積層シートが押さえ用ローラー95で一端が押さえられた状態にて、しごき用ローラー96が支持フィルム84の下面上を上流側へと転動され、塗膜83がしごかれて気泡の除去や気泡の巻き込み防止が行われる。しごき用ローラー96を移動させた後、図16(A)に示すように、仮圧着テーブルとして機能する吸着テーブル90が上昇され、適切な圧着力が付与されて、塗膜83が気泡巻き込みのない良好な状態にて基材シート62の下面に仮圧着される。なお、仮圧着テーブルとして機能する吸着テーブル90には、仮圧着に必要な温度へ加熱する加温機能を持たせることができる。また、押さえ用ローラー95は、ローラーの形態ではなく、押さえバーの形態に構成されてもよい。
【0043】
上記のように基材シート62の下面に塗膜83が、すでに仮圧着されている塗膜68と位置合わせされ、気泡巻き込みが防止された望ましい状態で仮圧着された後、図16(B)に示すように、吸着テーブル92が上方に、吸着テーブル90が下方に退避されて、基材シート62の両面への塗膜68、83の仮圧着が完了する。この仮圧着が完了した基材シート62は、支持フィルム69、84との積層シートの形態で、次の押圧保持工程および予熱工程へと送られる。このとき、図16(B)に示すように、基材シート62の走行方向両側の塗膜68、83を外れた位置で、クランプ手段97により、基材シート62とともに支持フィルム69、84を両側からクランプし、クランプ後に吸着テーブル90,92を退避させて、このクランプ状態のまま、クランプ手段97とともに次の工程に送るようにすることも可能である。なお、前述のしごき用のローラー96は、吸着テーブル90を下方に逃がす際に元の初期位置に戻せばよい。クランプ手段97とともに送られてくる工程以降については、前述の図7、図8に示したのと同様の押圧保持工程および予熱工程、加熱本圧着工程を経ればよい。このように、第2実施例に係る装置においては、塗膜68、83を基材シート62に対し片面ずつ順に仮圧着でき、寸法不安定性の基材シート62であっても基材シート62を常に基材支持シートや支持フィルムに支持された状態で走行させることができるので、寸法不安定性の基材シート62であってもその寸法不安定性に起因する不安を完全に除去することが可能になり、より高精度で所望の塗工を行うことが可能になる。
【産業上の利用可能性】
【0044】
本発明に係る両面パターン塗工シートの製造方法および製造装置は、あらゆる両面パターン塗工シートの製造に適用でき、とくに、リチウムイオン電池や燃料電池等の電極板構成材としての両面パターン塗工シートの製造に好適なものである。
【符号の説明】
【0045】
1 基材シート
2a、2b 支持フィルム
3a、3b 塗膜
4 位置ずれ
11 両面パターン塗工シートの製造装置
12 基材シート
13 基材支持シート
14 基材シート供給機構
15 基材支持シート剥離機構
16 対面機構
17 位置合わせ機構
18 ロール状物
19 ロール状物
20、25 塗膜
21、26 支持フィルム
22、27 カバーフィルム
23、28 ロール状物
24、29 ロール状物
30、31 アキュムレータ機構
32、33 吸着テーブル
34,35 位置検出手段
37、38 昇降用モータ
39、40、41、42 ローラー
43 仮圧着機構
44 クランプ手段
45 押圧保持機構
46、47 ベルト
48、49 平坦面を有する手段としての錘
50 予熱機構
51 加熱本圧着機構としての加熱ニップロール機構
52 加圧ロール
53 バックアップロール
54 積層シート
55、56 保護膜
61 両面パターン塗工シートの製造装置
62 基材シート
63、64 基材支持シート
65 ロール状物
66 基材支持シート剥離機構
67、82 ロール状物
68、83 塗膜
69、84 支持フィルム
70、85 カバーフィルム
71、86 ロール状物
72、87 ロール状物
73、88 アキュムレータ機構
74、78、89、91 昇降用モータ
75、90、92 吸着テーブル
76、93、94 位置検出手段
77 仮圧着テーブル
79、95 押さえ用ローラー
80、96 しごき用ローラー
81、97 クランプ手段
【技術分野】
【0001】
本発明は、両面パターン塗工シートの製造方法および製造装置に関し、特に張力や加熱等により容易に変形する寸法不安定性の(形態保持性が悪い)基材シートの両面に所定形状のパターンの塗膜を位置合わせし、両塗膜を基材シートに圧着させる両面パターン塗工シートの製造方法および製造装置に関する。
【背景技術】
【0002】
張力等により容易に変形しやすい寸法安定性(形態保持性)が悪い基材シート(例えば、電解質膜等からなる基材シート)の両面に所定形状の塗膜パターンを塗工する方法として、基材シートの片面に張力等では容易に変形しない樹脂製離型フィルム等の基材支持シートを貼着した状態で、塗膜を保持した支持フィルムを基材シートの片面に塗膜を対面させて積層し、基材支持シートを剥離した後、基材シートのもう一方の表面に、別の塗膜保持支持フィルムを対面させて積層し、この支持フィルム、塗膜、基材シート、塗膜、支持フィルムの順に積層された積層シートを塗膜成形機構で挟圧して基材シートの両面に所定形状の塗膜パターンを同時圧着させるようにした方法が提案されている(特許文献1)。この方法により、両面同時パターン塗工材の安定した製造が可能になり、基材シート両面への塗膜の塗工精度を向上することが可能になった。
【0003】
ところが、上記方法においては、次のような問題点が残されている。
すなわち、基材シートの両面に所定形状の(とくに、同一形状の)パターンの塗膜を位置合わせした状態で塗工することが要求される場合が多いが、塗膜を基材シートに圧着する前の状態、例えば、図1に示すように、基材シート1の両面側に支持フィルム2a、2bに保持された塗膜3a、3bが位置を合わせられて対面された状態、あるいはこの状態で塗膜3a、3bが基材シート1に仮圧着された状態にて、これら塗工部は、通常、所定の高温に予熱される。しかし、高温に予熱されると、基材シート1のみならず、支持フィルム2a、2bにも変形や皺が発生しやすくなり、形状が不安定となるため、基材シート1の両面に所定形状の塗膜パターンを精度良く位置合わせしつつ圧着することは、困難になることが多い。その結果、基材シート1や支持フィルム2a、2bの変形や皺の発生に伴って、例えば図2に示すように、両塗膜3a、3b間に相対位置ずれ4が生じ、このような位置ずれ4が発生した状態で塗膜3a、3bが基材シート1に固着されてしまうおそれがある。図2に示すような位置ずれ4が発生した状態では、例えば、塗膜塗工シートがリチウムイオン電池や燃料電池等の電極板構成材として用いられる場合、目標とする電極特性、ひいては目標とする電池特性が得られにくくなる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4004269号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで本発明の課題は、上記のような問題点に着目し、基材シートの両面に所定形状のパターンの塗膜を位置合わせした状態で塗工するに際し、基材シートや塗膜を保持した支持フィルムに変形や皺を発生させることなく塗工部を所定の温度まで予熱できるようにし、基材シート両面側の塗膜間の位置ずれの発生を防止して所望の高精度の塗膜塗工が可能な両面パターン塗工シートの製造方法および製造装置を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明に係る両面パターン塗工シートの製造方法は、
(1)基材シートの各表面に、所定形状の塗膜が塗布された支持フィルムをそれぞれ対面させる対面工程と、
(2)基材シートの両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ工程と、
(3)位置合わせされた塗膜を基材シートに仮圧着する仮圧着工程と、
(4)仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら前記押圧した状態を保持する押圧保持工程と、
(5)押圧保持工程とともに実行され、少なくとも前記塗膜を所定の温度に予熱する予熱工程と、
(6)予熱工程で予熱された塗膜を加熱しつつ基材シートに本圧着する加熱本圧着工程と、を有することを特徴とする方法からなる。
【0007】
このような本発明に係る両面パターン塗工シートの製造方法においては、支持フィルムに塗布された塗膜が基材シートの各表面にそれぞれ対面され、少なくとも一方の支持フィルムの位置を調整することにより両塗膜間の位置合わせが行われ、位置合わせされた塗膜
が基材シートに仮圧着される。そして、押圧保持工程と予熱工程において、平坦面(好ましくは、塗膜の面積よりも大きい面積の平坦面)を有する手段にて仮圧着された塗膜が基材シートに押圧され、その押圧状態が、平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送ることにより、そのまま保持されつつ、所定温度への予熱が行われる。したがって、塗工部は、所定温度へと予熱される間中、基材シートと塗膜と支持フィルムが所定の位置関係に積層された状態にて、支持フィルムの反基材シート側から平坦面を介して基材シートに向けて押圧力が働いている状態に保たれる。このような押圧力が働いている状態に保たれることにより、上記平坦面を有する手段の平坦面範囲内では、基材シートと支持フィルムは強制的に所望の平坦状態に維持されるとともに、互いの相対位置関係が押圧直前の位置関係にそのまま維持され、押圧された部位では基材シートおよび支持フィルムの伸縮が強制的に抑えられ、それに伴う変形や皺の発生が強制的に抑制される。その結果、たとえ基材シートや支持フィルムが高温に予熱されようとも(前述した従来の方法では、変形や皺が発生するような高温に予熱されようとも)、基材シートおよび支持フィルムに変形や皺が発生することが防止され、これらの間に保持されている塗膜も所望の平坦な形態に維持されるとともに、塗膜の基材シートに対する位置も位置合わせされた際の所定の位置に維持され、基材シート両面側の塗膜間の位置ずれの発生も防止される。このように所望の高精度状態に(つまり、基材シートや支持フィルムに変形や皺の発生がなく、かつ、基材シート両面側の塗膜間の位置ずれの発生も防止された高精度状態に)保たれたまま予熱が行われ、予熱された塗膜がその高精度状態に維持された状態にて加熱本圧着に供されるので、加熱本圧着により基材シートに固着される基材シート両面側の塗膜は、精度よく所望の位置に固着され、目標とする両面パターン塗工シートが得られる。
【0008】
上記本発明に係る両面パターン塗工シートの製造方法において、基材シート両面側の塗膜の仮圧着については、同時に仮圧着することもできるし、順に仮圧着することもできる。すなわち、両塗膜間の位置合わせを行った後、位置合わせされた両塗膜を基材シートに同時に仮圧着することもできるし、一方の塗膜を基材シートに対して位置合わせを行った後、該位置合わせされた塗膜を基材シートに仮圧着し、しかる後に、他方の塗膜を基材シートに仮圧着された上記一方の塗膜に対して位置合わせを行った後、該位置合わせされた塗膜を基材シートに仮圧着することもできる。
【0009】
また、基材シート(例えば、電解質膜等からなる基材シート)は、張力等により容易に変形しやすく寸法安定性(形態保持性)が悪い場合が多いので、基材シート単独で走行や搬送される箇所が多く存在することは好ましくない。したがって、走行や搬送箇所によっては、張力等により容易に変形しにくい基材支持シートで基材シートを支持することが好ましい。例えば、基材シートの少なくとも片面に、該基材シートを支持する基材支持シートを配し、基材シートを前述の位置合わせ工程または仮圧着工程の直前までは基材支持シートとともに走行させることが好ましい。また、前述の片面ずつ順に仮圧着する方法では、後述の第2実施例に示すように、基材シートが単独で走行や搬送される箇所を無くすことが可能である。
【0010】
上記位置合わせ工程における塗膜間の位置合わせの方法は、特に限定されないが、例えば、上記位置合わせ工程において、位置検出手段(例えば、CCDカメラなどのカメラ)で塗膜の位置を検出し、支持フィルムを支持しているテーブルの位置を制御して塗膜の位置を目標位置に合わせる方法を採ることができる。塗膜の位置検出は、塗膜のエッジを検出するようにしてもよく、塗膜全体を画像として検出するようにしてもよい。検出したエッジや塗膜全体の画像は、画像処理装置で適切に処理されればよい。また、塗膜の位置制御については、例えば、塗膜が塗布された支持フィルムを、X−Y−θ軸(水平方向の軸と回転方向の軸)を有する吸着ステージで吸着保持し、そのステージの位置を制御することで塗膜の位置合わせを行うようにすることができる。
【0011】
また、上記仮圧着工程においては、支持フィルムの塗膜と、それが貼り合わせられる基材シートとの間に、気泡(空気)が入りやすいことがあるが、このような気泡の巻き込みは極力防止されなければならない。前述の平坦面を有する手段による押圧は、気泡が巻き込まれていない状態を保つためには非常に効果があるが、押圧前に既に気泡が巻き込まれている場合には、その気泡を押し出す効果には乏しい。そこで、上記仮圧着工程においては、とくに押圧保持工程直前においては、例えば、支持フィルムの反基材シート側の表面上にローラーを転動させ、該ローラーで支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていくようにすることが好ましい。ローラーにより押圧しながらしごいていくことにより、たとえ塗膜と基材シートとの間に気泡が巻き込まれていた場合あるいは巻き込まれようとしていた場合にあっても、その気泡がローラーの転動方向に押し出されていくことになり、確実に気泡の巻き込みが防止される。これにより、気泡の巻き込みが確実に防止された状態で、次の押圧保持工程に供される。
【0012】
さらに、例えば上記のように気泡の巻き込みが防止された状態で仮圧着された状態をより確実に維持しながらシートを次の押圧保持工程および予熱工程に送るためには、その仮圧着状態を維持するためのクランプ手段を用いることが好ましい。例えば、上記仮圧着工程において塗膜が仮圧着された基材シートを、クランプ手段で塗膜存在位置以外の位置で支持フィルムとともにクランプし、クランプ状態のまま次の押圧保持工程および予熱工程に送り、該次の工程に入った段階でクランプを解除してクランプ手段を元の位置に戻すようにすることが好ましい。
【0013】
また、上記押圧保持工程においては、例えば、複数の平坦面を有する手段を用い、順次送られてくる仮圧着された塗膜を支持フィルムの反基材シート側から各平坦面を有する手段にて基材シートに向けて順次押圧する構成とすることができる。複数の平坦面を有する手段は、順に押圧に使用した後、元の位置に戻して再使用できるようにしておくことが好ましい。例えば、複数の平坦面を有する手段を周回させる構成を採用できる。
【0014】
また、上記加熱本圧着工程においては、例えば、加熱ニップロール間に、基材シートとその両面側の塗膜と両外側の支持フィルムからなるシート構造体を通過させることにより、塗膜を加熱しつつ基材シートに本圧着する構成とすることができる。このような構成により、必要な加熱と本圧着とを同じ加熱ニップロールで行うことができ、効率よく所定の加熱本圧着処理を行うことができる。
【0015】
本発明は、両面パターン塗工シートの製造装置も提供する。すなわち、本発明に係る両面パターン塗工シートの製造装置は、基材シートを、該基材シートを少なくとも片面側から支持する基材支持シートとともに供給する基材シート供給機構と、基材シートから基材支持シートを剥離する基材支持シート剥離機構と、基材支持シートが剥離された基材シートの表面に、所定形状の塗膜が塗布された支持フィルムを対面させる対面機構と、基材シートの両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ機構と、位置合わせされた塗膜を基材シートに仮圧着する仮圧着機構と、仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら前記押圧した状態を保持する押圧保持機構と、押圧状態を保持しつつ、少なくとも前記塗膜を所定の温度に予熱する予熱機構と、予熱された塗膜を加熱しつつ基材シートに本圧着する加熱本圧着機構と、を有することを特徴とするものからなる。
【0016】
このような装置においては、基材シート供給機構から供給されてくる基材シートから基材支持シートが剥離され、その基材シートに対し、上記対面機構、位置合わせ機構、仮圧着機構、押圧保持機構、予熱機構、加熱本圧着機構を用いて、前述したのと同等の対面工程、位置合わせ工程、仮圧着工程、押圧保持工程、予熱工程、加熱本圧着工程が行われ、目標とする両面パターン塗工シートが得られる。
【0017】
上記仮圧着機構は、位置合わせされた両塗膜を基材シートに同時に仮圧着する機構から構成されてもよいし、一方の塗膜を基材シートに仮圧着した後に、他方の塗膜を基材シートに仮圧着された前記一方の塗膜に対して位置合わせを行ってから基材シートに仮圧着する機構から構成されてもよい。
【0018】
また、上記位置合わせ機構は、例えば、塗膜の位置を検出する位置検出手段(例えば、CCDカメラなどのカメラ)と、該位置検出手段による検出情報に基づいて支持フィルムを支持しているテーブルの位置を制御する位置制御機構(例えば、前述したようにX−Y−θ軸を有する吸着ステージ(テーブル)で吸着保持し、そのステージの位置を制御することができる位置制御機構)を備えた構成とすることができる。
【0019】
また、上記仮圧着機構は、気泡の巻き込みをより確実に防止するために、例えば、支持フィルムの反基材シート側の表面上を転動し、支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていくローラーを備えていることが好ましい。
【0020】
また、気泡の巻き込みが防止された状態で仮圧着された状態をより確実に維持しながらシートを次の工程に送るために、例えば、上記仮圧着機構と上記押圧保持機構および予熱機構との間に、塗膜が仮圧着された基材シートを、塗膜存在位置以外の位置で支持フィルムとともにクランプし、クランプ状態のまま上記押圧保持機構および予熱機構に送り、上記押圧保持機構および予熱機構に入った段階でクランプを解除して元の位置に復帰可能なクランプ手段を有することが好ましい。
【0021】
また、上記押圧保持機構は、例えば、複数の平坦面を有する手段を有し、順次送られてくる仮圧着された塗膜を支持フィルムの反基材シート側から各平坦面を有する手段にて基材シートに向けて順次押圧可能に構成されていることが好ましい。
【0022】
また、上記加熱本圧着機構としては、例えば、加熱と本圧着を櫃の機構内で行うことができる加熱ニップロール機構から構成されていることが好ましい。
【0023】
このような本発明に係る両面パターン塗工シートの製造方法および製造装置においては、上記基材シートが、寸法不安定性の基材シートからなる場合、例えば、張力や加熱等により容易に変形する寸法不安定性の(形態保持性が悪い) 電解質膜等からなる基材シートの場合、とくに有効である。すなわち、寸法不安定性の基材シートであっても、基材シートの塗工部の変形や皺の発生が効果的に抑制され、基材シート両面側の塗膜間の位置ずれも効果的に防止される。
【発明の効果】
【0024】
このように、本発明に係る両面パターン塗工シートの製造方法および製造装置によれば、とくに平坦面を有する手段による押圧保持により、基材シートおよび支持フィルムに変形や皺が発生することを防止でき、これらの間に保持されている塗膜も所望の平坦な形態に維持できるとともに基材シートに対する塗膜の位置も所定の位置に維持でき、基材シート両面側の塗膜間の位置ずれの発生も防止できる。また、支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていくローラーを用いれば、気泡の巻き込みを確実に防止することができる。さらに、仮圧着された基材シートを塗膜存在位置以外の位置で支持フィルムとともにクランプするクランプ手段を用いれば、気泡の巻き込みが防止された良好な仮圧着状態を維持しながらシートを次の工程に送ることができる。その結果、本発明により、高精度で塗工された目標とする望ましいシート形態の両面パターン塗工シートを確実に得ることができる。
【図面の簡単な説明】
【0025】
【図1】本発明で対象とする基材シートおよび塗膜支持フィルムの塗工前の概略斜視図である。
【図2】基材シート両面側の塗膜の位置ずれの例を示す概略斜視図である。
【図3】本発明の第1実施例に係る両面パターン塗工シートの製造装置の部分構成図である。
【図4】図3の装置の対面機構および位置合わせ機構の概略構成図である。
【図5】図3の装置の仮圧着機構におけるしごき用ローラーの動作例を示す概略構成図である。
【図6】図3の装置の仮圧着機構における仮圧着の動作例およびクランプ手段の例を示す概略構成図である。
【図7】本発明の第1実施例に係る装置の押圧保持機構の入口部の例を示す概略構成図である。
【図8】本発明の第1実施例に係る装置の押圧保持機構および予熱機構の全体構成例および加熱本圧着機構以降の例を示す概略構成図である。
【図9】本発明の第2実施例に係る両面パターン塗工シートの製造装置の部分構成図である。
【図10】図9の装置の基材シート片面側への対面機構および位置合わせ機構の概略構成図である。
【図11】図9の装置の基材シート片面側での仮圧着機構におけるしごき用ローラーの動作例および仮圧着の動作例を示す概略構成図である。
【図12】図9の装置におけるクランプ手段の例を示す概略構成図である。
【図13】本発明の第2実施例に係る装置の基材シート他面側への対面機構の例を示す概略構成図である。
【図14】本発明の第2実施例に係る装置の基材シート他面側での位置合わせ機構の概略構成図である。
【図15】本発明の第2実施例に係る装置の基材シート他面側での仮圧着機構におけるしごき用ローラーの動作例を示す概略構成図である。
【図16】本発明の第2実施例に係る装置の基材シート他面側での仮圧着の動作例およびクランプ手段の例を示す概略構成図である。
【発明を実施するための形態】
【0026】
以下に、本発明に係る両面パターン塗工シートの製造装置とともに製造方法の実施の形態について、図面を参照しながら説明する。
図3〜図8は、本発明の第1実施例に係る両面パターン塗工シートの製造装置を示している。図3は、第1実施例に係る両面パターン塗工シートの製造装置11の前段部の装置構成例を示しており、とくに本発明における仮圧着機構までの装置構成例を示している。この両面パターン塗工シートの製造装置11としては、仮圧着機構よりも後段に、後述の如き押圧保持機構、予熱機構、加熱本圧着機構を備えている。両面パターン塗工シートの製造装置11は、基材シート12を、該基材シート12を片面側から支持する基材支持シート13とともに供給する基材シート供給機構14と、基材シート12から基材支持シート13を剥離する基材支持シート剥離機構15と、基材支持シート13が剥離された基材シート12の表面に、所定形状の塗膜が塗布された支持フィルムを対面させる対面機構16と、基材シート12の両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ機構17と、を有している。本実施例においては、基材シート12の片面側に基材支持シート13が配置されて巻かれたロール状物18から基材シート12が基材支持シート13とともに巻き戻され、走行途中の基材支持シート剥離機構15で基材シート12から基材支持シート13が剥離されてロール状物19に巻き取られる。図3における下側には、所定形状の塗膜20が表面に塗布された支持フィルム21の塗膜20塗布側にカバーフィルム22を積層した状態で巻かれたロール状物23から積層フィルムが巻き戻され、途中でカバーフィルム22が剥離されてロール状物24に巻き取られ、塗膜20が露出された状態で支持フィルム21が基材支持シート13が剥離された基材シート12に近づくように走行され、支持フィルム21上の塗膜20が基材シート12に対面される。同様に、図3における上側には、同一形状の塗膜25が表面に塗布された支持フィルム26の塗膜25塗布側にカバーフィルム27を積層した状態で巻かれたロール状物28から積層フィルムが巻き戻され、途中でカバーフィルム27が剥離されてロール状物29に巻き取られ、塗膜25が露出された状態で支持フィルム26が基材支持シート13が剥離され基材シート12の上記塗膜20存在側とは反対側の表面に近づくように走行され、支持フィルム26上の塗膜25が基材シート12に対面される。基材シート12の両面側に塗膜20、25が配され対面された状態にて、図4に示すような位置合わせ機構17に送られる。なお、図3における30、31は、図4に示すような位置合わせ機構17において、および後述の仮圧着機構において、位置合わせや仮圧着のために各シート、各フィルムの走行が一旦停止されるので、その際の支持フィルム21、26のたるみを吸収するためのアキュムレータ機構(ダンサーロール機構)を示している。
【0027】
上記のように送り出されてくる基材シート12および塗膜が塗布された支持フィルム21、26は、図4(A)に示すように、対面機構16において、基材シート12を間にして、支持フィルム21上の塗膜20と支持フィルム26上の塗膜25が丁度向かい合うように基材シート12に対面される。このとき、支持フィルム21、26は、吸着テーブル32、33上に平面状態にて吸着保持されている。吸着テーブル32、33のうち一方の吸着テーブル32は、X−Y−θ軸(水平方向の軸と回転方向の軸)を有する位置制御可能な吸着ステージに構成されており、吸着テーブル33に保持されている支持フィルム26側の塗膜25の位置に対して、吸着テーブル32に保持されている支持フィルム21側の塗膜20の位置が合致するように位置合わせ可能に構成されている。位置合わせに際しては、上下に配置された位置検出手段34,35(例えば、CCDカメラなどのカメラ)にて、例えば、各塗膜20、25のエッジや角部が検出され、その検出情報に基づいて、塗膜20、25の位置が合致するように、少なくとも一方の支持フィルム21の位置が吸着テーブル32の位置制御を介して制御される。これら位置制御可能な吸着テーブル32および位置検出手段34,35は、本発明における位置合わせ機構17(図3、図4(B)に表示)を構成している。なお、位置合わせの際には、上下のテーブル32、33を極力近づけておくことが好ましい。上記吸着テーブル32、33は、昇降用モータ37、38により、それぞれ昇降動作可能に構成されている。したがって、両吸着テーブル32、33間の距離は、図4(B)に示すように少なくとも一方の吸着テーブルを適切に昇降させることにより、上記位置合わせに最適な距離に制御される。このように、平面状態にて吸着保持された支持フィルム21、26上の塗膜20、25の位置が位置検出手段34,35により精度よく検出され、その検出情報に基づいて位置合わせが行われるので、まず位置合わせ工程の段階において両塗膜20、25の位置が精度よく合致される。
【0028】
上記位置合わせ工程の後、塗膜20、25の基材シート12への仮圧着が行われる。この仮圧着工程においては、まず、図5(A)、(B)に示すように、吸着テーブル32、33に付設されている、あるいは吸着テーブル32、33の位置に対応する位置に設けられているローラー39、40、41、42により、支持フィルム21、26上の塗膜20、25が基材シート12に対し次のように押圧されながらしごかれていく。図5(A)に示すように、上下の吸着テーブル32、33間の距離が縮められるとともに、ローラー39、40、41、42が上下方向に移動されて、ローラー39と41、ローラー40と42とにより基材シート12を間に介在させた支持フィルム21、26が上下から挟み込まれる。このとき、吸着テーブル32、33による支持フィルム21、26の吸着動作は解除される。そして、ローラー39、41で支持フィルム21、26を押さえた状態にて、ローラー40、42が支持フィルム21、26上を転動され、支持フィルム21、26を介して塗膜20、25が基材シート12に対し押圧されながらしごかれていき、図5(B)に示す状態に至る。このローラー40、42による押圧しごき動作により、基材シート12と塗膜20、25との間に気泡が巻き込まれていた場合あるいは巻き込まれようとしていた場合にあっても、その気泡がローラー40、42の転動方向に押し出されていき、確実に気泡の巻き込みが防止される。なお、ローラー39、41は支持フィルム21、26上を転動されなくてもよく、支持フィルム21、26を両側から押さえる機能さえ持てばよいので、ローラーの形態ではなく、押さえバーの形態に構成されてもよい。
【0029】
上記のように気泡の巻き込みが防止された状態にて、図6(A)に示すように、吸着テーブル32、33が近接され、支持フィルム21、26が両側から適切な押圧力にて挟み込まれて、塗膜20、25が基材シート12に仮圧着される。すなわち、塗膜20、25は互いに位置合わせされ、気泡の巻き込みが防止された状態にて、平坦な吸着面を有する吸着テーブル32、33による挟み込みにより、基材シート12に望ましい状態で仮圧着される。これら一連の機構は、本発明における仮圧着機構43を構成している。なお、この仮圧着機構43における吸着テーブル32、33には、仮圧着に必要な温度へ加熱する加温機能を持たせることができる。
【0030】
このように塗膜20、25が基材シート12に望ましい状態で仮圧着された状態にて、図6(B)に示すように、基材シート12の走行方向両側の塗膜20、25を外れた位置で、クランプ手段44により、基材シート12とともに支持フィルム21、26が両側からクランプされ、クランプ後に吸着テーブル32、33が上下方向に移動されて(逃がされて)押圧状態が解除される。このクランプ状態のまま、基材シート12および支持フィルム21、26がクランプ手段44とともに次の工程へと送られる。したがって、仮圧着工程において望ましい状態で仮圧着された状態が、クランプ手段44によって次の工程までそのまま維持される。なお、前述のしごき用のローラー40、42は、吸着テーブル32、33を上下方向に逃がす際に、元の初期位置に戻せばよい。
【0031】
クランプ手段44によりクランプされた基材シート12および支持フィルム21、26は、図7(A)に示すように、押圧保持機構45に送られる。押圧保持機構45においては、本実施例では、上下のベルト46、47上に位置固定された複数の平坦面を有する手段としての平板ブロック状の錘48、49がベルト46、47とともに周回されるように構成されている。押圧保持機構45の入口で、周回されてきた上下の錘48、49が、仮圧着された塗膜20、25を支持フィルム21、26の反基材シート12側から基材シート12に向けて押圧し、ベルト46、47の周回に合わせて錘48、49を基材シート12と塗膜20、25と支持フィルム21、26とともに送りながら上記錘48、49による押圧状態を保持できるようになっている。この押圧用錘48、49の形態は、図示のものに限定されず、上記のような押圧保持が可能な平坦面を有する手段であればよい。押圧保持機構45の入口で錘48、49による押圧保持が行われたら、図7(B)に示すように、クランプ手段44によるクランプが開場され、クランプ手段44は元の位置に復帰されればよい。
【0032】
上記押圧保持機構45による押圧保持工程は、図8に示すような予熱機構50による予熱工程とともに実行される。予熱機構50は、製造しようとする両面パターン塗工シートの種類にもよるが、例えばリチウムイオン電池や燃料電池用の電極形成材を製造する場合には、所定の走行速度、例えば、1m/分程度の走行速度にて、所定の温度、例えば120℃程度の加熱状態を所定時間維持できるようにするために、全長が15m程度にも及ぶ大型の装置になることがある。加熱は、走行方向に多数のヒーターを配列する方式によってもよいし、全体をオーブン形式にしてその内部雰囲気温度を制御できるようにしてもよい。このような予熱機構50による予熱工程中、図8に示すように、前述の押圧保持機構45による押圧状態が保持される。したがって、基材シート12および支持フィルム21、26に張力が作用し、比較的高温の温度に加熱される場合にあっても、とくに寸法不安定性の基材シート12を対象とする場合にあっても、少なくとも、上述の平坦面を有する錘48、49によって押圧保持が行われている範囲内においては、張力や加熱による変形や皺の発生が防止され、塗膜20、25の良好な圧着状態が維持されるとともに塗膜20、25間の位置ずれが防止される。
【0033】
予熱工程で予熱された塗膜20、25は、次に、例えば図8に示すような加熱ニップロール機構51からなる加熱本圧着機構に送られ、そこでさらに加熱されつつ基材シート12に本圧着される。本実施例では、加熱ニップロール機構51は、上下動可能で加圧力を調節可能な加圧ロール52とそのバックアップロール53から構成されており、両ロール52、53の表面温度を所定の温度に制御できるようになっている。この加熱本圧着工程により、塗膜20、25は目標とする状態にて基材シート12上に転写、固着されるので、塗膜20、25が高精度で塗工された目標とする望ましい形態の両面パターン塗工シートが得られる。
【0034】
図8に示す例では、得られた両面パターン塗工シートのその後の取り扱いを考慮して、次のような処理が加えられている。すなわち、加熱ニップロール機構51による加熱本圧着工程を終えた直後の段階では、基材シート12の両面に塗膜20、25が本圧着され、その上に支持フィルム21、26が存在する積層シート54の状態にあるが、例えば、この積層シート54からまず支持フィルム26が剥離されて新たな別の保護膜55が貼り付けられ、続いて、支持フィルム21が剥離されて新たな別の保護膜56が貼り付けられるようになっている。基材シート12の両面への所望の塗膜20、25の本圧着は完了しているので、これら保護膜55、56にはその後の取り扱いや処理に必要なだけの保護性能を持たせておけばよい。
【0035】
図9〜図16は、本発明の第2実施例に係る両面パターン塗工シートの製造装置を示している。本実施例においては、塗膜は、基材シートに対し片面ずつ仮圧着され、これによって、前述したように、寸法安定性(形態保持性)が悪い基材シートが単独で走行や搬送される箇所を無くすことが可能になる。
【0036】
図9は、第2実施例に係る両面パターン塗工シートの製造装置61における基材シート片面への仮圧着工程までの装置構成例を示しており、図示装置例よりも後段に、後述の如き基材シートのもう一方の面への仮圧着工程、さらには前述の第1実施例で例示したのと同様の押圧保持機構、予熱機構、加熱本圧着機構を備えている。両面パターン塗工シートの製造装置61においては、基材シート62の両面側に基材支持シート63、64が配置されて巻かれたロール状物65から基材シート62が基材支持シート63、64とともに巻き戻され、走行途中の基材支持シート剥離機構66で基材シート62から上側の基材支持シート63のみが剥離されてロール状物67に巻き取られる。基材シート62は上面側が露出され下面側から基材支持シート64で支持された積層シートの状態で送られる。所定形状の塗膜68が表面に塗布された支持フィルム69の塗膜68塗布側にカバーフィルム70を積層した状態で巻かれたロール状物71から積層フィルムが巻き戻され、途中でカバーフィルム70が剥離されてロール状物72に巻き取られ、塗膜68が露出された状態で支持フィルム69が基材支持シート63が剥離された基材シート62の上面に近づくように走行され、支持フィルム69上の塗膜68が基材シート62の上面に対面される。なお、図9における73は、支持フィルム69のたるみを吸収するためのアキュムレータ機構(ダンサーロール機構)を示している。
【0037】
基材シート62の上面に対面された、塗膜68が塗布された支持フィルム69は、図10(A)、(B)に示すように、昇降用モータ74で下降され、X−Y−θ軸(水平方向の軸と回転方向の軸)を有する位置制御可能な吸着ステージに構成された吸着テーブル75に吸着保持され、位置検出手段76(例えば、CCDカメラなどのカメラ)で塗膜68の位置が検出され、検出情報に基づいて吸着テーブル75の位置が制御されることにより、基材シート62に対する塗膜68の位置が所定の位置に決められる。この状態で、図10(B)に示すように、下方に設けられている仮圧着テーブル77が昇降用モータ78により、極力上側の吸着テーブル75に近づくように上昇される。このとき、仮圧着テーブル77に付設されている、あるいは仮圧着テーブル77の位置に対応する位置に設けられている押さえ用ローラー79、しごき用ローラー80も上昇される。
【0038】
そして、図11(A)に示すように、ローラー79、80が、基材シート62の下面側に積層されている基材支持シート64の下面側に押し付けられ、吸着テーブル75との間に上側から支持フィルム69、塗膜68、基材シート62、基材支持シート64の順に重ね合わされた状態で、これら積層シートが押さえ用ローラー79で一端が押さえられた状態にて、しごき用ローラー80が基材支持シート64の下面上を上流側へと転動され、塗膜68がしごかれて気泡の除去や気泡の巻き込み防止が行われる。しごき用ローラー80を移動させた後、図11(B)に示すように、仮圧着テーブル77が上昇され、適切な圧着力が付与されて、塗膜68が気泡巻き込みのない良好な状態にて基材シート62の上面に仮圧着される。なお、仮圧着テーブル77には、仮圧着に必要な温度へ加熱する加温機能を持たせることができる。また、押さえ用ローラー79は、ローラーの形態ではなく、押さえバーの形態に構成されてもよい。
【0039】
上記のように基材シート62の上面に塗膜68が望ましい状態で仮圧着された後、図12に示すように、吸着テーブル75が上方に、仮圧着テーブル77が下方に退避されて、基材シート62と支持フィルム69、基材支持シート64の積層シートが次の基材シート62下面側への仮圧着工程へと送られる。このとき、図12に示すように、基材シート62の走行方向両側の塗膜68を外れた位置で、クランプ手段81により、基材シート62とともに支持フィルム69、基材支持シート64を両側からクランプし、クランプ後に吸着テーブル75と仮圧着テーブル77を退避させて、このクランプ状態のまま、クランプ手段81とともに次の工程に送るようにすることも可能である。なお、前述のしごき用のローラー80は、吸着テーブル77を下方に逃がす際に元の初期位置に戻せばよい。ここで、クランプ手段81とともに送られてくる工程以降については、前述の図7、図8に示したのと同様の押圧保持工程および予熱工程、加熱本圧着工程を経るようにしてもよい。
【0040】
このように上面に塗膜68が望ましい状態で仮圧着された(場合によっては、加熱本圧着まで行われた)基材シート62は、図13に示すように、基材シート62と支持フィルム69、基材支持シート64の積層シートの形態で連続的に次の工程に送られるか、あるいは、図示は省略するが、一旦積層シートの形態でロール状物に巻き取られた後、そのロール状物から巻き戻されて次の工程に送られる。基材支持シート64が積層シートの形態で次の工程に送られる際、走行途中で、下側に積層されていた基材支持シート64が、剥離されてロール状物82に巻き取られる。この際、基材支持シート64が剥離され、下面側が露出された基材シート62は、上面側にて支持フィルム69で支持された積層シートの状態で送られるので、基材シート62が単独で走行される箇所は生じない。所定形状の塗膜83が表面に塗布された支持フィルム84の塗膜83塗布側にカバーフィルム85を積層した状態で巻かれたロール状物86から積層フィルムが巻き戻され、途中でカバーフィルム85が剥離されてロール状物87に巻き取られ、塗膜83が露出された状態で支持フィルム84が基材支持シート64が剥離された基材シート62の下面に近づくように走行され、支持フィルム84上の塗膜83が基材シート62の下面に対面される。なお、図13における88は、支持フィルム84のたるみを吸収するためのアキュムレータ機構(ダンサーロール機構)を示している。
【0041】
基材シート62の下面に対面された、塗膜83が塗布された支持フィルム84は、図14(A)、(B)に示すように、昇降用モータ89で上昇され、X−Y−θ軸(水平方向の軸と回転方向の軸)を有する位置制御可能な吸着ステージに構成された吸着テーブル90に吸着保持され、塗膜68がすでに上面に仮圧着されている基材シート62とその上に積層された支持フィルム69は、昇降用モータ91で下降される上側の吸着テーブル92に吸着保持される。そして、上下に配置された位置検出手段93,94(例えば、CCDカメラなどのカメラ)にて、例えば、各塗膜68、83のエッジや角部が検出され、その検出情報に基づいて、塗膜68、83の位置が合致するように、吸着テーブル90の位置制御を介して支持フィルム84の位置が制御される。この位置制御の際には、図14(B)に示すように、両吸着テーブル90,92が極力近づくように移動制御される。このとき、下側の吸着テーブル90に付設されている、あるいは吸着テーブル90の位置に対応する位置に設けられている押さえ用ローラー95、しごき用ローラー96も上昇される。
【0042】
そして、図15(A)、(B)に示すように、ローラー95、96が、基材シート62の下面側に積層されている支持フィルム84の下面側に押し付けられ、吸着テーブル92との間に上側から支持フィルム69、塗膜68、基材シート62、塗膜83、支持フィルム84の順に重ね合わされた状態で、これら積層シートが押さえ用ローラー95で一端が押さえられた状態にて、しごき用ローラー96が支持フィルム84の下面上を上流側へと転動され、塗膜83がしごかれて気泡の除去や気泡の巻き込み防止が行われる。しごき用ローラー96を移動させた後、図16(A)に示すように、仮圧着テーブルとして機能する吸着テーブル90が上昇され、適切な圧着力が付与されて、塗膜83が気泡巻き込みのない良好な状態にて基材シート62の下面に仮圧着される。なお、仮圧着テーブルとして機能する吸着テーブル90には、仮圧着に必要な温度へ加熱する加温機能を持たせることができる。また、押さえ用ローラー95は、ローラーの形態ではなく、押さえバーの形態に構成されてもよい。
【0043】
上記のように基材シート62の下面に塗膜83が、すでに仮圧着されている塗膜68と位置合わせされ、気泡巻き込みが防止された望ましい状態で仮圧着された後、図16(B)に示すように、吸着テーブル92が上方に、吸着テーブル90が下方に退避されて、基材シート62の両面への塗膜68、83の仮圧着が完了する。この仮圧着が完了した基材シート62は、支持フィルム69、84との積層シートの形態で、次の押圧保持工程および予熱工程へと送られる。このとき、図16(B)に示すように、基材シート62の走行方向両側の塗膜68、83を外れた位置で、クランプ手段97により、基材シート62とともに支持フィルム69、84を両側からクランプし、クランプ後に吸着テーブル90,92を退避させて、このクランプ状態のまま、クランプ手段97とともに次の工程に送るようにすることも可能である。なお、前述のしごき用のローラー96は、吸着テーブル90を下方に逃がす際に元の初期位置に戻せばよい。クランプ手段97とともに送られてくる工程以降については、前述の図7、図8に示したのと同様の押圧保持工程および予熱工程、加熱本圧着工程を経ればよい。このように、第2実施例に係る装置においては、塗膜68、83を基材シート62に対し片面ずつ順に仮圧着でき、寸法不安定性の基材シート62であっても基材シート62を常に基材支持シートや支持フィルムに支持された状態で走行させることができるので、寸法不安定性の基材シート62であってもその寸法不安定性に起因する不安を完全に除去することが可能になり、より高精度で所望の塗工を行うことが可能になる。
【産業上の利用可能性】
【0044】
本発明に係る両面パターン塗工シートの製造方法および製造装置は、あらゆる両面パターン塗工シートの製造に適用でき、とくに、リチウムイオン電池や燃料電池等の電極板構成材としての両面パターン塗工シートの製造に好適なものである。
【符号の説明】
【0045】
1 基材シート
2a、2b 支持フィルム
3a、3b 塗膜
4 位置ずれ
11 両面パターン塗工シートの製造装置
12 基材シート
13 基材支持シート
14 基材シート供給機構
15 基材支持シート剥離機構
16 対面機構
17 位置合わせ機構
18 ロール状物
19 ロール状物
20、25 塗膜
21、26 支持フィルム
22、27 カバーフィルム
23、28 ロール状物
24、29 ロール状物
30、31 アキュムレータ機構
32、33 吸着テーブル
34,35 位置検出手段
37、38 昇降用モータ
39、40、41、42 ローラー
43 仮圧着機構
44 クランプ手段
45 押圧保持機構
46、47 ベルト
48、49 平坦面を有する手段としての錘
50 予熱機構
51 加熱本圧着機構としての加熱ニップロール機構
52 加圧ロール
53 バックアップロール
54 積層シート
55、56 保護膜
61 両面パターン塗工シートの製造装置
62 基材シート
63、64 基材支持シート
65 ロール状物
66 基材支持シート剥離機構
67、82 ロール状物
68、83 塗膜
69、84 支持フィルム
70、85 カバーフィルム
71、86 ロール状物
72、87 ロール状物
73、88 アキュムレータ機構
74、78、89、91 昇降用モータ
75、90、92 吸着テーブル
76、93、94 位置検出手段
77 仮圧着テーブル
79、95 押さえ用ローラー
80、96 しごき用ローラー
81、97 クランプ手段
【特許請求の範囲】
【請求項1】
(1)基材シートの各表面に、所定形状の塗膜が塗布された支持フィルムをそれぞれ対面させる対面工程と、
(2)基材シートの両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ工程と、
(3)位置合わせされた塗膜を基材シートに仮圧着する仮圧着工程と、
(4)仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら前記押圧した状態を保持する押圧保持工程と、
(5)押圧保持工程とともに実行され、少なくとも前記塗膜を所定の温度に予熱する予熱工程と、
(6)予熱工程で予熱された塗膜を加熱しつつ基材シートに本圧着する加熱本圧着工程と、を有することを特徴とする、両面パターン塗工シートの製造方法。
【請求項2】
両塗膜間の位置合わせを行った後、位置合わせされた両塗膜を基材シートに同時に仮圧着する、請求項1に記載の両面パターン塗工シートの製造方法。
【請求項3】
一方の塗膜を基材シートに対して位置合わせを行った後、該位置合わせされた塗膜を基材シートに仮圧着し、しかる後に、他方の塗膜を基材シートに仮圧着された前記一方の塗膜に対して位置合わせを行った後、該位置合わせされた塗膜を基材シートに仮圧着する、請求項1に記載の両面パターン塗工シートの製造方法。
【請求項4】
基材シートの少なくとも片面に、該基材シートを支持する基材支持シートを配し、基材シートを前記位置合わせ工程または仮圧着工程の直前までは基材支持シートとともに走行させる、請求項1〜3のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項5】
前記位置合わせ工程において、位置検出手段で塗膜の位置を検出し、支持フィルムを支持しているテーブルの位置を制御して塗膜の位置を目標位置に合わせる、請求項1〜4のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項6】
前記仮圧着工程において、支持フィルムの反基材シート側の表面上にローラーを転動させ、該ローラーで支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていく、請求項1〜5のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項7】
前記仮圧着工程において塗膜が仮圧着された基材シートを、クランプ手段で塗膜存在位置以外の位置で支持フィルムとともにクランプし、クランプ状態のまま次の押圧保持工程および予熱工程に送り、該次の工程に入った段階でクランプを解除してクランプ手段を元の位置に戻す、請求項1〜6のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項8】
前記押圧保持工程において、複数の前記平坦面を有する手段を用い、順次送られてくる仮圧着された塗膜を支持フィルムの反基材シート側から各平坦面を有する手段にて基材シートに向けて順次押圧する、請求項1〜7のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項9】
前記加熱本圧着工程において、加熱ニップロール間に、基材シートとその両面側の塗膜と両外側の支持フィルムからなるシート構造体を通過させることにより、塗膜を加熱しつつ基材シートに本圧着する、請求項1〜8のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項10】
前記基材シートが、寸法不安定性の基材シートからなる、請求項1〜9のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項11】
基材シートを、該基材シートを少なくとも片面側から支持する基材支持シートとともに供給する基材シート供給機構と、基材シートから基材支持シートを剥離する基材支持シート剥離機構と、基材支持シートが剥離された基材シートの表面に、所定形状の塗膜が塗布された支持フィルムを対面させる対面機構と、基材シートの両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ機構と、位置合わせされた塗膜を基材シートに仮圧着する仮圧着機構と、仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら前記押圧した状態を保持する押圧保持機構と、押圧状態を保持しつつ、少なくとも前記塗膜を所定の温度に予熱する予熱機構と、予熱された塗膜を加熱しつつ基材シートに本圧着する加熱本圧着機構と、を有することを特徴とする、両面パターン塗工シートの製造装置。
【請求項12】
前記仮圧着機構が、位置合わせされた両塗膜を基材シートに同時に仮圧着する機構からなる、請求項11に記載の両面パターン塗工シートの製造装置。
【請求項13】
前記仮圧着機構が、一方の塗膜を基材シートに仮圧着した後に、他方の塗膜を基材シートに仮圧着された前記一方の塗膜に対して位置合わせを行ってから基材シートに仮圧着する機構からなる、請求項11に記載の両面パターン塗工シートの製造装置。
【請求項14】
前記位置合わせ機構は、塗膜の位置を検出する位置検出手段と、該位置検出手段による検出情報に基づいて支持フィルムを支持しているテーブルの位置を制御する位置制御機構を備えている、請求項11〜13のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項15】
前記仮圧着機構は、支持フィルムの反基材シート側の表面上を転動し、支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていくローラーを備えている、請求項11〜14のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項16】
前記仮圧着機構と前記押圧保持機構および予熱機構との間に、塗膜が仮圧着された基材シートを、塗膜存在位置以外の位置で支持フィルムとともにクランプし、クランプ状態のまま前記押圧保持機構および予熱機構に送り、前記押圧保持機構および予熱機構に入った段階でクランプを解除して元の位置に復帰可能なクランプ手段を有する、請求項11〜15のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項17】
前記押圧保持機構は、複数の前記平坦面を有する手段を有し、順次送られてくる仮圧着された塗膜を支持フィルムの反基材シート側から各平坦面を有する手段にて基材シートに向けて順次押圧可能に構成されている、請求項11〜16のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項18】
前記加熱本圧着機構が加熱ニップロール機構からなる、請求項11〜17のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項19】
前記基材シートが、寸法不安定性の基材シートからなる、請求項11〜18のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項1】
(1)基材シートの各表面に、所定形状の塗膜が塗布された支持フィルムをそれぞれ対面させる対面工程と、
(2)基材シートの両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ工程と、
(3)位置合わせされた塗膜を基材シートに仮圧着する仮圧着工程と、
(4)仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら前記押圧した状態を保持する押圧保持工程と、
(5)押圧保持工程とともに実行され、少なくとも前記塗膜を所定の温度に予熱する予熱工程と、
(6)予熱工程で予熱された塗膜を加熱しつつ基材シートに本圧着する加熱本圧着工程と、を有することを特徴とする、両面パターン塗工シートの製造方法。
【請求項2】
両塗膜間の位置合わせを行った後、位置合わせされた両塗膜を基材シートに同時に仮圧着する、請求項1に記載の両面パターン塗工シートの製造方法。
【請求項3】
一方の塗膜を基材シートに対して位置合わせを行った後、該位置合わせされた塗膜を基材シートに仮圧着し、しかる後に、他方の塗膜を基材シートに仮圧着された前記一方の塗膜に対して位置合わせを行った後、該位置合わせされた塗膜を基材シートに仮圧着する、請求項1に記載の両面パターン塗工シートの製造方法。
【請求項4】
基材シートの少なくとも片面に、該基材シートを支持する基材支持シートを配し、基材シートを前記位置合わせ工程または仮圧着工程の直前までは基材支持シートとともに走行させる、請求項1〜3のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項5】
前記位置合わせ工程において、位置検出手段で塗膜の位置を検出し、支持フィルムを支持しているテーブルの位置を制御して塗膜の位置を目標位置に合わせる、請求項1〜4のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項6】
前記仮圧着工程において、支持フィルムの反基材シート側の表面上にローラーを転動させ、該ローラーで支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていく、請求項1〜5のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項7】
前記仮圧着工程において塗膜が仮圧着された基材シートを、クランプ手段で塗膜存在位置以外の位置で支持フィルムとともにクランプし、クランプ状態のまま次の押圧保持工程および予熱工程に送り、該次の工程に入った段階でクランプを解除してクランプ手段を元の位置に戻す、請求項1〜6のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項8】
前記押圧保持工程において、複数の前記平坦面を有する手段を用い、順次送られてくる仮圧着された塗膜を支持フィルムの反基材シート側から各平坦面を有する手段にて基材シートに向けて順次押圧する、請求項1〜7のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項9】
前記加熱本圧着工程において、加熱ニップロール間に、基材シートとその両面側の塗膜と両外側の支持フィルムからなるシート構造体を通過させることにより、塗膜を加熱しつつ基材シートに本圧着する、請求項1〜8のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項10】
前記基材シートが、寸法不安定性の基材シートからなる、請求項1〜9のいずれかに記載の両面パターン塗工シートの製造方法。
【請求項11】
基材シートを、該基材シートを少なくとも片面側から支持する基材支持シートとともに供給する基材シート供給機構と、基材シートから基材支持シートを剥離する基材支持シート剥離機構と、基材支持シートが剥離された基材シートの表面に、所定形状の塗膜が塗布された支持フィルムを対面させる対面機構と、基材シートの両面側に配された塗膜間の位置合わせを行うべく少なくとも一方の支持フィルムの位置を調整する位置合わせ機構と、位置合わせされた塗膜を基材シートに仮圧着する仮圧着機構と、仮圧着された塗膜を支持フィルムの反基材シート側から平坦面を有する手段にて基材シートに向けて押圧し、該平坦面を有する手段を基材シートと塗膜と支持フィルムとともに送りながら前記押圧した状態を保持する押圧保持機構と、押圧状態を保持しつつ、少なくとも前記塗膜を所定の温度に予熱する予熱機構と、予熱された塗膜を加熱しつつ基材シートに本圧着する加熱本圧着機構と、を有することを特徴とする、両面パターン塗工シートの製造装置。
【請求項12】
前記仮圧着機構が、位置合わせされた両塗膜を基材シートに同時に仮圧着する機構からなる、請求項11に記載の両面パターン塗工シートの製造装置。
【請求項13】
前記仮圧着機構が、一方の塗膜を基材シートに仮圧着した後に、他方の塗膜を基材シートに仮圧着された前記一方の塗膜に対して位置合わせを行ってから基材シートに仮圧着する機構からなる、請求項11に記載の両面パターン塗工シートの製造装置。
【請求項14】
前記位置合わせ機構は、塗膜の位置を検出する位置検出手段と、該位置検出手段による検出情報に基づいて支持フィルムを支持しているテーブルの位置を制御する位置制御機構を備えている、請求項11〜13のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項15】
前記仮圧着機構は、支持フィルムの反基材シート側の表面上を転動し、支持フィルムを介して塗膜を基材シートに対し押圧しながらしごいていくローラーを備えている、請求項11〜14のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項16】
前記仮圧着機構と前記押圧保持機構および予熱機構との間に、塗膜が仮圧着された基材シートを、塗膜存在位置以外の位置で支持フィルムとともにクランプし、クランプ状態のまま前記押圧保持機構および予熱機構に送り、前記押圧保持機構および予熱機構に入った段階でクランプを解除して元の位置に復帰可能なクランプ手段を有する、請求項11〜15のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項17】
前記押圧保持機構は、複数の前記平坦面を有する手段を有し、順次送られてくる仮圧着された塗膜を支持フィルムの反基材シート側から各平坦面を有する手段にて基材シートに向けて順次押圧可能に構成されている、請求項11〜16のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項18】
前記加熱本圧着機構が加熱ニップロール機構からなる、請求項11〜17のいずれかに記載の両面パターン塗工シートの製造装置。
【請求項19】
前記基材シートが、寸法不安定性の基材シートからなる、請求項11〜18のいずれかに記載の両面パターン塗工シートの製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2012−157826(P2012−157826A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−19564(P2011−19564)
【出願日】平成23年2月1日(2011.2.1)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月1日(2011.2.1)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
[ Back to top ]