
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ステンレス鋼材又は低炭素鋼材からなる継手部の表面又は裏面に溶け込み促進剤を塗布してアーク溶接する両面溶接方法及びその溶接構造物に関する。
【背景技術】
【0002】
溶け込みの深い溶接が可能な溶け込み促進剤(又はフラックス剤)やこれを用いた溶接方法や溶接継手が提案されている。
【0003】
例えば、特許文献1に記載の溶接方法,溶接継手では、ステンレス鋼母材表面に金属酸化物の粉末と溶媒とを混合してなる溶け込み促進剤を塗布した後にTIG溶接することが提案されている。
【0004】
また、特許文献2に記載の深溶け込みアーク溶接用フラックス及びこれを用いた溶接方法では、Cr2O3を含まない金属酸化物であり、TiO2とSiO2との混合比を1対1にした混合酸化物のフラックスを用いることが提案されている。
【0005】
また、継手裏波溶接方法には、V開先,Y開先,U開先又はX開先の継手の被溶接部に金属酸化物の膜を5μm以上の厚さに形成後に、開先側の面から又は非開先側の面から
TIG溶接して裏波ビードを形成することが提案されている。
【0006】
また、特許文献3に記載のTIG溶接方法では、金属酸化物を6質量%以上含有するフラックスを内包したフラックス入りワイヤを溶加材として使用し、溶融金属中に前記金属酸化物を0.05 〜3g/分供給しながらTIG溶接することが提案されている。
【0007】
また、特許文献4に記載のTIG溶接装置及び方法では、不活性ガスからなる第1のシールドガスを、電極を囲むように被溶接物に向けて流し、前記第1のシールドガスの周辺側に、酸化性ガスを含む第2のシールドガスを被溶接物に向けて流すことが提案されている。さらに、特許文献5には、サブマージアーク溶接に促進剤(フラックス剤)を使用することが提案されている。
【0008】
【特許文献1】特開2000−102890号公報
【特許文献2】特開2002−120088号公報
【特許文献3】特開2001−219274号公報
【特許文献4】特開2004−298963号公報
【特許文献5】特開2001−239394号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
特許文献1及び特許文献2に記載の方法は、溶け込み促進剤を塗布した継手部材の表面側からのアーク溶接によって裏面側に裏ビードが形成するように溶接施工している。このため、特に、突合せ継手部にギャップがあったり、そのギャップが変化していたりすると、アーク溶接によって形成する裏面側の裏ビードの幅が大きく変化したり、出過ぎたりして溶接部の品質を悪化させる可能性がある。また、2層目の溶接時には、前層の溶接時に加熱反応した溶け込み促進剤(金属酸化物のフラックス剤)の一部が溶接ビード表面に固着(スラブ固着)しているため、アーク溶接直下の溶融プールが開先幅方向に広がりにくく、溶融すべき開先両壁面まで溶けずに融合不良になる可能性がある。さらに、表面側からのみの片面溶け込み溶接であって、表面側と裏面側とから交互にアーク溶接する両面溶け込み溶接と異なる。この両面溶け込み溶接は実施例に全く記載されていない。
【0010】
また、特許文献2の場合には、Cr2O3を含まないTiO2とSiO2との混合酸化物
(溶け込み促進剤)を継手表面に塗布した後にアーク溶接を行うようにしている。しかしながら、上述したような溶接上の問題があり、また、表面側と裏面側とから交互に溶接する両面溶け込み溶接と異なり、その実施例も記載されていない。
【0011】
また、金属酸化物の膜(5μm以上)を形成した開先継手部の表面又は裏面(非開先側の面)からTIG溶接して裏ビードを形成させている。また、I型突合せ継手では表面側からのTIG溶接によって裏面側に裏ビードが形成するようにしている。このため、上記特許文献1,2と同様に、突合せ継手部にギャップがあったり、そのギャップが変化していたりすると、アーク溶接によって形成する裏面側の裏ビードの幅が大きく変化したり、出過ぎたりして溶接部の品質を悪化させる可能性がある。また、2層目の溶接時には、前層の溶接時に加熱反応した溶け込み促進剤の一部が溶接ビード表面に固着しているため、アーク溶接直下の溶融プールが開先幅方向に広がりにくく、溶融すべき開先両壁面まで溶けずに融合不良となる可能性がある。逆V開先,逆Y開先及びX開先の場合は、両面溶け込み溶接であるが、裏面側に裏ビードを形成させており、また、I開先の場合には、片面溶け込み溶接によって裏面側に裏ビードを形成させている。
【0012】
また、特許文献3の場合には、金属酸化物を6%以上含有したフラックス入りワイヤを所定量供給しながらTIG溶接して深溶け込み部を得るようにしている。特に、板厚9mmのI型突合せ継手を溶接試験して溶け込み深さの測定結果を示している。しかしながら、フラックス入りワイヤは、ポロシティなどの溶接欠陥発生の大きな要因である湿気に弱いため、特殊な乾燥室などに保管して常に品質管理する必要がある。また、フラックス入りワイヤの送給量の増減によって溶け込み深さが大きく変化するばかりでなく、同時にビード幅やビード余盛高さも大きく変化し易い。表面側から片面溶け込み溶接した試験結果を示しているが、表面側と裏面側とから交互に溶接する両面溶け込み溶接と異なり、その実施例も記載されていない。
【0013】
また、特許文献4の場合には、酸化性ガス(O2ガスやCO2ガス)と不活性ガス(Arガス)との混合ガスをアーク溶接部分に流して溶け込み深さを増加するようにしている。前記溶け込み促進剤は使用されていない。また、溶け込み深さと酸素濃度、二酸化炭素濃度との関係を開示しているが、継手部材と異なる平板上での溶け込み結果である。継手部材の両面溶け込み溶接については全く実施されていない。
【0014】
さらに、特許文献5記載のサブマージアーク溶接の場合、大量のフラックス剤を供給使用し、このフラックス剤の中で溶接ワイヤにアークを発生させ、それを埋もれさせてアーク溶接を行うもので、非消耗電極方式のアーク溶接とは全く異なる溶接法である。
【0015】
本発明の目的は、開先加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面溶接によって接合不足のない深い溶け込み形状の健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供することにある。
【課題を解決するための手段】
【0016】
本発明は、上記目的を達成するために、ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合することを特徴とする両面溶接方法を提案する。
【0017】
また、本発明は、上記目的を達成するために、ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第1の溶接工程と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第2の溶接工程とを備えることを特徴とする両面溶接方法を提案する。
【0018】
特に、前記継手の板厚は4mm以上16mm以下であり、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記継手部の表裏両面又は左右両面から各々溶融接合した先端部分同士が板厚中央部分又はその近傍部分で重なり合っているとよい。
【0019】
また、前記継手部はギャップや段差又はこのギャップ及び段差の両方があったりなかったり不規則に形成され、前記継手部の表裏両面又は左右両面から各々溶融接合されているとすることもできる。
【0020】
また、前記溶融接合によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成するとよい。
【0021】
また、本発明は、上記目的を達成するために、ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工した溶接構造物において、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第1の溶接金属部と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第2の溶接金属部とを備えることを特徴とする溶接構造物を提案する。
【0022】
特に、前記継手の板厚は4mm以上16mm以下であり、また、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記第1の溶接金属部の先端部分と第2の溶接金属部の先端部分とが板厚中央部分又はその近傍部分で重なり合っているとよい。
【0023】
また、前記溶融接合の終了後に溶接ビード表面及びこの近傍の母材面から前記溶け込み促進剤の残部が除去仕上げされているとよい。
【0024】
すなわち、本発明の両面溶接方法では、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合することにより、継手の裏側まで溶かすことなく、特定深さまでの溶け込み部及び余盛りビードのある溶接表面を確実に得ることができる。その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合することにより、表裏両面から各々溶融接合した先端部分同士を逆さま方向に重なり合わせることができる。また、手間のかかる開先加工を施さない略I型突合せ継手や略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。
【0025】
また、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給することにより、溶接すべき各々の板厚に対応した広範囲の溶接電流(例えば100A〜350A)を出力させるアーク溶接であっても、アーク溶接部分の溶融プール内にワイヤがスムーズに入り、大きな溶滴にならずに安定して溶融することができる。さらに、溶け込みが浅い従来の
TIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。前記アーク溶接は、下向き姿勢又は立向き姿勢又は横向き姿勢で各々施工することにより、前記溶け込み促進剤に含有している金属酸化物の加熱反応(例えば、金属酸化物から酸素が解離し、その解離した酸素の一部が溶融金属内に溶解する化学反応)によってアーク直下の溶融金属(溶融プール)の対流が深さ方向に変化して溶融促進する結果、溶け込み深さが深くなる。この溶け込み深さは、溶接電流や溶接速度など溶接入熱条件の大きさによって調整可能であり、継手部材の板厚や溶接姿勢に対応した所定範囲の溶け込み深さになるように適正な溶接入熱条件を事前に決めればよい。なお、前記溶け込み促進剤は、例えばTiO2,SiO2,Cr2O3などの金属酸化物の粉末と溶媒を混合したフラックス溶剤であり、既に公知技術の市販品を使用すればよい。
【0026】
また、本発明の両面溶接方法では、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第1の溶接工程と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第2の溶接工程とを備えることにより、上述したように、手間のかかる開先加工を施さない略I型突合せ継手や略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。
【0027】
前記継手の板厚は4mm以上16mm以下であり、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記継手部の表裏両面又は左右両面から各々溶融接合した先端部分同士が板厚中央部分又はその近傍部分で重なり合っていることにより、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。なお、板厚が4mmより薄過ぎると、溶け込み深さを所定深さに止めることが難しく、裏側まで溶けてしまう可能性があるので好ましくない。一方、板厚が16mmより厚過ぎると、350Aを越える大電流及び35kJ/cmを越える大入熱量が必要になる。また、溶け込み深さが板厚の1/2より小さ過ぎると、板厚中央まで溶けていないことになり、裏面側の残り継手部を溶融接合した時に、接合不足が発生する可能性があるので好ましくない。反対に、前記溶け込み深さが板厚の9/10より大き過ぎると、裏側まで溶ける可能性があるので好ましくない。
【0028】
前記継手部はギャップや段差又はこのギャップ及び段差の両方があったりなかったり不規則に形成されることにより、継手合わせの作業が容易になり、組立て時間を大幅に短縮することができる。また、継手部にギャップや段差があったりなかったりする継手部材であっても、溶接施工時に溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部を得ることができる。さらに、前記溶融接合によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することができる。
【0029】
また、本発明の溶接構造物では、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第1の溶接金属部と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第2の溶接金属部とを備えることにより、上述したように、手間のかかる開先加工を施さない略I型突合せ継手や略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。
【0030】
前記継手の板厚は4mm以上16mm以下であり、また、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記第1の溶接金属部の先端部分と第2の溶接金属部の先端部分とが板厚中央部分又はその近傍部分で重なり合っていることにより、溶接品質の検査及び管理の厳しい原子力機器や他の製品の溶接継手であっても、上述したように、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。また、溶け込みが浅い従来のTIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。
【0031】
また、前記溶融接合の終了後に溶接ビード表面及びこの近傍の母材面から前記溶け込み促進剤の残部が除去仕上されていることにより、酸化物など異物のない品質良好な金属表面を有する溶接構造物を提供することができる。
【発明の効果】
【0032】
以上述べたように、本発明の両面溶接方法及びその溶接構造物によれば、手間のかかる開先加工を施さない略I型突合せ継手や略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。また、溶接部材継手の組立作業が容易になり、熱変形の低減や溶接パス数の削減を図ることもできる。
【発明を実施するための最良の形態】
【0033】
以下、本発明の内容について、図1〜図7の実施例を用いて具体的に説明する。
【0034】
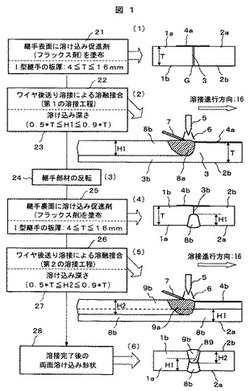
図1は、本発明の両面溶接方法及び溶接構造物に係わるI型継手の溶接手順概要及び溶け込み形状の一実施例を示す説明図である。図1(1)に示すように、継手部材1a,
1b,2a,2bは、板厚Tが4mm以上16mm以下のステンレス鋼又は低炭素鋼であり、その部材側面を互いに突合せてI型継手部3を形成する。このI型継手部3にはギャップGや段差b(目違いとも称す)があったりなかった不規則に形成されており、突合せ精度を緩和することによって、継手合わせの作業が容易なり、組立て時間を大幅に短縮することができる。なお、板厚が4mmより薄過ぎると、溶け込み深さを所定深さに止めることが難しく、裏側まで溶けてしまう可能性があるので好ましくない。一方、板厚が16mmより厚過ぎると、350Aを越える大電流及び35kJ/cmを越える大入熱量が必要になる。
【0035】
図1(2)に示すように、このような突合せのI型継手部3の表面1a,2aに溶け込み促進剤4aを塗布21する。この溶け込み促進剤4aは、例えばTiO2,SiO2,
Cr2O3などの金属酸化物の粉末と溶媒を混合したフラックス溶剤であり、既に公知技術の市販品を使用して塗布すればよい。刷毛などで塗布した溶け込み促進剤4aが乾燥した後に、図1(3)に示すように、ワイヤ後送り溶接による溶融接合22(第1の溶接工程)を下向き姿勢で施工する。非消耗性のタングステンを電極5に使用するアーク溶接であり、溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合22するようにしている。この溶融接合22により、溶け込み促進剤4aに含有している金属酸化物の加熱反応(例えば、金属酸化物から酸素が解離し、その解離した酸素の一部が溶融金属内に溶解する化学反応)によってアーク6直下の溶融プール8aの対流が内向き方向及び深さ方向に変化して溶融を促進する。その結果、従来のTIG溶接結果と比べて、溶け込み深さが約2〜3倍深く、ビード幅が狭い溶融接合部8bを得ることができる。特に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給することにより、溶接すべき各々の板厚に対応した広範囲の溶接電流(例えば100A〜350A)を出力させるアーク溶接であっても、アーク溶接部分の溶融プール8a内にワイヤ7がスムーズに入り、大きな溶滴にならずに安定して溶融することができる。また、継手部3にギャップGや段差(目違い)があったりなかったりする継手部材であっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8bを得ることができる。
【0036】
溶融接合部8bの溶け込み深さH1は、板厚Tの1/2以上9/10以下の範囲に形成するとよい。継手部材の裏側1b,2bまで溶かすことなく、特定深さH1まで溶融した溶融接合部8b及び余盛りビードのある溶接表面を確実に得ることができる。なお、溶け込み深さH1が板厚Tの1/2より小さ過ぎると、板厚中央まで溶けていないことになり、反対側(裏面側)の残り継手部3bを溶融接合した時に、接合不足が発生する可能性があるので好ましくない。反対に、溶け込み深さH1が板厚Tの9/10より大き過ぎると、裏側まで溶ける可能性があるので好ましくない。例えば、継手部3に大きな隙間(ギャップG)があったりすると、裏側まで溶けてしまい、表側のビード形状を悪化させることがある。この溶け込み深さH1は、溶接電流や溶接速度など溶接入熱条件の大きさによって調整可能であり、継手部材の板厚Tや溶接姿勢に対応した所定範囲の溶け込み深さ
(0.5*T≦H1≦0.9*T)になるように適正な溶接条件を事前に決めて、ワイヤ後送り溶接による溶融接合22(第1の溶接工程)を実施するとよい。
【0037】
なお、この溶融接合22によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することができる。前記溶融接合22の終了後に、図1(3)に示すように、継手部材1a,1b,2a,2bを裏返し反転24する。
【0038】
図1(4)に示すように、反転後の残り継手部3bの裏面側に溶け込み促進剤4bを塗布25する。そして、塗布した溶け込み促進剤4bが乾燥した後に、図1(5)に示すように、残り継手部3bの裏面側から、溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合26(第2の溶接工程)を施工するようにしている。この溶融接合26により、図1(6)に示すように、残り継手部3bの裏面側に形成した溶融接合部9bの先端部分と、反対側の継手表面側に形成済みの溶融接合部8bの先端部分とを相互に重なり合わせることができる。裏面側の溶融接合部9bの溶け込み深さH2は、板厚Tの1/2以上9/10以下の範囲に形成するとよい。溶接電流や溶接速度など溶接入熱条件の大きさによって調整可能であり、継手部材の板厚Tや溶接姿勢に対応した所定範囲の溶け込み深さ(0.5 *T≦H1≦
0.9 *T)になるように適正な溶接条件を事前に決めて、ワイヤ後送り溶接による溶融接合26(第2の溶接工程)を実施するとよい。特定深さH2まで溶融した先端部分が板厚中央部分又はその近傍で重なり合った溶融接合部9b及び余盛りビードのある溶接表面を確実に得ることができる。
【0039】
なお、前記アーク溶接のアーク6は、シールドガス雰囲気内で非消耗性の電極5(タングステンを主成分とするタングステン合金の電極)先端部と継手部材との間に発生させると共に、適正な溶接電流を給電すればよい。図示していないシールドガスは、電極5の外周に配備するガスノズルから不活性ガスのArガスを流せばよい。また、Arガスを主成分とするAr+HeやAr+H2 の混合ガスを使用することも可能である。さらに、二重シールド構造の溶接トーチを使用するのであれば、例えば、電極5近傍の周囲に不活性ガスのArガスを流し、その外周囲に前記混合ガス、あるいはO2ガスやCO2ガスの酸化性ガスとArガスとの混合ガスを流しながら前記アーク溶接をしてもかまわない。
【0040】
また、本発明の両面溶接方法では、前記継手部3の表面側又は裏面側の一方に前記溶け込み促進剤4a,4bを塗布及び乾燥した後に、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合22する第1の溶接工程と、反対側の残り継手部3bの裏面側又は表面側に前記溶け込み促進剤4a,4bを塗布及び乾燥した後に、前記溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合26する第2の溶接工程とを備えるとすることもできる。
【0041】
このように構成及び実施することにより、上述したように、手間のかかる開先加工を施さない略I型突合せ継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。また、継手部3,3bにギャップGや段差があったりなかったりする継手部材1a,1b,2a,2bであっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8b,9bを得ることができる。さらに、溶け込みが浅い従来のTIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。特に、継手部材の裏返し反転作業が容易な小型構造物の溶接に適用するとよい。
【0042】
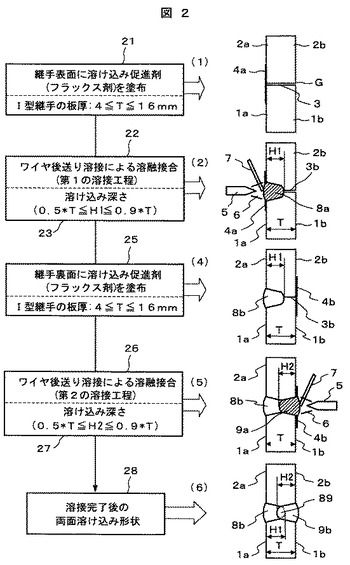
図2は、立向き姿勢でのI型継手の溶接手順概要及び溶け込み形状を示す一実施例の説明図である。図1との主な相違点は、下向き姿勢と異なる立向き姿勢の継手部材1a,
1b,2a,2bであり、継手表面及び継手裏面に前記溶け込み促進剤4a,4bを塗布し、ワイヤ後送り溶接による溶融接合22,26を各々の施工することである。横向き姿勢の継手部材であってもよい。すなわち、図2(1)に示すように、立向き姿勢又は横向き姿勢に設置されている略I型継手部3の表面1a,2aに前記溶け込み促進剤4aを塗布21する。継手部材1a,1b,2a,2bは、板厚Tが4mm以上16mm以下のステンレス鋼又は低炭素鋼である。前記略I型継手部3は端面に小さな面取り加工(例えば1mm以下)がされていてもよい。そして、塗布した溶け込み促進剤4aが乾燥した後に、図2(2)に示すように、継手部3の表面側(左側面)からワイヤ後送り溶接による溶融接合22(第1の溶接工程)を立向き姿勢又は横向き姿勢で施工する。非消耗性のタングステンを電極5に使用するアーク溶接であり、溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さ(0.5*T≦H1≦0.9*T)まで溶融接合22するようにしている。継手部材の裏側1b,2bまで溶かすことなく、特定深さH1まで溶融した溶融接合部8b及び余盛りビードのある溶接表面を確実に得ることができる。また、継手部3にギャップGや段差があったりなかったりする継手部材1a,1b,2a,2bであっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8bを得ることができる。なお、この溶融接合22によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することができる。
【0043】
次に、継手部材を反転24しない状態のままで、図2(4)に示すように、反対側の残り継手部3bの継手裏面に前記溶け込み促進剤4bを塗布25する。この溶け込み促進剤4bが乾燥した後に、図2(5)に示すように、裏面側(右側面)からワイヤ後送り溶接による溶融接合26(第2の溶接工程)を立向き姿勢又は横向き姿勢で施工する。溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合26するようにしている。裏側の溶け込み深さH2は、表側の溶け込み深さH1と同程度であり、板厚Tの1/2以上9/10以下の範囲に形成するとよい。
【0044】
このように溶融接合26することにより、継手部材1a,1b,2a,2bの裏返し反転作業が困難な大型構造物であっても、図2(6)に示すように、残り継手部3bの裏面側に形成した溶融接合部9bの先端部分と、反対側の継手表面側に形成済みの溶融接合部8bの先端部分とを相互に重なり合わせることができる。また、上述したように、継手部3,3bにギャップGや段差があったりなかったりする継手部材1a,1b,2a,2bであっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8bを得ることができる。なお、前記裏面側(右側面)の溶融接合26を先に行い、その後に前記表面側(左側面)の溶融接合22を行うように変更してもかまわない。特に、継手部材の裏返し反転作業が困難な大型構造物の溶接に適用するとよい。
【0045】
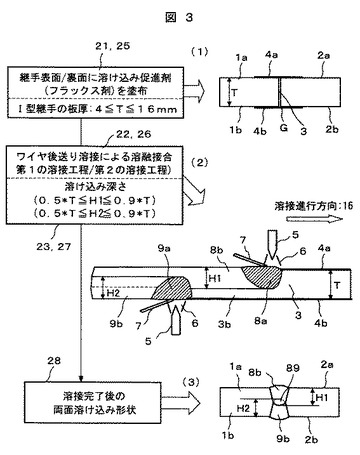
図3は、本発明の両面溶接方法による深溶け込み形状の一実施例を示す断面図であり、(1)はI型継手部3の表裏両面に溶け込み促進剤4a,4bを塗布(乾燥含む)21,25した状態、(2)は表裏両面からワイヤ後送り溶接による溶融接合22,26(第1の溶接工程と第2の溶接工程)を実施している状態、(3)は溶接完了後の溶融接合部の両面溶け込み形状28を示している。すなわち、図3(1)に示すように、略I型継手部3(突合せ継手部)の表面1a,2aと裏面1b,2bに前記溶け込み促進剤4a,4bを各々塗布21,25する。継手部材1a,1b,2a,2bは、板厚Tが4mm以上16mm以下、好ましくは4mm以上12mm以下のステンレス鋼又は低炭素鋼である。前記略I型継手部3にはギャップGや段差bがあったりなかった不規則に形成されており、また、端面に小さな面取り加工(例えば1mm程度)がされていてもよい。
【0046】
そして、塗布した溶け込み促進剤4a,4bが乾燥した後に、図3(2)に示すように、I型継手部3の表面側からワイヤ後送り溶接による溶融接合22(第1の溶接工程)を先行させて施工し、この溶融接合22に続いて、反対側の残り継手部3bの裏面側からワイヤ後送り溶接による溶融接合26(第2の溶接工程)を施工する。この表裏両面の溶接施工では、溶接ワイヤ7を溶接進行方向の後方から各々のアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1,H2まで各々溶融接合22,26するようにしている。なお、表面側のアーク溶接部分(溶融プール8a)と裏面側のアーク溶接部分
(溶融プール9a)とは、距離的にも時間的にも充分に離れている。したがって、表面側の溶融接合部8bが先に凝固形成され、その後に、裏面側の溶融接合部9bが時間的に遅れて凝固形成されることになる。各々の溶融接合部の溶け込み深さH1,H2は、上述したように板厚Tの1/2以上9/10以下の範囲であり、図3(3)に示すように、表面側の溶融接合部8bの先端部分と裏面側の溶融接合部9bの先端部分とが板厚中央部分又はその近傍で相互に重なり合うようにしている。溶接姿勢については、下向き姿勢と上向き姿勢との組合せを示しているが、他に立向き姿勢と立向き姿勢の組合せ、横向き姿勢と横向き姿勢の組合せであってもよく、各々の姿勢に対応した適正な溶接条件を事前に決定して使用すればよい。
【0047】
このように溶接施工することにより、手間のかかる開先加工を施さない略I型突合せ継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布4a,4bした表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。また、継手部3,3bにギャップGや段差があったりなかったりする継手部材1a,1b,2a,2bであっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8b,9bを得ることができる。特に、継手部材の裏返し反転作業が困難な大型構造物の溶接に適用することができ、同時に、一対の溶接装置(2台)により効能率な溶接が可能となる。
【0048】
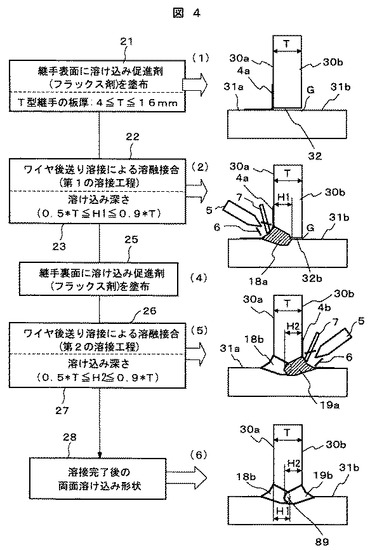
図4は、本発明の両面溶接方法によるT型継手の溶け込み形状の一実施例を示す断面図である。図1及び図2との主な相違点は、継手形状が略I型継手と異なる略T型継手の形状である。溶接の姿勢については、上記と同様に下向き姿勢又は立向き姿勢である。すなわち、図4(1)に示すように横板上面と立板側面との略T型継手部32の表面側31a,30aに溶け込み促進剤4aを塗布21する。略T型継手部は、立板30a,30bの板厚Tが4mm以上16mm以下のステンレス鋼又は炭素鋼である。また、前記略T型継手部32は立板端面に小さな面取り加工がされていてもよい。そして、塗布した溶け込み促進剤4aが乾燥した後に、図4(2)に示すように表面側(左側面)からワイヤ後送り溶接による溶融接合22(第1の溶接工程)を下向き姿勢又は立向き姿勢で施工する。溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さ(0.5*T≦H1≦0.9*T)まで溶融接合22するようにしている。特に、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給することにより、アーク溶接部分の溶融プール18a内にワイヤ7がスムーズに入り、大きな溶滴にならずに安定して溶融することができる。立板材の裏側30bまで溶かすことなく、特定深さH1まで溶融した溶融接合部18b及び余盛りビードのある溶接表面を確実に得ることができる。また、継手部32にギャップGがあったりなかったりするT型継手の溶接であっても、前記溶接ワイヤ7の送給及び溶融によって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部18bを得ることができる。なお、上述したように、この溶融接合22によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することができる。
【0049】
次に、継手部材を反転24しない状態のままで、図4(4)に示すように表面側と反対側の残り継手32bの裏面側30b,31bに前記溶け込み促進剤4bを塗布25する。そして、溶け込み促進剤4bが乾燥した後に、図4(5)に示すように裏面側(右側面)からワイヤ後送り溶接による溶融接合26(第2の溶接工程)を施工する。溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さ(0.5*T≦H2≦0.9*T)まで溶融接合26することにより、反対側の表側30aまで溶かすことなく、特定深さH2まで溶融した溶融接合部19b及び余盛りビードのある溶接表面を確実に得ることができる。また、図4(6)に示すように、残り継手部3bの裏面側に形成した溶融接合部19bの先端部分と、反対側の継手表面側に形成済みの溶融接合部18bの先端部分とを相互に重なり合わせることができる。また、上述したように、溶け込みが浅い従来のTIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。特に、継手部材の裏返し反転作業が困難な大型構造物の溶接に適用するとよい。
【0050】
また、本発明の溶接構造物では、図1〜図4に示したように、I型継手部3又はT型継手部32の表面側又は裏面側の一方に前記溶け込み促進剤を塗布4a,4b及び乾燥した後に、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合22して形成した第1の溶接金属部(溶融接合部8b,18b)と、反対側の残り継手部3b,32bの裏面側又は表面側に前記溶け込み促進剤を塗布4b,4a及び乾燥した後に前記溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合26して形成した第2の溶接金属部(溶融接合部9b,19b)とを備えることにより、開先加工を施さない略I型継手又は略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布4a,4bした表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。また、継手部3,32にギャップや段差があったりなかったりする継手部材であっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8b,9b,18b,19bを得ることができる。
【0051】
また、前記I型継手又はT型継手の板厚は4mm以上16mm以下であり、前記特定範囲の溶け込み深さH1,H2は板厚Tの1/2以上9/10以下であり、前記第1の溶接金属部の先端部分と第2の溶接金属部の先端部分とが板厚中央部分又はその近傍部分で重なり合っていることにより、溶接品質の検査及び管理の厳しい原子力機器や他の製品の溶接継手であっても、上述したように、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。また、溶け込みが浅い従来のTIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。さらに、前記溶融接合の終了後に溶接ビード表面及びこの近傍の母材面から前記溶け込み促進剤の残部が除去仕上されていることにより、酸化物など異物のない品質良好な金属表面を有する溶接構造物を提供することができる。
【0052】
溶接による熱変形(反り変形)は、加熱と冷却(溶融凝固)によって溶接側に反り変形が生じ、溶接入熱が大きく、溶接パスが多くなると増加する。特に、開先を有する片面の多パス溶接の場合に反り変形が大きくなる。この溶接による熱変形(反り変形)を低減するためには、(1)溶接パスや入熱量を低減すること、(2)片面溶接から両面溶接に変更すること、(3)開先継手をI型継手やT型継手にすること、によって達成できる。
【0053】
図1〜図4に示した実施例は、上記(1)〜(3)の条件を満足しており、継手部材の表裏両面から各々の溶融接合部をほぼ均等に形成させることによって熱変形の低減を達成できる。また、溶接パス数の低減については、継手部材の表面側の1パス溶接、裏面側の1パス溶接の合計2パスで良いため、従来の開先継手の多パス溶接と比べて溶接パス数を確実に削減することができる。
【0054】
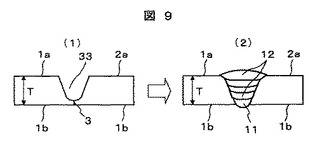
参考に、図8は、従来のTIG溶接によるI型継手の浅溶け込み形状の一例を示す断面図である。また、図9は、従来のTIG溶接によるU型開先継手の多パス溶接形状の断面図である。図8(1)(2)に示すように、I型突合せ部3を表裏両面から従来のTIG溶接を行った場合は、溶融接合部10a,10bの溶け込み深さH3が浅い(例えば2mm程度)ため、板厚中央部分に接合不足が発生することになり、例えば、板厚が4mmを超える継手部材に適用することができない。このため、開先加工した継手部に多パス溶接するのが一般的である。例えば、図9(1)(2)に示すように、U型開先継手部33を設け、その底部に裏ビードを形成させる初層裏波溶接11を施工し、その後に、開先上部まで複数積層12する多パス溶接を施工している。このように多パス溶接が必要であるばかりでなく、熱変形も増加する結果になり易い。図示していないが、V開先継手の場合には、前記U開先継手と比べて均一な裏ビードが形成しにくため、開先底部の初層裏波溶接11や開先上部までの多パス溶接12を施工し、さらに、裏側の裏ビード部及び未溶融部分をガウジング(裏アツリ作業)した後に、裏側から数パスの溶接を施工することもある。
【0055】
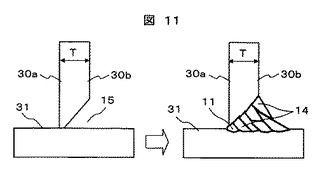
図10は、従来のTIG溶接によるT型開先継手の多パス溶接形状の断面図である。また、図11は、従来のTIG溶接によるレ型開先継手の多パス溶接形状の断面図である。図10及び図11に示すように、開先15の底部に裏ビードを形成させる初層裏波溶接
11を施工した後に、両面開先の上部まで複数積層13a,13bする多パス溶接か又は片面開先の上部まで複数積層14する多パス溶接を施工している。このため、溶接作業に多くの工数及び時間を要し、また、熱変形も増加する結果になり易い。
【0056】
これに対して、本発明の両面溶接方法では、上述したように、溶け込みが浅い従来の
TIG溶接では不可能であった深い両面溶け込み溶接が可能になり、品質良好な溶接金属部を得ることができる。また、熱変形の低減や溶接パス数の削減を図ることもできる。
【0057】
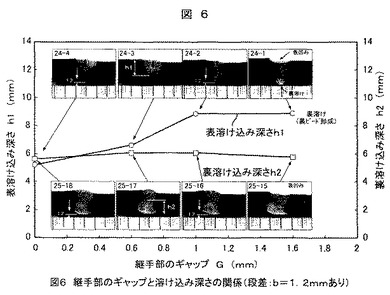
最後に、実際に溶接施工した結果を述べる。図5は、段差なし(0.2mm以下) のI型突合せ継手におけるギャップと溶け込み形状(ビード幅w,溶け込み深さh1,余盛り高さc)の関係を検討した結果の一実施例である。また、図6は、段差あり(1.2mm) のI型突合せ継手におけるギャップと溶け込み深さの関係を検討した結果の一実施例である。裏側溶接を施工すると、表側溶接の溶け込みの一部が再溶融されて元の形状が分からなくなるため、図6中には片面溶接時の表溶け込み深さh1と両面溶接時の裏溶け込み深さh2とを区別して示すと共に、各々の溶接断面写真を示している。いずれも板厚9mmのステンレス鋼板(SUS304L材)を下向き姿勢で、ワイヤ後送り溶接(溶接電流:210A,溶接速度:75mm/min 一定)を施工した結果の一例である。
【0058】
図5に示すように、表側溶接(片面溶接)では、継手部のギャップGが大きくなるに従って溶け込み深さh1及びビード幅wが増加し、余盛り高さcが減少する結果になっている。また、このギャップGが大き過ぎる1.6mm の溶接部分では、9mm板の裏側まで溶融されて裏ビード形成に至り、表側の溶接ビードが凹む結果になっている。一方、1.2mm の段差ありの場合には、図6に示すように、ギャップGがない溶接部分の溶け込み深さhが少し浅く、ビード幅wが少し広くなるが、段差なしの溶接結果と同様に、ギャップGが大きくなるに従って溶け込み深さhが増加している。このギャップが過大な1.6mm の溶接部分では、裏側まで溶けて表ビードが凹むと共に、段差の高い側の表ビード境界部にアンダーカットが生じる結果になっている。特に、この表側溶接では、I型突合せ継手部のギャップGが溶融先端部分で保持されているが、溶融プールの凝固過程で収縮が生じるため、溶接終了後に裏側を観察した時には、溶接前にあった初期のギャップがなくなる状態まで縮小することが分かった。反対側の裏側溶接では、表側溶接の凝固過程で生じた収縮によって初期のギャップがなくなる状態まで縮小しているため、図6に示したように、裏溶け込み深さh2がほぼ一定になると共に、アンダーカットや凹みのない溶接断面形状が得られている。
【0059】
これらの検討結果より、約1mmのギャップ及び約1.2mm の段差まで許容可能であり、溶接表面にアンダーカットのない深い溶け込みの溶接断面が得られることが分かった。突合せ継手のギャップが大き過ぎる(例えば1.6mm )と、板厚の裏側まで溶融し、表側の溶接ビードに凹みやアンダーカットが生じるので好ましくない。なお、溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することが可能である。また、ギャップが大きい部分でワイヤ送り量を増加又は溶接電流を減少又は溶接速度を増加させる制御を実施すれば、溶け込み深さが抑制され、アンダーカットや凹みの発生を防止することが可能である。
【0060】
このように溶接施工することにより、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。また、継手部にギャップや段差があったりなかったりする継手部材であっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部を得ることができる。
【0061】
図7は、両面溶接の板厚と溶接電流及び裏側の溶け込み深さの関係を検討した結果の一実施例であり、図中には、下向き姿勢で両面溶接した板厚別(6,9,12,16mm)の断面写真と、溶け込み促進剤なしで両面溶接した9mm板の断面写真とを示している。9mm板のI型突合せ部を表裏両面から従来のTIG溶接(溶け込み促進剤なし溶接)を行った場合は、図7中に示した断面写真のように、溶け込み深さが浅い(例えば2mm程度)ため、板厚中央部分に接合不足が発生する結果になっている。これに対して、溶け込み促進剤を使用する本発明の両面溶接方法の場合には、図7に示したように、板厚T(4〜16mm)に対応した適正な溶接電流Iを出力させて特定範囲の溶け込み深さまで各々溶融接合することによって、開先加工なしの突合せ継手であっても、また、この継手部にギャップや段差があったりなかったりする継手部材であっても、各板厚の中央部分又はこの近傍で確実に重ね合わせ接合でき、アンダーカットや凹みのない品質良好な溶接断面を得ることができる。なお、図7中には、板厚16mmまでの断面写真を示したが、溶接電流が350Aより高い500A程度まで出力可能な溶接電源を使用して両面溶接を施工すれば、板厚20mm程度まで両面溶融接合が可能である。
【図面の簡単な説明】
【0062】
【図1】本発明の両面溶接方法及び溶接構造物に係わるI型継手の溶接手順概要及び溶け込み形状の一実施例を示す説明図である。
【図2】立向き姿勢でのI型継手の溶接手順概要及び溶け込み形状を示す一実施例の説明図である。
【図3】本発明の両面溶接方法による溶け込み形状の他の一実施例を示す断面図である。
【図4】本発明の両面溶接方法によるT型継手の溶け込み形状の一実施例を示す断面図である。
【図5】段差なし(0.2mm 以下)のI型突合せ継手におけるギャップと溶け込み形状(ビード幅w,溶け込み深さh1,余盛り高さc)の関係を検討した結果の一実施例である。
【図6】段差あり(1.2mm )のI型突合せ継手におけるギャップと溶け込み深さの関係を検討した結果の一実施例である。
【図7】両面溶接の板厚と溶接電流及び裏側の溶け込み深さの関係を検討した結果の一実施例であり、図中には、両面溶接した板厚別(6,9,12,16mm)の断面写真と、溶け込み促進剤なしで両面溶接した9mm板の断面写真とを示している。
【図8】従来のTIG溶接によるI型継手の浅溶け込み形状の一例を示す断面図である。
【図9】従来のTIG溶接によるU型開先継手の多パス溶接形状の断面図である。
【図10】従来のTIG溶接によるT型開先継手の多パス溶接形状の断面図である。
【図11】従来のTIG溶接によるレ型開先継手の多パス溶接形状の断面図である。
【符号の説明】
【0063】
1a,2a…継手部材の表面、1b,2b…継手部材の裏面、3…I型継手部、3b…残り継手部、4a,4b…溶け込み促進剤、5…非消耗性電極、6…アーク、7…溶接ワイヤ、8a,9a,18a,19a…溶融プール、8b,9b,18b,19b…溶融接合部、10a,10b…従来溶接の溶融接合部、11…初層、12〜14…積層、15…レ開先、16…溶接進行方向、30a…T型継手の立板表面、30b…T型継手の立板裏面、31a,31b…T型継手の横板、32…T型継手部、33…U開先、H1〜H3…溶け込み深さ、G…ギャップ、T…板厚。
【技術分野】
【0001】
本発明は、ステンレス鋼材又は低炭素鋼材からなる継手部の表面又は裏面に溶け込み促進剤を塗布してアーク溶接する両面溶接方法及びその溶接構造物に関する。
【背景技術】
【0002】
溶け込みの深い溶接が可能な溶け込み促進剤(又はフラックス剤)やこれを用いた溶接方法や溶接継手が提案されている。
【0003】
例えば、特許文献1に記載の溶接方法,溶接継手では、ステンレス鋼母材表面に金属酸化物の粉末と溶媒とを混合してなる溶け込み促進剤を塗布した後にTIG溶接することが提案されている。
【0004】
また、特許文献2に記載の深溶け込みアーク溶接用フラックス及びこれを用いた溶接方法では、Cr2O3を含まない金属酸化物であり、TiO2とSiO2との混合比を1対1にした混合酸化物のフラックスを用いることが提案されている。
【0005】
また、継手裏波溶接方法には、V開先,Y開先,U開先又はX開先の継手の被溶接部に金属酸化物の膜を5μm以上の厚さに形成後に、開先側の面から又は非開先側の面から
TIG溶接して裏波ビードを形成することが提案されている。
【0006】
また、特許文献3に記載のTIG溶接方法では、金属酸化物を6質量%以上含有するフラックスを内包したフラックス入りワイヤを溶加材として使用し、溶融金属中に前記金属酸化物を0.05 〜3g/分供給しながらTIG溶接することが提案されている。
【0007】
また、特許文献4に記載のTIG溶接装置及び方法では、不活性ガスからなる第1のシールドガスを、電極を囲むように被溶接物に向けて流し、前記第1のシールドガスの周辺側に、酸化性ガスを含む第2のシールドガスを被溶接物に向けて流すことが提案されている。さらに、特許文献5には、サブマージアーク溶接に促進剤(フラックス剤)を使用することが提案されている。
【0008】
【特許文献1】特開2000−102890号公報
【特許文献2】特開2002−120088号公報
【特許文献3】特開2001−219274号公報
【特許文献4】特開2004−298963号公報
【特許文献5】特開2001−239394号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
特許文献1及び特許文献2に記載の方法は、溶け込み促進剤を塗布した継手部材の表面側からのアーク溶接によって裏面側に裏ビードが形成するように溶接施工している。このため、特に、突合せ継手部にギャップがあったり、そのギャップが変化していたりすると、アーク溶接によって形成する裏面側の裏ビードの幅が大きく変化したり、出過ぎたりして溶接部の品質を悪化させる可能性がある。また、2層目の溶接時には、前層の溶接時に加熱反応した溶け込み促進剤(金属酸化物のフラックス剤)の一部が溶接ビード表面に固着(スラブ固着)しているため、アーク溶接直下の溶融プールが開先幅方向に広がりにくく、溶融すべき開先両壁面まで溶けずに融合不良になる可能性がある。さらに、表面側からのみの片面溶け込み溶接であって、表面側と裏面側とから交互にアーク溶接する両面溶け込み溶接と異なる。この両面溶け込み溶接は実施例に全く記載されていない。
【0010】
また、特許文献2の場合には、Cr2O3を含まないTiO2とSiO2との混合酸化物
(溶け込み促進剤)を継手表面に塗布した後にアーク溶接を行うようにしている。しかしながら、上述したような溶接上の問題があり、また、表面側と裏面側とから交互に溶接する両面溶け込み溶接と異なり、その実施例も記載されていない。
【0011】
また、金属酸化物の膜(5μm以上)を形成した開先継手部の表面又は裏面(非開先側の面)からTIG溶接して裏ビードを形成させている。また、I型突合せ継手では表面側からのTIG溶接によって裏面側に裏ビードが形成するようにしている。このため、上記特許文献1,2と同様に、突合せ継手部にギャップがあったり、そのギャップが変化していたりすると、アーク溶接によって形成する裏面側の裏ビードの幅が大きく変化したり、出過ぎたりして溶接部の品質を悪化させる可能性がある。また、2層目の溶接時には、前層の溶接時に加熱反応した溶け込み促進剤の一部が溶接ビード表面に固着しているため、アーク溶接直下の溶融プールが開先幅方向に広がりにくく、溶融すべき開先両壁面まで溶けずに融合不良となる可能性がある。逆V開先,逆Y開先及びX開先の場合は、両面溶け込み溶接であるが、裏面側に裏ビードを形成させており、また、I開先の場合には、片面溶け込み溶接によって裏面側に裏ビードを形成させている。
【0012】
また、特許文献3の場合には、金属酸化物を6%以上含有したフラックス入りワイヤを所定量供給しながらTIG溶接して深溶け込み部を得るようにしている。特に、板厚9mmのI型突合せ継手を溶接試験して溶け込み深さの測定結果を示している。しかしながら、フラックス入りワイヤは、ポロシティなどの溶接欠陥発生の大きな要因である湿気に弱いため、特殊な乾燥室などに保管して常に品質管理する必要がある。また、フラックス入りワイヤの送給量の増減によって溶け込み深さが大きく変化するばかりでなく、同時にビード幅やビード余盛高さも大きく変化し易い。表面側から片面溶け込み溶接した試験結果を示しているが、表面側と裏面側とから交互に溶接する両面溶け込み溶接と異なり、その実施例も記載されていない。
【0013】
また、特許文献4の場合には、酸化性ガス(O2ガスやCO2ガス)と不活性ガス(Arガス)との混合ガスをアーク溶接部分に流して溶け込み深さを増加するようにしている。前記溶け込み促進剤は使用されていない。また、溶け込み深さと酸素濃度、二酸化炭素濃度との関係を開示しているが、継手部材と異なる平板上での溶け込み結果である。継手部材の両面溶け込み溶接については全く実施されていない。
【0014】
さらに、特許文献5記載のサブマージアーク溶接の場合、大量のフラックス剤を供給使用し、このフラックス剤の中で溶接ワイヤにアークを発生させ、それを埋もれさせてアーク溶接を行うもので、非消耗電極方式のアーク溶接とは全く異なる溶接法である。
【0015】
本発明の目的は、開先加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面溶接によって接合不足のない深い溶け込み形状の健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供することにある。
【課題を解決するための手段】
【0016】
本発明は、上記目的を達成するために、ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合することを特徴とする両面溶接方法を提案する。
【0017】
また、本発明は、上記目的を達成するために、ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第1の溶接工程と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第2の溶接工程とを備えることを特徴とする両面溶接方法を提案する。
【0018】
特に、前記継手の板厚は4mm以上16mm以下であり、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記継手部の表裏両面又は左右両面から各々溶融接合した先端部分同士が板厚中央部分又はその近傍部分で重なり合っているとよい。
【0019】
また、前記継手部はギャップや段差又はこのギャップ及び段差の両方があったりなかったり不規則に形成され、前記継手部の表裏両面又は左右両面から各々溶融接合されているとすることもできる。
【0020】
また、前記溶融接合によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成するとよい。
【0021】
また、本発明は、上記目的を達成するために、ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工した溶接構造物において、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第1の溶接金属部と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第2の溶接金属部とを備えることを特徴とする溶接構造物を提案する。
【0022】
特に、前記継手の板厚は4mm以上16mm以下であり、また、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記第1の溶接金属部の先端部分と第2の溶接金属部の先端部分とが板厚中央部分又はその近傍部分で重なり合っているとよい。
【0023】
また、前記溶融接合の終了後に溶接ビード表面及びこの近傍の母材面から前記溶け込み促進剤の残部が除去仕上げされているとよい。
【0024】
すなわち、本発明の両面溶接方法では、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合することにより、継手の裏側まで溶かすことなく、特定深さまでの溶け込み部及び余盛りビードのある溶接表面を確実に得ることができる。その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合することにより、表裏両面から各々溶融接合した先端部分同士を逆さま方向に重なり合わせることができる。また、手間のかかる開先加工を施さない略I型突合せ継手や略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。
【0025】
また、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給することにより、溶接すべき各々の板厚に対応した広範囲の溶接電流(例えば100A〜350A)を出力させるアーク溶接であっても、アーク溶接部分の溶融プール内にワイヤがスムーズに入り、大きな溶滴にならずに安定して溶融することができる。さらに、溶け込みが浅い従来の
TIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。前記アーク溶接は、下向き姿勢又は立向き姿勢又は横向き姿勢で各々施工することにより、前記溶け込み促進剤に含有している金属酸化物の加熱反応(例えば、金属酸化物から酸素が解離し、その解離した酸素の一部が溶融金属内に溶解する化学反応)によってアーク直下の溶融金属(溶融プール)の対流が深さ方向に変化して溶融促進する結果、溶け込み深さが深くなる。この溶け込み深さは、溶接電流や溶接速度など溶接入熱条件の大きさによって調整可能であり、継手部材の板厚や溶接姿勢に対応した所定範囲の溶け込み深さになるように適正な溶接入熱条件を事前に決めればよい。なお、前記溶け込み促進剤は、例えばTiO2,SiO2,Cr2O3などの金属酸化物の粉末と溶媒を混合したフラックス溶剤であり、既に公知技術の市販品を使用すればよい。
【0026】
また、本発明の両面溶接方法では、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第1の溶接工程と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第2の溶接工程とを備えることにより、上述したように、手間のかかる開先加工を施さない略I型突合せ継手や略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。
【0027】
前記継手の板厚は4mm以上16mm以下であり、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記継手部の表裏両面又は左右両面から各々溶融接合した先端部分同士が板厚中央部分又はその近傍部分で重なり合っていることにより、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。なお、板厚が4mmより薄過ぎると、溶け込み深さを所定深さに止めることが難しく、裏側まで溶けてしまう可能性があるので好ましくない。一方、板厚が16mmより厚過ぎると、350Aを越える大電流及び35kJ/cmを越える大入熱量が必要になる。また、溶け込み深さが板厚の1/2より小さ過ぎると、板厚中央まで溶けていないことになり、裏面側の残り継手部を溶融接合した時に、接合不足が発生する可能性があるので好ましくない。反対に、前記溶け込み深さが板厚の9/10より大き過ぎると、裏側まで溶ける可能性があるので好ましくない。
【0028】
前記継手部はギャップや段差又はこのギャップ及び段差の両方があったりなかったり不規則に形成されることにより、継手合わせの作業が容易になり、組立て時間を大幅に短縮することができる。また、継手部にギャップや段差があったりなかったりする継手部材であっても、溶接施工時に溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部を得ることができる。さらに、前記溶融接合によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することができる。
【0029】
また、本発明の溶接構造物では、前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第1の溶接金属部と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第2の溶接金属部とを備えることにより、上述したように、手間のかかる開先加工を施さない略I型突合せ継手や略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。
【0030】
前記継手の板厚は4mm以上16mm以下であり、また、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記第1の溶接金属部の先端部分と第2の溶接金属部の先端部分とが板厚中央部分又はその近傍部分で重なり合っていることにより、溶接品質の検査及び管理の厳しい原子力機器や他の製品の溶接継手であっても、上述したように、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。また、溶け込みが浅い従来のTIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。
【0031】
また、前記溶融接合の終了後に溶接ビード表面及びこの近傍の母材面から前記溶け込み促進剤の残部が除去仕上されていることにより、酸化物など異物のない品質良好な金属表面を有する溶接構造物を提供することができる。
【発明の効果】
【0032】
以上述べたように、本発明の両面溶接方法及びその溶接構造物によれば、手間のかかる開先加工を施さない略I型突合せ継手や略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。また、溶接部材継手の組立作業が容易になり、熱変形の低減や溶接パス数の削減を図ることもできる。
【発明を実施するための最良の形態】
【0033】
以下、本発明の内容について、図1〜図7の実施例を用いて具体的に説明する。
【0034】
図1は、本発明の両面溶接方法及び溶接構造物に係わるI型継手の溶接手順概要及び溶け込み形状の一実施例を示す説明図である。図1(1)に示すように、継手部材1a,
1b,2a,2bは、板厚Tが4mm以上16mm以下のステンレス鋼又は低炭素鋼であり、その部材側面を互いに突合せてI型継手部3を形成する。このI型継手部3にはギャップGや段差b(目違いとも称す)があったりなかった不規則に形成されており、突合せ精度を緩和することによって、継手合わせの作業が容易なり、組立て時間を大幅に短縮することができる。なお、板厚が4mmより薄過ぎると、溶け込み深さを所定深さに止めることが難しく、裏側まで溶けてしまう可能性があるので好ましくない。一方、板厚が16mmより厚過ぎると、350Aを越える大電流及び35kJ/cmを越える大入熱量が必要になる。
【0035】
図1(2)に示すように、このような突合せのI型継手部3の表面1a,2aに溶け込み促進剤4aを塗布21する。この溶け込み促進剤4aは、例えばTiO2,SiO2,
Cr2O3などの金属酸化物の粉末と溶媒を混合したフラックス溶剤であり、既に公知技術の市販品を使用して塗布すればよい。刷毛などで塗布した溶け込み促進剤4aが乾燥した後に、図1(3)に示すように、ワイヤ後送り溶接による溶融接合22(第1の溶接工程)を下向き姿勢で施工する。非消耗性のタングステンを電極5に使用するアーク溶接であり、溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合22するようにしている。この溶融接合22により、溶け込み促進剤4aに含有している金属酸化物の加熱反応(例えば、金属酸化物から酸素が解離し、その解離した酸素の一部が溶融金属内に溶解する化学反応)によってアーク6直下の溶融プール8aの対流が内向き方向及び深さ方向に変化して溶融を促進する。その結果、従来のTIG溶接結果と比べて、溶け込み深さが約2〜3倍深く、ビード幅が狭い溶融接合部8bを得ることができる。特に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給することにより、溶接すべき各々の板厚に対応した広範囲の溶接電流(例えば100A〜350A)を出力させるアーク溶接であっても、アーク溶接部分の溶融プール8a内にワイヤ7がスムーズに入り、大きな溶滴にならずに安定して溶融することができる。また、継手部3にギャップGや段差(目違い)があったりなかったりする継手部材であっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8bを得ることができる。
【0036】
溶融接合部8bの溶け込み深さH1は、板厚Tの1/2以上9/10以下の範囲に形成するとよい。継手部材の裏側1b,2bまで溶かすことなく、特定深さH1まで溶融した溶融接合部8b及び余盛りビードのある溶接表面を確実に得ることができる。なお、溶け込み深さH1が板厚Tの1/2より小さ過ぎると、板厚中央まで溶けていないことになり、反対側(裏面側)の残り継手部3bを溶融接合した時に、接合不足が発生する可能性があるので好ましくない。反対に、溶け込み深さH1が板厚Tの9/10より大き過ぎると、裏側まで溶ける可能性があるので好ましくない。例えば、継手部3に大きな隙間(ギャップG)があったりすると、裏側まで溶けてしまい、表側のビード形状を悪化させることがある。この溶け込み深さH1は、溶接電流や溶接速度など溶接入熱条件の大きさによって調整可能であり、継手部材の板厚Tや溶接姿勢に対応した所定範囲の溶け込み深さ
(0.5*T≦H1≦0.9*T)になるように適正な溶接条件を事前に決めて、ワイヤ後送り溶接による溶融接合22(第1の溶接工程)を実施するとよい。
【0037】
なお、この溶融接合22によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することができる。前記溶融接合22の終了後に、図1(3)に示すように、継手部材1a,1b,2a,2bを裏返し反転24する。
【0038】
図1(4)に示すように、反転後の残り継手部3bの裏面側に溶け込み促進剤4bを塗布25する。そして、塗布した溶け込み促進剤4bが乾燥した後に、図1(5)に示すように、残り継手部3bの裏面側から、溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合26(第2の溶接工程)を施工するようにしている。この溶融接合26により、図1(6)に示すように、残り継手部3bの裏面側に形成した溶融接合部9bの先端部分と、反対側の継手表面側に形成済みの溶融接合部8bの先端部分とを相互に重なり合わせることができる。裏面側の溶融接合部9bの溶け込み深さH2は、板厚Tの1/2以上9/10以下の範囲に形成するとよい。溶接電流や溶接速度など溶接入熱条件の大きさによって調整可能であり、継手部材の板厚Tや溶接姿勢に対応した所定範囲の溶け込み深さ(0.5 *T≦H1≦
0.9 *T)になるように適正な溶接条件を事前に決めて、ワイヤ後送り溶接による溶融接合26(第2の溶接工程)を実施するとよい。特定深さH2まで溶融した先端部分が板厚中央部分又はその近傍で重なり合った溶融接合部9b及び余盛りビードのある溶接表面を確実に得ることができる。
【0039】
なお、前記アーク溶接のアーク6は、シールドガス雰囲気内で非消耗性の電極5(タングステンを主成分とするタングステン合金の電極)先端部と継手部材との間に発生させると共に、適正な溶接電流を給電すればよい。図示していないシールドガスは、電極5の外周に配備するガスノズルから不活性ガスのArガスを流せばよい。また、Arガスを主成分とするAr+HeやAr+H2 の混合ガスを使用することも可能である。さらに、二重シールド構造の溶接トーチを使用するのであれば、例えば、電極5近傍の周囲に不活性ガスのArガスを流し、その外周囲に前記混合ガス、あるいはO2ガスやCO2ガスの酸化性ガスとArガスとの混合ガスを流しながら前記アーク溶接をしてもかまわない。
【0040】
また、本発明の両面溶接方法では、前記継手部3の表面側又は裏面側の一方に前記溶け込み促進剤4a,4bを塗布及び乾燥した後に、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合22する第1の溶接工程と、反対側の残り継手部3bの裏面側又は表面側に前記溶け込み促進剤4a,4bを塗布及び乾燥した後に、前記溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合26する第2の溶接工程とを備えるとすることもできる。
【0041】
このように構成及び実施することにより、上述したように、手間のかかる開先加工を施さない略I型突合せ継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。また、継手部3,3bにギャップGや段差があったりなかったりする継手部材1a,1b,2a,2bであっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8b,9bを得ることができる。さらに、溶け込みが浅い従来のTIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。特に、継手部材の裏返し反転作業が容易な小型構造物の溶接に適用するとよい。
【0042】
図2は、立向き姿勢でのI型継手の溶接手順概要及び溶け込み形状を示す一実施例の説明図である。図1との主な相違点は、下向き姿勢と異なる立向き姿勢の継手部材1a,
1b,2a,2bであり、継手表面及び継手裏面に前記溶け込み促進剤4a,4bを塗布し、ワイヤ後送り溶接による溶融接合22,26を各々の施工することである。横向き姿勢の継手部材であってもよい。すなわち、図2(1)に示すように、立向き姿勢又は横向き姿勢に設置されている略I型継手部3の表面1a,2aに前記溶け込み促進剤4aを塗布21する。継手部材1a,1b,2a,2bは、板厚Tが4mm以上16mm以下のステンレス鋼又は低炭素鋼である。前記略I型継手部3は端面に小さな面取り加工(例えば1mm以下)がされていてもよい。そして、塗布した溶け込み促進剤4aが乾燥した後に、図2(2)に示すように、継手部3の表面側(左側面)からワイヤ後送り溶接による溶融接合22(第1の溶接工程)を立向き姿勢又は横向き姿勢で施工する。非消耗性のタングステンを電極5に使用するアーク溶接であり、溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さ(0.5*T≦H1≦0.9*T)まで溶融接合22するようにしている。継手部材の裏側1b,2bまで溶かすことなく、特定深さH1まで溶融した溶融接合部8b及び余盛りビードのある溶接表面を確実に得ることができる。また、継手部3にギャップGや段差があったりなかったりする継手部材1a,1b,2a,2bであっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8bを得ることができる。なお、この溶融接合22によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することができる。
【0043】
次に、継手部材を反転24しない状態のままで、図2(4)に示すように、反対側の残り継手部3bの継手裏面に前記溶け込み促進剤4bを塗布25する。この溶け込み促進剤4bが乾燥した後に、図2(5)に示すように、裏面側(右側面)からワイヤ後送り溶接による溶融接合26(第2の溶接工程)を立向き姿勢又は横向き姿勢で施工する。溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合26するようにしている。裏側の溶け込み深さH2は、表側の溶け込み深さH1と同程度であり、板厚Tの1/2以上9/10以下の範囲に形成するとよい。
【0044】
このように溶融接合26することにより、継手部材1a,1b,2a,2bの裏返し反転作業が困難な大型構造物であっても、図2(6)に示すように、残り継手部3bの裏面側に形成した溶融接合部9bの先端部分と、反対側の継手表面側に形成済みの溶融接合部8bの先端部分とを相互に重なり合わせることができる。また、上述したように、継手部3,3bにギャップGや段差があったりなかったりする継手部材1a,1b,2a,2bであっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8bを得ることができる。なお、前記裏面側(右側面)の溶融接合26を先に行い、その後に前記表面側(左側面)の溶融接合22を行うように変更してもかまわない。特に、継手部材の裏返し反転作業が困難な大型構造物の溶接に適用するとよい。
【0045】
図3は、本発明の両面溶接方法による深溶け込み形状の一実施例を示す断面図であり、(1)はI型継手部3の表裏両面に溶け込み促進剤4a,4bを塗布(乾燥含む)21,25した状態、(2)は表裏両面からワイヤ後送り溶接による溶融接合22,26(第1の溶接工程と第2の溶接工程)を実施している状態、(3)は溶接完了後の溶融接合部の両面溶け込み形状28を示している。すなわち、図3(1)に示すように、略I型継手部3(突合せ継手部)の表面1a,2aと裏面1b,2bに前記溶け込み促進剤4a,4bを各々塗布21,25する。継手部材1a,1b,2a,2bは、板厚Tが4mm以上16mm以下、好ましくは4mm以上12mm以下のステンレス鋼又は低炭素鋼である。前記略I型継手部3にはギャップGや段差bがあったりなかった不規則に形成されており、また、端面に小さな面取り加工(例えば1mm程度)がされていてもよい。
【0046】
そして、塗布した溶け込み促進剤4a,4bが乾燥した後に、図3(2)に示すように、I型継手部3の表面側からワイヤ後送り溶接による溶融接合22(第1の溶接工程)を先行させて施工し、この溶融接合22に続いて、反対側の残り継手部3bの裏面側からワイヤ後送り溶接による溶融接合26(第2の溶接工程)を施工する。この表裏両面の溶接施工では、溶接ワイヤ7を溶接進行方向の後方から各々のアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1,H2まで各々溶融接合22,26するようにしている。なお、表面側のアーク溶接部分(溶融プール8a)と裏面側のアーク溶接部分
(溶融プール9a)とは、距離的にも時間的にも充分に離れている。したがって、表面側の溶融接合部8bが先に凝固形成され、その後に、裏面側の溶融接合部9bが時間的に遅れて凝固形成されることになる。各々の溶融接合部の溶け込み深さH1,H2は、上述したように板厚Tの1/2以上9/10以下の範囲であり、図3(3)に示すように、表面側の溶融接合部8bの先端部分と裏面側の溶融接合部9bの先端部分とが板厚中央部分又はその近傍で相互に重なり合うようにしている。溶接姿勢については、下向き姿勢と上向き姿勢との組合せを示しているが、他に立向き姿勢と立向き姿勢の組合せ、横向き姿勢と横向き姿勢の組合せであってもよく、各々の姿勢に対応した適正な溶接条件を事前に決定して使用すればよい。
【0047】
このように溶接施工することにより、手間のかかる開先加工を施さない略I型突合せ継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布4a,4bした表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を得ることができる。また、継手部3,3bにギャップGや段差があったりなかったりする継手部材1a,1b,2a,2bであっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8b,9bを得ることができる。特に、継手部材の裏返し反転作業が困難な大型構造物の溶接に適用することができ、同時に、一対の溶接装置(2台)により効能率な溶接が可能となる。
【0048】
図4は、本発明の両面溶接方法によるT型継手の溶け込み形状の一実施例を示す断面図である。図1及び図2との主な相違点は、継手形状が略I型継手と異なる略T型継手の形状である。溶接の姿勢については、上記と同様に下向き姿勢又は立向き姿勢である。すなわち、図4(1)に示すように横板上面と立板側面との略T型継手部32の表面側31a,30aに溶け込み促進剤4aを塗布21する。略T型継手部は、立板30a,30bの板厚Tが4mm以上16mm以下のステンレス鋼又は炭素鋼である。また、前記略T型継手部32は立板端面に小さな面取り加工がされていてもよい。そして、塗布した溶け込み促進剤4aが乾燥した後に、図4(2)に示すように表面側(左側面)からワイヤ後送り溶接による溶融接合22(第1の溶接工程)を下向き姿勢又は立向き姿勢で施工する。溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さ(0.5*T≦H1≦0.9*T)まで溶融接合22するようにしている。特に、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給することにより、アーク溶接部分の溶融プール18a内にワイヤ7がスムーズに入り、大きな溶滴にならずに安定して溶融することができる。立板材の裏側30bまで溶かすことなく、特定深さH1まで溶融した溶融接合部18b及び余盛りビードのある溶接表面を確実に得ることができる。また、継手部32にギャップGがあったりなかったりするT型継手の溶接であっても、前記溶接ワイヤ7の送給及び溶融によって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部18bを得ることができる。なお、上述したように、この溶融接合22によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することができる。
【0049】
次に、継手部材を反転24しない状態のままで、図4(4)に示すように表面側と反対側の残り継手32bの裏面側30b,31bに前記溶け込み促進剤4bを塗布25する。そして、溶け込み促進剤4bが乾燥した後に、図4(5)に示すように裏面側(右側面)からワイヤ後送り溶接による溶融接合26(第2の溶接工程)を施工する。溶接ワイヤ7を溶接進行方向の後方からアーク6溶接部分に送給及び溶融させながら特定範囲の溶け込み深さ(0.5*T≦H2≦0.9*T)まで溶融接合26することにより、反対側の表側30aまで溶かすことなく、特定深さH2まで溶融した溶融接合部19b及び余盛りビードのある溶接表面を確実に得ることができる。また、図4(6)に示すように、残り継手部3bの裏面側に形成した溶融接合部19bの先端部分と、反対側の継手表面側に形成済みの溶融接合部18bの先端部分とを相互に重なり合わせることができる。また、上述したように、溶け込みが浅い従来のTIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。特に、継手部材の裏返し反転作業が困難な大型構造物の溶接に適用するとよい。
【0050】
また、本発明の溶接構造物では、図1〜図4に示したように、I型継手部3又はT型継手部32の表面側又は裏面側の一方に前記溶け込み促進剤を塗布4a,4b及び乾燥した後に、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合22して形成した第1の溶接金属部(溶融接合部8b,18b)と、反対側の残り継手部3b,32bの裏面側又は表面側に前記溶け込み促進剤を塗布4b,4a及び乾燥した後に前記溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合26して形成した第2の溶接金属部(溶融接合部9b,19b)とを備えることにより、開先加工を施さない略I型継手又は略T型継手のままであっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布4a,4bした表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。また、継手部3,32にギャップや段差があったりなかったりする継手部材であっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部8b,9b,18b,19bを得ることができる。
【0051】
また、前記I型継手又はT型継手の板厚は4mm以上16mm以下であり、前記特定範囲の溶け込み深さH1,H2は板厚Tの1/2以上9/10以下であり、前記第1の溶接金属部の先端部分と第2の溶接金属部の先端部分とが板厚中央部分又はその近傍部分で重なり合っていることにより、溶接品質の検査及び管理の厳しい原子力機器や他の製品の溶接継手であっても、上述したように、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。また、溶け込みが浅い従来のTIG溶接では不可能であった深い両面溶け込み溶接が可能になり、熱変形の低減や溶接パス数の削減を図ることができる。さらに、前記溶融接合の終了後に溶接ビード表面及びこの近傍の母材面から前記溶け込み促進剤の残部が除去仕上されていることにより、酸化物など異物のない品質良好な金属表面を有する溶接構造物を提供することができる。
【0052】
溶接による熱変形(反り変形)は、加熱と冷却(溶融凝固)によって溶接側に反り変形が生じ、溶接入熱が大きく、溶接パスが多くなると増加する。特に、開先を有する片面の多パス溶接の場合に反り変形が大きくなる。この溶接による熱変形(反り変形)を低減するためには、(1)溶接パスや入熱量を低減すること、(2)片面溶接から両面溶接に変更すること、(3)開先継手をI型継手やT型継手にすること、によって達成できる。
【0053】
図1〜図4に示した実施例は、上記(1)〜(3)の条件を満足しており、継手部材の表裏両面から各々の溶融接合部をほぼ均等に形成させることによって熱変形の低減を達成できる。また、溶接パス数の低減については、継手部材の表面側の1パス溶接、裏面側の1パス溶接の合計2パスで良いため、従来の開先継手の多パス溶接と比べて溶接パス数を確実に削減することができる。
【0054】
参考に、図8は、従来のTIG溶接によるI型継手の浅溶け込み形状の一例を示す断面図である。また、図9は、従来のTIG溶接によるU型開先継手の多パス溶接形状の断面図である。図8(1)(2)に示すように、I型突合せ部3を表裏両面から従来のTIG溶接を行った場合は、溶融接合部10a,10bの溶け込み深さH3が浅い(例えば2mm程度)ため、板厚中央部分に接合不足が発生することになり、例えば、板厚が4mmを超える継手部材に適用することができない。このため、開先加工した継手部に多パス溶接するのが一般的である。例えば、図9(1)(2)に示すように、U型開先継手部33を設け、その底部に裏ビードを形成させる初層裏波溶接11を施工し、その後に、開先上部まで複数積層12する多パス溶接を施工している。このように多パス溶接が必要であるばかりでなく、熱変形も増加する結果になり易い。図示していないが、V開先継手の場合には、前記U開先継手と比べて均一な裏ビードが形成しにくため、開先底部の初層裏波溶接11や開先上部までの多パス溶接12を施工し、さらに、裏側の裏ビード部及び未溶融部分をガウジング(裏アツリ作業)した後に、裏側から数パスの溶接を施工することもある。
【0055】
図10は、従来のTIG溶接によるT型開先継手の多パス溶接形状の断面図である。また、図11は、従来のTIG溶接によるレ型開先継手の多パス溶接形状の断面図である。図10及び図11に示すように、開先15の底部に裏ビードを形成させる初層裏波溶接
11を施工した後に、両面開先の上部まで複数積層13a,13bする多パス溶接か又は片面開先の上部まで複数積層14する多パス溶接を施工している。このため、溶接作業に多くの工数及び時間を要し、また、熱変形も増加する結果になり易い。
【0056】
これに対して、本発明の両面溶接方法では、上述したように、溶け込みが浅い従来の
TIG溶接では不可能であった深い両面溶け込み溶接が可能になり、品質良好な溶接金属部を得ることができる。また、熱変形の低減や溶接パス数の削減を図ることもできる。
【0057】
最後に、実際に溶接施工した結果を述べる。図5は、段差なし(0.2mm以下) のI型突合せ継手におけるギャップと溶け込み形状(ビード幅w,溶け込み深さh1,余盛り高さc)の関係を検討した結果の一実施例である。また、図6は、段差あり(1.2mm) のI型突合せ継手におけるギャップと溶け込み深さの関係を検討した結果の一実施例である。裏側溶接を施工すると、表側溶接の溶け込みの一部が再溶融されて元の形状が分からなくなるため、図6中には片面溶接時の表溶け込み深さh1と両面溶接時の裏溶け込み深さh2とを区別して示すと共に、各々の溶接断面写真を示している。いずれも板厚9mmのステンレス鋼板(SUS304L材)を下向き姿勢で、ワイヤ後送り溶接(溶接電流:210A,溶接速度:75mm/min 一定)を施工した結果の一例である。
【0058】
図5に示すように、表側溶接(片面溶接)では、継手部のギャップGが大きくなるに従って溶け込み深さh1及びビード幅wが増加し、余盛り高さcが減少する結果になっている。また、このギャップGが大き過ぎる1.6mm の溶接部分では、9mm板の裏側まで溶融されて裏ビード形成に至り、表側の溶接ビードが凹む結果になっている。一方、1.2mm の段差ありの場合には、図6に示すように、ギャップGがない溶接部分の溶け込み深さhが少し浅く、ビード幅wが少し広くなるが、段差なしの溶接結果と同様に、ギャップGが大きくなるに従って溶け込み深さhが増加している。このギャップが過大な1.6mm の溶接部分では、裏側まで溶けて表ビードが凹むと共に、段差の高い側の表ビード境界部にアンダーカットが生じる結果になっている。特に、この表側溶接では、I型突合せ継手部のギャップGが溶融先端部分で保持されているが、溶融プールの凝固過程で収縮が生じるため、溶接終了後に裏側を観察した時には、溶接前にあった初期のギャップがなくなる状態まで縮小することが分かった。反対側の裏側溶接では、表側溶接の凝固過程で生じた収縮によって初期のギャップがなくなる状態まで縮小しているため、図6に示したように、裏溶け込み深さh2がほぼ一定になると共に、アンダーカットや凹みのない溶接断面形状が得られている。
【0059】
これらの検討結果より、約1mmのギャップ及び約1.2mm の段差まで許容可能であり、溶接表面にアンダーカットのない深い溶け込みの溶接断面が得られることが分かった。突合せ継手のギャップが大き過ぎる(例えば1.6mm )と、板厚の裏側まで溶融し、表側の溶接ビードに凹みやアンダーカットが生じるので好ましくない。なお、溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することにより、前記アンダーカットや凹みが補修され、健全な溶接部分と類以の品質に改善することが可能である。また、ギャップが大きい部分でワイヤ送り量を増加又は溶接電流を減少又は溶接速度を増加させる制御を実施すれば、溶け込み深さが抑制され、アンダーカットや凹みの発生を防止することが可能である。
【0060】
このように溶接施工することにより、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とから施工する両面溶接によって確実に溶融接合でき、接合不足のない深い溶け込み形状の健全な溶接断面及び余盛りビードのある溶接表面を有する健全な溶接構造物を得ることができる。また、継手部にギャップや段差があったりなかったりする継手部材であっても、溶接ワイヤ7を溶接進行方向の後方からアーク溶接部分に送給及び溶融させることによって、溶接表面にアンダーカットや凹みがなく余盛りビードのある溶融接合部を得ることができる。
【0061】
図7は、両面溶接の板厚と溶接電流及び裏側の溶け込み深さの関係を検討した結果の一実施例であり、図中には、下向き姿勢で両面溶接した板厚別(6,9,12,16mm)の断面写真と、溶け込み促進剤なしで両面溶接した9mm板の断面写真とを示している。9mm板のI型突合せ部を表裏両面から従来のTIG溶接(溶け込み促進剤なし溶接)を行った場合は、図7中に示した断面写真のように、溶け込み深さが浅い(例えば2mm程度)ため、板厚中央部分に接合不足が発生する結果になっている。これに対して、溶け込み促進剤を使用する本発明の両面溶接方法の場合には、図7に示したように、板厚T(4〜16mm)に対応した適正な溶接電流Iを出力させて特定範囲の溶け込み深さまで各々溶融接合することによって、開先加工なしの突合せ継手であっても、また、この継手部にギャップや段差があったりなかったりする継手部材であっても、各板厚の中央部分又はこの近傍で確実に重ね合わせ接合でき、アンダーカットや凹みのない品質良好な溶接断面を得ることができる。なお、図7中には、板厚16mmまでの断面写真を示したが、溶接電流が350Aより高い500A程度まで出力可能な溶接電源を使用して両面溶接を施工すれば、板厚20mm程度まで両面溶融接合が可能である。
【図面の簡単な説明】
【0062】
【図1】本発明の両面溶接方法及び溶接構造物に係わるI型継手の溶接手順概要及び溶け込み形状の一実施例を示す説明図である。
【図2】立向き姿勢でのI型継手の溶接手順概要及び溶け込み形状を示す一実施例の説明図である。
【図3】本発明の両面溶接方法による溶け込み形状の他の一実施例を示す断面図である。
【図4】本発明の両面溶接方法によるT型継手の溶け込み形状の一実施例を示す断面図である。
【図5】段差なし(0.2mm 以下)のI型突合せ継手におけるギャップと溶け込み形状(ビード幅w,溶け込み深さh1,余盛り高さc)の関係を検討した結果の一実施例である。
【図6】段差あり(1.2mm )のI型突合せ継手におけるギャップと溶け込み深さの関係を検討した結果の一実施例である。
【図7】両面溶接の板厚と溶接電流及び裏側の溶け込み深さの関係を検討した結果の一実施例であり、図中には、両面溶接した板厚別(6,9,12,16mm)の断面写真と、溶け込み促進剤なしで両面溶接した9mm板の断面写真とを示している。
【図8】従来のTIG溶接によるI型継手の浅溶け込み形状の一例を示す断面図である。
【図9】従来のTIG溶接によるU型開先継手の多パス溶接形状の断面図である。
【図10】従来のTIG溶接によるT型開先継手の多パス溶接形状の断面図である。
【図11】従来のTIG溶接によるレ型開先継手の多パス溶接形状の断面図である。
【符号の説明】
【0063】
1a,2a…継手部材の表面、1b,2b…継手部材の裏面、3…I型継手部、3b…残り継手部、4a,4b…溶け込み促進剤、5…非消耗性電極、6…アーク、7…溶接ワイヤ、8a,9a,18a,19a…溶融プール、8b,9b,18b,19b…溶融接合部、10a,10b…従来溶接の溶融接合部、11…初層、12〜14…積層、15…レ開先、16…溶接進行方向、30a…T型継手の立板表面、30b…T型継手の立板裏面、31a,31b…T型継手の横板、32…T型継手部、33…U開先、H1〜H3…溶け込み深さ、G…ギャップ、T…板厚。
【特許請求の範囲】
【請求項1】
ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、
前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合することを特徴とする両面溶接方法。
【請求項2】
ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、
前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第1の溶接工程と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第2の溶接工程とを備えることを特徴とする両面溶接方法。
【請求項3】
請求項1又は2に記載の両面溶接方法において、前記継手の板厚は4mm以上16mm以下であり、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記継手部の表裏両面又は左右両面から各々溶融接合した先端部分同士が板厚中央部分又はその近傍部分で重なり合っていることを特徴とする両面溶接方法。
【請求項4】
請求項1〜3のいずれかに記載の両面溶接方法において、前記継手部はギャップや段差又はこのギャップ及び段差の両方があったりなかったり不規則に形成され、前記継手部の表裏両面又は左右両面から各々溶融接合されていることを特徴とする両面溶接方法。
【請求項5】
請求項1〜4のいずれかに記載の両面溶接方法において、前記溶融接合によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することを特徴とする両面溶接方法。
【請求項6】
ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工した溶接構造物において、
前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第1の溶接金属部と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第2の溶接金属部とを備えることを特徴とする溶接構造物。
【請求項7】
請求項6に記載の溶接構造物において、前記継手の板厚は4mm以上16mm以下であり、また、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記第1の溶接金属部の先端部分と第2の溶接金属部の先端部分とが板厚中央部分又はその近傍部分で重なり合っていることを特徴とする溶接構造物。
【請求項8】
請求項6又は7に記載の溶接構造物において、前記溶融接合の終了後に溶接ビード表面及びこの近傍の母材面から前記溶け込み促進剤の残部が除去仕上されていることを特徴とする溶接構造物。
【請求項1】
ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、
前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合することを特徴とする両面溶接方法。
【請求項2】
ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、
前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第1の溶接工程と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合する第2の溶接工程とを備えることを特徴とする両面溶接方法。
【請求項3】
請求項1又は2に記載の両面溶接方法において、前記継手の板厚は4mm以上16mm以下であり、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記継手部の表裏両面又は左右両面から各々溶融接合した先端部分同士が板厚中央部分又はその近傍部分で重なり合っていることを特徴とする両面溶接方法。
【請求項4】
請求項1〜3のいずれかに記載の両面溶接方法において、前記継手部はギャップや段差又はこのギャップ及び段差の両方があったりなかったり不規則に形成され、前記継手部の表裏両面又は左右両面から各々溶融接合されていることを特徴とする両面溶接方法。
【請求項5】
請求項1〜4のいずれかに記載の両面溶接方法において、前記溶融接合によって形成された溶接ビード表面の一部にアンダーカットや凹みが生じていた場合には、溶接不良部分及びこの近傍を再溶融して溶け込みの浅い余盛りビードを形成することを特徴とする両面溶接方法。
【請求項6】
ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工した溶接構造物において、
前記継手部の表面側又は裏面側の一方に前記溶け込み促進剤を塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第1の溶接金属部と、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤を塗布及び乾燥した後に、前記溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さまで溶融接合して形成した第2の溶接金属部とを備えることを特徴とする溶接構造物。
【請求項7】
請求項6に記載の溶接構造物において、前記継手の板厚は4mm以上16mm以下であり、また、前記特定範囲の溶け込み深さは板厚の1/2以上9/10以下であり、前記第1の溶接金属部の先端部分と第2の溶接金属部の先端部分とが板厚中央部分又はその近傍部分で重なり合っていることを特徴とする溶接構造物。
【請求項8】
請求項6又は7に記載の溶接構造物において、前記溶融接合の終了後に溶接ビード表面及びこの近傍の母材面から前記溶け込み促進剤の残部が除去仕上されていることを特徴とする溶接構造物。
【図1】



【図2】
【図3】
【図4】
【図5】

【図6】
【図7】

【図8】

【図9】
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−196266(P2007−196266A)
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−18360(P2006−18360)
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]